 | Информационная система | |
Методические указания
по гигиенической оценке основных параметров магнитных полей,
создаваемых машинами контактной сварки переменным током
частотой 50 Гц
(утв.
Заместителем Главного государственного санитарного врача СССР
17 января 1985 г. № 3207-85)
1. Общие положения
1.1. В различных отраслях народного хозяйства широко применяется контактная сварка переменным током частотой 50 Гц (точечная, шовная, рельефная, стыковая и их разновидности).
1.2. Эксплуатация оборудования контактной сварки сопровождается созданием на рабочих местах сварщиков ряда неблагоприятных физических факторов, одним из которых является магнитное поле (МП) с частотой 50 Гц.
1.3. Длительное воздействие МП может оказывать неблагоприятное влияние на состояние здоровья работающих.
1.4. Настоящие "Указания" разработаны в развитие нормативного документа "Предельно допустимые уровни магнитных полей частотой 50 Гц". Целью их является унификация подходов к оценке уровней МП в производственных условиях и гигиенических рекомендаций по предупреждению неблагоприятного влияния МП на работающих.
1.5. Настоящие "Указания" предназначены для органов практического здравоохранения и охраны труда, а также организаций, эксплуатирующих, разрабатывающих и изготовляющих оборудование для контактной сварки.
2. Оборудование контактной сварки - источник МП
2.1. Основными источниками МП являются сильноточные цепи, то есть элементы вторичной цепи сварочного трансформатора. Для большинства типов оборудования контактной сварки сварочный ток равен вторичному току сварочного трансформатора. Исключением являются установки для сварки изделий замкнутой формы, в которых вторичный ток сварочного трансформатора равен сумме токов сварки и шунтирования.
2.2. Источниками МП на рабочих местах персонала, обслуживающего шовные, рельефные и стационарные точечные машины, являются консоли, электрододержатели, электроды и части свариваемых изделий. Сварочный контур по форме приближается к прямоугольному.
2.3. Источниками МП в подвесных точечных машинах являются различные по конфигурации электроды и электрододержатели, а также произвольно расположенные гибкие сварочные кабели.
2.4. Источниками МП в стыковых сварочных машинах, предназначенных для сварки стержней, труб и т.п., являются части прижимного устройства, токоподводящие шины и части свариваемых изделий.
2.5. При стыковой сварке изделий замкнутой формы источниками МП являются свариваемые изделия, обтекаемые током шунтирования, а также токоподводящие шины, прижимные губки. Магнитное поле на рабочем месте при этом, в основном, определяется токами шунтирования.
2.6. Магнитные поля, создаваемые оборудованием контактной сварки, представляют собой кратковременные повторяющиеся импульсы, состоящие из одного или более периодов синусоидальных колебаний с частотой 50 Гц.
2.7. Величина МП на рабочем месте зависит от силы тока, размеров и формы источника тока, а также от расстояния между рабочим и источником в момент прохождения сварочного тока.
2.8. При эксплуатации контактно-сварочного оборудования на рабочих местах обслуживающего персонала создаются прерывистые МП, которые характеризуются амплитудным значением напряженности, длительности импульсов (τu) и пауз (tn).
Предельно допустимые уровни напряженности МП частотой 50 Гц (амплитудные значения) приведены на графике (рис. 2.1).

Рис. 2.1. Зависимость предельно допустимых величин
напряженности магнитных полей частотой 50 Гц различных
временных характеристик от продолжительного воздействия
(1 - непрерывные и прерывистые с τ ≥
0,02, tn ≤
2 с;
2 - прерывистые 60 c ≥ τu ≥ 1 с,
tn > 2 с;
3 - прерывистые с 0,02 c ≥ τu ≥ 1 с,
tn > 2 с).
3. Оценка параметров МП в производственных условиях
3.1. Оценка параметров МП на рабочем месте сварщика должна проводиться в следующей последовательности:
- определение области возможного нахождения рабочего во время прохождения сварочного тока, выделение в этой области точек, максимально приближенных к источникам МП;
- измерение напряженности МП в выделенных точках;
- определение временных характеристик воздействия.
3.2. Область возможного нахождения рабочего во время сварки и точки измерения МП.
3.2.1. Место расположения рабочего, в котором производятся измерения напряженности МП, определяется координатами нахождения сварщика непосредственно в момент прохождения сварочного тока.
3.2.2. Измерения величины напряженности МП необходимо проводить непосредственно у поверхности тела человека (сварщика) в точках, расположенных на уровне его глаз, груди и пояса.
3.2.3. Измерения напряженности МП в каждой из указанных точек следует выполнять не менее пяти раз. Максимальное и минимальное значения исключаются, и в протоколе измерений указывается среднее их значение.
3.3. Измерение напряженности МП.
3.3.1. Средства измерений напряженности МП на рабочем месте сварщика должны состоять из выносного датчика (преобразователя), интегрирующей RC-цепочки и регистрирующего устройства. Выбор средств измерений следует проводить согласно Приложению 1.
3.3.2. При измерении напряженности МП датчик вносится в исследуемое поле и ориентируется в пространстве по максимуму показаний регистрирующего прибора.
3.3.3. При проектировании нового оборудования напряженность МП можно приближенно оценить по величине тока сварки, размерам и форме источников МП (см. Приложение 2).
3.4. Определение характеристик.
3.4.1. Длительность одного импульса МП и паузы между импульсами определяется по картам технологического процесса.
3.4.2. Длительность облучения сварщика в течение рабочей смены определяется по формуле:
Тобщ. = tсв × n,
где:
Тобщ. - общее время облучения;
tсв - время, затраченное на сварку одного изделия, определяемое путем выполнения хронометражных наблюдений;
n - количество изготовленных изделий в смену.
3.4.3. Измеренная величина напряженности МП сравнивается с ПДУ с учетом времени пребывания в условиях воздействия МП (рис. 2.1).
4. Оценка параметров МП при испытаниях и приемке новых видов оборудования
4.1. Измерения величин напряженности МП проводятся при наибольшем вторичном токе.
4.2. Измерение уровней напряженности МП, создаваемых оборудованием, необходимо проводить в плоскости витка, образованного электродами и токоподводящими элементами, на расстоянии 0,5 м от точки соприкосновения электродов. Для подвесных машин измерения МП проводятся между рукоятками клещей.
4.3. Временные характеристики магнитного поля, создаваемого контактно-сварочным оборудованием, определяются по проценту включения оборудования (ПВ), приведенному в технической документации, и максимальной длительности импульса МП.
4.4. Величина напряженности МП, создаваемого оборудованием на указанном в п. 4.2 расстоянии, не должна превышать ПДУ, установленного для 5-часового воздействия данного вида.
Приложение 1
Средства измерений напряженности МП
П.1.1. Средства измерений.
П.1.1.1. В качестве средств для измерения амплитудного значения напряженности МП применяют измерительную катушку (индукционный датчик-преобразователь), присоединяемую к регистрирующему устройству через интегрирующую RC-цепь, и датчики Холла.
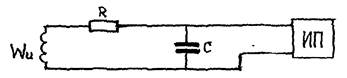
Рис. П.1.1.
Wu - измерительная катушка для измерения напряженности
МП;
R - резистор интегрирующей цепи; C - конденсатор интегрирующей
цепи;
ИП - регистрирующее устройство (осциллограф или импульсный вольтметр).
П.1.1.2. Измерительная катушка должна наматываться медным изолированным проводом на цилиндрический каркас из изоляционного материала жесткой конструкции. Диаметр не должен превышать 40 мм, а ширина не должна быть больше радиуса.
П.1.1.2.1. Число витков измерительной катушки выбирают в соответствии с чувствительностью регистрирующего устройства так, чтобы при измерении минимального значения напряженности МП относительная погрешность отсчета определялась погрешностью регистрирующего устройства (величина изображения по вертикали равнялась рабочей части экрана с точностью +5 % ... -20 %, отклонение указателя аналогового импульсного вольтметра находилось во второй половине шкалы, а число разрядов в показаниях цифрового импульсного вольтметра было бы не менее трех).
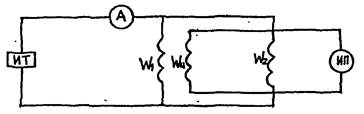
Рис. П.1.2.
W1, W2 - квадратные катушки
Гельмгольца; Wu - измерительные катушки
для измерения напряженности МП; А - амперметр переменного тока;
ИП - электронный вольтметр переменного напряжения;
ИТ - источник переменного тока.
П.1.1.2.2. Для уменьшения погрешности измерения, обусловленной помехами, соединение измерительной катушки с интегрирующей цепью и регистрирующим устройством должно быть выполнено экранированным проводом. Отводимые от измерительной катушки провода должны быть свиты вместе, а наружный вывод соединен с экранированной оплеткой.
П.1.1.2.3. Измерительная катушка должна укрепляться на выносной штанге длиной 0,7 м, выполненной из неферромагнитного материала.
П.1.1.2.4. Регистрирующее устройство и измерительная катушка во время измерения МП должны быть разнесены более чем на 1,5 м.
П.1.1.3. Амперметр для измерения переменного тока частотой 50 Гц должен иметь класс точности не менее 0,5 (ИТ-02, АСУ-1м, АСА-1, аттестованные в соответствии с ГОСТ 8.326-78).
П.1.1.4. Источник переменного тока частотой 50 Гц (содержание гармоник не должно быть более 5 %) не должен иметь гальванической связи с сетью переменного тока.
П.1.1.5. Электронный вольтметр переменного напряжения класса точности не менее 2,5 должен измерять переменное напряжение произвольной формы от 0,1 В до 1,0 В, спектр частот которого укладывается в диапазон от 0,05 кГц до 100 кГц с входным сопротивлением не менее 1 МОм (например, ВЗ-42).
П.1.1.6. Резистор интегрирующей цепи должен быть непроволочным с погрешностью не более 0,5 % (например, УЛИ, БЛП).
П.1.1.6.1. Величина сопротивления резистора должна быть в 5 ... 10 раз меньше входного сопротивления регистрирующего устройства.
П.1.1.7. Погрешность измерения емкости конденсатора интегрирующей цепи должна быть не более 0,5 %.
П.1.1.8. Электронный осциллограф должен иметь ждущий режим работы с входным сопротивлением не менее 1 МОм и полосой воспроизводимых частот от постоянного тока до единиц МГц (например, С8-12, С1-69, С1-67).
П.1.1.9. Импульсный вольтметр должен обеспечивать режим измерения одиночных синусоидальных сигналов с частотой 50 Гц и входное сопротивление не менее 1 МОм.
П.1.1.10. Постоянная времени интегрирующей RC-цепи (τRC) должна быть в 10 раз больше длительности полупериода колебаний промышленной частоты (50 Гц).
П.1.2. Подготовка к измерениям.
П.1.2.1. Постоянную измерительной катушки (SWu) определяют (рис. П.1.2) по величине напряжения на ней, располагая ее в центре катушек Гельмгольца так, чтобы плоскости их были параллельными.
П.1.3. Проведение измерений.
П.1.3.1. Измерительную катушку помещают в МП и ориентируют в пространстве так, чтобы добиться максимальных показаний регистрирующего устройства.
П.1.3.2. Напряженность МП определяют по величине напряжения на конденсаторе интегрирующей цепи.
П.1.3.3. Пределы регистрирующего устройства должны быть такими, чтобы величина изображения по вертикали на осциллографе равнялась рабочей части экрана с точностью +5 % ... -30 %, отклонения указателя аналогового импульсного вольтметра находились во второй половине шкалы, а число разрядов в показаниях импульсного цифрового вольтметра было бы не менее трех.
П.1.4. Обработка результатов измерений и оценка показателей точности.
П.1.4.1. Значение постоянной измерительной катушки (SWu) в квадратных метрах вычисляют по формуле:
|
|
(П.1.1.) |
где:
Uu - напряжение на измерительной катушке, В;
f - частота колебаний, Гц;
Нц - напряженность магнитного поля в центре квадратных катушек Гельмгольца, А/м.
П.1.4.2. Значение напряженности МП в центре квадратных катушек Гельмгольца в А/м вычисляют по формуле:
|
|
(П.1.2.) |
где:
Δ = 2d - 0,5445 × 2а - параметр неточности изготовления катушки;
J - ток в катушках, А;
2а - сторона квадрата, м;
2d - расстояние между секциями, м;
Wu - число витков в одной секции.
П.1.4.3. Амплитудное значение напряженности магнитного поля в амперах на метр (А/м) вычисляют по формуле:
|
|
(П.1.3.) |
где:
U - амплитудное значение напряженности на конденсаторе интегрирующей цепи, В;
R - сопротивление резистора интегрирующей цепи, Ом;
C - емкость конденсатора интегрирующей цепи, Ф;
SWu - постоянная измерительной катушки, м2.
П.1.4.4. Результирующую относительную погрешность измерения напряженности МП вычисляют как сумму частных погрешностей. При соблюдении требований настоящей методики погрешность измерения напряженности МП находится в пределах ±15 %
Приложение 2
П.2. Методика проведения инженерного расчета напряженности магнитного поля на рабочих местах обслуживающего персонала
П.2.1. Расчет проводится с допущением, что диаметр электрододержателя значительно меньше расстояния до точки, в которой определяется напряженность МП, и без учета влияния ферромагнитных масс.
П.2.2. Принимается, что источник МП для большинства стационарных точечных, рельефных и шовных машин представляет собой незамкнутый с одной стороны прямоугольник, стыковых для сварки труб - отрезок конечной длины, стыковых для сварки изделий замкнутой формы - круг, подвесных точечных - прямоугольник и двухпроводная линия.
П.2.3. Распределение напряженности МП по осям источника (рис. П.2.1) описывается выражением:
где:
a - наибольший размер источника, являющийся для круга радиусом, прямоугольника - половиной большей стороны, двухпроводной линии - половиной расстояния между проводниками, отрезка конечной длины - его половиной;
f(m) - определяется из графиков (рис. П.2.2 - П.2.6) для соответствующих форм источников и описывающая распределение МП для конкретного типа источников вне зависимости от его размеров и нормированных по размеру источника координатах, т.е.:
![]()
где:
X, Y, Z - текущие координаты по оси;
m, n, l - нормированные координаты;
J - ток сварки.
П.2.4. В качестве расчетного принимается максимальный из токов короткого замыкания.
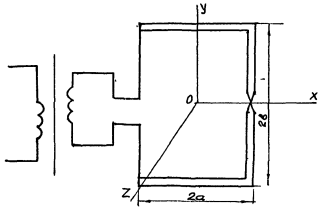
Рис. П.2.1. Схематическое изображение источника МП
П.2.5. Для точек, расположенных в плоскости витка на расстоянии 0,1 м от него, напряженность МП может быть приближенно определена из выражения:
|
|
(П.2.2.) |
П.2.6. Пример расчета напряженности МП.
П.2.6.1. Рассчитать напряженность МП, создаваемого машиной точечной сварки типа МТП 75-15 в плоскости сварки на расстоянии 0,125; 0,25; 0,5 м от них.
Из технического описания сварочной машины определяем максимальный ток короткого замыкания, равный 14100 А, форму и размеры источника. Принимаем, что форма источника - незамкнутый с одной стороны прямоугольник со сторонами 2a = 0,5 м и 2b = 0,22 м, т.е. соотношение сторон Y = 0,5.
По формуле ![]() - определяем
относительные координаты искомых точек относительно центра источника: m
= 1,5; 2,0; 3,0; 5,0.
- определяем
относительные координаты искомых точек относительно центра источника: m
= 1,5; 2,0; 3,0; 5,0.
Из графика рис. П.2.4 находим f(m) для указанных точек при Y = 0,5.
f(m) = 0,138; 0,042; 0,012; 0,04.
По формуле П.2.1 определяем амплитудное значение напряженности МП в искомых точках Н = 10892; 33,18; 952; 322 (А/м) при условии тока синусоидальной формы (Кф = 1,41).
Определим область превышения санитарной нормы Нн = 1400 А/м.
Из выражения П.2.1 определим f(m) для данных значений:
![]()
Из графика рис. П.2.4 находим, что при f(m) = 0,01773, m = 2,6.
Таким образом, при X = 2,6 × 0,25 = 0,65 м от центра или 0,4 м от электродов, напряженность МП не превышает ПДУ.

Рис. П.2.2. График распределения напряженности МП,
создаваемой двухпроводной линией

Рис. П.2.3. График распределения напряженности МП,
создаваемой отрезком конечной длины

Рис. П.2.4. График распределения напряженности МП,
создаваемой тремя взаимно перпендикулярными отрезками

Рис. П.2.5. График распределения напряженности МП,
создаваемого витком прямоугольной формы

Рис. П.2.6. График распределения напряженности МП,
создаваемого круговым витком
|
Заместитель
Главного |
А.И. Заиченко |
СОДЕРЖАНИЕ