 | Информационная система | |
Министерство энергетики и электрификации СССР
ВНиР
ВЕДОМСТВЕННЫЕ
НОРМЫ И РАСЦЕНКИ
НА СТРОИТЕЛЬНЫЕ, МОНТАЖНЫЕ
И РЕМОНТНО-СТРОИТЕЛЬНЫЕ РАБОТЫ
Сборник В17
МОНТАЖ
ОБОРУДОВАНИЯ
И ТРУБОПРОВОДОВ
ЭЛЕКТРИЧЕСКИХ СТАНЦИЙ
И ГИДРОТЕХНИЧЕСКИХ
СООРУЖЕНИЙ
Выпуск 12
Изготовление
нестандартизированного
оборудования
ПРЕЙСКУРАНТИЗДАТ
Москва - 1987
НОВЫЕ ЕТКС, ЕНиР и ВНиР
В соответствии с постановлением ЦК КПСС, Совета Министров СССР и ВЦСПС 1986 г. «О совершенствовании организации заработной платы и введении новых тарифных ставок и должностных окладов работников производственных отраслей народного хозяйства» Госстрой СССР, Госкомтруд СССР и ВЦСПС утвердили новые Единый тарифно-квалификационный справочник работ и профессий рабочих, выпуск 3, раздел «Строительные, монтажные и ремонтно-строительные работы» (ЕТКС), Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы (ЕНиР). Соответствующими министерствами и ведомствами утверждены Ведомственные нормы и расценки на строительные, монтажные и ремонтно-строительные работы (ВНиР).
Новые ЕТКС, ЕНиР и ВНиР предназначены для применения в строительно-монтажных, ремонтно-строительных и приравненных к ним организациях, а также в подразделениях (бригадах, участках) производственных объединений, предприятий, организаций и учреждений, осуществляющих строительство и капитальный ремонт хозяйственным способом, переведенных на новые условия оплаты труда.
Утверждены Министерством энергетики и электрификации СССР 16 февраля 1987 года, согласованы с ЦК профсоюза рабочих электростанций и электротехнической промышленности и Центральным бюро нормативов по труду в строительстве (ЦБНТС) при Всесоюзном научно-исследовательском проектном институте (ВНИПИ) труда в строительстве Госстроя СССР для обязательного применения в организациях Министерства на строительных, монтажных и ремонтно-строительных работах
Предназначены для применения в строительно-монтажных, ремонтно-строительных и приравненных к ним организациях, а также в подразделениях (бригадах, участках) производственных объединений, предприятий, организаций и учреждений, осуществляющих строительство и капитальный ремонт хозяйственным способом, переведенных на новые условия оплаты труда работников в соответствии с постановлением ЦК КПСС, Совета Министров СССР и ВЦСПС от 17 сентября 1986 г. № 1115 «О совершенствовании организации заработной платы и введении новых тарифных ставок и должностных окладов работников производственных отраслей народного хозяйства».
Разработаны Центром по научной организации труда и управления в энергетическом строительстве «Энергостройтруд» Министерства энергетики и электрификации СССР под методическим руководством ЦБНТС при ВНИПИ труда в строительстве Госстроя СССР.
Ведущий исполнитель - В.В. Рудая (Энергостройтруд).
Исполнители - Т.П. Шустицкая (Энергостройтруд), З.П. Фомина (Энергомонтажпроект).
Ответственный за выпуск - Б.Я. Гуревич (Энергостройтруд).
Министерство энергетики и электрификации СССР
ВНиР
ВЕДОМСТВЕННЫЕ
НОРМЫ И РАСЦЕНКИ
НА СТРОИТЕЛЬНЫЕ, МОНТАЖНЫЕ
И РЕМОНТНО-СТРОИТЕЛЬНЫЕ РАБОТЫ
Сборник В17
МОНТАЖ
ОБОРУДОВАНИЯ
И ТРУБОПРОВОДОВ
ЭЛЕКТРИЧЕСКИХ СТАНЦИЙ
И ГИДРОТЕХНИЧЕСКИХ
СООРУЖЕНИЙ
Выпуск 12
Изготовление
нестандартизированного
оборудования
ПРЕЙСКУРАНТИЗДАТ
Москва - 1987
ОГЛАВЛЕНИЕ
ВВОДНАЯ ЧАСТЬ
1. Нормами выпуска предусмотрены основные работы по изготовлению нестандартизированного оборудования из листовой и профильной стали, а также деталей трубопроводов, включая газовую резку, прихватку сваркой и ручную дуговую сварку.
2. Выполнение работ предусмотрено в условиях монтажных площадок, оснащенных различными передвижными кранами и -вспомогательным оборудованием (вальцы, приводные ножницы, гибочные станки, слесарные верстаки с тисками, сверлильные станки, газоэлектросварочный пост, абразивный и другой инструмент), имеющимися в цехах подготовки производства или на открытой площадке и используемыми при изготовлении нестандартизированного оборудования.
3. Нормами выпуска предусмотрено выполнение работ с соблюдением действующих в строительстве правил техники безопасности и противопожарных мероприятий (СНиП III-4-80 «Техника безопасности в строительстве»).
4. Качество выполняемых работ должно удовлетворять требованиям действующих технических условий на производство и приемку работ
5. Нормами и расценками выпуска (за исключением особо оговоренных случаев) учтены и отдельно не оплачиваются:
ознакомление с чертежами для производства работ;
подготовка рабочего места и содержание его в порядке;
кантование во время сварки;
правка деталей после сварки и газовой резки.
6. Нормами предусмотрены следующие условия производства работ:
обрезка кромок должна производиться только газовым резаком, кроме случаев, оговоренных особо;
сверление отверстий должно производиться на станке.
7. Нормами не учтены и оплачиваются отдельно:
работы по разгрузке материалов, доставке их на склады и со складов до рабочей зоны;
наладка и обслуживание станочного оборудования,
8. Нормами и расценками настоящего выпуска предусмотрено окончательное изготовление нестандартизированного оборудования согласно чертежам. В случае изготовления деталей под сварку без их сборки Н.вр. и Расц. на изготовление умножать на 0,6 (ВЧ-1). Проверку на герметичность следует оплачивать дополнительно по соответствующим нормам.
9. При одновременном изготовлении более 10 однотипных изделий Н.вр. и Расц. умножать на 0,9 (ВЧ-2).
10. При изготовлении оборудования на площадках, не оснащенных кранами, Н.вр. и Расц. умножать на 1,15 (ВЧ-3).
11. Тарификация работ произведена в соответствии с Единым тарифно-квалификационным справочником (ЕТКС), выпуск 2, разделы «Слесарные и слесарно-сборочные работы» и «Сварочные работы».
12. Нормами предусмотрено выполнение работ рабочими следующих профессий:
слесари по сборке металлоконструкций (для краткости именуются слесари) - при изготовлении нестандартизированного оборудования;
электросварщики ручной сварки (для краткости именуются электросварщики) - при прихватке и ручной дуговой сварке;
газорезчики - при кислородной и воздушно-плазменной резке.
13. В ряде параграфов настоящего выпуска нормы времени и расценки построены на спаренный измеритель, т.е. эти нормы связаны функциональной зависимостью и не могут рассматриваться (и применяться) в отрыве друг от друга. Ниже приводится пример применения спаренных норм.
Требуется определение Н.вр. на изготовление трех коробов воздуховодов массой 0,5; 0,8 и 0,7 т каждый из листа толщиной 4 мм (2-я группа сложности) по § В17-12-1. Расчет производится в следующем порядке:
определяется Н.вр., учитывающая количество изготовленных изделий (табл. 2, п. 1 г):
5,5 × 3 = 16,5 чел.-ч.;
определяется Н.вр., учитывающая массу изготовленных изделий (табл. 2, п. 2 г):
32,5 × 2 = 65 чел.-ч.;
определяется Н.вр. на изготовление трех коробов общей массой 2 т
16,5 + 65 = 81,5 чел.-ч.
Глава 1. ИЗГОТОВЛЕНИЕ НЕСТАНДАРТИЗИРОВАННОГО ОБОРУДОВАНИЯ
§ В17-12-1. Изготовление пылегазовоздухопроводов
Указания по применению норм
Нормы и расценки, приведенные в параграфе, распространяются на работы по изготовлению деталей пылегазовоздухопроводов с подразделением их на три группы сложности.
К I группе относятся:
короба прямые постоянного или переменного сечения, короба прямые круглого сечения с постоянным диаметром (рис. 1).
Ко II группе относятся:
колена, утки, тройники, раздвоенные патрубки и сборные коллекторы прямоугольного и круглого сечения (рис. 2).
К III группе относятся:
переходные патрубки (сечения переходят с прямоугольника на круг или овал, с одного круга на два меньшего диаметра, усеченные конусы круглого сечения) (рис. 3).

Рис. 1
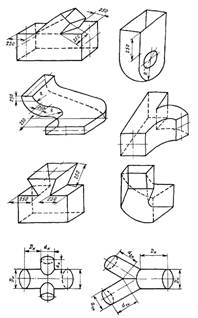
Рис. 2

Рис. 3
Состав работ
При изготовлении
1. Раскладка металла на плазе или стеллаже. 2. Разметка деталей по чертежу. 3. Подготовка кромок под сварку. 4. Гнутье деталей. 5. Разметка и сверление отверстий во фланцах 6. Вальцовка обечаек на приводных вальцах с подгибкой кромок вручную (для изделия круглого сечения). 7. Выбивка деталей переходных патрубков (сечения переходят с квадрата на круг) по шаблону 8. Изготовление и насадка фланцев. 9. Сборка изделия. 10. Установка ребер жесткости. 11. Маркирование изделия.
При газовой резке
Газовая резка листовой и профильной стали.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки изделия. 2. Ручная дуговая сварка.
Таблица 1
Состав звена
|
Профессия и разряд рабочих |
Группа сложности |
|
|
I |
II и III |
|
|
Слесарь 6 разр. |
- |
1 |
|
« 5 « |
1 |
- |
|
« 4 « |
- |
1 |
|
« 3 « |
1 |
1 |
|
« 2 « |
1 |
1 |
|
Электросварщик 4 разр. |
1 |
1 |
|
Газорезчик 3 разр. |
1 |
1 |
Таблица 2
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Измеритель |
Группа сложности |
|
|||||
|
I |
II |
III |
||||||
|
Толщина металла, мм |
||||||||
|
2 - 3 |
4 - 5 |
2 - 3 |
4 - 5 |
2 - 3 |
4 - 5 |
|||
|
Изготовление |
1 изделие |
3,7 2 - 78 |
5,5 4 - 39 |
8,3 6 - 62 |
1 |
|||
|
1 т |
30,5 22 - 88 |
26 19 - 50 |
39,5 31 - 50 |
32,5 25 - 92 |
46 36 - 69 |
39 31 - 10 |
2 |
|
|
Газовая резка |
1 т |
2,8 1 - 96 |
2,3 1 - 61 |
4,1 2 - 87 |
3,2 2 - 24 |
4,7 3 - 29 |
3,9 2 - 73 |
3 |
|
Сварка |
1 т |
11 8 - 69 |
8,9 7 - 03 |
17 13 - 43 |
9,9 7 - 82 |
19 15 - 01 |
13,5 10 - 67 |
4 |
|
а |
б |
в |
г |
д |
е |
№ |
||
Примечания: 1. При изготовлении пылегазовоздухопроводов круглого сечения Н.вр. и Расц. умножать на 1,1 (ПР-1).
2. При изготовлении деталей массой до 100 кг при нормировании учитывать только по массе.
3. При подготовке кромок под сварку после плазменной резки Н.вр. и Расц. строк 1 и 2 умножать на 1,2 (ПР-2).
§ В17-12-2. Изготовление линзовых компенсаторов для пылегазовоздухопроводов
Состав работ
При изготовлении
1. Раскладка металла для разметки. 2. Разметка деталей по чертежу. 3. Резка деталей на приводном станке. 4. Подготовка кромок под сварку. 5. Гнутье волн и других деталей при помощи приспособления. 6. Разметка и сверление отверстий. 7. Отбортовка кромок волн. 8. Сборка компенсаторов. 9. Установка защитной полосы (рубашки). 10. Изготовление и насадка фланцев. 11. Маркирование изделий.
При газовой резке
Газовая резка листовой и профильной стали.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки изделия. 2. Ручная дуговая сварка.
Таблица 1
Состав звена
|
Профессия и разряд рабочих |
Компенсаторы |
|
|
прямоугольные |
круглые и многогранные |
|
|
Слесарь 6 разр. |
- |
1 |
|
« 5 « |
1 |
- |
|
« 3 « |
1 |
1 |
|
« 2 « |
1 |
1 |
|
Электросварщик 4 разр. |
1 |
1 |
|
Газорезчик 3 разр. |
1 |
1 |
Таблица 2
Нормы времени и расценки на 100 кг
|
Конструкция компенсатора |
Наименование работ |
Компенсаторы |
|
|||||
|
прямоугольные с площадью прохода, м2 |
круглые и многогранные с диаметром прохода, мм |
|||||||
|
до 1 |
более 1 |
300 |
500 |
800 |
более 800 |
|||
|
Однолинзовая |
Изготовление |
18,5 13 - 88 |
15,5 11 - 63 |
32 25 - 60 |
28,5 22 - 80 |
24 19 - 20 |
22 17 - 60 |
1 |
|
Газовая резка |
1,8 1 - 26 |
1,7 1 - 19 |
3,5 2 - 45 |
2,8 1 - 96 |
2,5 1 - 75 |
2 |
||
|
Сварка |
4 3 - 16 |
2,5 1 - 98 |
5,8 4 - 58 |
4,9 3 - 87 |
4,1 3 - 24 |
3 |
||
|
Двух- или трехлинзовая |
Изготовление |
20 15 - 00 |
17,5 13 - 13 |
37,5 30 - 00 |
33 26 - 40 |
27,5 22 - 00 |
25 20 - 00 |
4 |
|
Газовая резка |
2,1 1 - 47 |
1,8 1 - 26 |
3,7 2 - 59 |
3 2 - 10 |
2,6 1 - 82 |
5 |
||
|
Сварка |
4,2 3 - 32 |
3,6 2 - 84 |
6,5 5 - 14 |
5,6 4 - 42 |
4,9 3 - 87 |
6 |
||
|
а |
б |
в |
г |
д |
е |
№ |
||
Примечание. При изготовлении компенсаторов без фланцев Н.вр. и Расц. строк 1 и 4 умножать на 0,8 (ПР-1).
§ В17-12-3. Изготовление металлических люков
Состав работ
При изготовлении
1. Раскладка металла для разметки. 2. Разметка деталей по чертежу. 3. Гнутье деталей по шаблону с подогревом горелкой. 4. Подготовка фасок под сварку 5. Разметка и сверление отверстий. 6. Изготовление шарниров и ручек 7. Сборка деталей. 8. Маркирование изделий.
При газовой резке
Газовая резка листовой и профильной стали.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки. 2. Ручная дуговая сварка.
Нормы времени и расценки на 1 шт.
|
Состав звена |
Вид работ |
Люки |
|
||
|
круглого сечения диаметром, мм, до |
прямоугольного сечения 500×500 мм |
||||
|
500 |
600 |
||||
|
Слесарь 5 разр. - 1 3 « - 1 |
Изготовление |
6,2 4 - 99 |
7,5 6 - 04 |
3,5 2 - 82 |
1 |
|
Газорезчик 3 разр. |
Газовая резка |
0,47 0 - 32,9 |
0,9 0 - 63 |
0,36 0 - 25,2 |
2 |
|
Электросварщик 4 разр. |
Сварка |
0,27 0 - 21,3 |
0,3 0 - 23,7 |
0,38 0 - 30 |
3 |
|
а |
б |
в |
№ |
||
§ В17-12-4. Изготовление предохранительных клапанов для пылепроводов
Состав работ
При изготовлении
1. Раскладка металла для разметки. 2. Разметка деталей по чертежу. 3. Подготовка фасок под сварку. 4. Сверление отверстий. 5. Вальцовка обечайки с подгибкой кромок. 6. Изготовление фланцев. 7. Изготовление диафрагмы из жести и прокладок из асбеста или металла. 8. Сборка деталей. 9. Маркирование клапана.
При газовой резке
Газовая резка листовой и профильной стали.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки. 2. Ручная дуговая сварка.
Состав звена
Слесарь: 5 разр. - 1
2 « - 1
Электросварщик 4 разр. - 1
Газорезчик 3 разр. - 1
Нормы времени и расценки на 1 клапан
|
Наименование работ |
Диаметр условного прохода, мм, до |
|
||||
|
300 |
500 |
700 |
1000 |
свыше 1000 |
||
|
Изготовление |
8,3 6 - 43 |
10,5 8 - 14 |
16,5 12 - 79 |
21 16 - 28 |
27,5 21 - 31 |
1 |
|
Газовая резка |
0,81 0 - 56,7 |
1,1 0 - 77 |
1,6 1 - 12 |
2,3 1 - 61 |
3 2 - 10 |
2 |
|
Сварка |
0,5 0 - 39,5 |
0,69 0 - 54,5 |
1 0 - 79 |
1,9 1 - 50 |
2,5 1 - 98 |
3 |
|
а |
б |
в |
г |
д |
№ |
|
Примечания - 1. При изготовлении клапанов под углом 45° Н.вр. и Расц. умножать на 1,15 (ПР-1).
2. При изготовлении клапанов с откидными шарнирами Н.вр. и Расц. умножать на 1,5 (ПР-2).
§ В17-12-5. Изготовление металлических конструкций
Нормы и расценки, приведенные в параграфе, распространяются на работы по изготовлению конструкций (каркасы, порталы и колонны) без гнутья деталей.
Состав работ
При изготовлении
1. Раскладка металла по плазу для разметки. 2. Разметка деталей по чертежу. 3. Подготовка кромок под сварку. 4. Сборка деталей под сварку. 5. Маркирование изделия.
При газовой резке
Газовая резка металла.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки. 2. Ручная дуговая сварка.
Нормы времени и расценки на измерители, указанные в таблице
|
Состав звена |
Наименование работ |
Измеритель |
|
|
|
1 деталь |
1 т |
|||
|
Слесарь 6 разр. - 1 « 4 « - 1 « 3 « - 1 « 2 « - 1 |
Изготовление |
1,8 1 - 44 |
12,5 9 - 97 |
1 |
|
Газорезчик 3 разр. |
Газовая резка |
- |
2,7 1 - 89 |
2 |
|
Электросварщик 4 разр. |
Сварка |
- |
11 8 - 69 |
3 |
|
а |
б |
№ |
||
Примечание. Соединительные детали (косынки, уголки) учитывать только по массе.
§ В17-12-6. Изготовление мелких каркасных конструкций
Состав работ
При изготовлении
1. Разметка деталей по чертежу. 2. Подготовка кромок под сварку. 3. Гнутье деталей. 4. Сверление отверстий. 5. Нарезание резьбы. 6. Опиливание подкладок. 7. Сборка деталей. 8. Маркирование изделия.
При газовой резке
Газовая резка металла.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки. 2. Ручная дуговая сварка.
КРОНШТЕЙНЫ, РАМЫ, СТОЙКИ, ОПОРЫ, ПОДВЕСКИ
Таблица 1
Нормы времени и расценки на 100 кг
|
Наименование работ |
Состав звена |
Масса изделия, кг, до |
|
|||||
|
5 |
10 |
25 |
50 |
200 |
500 |
|||
|
Изготовление |
Слесарь 4 разр. - 1 2 « - 1 |
8,4 6 - 01 |
7,6 5 - 43 |
6,4 4 - 58 |
4,9 3 - 50 |
3,9 2 - 79 |
3,4 2 - 43 |
1 |
|
Газовая резка |
Газорезчик 3 разр. |
1,9 1 - 33 |
1,7 1 - 19 |
1,5 1 - 05 |
1,4 0 - 98 |
1 0 - 70 |
0,3 0 - 21 |
2 |
|
Сварка |
Электросварщик 4 разр. |
1,5 1 - 19 |
1,3 1 - 03 |
1,1 0 - 86,9 |
1 0 - 79 |
0,97 0 - 76,6 |
0,53 0 - 41,9 |
3 |
|
а |
б |
в |
г |
д |
е |
№ |
||
КОСЫНКИ И ПОДКЛАДКИ
Таблица 2
Нормы времени н расценки на 100 кг
|
Толщина металла, мм |
Наименование работ |
Состав звена |
Площадь поверхности изделия, м2, до |
|
||
|
0,12 |
0,24 |
0,48 |
||||
|
10 |
Изготовление |
Слесарь: 4 разр. - 1 2 « - 1 |
3,9 2 - 79 |
3 2 - 15 |
1,9 1 - 36 |
1 |
|
Газовая резка |
Газорезчик 3 разр. |
1,5 1 - 05 |
0,85 0 - 59,5 |
0,51 0 - 35,7 |
2 |
|
|
20 |
Изготовление |
Слесарь: 4 разр. - 1 2 « - 1 |
2,9 2 - 07 |
2,3 1 - 64 |
1,7 1 - 22 |
3 |
|
Газовая резка |
Газорезчик 3 разр. |
1 0 - 70 |
0,58 0 - 40,6 |
0,34 0 - 23,8 |
4 |
|
|
30 |
Изготовление |
Слесарь: 4 разр. - 1 2 « - 1 |
2,6 1 - 86 |
2 1 - 43 |
1,4 1 - 00 |
5 |
|
Газовая резка |
Газорезчик 3 разр. |
0,91 0 - 63,7 |
0,5 0 - 35 |
0,28 0 - 19,6 |
6 |
|
|
40 |
Изготовление |
Слесарь 4 разр. - 1 2 « - 1 |
2,4 1 - 72 |
1,8 1 - 29 |
1,2 0 - 85,8 |
7 |
|
Газовая резка |
Газорезчик 3 разр. |
0,84 0 - 58,8 |
0,45 0 - 31,5 |
0,24 0 - 16,8 |
8 |
|
|
а |
б |
в |
№ |
|||
Примечания 1. При изготовлении конструкций без гнутья деталей Н.вр. и Расц. умножать на 0,7 (ПР-1)
2. При изготовлении конструкций без сверления отверстий Н.вр. и Расц. умножать на 0,8 (ПР-2).
3. При изготовлении подкладок без зачистки Н.вр и Расц., приведенные в табл. 2, умножать на 0,7 (ПР-3).
§ В17-12-7. Изготовление уголков из коррозионно-стойких сталей
Состав работы
1. Разметка металла. 2. Резка листов на гильотинных ножницах. 3. Гнутье на листогибочной машине. 4. Проверка гиба угольником или шаблоном. 5. Складирование уголка.
Нормы времени и расценки на 1 м уголка
|
Состав звена |
Размер уголка, мм, до |
Толщина металла, мм, до |
|
||
|
2 |
4 |
6 |
|||
|
Слесарь: 4 разр. - 1 3 « - 1 |
100×100 |
0,38 0 - 28,3 |
0,42 0 - 31,3 |
0,57 0 - 42,5 |
1 |
|
200×200 |
0,44 0 - 32,8 |
0,48 0 - 35,8 |
0,66 0 - 49,2 |
2 |
|
|
300×300 |
0,48 0 - 35,8 |
0,53 0 - 39,5 |
0,76 0 - 56,6 |
3 |
|
|
а |
б |
в |
№ |
||
§ В17-12-8. Изготовление лестниц и площадок
Состав работ
При изготовлении
1. Раскладка металла по плазу. 2. Разметка деталей по чертежу. 3. Гнутье деталей. 4. Сборка изделий под сварку. 5. Маркирование изделия.
При газовой резке
Газовая резка листовой и профильной стали.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки. 2. Ручная дуговая сварка.
Нормы времени и расценки на 1 т
|
Наименование работ |
Состав звена |
Лестницы |
Площадки |
|
|
|
с загибкой листа |
без загибки листа |
||||
|
Изготовление |
Слесарь: 4 разр. - 1 3 « - 1 2 « - 1 |
48 34 - 08 |
40,5 28 - 76 |
31 22 - 01 |
1 |
|
Газовая резка |
Газорезчик 3 разр. |
16 11 - 20 |
24 16 - 80 |
4,1 2 - 87 |
2 |
|
Сварка |
Электросварщик 4 разр. |
17 13 - 43 |
23 18 - 17 |
5,9 4 - 66 |
3 |
|
а |
б |
в |
№ |
||
§ В17-12-9. Изготовление закладных деталей для крепления облицовки
Состав работ
При изготовлении
1. Разметка угловой и швеллерной стали. 2. Изготовление арматурных стержней диаметром 12 - 14 мм. 3. Укладка уголка, швеллера и полосы на плаз с выверкой и креплением. 4. Разметка и установка арматурных стержней.
При креплении облицовки из коррозионно-стойкой стали добавляются следующие работы: разметка и нарезка на гильотинных ножницах полос из коррозионно-стойкой стали.
При газовой резке
Газовая резка профильной стали.
При прихватке сваркой
Прихватка сваркой деталей в процессе их сборки.
Нормы времени и расценки на 1 т
|
Наименование работ |
Состав звена |
Для крепления облицовки |
|
|
|
из коррозионно-стойких сталей |
из углеродистых сталей |
|||
|
Изготовление |
Слесарь: 5 разр. - 1 3 « - 1 |
64 51 - 52 |
36 28 - 98 |
1 |
|
Газовая резка |
Газорезчик 3 разр. |
5,7 3 - 99 |
2 |
|
|
Прихватка сваркой |
Электросварщик 4 разр. |
8,6 6 - 79 |
7 5 - 53 |
3 |
|
а |
б |
№ |
||
§ В17-12-10. Изготовление деталей обшивки и облицовки
Состав работ
При изготовлении
1. Разметка деталей по чертежу. 2. Резка листов на гильотинных ножницах. 3. Гнутье фасонных деталей. 4. Зачистка заусенцев.
При вырезании отверстий
Вырезание отверстий газовым резаком или шлифовальной машинкой.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
Обшивка и облицовка |
|
|||||
|
простая |
фасонная |
||||||||
|
Толщина стали, мм, до |
|||||||||
|
2 |
4 |
6 |
2 |
4 |
6 |
||||
|
Изготовление деталей с площадью поверхности до 0,5 м3 |
Монтажник: 5 разр. - 1 3 « - 1 |
1 т |
38,5 30 - 99 |
32 25 - 76 |
26,5 21 - 33 |
54 43 - 47 |
45 36 - 23 |
37,5 30 - 19 |
1 |
|
То же, с площадью поверхности свыше 0,5 м2 |
29,5 23 - 75 |
24,5 19 - 72 |
20 16 - 10 |
42 33 - 81 |
35 28 - 18 |
29,5 23 - 75 |
2 |
||
|
Вырезание отверстий под заклепки газовым резаком |
Газорезчик 4 разр. |
100 шт. |
1 0 - 79 |
1,2 0 - 94,8 |
1,5 1 - 19 |
- |
- |
- |
3 |
|
То же, шлифовальной машинкой |
Монтажник 4 разр. |
100 шт. |
1,8 1 - 42 |
2 1 - 58 |
2,3 1 - 82 |
- |
- |
- |
4 |
|
а |
б |
в |
г |
д |
е |
№ |
|||
§ В17-12-11. Изготовление (сборка) элементов баков и облицовки
Состав работ
При изготовлении
1. Подготовка плаза. 2. Сборка элементов из деталей. 3. Зачистка кромок под сварку и их обезжиривание. 4. Кантование в процессе сварки. 5. Маркирование.
При газовой резке
Газовая резка деталей в процессе сборки.
При прихватке сваркой
1. Прихватка аргонодуговой сваркой деталей из коррозионно-стойких сталей. 2. Прихватка ручной дуговой сваркой деталей из углеродистых сталей.
При зачистке мест прихватки
Зачистка мест прихватки шлифовальной машинкой.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
Толщина металла, мм, до |
|
|||||
|
2 |
4 |
6 |
8 |
12 |
16 |
||||
|
Изготовление деталей из коррозионно-стойких сталей; площадь поверхности деталей до 0,5 м2 |
Слесарь: 6 разр. - 1 4 « - 2 3 « - 2 |
1 т |
123 99 - 38 |
103 83 - 22 |
72 58 - 18 |
53 42 - 82 |
40 32 - 32 |
35 28 - 28 |
1 |
|
То же, свыше 0,5 м2 |
1 т |
91 73 - 53 |
76 61 - 41 |
53 42 - 82 |
39 31 - 51 |
29 23 - 43 |
26 21 - 01 |
2 |
|
|
Прихватка аргонодуговой сваркой |
Электросварщик 4 разр. |
1 м стыка |
0,21 0 - 16,6 |
3 |
|||||
|
Изготовление деталей из углеродистых сталей; площадь поверхности деталей до 0,5 м2 |
Слесарь: 6 разр. - 1 4 « - 2 3 « - 2 |
1 т |
62 50 - 10 |
51 41 - 21 |
36 29 - 09 |
27 21 - 82 |
20 16 - 16 |
18 14 - 54 |
4 |
|
То же, площадь поверхности деталей свыше 0,5 м2 |
1 т |
46,5 37 - 57 |
38 30 - 70 |
27 21 - 82 |
20 16 - 16 |
15 12 - 12 |
13,5 10 - 91 |
5 |
|
|
Прихватка сваркой |
Электросварщик 4 разр. |
1 м стыка |
0,17 0 - 13,4 |
6 |
|||||
|
Газовая резка |
Газорезчик 4 разр. |
То же |
0,21 0 - 16,6 |
7 |
|||||
|
Зачистка мест прихватки |
Слесарь 4 разр. |
« |
0,22 0 - 17,4 |
8 |
|||||
|
а |
б |
в |
г |
д |
е |
№ |
|||
Примечание. Изготовление элементов корпусов осветлителей следует нормировать по Н.вр. и Расц. настоящего параграфа.
§ В17-12-12. Сборка баков
Состав работ
При сборке
1. Подача элементов бака к месту сборки. 2. Раскладка элементов на плазе. 3. Сборка элементов бака с выверкой и креплением. 4. Сдача под сварку. 5. Проверка геометрических размеров после сварки и устранение перекосов и эллипсности.
При прихватке сваркой
Прихватка сваркой элементов бака в процессе сборки.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
Н.вр. |
Расц. |
№ |
|
Сборка цилиндрических баков |
Слесарь 5 разр. - 1 4 « - 2 3 « - 2 |
1 элемент |
12 |
9 - 34 |
1 |
|
1 т |
2,4 |
1 - 87 |
2 |
||
|
Сборка гусеничных баков |
1 элемент |
18 |
14 - 00 |
3 |
|
|
1 т |
3,7 |
2 - 88 |
4 |
||
|
Прихватка сваркой |
Электросварщик 4 разр. |
1 м стыка |
0,26 |
0 - 20,5 |
5 |
Примечание. При сборке баков из коррозионно-стойких сталей Н.вр. и Расц. умножать на 1,2 (ПР-1).
§ В17-12-13. Изготовление заглушек и заслонок
Состав работ
При изготовлении
1. Разметка деталей по чертежу. 2. Сборка заглушек. 3. Установка направляющих, изготовление асбестовых прокладок и их установка. 4. Установка гребенок с креплением. 5. Маркирование заглушек.
При газовой резке
Газовая резка металла.
При ручной дуговой сварке
Прихватка сваркой в процессе сборки заглушек. 2. Ручная дуговая сварка.
Нормы времени и расценки на 1 заглушку
|
Наименование работ |
Состав |
Площадь сечения, м2, до |
|
||
|
2 |
4 |
6 |
|||
|
Изготовление |
Слесарь: 4 разр. - 1 2 « - 1 |
5 3 - 58 |
6,1 4 - 36 |
7,2 5 - 15 |
1 |
|
Газовая резка |
Газорезчик 3 разр. |
2,3 1-61 |
2,7 1-89 |
3 2 - 10 |
2 |
|
Сварка |
Электросварщик 4 разр. |
3 2 - 37 |
3,6 2 - 84 |
4,1 3 - 24 |
3 |
|
а |
б |
в |
№ |
||
§ В17-12-14. Изготовление кожухов для ограждения муфт, воронок, поддонов и других мелких деталей из листовой стали
Состав работ
При изготовлении
1. Раскладка металла по плазу. 2. Разметка деталей по чертежу. 3. Сверление отверстий. 4. Гнутье отдельных деталей и вальцовка на приводных вальцах. 5. Сборка деталей. 6. Маркирование изделия.
При газовой резке
Газовая резка листовой и профильной стали.
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки. 2. Ручная дуговая сварка.
Нормы времени и расценки на 100 кг
|
Наименование работ |
Состав звена |
Н.вр. |
Расц. |
№ |
|
Изготовление |
Слесарь: 4 разр. - 1 3 « - 1 |
10,5 |
7 - 82 |
1 |
|
Газовая резка |
Газорезчик 2 разр. |
1,8 |
1 - 15 |
2 |
|
Сварка |
Электросварщик 3 разр. |
2,8 |
1 - 96 |
3 |
Примечание. При изготовлении изделий без сверления отверстий Н.вр. и Расц. умножать на 0,8 (ПР-1).
§ В17-12-15. Изготовление бункеров
Состав работ
При изготовлении
1. Раскладка металла по плазу для разметки. 2. Разметка деталей по чертежу. 3. Сверление отверстий. 4. Подготовка кромок под сварку. 5. Гнутье переходных листов на приспособлении. 6. Сборка бункера. 7. Изготовление фланца и его насадка. 8. Маркирование изделия.
При газовой резке
Газовая резка металла
При ручной дуговой сварке
1. Прихватка сваркой деталей в процессе сборки бункера. 2. Ручная дуговая сварка.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
|
|
|
1 бункер |
1 т |
|||
|
Изготовление |
Слесарь: 5 разр. - 1 3 « - 1 2 « - 1 |
21,5 16 - 13 |
17 12 - 75 |
1 |
|
Газовая резка |
Газорезчик 3 разр. |
- |
1,9 1 - 33 |
2 |
|
Сварка |
Электросварщик 4 разр. |
- |
11 8 - 69 |
3 |
|
а |
б |
№ |
||
Примечания: 1. При изготовлении двух- и трехъячейковых бункеров Н.вр. и Расц. умножать на 1,15 (ПР-1)
2. Изготовление люков нормируется отдельно.
3. При изготовлении бункеров без сверления отверстий Н.вр. и Расц. умножать на 0,8 (ПР-2).
§ В17-12-16. Изготовление дымовых труб
Состав работ
При изготовлении
1. Раскладка металла по плазу для разметки. 2. Разметка деталей по чертежу. 3. Вальцовка обечаек на приводных вальцах с подгибкой кромок. 4. Изготовление фланцев из угловой стали с гнутьем колец в холодном состоянии на приводных вальцах. 5. Сверление отверстий. 6. Изготовление лестниц, площадок и стяжек (вант) без кузнечных работ. 7. Сборка трубы под сварку. 8. Маркирование изделия.
При газовой резке
Газовая резка металла.
При ручной дуговой сварке
1. Прихватка сваркой в процессе сборки. 2. Ручная дуговая сварка.
Нормы времени н расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
Н.вр. |
Расц. |
№ |
|
Изготовление |
Слесарь: 5 разр. - 1 4 « - 1 3 « - 1 2 « - 1 |
1 звено |
9,7 |
7 - 37 |
1 |
|
1 т |
27 |
20 - 52 |
2 |
||
|
Газовая резка |
Газорезчик 3 разр. |
1 т |
2,1 |
1 - 47 |
3 |
|
Сварка |
Электросварщик 4 разр. |
1 т |
10 |
7 - 90 |
4 |
Примечание. При изготовлении переходных звеньев (патрубков) дымовых труб Н.вр. и Расц. умножать на 1,5 (ПР-1).
Глава 2. РАЗНЫЕ РАБОТЫ
§ В17-12-17. Подготовка листовой стали
Состав работы
1. Распаковка листовой стали. 2. Технический осмотр. 3. Вырезание образца для проверки на межкристаллитную коррозию.
Нормы времени и расценки на 1 т
|
Состав звена |
Коррозионно-стойкие стали |
Углеродистые стали |
|
|
Слесарь 5 разр. - 1 3 « - 2 |
3,7 2 - 85 |
2,9 2 - 23 |
1 |
|
Газорезчик 3 разр. |
0,31 0 - 21,7 |
0,24 0 - 16,8 |
2 |
|
а |
б |
№ |
§ В17-12-18. Вальцовка листовой стали
Состав работы
1. Раскладка листов. 2. Вальцовка. 3. Снятие листов и складирование.
Нормы времени и расценки на 1 т
|
Состав звена |
Толщина металла, мм, до |
||
|
4 |
6 |
8 |
|
|
Слесарь: 5 разр. - 1 4 « - 1 3 « - 1 |
10 8 - 00 |
6,5 5 - 20 |
5,2 4 - 16 |
|
а |
б |
в |
|
§ В17-12-19. Зачистка корня шва
Состав работы
Зачистка корня шва шлифовальной машинкой.
Состав рабочих
Слесарь 4 разр.
ТРУБОПРОВОДЫ
Таблица 1
Нормы времени и расценки на 1 шов
|
Диаметр труб, мм |
||||||
|
89 |
108 |
133 - 159 |
168 - 194 |
219 |
273 |
325 - 377 |
|
0,25 0 - 19,8 |
0,3 0 - 23,7 |
0,4 0 - 31,6 |
0,5 0 - 39,5 |
0,7 0 - 55,3 |
0,94 0 - 74,3 |
1,1 0 - 86,9 |
|
а |
б |
в |
г |
д |
е |
ж |
Продолжение табл. 1
|
Диаметр труб, мм |
|||||||
|
426 - 465 |
530 |
630 |
720 |
820 |
920 |
1020 |
1220 |
|
1,6 1 - 26 |
1,8 1 - 42 |
2,2 1 - 74 |
2,5 1 - 98 |
2,8 2 - 21 |
3,2 2 - 53 |
3,5 2 - 77 |
4,2 3 - 32 |
|
з |
и |
к |
л |
м |
н |
о |
п |
МЕТАЛЛОКОНСТРУКЦИИ И ОБЛИЦОВКА
Таблица 2
Нормы времени и расценки на 1 м
|
Материал |
Положение поверхности зачистки |
Н.вр. |
Расц. |
№ |
|
Высоколегированные коррозионно-стойкие стали |
Нижнее |
0,45 |
0 - 35,6 |
1 |
|
Вертикальное |
0,64 |
0 - 50,6 |
2 |
|
|
Потолочное |
0,9 |
0 - 71,1 |
3 |
|
|
Углеродистые и легированные стали |
Нижнее |
0,38 |
0 - 30 |
4 |
|
Вертикальное |
0,54 |
0 - 42,7 |
5 |
|
|
Потолочное |
0,76 |
0 - 60 |
6 |
Примечания 1 При выполнении работ по месту монтажа оборудования Н.вр и Расц. умножать на 1,1 (ПР-1)
2 Нормами и расценками, представленными в табл. 1, предусмотрена зачистка корня шва трубопроводов из высоколегированных коррозионно-стойких сталей, при зачистке корня шва трубопроводов из углеродистых и легированных сталей Н.вр. и Расц., приведенные в табл. 1, умножать на 0,85 (ПР-2).
§ В17-12-20. Зачистка кромок листовой стали под сварку
Состав работ
При зачистке после плазменной резки 1. Установка детали на верстак и закрепление ее в тисках. 2. Удаление наплывов при помощи зубила и молотка. 3. Зачистка кромок шлифовальной машинкой.
При зачистке после газовой резки и резки на гильотинных ножницах
Зачистка кромок шлифовальной машинкой.
Состав рабочих
Слесарь 4 разр.
Нормы времени и расценки на 1 м
|
Вид зачистки |
Толщина металла, мм, до |
|
||||
|
4 |
8 |
12 |
16 |
20 |
||
|
После плазменной резки |
0,37 0 - 29,2 |
0,72 0 - 56,9 |
1,4 1 - 11 |
1,9 1 - 50 |
2,2 1 - 74 |
1 |
|
После газовой резки |
0,16 0 - 12,6 |
0,21 0 - 16,6 |
0,25 0 - 19,8 |
- |
- |
2 |
|
После резки на гильотинных ножницах или станочной обработки |
0,12 0 - 09,5 |
0,16 0 - 12,6 |
- |
- |
- |
3 |
|
а |
б |
в |
г |
д |
№ |
|
Примечания: 1. При выполнении работ по месту монтажа оборудования Н.вр. и Расц. умножать на 1,1 (ПР-1).
2. При зачистке кромок высоколегированных коррозионно-стойких сталей Н.вр. и Расц. строки 3 умножать на 1,3 (ПР-2).
§ В17-12-21. Зачистка сварных швов плоских фланцев под защитное покрытие
Состав работы
Зачистка сварного шва заподлицо шлифовальной машинкой.
Состав рабочих
Слесарь 4 разр.
Нормы времени и расценки на 1 шов
Таблица 1
|
Диаметр труб, мм, до |
||||
|
32 |
57 |
76 |
108 |
133 |
|
0,18 0 - 14,2 |
0,23 0 - 18,2 |
0,31 0 - 24,5 |
0,39 0 - 30,8 |
0,45 0 - 35,6 |
|
а |
б |
в |
г |
д |
Продолжение табл. 1
|
Диаметр труб, мм, до |
||||
|
159 |
219 |
273 |
325 |
426 |
|
0,51 0 - 40,3 |
0,62 0 - 49 |
0,78 0 - 61,6 |
0,94 0 - 74,3 |
1,1 0 - 86,9 |
|
е |
ж |
3 |
и |
к |
§ В17-12-22. Плазменная резка
Состав работы
1. Настройка плазменного резака. 2. Подсоединение баллона. 3. Установление технологического режима и его регулирование в процессе работы. 4. Зажигание резака. 5. Резка.
ЛИСТОВАЯ СТАЛЬ
Таблица 1
Нормы времени и расценки на 1 м реза
|
Состав рабочих |
Толщина металла, мм, до |
||||||
|
4 |
8 |
12 |
16 |
20 |
30 |
40 |
|
|
Газорезчик 5 разр. |
0,14 0 - 12,7 |
0,18 0 - 16,4 |
0,21 0 - 19,1 |
0,24 0 - 21,8 |
0,27 0 - 24,6 |
0,33 0 - 30 |
0,4 0 - 36,4 |
|
а |
б |
в |
г |
д |
е |
ж |
|
Примечание. Нормами предусмотрена резка листовой стали по прямой в горизонтальном положении листа. При резке по кривой Н.вр. и Расц. умножать: при радиусе кривизны до 200 мм - на 1,15 (ПР-1), а до 500 мм - на 1,1 (ПР-2).
ТРУБОПРОВОДЫ
Состав рабочих
Газорезчик 5 разр.
Таблица 2
Нормы времени и расценки на 1 рез.
|
Наименование работ |
Диаметр труб, мм, до |
|
|||||||||
|
32 |
57 |
76 |
89 |
108 |
159 |
||||||
|
Толщина стенки, мм, до |
|||||||||||
|
3,5 |
4 |
4,5 |
5 |
6 |
10 |
14 |
6 |
10 |
15 |
||
|
Резка труб |
0,02 0 - 01,8 |
0,04 0 - 03,6 |
0,06 0 - 05,5 |
0,07 0 - 06,4 |
0,08 0 - 07,3 |
0,1 0 - 09,1 |
0,12 0 - 10,9 |
0,12 0 - 10,9 |
0,15 0 - 13,7 |
0,18 0 - 16,4 |
1 |
|
Вырезание гнезда для патрубка |
0,03 0 - 02,7 |
0,05 0 - 04,6 |
0,07 0 - 06,4 |
0,08 0 - 07,3 |
0,1 0 - 09,1 |
0,12 0 - 10,9 |
0,14 0 - 12,7 |
0,14 0 - 12,7 |
0,18 0 - 16,4 |
0,22 0 - 20 |
2 |
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
№ |
|
Продолжение табл. 2
|
Наименование работ |
Диаметр труб, мм, до |
|||||||||||
|
194 |
219 |
273 |
377 |
|||||||||
|
Толщина стенки, мм, до |
||||||||||||
|
6 |
10 |
15 |
6 |
10 |
20 |
6 |
10 |
20 |
10 |
15 |
|
|
|
Резка труб |
0,14 0 - 12,7 |
0,18 0 - 16,4 |
0,21 0 - 19,1 |
0,16 0 - 14,6 |
0,21 0 - 19,1 |
0,24 0 - 21,8 |
0,2 0 - 18,2 |
0,26 0 - 23,7 |
0,3 0 - 27,3 |
0,35 0 - 31,9 |
0,41 0 - 37,3 |
1 |
|
Вырезание гнезда для патрубка |
0,17 0 - 15,5 |
0,22 0 - 20 |
0,25 0 - 22,8 |
0,19 0 - 17,3 |
0,25 0 - 22,8 |
0,29 0 - 26,4 |
0,24 0 - 21,8 |
0,31 0 - 28,2 |
0,36 0 - 32,8 |
0,42 0 - 38,2 |
0,49 0 - 44,6 |
2 |
|
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
x |
№ |
|
Таблица 3
Нормы времени и расценки на 1 рез
|
Наименование работ |
Диаметр труб, мм, до |
|
||||||||
|
465 |
530 |
630 |
720 |
820 |
920 |
1020 |
1220 |
|||
|
Толщина стенки, мм, до |
||||||||||
|
10 |
15 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
||
|
Резка труб |
0,44 0 - 40 |
0,51 0 - 46,4 |
0,5 0 - 45,5 |
0,59 0 - 53,7 |
0,68 0 - 61,9 |
0,77 0 - 70,1 |
0,87 0 - 79,2 |
0,96 0 - 87,4 |
1,1 1 - 00 |
1 |
|
Вырезание гнезда для патрубка |
0,53 0 - 48,2 |
0,61 0 - 55,5 |
0,6 0 - 54,6 |
0,71 0 - 64,6 |
0,82 0 - 74,6 |
0,92 0 - 83,7 |
1 0 - 91 |
1,2 1 - 09 |
1,3 1 - 18 |
2 |
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
№ |
|