 | Информационная система | |
Изменение № 2 ГОСТ 18616-80 Пластмассы. Метод определения усадки
Принято Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол № 17 от 01.04.2004)
Зарегистрировано Бюро по стандартам MГC № 4932
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AZ, AM, BY, GE, KZ, KG, MD, RU, TJ, TM, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
Дату введения в действие настоящего изменения устанавливают указанные национальные органы по стандартизации
На обложке и первой странице под обозначением стандарта исключить обозначение: (СТ СЭВ 890-78).
Вводную часть дополнить абзацем:
«Настоящий стандарт соответствует ИСО 294-3:2002 и ИСО 294-4:2001, раздел 4.1 в части требований к пластине типа D2 и литьевой форме; ИСО 294-1:1996, раздел 4.2, подразделу 4.2.1, 4.2.3, 4.2.4; ИСО 294-3:2002 и ИСО 294-4:2001, раздел 4.2 в части требований к литьевой машине; ИСО 294-4:2001, раздел 5.2, подраздел 5.2.2 в части требований к процессу литья под давлением для изготовления пластины типа D2».
По всему тексту стандарта заменить слова: «нормативно-технической документации» на «нормативной или технической документации»; перед словом «материал» дополнить словом: «конкретный».
Пункт 1.4. Таблицу дополнить образцами - 6, 7:
|
Тип образца |
Форма образца |
Размеры, мм |
||
|
Длина или диаметр |
Ширина |
Толщина |
||
|
6 |
Пластина D2 |
60 ±2 |
60 ±2 |
2,0 ±0,1 |
|
7 |
То же |
» |
» |
» |
Примечание. Для изготовления образцов типа 7 используют одногнездную форму.
Пункт 1.5 изложить в новой редакции:
«1.5. Образцы типов 1-5 изготавливают в соответствии с нормативной или технической документацией на конкретный материал и требованиями ГОСТ 12015-66 для реактопластов и ГОСТ 12019-66 для термопластов. При этом литьевые формы заполняют с торца. Оформляющие поверхности пресс-формы должны быть хромированы и отполированы до значения шероховатости Ra от 0,160 до 0,125 мкм по ГОСТ 2789-73.
Образцы типов 6, 7 изготавливают в соответствии с требованиями нормативной или технической документации на конкретный материал, требованиями ГОСТ 12019-66 и требованиями приложения 2 настоящего стандарта».
Раздел 1 дополнить пунктом - 1.7:
«1.7. Результаты, полученные на образцах различных типов, несопоставимы, поэтому при ссылках на настоящий стандарт следует указывать тип образца, на котором проводили испытания».
Пункт 2.4. Заменить ссылку: ГОСТ 882-75 на «нормативной или технической документации».
Пункт 3.5 дополнить абзацем (после пятого): «гнездность литьевой формы».
Приложения 1, 2 изложить в новой редакции:
«ПРИЛОЖЕНИЕ 1
Рекомендуемое
|
Тип образца |
Форма образца |
Размеры, мм |
|
|
Длина или диаметр |
Толщина |
||
|
8 |
Диск |
100 ± 1 |
4,0 ± 0,2 |
|
9 |
То же |
100 ± 1 |
2,8 ± 0,2 |
ПРИЛОЖЕНИЕ 2
(обязательное)
Требования к изготовлению образцов типов 6, 7
1. Требования к литьевой форме
1.1 Для изготовления образцов типа 6 используют двухгнездовую форму (черт. 1).
1.2 Оформляющая полость и литниковая система литьевой формы для изготовления образцов типов 6, 7 должны соответствовать размерам, указанным на черт. 2.
Эскиз оформляющей
полости двухгнездной формы для образцов
типа 6 (пластина D2)
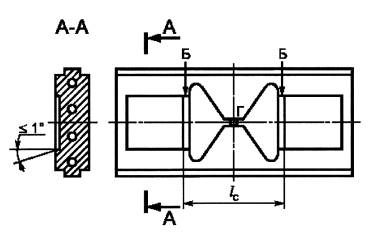
Г - центральный летник с диаметром со стороны сопла не менее 4 мм;
Б - впускной литник; lc - расстояние между линиями, вдоль которых образцы для испытаний отрезаются от распределительных литников
Черт. 1
Чертеж оформляющей
полости и литниковой системы литьевой формы
для изготовления образцов типов 6, 7 (пластина D2)
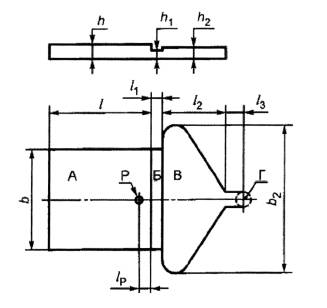
А - образец «пластина»; Б - впускной литник; В - разводящий литник; Г - центральный литник; P - датчик давления; l - длина пластины; b - ширина пластины; h - толщина пластины; l1 - длина впускного литника; h1 - толщина впускного литника; l2 - длина разводящего литника; b2 - ширина разводящего литника; h2 - толщина разводящего литника; l3 - не регламентируется; lp - расстояние датчика давления (при наличии) от литника, lp = (5±2) мм при условии, что lр+rр£10 и lр-rp³0, где rp- радиус датчика давления
l1 - (4,0±0,1) мм
h1 = (1,5±0,1) мм
l2 = (25¸30) мм
b2 = (66±2) мм
h2 = (2,0±0,1) мм
Черт. 2
2. Требования к литьевой машине
2.1. Для изготовления образцов типов 6, 7 необходимо использовать литьевую машину, имеющую шнек, совершающий вращательно-посту-пательное движение, и все необходимые устройства для регулирования параметров литья с необходимой точностью и отвечающую следующим требованиям.
2.1.1. Отношение объема отливки, то есть суммарного объема образцов и литников, к максимальной объемной дозе впрыска литьевой машины должно быть от 20 до 80 %, если соответствующий нормативный или технический документ на конкретный материал не требует более высокого отношения объемов.
2.1.2. Рекомендуемый диаметр шнека от 18 до 40 мм.
2.1.3. Усилие запирания формы (F) в кН вычисляют по формуле
F ³ S × p × 10-3,
где S - проецируемая площадь отливки, равная 11 000, для двухгнездной формы и 5500 - для одногнездной формы, мм2;
р - давление при выдержке под давлением, МПа;
и должно быть не менее 880 кН для двухгнездной формы и не менее 440 кН - для одногнездной формы при максимальном давлении 80 МПа.
2.3.4. Допускаемое отклонение массы отливки ±2 %.
3. Требования к режиму литья под давлением
3.1. Изготовление образцов типов 6, 7 необходимо осуществлять только на автоматическом или полуавтоматическом режимах литья.
3.2. Давление при выдержке под давлением должно указываться в нормативной или технической документации на конкретный материал и быть от 20 до 80 МПа. Оно должно создаваться в момент окончания заполнения полости формы расплавом.
3.3. Для обеспечения выдержки расплава под давлением объем дозы впрыска, набираемой шнеком; должен быть больше объема отливки на 5 %, для этого шнек в конце выдержки под давлением должен находиться на расстоянии 3-5 мм от своего крайнего положения, определенного по шкале командоаппарата, или по данным, выведенным на дисплей. Образцы, изготовленные на режимах, при которых шнек достиг крайнего положения в конце выдержки под давлением, отбраковываются.
3.4. Должна обеспечиваться следующая точность поддержания параметров литья для:
- время выдержки под давлением tн - ±5 %;
- время охлаждения tc - ±5 %;
- время цикла tт - ±5 %;
- давление впрыска рв - ±5 %;
- давление при выдержке под давлением рн - ±5 %».
(ИУС № 12 2004 г.)