 | Информационная система | |
ГОСТ 17166-71 Инструмент вспомогательный к металлорежущим станкам. Технические требования
Изменение № 2
(взамен изменения № 1)
Вводная часть. Второй абзац изложен в новой редакции:
«Стандарт не распространяется на детали общего применения, а также не регламентирует способы и методы контроля вспомогательного инструмента».
Пункт 1.6. Заменена ссылка: ГОСТ 9894-61 на ГОСТ 9.032-74.
Пункт 1.9 изложен в новой редакции:
«1.9. Допуски конусов инструмента по 4-й степени точности ГОСТ 2848-75».
Пункт 1.11. Заменены ссылка и обозначения шероховатости:
ГОСТ 2789-59 на ГОСТ 2789-73;
8-го класса чистоты на Ra £ 0,63 мкм;
6-го класса чистоты на Ra £ 2,5 мкм;
5-го класса чистоты на Ra £ 20 мкм;
исключено слово: «не грубее».
Таблицы 1, 6. Заменены обозначения
шероховатости: ![]() 7 на Ra £
1,25 мкм;
7 на Ra £
1,25 мкм; ![]() 8 на Ra £
0,63 мкм;
8 на Ra £
0,63 мкм; ![]() 9 на Ra £
0,32 мкм;
9 на Ra £
0,32 мкм; ![]() 10 на Ra £
0,16 мкм.
10 на Ra £
0,16 мкм.
Таблица 4. Заменены обозначения шероховатости:
![]() 6 на Ra £ 2,5
мкм;
6 на Ra £ 2,5
мкм; ![]() 7 на Ra £
1,25 мкм;
7 на Ra £
1,25 мкм; ![]() 8 на Ra £
0,63 мкм;
8 на Ra £
0,63 мкм; ![]() 9 на Ra £
0,32 мкм;
9 на Ra £
0,32 мкм; ![]() 10 на Ra £
0,16 мкм.
10 на Ra £
0,16 мкм.
Пункт 2.2. Таблица 4. Графа «Наименование показателей». Пункт 2.3а после слова «цилиндрической» дополнен словами: «и конической».
Пункт 2.2. Таблица 4. Графа «Нормы». Пункт 3.1а.
Заменена норма: HRC 40 ... 45 на HRC 45 ... 50.
Пункт 2.2. Таблица 4 дополнена новыми пунктами - 10 и 11:
|
Наименование показателей |
Нормы |
|
|
10. Патроны сверлильные трехкулачковые без ключа |
10.1. Твердость, не ниже: |
|
|
а) корпуса (гайки) |
HRC 56 |
|
|
б) кулачков |
HRC 50 |
|
|
10.2. Радиальное биение поверхности кулачков относительно присоединительного конусного отверстия |
По табл. 4а |
|
|
11. Патроны сверлильные трехкулачковые с ключом |
11.1. Твердость, не ниже: |
|
|
а) втулки или отверстия «под ключ» |
HRC 56 |
|
|
б) кулачков |
HRC 50 |
|
|
в) зубчатого обода |
HRC 50 |
|
|
г) рабочих поверхностей ключа |
HRC 42 |
|
|
11.2. Радиальное биение поверхности кулачков относительно присоединительного отверстия |
По табл. 4а |
Пункт 2.2 после табл. 4 дополнен абзацем:
«Радиальное биение V контрольной оправки d, зажатой в кулачках, на расстоянии 5 мм от торца кулачков и I до места определения радиального биения оправки (черт. 2) должно соответствовать значениям, указанным в табл. 4а.
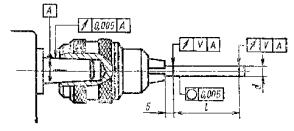
Примечание. В том случае, когда торцы кулачков при зажатии контрольной оправки не выступают из корпуса патрона, расстояние 5 мм определяется от торца патрона.
мм
|
d |
l наим. |
Радиальное биение патронов |
Типоразмеры |
d |
l наим. |
Радиальное биение патронов |
|||||
|
без ключа |
с ключом |
без ключа |
с ключом |
||||||||
|
Класс точности |
Класс точности |
||||||||||
|
I |
II |
I |
II |
||||||||
|
4 |
2 4 |
25 40 |
0,05 |
0,15 |
0,15 |
13 |
6 13 |
55 105 |
0,08 |
0,20 |
0,20 |
|
6 |
3 6 |
35 55 |
0,06 |
0,15 |
0,15 |
16 |
10 16 |
85 130 |
0,10 |
0,20 |
0,20 |
|
10 |
6 10 |
55 85 |
0,06 |
0,20 |
0,20 |
20 |
10 20 |
85 160 |
- |
- |
0,25 |
Примечания:
1. Контрольная оправка должна быть зажата по всей длине кулачков, но не должна упираться в торец сверлильного патрона.
2. Допускаемые отклонения контрольной оправки (прямолинейность и конусность) должны быть не более 0,01 мм на длине 100 мм».
Таблица 5. Заменены
обозначения шероховатости: ![]() 7 на Ra£
1,25 мкм;
7 на Ra£
1,25 мкм; ![]() 8 на Ra £
0,63 мкм;
8 на Ra £
0,63 мкм; ![]() 9 нa Ra £ 0,32
мкм.
9 нa Ra £ 0,32
мкм.
Пункт 2.3. Таблица 6. Графа «Нормы». Заменены нормы для пунктов:
1.1а - HRC 56 ... 60 на HRC 54 ... 60. HRC 45 ... 50 на HRC 52 ... 56
1.2 - D на С1
1.46 - 0,02 на 0,015
1.5 - 0,010 на 0,005; 0,020 на 0,01
1.7б - 0,015 на 0,01
2.1а - HRC 56 ... 60 на HRC 54 ... 60; HRC 45 ... 50 на HRC 52 ... 56
3.1 - HRC 56 ... 60 на HRC 54 ... 60; HRC 45 ... 50 на HRC 52 ... 56
4.2 - HRC 50 ... 55 на HRC 54 ... 60
4.3б - ± 0,1 на Х3
5.16 - HRC 40 ... 45 на HRC 35 ... 40.
Пункт 2.3. Таблица 6. Пункты 1.6, 2.4, 2.5, 2.6, 2.7, 2.9, 6.1 и 6.3 изложены в новой редакции:
|
Наименование показателей |
Нормы |
|
|
1. Короткие фрезерные оправки с продольной или торцовой шпонкой и с коническими хвостовиками (Морзе, метрическим и 7:24) |
1.6. Несимметричность: |
|
|
а) выступа оправки под паз поводка относительно наружной поверхности оправки под фрезу, мм |
0,1 |
|
|
б) паза под торцовую шпонку оправки с крепежными болтами относительно наружной поверхности под фрезу, мм |
|
|
|
для конусов 30, 40, 45 |
0,03 |
|
|
для конусов 50, 55, 60 |
0,04 |
|
|
для конусов 65, 70 |
0,05 |
|
|
в) поводковых пазов у оправок с конусностью 7:24 относительно поверхности хвостовика, мм |
|
|
|
для конусов 30, 40, 45 |
0,06 |
|
|
для конусов 50, 55, 60 |
0,10 |
|
|
для конусов 65, 70 |
0,15 |
|
|
г) паза поводка, сопрягаемого с оправкой, и выступа, сопрягаемого с инструментом относительно отверстия, мм |
0,10 |
|
|
2. Длинные фрезерные оправки с цапфой или поддерживающей втулкой и коническими хвостовиками конусов Морзе и 7:24 |
2.4. Радиальное биение: |
|
|
а) оправки относительно оси центровых отверстий, проверяемые на середине поверхности под фрезу, при длине ее цилиндрической части, мм |
|
|
|
до 315 мм |
0,015 |
|
|
» 400 мм |
0,020 |
|
|
» 500 мм |
0,025 |
|
|
» 630 мм |
0,030 |
|
|
» 800 мм |
0,035 |
|
|
» 1000 мм |
0,040 |
|
|
б) конической поверхности оправки относительно оси центровых отверстий, проверяемые на расстоянии 8 мм от основной плоскости конуса, мм |
0,012 |
|
|
в) поверхности цапфы относительно оси центровых отверстий, проверяемые на середине ее длины, мм |
0,010 |
|
|
2.5. Радиальное биение наружной поверхности поддерживающей втулки относительно поверхности отверстий при наружном диаметре втулки, мм: |
|
|
|
а) от 38 до 55 мм |
0,008 |
|
|
б) св. 55 до 71 мм |
0,010 |
|
|
в) св. 71 до 140 мм |
0,012 |
|
|
2.6. Торцовое биение опорной поверхности оправки относительно оси центровых отверстий, мм |
0,010 |
|
|
Выпуклость опорной поверхности |
Не допускается |
|
|
2.7. Торцовое биение поддерживающей втулки относительно поверхности отверстия и непараллельность торцов на длине, равной наружному диаметру при наружном диаметре втулки, мм: |
|
|
|
а) от 38 до 55 мм |
0,004 |
|
|
б) св. 55 до 71 мм |
0,005 |
|
|
в) св. 71 до 140 мм |
0,006 |
|
|
Выпуклость опорных поверхностей |
Не допускается |
|
|
2.9. Непараллельность шпоночного паза относительно наружной поверхности под фрезу не должна превышать на длине, мм |
|
|
|
а) 100 мм |
0,05 |
|
|
б) 300 мм |
0,10 |
|
|
6. Качающиеся оправки для насадных разверток |
6.1. Твердость |
|
|
а) оправки |
HRC 50...55 |
|
|
б) конической части хвостовика |
HRC 40...45 |
|
|
в) поводка |
HRC 35...40 |
|
|
6.3. Несоосность конических поверхностей 1:30 и хвостовика, мм |
0,02 |
Пункт 2.3. Таблица 6. Графа «Наименование показателей».
Пункты 5.3а и 5.3б изложены в новой редакции:
«а) от 13 до 22
б) св. 22».
Таблицы 7, 9, 11. Заменены обозначения шероховатости:
![]() 6 на Ra £
2,5 мкм;
6 на Ra £
2,5 мкм; ![]() 7 на Ra £
1,25 мкм;
7 на Ra £
1,25 мкм; ![]() 8 на Ra £
0,63 мкм.
8 на Ra £
0,63 мкм.
Таблица 8. Заменены обозначения шероховатости:
![]() 6 на Ra £
2,5 мкм;
6 на Ra £
2,5 мкм; ![]() 7 на Ra £
1,25 мкм.
7 на Ra £
1,25 мкм.
Таблица. 10. Заменены обозначения шероховатости:
![]() 7 на Ra £
1,25 мкм.
7 на Ra £
1,25 мкм.
Пункт 5.3. Заменена ссылка: ГОСТ 8273-57 на ГОСТ 8273-75.
Пункт 5.4. Заменена ссылка: ГОСТ 10198-62 на ГОСТ 10198-71.
Пункт 5.5. Заменена ссылка: ГОСТ 10354-63 на ГОСТ 10354-73.
Срок введения изменения № 2 01.12.75.
(Пост. № 2565 06.10.75. Государственные стандарты СССР. Информ. указатель № 11 1975 г.).