 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ТРУБЫ БЕСШОВНЫЕ ОБСАДНЫЕ,
НАСОСНО-КОМПРЕССОРНЫЕ
И ТРУБНЫЕ ЗАГОТОВКИ ДЛЯ МУФТ
ИЗ КОРРОЗИОННО-СТОЙКИХ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
И СПЛАВОВ ДЛЯ НЕФТЯНОЙ И ГАЗОВОЙ
ПРОМЫШЛЕННОСТИ
Технические условия
ISO 13680:2010
Petroleum and natural gas
industries - Corrosion-resistant
alloy seamless tubes
for use as casing, tubing and coupling stock - Technical delivery
conditions
(IDT)
|
|
Москва Стандартинформ 2013 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Подкомитетом ПК7 «Трубы нарезные нефтяного сортамента» Технического комитета по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны» на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, который выполнен Специализированной переводческой фирмой «Интерсервис»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2011 г. № 658-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 13680:2010 «Промышленность нефтяная и газовая. Трубы бесшовные из коррозионно-стойких сплавов для применения в качестве обсадных, насосно-компрессорных и соединительных. Технические условия поставки» (ISO 13680:2010 «Petroleum and natural gas industries - Corrosion resistant alloy seamless tubes for use as casing, tubing and coupling stock - Technical delivery conditions»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемом информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Настоящий стандарт идентичен международному стандарту ИСО 13680:2010 «Промышленность нефтяная и газовая. Трубы бесшовные из коррозионно-стойких сплавов для применения в качестве обсадных, насосно-компрессорных и соединительных. Технические условия поставки», широко используемому в мировой практике в части установления требований к трубам из высоколегированных сталей и сплавов для применения в оборудовании и системах нефте- и газодобычи, контактирующих с сероводородсодержащими средами, а также в установках для очистки высокосернистых природных газов.
Настоящий стандарт разработан с целью перехода российской нефтяной и газовой промышленности к мировой практике применения труб с высокой стойкостью к растрескиванию при транспортировании сероводородсодержащих сред в агрессивных условиях окружающей среды.
В настоящем стандарте регламентированы технология производства и прослеживаемость, установлены требования, обеспечивающие необходимую прочность и коррозионную стойкость изделий, определены требования к основному химическому составу сталей и сплавов, механическим свойствам при растяжении, твердости, работе удара, к макро- и микроструктуре, качеству поверхности, сплющиванию и сплошности, оценке соответствия коррозионной стойкости материала изделий требованиям ИСО 15156-3.
В тексте настоящего стандарта по сравнению с ИСО 13680:2010 изменены отдельные фразы, заменены некоторые термины и обозначения на их синонимы и эквиваленты с целью соблюдения норм русского языка и в соответствии с принятой национальной терминологией и системой обозначений. Термин «corrosion-resistant alloy» заменен аналогичным национальным термином «коррозионно-стойкие высоколегированные стали и сплавы», термины (по ИСО 13680) 4.1.9 Ряд 1 (label 1) и 4.1.10 Ряд 2 (label 2) с определениями заменены терминами «4.1.8 наружный диаметр» и «4.1.17 толщина стенки», принятыми в национальной промышленности для оформления заказа и установления требований к трубным изделиям. Исключена предусмотренная в ИСО 13680 (11.3, второй абзац) маркировка даты изготовления изделий в переходный период между двумя различными изданиями ИСО 13680.
С целью сопоставимости применяемых в национальной промышленности коррозионно-стойких сталей и сплавов, обладающих коррозионной стойкостью в сероводородсодержащих средах и агрессивных условиях окружающей среды, обозначения сталей и сплавов в настоящем стандарте указаны в соответствии с правилами, принятыми в национальной стандартизации. Таблица сопоставимости обозначений марок материалов по настоящему стандарту и ИСО 13680 приведена в дополнительном приложении ДА.
Исключены значения единиц величин в американской системе единиц (USC) для приведения в соответствие с ГОСТ 8.417 и соответствующее приложение С. Заменены обозначения, принятые в американских стандартах, противоречащие обозначениям, принятым в международных стандартах.
Исключено приложение F, связанное с лицензированием, проводимым Американским нефтяным институтом.
ГОСТ Р ИСО 13680-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ БЕСШОВНЫЕ ОБСАДНЫЕ, НАСОСНО-КОМПРЕССОРНЫЕ И
ТРУБНЫЕ ЗАГОТОВКИ ДЛЯ МУФТ ИЗ КОРРОЗИОННО-СТОЙКИХ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ
ДЛЯ НЕФТЯНОЙ
И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Технические условия
Seamless
casing, tubing and coupling stock from corrosion-resistant high-alloy steels
and
alloys for petroleum and natural gas industries. Specifications
Дата введения - 2013-01-01
1 Область применения
Настоящий стандарт распространяется на бесшовные обсадные, насосно-компрессорные трубы и трубные заготовки для муфт из коррозионно-стойких высоколегированных сталей и сплавов, поставляемые по двум уровням требований к изделиям:
- PSL-1 - уровню, устанавливающему основные требования настоящего стандарта к изделиям;
- PSL-2 - уровню, устанавливающему, помимо основных, дополнительные требования к коррозионной стойкости и стойкости изделий к растрескиванию под действием окружающей среды и аттестации изделий в соответствии с ИСО 15156-3, приведенные в приложении Е.
По усмотрению изготовителя вместо изделий уровня PSL-1 могут быть поставлены изделия уровня PSL-2.
Настоящий стандарт предусматривает четыре класса материалов, из которых могут быть изготовлены изделия:
a) класс 1 - мартенситные и мартенсито-ферритные стали;
b) класс 2 - аустенито-ферритные стали;
c) класс 3 - аустенитные сплавы на основе железа;
d) класс 4 - аустенитные сплавы на основе никеля.
В настоящем стандарте не рассматриваются соединения труб.
Примечания
1 Коррозионно-стойкие стали и сплавы, на которые распространяется настоящий стандарт, являются специальными сталями и сплавами, соответствующими ИСО 4948-1 и ИСО 4948-2.
2 На коррозионную стойкость материалов по настоящему стандарту может оказывать влияние способ соединения труб.
3 Необходимо учитывать, что материалы не всех классов и групп прочности, предназначенные для изделий уровня PSL-1, обладают стойкостью к растрескиванию, соответствующей требованиям ИСО 15156-3, поэтому не все они предназначены для изделий уровня PSL-2.
2 Соответствие
2.1 Двойные нормативные ссылки
Использование ссылки одновременно на два стандарта означает, что эти стандарты взаимозаменяемы по своим требованиям.
2.2 Единицы измерения
В настоящем стандарте применены единицы международной системы СИ.
В написании значений показателей в качестве десятичного знака применима запятая.
3 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты1):
_________
1) Для датированных ссылок используют только указанное издание стандарта. В случае недатированных ссылок - последнее издание стандарта, включая все изменения и поправки.
ИСО 377 Сталь и стальные изделия. Расположение и приготовление испытуемых образцов и образцов для конкретных механических испытаний (ISO 377, Steel and steel products - Location and preparation of samples and test pieces for mechanical testing)
ИСО 404 Сталь и стальные заготовки. Общие технические условия поставки (ISO 404, Steel and steel products - General technical delivery requirements)
ИСО 525 Абразивы сцементованные. Общие требования (ISO 525, Bonded abrasive products - General requirements)
ИСО 783 Материалы металлические. Прочность на разрыв при повышенной температуре (ISO 783, Metallic materials - Tensile testing at elevated temperature)
ИСО 4885 Изделия из черных металлов. Виды термообработки. Словарь (ISO 4885, Ferrous products - Heat treatments - Vocabulary)
ИСО 4948-1 Стали. Классификация. Часть 1. Классификация сталей на нелегированные и легированные по химическому составу (ISO 4948-1, Steels - Classification - Part 1: Classification of steels into unalloyed and alloy steels based on chemical composition)
ИСО 4948-2 Стали. Классификация. Часть 2. Классификация нелегированных и легированных сталей по основным классам качества и основному свойству или области применения (ISO 4948-2, Steels - Classification - Part 2: Classification of unalloyed and alloy steels according to main quality classes and main property or application characteristics)
ИСО 6508-1 Материалы металлические. Испытание на твердость по Роквеллу. Часть 1. Метод испытаний (шкалы А, В, С, D, E, F, G, Н, К, N, T) [ISO 6508-1, Metallic materials - Rockwell hardness test - Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)]
ИСО 6892-1 Материалы металлические. Испытания на растяжение. Часть 1. Испытание при комнатной температуре (ISO 6892-1, Metallic materials - Tensile testing - Part 1: Method of test at room temperature)
ИСО 6929 Продукты из стали. Определение и классификация (ISO 6929, Steel products - Definitions and classification)
ИСО 8501-1:2007 Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степени ржавости и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий (ISO 8501-1:2007, Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings)
ИСО 9303 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения продольных несовершенств (ISO 9303, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of longitudinal imperfections)2)
ИСО 9304 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль методом вихревых токов для обнаружения несовершенств (ISO 9304, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Eddy current testing for the detection of imperfections)3)
ИСО 9305 Трубы стальные бесшовные напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения поперечных несовершенств (ISO 9305, Seamless steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of transverse imperfections)2)
_________
2) Действует ИСО 10893-10:2011 «Неразрушающий контроль стальных труб. Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов».
3) Действует ИСО 10893-2:2011 «Неразрушающий контроль стальных труб. Часть 2. Автоматический контроль методом вихревых токов стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов».
ИСО 9402 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Испытание труб из ферромагнитной стали методом рассеяния по всей окружности флюса с использованием магнитного преобразователя для обнаружения продольных дефектов (ISO 9402, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of longitudinal imperfections)1)
ИСО 9598 Трубы стальные бесшовные напорные. Контроль всей периферийной поверхности труб из ферромагнитной стали путем исследования магнитных полей рассеяния для обнаружения поперечных несовершенств (ISO 9598, Seamless steel tubes for pressure purposes - Full peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of transverse imperfections)1)
_________
1) Действует ИСО 10893-3:2011 «Неразрушающий контроль стальных труб. Часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов».
ИСО 10124 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля для обнаружения слоистых несовершенств (ISO 10124, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections)
ИСО 10474 Сталь и стальные изделия. Документы о контроле (ISO 10474, Steel and steel products - Inspection documents)
ИСО 10543 Трубы стальные напорные бесшовные и сварные, обжатые при горячей вытяжке. Ультразвуковой контроль толщины по всей периферийной поверхности (ISO 10543, Seamless and hot-stretch-reduced welded steel tubes for pressure purposes - Full peripheral ultrasonic thickness testing)
ИСО 11484 Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю (ISO 11484, Steel products - Employers qualification system for nondestructive testing (NDT) personnel)
ИСО 11496 Трубы стальные бесшовные и сварные напорные. Ультразвуковой контроль концов труб для обнаружения слоистых несовершенств (ISO 11496, Seamless and welded steel tubes for pressure purposes - Ultrasonic testing of tube ends for the detection of laminar imperfections)2)
_________
2) Действует ИСО 10893-8:2011 «Неразрушающий контроль стальных труб. Часть 8. Автоматический ультразвуковой контроль бесшовных и сварных стальных труб для обнаружения ламинарных дефектов».
ИСО 12095 Трубы стальные сварные и бесшовные напорные. Испытание методом проникающих жидкостей (ISO 12095, Seamless and welded steel tubes for pressure purposes - Liquid penetrant testing)3)
_________
3) Действует ИСО 10893-4:2011 «Неразрушающий контроль стальных труб. Часть 4. Контроль методом проникающих жидкостей стальных бесшовных и сварных труб для обнаружения поверхностных дефектов».
ИСО 13665 Трубы стальные напорные бесшовные и сварные. Контроль тела трубы магнитопорошковым методом для обнаружения поверхностных несовершенств (ISO 13665, Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube body for the detection of surface imperfections)4)
________
4) Действует ИСО 10893-5:2011 «Неразрушающий контроль стальных труб. Часть 5. Контроль методом магнитных частиц бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов».
ИСО 14284 Сталь и чугун. Отбор и приготовление образцов для определения химического состава (ISO 14284, Steel and iron - Sampling and preparation of samples for the determination of chemical composition)
ИСО 15156-3:2003 Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие коррозионно-стойкие и другие сплавы (ISO 15156-3:2003, Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys)5)
________
5) Действует ИСО 15156-3:2009 «Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие коррозионно-стойкие (CRA) и другие сплавы».
ИСО 80000-1 Величины и единицы. Часть 1. Общие положения (ISO 80000-1, Quantities and units - Part 1: General)
ASNT SNT-TC-1A Рекомендуемая практика № SNT-TC-1A. Неразрушающий контроль (ASNT SNT-TC-1A, Recommended practice No. SNT-TC-1A - Non-destructive testing)
АСТМ А 370 Стандартные методы испытаний и определения для механических испытаний стальных изделий (ASTM А 370, Standard test methods and definitions for mechanical testing of steel products)
АСТМ А 604/А 604M Исследование макроструктуры заготовок, изготовленных в электродуговой печи с расходуемым электродом, методом травления (ASTM А 604/А 604М, Standard practice for macroetch testing of consumable electrode remelted steel bars and billets)
АСТМ А 941 Терминология по сталям, нержавеющим сталям, родственным сплавам и ферросплавам (ASTM A 941, Terminology relating to steel, stainless steel, related alloys, and ferroalloys)
АСТМ Е 18 Стандартные методы контроля твердости по Роквеллу и поверхностной твердости по Роквеллу металлических материалов (ASTM E 18, Standard test methods for Rockwell hardness and Rockwell superficial hardness of metallic materials)
АСТМ Е 21 Стандартные методы испытаний на растяжение металлических материалов при повышенной температуре (ASTM E 21, Standard test methods for elevated temperature tension tests of metallic materials)
АСТМ Е 23 Стандартные методы испытания на ударный изгиб металлических материалов на образцах с надрезом (ASTM E 23, Standard test methods for notched bar impact testing of metallic materials)
АСТМ Е 29 Стандартная методика использования значащих разрядов в результатах испытаний для определения соответствия требованиям стандартов (ASTM E 29, Standard practice for using significant digits in test data to determine conformance with specifications)
АСТМ Е 45-05е3 Стандартные методы определения содержания неметаллических включений в сталях (ASTM E 45-05е3, Standard test methods for determining the inclusion content of steel)
АСТМ Е 165 Стандартный метод контроля для исследования проникающей жидкостью (ASTM E 165, Standard practice for liquid penetrant examination for general industry)
АСТМ Е 213 Стандартная практика ультразвукового исследования металлических труб и трубных изделий (ASTM E 213, Standard practice for ultrasonic testing of metal pipe and tubing)
АСТМ Е 309 Стандартная практика вихретокового контроля стальных трубных изделий с применением эффекта магнитного насыщения (ASTM E 309, Standard practice for eddy-current examination of steel tubular products using magnetic saturation)
АСТМ Е 340 Стандартный метод контроля макроструктуры металлов и сплавов травлением (ASTM E 340, Standard test method for macroetching metals and alloys)
АСТМ Е 381 Стандартный метод исследования макроструктуры стального проката, стальных заготовок, блюмов и поковок травлением (ASTM E 381, Standard method of macroetch testing steel bars, billets, blooms, and forgings)
АСТМ Е 562 Стандартный метод определения объемной доли путем систематического ручного подсчета точек (АЭТМ Е 562, Standard test method for determining volume fraction by systematic manual point count)
АСТМ Е 570 Стандартная практика контроля ферромагнитных стальных трубных изделий методом рассеяния магнитного потока (ASTM E 570, Standard practice for flux leakage examination of ferromagnetic steel tubular products)
АСТМ Е 709 Стандартное руководство по проведению магнитопорошковых испытаний (ASTM E 709, Standard guide for magnetic particle examination)
NACE MR 0175/ИСО 15156-3 Нефтяная и газовая промышленность. Материалы для применения в сероводородсодержащих средах при добыче нефти и газа. Часть 3. Стойкие к растрескиванию коррозионно-стойкие (CRA) стали и сплавы (NACE MR 0175/ISO 15156-3, Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production)
4 Термины и определения, обозначения, сокращения
4.1 Термины и определения
В настоящем стандарте применены термины по ИСО 377, ИСО 404, ИСО 4885, ИСО 4948-1, ИСО 4948-2, ИСО 6929, ИСО 10474, АСТМ А 941, а также следующие термины с соответствующими определениями:
4.1.1 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
4.1.2 закалочное упрочнение, закалка (quench hardening, quenching): Термообработка, предусматривающая нагрев выше критической температуры, выдержку при этой температуре (аустенизацию) и последующее охлаждение в условиях, при которых аустенит превращается в мартенсит.
Примечания
1 После закалки обычно проводят отпуск.
2 Приведено в соответствии с ИСО 4885.
4.1.3 изделие, трубное изделие (product, tubular product): Труба и/или трубная заготовка для муфт по отдельности или в совокупности.
4.1.4 изготовитель (manufacturer): Предприятие, компания или корпорация, имеющая производственные мощности для изготовления бесшовных обсадных и насосно-компрессорных труб и трубных заготовок для муфт.
4.1.5 контрольная партия, партия (inspection lot, lot): Определенное количество продукции одного заданного наружного диаметра и одной толщины стенки, группы прочности, одного способа производства, в одном состоянии поставки после окончательной термообработки или с одинаковой степенью холодной деформации, длиной, указанной в таблице А.16 (приложение А).
Примечание - Максимальное количество изделий в контрольной партии указано в таблице А.21.
4.1.6 коррозионно-стойкая сталь или сплав; CRA (corrosion-resistant steel or alloy): Сталь или сплав, обладающий стойкостью к общей и локальной коррозии и/или стойкостью к растрескиванию в окружающей среде, вызывающей коррозию углеродистых и низколегированных сталей.
4.1.7 линейное несовершенство (linear imperfection): Несовершенство, длина которого значительно превышает его ширину, такое как плена, закаты, трещина, задир, порез, царапина и другие.
Примечание - В национальной стандартизации к нелинейным несовершенствам относятся несовершенства, длина которых соизмерима с их шириной.
4.1.8 наружный диаметр: Номинальный наружный диаметр, указываемый при заказе изделий.
4.1.9 насосно-компрессорная труба (tubing): Труба, размещаемая в скважине и служащая для подъема продукции скважины или нагнетания рабочей среды.
4.1.10 несовершенство (imperfection): Несплошность стенки или поверхности изделия, которая может быть выявлена визуальным контролем или методами неразрушающего контроля, предусмотренными настоящим стандартом.
4.1.11 обсадная труба (casing): Труба, опускаемая с поверхности для крепления стенок буровой скважины.
4.1.12 отжиг на твердый раствор, отжиг (solution annealing): Термообработка, предусматривающая нагрев до заданной температуры, выдержку при этой температуре, длительность которой должна быть достаточной для перехода одного или нескольких компонентов в твердый раствор, и последующее охлаждение, скорость которого должна быть достаточной для того, чтобы эти компоненты остались в твердом растворе.
4.1.13 отпуск (tempering): Термообработка, предусматривающая однократный или многократный нагрев до заданной температуры, ниже критической температуры, выдержку при этой температуре и последующее охлаждение.
Примечания
1 Отпуск обычно проводят после закалки.
2 Приведено в соответствии с ИСО 4885.
4.1.14 плавка (cast, heat): Изделия из стали или сплава одной марки, выплавленных за один цикл одного производственного процесса, разлитых в несколько слитков или непрерывно-литых заготовок.
4.1.15 состояние после горячей деформации, горячедеформированное состояние (hot-finished condition): Состояние поставки изделия после пластической деформации при определенных температуре и скорости, при которых одновременно с деформацией происходит рекристаллизация, предотвращающая деформационное упрочнение.
4.1.16 состояние после холодной деформации, холоднодеформированное состояние (cold-hardened condition): Состояние поставки изделия, механические свойства которого получены в результате окончательной холодной деформации без последующей термообработки.
Примечания
1 Окончательная холодная деформация - пластическая деформация металла при температуре ниже температуры рекристаллизации, при которой происходит деформационное упрочнение.
2 Степень холодной деформации определяется установленным уровнем прочности для каждой марки стали или сплава, указанной в таблице А.3 (приложение А).
4.1.17 толщина стенки: Номинальная толщина стенки, указываемая при заказе изделий.
4.1.18 трубная заготовка для муфт (coupling stock): Бесшовная толстостенная труба, используемая для изготовления нескольких муфтовых заготовок.
Примечание - В национальной промышленности муфтовая заготовка - это заготовка для муфт без резьбы, используемая для изготовления одной муфты.
4.1.19 труба (pipe): Общее наименование обсадной, насосно-компрессорной трубы и укороченной трубы.
4.1.20 укороченная труба (pup joint): Обсадная или насосно-компрессорная труба длиной менее предусмотренной для группы длин 1.
4.2 Обозначения
В настоящем стандарте применены следующие обозначения:
А - площадь поперечного сечения образца для испытания на растяжение, мм2;
Kv (Cv) - работа удара при испытании на ударный изгиб по методу Шарпи образца с V-образным надрезом, Дж;
D - наружный диаметр изделия, мм;
d - внутренний диаметр изделия, мм;
δ(e) - минимальное удлинение на расчетной длине 50,0 мм, %;
f - коэффициент (для гидростатического испытания), равный 0,8 для всех групп прочности и размеров;
т - масса 1 м изделия, кг/м;
mх (wx) - массовая доля элемента в химическом составе, %;
Р - давление гидростатического испытания, МПа;
σв(Rm) - предел прочности, МПа;
σ0,2 (Rp 0,2) - предел текучести (при непропорциональном удлинении 0,2 %), МПа;
σ0,2 max - максимальный предел текучести, МПа;
σ0,2 min - минимальный предел текучести, МПа;
Н (S) - расстояние между плитами при испытании на сплющивание, %;
t - толщина стенки изделия, мм;
tкр - критическая толщина стенки, мм.
4.3 Сокращения
В настоящем стандарте применены следующие сокращения:
α - коэффициент для аустенитных сплавов на основе железа класса 3;
β - коэффициент для аустенитных сплавов на основе никеля класса 4;
AOD - аргонокислородное обезуглероживание;
СН - изделия в холоднодеформированном состоянии, холоднодеформированные изделия;
CRA - коррозионно-стойкая сталь или сплав;
EDX - энергодисперсная рентгеновская спектрометрия;
EMI - электромагнитный контроль;
ESR - электрошлаковый переплав;
HF - изделия в горячедеформированном состоянии, горячедеформированные изделия;
HRC - твердость по шкале С Роквелла;
L - продольный образец;
МТ - магнитопорошковый контроль;
NA - неприменимо;
PRE - эквивалентный показатель стойкости к питтинговой коррозии;
PSL - уровень требований к изделиям;
QT - состояние после закалки и отпуска (улучшения);
SA - состояние после отжига на твердый раствор (отжига);
Т - поперечный образец;
UT - ультразвуковой контроль;
UNS - единая нумерационная система;
VAD - вакуумно-дуговая дегазация;
VAR - вакуумно-дуговой переплав;
VIM - вакуумно-индукционная выплавка;
VOD - вакуумно-кислородное обезуглероживание.
5 Информация, предоставляемая потребителем
ВНИМАНИЕ - Ответственность за выбор уровня требований к изделиям (PSL-1 или PSL-2), класса коррозионно-стойких сталей и сплавов (CRA), группы прочности, марки стали или сплава, состояния поставки и остальных требований, являющихся дополнительными к установленным в настоящем стандарте, для обеспечения соответствия изделий условиям эксплуатации возлагается на потребителя. Для установления конкретных требований к изделиям, предназначенным для эксплуатации в среде, содержащей сероводород, рекомендуется использовать стандарты ИСО 15156 (все части) или NACE MR 0175/ИСО 15156 (см. приложение Е).
5.1 В заказе потребитель должен указать следующую информацию в соответствии с приведенными ссылками:
a) количество изделий;
b) наименование изделий:
- трубная заготовка для муфт;
- обсадная или насосно-компрессорная труба без резьбы;
- обсадная или насосно-компрессорная труба без резьбы с высадкой (потребитель должен предоставить чертеж высадки и указать размер оправки для контроля);
c) обозначение настоящего стандарта;
d) марку стали или сплава и группу прочности (таблицы А.2 и А.3, приложение А);
e) наружный диаметр и толщину стенки труб (таблица А.15 или специальные);
f) наружный диаметр и толщину стенки трубной заготовки для муфт в миллиметрах (специальные);
g) группу длин (8.2, таблица А.16, приложение А или специальную);
h) длину трубной заготовки для муфт (специальную);
i) критическую толщину стенки для испытания трубной заготовки для муфт на ударный изгиб (7.4.2);
j) предельные отклонения наружного диаметра, толщины стенки и массы трубной заготовки для муфт (8.3.1);
k) необходимость приемки, проводимой представителем потребителя (приложение С).
5.2 По своему выбору потребитель может указать следующие требования в соответствии с приведенными ссылками:
a) химический состав и предельные отклонения массовой доли элементов для материалов уровня PSL-1 (7.1);
b) механические свойства при растяжении при повышенной температуре (7.2);
c) уровень PSL-2 (приложение Е). Если уровень PSL-2 не указан, то изделия поставляют по уровню PSL-1;
d) температуру испытания на ударный изгиб, если она ниже минус 10 °С (7.4.6);
е) специальное состояние поверхности (7.10);
f) второй метод неразрушающего контроля наружной поверхности для изделий из стали класса 1 (9.16.9);
g) контроль снижения поверхностного содержания хрома (9.3.3);
h) защиту поверхности изделий из стали класса 1 (раздел 12);
i) проведение гидростатического испытания (7.12 и 9.14);
j) проведение испытания коррозионной стойкости (7.8);
k) долю феррита для стали 03X13Н (7.9.1);
l) размер альтернативной оправки (8.3.4);
m) калибровку концов холодным экспандированием (6.3.2);
n) дополнительную маркировку в указанном формате (11.1);
о) защиту поверхности изделий из стали класса 1 для длительного хранения (12.2);
р) для сплава UNS N06975 - ограничение суммы массовых долей молибдена и вольфрама не менее 6 % (таблица А.28, приложение А);
q) дополнительное испытание на сплющивание для изделий из сплава классов 3 и 4 (7.7).
6 Способ производства
6.1 Производство коррозионно-стойких сталей и сплавов
Стали и сплавы, предусмотренные настоящим стандартом, должны быть изготовлены кислородно-конвертерным, электросталеплавильным или мартеновским способом выплавки (только для изделий из стали класса 1) с проведением последующих процессов AOD, VOD, VAR, ESR, VIM или VАD.
6.2 Производство изделий
Способ производства изделий, исходная заготовка, состояние поставки после холодной деформации или термической обработки указаны в таблице А.1 (приложение А).
При поставке труб с высадкой трубы из стали класса 2, поставляемые в состоянии после отжига, и трубы из стали класса 1 после высадки должны быть подвергнуты термической обработке по всей длине.
При проведении термообработки изделий изготовитель должен применять план контроля процесса, исключающий факторы, которые могут привести к изменению состояния поверхности изделий (например, для изделий из материала классов 2, 3 и 4 - к снижению поверхностного содержания хрома менее 12,0 %) и изменению коррозионной стойкости.
Изделия из стали класса 2 изготовляют в следующих состояниях поставки:
a) после отжига с быстрым охлаждением в жидкой среде;
b) после отжига с быстрым охлаждением в жидкой среде и последующей холодной деформации.
6.3 Калибровка концов труб
6.3.1 После окончательной термообработки допускается калибровка концов труб из стали класса 1, например обжатием или экспандированием. Если пластическая деформация концов труб при этом превышает 3 %, трубы должны быть подвергнуты отжигу для снятия напряжений при соответствующей температуре или термической обработке по всей длине в соответствии с документированной процедурой.
Если изготовителем документально подтверждено, что обжатие не оказывает неблагоприятного воздействия на коррозионную стойкость изделий, то по согласованию между изготовителем и потребителем трубы из стали класса 1 могут быть подвергнуты холодному обжатию с пластической деформацией, превышающей 3 %, без проведения последующей термообработки.
Если калибровку концов труб проводят до окончательной термической обработки труб по всей длине, допускается не подвергать трубы отжигу для снятия напряжений.
6.3.2 Допускается калибровка концов труб из материала классов 2, 3 и 4 способами холодного обжатия или экспандирования перед нарезанием резьбы. Однако калибровку концов труб холодным экспандированием проводят только в том случае, если это согласовано между изготовителем и потребителем.
Примечания
1 Отжиг для снятия напряжений труб из двухфазных сталей может привести к образованию сигма-фазы.
2 Калибровка концов может привести к снижению коррозионной стойкости труб, установленной в настоящем стандарте.
6.4 Правка
Не допускается после окончательной термической обработки подвергать холодной деформации растяжением или экспандированием трубы из стали класса 2, поставляемые в состоянии после отжига, и трубы из мартенситной стали класса 1, если только такая деформация не является обычной составляющей правки труб и не превышает 3 %.
При необходимости трубы из стали класса 1 должны быть подвергнуты горячей ротационной правке при температуре конца правки не ниже 400 °С, если в заказе не указана более высокая температура. Допускается проведение холодной ротационной правки труб с последующим отжигом для снятия напряжений при температуре не ниже 510 °С.
Допускается правка труб на правильном прессе с пластической деформацией, не превышающей 3 %.
6.5 Процессы, требующие валидации
Заключительные операции, выполняемые при изготовлении изделий, влияющие на их соответствие требованиям настоящего стандарта (кроме химического состава и размеров), должны пройти процедуру валидации.
Процессы, требующие валидации:
- неразрушающий контроль (9.16.8);
- окончательная термообработка (включая окончательную термообработку перед любой холодной деформацией);
- холодная деформация, если применима.
6.6 Прослеживаемость
Изготовитель должен установить и выполнять процедуры сохранения идентификации исходной плавки, плавки после переплава и/или партии до окончания проведения всех требуемых для них испытаний и получения результатов, соответствующих требованиям настоящего стандарта.
7 Технические требования
7.1 Химический состав
В таблице А.2 (приложение А) приведен химический состав сталей и сплавов для изделий уровня PSL-1.
В таблице А.28 (приложение А) приведен химический состав сталей и сплавов для изделий уровня PSL-2.
Для изделий уровня PSL-1 согласованные между изготовителем и потребителем химический состав и предельные отклонения массовой доли элементов должны быть указаны в заказе.
В соответствии с настоящим стандартом изделия из стали класса 2 должны обладать стойкостью к питтинговой коррозии, соответствующей требованиям, указанным в таблице А.2 для изделий уровня PSL-1 или в таблице А.28 для изделий уровня PSL-2.
7.2 Механические свойства при растяжении
Механические свойства при комнатной температуре изделий, изготовляемых по настоящему стандарту, должны соответствовать требованиям, указанным в таблице А.3 для изделий уровня PSL-1 и в таблице А.27 для изделий уровня PSL-2.
Кроме того, изделия должны соответствовать требованию, указанному в перечислении а) или b):
a) предел прочности изделия должен превышать установленный минимальный предел текучести на 70 МПа;
b) если изделие не соответствует требованию перечисления а), то разность между измеренными пределом прочности и пределом текучести изделия должна быть не менее 35 МПа. Допускается по согласованию между изготовителем и потребителем снижение этой разности до значения менее 35 МПа.
Если потребитель требует проведения испытаний механических свойств при повышенной температуре, уровень свойств и процедура испытаний должны быть согласованы между изготовителем и потребителем.
7.3 Твердость
Твердость изделий, изготовляемых по настоящему стандарту, должна соответствовать требованиям, приведенным в таблице А.3 для изделий уровня PSL-1 и в таблице А.27 для изделий уровня PSL-2.
Разброс твердости по толщине стенки должен соответствовать требованиям, указанным в таблице А.4.
Отдельное значение твердости не должно превышать установленного среднего значения твердости более чем на 2 HRC.
7.4 Свойства при испытании на ударный изгиб по методу Шарпи образцов с V-образным надрезом. Общие требования
7.4.1 Оценка результатов испытания
Испытанию подвергают комплект из трех образцов от одного отобранного для испытаний изделия. Среднее значение результатов испытаний трех образцов должно быть не ниже минимального значения работы удара, указанного в 7.5 и 7.6. Для одного из образцов допускается работа удара менее установленного минимального значения, но не менее двух третей установленного значения.
Для определения соответствия этим требованиям результат испытания округляют до целого числа. Значение работы удара для комплекта образцов (т.е. среднее значение по результатам испытаний трех образцов) также указывают в виде целого числа, при необходимости, с округлением. Округление выполняют в соответствии с методом округления по ИСО 80000-1 или АСТМ Е 29.
7.4.2 Критическая толщина стенки
Минимальные значения работы удара установлены для критической толщины стенки изделия. Для трубы критической толщиной стенки является номинальная толщина стенки. Для трубной заготовки для муфт критическая толщина стенки должна быть указана в заказе.
Критическая толщина стенки трубных заготовок для муфт должна быть не менее расчетной толщины стенки муфты в плоскости торца ниппеля (при механическом свинчивании соединения).
7.4.3 Размер, ориентация и порядок выбора образцов
Если не могут быть изготовлены поперечные образцы полного размера (10×10 мм), должен быть изготовлен наибольший из возможных поперечных образцов меньшего размера, указанных в таблице А.5 (приложение А). Если не могут быть проведены испытания с использованием одного из таких поперечных образцов, то для изделий из стали класса 1 необходимо использовать наибольший из возможных продольных образцов, указанных в таблице А.6, а для изделий из материала классов 2, 3 и 4 - провести испытание на сплющивание. Порядок выбора образцов для испытания на ударный изгиб по ориентации и размерам приведен в таблице А.6.
В таблице А.7 (для поперечных образцов) и в таблице А.8 (для продольных образцов) приведены значения расчетной толщины стенки, необходимой для механической обработки образцов полного размера или меньших образцов для испытания на ударный изгиб (см. таблицу А.5). По этим таблицам должен быть выбран наибольший из образцов для испытания на ударный изгиб с расчетной толщиной стенки менее заданной толщины стенки трубы или трубной заготовки для муфт.
7.4.4 Образцы для испытания на ударный изгиб альтернативного размера
По выбору изготовителя вместо образцов наименьшего размера, указанного в таблице А.7 или в таблице А.8, допускается использовать образцы размеров, альтернативных приведенным в таблице А.5. Однако альтернативный образец должен выбираться в соответствии с порядком выбора образцов, приведенным в таблице А.6, а требуемая работа удара должна быть скорректирована с учетом ориентации и размера образца.
7.4.5 Образцы меньшего размера
Работа удара при испытании на ударный изгиб образцов меньшего размера должна быть не менее установленного минимального значения для образцов полного размера, умноженного на понижающий коэффициент, приведенный в таблице А.5.
7.4.6 Температура испытания
Испытания должны быть проведены при температуре минус 10 °С. По требованию потребителя, указанному в заказе, или по выбору изготовителя испытание материала любого класса может быть проведено при альтернативной, более низкой температуре. Предельные отклонения температуры испытания - ±3 °С.
7.5 Свойства при испытании на ударный изгиб по методу Шарпи образцов с V-образным надрезом. Требования к работе удара для трубных заготовок для муфт
7.5.1 Общие положения
Трубные заготовки для муфт, которые могут быть использованы для нарезания нескольких типов соединений, должны быть испытаны на соответствие наиболее высоким требованиям.
7.5.2 Требования для всех материалов
Требования к работе удара Kv для образцов полного размера приведены в таблицах А.9 - А.11. Требуемые значения рассчитаны по формулам, приведенным в таблице 1,
где σ0,2 max - установленный максимальный предел текучести, МПа;
tкр - критическая толщина стенки (7.4.2), мм.
Таблица 1 - Формулы расчета требований к работе удара для заготовок для муфт при испытании образцов полного размера
|
Работа удара в поперечном направлении Kv, не менее |
Работа удара в продольном направлении Kv, не менее |
|
|
1 |
σ0,2 max (0,00118tкр + 0,01259) или 40 Дж в зависимости от того, что больше (таблица А.9) |
σ0,2 max (0,00118tкр + 0,01259) или 40 Дж в зависимости от того, что больше (таблица А.10) |
|
2, 3 и 4 |
σ0,2 max (0,00118tкр + 0,01259) или 27 Дж в зависимости от того, что больше (таблица А.11) |
_а |
|
а Если для изделий из материала классов 2, 3 и 4 не могут быть проведены испытания на ударный изгиб на образцах 1/2 размера, должны быть проведены испытания на сплющивание. |
||
7.6 Свойства при испытании на ударный изгиб по методу Шарпи образцов с V-образным надрезом. Требования к работе удара для труб
Требования к работе удара Kv для образцов полного размера приведены в таблицах А.12 - А.14. Требуемые значения рассчитаны по формулам, приведенным в таблице 2, где σ0,2 max - установленный максимальный предел текучести, МПа;
tкр - критическая толщина стенки (7.4.2), мм.
Таблица 2 - Формулы расчета требований к работе удара для труб при испытании образцов полного размера
|
Работа удара в поперечном направлении Kv, не менее |
Работа удара в продольном направлении Kv, не менее |
|
|
1 |
σ0,2 max (0,00118tкр + 0,01259) или 40 Дж в зависимости от того, что больше (таблица А.12) |
σ0,2 max (0,00118tкр + 0,01259) или 40 Дж в зависимости от того, что больше (таблица А.13) |
|
2, 3 и 4 |
σ0,2 max (0,00118tкр + 0,01259) или 27 Дж в зависимости от того, что больше (таблица А.14) |
_а |
|
а Если для изделий из материала классов 2, 3 и 4 не могут быть проведены испытания на ударный изгиб на образцах 1/2 размера, должны быть проведены испытания на сплющивание. |
||
7.7 Свойства при испытании на сплющивание
Для изделий из материала классов 2, 3 и 4 испытания на сплющивание проводят в качестве альтернативного испытания в случае, если наружный диаметр или толщина стенки изделия не позволяют вырезать образец для испытания на ударный изгиб 1/2 размера или большего размера. По согласованию между изготовителем и потребителем для изделий из сплава классов 3 и 4 испытание на сплющивание может быть проведено как дополнительное испытание, помимо испытания на ударный изгиб, для которого могут быть изготовлены образцы 1/2 размера или большего размера.
Если испытание на сплющивание необходимо, то ему подвергают изделия с отношением D/t от 3 до 15 и проводят его до тех пор, пока расстояние между плитами не станет равным или менее расстояния, рассчитанного по следующей формуле
Н = 100 - {[3,8458 ln(σ0,2 max) - 24,344]D/t}, (1)
где Н - расстояние между плитами при испытании на сплющивание, %;
ln - натуральный логарифм установленного максимального предела текучести;
σ0,2 max - заданный максимальный предел текучести, МПа;
D - номинальный наружный диаметр, мм;
t - номинальная толщина стенки изделия, мм.
Если отношение D/t более или менее указанных пределов, проведение испытания на сплющивание должно быть согласовано между изготовителем и потребителем.
Каждый кольцевой образец должен быть сплющен до указанного выше максимального расстояния между плитами.
Падение нагрузки до достижения требуемого сплющивания должно определяться по диаграмме зависимости нагрузки от величины сплющивания. Падение нагрузки, превышающее 5 % значения нагрузки, предшествующей падению, является основанием для отбраковки. Если диаграмма не показывает падение нагрузки, превышающее 5 %, трещины не должны являться основанием для отбраковки.
7.8 Коррозионная стойкость
Испытание коррозионной стойкости материала изделий не является обязательным требованием настоящего стандарта. Такое испытание может быть проведено по требованию потребителя, указанному в заказе.
7.9 Микроструктура
7.9.1 Класс 1
Для мартенситных сталей содержание дельта-феррита не должно превышать 5 %.
Для стали 03X13Н допускается содержание феррита, превышающее 5 %, по согласованию между изготовителем и потребителем.
Микроструктура сталей не должна иметь сплошных выделений фаз по границам зерен или ферритной сетки.
7.9.2 Класс 2
Микроструктура стали должна быть ферритно-аустенитной.
Микроструктура стали не должна иметь сплошных выделений фаз по границам зерен. Общее содержание интерметаллических фаз, нитридов и карбидов не должно превышать 1,0 %. Содержание сигма-фазы не должно превышать 0,5 %.
В сталях 02Х22Н5М3 и 02Х25Н7М3 объемная доля феррита должна составлять от 40 % до 60 %.
В сталях 02Х25Н7М4 и 04Х26Н5М3 объемная доля феррита должна составлять от 35 % до 55 %.
7.9.3 Классы 3 и 4
Микроструктура сплавов не должна иметь сплошных выделений фаз по границам зерен. Общее содержание интерметаллических фаз, нитридов и карбидов не должно превышать 1,0 % в сумме. Содержание сигма-фазы не должно превышать 0,5 %.
7.10 Состояние поверхности
На внутренней поверхности труб не должно быть окалины и остаточных продуктов отжига. Если у потребителя есть специальные требования к поверхности труб, то они должны быть согласованы и указаны в заказе. В этом случае потребитель должен указать метод, периодичность, критерии и объем контроля.
7.11 Дефекты
7.11.1 Трубы
Трубы не должны иметь следующих дефектов:
a) закалочных трещин и прожогов;
b) поверхностных несовершенств, уменьшающих толщину стенки до значений менее 87,5 % номинального значения для горячедеформированных изделий и 90 % - для холоднодеформированных изделий;
c) линейных несовершенств любой ориентации на наружной или внутренней поверхности глубиной более 5 % номинальной толщины стенки или 0,3 мм в зависимости от того, что больше;
d) неповерхностных несовершенств, проекция которых на наружную поверхность имеет площадь более 260 мм2;
e) поверхностных несовершенств на высаженных концах труб любой ориентации глубиной более 5 % номинальной толщины стенки на переходной части высадки и совпадающих внутренних и наружных несовершенств на любом участке, приводящих к уменьшению оставшейся толщины стенки менее 87,5 % номинальной толщины стенки;
f) на всех изделиях с внутренней высадкой - острых углов или резких изменений сечения, которые могут вызвать зависание Г-образного инструмента (см. рисунок В.3, приложение В).
7.11.2 Трубные заготовки для муфт
Трубные заготовки для муфт не должны иметь закалочных трещин и прожогов. Трубные заготовки для муфт не должны иметь несовершенств, нарушающих сплошность наружной поверхности, имеющих глубину более 5 % толщины стенки или выводящих наружный диаметр или толщину стенки за предельные значения, или такие несовершенства должны быть четко обозначены. Кроме этого, к трубным заготовкам для муфт применимо требование, приведенное в 7.11.1, перечисление d).
7.11.3 План контроля процесса
Изготовитель с учетом особенностей технологии производства и требований раздела 9 должен применять план контроля процесса, обеспечивающий выполнение указанных выше требований.
7.12 Гидростатическое испытание
Трубы HF, SA и QT должны проходить гидростатические испытания, если иное не указано в заказе.
Испытание труб СН проводят по согласованию между изготовителем и потребителем.
Из-за возможных ограничений испытательного оборудования давление гидростатического испытания по согласованию между изготовителем и потребителем может быть ограничено значением 69,0 МПа. В таком случае изготовитель должен иметь документированное обоснование физического ограничения возможностей оборудования для гидростатического испытания. Это не исключает проведения последующих гидростатических испытаний при напряжении не более 80 % предела текучести в соответствии с 9.14.
8 Размеры, масса и предельные отклонения
8.1 Наружный диаметр, толщина стенки и масса
8.1.1 Наружный диаметр, толщина стенки и масса обсадных и насосно-компрессорных труб без резьбы, на которые распространяется настоящий стандарт, указаны в таблице А.15. Значения массы, указанные в таблице А.15, рассчитаны с использованием коэффициента, равного 1. Для определения значений массы различных сталей и сплавов необходимо значения, приведенные в таблице А.15, умножить на один из следующих коэффициентов:
- 0,989 - для мартенситных и мартенсито-ферритных сталей класса 1;
- 1 - для аустенито-ферритных сталей класса 2;
- α - для аустенитных сплавов на основе железа класса 3;
- β - для аустенитных сплавов на основе никеля класса 4.
Значения α и β должны быть определены изготовителем.
8.1.2 По согласованию между изготовителем и потребителем трубы могут быть изготовлены размерами, отличающимися от указанных в таблице А.15.
8.1.3 Диаметр труб более 168,28 мм должен измеряться с точностью до одного десятичного знака после запятой. Значения диаметров в настоящем стандарте приведены с точностью до двух десятичных знаков после запятой для обеспечения взаимозаменяемости.
8.2 Длина
Трубы должны поставляться группами длин в интервалах, указанных в таблице А.16.
8.3 Предельные отклонения
8.3.1 Предельные отклонения наружного диаметра, толщины стенки и массы
Наружный диаметр, толщина стенки и масса труб, предназначенных для использования в качестве обсадных и насосно-компрессорных, должны быть в пределах отклонений, указанных в таблице А.17.
Предельные отклонения наружного диаметра, толщины стенки и массы трубных заготовок для муфт должны быть согласованы и указаны в заказе.
8.3.2 Внутренний диаметр
Предельные отклонения внутреннего диаметра ограничены предельными отклонениями наружного диаметра и массы.
8.3.3 Прямолинейность
Отклонения от прямолинейности не должны превышать следующих значений:
a) отклонения от общей прямолинейности - 0,2 % общей длины трубы, измеренной от одного торца до другого, для труб диаметром более 101,6 мм (рисунок В.1, приложение В);
b) отклонения от концевой прямолинейности - 3,18 мм на длине 1,52 м от каждого торца трубы (рисунок В.2, приложение В).
8.3.4 Контроль оправкой
Каждая труба должна подвергаться контролю оправкой по всей длине. Размеры стандартных оправок для обсадных и насосно-компрессорных труб указаны в таблице А.18.
По требованию потребителя трубы могут быть подвергнуты контролю альтернативными оправками. Размеры альтернативных оправок указаны в таблице А.19.
8.4 Концы изделий
Изделия должны поставляться с гладкими концами. На концах изделий не должно быть заусенцев, отклонения перпендикулярности торцов не должны превышать 0,01D.
9 Контроль и испытания
9.1 Испытательное оборудование
Изготовитель должен установить и документировать необходимую периодичность калибровки и подготовить контрольные эталоны для того, чтобы обеспечить возможность подтверждения соответствия всех изделий требованиям настоящего стандарта.
Если испытательное или измерительное оборудование, подвергаемое калибровке или поверке в соответствии с требованиями настоящего стандарта, используется в необычных или неблагоприятных условиях, что может повлиять на его точность, то перед дальнейшим использованием оборудования следует провести его повторную калибровку или поверку.
9.2 Виды и периодичность испытаний
Виды и периодичность испытаний труб указаны в таблице А.20.
Для укороченных труб, изготовленных из обсадных или насосно-компрессорных труб, не требуется проведение испытаний при условии, что эти трубы были испытаны ранее, соответствуют установленным требованиям и после этого не подвергались термической обработке.
9.3 Контроль химического состава
9.3.1 Химический анализ
Изготовитель должен предоставить результаты химического анализа каждой плавки.
Результаты должны включать количественное определение следующих химических элементов:
- для изделий уровня PSL-1 - элементов, перечисленных в таблице А.2, а также Si, Mn, S, Р и Al;
- для изделий уровня PSL-2 - элементов, перечисленных в таблице А.28;
- для изделий уровней и PSL-1 и PSL-2 - любых других элементов, используемых изготовителем для получения требуемых свойств изделий.
Для анализа готовых изделий отбирают:
a) для плавки стали и сплава, не подвергаемых переплаву, - две пробы;
b) для плавки стали и сплава, подвергаемых переплаву, - одну пробу.
По согласованию между изготовителем и потребителем пробы могут быть отобраны от передельных труб.
Отбор проб проводят в соответствии с ИСО 14284.
9.3.2 Метод контроля
Метод химического анализа выбирает изготовитель. Обычно используют метод спектрального анализа.
В спорных случаях метод анализа изделий должен быть согласован с учетом международных стандартов.
Примечание - Перечень стандартов, в которых указаны методы химического анализа, в том числе информация об их области применения и точности, приведен в стандартах [2] - [5].
9.3.3 Контроль снижения поверхностного содержания хрома для классов 2, 3 и 4
Если это указано в заказе, должен быть проведен контроль поверхностного содержания хрома методом энергодисперсной рентгеновской спектрометрии (EDX) или эквивалентным методом на одной пробе от партии (4.1.5). Пробу отбирают от изделия в окончательном состоянии поставки и до испытания не проводят никакой специальной подготовки поверхности. Содержание хрома на наружной и внутренней поверхностях пробы должно быть не менее 12,0 %. Между изготовителем и потребителем может быть согласовано более высокое минимальное содержание хрома.
Если проба не соответствует установленным требованиям, проводят контроль двух дополнительных проб от того же изделия. Если результат контроля какой-либо из дополнительных проб неудовлетворительный, то изготовитель может провести контроль каждого из остальных изделий в контрольной партии или переработку изделий (то есть, дополнительное травление и/или шлифование) и испытать партию как новую.
9.4 Контроль механических свойств
9.4.1 Контрольная партия
Количество изделий в контрольной партии (4.1.5) должно соответствовать требованиям, указанным в таблице А.21.
9.4.2 Отбор и подготовка проб и образцов
Пробы и образцы должны быть отобраны от концов изделий и должны соответствовать требованиям ИСО 377.
9.5 Испытание на растяжение
9.5.1 Ориентация образцов
Отбор образцов проводят в направлении, продольном коси изделия, в соответствии с требованиями ИСО 6892-1 или АСТМ А 370.
9.5.2 Метод испытания
Испытание на растяжение проводят при комнатной температуре в соответствии с ИСО 6892-1 или АСТМ А 370.
При испытании на растяжение определяют предел прочности σв, предел текучести σ0,2 и относительное удлинение после разрушения δ.
Результаты испытания на растяжение должны соответствовать требованиям 7.2 и значениям, указанным для конкретного материала и группы прочности в таблице А.3 для изделий уровня PSL-1 или в таблице А.27 для изделий уровня PSL-2.
Если это согласовано при заказе, то испытание на растяжение проводят при повышенной температуре в соответствии с ИСО 783 или АСТМ Е 21. Предел текучести σ0,2 определяют при температуре, согласованной и указанной в заказе. Результаты испытания на растяжение должны соответствовать требованиям, согласованным и указанным в заказе.
9.5.3 Признание испытания недействительным
Если какой-либо из образцов для испытания на растяжение окажется неправильно подготовленным или дефектным, он может быть забракован и заменен другим образцом.
Образцы с некачественной подготовкой или несовершенствами материала, обнаруженными до или после испытаний и не имеющими отношения к проводимому испытанию, могут быть забракованы и заменены другими образцами от того же изделия. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют установленным требованиям.
9.5.4 Повторные испытания
Если результат испытания на растяжение изделия, представляющего партию, не соответствует установленным требованиям, изготовитель может провести повторные испытания трех дополнительных изделий из той же партии. Если контрольная партия состоит из трех или менее изделий, испытанию подвергают каждое изделие. Если результаты повторных испытаний соответствуют установленным требованиям, то партия должна быть принята, за исключением изделия, не прошедшего испытания.
Если результат повторных испытаний хотя бы одного из образцов не соответствует установленным требованиям, изготовитель может провести испытание каждого из остальных изделий в партии. Изделия, показавшие неудовлетворительные результаты при испытаниях, должны быть забракованы. Образцы для повторных испытаний отбирают так же, как указано в 9.4.2.
Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия, если это применимо.
9.6 Контроль твердости
9.6.1 Образцы
Образец для контроля в виде кольца должен быть отрезан от конца изделия, отобранного для контроля. Длина образца должна быть не менее 12,7 мм.
9.6.2 Метод испытания
Контроль проводят на поперечном сечении образца в одном из квадрантов для контроля твердости, как показано на рисунке В.4. В каждом положении (вблизи наружной поверхности, посередине толщины стенки, вблизи внутренней поверхности) выполняют по три отпечатка и определяют среднее значение твердости для каждого положения.
Контроль твердости проводят по Роквеллу в соответствии с ИСО 6508-1 или АСТМ Е 18. Для контроля используют шкалу С Роквелла. Среднее значение твердости в каждом из положений должно соответствовать требованиям 7.3 и требованиям, указанным в таблице А.4, а также требованиям к твердости, указанным для материалов и групп прочности в таблице А.3 для изделий уровня PSL-1 и таблице А.27 для изделий уровня PSL-2.
Первый отпечаток на образце для контроля твердости выполняют примерно посередине толщины стенки образца для того, чтобы улучшить осадку образца и уменьшить возможные погрешности. Результат измерения твердости по этому отпечатку можно не учитывать.
9.6.3 Признание испытания недействительным
Если какой-либо образец для контроля твердости окажется неправильно подготовленным или дефектным, он может быть забракован и заменен другим образцом.
Образцы с некачественной подготовкой или несовершенствами материала, обнаруженными до или после испытаний и не имеющими отношения к проводимому испытанию, могут быть забракованы и заменены другими образцами от того же изделия. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют установленным требованиям.
9.6.4 Повторный контроль твердости
Если среднее значение твердости не соответствует установленным требованиям, но при этом превышает установленное значение не более чем на 2 HRC, в непосредственной близости от него должны быть выполнены три дополнительных отпечатка и определено дополнительное среднее значение.
Если дополнительное среднее значение твердости соответствует установленным требованиям, изделие должно быть принято.
Если дополнительное среднее значение твердости не соответствует установленным требованиям, изделие должно быть забраковано.
Если результаты контроля твердости изделия превышают максимальное среднее значение твердости или разброс твердости, изготовитель может провести повторный контроль трех дополнительных изделий из той же партии, отбирая образцы от тех же концов изделий, что и при первоначальном контроле. Если результаты повторного контроля соответствуют установленным требованиям, то партия должна быть принята. Если хотя бы один из образцов, подвергнутых повторному контролю, не соответствует установленным требованиям, изготовитель может принять решение о проведении контроля каждого из остальных изделий партии или об отбраковке партии.
Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия, если это применимо.
9.7 Испытание на ударный изгиб или сплющивание
9.7.1 Образцы
a) Образцы для испытания на ударный изгиб отбирают в соответствии с АСТМ Е 23 и 7.4 - 7.6 (см. рисунок В.5).
Поверхность поперечных образцов после механической обработки может сохранять исходную кривизну поверхности изделия при условии соблюдения требований, указанных на рисунке В.6.
Образцы для испытания на ударный изгиб от изделий из стали класса 1 и подвергаемых отжигу изделий из стали класса 2 не должны подвергаться выпрямлению.
Поперечные образцы от изделий из материала классов 2, 3 и 4, подвергаемых холодному упрочнению, могут быть подвергнуты выпрямлению только по согласованию между изготовителем и потребителем.
b) Образец для испытания на сплющивание должен быть в виде кольца или отрезка конца изделия длиной не менее 50,8 мм. Допускается удаление заусенцев с торцов образца перед сплющиванием.
9.7.2 Периодичность испытаний
Испытания должны проводиться со следующей периодичностью:
a) для обсадных и насосно-компрессорных труб из стали класса 1 - для каждого из концов двух труб от каждой плавки;
b) для обсадных и насосно-компрессорных труб из материала классов 2, 3 и 4 - для каждого из концов двух труб, изготовленных из каждого слитка или непрерывнолитой заготовки: одной трубы, изготовленной из верхней части слитка или непрерывнолитой заготовки, другой трубы - из нижней части слитка или непрерывнолитой заготовки.
По усмотрению изготовителя могут быть проведены альтернативные испытания на ударный изгиб или на сплющивание для каждого из концов двух труб, отобранных произвольно от каждой контрольной партии, при условии, что изготовитель имеет документированную процедуру обрезки концов слитков или непрерывнолитых заготовок и подтверждения качества материала, гарантирующую соответствие поставляемых изделий требованиям приложения D. Периодически должна проводиться проверка качества материала для подтверждения соответствия установленным критериям. По требованию потребителя ему должны предоставляться соответствующие данные;
c) для трубных заготовок для муфт - для каждого из концов каждой трубной заготовки для муфт.
По усмотрению изготовителя могут быть проведены альтернативные испытания на ударный изгиб или на сплющивание для каждого из концов двух трубных заготовок для муфт, отобранных произвольно от каждой контрольной партии, при условии, если изготовитель выполнит одно из следующих действий:
- продемонстрирует прослеживаемость всех трубных заготовок для муфт в контрольной партии до исходных заготовок и подтвердит, что они изготовлены не из верхней и не из нижней частей слитка или непрерывнолитой заготовки;
- представит документированную процедуру обрезки концов слитков или непрерывнолитых заготовок и подтверждения качества материала, гарантирующую соответствие поставляемых изделий требованиям приложения D. Периодически должна проводиться проверка качества материала для подтверждения соответствия установленным критериям. По требованию потребителя ему должны предоставляться соответствующие данные.
9.7.3 Метод испытания на ударный изгиб
Испытание образцов с V-образным надрезом на ударный изгиб проводят в соответствии с АСТМ А 370 и АСТМ Е 23. Оценку результатов испытаний проводят в соответствии с 7.4.1.
9.7.4 Метод испытания на сплющивание
9.7.4.1 Метод испытания
Образцы сплющивают между параллельными плитами. По каждому испытанию на сплющивание должны сохраняться диаграммы зависимости нагрузки от величины сплющивания. Диаграммы должны быть идентифицированы по каждому из концов испытуемого изделия.
Кольцевой образец сплющивают до тех пор, пока расстояние между плитами не станет таким, как указано в 7.7.
Точность измерения нагрузки должна составлять ±1,0 % максимального значения, а точность измерения расстояния между плитами - ±1,0 % исходного наружного диаметра кольцевого образца. Записи по испытаниям должны включать требуемую точность измерений нагрузки и расстояния между плитами. Скорость сплющивания во время испытания не должна превышать 1 см/мин.
9.7.4.2 Критерии приемки и отбраковки
Изделия должны соответствовать требованиям, приведенным в 7.7.
9.7.5 Повторное испытание на ударный изгиб
Для сталей класса 1, если результат испытания какого-либо образца от одного из концов изделия не соответствует установленным требованиям, изготовитель может провести испытания трех дополнительных образцов от того же конца изделия. Перед отбором проб для повторного испытания конец изделия может быть дополнительно обрезан. Работа удара каждого из образцов при повторном испытании должна быть не менее установленной минимальной работы удара или изделие должно быть забраковано.
Если результаты повторного испытания не соответствуют требованиям настоящего стандарта, то проводят испытание образцов от обоих концов дополнительных трех изделий из той же партии. Если результаты всех дополнительных испытаний соответствуют установленным требованиям, то контрольная партия должна быть принята, кроме изделия, которое было первоначально забраковано. Если результат хотя бы одного из дополнительных испытаний не соответствует установленным требованиям, изготовитель может провести отдельные испытания всех остальных изделий из контрольной партии или забраковать партию. Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия.
Для материалов классов 2, 3 и 4 при испытании изделий, изготовленных из верхней и нижней частей слитка или непрерывнолитой заготовки, если результат испытания какого-либо образца от одного из концов изделия не соответствует установленным требованиям, изготовитель может провести испытания трех дополнительных образцов от того же конца изделия. Перед отбором проб для повторного испытания конец изделия может быть дополнительно обрезан. Если результат испытания какого-либо образца при повторном испытании не соответствует установленным требованиям, изготовитель может снова обрезать конец изделия и провести еще одно испытание или забраковать это изделие и провести испытания каждого из концов остальных изделий, изготовленных из этого слитка или непрерывнолитой заготовки. Изготовитель может провести повторную термообработку партии изделий, изготовленных из этого слитка или непрерывнолитой заготовки и поставляемых в состоянии после отжига, и испытать ее как новую партию.
Для материала классов 2, 3 и 4 при испытании изделия, выбранного произвольно из контрольной партии, если результат испытания какого-либо образца от одного из концов изделия не соответствует установленным требованиям, изготовитель может провести испытания трех дополнительных образцов от того же конца изделия, однако обрезка конца изделия при этом не допускается. Работа удара каждого из образцов при повторном испытании должна быть не менее установленной минимальной работы удара или изделие должно быть забраковано. Изготовитель может провести испытания каждого из концов остальных изделий, изготовленных из этого слитка или непрерывнолитой заготовки. Изготовитель может провести повторную термообработку партии изделий, изготовленных из этого слитка или непрерывнолитой заготовки и поставляемых в состоянии после отжига, и испытать ее как новую партию.
9.7.6 Повторные испытания на сплющивание
При испытании изделий, изготовленных из верхней и нижней частей слитка или непрерывнолитой заготовки, если результат испытания какого-либо образца от одного из концов изделия не соответствует установленным требованиям, изготовитель может провести испытания двух дополнительных образцов от того же конца изделия. Перед отбором проб для повторного испытания конец изделия может быть дополнительно обрезан. Если результат испытания какого-либо образца при повторном испытании не соответствует установленным требованиям, изготовитель может снова обрезать конец изделия и провести еще одно испытание или забраковать это изделие и провести испытания каждого из концов остальных изделий, изготовленных из этого слитка или непрерывнолитой заготовки.
При испытании изделия, выбранного произвольно из контрольной партии, если результат испытания какого-либо образца от одного из концов изделия не соответствует установленным требованиям, изготовитель может провести испытания двух дополнительных образцов от того же конца изделия, однако обрезка конца изделия при этом не допускается. Если результат испытания какого-либо образца при повторном испытании не соответствует установленным требованиям, изготовитель может забраковать это изделие или провести испытания каждого из концов остальных изделий, изготовленных из этого слитка или непрерывнолитой заготовки. Изготовитель может провести повторную термообработку партии изделий, изготовленных из этого слитка или непрерывнолитой заготовки и поставляемых в состоянии после отжига, и испытать ее как новую партию.
9.7.7 Признание испытания недействительным
Образцы с некачественной подготовкой или несовершенствами материала, обнаруженными до или после испытаний и не имеющими отношения к проводимому испытанию, могут быть забракованы и заменены другими образцами от того же изделия. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют установленным требованиям.
9.8 Контроль микроструктуры
9.8.1 Образцы
Контроль микроструктуры материала проводят на сечении образца с продольным относительно оси изделия направлением волокон.
Образец должен включать всю толщину стенки изделия и иметь длину не менее 6 мм.
Образцы отбирают после окончательной термообработки и до холодной деформации изделий.
9.8.2 Метод контроля
Контроль микроструктуры материала проводят в соответствии с АСТМ Е 562 в не менее чем в 30 полях зрения. Объемную долю феррита определяют тем же методом при увеличении не менее 400×.
9.8.3 Повторное испытание
Если результаты контроля микроструктуры не соответствуют установленным требованиям, изготовитель может провести повторные испытания трех произвольно выбранных изделий из партии. При непрерывном процессе термообработки для испытаний отбирают изделия, обработанные в начале, середине и конце цикла термообработки.
Если результаты повторного контроля соответствуют установленным требованиям, то контрольная партия должна быть принята, кроме изделия, которое было первоначально забраковано.
Если хотя бы один из результатов повторного контроля не соответствует установленным требованиям, партия должна быть забракована. Если изготовитель может подтвердить случайность неудовлетворительного результата контроля, он может провести контроль микроструктуры каждого изделия партии и по его результатам отбраковать изделия, не соответствующие требованиям.
Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия, если это применимо.
9.9 Контроль размеров
9.9.1 Общие положения
Каждое изделие должно быть подвергнуто контролю для проверки соответствия требованиям раздела 8.
9.9.2 Наружный диаметр
Наружный диаметр измеряют с использованием механического средства измерений или микрометра в положениях 0° и 90° на каждом конце изделия или с помощью непрерывной лазерной установки в положениях 0° и 90°, или по спирали в одном направлении вдоль всей длины изделия.
Периодичность измерений может быть уменьшена при условии, что изготовитель применяет план контроля процесса для подтверждения соответствия требованиям настоящего стандарта.
9.9.3 Толщина стенки на концах изделия
Измерение толщины стенки проводят с использованием механического средства измерений или калиброванного устройства для неразрушающего контроля соответствующей точности. В случае разногласий предпочтение должно быть отдано измерениям, проводимым механическим средством измерений. Необходимо применять механическое средство измерений с контактными наконечниками с сечением диаметром не более 6,35 мм. Торец наконечника, контактирующего с внутренней поверхностью изделия, должен быть скруглен радиусом не менее 3,18 мм и не более 38,10 мм - для изделий наружным диаметром 168,28 мм и выше, радиусом не более D/4 - для изделий наружным диаметром менее 168,28 мм. Торец наконечника, контактирующего с наружной поверхностью трубы, должен быть плоским или скругленным, с радиусом скругления не менее 38,10 мм.
9.9.4 Толщина стенки тела трубы
Должен быть проведен непрерывный контроль толщины стенки тела трубы в соответствии с ИСО 10543. Охват автоматического контроля должен составлять не менее 25 % поверхности тела трубы. Если длина трубы слишком мала для применения автоматического оборудования, проводят ручной контроль толщины стенки.
9.10 Контроль оправкой
9.10.1 Трубы без высадки и с наружной высадкой
Контроль проводят стандартной оправкой с цилиндрической частью, размеры которой приведены в таблице А.18, или, если это указано в заказе, альтернативной оправкой, размеры которой приведены в таблице А.19. Кромки цилиндрической части оправки должны быть скруглены для того, чтобы облегчить введение оправки в трубу. Оправка должна свободно проходить через всю трубу при ее продвижении вручную или механическим способом. В спорных случаях предпочтение отдают продвижению оправки вручную. Труба должна быть очищена от посторонних материалов и установлена надлежащим образом для предотвращения провисания, чтобы это не могло стать причиной отбраковки при проведении контроля оправкой.
9.10.2 Трубы с внутренней высадкой
Контроль оправкой насосно-компрессорных и обсадных труб с внутренней высадкой проводят по всей длине трубы до высадки с помощью стандартной оправки размерами, приведенными в таблице А.18, или альтернативной оправки размерами, приведенными в таблице А.19, или с помощью оправки размерами, согласованными и указанными в заказе. Контроль оправкой концов труб после высадки не требуется.
9.10.3 Покрытие оправки
Оправка должна иметь наружное покрытие или должна быть изготовлена из специального нежелезного материала или из того же металла, что и трубы, для исключения контакта с железом. На поверхности оправки не должно быть постороннего железосодержащего материала.
9.11 Контроль длины
Длину каждого готового изделия измеряют с помощью автоматического или ручного устройства.
9.12 Контроль прямолинейности
Трубы подвергают визуальному контролю.
Прямолинейность труб, имеющих чрезмерный изгиб или загнутые концы, проверяют с помощью:
- поверочной линейки или струны, натянутой между концами трубы (рисунок В.1);
- поверочной линейки длиной не менее 1,83 м, опирающейся на поверхность трубы за пределами загнутого конца (8.3.3 и рисунок В.2).
9.13 Определение массы
Трубы, предназначенные для использования в качестве обсадных или насосно-компрессорных труб, взвешивают по отдельности или удобными для взвешивания партиями. Для определения соответствия требованиям таблицы А.17 должна быть рассчитана масса труб на единицу длины.
9.14 Гидростатическое испытание
Стандартное гидростатическое испытательное давление Р вычисляют по формуле (2) с округлением до 0,5 МПа. При соблюдении условий, приведенных в 7.12, испытательное давление может быть ограничено верхним пределом 69,0 МПа.
P = (2fσ0,2 mint)/D, (2)
где f - коэффициент, равный 0,8 для всех групп прочности и размеров;
σ0,2 min - заданный минимальный предел текучести тела трубы, МПа;
t - номинальная толщина стенки, мм;
D - номинальный наружный диаметр, мм.
Трубу выдерживают под полным испытательным давлением не менее 5 с.
Испытательная установка должна быть оснащена устройствами, которые гарантируют выполнение требований по заданному испытательному давлению и продолжительности выдержки под давлением. Устройство для измерения давления должно быть калибровано с помощью грузопоршневого манометра или эквивалентного прибора не ранее чем за четыре месяца до каждого использования. Записи по калибровке и поверке должны сохраняться, как указано в 13.2.
9.15 Визуальный контроль
9.15.1 Общие положения
Изделия подвергают визуальному контролю для подтверждения соответствия требованиям 7.11 и 8.4. Визуальный контроль изделий должен выполняться в соответствии с утвержденной документированной процедурой.
Визуальный контроль должен осуществлять обученный персонал, обладающий остротой зрения, обеспечивающей обнаружение поверхностных несовершенств. Изготовитель должен иметь документированные нормы освещения для визуального контроля. Минимальный уровень освещенности контролируемой поверхности должен составлять 500 люкс.
Визуальному контролю должна подвергаться поверхность изделий после механической обработки, но до нанесения покрытия, если это предусмотрено.
9.15.2 Тело труб и трубные заготовки для муфт
Каждая труба или трубная заготовка для муфт должна проходить визуальный контроль по всей наружной поверхности для выявления несовершенств.
9.15.3 Концы труб
Визуальный контроль внутренней поверхности концов труб без высадки проводят на длине не менее 2,5D или 450 мм в зависимости от того, что меньше.
Визуальный контроль внутренней поверхности концов труб с высадкой проводят на длине не менее длины высадки, включая переходную зону.
Визуальный контроль не требуется, если применяют другой метод контроля с документированной способностью выявлять дефекты, указанные в 7.11.
Если для удаления дефектов обрезают конец трубы, то после обрезки он должен быть повторно подвергнут такому же контролю внутренней поверхности, как и проведенный ранее.
9.15.4 Действия, принимаемые по выявленным несовершенствам
По поверхностным несовершенствам, выявленным при визуальном контроле, принимают действия в соответствии с 9.16.12 - 9.16.14.
9.16 Неразрушающий контроль
9.16.1 Общие положения
Требования к неразрушающему контролю и уровни контроля труб и трубных заготовок для муфт установлены в 9.16.2 - 9.16.14. Перечень обязательных операций неразрушающего контроля для труб и трубных заготовок для муфт приведен в таблице А.20. Трубы и трубные заготовки для муфт, для которых требуется проведение неразрушающего контроля (кроме визуального контроля), подвергают дефектоскопическому контролю по всей длине (от торца до торца).
Стандартные методы неразрушающего контроля труб являются традиционными проверенными методами и предусматривают процедуры неразрушающего контроля, широко применяемые для контроля трубных изделий во всем мире. Допускается, однако, применение других методов и процедур неразрушающего контроля, способных выявлять дефекты, указанные в 7.11. Записи по неразрушающему контролю должны сохраняться в соответствии с 9.16.8.
По выбору изготовителя искусственные дефекты, приведенные в таблице А.22, могут быть ориентированы под таким углом, чтобы оптимизировать выявление дефектов, типичных для производственного процесса. Для изменения ориентации должно быть разработано документированное техническое обоснование.
Если в заказе указано требование о проведении потребителем приемки труб и/или о присутствии потребителя при проведении неразрушающего контроля, то это должно проводиться в соответствии с приложением С.
Удовлетворительные результаты контроля, проведенного в соответствии с 9.16 с помощью оборудования, калиброванного по искусственным дефектам, указанным в таблице А.22, не следует рассматривать как гарантию соответствия изделий требованиям 7.11.
9.16.2 Персонал по неразрушающему контролю
Все операции неразрушающего контроля по настоящему стандарту, кроме визуального контроля, должен осуществлять персонал по неразрушающему контролю, аттестованный в соответствии с ИСО 11484 или ASNT SNT-TC-1А, ответственность за проведение контроля возлагается на персонал уровня 3, сертифицированный по ASNT SNT-TC-1А или по эквивалентному документу.
9.16.3 Изделия
Если не указано иное, все обязательные операции неразрушающего контроля должны проводиться после окончательной термообработки или для изделий СН после окончательного холодного упрочнения, а также после правки со следующими исключениями:
a) для укороченных труб - в соответствии с 9.16.4;
b) для изделий из стали класса 1 при применении более одного метода неразрушающего контроля - контроль по одному из них (кроме ультразвукового контроля) может проводиться до термообработки и ротационной правки.
9.16.4 Укороченные трубы
Для укороченных труб, изготовленных из обсадных и насосно-компрессорных труб полной длины, обязательный контроль внутренней и наружной поверхностей должен проводиться до или после порезки на конечные длины при условии, что после этого не проводится высадка или термообработка.
9.16.5 Неконтролируемые концы изделий
Небольшие участки с обоих концов изделий остаются не охватываемыми автоматическим неразрушающим контролем, предусмотренным настоящим стандартом. В этих случаях:
a) неконтролируемые концы изделий отрезают;
b) неконтролируемые концы изделий подвергают ручному или полуавтоматическому контролю с достижением не менее чем такой же степени достоверности контроля, как при автоматическом неразрушающем контроле (ИСО 11496);
c) неконтролируемые концы изделий из стали класса 1 подвергают магнитопорошковому контролю наружной и внутренней поверхностей по всему периметру и на всей длине неконтролируемых концов;
d) неконтролируемые концы изделий из материала классов 2, 3 и 4 подвергают капиллярному контролю наружной и внутренней поверхностей по всему периметру и всей длине.
9.16.6 Высаженные концы
Высаженные концы (включая переходную часть высадки) труб всех групп прочности подвергают после окончательной термообработки неразрушающему контролю, предусмотренному в настоящем стандарте, для выявления поперечных и продольных дефектов на наружной и внутренней поверхностях высадки, следуя критериям приемки, приведенным в 7.11.
9.16.7 Стандартные образцы
Для проверки сигнала от искусственных дефектов оборудования ультразвукового и электромагнитного контроля, за исключением контроля расслоений и проверки толщины стенки, следует использовать стандартные образцы с надрезами или отверстиями, указанными в таблице А.22.
Искусственный дефект для выявления расслоений должен представлять собой точеное плоскодонное отверстие на внутренней поверхности изделия площадью не более 260 мм2. Форма искусственного дефекта определяется по усмотрению изготовителя и должна обеспечивать выявление дефектов, типичных для производственного процесса, применяемого изготовителем.
Изготовитель может использовать любые документированные процедуры для установления порога отбраковки при ультразвуковом или электромагнитном контроле при условии, что искусственные дефекты по таблице А.22 могут быть выявлены в динамическом режиме при обычных условиях работы. Такая способность выявлять дефекты должна быть подтверждена в динамическом режиме и по выбору изготовителя в производственном потоке или вне потока.
В таблицах А.23 и А.22 приведены уровни приемки и искусственные дефекты, которые должен использовать изготовитель при установлении пороговых значений отбраковки при контроле труб, имеющих дефекты по 7.11, кроме расслоений. Искусственные дефекты, используемые при автоматическом ультразвуковом или электромагнитом контроле, не должны рассматриваться как дефекты размерами, описанными в 7.11, или использоваться кем-то, кроме изготовителя, в качестве единственного основания для отбраковки труб.
При калибровке оборудования для контроля вихретоковым методом или методом магнитного потока рассеяния система контроля должна показывать сигналы от надрезов на наружной и внутренней поверхностях, равные или превышающие порог отбраковки, установленный с помощью сверленого отверстия. Записи по контролю должны сохраняться в соответствии с 9.16.8.
9.16.8 Записи о возможностях системы неразрушающего контроля
Изготовитель должен сохранять записи о системе неразрушающего контроля, в которых подтверждается проверка ее способности выявлять искусственные дефекты, используемые для установления чувствительности оборудования.
Проверка должна включать:
a) расчет зоны контроля (т.е. план сканирования), включая контроль толщины стенки;
b) пригодность для контролируемой толщины стенки;
c) сходимость;
d) ориентацию преобразователя, обеспечивающую выявление дефектов, типичных для производственного процесса (9.16.1);
e) документацию, подтверждающую, что дефекты, типичные для производственного процесса, выявляются с помощью методов неразрушающего контроля по таблице А.23;
f) параметры установки порогового значения.
Кроме того, изготовитель должен сохранить следующую документацию по:
- рабочим процедурам системы неразрушающего контроля;
- описанию оборудования для неразрушающего контроля;
- информации об аттестации персонала неразрушающего контроля;
- данным динамических испытаний, подтверждающим, что система неразрушающего контроля обладает необходимыми возможностями в условиях производства.
9.16.9 Неразрушающий контроль по всему телу изделий из стали класса 1
Изделия должны подвергаться:
- ультразвуковому контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2 в соответствии с ИСО 9303 или АСТМ Е 213 (продольные несовершенства) и ИСО 9305 или АСТМ Е 213 (поперечные несовершенства) и
- ультразвуковому контролю для выявления расслоений, площадь проекции которых на наружную поверхность составляет не более 260 мм2, в соответствии с ИСО 10124.
Отношение сигнал/шум должно быть не менее 3:1, если иное не согласовано между изготовителем и потребителем.
Примечание - Предпочтительно более высокое минимальное значение, которое может быть указано потребителем.
Кроме того, если это указано в заказе, изделия должны подвергаться для выявления несовершенств на наружной поверхности одному из следующих видов контроля:
a) контролю рассеяния магнитного потока с уровнем приемки L2 в соответствии с ИСО 9402 или АСТМ Е 570 (продольные несовершенства) и ИСО 9598 или АСТМ Е 570 (поперечные несовершенства);
b) вихретоковому контролю с уровнем приемки L2 в соответствии с ИСО 9304 или АСТМ Е 309;
c) магнитопорошковому контролю в соответствии с ИСО 13665 или АСТМ Е 709.
9.16.10 Неразрушающий контроль по всему телу изделий из материала классов 2, 3 и 4
Изделия подвергают:
a) ультразвуковому контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2 в соответствии с ИСО 9303 или АСТМ Е 213 (продольные несовершенства) и ИСО 9305 или АСТМ Е 213 (поперечные несовершенства) и
b) ультразвуковому контролю для выявления расслоений, площадь проекции которых на наружную поверхность составляет не более 260 мм2, в соответствии с ИСО 10124.
Отношение сигнал/шум должно быть не менее 3:1, если иное не согласовано между изготовителем и потребителем.
Примечание - Желательно, чтобы потребитель указал более высокое отношение сигнал/шум, однако для таких сплавов, как UNS N10276, может потребоваться более низкое отношение сигнал/шум.
9.16.11 Трубы и трубные заготовки для муфт, требующие дополнительной оценки
При получении в результате проведения неразрушающего контроля показаний, превышающих пороговый уровень, должна быть проведена оценка полученных показаний в соответствии с 9.16.12, если только не может быть подтверждено, что несовершенства, вызвавшие показания, не являются дефектами, описанными в 7.11.
9.16.12 Оценка показаний
При наличии показания, равного или превышающего порог отбраковки, изготовитель должен оценить его в соответствии с настоящим пунктом или принять действия по этому показанию как по дефекту в соответствии с 9.16.14 оценку показаний проводят специалисты по неразрушающему контролю, аттестованные по уровню 1, под наблюдением специалистов NDE, аттестованных по уровню 2, или инспекторов, сертифицированных по уровню 3, или проводится специалистами NDE, аттестованными по уровню 2, или инспекторами, сертифицированными по уровню 3. Оценка показаний проводится в соответствии с документированными процедурами.
Если в области первоначально полученного показания никакие несовершенства не обнаружены и не найдено объяснение причины возникновения показания, то изделие должно быть забраковано или по выбору изготовителя повторно проконтролировано по всей длине тем же методом контроля или с помощью методов ультразвукового контроля. Оборудование может быть настроено по выбору изготовителя на тот же уровень чувствительности, что и при первоначальном контроле, или на пониженную чувствительность, но соответствующую установленным требованиям.
Для оценки выявленных несовершенств необходимо измерить их глубину одним из следующих способов:
a) с использованием механического измерительного устройства (например, глубиномера, штангенциркуля и т.п.). При зачистке труб шлифованием или иным способом для облегчения измерения глубины несовершенства не должна уменьшаться оставшаяся толщина стенки до значения менее предусмотренного в 7.11.1, перечисление b), при зачистке трубной заготовки для муфт - не должен уменьшаться оставшийся наружный диаметр или толщина стенки ниже минимального значения, указанного в заказе. Резкие изменения толщины стенки, связанные с удалением металла при зачистке, должны быть сглажены;
b) ультразвуковым(и) методом(ами), основанным(и) на измерении времени и/или амплитуды или иным сопоставимым методом. Поверка ультразвукового оборудования должна быть документирована с подтверждением его способности различать несовершенства большего и меньшего размера, чем установленный размер дефекта по 7.11.
Если изготовитель и потребитель не согласны с оценкой результатов контроля, любой из них может потребовать проведения разрушающего контроля изделий; дальнейшие действия в отношении таких изделий приведены в приложении С.
По несовершенствам, признанным дефектами, должны быть приняты действия в соответствии с 9.16.13 и 9.16.14, по применимости.
9.16.13 Действия в отношении труб с дефектами
Несовершенства, соответствующие требованиям к изделиям и имеющие размеры, не превышающие размеры дефектов, указанные в 7.11, допускается не удалять.
Ремонт сваркой не допускается.
В отношении труб с дефектами могут быть приняты следующие действия:
a) проведена абразивная зачистка или механическая обработка.
Абразивная зачистка или механическая обработка закалочных трещин или прожогов не допускается.
Другие дефекты должны быть полностью удалены абразивной зачисткой или механической обработкой, при этом толщина стенки должна оставаться в пределах, указанных в таблице А.17. Радиус зачистки должен исключать резкие изменения толщины стенки трубы. Шероховатость поверхности после местной зачистки или механической обработки должна быть не хуже шероховатости, получаемой при шлифовании абразивным кругом номер 36 по ИСО 525. Толщина стенки после зачистки должна быть проверена на соответствие требованиям 9.9.3 и должна находиться в установленных пределах. Документированные процедуры изготовителя по оценке несовершенств должны учитывать возможность наличия совпадающих дефектов на участке зачистки или механической обработки. После удаления дефекта должен быть проведен повторный контроль участка зачистки по одному из следующих вариантов:
1) тем же методом и при той же чувствительности, что и при первоначальном контроле;
2) капиллярным методом в соответствии с ИСО 12095 или АСТМ Е 165 или для изделий из стали класса 1 магнитопорошковым контролем в соответствии с ИСО 13665 или АСТМ Е 709, или
3) иным методом неразрушающего контроля или комбинацией методов, обладающих такой же или более высокой чувствительностью, чем первоначальный метод неразрушающего контроля.
Если используют вариант 3), то применяемый метод или комбинация методов неразрушающего контроля должна быть документирована с подтверждением чувствительности не ниже, чем у первоначального метода контроля. Кроме того, вариант 3) должен учитывать, что на этом участке могут быть другие совпадающие дефекты;
b) участок трубы с дефектом отрезан с учетом требований к длине изделия;
c) труба забракована.
Трубы с закалочными трещинами должны быть забракованы.
9.16.14 Действия в отношении трубных заготовок для муфт с дефектами
Несовершенства, соответствующие требованиям к изделиям и имеющие размеры, не превышающие размеры дефектов, указанные в 7.11, допускается не удалять. Ремонт сваркой не допускается. В отношении трубной заготовки для муфт с дефектами могут быть приняты следующие действия:
а) проведена абразивная зачистка или механическая обработка.
Абразивная зачистка или механическая обработка закалочных трещин или прожогов не допускается.
Другие дефекты должны быть полностью удалены абразивной зачисткой или механической обработкой, при этом наружный диаметр должен оставаться в допустимых пределах. Абразивная зачистка или механическая обработка должна выполняться таким образом, чтобы зачищенный участок плавно переходил в контур трубной заготовки для муфт. После удаления дефекта необходимо измерить наружный диаметр на участке зачистки для проверки соответствия его установленным требованиям. Должен быть также проведен повторный контроль участка зачистки по одному из следующих вариантов:
1) тем же методом и при той же чувствительности, что и при первоначальном контроле;
2) капиллярным методом в соответствии с ИСО 12095 или АСТМ Е 165 или для изделий из стали класса 1 магнитопорошковым контролем в соответствии с ИСО 13665 или АСТМ Е 709;
3) иным методом неразрушающего контроля или комбинацией методов, обладающих такой же или более высокой чувствительностью, чем первоначальный метод неразрушающего контроля.
Если используют вариант 3), то применяемый метод или комбинация методов неразрушающего контроля должна быть документирована с подтверждением чувствительности не ниже, чем у первоначального метода контроля. Кроме того, вариант 3) должен учитывать, что на этом участке могут быть другие совпадающие дефекты;
b) обозначена область расположения дефекта.
Если дефект не может быть удален с трубной заготовки для муфт при соблюдении допустимых пределов, то область расположения дефекта должна быть обозначена краской в виде полосы по окружности трубной заготовки для муфт, покрывающей всю область расположения дефекта, если длина этой области в продольном направлении не превышает 50 мм; если же длина этой области превышает 50 мм, то ее обозначают перекрещивающимися полосами. Цвет полосы устанавливают по согласованию между изготовителем и потребителем;
c) обрезан участок с дефектом с учетом требований к длине изделия;
d) забракована трубная заготовка для муфт.
Трубные заготовки для муфт с закалочными трещинами должны быть забракованы.
10 Обработка поверхности
10.1 Класс 1
Трубы должны поставляться с внутренней поверхностью после травления или дробеструйной очистки. Дробеструйная очистка должна выполняться с помощью дроби из нержавеющей стали или окиси алюминия.
Уровень дробеструйной очистки должен соответствовать ИСО 8501-1, Sa 2 1/2.
10.2 Классы 2, 3 и 4
Трубы должны поставляться с чистыми наружной и внутренней поверхностями.
Очистка должна включать следующие операции в указанной последовательности:
- обезжиривание (для холоднодеформированных изделий);
- промывку в воде;
- травление;
- окончательную промывку в чистой воде с содержанием ионов хлорида менее 200 мг/л.
Примечание - При низких концентрациях единица измерения миллиграмм/литр примерно эквивалентна ppm (числу частей на миллион), которое не рекомендуется для применения.
В конце цикла очистки вся поверхность трубы должна быть сухой.
11 Маркировка
11.1 Общие положения
Изделия, изготовленные по настоящему стандарту, должны иметь маркировку, выполненную изготовителем в соответствии с настоящим разделом.
Маркировка изделий должна состоять из цветовой маркировки и маркировки данных, выполненной краской. Маркировку клеймением наносят только в том случае, если она указана в заказе.
Расположение, последовательность и размер знаков маркировки должны соответствовать требованиям 11.2 и 11.3. Допускается нанесение дополнительной маркировки, согласованной и указанной в заказе. Знаки маркировки не должны перекрываться и должны наноситься таким образом, чтобы не повредить поверхность изделия.
11.2 Маркировка изделий
11.2.1 Расположение и размер маркировки
Маркировку данных, выполненную клеймением или краской, размещают на наружной поверхности каждого изделия после нанесения цветовой маркировки.
Высота знаков маркировки должна соответствовать указанной в таблице А.24.
11.2.2 Цветовая маркировка
Если в заказе не указано иное, изделия должны иметь следующую цветовую маркировку:
- две полосы - для идентификации марки материала в соответствии с таблицей А.25;
- одна полоса - для идентификации группы прочности в соответствии с таблицей А.26.
Полосы должны располагаться на расстоянии не более 600 мм от конца изделия.
Полосы, идентифицирующие марку материала, располагают рядом с полосой, идентифицирующей группу прочности, как показано на рисунке В.7.
Ширина полос должна быть не менее 25 мм, за исключением муфт с медным покрытием наружной поверхности, для которых максимальная ширина полос должна быть не менее 12,7 мм.
Примечание - Медное покрытие наружной поверхности муфт может привести к снижению адгезии краски и затруднению удаления краски.
Состав краски или чернил не должен оказывать вредное воздействие на изделия.
11.2.3 Маркировка клеймением
Если в заказе указана маркировка клеймением, то она должна быть выполнена скругленными клеймами, вибрационным клеймением или эквивалентным способом и должна включать индивидуальную идентификацию каждого изделия (индивидуальный идентификационный номер).
11.2.4 Маркировка краской или чернилами
Маркировка краской или чернилами должна наноситься в следующей последовательности:
a) наименование или товарный знак изготовителя;
b) обозначение настоящего стандарта;
c) дата изготовления;
d) марка материала и группа прочности;
e) если согласовано (см. 7.2), - буквы TY, после которых наносят согласованное значение вместо 35 МПа;
f) для изделий уровня PSL-2 - знак L2 и номер UNS; для изделий по Е.2 - знак L2A (Е.3 и Е.4, приложение Е);
g) номер плавки;
h) наружный диаметр и толщина стенки;
i) идентификационный номер изделия;
j) длина в миллиметрах, округленная до целого значения, или в метрах с двумя десятичными знаками после запятой;
k) номер контрольной партии при механических и других испытаниях;
l) гидростатическое испытательное давление (МПа); если изделия не подвергались гидростатическому испытанию у изготовителя, указывают два нуля: 00.
После указанной маркировки может быть нанесена дополнительная маркировка, согласованная между изготовителем и потребителем.
11.3 Дата изготовления
Дату изготовления изделий указывают в виде четырехзначного числа, в котором первые два знака соответствуют последним цифрам года, два последние - номеру месяца выполнения маркировки.
12 Защита поверхности изделий из стали класса 1
12.1 Для обеспечения защиты поверхности при транспортировании наружная поверхность изделий должна быть покрыта лаком.
Рекомендуется учитывать следующее:
a) нет необходимости удалять защитное покрытие перед установкой труб в скважину;
b) для правильного нанесения покрытия следует оценивать следующие факторы:
1) чистоту поверхности трубы;
2) температуру нанесения покрытия;
После высушивания на торцы труб должны быть установлены предохранительные приспособления или внутренняя поверхность изделий должна быть защищена каким-либо другим способом, однако предохранительные приспособления должны иметь вентиляционное отверстие для предотвращения образования конденсата внутри изделия.
12.2 Наружное и внутреннее защитные покрытия и торцевые предохранительные приспособления для длительного хранения должны быть согласованы между изготовителем и потребителем.
13 Документация
13.1 Электронные данные
Протоколы испытаний, документы о приемочном контроле и другие документы, используемые в электронной форме или распечатанные из системы электронного обмена данными (EDI), должны иметь такую же силу, как и соответствующие документы, напечатанные изготовителем на бумажном носителе. Содержание таких документов должно соответствовать требованиям настоящего стандарта и действующим соглашениям между изготовителем и покупателем относительно EDI.
13.2 Сохранение записей
Контроль и испытания, требующие сохранения записей, перечислены в таблице А.20. Изготовитель должен сохранять эти записи, и они должны быть доступны по требованию потребителя в течение трех лет с момента продажи изделий изготовителем.
13.3 Документ о качестве
Документ о качестве изготовителя должен содержать ссылку на настоящий стандарт, по которому изготовлены изделия, год его утверждения и уровень PSL. Для каждой позиции заказа на поставку изготовитель должен указать в нем следующие данные, если это применимо:
a) заданный наружный диаметр, толщину стенки, класс материала, марку материала, группу прочности, номер материала по UNS (если применимо), способ производства, вид термообработки или способ холодной деформации, количество труб в плавке или контрольной партии;
b) минимальную температуру отпуска, допустимую по документированной процедуре термообработки для каждой партии изделий, подвергаемых закалке и отпуску;
c) химический состав (плавки и изделий) с указанием массовой доли в процентах всех элементов, которые имеют ограничения или должны быть указаны по настоящему стандарту;
d) результаты испытания на растяжение, требуемые по настоящему стандарту, включая предел текучести, предел прочности и удлинение, с указанием ориентации образцов.
Должна быть указана номинальная ширина образца для испытаний, если применялся образец в виде полосы, диаметр и расчетная длина, если применялся цилиндрический образец, или должно быть указано, что применялись образцы полного сечения;
e) результаты испытания на ударный изгиб, включая критерии испытания, размер, расположение и ориентацию образцов, номинальную температуру испытания, измеренную работу удара для каждого образца и среднее значение работы удара для каждого комплекта образцов, если такие испытания требуются по настоящему стандарту;
f) результаты контроля твердости, включая каждое значение твердости по Роквеллу и среднее значение твердости, критерий испытания и расположение образца;
g) результаты испытания на сплющивание;
h) результаты контроля микроструктуры, если применимо, содержание дельта-феррита, объемную долю феррита и/или процентное содержание сигма-фазы;
i) минимальное испытательное гидростатическое давление и продолжительность испытания;
j) результаты визуального контроля;
k) результаты неразрушающего контроля с указанием применяемого метода контроля (ультразвуковой, электромагнитный или магнитопорошковый), типа (ориентация, наружный или внутренний) и размера применяемого искусственного дефекта;
l) указание о соответствии установленным требованиям каждого геометрического параметра изделий, в том числе диаметра, толщины стенки, длины, прямолинейности, отделки концов (перпендикулярность торцов), а также массы и результатов контроля оправкой;
m) результаты всех испытаний или контроля, проводимых по требованию потребителя.
14 Погрузочно-разгрузочные операции, упаковка и хранение
14.1 Общие положения
Погрузочно-разгрузочные операции, упаковка и хранение должны соответствовать группе прочности изделий и требованиям к транспортированию и хранению, а также требованиям заказа на поставку.
14.2 Погрузочно-разгрузочные операции
Схема погрузки должна предотвращать повреждение изделий при перемещении. Не допускается применение крюков или подобных подъемных приспособлений для зацепления за концы изделий, также для изделий из материала классов 2, 3 и 4 не допускается контакт изделий с железосодержащими металлическими материалами.
14.3 Упаковка
14.3.1 Общие положения
Изделия упаковывают в ящики или по согласованию между изготовителем и потребителем в другую транспортную тару. Для предотвращения контакта между изделиями следует применять пластмассовые или другие прокладки, между изделиями и деревянными материалами - полимерную пленку толщиной не менее 0,2 мм. Должны быть приняты необходимые меры предосторожности для предотвращения образования конденсата под полимерной пленкой.
Материал упаковки должен предотвращать контакт изделий с железом.
14.3.2 Маркировка
На упаковке должны быть указаны:
a) наименование или товарный знак изготовителя;
b) вид изделий и обозначение настоящего стандарта;
c) марка материала и группа прочности;
d) уровень требований к изделиям PSL;
e) размеры;
f) количество изделий;
g) масса-брутто;
h) номер заказа;
i) наименование и адрес потребителя.
14.4 Хранение
Изделия до отправки их потребителю или дальнейшей механической обработки следует хранить в закрытом сухом месте, где нет таких источников загрязнения, как металлическая пыль, брызги морской воды или прямой доступ воды.
На поверхности изделий не должно быть коррозии и потребителю не должны поставляться изделия с коррозией.
Ящики или другая транспортная тара должны быть размещены не ниже 100 мм от пола. При погрузке необходимо соблюдать меры предосторожности для исключения повреждения упаковки и защитных приспособлений.
Приложение А
(обязательное)
Таблица А.1 - Способ производства, исходная заготовка, способ деформации и вид термической обработки изделий
|
Исходная заготовка |
Способ окончательной деформации |
Состояние поставки изделий |
Обозначение |
|
Слиток или непрерывно-литая заготовка, катаная или кованая заготовка |
Горячая деформация: - горячая прокатка - горячее прессование |
После закалки и отпуска |
QT |
|
После отжига |
SA |
||
|
Слиток или непрерывно-литая заготовка, катаная или кованая, или механически обработанная заготовка |
Холодная деформацияa: - холодное волочение - холодная прокатка |
После холодной деформации |
СН |
|
После отжига |
SA |
||
|
Горячедеформированная трубная заготовка |
Холодная деформацияa: - холодное волочение - холодная прокатка |
После холодной деформации |
СН |
|
После отжига |
SA |
||
|
a Для изделий в состоянии поставки после холодной деформации должна использоваться заготовка, коэффициент деформации которой от исходного слитка или непрерывно-литой заготовки до окончательной горячей деформации или термической обработки должен быть не менее 3:1. |
|||
Таблица А.2 - Химический состав сталей и сплавов для изделий уровня PSL-1
Таблица А.3 - Механические свойства при комнатной температуре
|
Состояние поставки |
Предел текучести σ0,2, МПа |
Предел прочностиa σа, МПа, не менее |
Удлинениеb δ, %, не менее |
Среднее значение твердости HRC, не более |
||||
|
Класс |
Марка |
Группа прочности |
не менее |
не более |
||||
|
1 |
02Х13Н5М2 |
80 |
HF или QT |
552 |
655 |
621 |
b |
27 |
|
95 |
HF или QT |
655 |
758 |
724 |
b |
28 |
||
|
110 |
HF или QT |
758 |
965 |
793 |
b |
32 |
||
|
03X13Н |
80 |
HF или QT |
552 |
655 |
655 |
b |
23 |
|
|
95 |
HF или QT |
655 |
758 |
724 |
b |
26 |
||
|
110 |
HF или QT |
758 |
965 |
827 |
b |
32 |
||
|
2 |
02Х22Н5М3 |
65 |
SA |
448 |
621 |
621 |
25 |
26 |
|
110 |
СН |
758 |
965 |
862 |
11 |
36 |
||
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
02Х25Н7М3 |
75 |
SA |
517 |
689 |
621 |
25 |
26 |
|
|
110 |
СН |
758 |
965 |
862 |
11 |
36 |
||
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
02Х25Н7М4 |
80 |
SA |
552 |
724 |
758 |
20 |
28 |
|
|
90 |
SA |
621 |
724 |
793 |
20 |
30 |
||
|
110 |
СН |
758 |
965 |
862 |
12 |
36 |
||
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
04Х26Н5М3 |
80 |
SA |
552 |
724 |
758 |
20 |
28 |
|
|
90 |
SA |
621 |
724 |
793 |
20 |
30 |
||
|
110 |
СН |
758 |
965 |
862 |
12 |
36 |
||
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
3 |
02Х27Н31М4 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
02Х25Н32М3 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
03Х22Н35М4 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
4 |
02X21Н42М3 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
02Х22Н50М7 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
03Х25Н50М6 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
01Х20Н54М9 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
02Х22Н52М11 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
01Х15Н60М16 |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
||
|
а Требование к соотношению предела прочности и предела текучести материала приведено в 7.2. b δ = 1944(A0,2/σв0,9), где δ - минимальное удлинение, %, на расчетной длине 50,0 мм; А - площадь поперечного сечения образца для испытания на растяжение, мм2, рассчитанная по номинальному наружному диаметру и ширине образца или номинальной толщине стенки, округленная до 10 мм2 или равная 490 мм2, в зависимости от того, что меньше; σв - установленный минимальный предел прочности, МПа. Примечание - Обозначение группы прочности означает минимальный предел текучести материала, ksi, где 1 ksi = 1000 psi = 6,89476 (6,895) МПа. |
||||||||
Таблица А.4 - Допустимый разброс среднего значения твердости
|
Толщина стенки t, мм |
Допустимый разброс среднего значения твердости HRC |
|
|
в состоянии после холодной прокатки |
в другом состоянии |
|
|
До 9,0 |
3 |
3 |
|
От 9,0 до 12,7 |
4 |
3 |
|
От 12,7 до 19,05 |
5 |
4 |
|
От 19,05 до 25,4 |
6 |
5 |
|
От 25,4 |
6 |
6 |
Таблица А.5 - Допустимые размеры образцов для испытания на ударный изгиб и понижающий коэффициент для расчета работы удара
|
Тип образца |
Размеры образца, мм |
Понижающий коэффициент |
|
Полный размер |
10,0×10,0 |
1,00 |
|
3/4 размера |
10,0×7,5 |
0,80 |
|
1/2 размера |
10,0×5,0 |
0,55 |
Таблица А.6 - Порядок выбора образцов по ориентации и размеру
|
Порядок выбора |
Ориентация |
Размер |
|
1 |
Поперечная |
Полный размер |
|
2 |
Поперечная |
3/4 размера |
|
3 |
Поперечная |
|
|
4 |
Продольная |
Полный размерa |
|
5 |
Продольная |
3/4 размераa |
|
6 |
Продольная |
1/2 размераa |
|
a Если для изделий из материала классов 2, 3 и 4 не может быть проведено испытание на ударный изгиб на поперечных образцах менее 1/2 размера, то должно быть проведено испытание на сплющивание. |
||
Таблица А.7 - Требования к размерам поперечных образцов для испытания на ударный изгиб
|
Наружный диаметр, мм |
Расчетная толщина стенки, мм, необходимая для изготовления поперечных образцов для испытания на ударный изгиб |
||
|
полного размера |
3/4 размера |
1/2 размера |
|
|
88,90 |
20,53 |
18,03 |
15,53 |
|
101,60 |
19,09 |
16,59 |
14,09 |
|
114,30 |
18,05 |
15,55 |
13,05 |
|
127,00 |
17,26 |
14,76 |
12,26 |
|
139,70 |
16,64 |
14,14 |
11,64 |
|
168,28 |
15,62 |
13,12 |
10,62 |
|
177,80 |
15,36 |
12,86 |
10,36 |
|
193,68 |
14,99 |
12,49 |
9,99 |
|
196,85 |
14,92 |
12,42 |
9,92 |
|
219,08 |
14,51 |
12,01 |
9,51 |
|
244,48 |
14,13 |
11,63 |
9,13 |
|
273,05 |
13,80 |
11,30 |
8,80 |
|
298,45 |
13,56 |
11,06 |
8,56 |
|
339,72 |
13,24 |
10,74 |
8,24 |
|
Примечание - Указанные размеры приведены с учетом припуска на механическую обработку: 0,50 мм - по внутреннему диаметру и 0,50 мм - по наружному диаметру. |
|||
Таблица А.8 - Требования к размерам продольных образцов для испытания на ударный изгиб
|
Наружный диаметр, мм |
Расчетная толщина стенки, мм, необходимая для изготовления продольных образцов |
||
|
полного размера |
3/4 размера |
1/2 размера |
|
|
26,67 |
11,97 |
9,47 |
6,97 |
|
33,40 |
11,77 |
9,27 |
6,77 |
|
42,16 |
11,60 |
9,10 |
6,60 |
|
48,26 |
11,52 |
9,02 |
6,52 |
|
52,40 |
11,48 |
8,98 |
6,48 |
|
60,32 |
11,42 |
8,92 |
6,42 |
|
73,02 |
11,34 |
8,84 |
6,34 |
|
88,90 |
11,28 |
8,78 |
6,28 |
|
101,60 |
11,25 |
8,75 |
6,25 |
|
114,30 |
11,22 |
8,72 |
6,22 |
|
127,00 |
11,20 |
8,70 |
6,20 |
|
139,70 |
11,18 |
8,68 |
6,18 |
|
168,28 |
11,15 |
8,65 |
6,15 |
|
177,80 |
11,14 |
8,64 |
6,14 |
|
193,68 |
11,13 |
8,63 |
6,13 |
|
196,85 |
11,13 |
8,63 |
6,13 |
|
219,08 |
11,11 |
8,61 |
6,11 |
|
244,48 |
11,10 |
8,60 |
6,10 |
|
273,05 |
11,09 |
8,59 |
6,09 |
|
298,45 |
11,08 |
8,58 |
6,08 |
|
339,72 |
11,07 |
8,57 |
6,07 |
|
Примечание - Расчетная толщина стенки приведена с учетом припусков на механическую обработку: 0,50 мм - по внутреннему диаметру и 0,50 мм - по наружному диаметру. |
|||
Таблица А.9 - Требования к работе удара при испытании на ударный изгиб в поперечном направлении трубных заготовок для муфт из стали класса 1
|
Критическая толщина стенки для групп прочностиa, мм, не более |
Работа удара в поперечном направлении, Дж, не менее |
||
|
80 |
95 |
110 |
|
|
41,73 |
34,61 |
24,89 |
40 |
|
- |
- |
25,77 |
41 |
|
а Для толщины стенки, превышающей указанную в настоящей таблице, работа удара должна быть рассчитана по формуле, учитывающей критическую толщину стенки и группу прочности. |
|||
Таблица А.10 - Требования к работе удара при испытании на ударный изгиб в продольном направлении для трубных заготовок для муфт из стали класса 1
|
Критическая толщина стенки для групп прочностиa, мм, не более |
Работа удара в продольном направлении, Дж, не менее |
||
|
80 |
95 |
110 |
|
|
41,73 |
34,61 |
24,89 |
40 |
|
- |
- |
25,77 |
41 |
|
а Для толщины стенки, превышающей указанную в настоящей таблице, работа удара должна быть рассчитана по формуле, учитывающей критическую толщину стенки и группу прочности. |
|||
Таблица А.11 - Требования к работе удара при испытании на ударный изгиб в поперечном направлении для трубных заготовок для муфт из материала классов 2, 3 и 4
|
Критическая толщина стенки для групп прочностиa, мм, не более |
Работа удара в поперечном направлении, Дж, не менее |
|||||
|
65 |
75 |
80 и 90 |
110 |
125 |
140 |
|
|
26,85 |
23,15 |
21,51 |
13,48 |
11,86 |
10,45 |
27 |
|
24,38 |
22,69 |
14,35 |
12,68 |
11,22 |
28 |
|
|
25,61 |
23,86 |
15,23 |
13,50 |
11,99 |
29 |
|
|
25,03 |
16,11 |
14,32 |
12,76 |
30 |
||
|
26,20 |
16,99 |
15,14 |
13,53 |
31 |
||
|
17,87 |
15,96 |
14,30 |
32 |
|||
|
18,75 |
16,78 |
15,06 |
33 |
|||
|
19,62 |
17,60 |
15,83 |
34 |
|||
|
20,50 |
18,42 |
16,60 |
35 |
|||
|
21,38 |
19,24 |
17,37 |
36 |
|||
|
22,26 |
20,06 |
18,14 |
37 |
|||
|
23,14 |
20,88 |
18,91 |
38 |
|||
|
24,01 |
21,70 |
19,67 |
39 |
|||
|
24,89 |
22,52 |
20,44 |
40 |
|||
|
25,77 |
23,34 |
21,21 |
41 |
|||
|
24,16 |
21,98 |
42 |
||||
|
24,98 |
22,75 |
43 |
||||
|
25,80 |
23,52 |
44 |
||||
|
24,28 |
45 |
|||||
|
25,05 |
46 |
|||||
|
25,82 |
47 |
|||||
|
а Для толщины стенки, превышающей указанную в настоящей таблице, работа удара должна быть рассчитана по формуле, учитывающей критическую толщину стенки и группу прочности. |
||||||
Таблица А.12 - Требования к работе удара при испытании на ударный изгиб в поперечном направлении для труб из стали класса 1
|
Заданная толщина стенки для групп прочностиa, мм, не более |
Работа удара в поперечном направлении, Дж, не менее |
||
|
80 |
95 |
110 |
|
|
51,50 |
41,73 |
34,61 |
40 |
|
а Толщина стенки, превышающая стандартную, приведена здесь для справки, для специальных случаев применения. Для толщины стенки, превышающей указанную в настоящей таблице, работу удара рассчитывают по формуле, учитывающей критическую толщину стенки и группу прочности. |
|||
Таблица А.13 - Требования к работе удара при испытании на ударный изгиб в продольном направлении для труб из стали класса 1
|
Заданная толщина стенки для групп прочностиa, мм, не более |
Работа удара в продольном направлении, Дж, не менее |
||
|
80 |
95 |
110 |
|
|
51,50 |
41,73 |
34,61 |
40 |
|
а Толщина стенки, превышающая стандартную, приведена здесь для справки, для специальных случаев применения. Для толщины стенки, превышающей указанную в настоящей таблице, работу удара рассчитывают по формуле, учитывающей критическую толщину стенки и группу прочности. |
|||
Таблица А.14 - Требования к работе удара при испытании на ударный изгиб в поперечном направлении для труб из материала классов 2, 3 и 4
|
Заданная толщина стенки для групп прочностиa, мм |
Работа удара в поперечном направлении, Дж, не менее |
||||||
|
65 |
75 |
80 |
90 |
110 |
125 |
140 |
|
|
41,35 |
34,40 |
31,54 |
26,85 |
20,07 |
16,36 |
13,48 |
27 |
|
21,19 |
17,34 |
14,35 |
28 |
||||
|
22,31 |
18,33 |
15,23 |
29 |
||||
|
23,43 |
19,31 |
16,11 |
30 |
||||
|
24,54 |
20,29 |
16,99 |
31 |
||||
|
25,66 |
21,28 |
17,87 |
32 |
||||
|
22,26 |
18,75 |
33 |
|||||
|
23,24 |
19,62 |
34 |
|||||
|
24,23 |
20,50 |
35 |
|||||
|
25,21 |
21,38 |
36 |
|||||
|
26,19 |
22,26 |
37 |
|||||
|
23,14 |
38 |
||||||
|
24,01 |
39 |
||||||
|
24,89 |
40 |
||||||
|
25,77 |
41 |
||||||
|
а Толщина стенки, превышающая стандартную, приведена здесь для справки, для специальных случаев применения. Для толщины стенки, превышающей указанную в настоящей таблице, работу удара рассчитывают по формуле, учитывающей критическую толщину стенки и группу прочности. |
|||||||
Таблица А.15 - Размеры и масса труб
|
Наружный диаметр D, мм |
Толщина стенки t, мм |
Внутренний диаметрa d, мм |
Диаметр оправкиb, мм |
Диаметр альтернативной оправки, мм |
Массас 1 м трубы, кг/м |
|
26,67 |
2,87 |
20,93 |
18,55 |
- |
1,68 |
|
26,67 |
3,91 |
18,85 |
16,47 |
- |
2,19 |
|
33,40 |
3,38 |
26,64 |
24,26 |
- |
2,50 |
|
33,40 |
4,55 |
24,30 |
21,92 |
- |
3,24 |
|
42,16 |
3,18 |
35,80 |
33,42 |
- |
3,06 |
|
42,16 |
3,56 |
35,04 |
32,66 |
- |
3,39 |
|
42,16 |
4,85 |
32,46 |
30,08 |
- |
4,46 |
|
48,26 |
3,18 |
41,90 |
39,52 |
- |
3,54 |
|
48,26 |
3,68 |
40,90 |
38,52 |
- |
4,05 |
|
48,26 |
5,08 |
38,10 |
35,72 |
- |
5,41 |
|
48,26 |
6,35 |
35,56 |
33,18 |
- |
6,56 |
|
48,26 |
7,62 |
33,02 |
30,64 |
- |
7,64 |
|
60,32 |
4,24 |
51,84 |
49,46 |
- |
5,86 |
|
60,32 |
4,83 |
50,66 |
48,28 |
- |
6,61 |
|
60,32 |
6,45 |
47,42 |
45,04 |
- |
8,57 |
|
60,32 |
7,49 |
45,34 |
42,96 |
- |
9,76 |
|
60,32 |
8,53 |
43,26 |
40,88 |
- |
10,89 |
|
73,02 |
5,51 |
62,00 |
59,62 |
- |
9,17 |
|
73,02 |
7,01 |
59,00 |
56,62 |
- |
11,41 |
|
73,02 |
7,82 |
57,38 |
55,00 |
- |
12,57 |
|
73,02 |
8,64 |
55,74 |
53,36 |
- |
13,72 |
|
73,02 |
9,96 |
53,10 |
50,72 |
- |
15,49 |
|
73,02 |
11,18 |
50,66 |
48,28 |
- |
17,05 |
|
88,90 |
5,49 |
77,92 |
74,74 |
- |
11,29 |
|
88,90 |
6,45 |
76,00 |
72,82 |
- |
13,12 |
|
88,90 |
7,34 |
74,22 |
71,04 |
- |
14,76 |
|
88,90 |
9,52 |
69,86 |
66,68 |
- |
18,64 |
|
88,90 |
10,92 |
67,06 |
63,88 |
- |
21,00 |
|
88,90 |
12,09 |
64,72 |
61,54 |
- |
22,90 |
|
88,90 |
13,46 |
61,98 |
58,80 |
- |
25,04 |
|
101,60 |
5,74 |
90,12 |
86,94 |
- |
13,57 |
|
101,60 |
6,65 |
88,30 |
85,12 |
- |
15,57 |
|
101,60 |
8,38 |
84,84 |
81,66 |
- |
19,27 |
|
101,60 |
10,54 |
80,52 |
77,34 |
- |
23,67 |
|
101,60 |
12,70 |
76,20 |
73,02 |
- |
27,84 |
|
101,60 |
15,49 |
70,62 |
67,44 |
- |
32,89 |
|
114,30 |
5,21 |
103,88 |
100,70 |
- |
14,02 |
|
114,30 |
5,69 |
102,92 |
99,74 |
- |
15,24 |
|
114,30 |
6,35 |
101,60 |
98,42 |
- |
16,91 |
|
114,30 |
6,88 |
100,54 |
97,36 |
- |
18,23 |
|
114,30 |
7,37 |
99,56 |
96,38 |
- |
19,44 |
|
114,30 |
8,56 |
97,18 |
94,00 |
- |
22,32 |
|
114,30 |
9,65 |
95,00 |
91,82 |
- |
24,90 |
|
114,30 |
10,92 |
92,46 |
89,28 |
- |
27,84 |
|
114,30 |
12,70 |
88,90 |
85,72 |
- |
31,82 |
|
114,30 |
14,22 |
85,86 |
82,68 |
- |
35,10 |
|
114,30 |
16,00 |
82,30 |
79,12 |
- |
38,79 |
|
127,00 |
5,59 |
115,82 |
112,64 |
- |
16,74 |
|
127,00 |
6,43 |
114,14 |
110,96 |
- |
19,12 |
|
127,00 |
7,52 |
111,96 |
106,78 |
- |
22,16 |
|
127,00 |
9,19 |
108,62 |
105,44 |
- |
26,70 |
|
127,00 |
11,10 |
104,80 |
101,62 |
- |
31,73 |
|
127,00 |
12,14 |
102,72 |
99,54 |
- |
34,39 |
|
127,00 |
12,70 |
101,60 |
98,42 |
- |
35,80 |
|
139,70 |
6,20 |
127,30 |
124,12 |
- |
20,41 |
|
139,70 |
6,98 |
125,74 |
122,56 |
- |
22,85 |
|
139,70 |
7,72 |
124,26 |
121,08 |
- |
25,13 |
|
139,70 |
9,17 |
121,36 |
118,18 |
- |
29,52 |
|
139,70 |
10,54 |
118,62 |
115,44 |
- |
33,57 |
|
139,70 |
12,70 |
114,30 |
111,12 |
- |
39,78 |
|
139,70 |
14,27 |
111,16 |
107,98 |
- |
44,14 |
|
139,70 |
15,88 |
107,94 |
104,76 |
- |
48,49 |
|
139,70 |
17,45 |
104,80 |
101,62 |
- |
52,61 |
|
139,70 |
19,05 |
101,60 |
98,42 |
- |
56,68 |
|
139,70 |
20,62 |
96,46 |
95,28 |
- |
60,55 |
|
139,70 |
22,22 |
95,26 |
92,08 |
- |
64,38 |
|
168,28 |
7,32 |
153,64 |
150,46 |
- |
29,06 |
|
168,28 |
8,94 |
150,40 |
147,22 |
- |
35,13 |
|
168,28 |
10,59 |
147,10 |
143,92 |
- |
41,18 |
|
168,28 |
12,06 |
144,16 |
140,98 |
- |
46,46 |
|
177,80 |
5,87 |
166,06 |
162,88 |
- |
24,89 |
|
177,80 |
6,91 |
163,98 |
160,80 |
- |
29,12 |
|
177,80 |
8,05 |
161,70 |
158,52 |
158,75 |
33,70 |
|
177,80 |
9,19 |
159,42 |
156,24 |
- |
38,21 |
|
177,80 |
10,36 |
157,08 |
153,90 |
- |
42,78 |
|
177,80 |
11,51 |
154,78 |
151,60 |
152,40 |
47,20 |
|
177,80 |
12,65 |
152,50 |
149,32 |
- |
51,52 |
|
177,80 |
13,72 |
150,36 |
147,18 |
- |
55,52 |
|
177,80 |
15,88 |
146,04 |
142,86 |
- |
63,41 |
|
177,80 |
17,45 |
142,90 |
139,72 |
- |
69,01 |
|
177,80 |
19,05 |
139,70 |
136,52 |
- |
74,58 |
|
177,80 |
20,62 |
136,56 |
133,38 |
- |
79,93 |
|
177,80 |
22,22 |
133,36 |
130,18 |
- |
85,25 |
|
193,68 |
7,62 |
178,44 |
175,26 |
- |
34,96 |
|
193,68 |
8,33 |
177,02 |
173,84 |
- |
38,08 |
|
193,68 |
9,52 |
174,64 |
171,46 |
- |
43,24 |
|
193,68 |
10,92 |
171,84 |
168,66 |
- |
49,22 |
|
193,68 |
12,70 |
168,28 |
165,10 |
- |
56,68 |
|
193,68 |
14,27 |
165,14 |
161,96 |
- |
63,14 |
|
193,68 |
15,11 |
163,46 |
160,28 |
- |
66,54 |
|
193,68 |
15,88 |
161,92 |
158,74 |
- |
69,63 |
|
193,68 |
17,45 |
158,78 |
155,60 |
- |
75,84 |
|
193,68 |
19,05 |
155,58 |
152,40 |
- |
82,04 |
|
196,85 |
15,11 |
166,63 |
163,45 |
165,10 |
67,72 |
|
219,08 |
6,71 |
205,66 |
202,48 |
- |
35,14 |
|
219,08 |
7,72 |
203,64 |
200,46 |
- |
40,24 |
|
219,08 |
8,94 |
201,20 |
198,02 |
200,02 |
46,33 |
|
219,08 |
10,16 |
198,76 |
195,58 |
- |
52,35 |
|
219,08 |
11,43 |
196,22 |
193,04 |
193,68 |
58,53 |
|
219,08 |
12,70 |
193,68 |
190,50 |
- |
64,64 |
|
219,08 |
14,15 |
190,78 |
187,60 |
- |
71,51 |
|
244,48 |
7,92 |
228,64 |
224,67 |
- |
46,20 |
|
244,48 |
8,94 |
226,60 |
222,63 |
- |
51,93 |
|
244,48 |
10,03 |
224,42 |
220,45 |
222,25 |
57,99 |
|
244,48 |
11,05 |
222,38 |
218,41 |
- |
63,61 |
|
244,48 |
11,99 |
220,50 |
216,53 |
- |
68,75 |
|
244,48 |
13,84 |
216,80 |
212,83 |
215,90 |
78,72 |
|
244,48 |
15,11 |
214,26 |
210,29 |
212,75 |
85,47 |
|
244,48 |
15,47 |
213,54 |
209,57 |
- |
87,37 |
|
244,48 |
17,07 |
210,34 |
206,37 |
- |
95,73 |
|
244,48 |
18,64 |
207,20 |
203,23 |
- |
103,82 |
|
244,48 |
20,24 |
204,00 |
200,03 |
- |
111,93 |
|
273,05 |
7,09 |
258,87 |
254,90 |
- |
46,50 |
|
273,05 |
8,89 |
255,27 |
251,30 |
- |
57,91 |
|
273,05 |
10,16 |
252,73 |
248,76 |
250,82 |
65,87 |
|
273,05 |
11,43 |
250,19 |
246,22 |
- |
73,75 |
|
273,05 |
12,57 |
247,91 |
243,94 |
244,48 |
80,75 |
|
273,05 |
13,84 |
245,37 |
241,40 |
- |
88,47 |
|
273,05 |
15,11 |
242,83 |
238,86 |
- |
96,12 |
|
273,05 |
17,07 |
238,91 |
234,94 |
- |
107,76 |
|
273,05 |
18,64 |
235,77 |
231,80 |
- |
116,95 |
|
273,05 |
20,24 |
232,57 |
228,60 |
- |
126,19 |
|
298,45 |
8,46 |
281,53 |
277,56 |
279,40 |
60,50 |
|
298,45 |
9,52 |
279,41 |
275,44 |
- |
67,83 |
|
298,45 |
11,05 |
276,35 |
272,38 |
- |
78,32 |
|
298,45 |
12,42 |
273,61 |
269,64 |
269,88 |
87,61 |
|
298,45 |
13,56 |
271,33 |
267,36 |
269,88 |
95,27 |
|
298,45 |
14,78 |
268,89 |
264,92 |
- |
103,40 |
|
339,72 |
8,38 |
322,96 |
318,99 |
- |
68,48 |
|
339,72 |
9,65 |
320,42 |
316,45 |
- |
78,55 |
|
339,72 |
10,92 |
317,88 |
313,91 |
- |
88,55 |
|
339,72 |
12,19 |
315,34 |
311,37 |
- |
98,47 |
|
339,72 |
13,06 |
313,60 |
309,63 |
311,15 |
105,21 |
|
a d = D - 2t. b Диаметр оправки - см. таблицу А.18. c т = 0,0246615(D - t)t; коэффициенты для расчета массы 1 м труб из материала различных классов - см. 8.1.1. |
|||||
В метрах
|
Вид труб |
Группа 1 (Г1) |
Группа 2 (Г2) |
Группа 3 (Г3) |
|
|
Обсадные и насосно-компрессорные |
Общий интервал длин, включ. |
4,88 - 7,62 |
7,62 - 10,36 |
10,36 - 14,63 |
|
Максимально допустимое отклонение для 100 % изделий для каждых 18 т позиции заказа |
1,52 |
|||
|
Укороченные |
Длинаa |
0,61; 0,91; 1,22; 1,83; 2,44; 3,05; 3,66 |
||
|
Предельное отклонение |
±0,076 |
|||
|
Трубные заготовки для муфт |
По согласованию |
|||
|
а По согласованию между изготовителем и потребителем укороченные трубы могут поставляться длиной от 0,61 до 0,91 м. По согласованию между изготовителем и потребителем могут поставляться укороченные трубы другой длины, чем указана в настоящей таблице. |
||||
Таблица А.17 - Предельные отклонения размеров и массы труб
|
Наружный диаметр D, мм |
Предельное отклонение при состоянии поставки |
|||||
|
наружного диаметраa |
толщины стенки |
массыb |
||||
|
QT, HF, SA |
СН |
QT, HF, SA |
СН |
QT, HF, SA |
СН |
|
|
До 114,3 |
±0,79 мм |
±0,79 мм |
-12,5 % |
-10 % |
|
|
|
От 114,3 |
|
|
-12,5 % |
-10 % |
|
|
|
а Овальность должна быть в пределах отклонений наружного диаметра. b Предельные отклонения для одной трубы. Для каждых 18 т позиции заказа предельное отклонение не должно превышать 1,75 %. |
||||||
Таблица А.18 - Размеры стандартных оправок
В миллиметрах
|
Вид труб |
Наружный диаметр труб D |
Размеры оправки, не менее |
|
|
Длина |
Диаметр |
||
|
Обсадные |
До 219,08 включ. |
152 |
d - 3,18 |
|
Св. 219,08 |
305 |
d - 3,97 |
|
|
Насосно-компрессорные |
До 73,03 включ. |
1067 |
d - 2,38 |
|
Св. 73,03 |
1067 |
d - 3,18 |
|
|
Примечание - Значения d указаны в таблице А.15. |
|||
Таблица А.19 - Размеры альтернативных оправок
|
Наружный диаметр труб D, мм |
Толщина стенки труб t, мм |
Размеры оправки, мм, не менее |
Масса 1 м труб, кг/м |
|
|
Длина |
Диаметр |
|||
|
177,80 |
8,05 |
152 |
158,75 |
33,70 |
|
177,80 |
11,51 |
152 |
152,40 |
47,20 |
|
196,85 |
15,11 |
152 |
165,10 |
67,72 |
|
219,08 |
8,94 |
152 |
200,02 |
46,33 |
|
219,08 |
11,43 |
152 |
193,68 |
58,53 |
|
244,48 |
10,03 |
305 |
222,25 |
57,99 |
|
244,48 |
13,84 |
305 |
215,90 |
78,72 |
|
244,48 |
15,11 |
305 |
212,75 |
85,47 |
|
273,05 |
10,16 |
305 |
250,82 |
65,87 |
|
273,05 |
12,57 |
305 |
244,48 |
80,75 |
|
298,45 |
8,46 |
305 |
279,40 |
60,50 |
|
298,45 |
12,42 |
305 |
269,88 |
87,61 |
|
298,45 |
13,56 |
305 |
269,88 |
95,27 |
|
339,72 |
13,06 |
305 |
311,15 |
105,21 |
Таблица А.20 - Вид и периодичность испытаний труб
|
Вид испытания или контроля |
Требования к испытаниюa |
Периодичность испытанияb |
Метод испытаний |
Требования |
|
|
Анализ плавки |
od |
1 на плавку |
|||
|
Анализ изделия |
Выплавка без переплава |
od |
2 на плавку |
||
|
Выплавка с переплавом |
od |
1 на слиток |
|||
|
Испытание на растяжение при комнатной температуре |
od |
1 на партиюc |
|||
|
Испытание на растяжение при повышенной температуре |
нd |
1 на партиюc |
|||
|
Контроль твердости |
od |
1 серия на партиюc |
|||
|
Испытание на ударный изгиб или на сплющивание |
od |
||||
|
Контроль микроструктуры |
od |
1 на партиюc |
|||
|
Визуальный контроль |
o |
Каждое изделие |
|||
|
Гидростатическое испытание |
od (нh)d |
Каждая труба |
|||
|
Контроль размеров: |
|||||
|
наружного диаметра |
о |
Оба конца каждого изделия |
|||
|
толщины стенки |
o |
Оба конца каждого изделия |
|||
|
контроль оправкойe |
o |
Каждая труба |
|||
|
длины |
o |
Каждое изделие |
Таблица А.16 |
||
|
прямолинейности |
o |
Каждая труба |
|||
|
Контроль массы |
o |
Каждое изделие |
|||
|
Неразрушающий контроль: |
|||||
|
UT на продольные дефекты |
od |
Каждое изделие |
|||
|
UT на поперечные дефекты |
od |
Каждое изделие |
|||
|
UT на расслоения |
od |
Каждое изделие |
|||
|
UT толщины стенкиe |
od |
Каждое изделие |
|||
|
UT ручной, труб с высадкой L+Tе |
od (нf)d |
Каждое изделие |
|||
|
EMIе |
нd., f |
Каждое изделие |
|||
|
капиллярный |
о (нf) |
Только участок зачистки |
|||
|
МТ |
нf (оg) |
Только участок зачистки |
|||
|
а о - обязательное испытание, н - необязательное испытание (по согласованию). b Определение контрольной партии - 4.1.5. Максимальное количество изделий в контрольной партии - таблица А.21. с Не менее 1 на плавку. d Записи должны быть сохранены. е Неприменимо к трубным заготовкам для муфт. f Только для изделий из стали класса 1. g Обязательно для высаженных концов труб из стали класса 1. h Только для СН. |
|||||
Таблица А.21 - Максимальное количество изделий в контрольной партии
|
Класс материала |
Количествоa изделий в партии, не более |
|
|
Трубы |
Трубные заготовки для муфт |
|
|
1 |
100 |
20 |
|
2, 3, 4 |
50 |
10 |
|
a Оставшиеся по заказу изделия в количестве менее 20 % максимального количества изделий в партии могут быть добавлены к другой контрольной партии той же плавки. Примечание - Для укороченных труб - см. 9.2. |
||
Таблица А.22 - Искусственные дефекты
|
Уровень приемки |
Глубина надрезаa, %, не более |
Длина надреза (полной глубины), мм, не более |
Ширина надреза, мм, не более |
Диаметр радиального сверленого отверстияb, мм |
|
L2 |
5 |
50 |
1 |
1,6 |
|
а В процентах от номинальной толщины стенки. Предельные отклонения глубины надреза не должны превышать ±15 % расчетной глубины при минимальной глубине надреза (0,3 ± 0,05) мм. b Диаметр радиального сверленого отверстия (сквозного) принимают равным диаметру сверла для его выполнения. |
||||
Таблица А.23 - Уровень приемки
|
Метод неразрушающего контроля |
Наружное несовершенство |
Внутреннее несовершенство |
|||
|
продольное |
поперечное |
продольное |
поперечное |
||
|
1 |
UT |
L2 |
L2 |
L2 |
L2 |
|
МТ или EMI |
L2 |
- |
- |
- |
|
|
2, 3, 4 |
UT |
L2 |
L2 |
L2 |
L2 |
Таблица А.24 - Высота знаков маркировки
|
Наружный диаметр труб D, мм |
Высота знаков маркировки, мм, не менее |
|
|
клеймением |
краской или чернилами |
|
|
До 101,60 включ. |
4 |
≥ 8 |
|
Св. 101,60 |
6 |
≥ 12 |
Таблица А.25 - Цветовая маркировка марок сталей или сплавов
|
Марка материала |
Цветовая маркировка |
|
02Х13Н5М2 |
Белый и зеленый |
|
03X13Н |
Белый и красный |
|
02Х22Н5М3 |
Красный и красный |
|
02Х25Н7М3 |
Красный и оранжевый |
|
02Х25Н7М4 |
Красный и желтый |
|
04Х26Н5М3 |
Зеленый и зеленый |
|
02Х27Н31М4 |
Зеленый и коричневый |
|
02Х25Н32М3 |
Зеленый и оранжевый |
|
03Х22Н35М4 |
Белый и голубой |
|
02X21Н42М3 |
Желтый и желтый |
|
02Х22Н50М7 |
Желтый и оранжевый |
|
03Х25Н50М6 |
Желтый и зеленый |
|
01Х20Н54М9 |
Желтый и голубой |
|
02Х22Н52М11 |
Белый и коричневый |
|
01Х15Н60М16 |
Желтый и коричневый |
Таблица А.26 - Цветовая маркировка групп прочности
|
Группа прочности |
Цветовая маркировка |
|
65 |
Желтый |
|
75 |
Голубой |
|
80 |
Красный |
|
90 |
Коричневый |
|
95 |
Серебристый |
|
110 |
Белый |
|
125 |
Оранжевый |
|
140 |
Зеленый |
Таблица А.27 - Механические свойства при комнатной температуре изделий уровня PSL-2
|
Номер UNS |
Группа прочности |
Состояние поставки |
Предел текучести σ0,2, МПа |
Предел прочностиa σв, МПа, не менее |
Удлинениеb δ, %, не менее |
Среднее значение твердостиf HRC, не более |
|||
|
Класс |
Марка |
не менее |
не более |
||||||
|
1 |
02Х13Н5М2 |
S41426c |
80 |
QT |
552 |
655 |
621 |
b |
27 |
|
95 |
QT |
655 |
724 |
724 |
b |
27 |
|||
|
2 |
02Х22Н5М3 |
S31803d |
65 |
SA |
448 |
621 |
621 |
25 |
26 |
|
110 |
СН |
758 |
965 |
862 |
11 |
36 |
|||
|
125 |
СН |
862 |
1000 |
896 |
10 |
36 |
|||
|
02Х25Н7М3 |
S31260d |
75 |
SA |
517 |
689 |
621 |
25 |
26 |
|
|
110 |
СН |
758 |
965 |
862 |
11 |
36 |
|||
|
125 |
СН |
862 |
1000 |
896 |
10 |
36 |
|||
|
02Х25Н7М4 |
S32750d |
80 |
SA |
552 |
724 |
758 |
20 |
28 |
|
|
90 |
SA |
621 |
724 |
793 |
20 |
30 |
|||
|
110 |
СН |
758 |
965 |
862 |
12 |
36 |
|||
|
125 |
СН |
862 |
1000 |
896 |
10 |
36 |
|||
|
02Х25Н7М4 |
S32760d |
80 |
SA |
552 |
724 |
758 |
20 |
28 |
|
|
90 |
SA |
621 |
724 |
793 |
20 |
30 |
|||
|
110 |
СН |
758 |
965 |
862 |
12 |
36 |
|||
|
125 |
СН |
862 |
1000 |
896 |
10 |
36 |
|||
|
S39274d |
80 |
SA |
552 |
724 |
758 |
20 |
28 |
||
|
90 |
SA |
621 |
724 |
793 |
20 |
30 |
|||
|
110 |
СН |
758 |
965 |
862 |
12 |
36 |
|||
|
125 |
СН |
862 |
1000 |
896 |
10 |
36 |
|||
|
3 |
02Х27Н31М4 |
N08028e |
110 |
СН |
758 |
965 |
793 |
11 |
33 |
|
125 |
СН |
862 |
1000 |
896 |
10 |
35 |
|||
|
02Х25Н32М3 |
N08535e |
110 |
СН |
758 |
965 |
793 |
11 |
33 |
|
|
125 |
СН |
862 |
1000 |
896 |
10 |
35 |
|||
|
03Х22Н35М4 |
N08135е |
110 |
СН |
758 |
965 |
793 |
11 |
33 |
|
|
4 |
02X21Н42М3 |
N08825e |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
125 |
СН |
862 |
1000 |
896 |
10 |
35 |
|||
|
02Х22Н50М7 |
N06985e |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
|||
|
03Х25Н50М6 |
N06255e |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
|||
|
N06975e |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
||
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
|||
|
01Х20Н54М9 |
N06950e |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
|||
|
01Х15Н60М16 |
N10276е |
110 |
СН |
758 |
965 |
793 |
11 |
35 |
|
|
125 |
СН |
862 |
1034 |
896 |
10 |
37 |
|||
|
140 |
СН |
965 |
1103 |
1000 |
9 |
38 |
|||
|
а Требования к соотношению предела прочности и предела текучести приведены в 7.2. b δ = 1944(A0,2/σв0,9), где δ - минимальное удлинение, %, на расчетной длине 50,0 мм; А - площадь поперечного сечения образца для испытания на растяжение, мм2, рассчитанная по номинальному наружному диаметру и ширине образца или номинальной толщине стенки, округленная до 10 мм2 или равная 490 мм2, в зависимости от того, что меньше; σв - установленный минимальный предел прочности на растяжение, МПа. с ИСО 15156-3, таблица D.6. d ИСО 15156-3, таблица D.7. е ИСО 15156-3, таблица D.3. f При соблюдении требований Е.2 между потребителем и изготовителем могут быть согласованы другие значения. Примечание - Обозначение группы прочности означает минимальный предел текучести материала, ksi, где 1 ksi = 1000 psi = 6,89476 (6,895) МПа. |
|||||||||
Таблица А.28 - Химический состав сталей и сплавов для изделий уровня PSL-2
Приложение В
(обязательное)
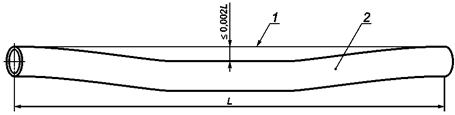
1 - натянутая струна или проволока; 2 - труба
Рисунок В.1 - Измерение отклонения от общей прямолинейности
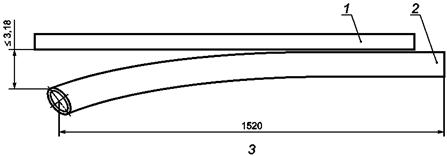
1 - поверочная линейка; 2 - труба; 3 - загнутый конец трубы
Рисунок В.2 - Измерение отклонения от концевой прямолинейности
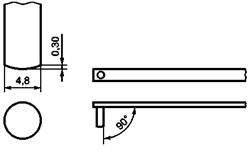
Рисунок В.3 - Пример типичного Г-образного инструмента с углом 90°
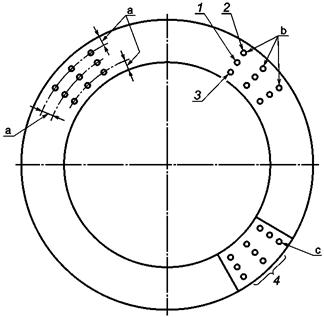
________
a Наружные и внутренние отпечатки выполняют на расстоянии 2,54 - 3,81 мм от соответствующей поверхности следующим образом:
- при толщине стенки до 7,62 мм включительно - в один ряд;
- при толщине стенки свыше 7,62 до 11,43 мм включительно - в два ряда;
- при толщине стенки свыше 11,43 мм - в три ряда.
Если отпечаток расположен на расстоянии менее 21/2 диаметра отпечатка от края образца (считая от центра отпечатка) или ближе 3 диаметров отпечатка от другого отпечатка (расстояние между центрами), это может привести к ошибке измерения.
b Среднее значение твердости определяют по трем значениям твердости по Роквеллу на одном участке.
с Показания, полученные при выполнении отпечатков при определении твердости по Роквеллу, называются значениями твердости по Роквеллу.
1 - отпечаток посередине толщины стенки; 2 - отпечаток вблизи наружной поверхности;
3 - отпечаток вблизи внутренней поверхности; 4 - блок отпечатков для контроля твердости
Примечание - Испытание проводят только в одном квадранте. На настоящем рисунке четыре квадранта показаны только с целью подробной иллюстрации расположения отпечатков.
Рисунок В.4 - Контроль твердости
1 - продольный образец; 2 - поперечный образец
Рисунок В.5 - Ориентация образцов для испытания на ударный изгиб
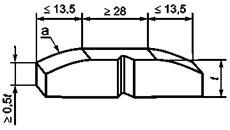
_________
а Кривизна, обусловленная наружным диаметром изделия.
Рисунок В.6 - Допустимая кривизна образца для испытания на ударный изгиб
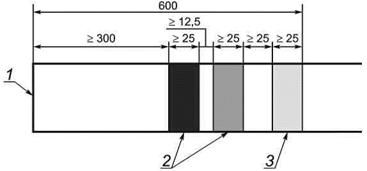
1 - торец изделия; 2 - полосы, указывающие на марку материала;
3 - полоса, указывающая на группу прочности
Рисунок В.7 - Положение полос цветовой маркировки
Приложение С
(обязательное)
Инспекция, проводимая потребителем
С.1 Извещение об инспекции
Если инспектор, представляющий потребителя, должен контролировать изделия или присутствовать при проведении контроля, изготовитель должен известить его о времени начала изготовления изделий и проведения контроля.
С.2 Доступ к оборудованию
Инспектор, представляющий потребителя, должен иметь неограниченный доступ в течение всего времени выполнения заказа на любые участки предприятия, связанные с выполнением заказа. Изготовитель должен предоставить проверяющей стороне полную возможность убедиться в том, что изделия изготовляют в соответствии с настоящим стандартом. Если в заказе не указано иное, проверка должна быть проведена на месте изготовления или обработки изделий до их отгрузки, причем ее проведение не должно препятствовать процессу производства.
С.3 Соответствие требованиям
Изготовитель несет ответственность за соответствие всем требованиям настоящего стандарта. Потребитель имеет право проводить любые исследования, необходимые для подтверждения соответствия, и может забраковать любые изделия, не соответствующие настоящему стандарту.
С.4 Отбраковка
Если между изготовителем и потребителем не согласовано иное, то изделия, принятые на предприятии изготовителя, но оказавшиеся при последующем контроле или эксплуатации не соответствующими установленным требованиям, могут быть забракованы, а изготовитель должен быть уведомлен об этом. При проведении разрушающих испытаний любое изделие, не соответствующее требованиям настоящего стандарта, должно быть забраковано. Действия в отношении забракованных изделий должны быть согласованы между изготовителем и потребителем.
Приложение D
(обязательное)
Требования к качеству материала
D.1 Качество макроструктуры металла
Контроль макроструктуры металла должен проводиться на темплетах от первого и последнего слитков в последовательной разливке каждой плавки металла. При непрерывной разливке контроль должен проводиться на темплетах от заготовок, представляющих начало и конец разливки.
Темплеты должны быть подвергнуты травлению в соответствии с АСТМ Е 340 при скорости травления, соответствующей АСТМ Е 381 для металла обычной выплавки или АСТМ А 604 - для металла, подвергаемого переплаву, и требованиям, указанным в таблицах D.1 и D.2.
Таблица D.1 - Критерии приемки при контроле макроструктуры травлением металла обычной выплавки
|
Тип несовершенства макроструктуры |
Степень несовершенства макроструктуры (максимальная) |
|
Класс 1 (подповерхностный участок) |
S-3 |
|
Класс 2 (произвольный участок) |
R-3 |
|
Класс 3 (центральная ликвация) |
С-3 |
Таблица D.2 - Критерии приемки при контроле макроструктуры травлением для металла, подвергаемого переплаву
|
Тип несовершенства макроструктуры |
Степень несовершенства макроструктуры (максимальная) |
|
Класс 1 (ликвационная пятнистость) |
А |
|
Класс 2 (белая пятнистость) |
А |
|
Класс 3 (радиальная ликвация) |
С |
|
Класс 4 (кольцевая полосчатость) |
D |
Если при контроле макроструктуры металла после травления будут отмечены другие особенности, аномалии или серьезные дефекты, то металл должен быть забракован или, если допустимо, подвергнут повторному контролю, или представлен потребителю для принятия решения.
Слитки или непрерывнолитые заготовки, имеющие недопустимое качество макроструктуры, должны быть забракованы или подрезаны и подвергнуты повторному контролю до получения результатов, соответствующих критериям приемки. Также должен быть проведен дополнительный контроль микроструктуры других слитков или непрерывнолитых заготовок из плавки, вызывающих разногласия. Для непрерывной разливки, если обе заготовки, представляющие начало и конец разливки, забракованы, допускается проведение контроля макроструктуры последующей и предыдущей заготовок. Если последовательность заготовок не прослеживается или отсутствует идентификация переднего и заднего концов заготовок, то контролю должны быть подвергнуты оба конца каждой заготовки.
D.2 Качество микроструктуры металла
Контроль микроструктуры металла по загрязненности неметаллическими включениями должен проводиться на темплетах от первого и последнего слитков в последовательной разливке каждой плавки металла. При непрерывной разливке контроль должен проводиться на темплетах от заготовок, представляющих начало и конец разливки.
Контроль микроструктуры проводят после травления в соответствии с методом А АСТМ Е 45-05е3 на продольном сечении кованых или катаных образцов. Критерии приемки, соответствующие методу А АСТМ Е45-05е3, указаны в таблице D.3.
Таблица D.3 - Критерии приемки микроструктуры
|
Степень загрязненности (максимальная) |
||
|
«Толстые» включения |
«Тонкие» включения |
|
|
Тип А (сульфиды) |
2,5 |
2,5 |
|
Тип В (оксиды алюминия) |
2,5 |
3,0 |
|
Тип С (силикаты) |
2,5 |
2,5 |
|
Тип D (глобули) |
3,0 |
3,0 |
|
а Если при контроле микроструктуры металла после травления будут отмечены другие особенности, аномалии или серьезные дефекты, то металл должен быть забракован или, если допустимо, подвергнут повторному контролю, или представлен потребителю для принятия решения. |
||
Если какой-либо темплет не соответствует установленным требованиям, слитки или непрерывно-литые заготовки могут быть подрезаны и подвергнуты повторному контролю до получения результатов, соответствующих критериям приемки. Также должен быть проведен дополнительный контроль микроструктуры слитков или непрерывно-литых заготовок той же плавки, вызывающих разногласия. Для непрерывной разливки, если обе заготовки, представляющие начало и конец разливки, забракованы, допускается проведение контроля микроструктуры последующей и предыдущей заготовок. Если последовательность заготовок не прослеживается или отсутствует идентификация переднего и заднего концов заготовок, то контролю должны быть подвергнуты оба конца каждой заготовки.
Приложение Е
(обязательное)
Требования к изделиям уровня PSL-2
Е.1 Общие положения
В настоящем приложении приведены требования к изделиям уровня PSL-2. Изделия уровня PSL-2 изготовляют по требованию потребителя или по усмотрению изготовителя. Требования уровня PSL-2 являются дополнительными по отношению к требованиям уровня PSL-1, которые являются основными для настоящего стандарта. По своему назначению изделия уровня PSL-2 должны соответствовать требованиям ИСО 15156-3, в котором предусматривается, что изделия должны обладать коррозионной стойкостью и стойкостью к растрескиванию под действием окружающей среды, и в соответствии с требованиями которого они аттестованы.
Изделия уровня PSL-2 могут быть изготовлены из стали и сплава любой марки, указанной в таблице А.2 (приложение А), при условии выполнения всех требований ИСО 15156-3 в дополнение к требованиям настоящего стандарта. Требования уровня PSL-2 к маркировке и маркировке упаковки изделий приведены в Е.3 и Е.4.
ВНИМАНИЕ - Настоящий стандарт был подготовлен на основе ИСО 15156-3:2003. Ответственность за ознакомление с изменениями, внесенными в ИСО 15156-3:2003 после публикации настоящего стандарта, возлагается на потребителя и изготовителя. Таким образом, если в ИСО 15156-3:2003 были внесены соответствующие изменения до публикации настоящего стандарта, такие изменения должны быть указаны в заказе, чтобы гарантировать удовлетворительное функционирование изделий при добыче нефти и газа. Коррозионно-стойкие стали и сплавы (CRA), выбранные с помощью ИСО 15156-3 или NACE MR0175/ИСО 15156, являются стойкими к растрескиванию в описанных сероводородсодержащих нефтяных и газовых средах, но не обязательно устойчивыми к растрескиванию во всех условиях эксплуатации. Ответственность за выбор CRA, пригодных для конкретных условий эксплуатации, лежит на пользователе оборудования. При определении степени агрессивности сероводородсодержащих сред следует также рассматривать воздействия, которым может подвергаться оборудование при осадке или остановке систем и других событиях.
Примечание - Некоторые из материалов высокой прочности, указанных в таблице А.2 (приложение А), не могут поставляться в качестве изделий уровня PSL-2 из-за их несоответствия требованиям ИСО 15156-3.
Е.2 Изделия уровня PSL-2
Стали и сплавы различных групп прочности, перечисленные в таблице А.2 (приложение А), оценивают на соответствие применимым требованиям ИСО 15156-3. Также принимают во внимание документированную информацию о поставках (предоставленную изготовителями) и об эксплуатации изделий в качестве труб для скважин (предоставленную потребителями). На их основе подготовлены:
- таблица А.27 (приложение А), в которой приведены конкретные механические свойства при растяжении и твердость изделий;
- таблица А.28 (приложение А), в которой приведены конкретные химические составы материалов изделий (идентифицированные по номерам UNS), взятые из NACE MR0175/ИCO 15156-3, часть 3, приложение D.
При подготовке таблиц А.27 и А.28 рабочая группа ИСО/ТС 67/SC 5/WG 3 заняла намеренно консервативную позицию, чтобы избежать применения изделий не по назначению; поэтому требования в этих таблицах являются в некоторых случаях более строгими, чем в ИСО 15156-3.
С учетом опыта успешных лабораторных испытаний и/или удовлетворительного опыта эксплуатации в конкретных условиях по согласованию между изготовителем и потребителем могут быть установлены другие значения, отличающиеся от значений, указанных в таблице А.27. Однако эти значения должны полностью соответствовать требованиям ИСО 15156-3 на момент согласования. Такие изделия могут быть обозначены как изделия уровня PSL-2, но должны иметь маркировку в соответствии с применимыми требованиями Е.3 и/или Е.4 (приложение Е). Кроме того, согласованные значения и соответствующие результаты испытаний должны быть внесены в документ о качестве изделий.
Е.3 Маркировка
На изделия, соответствующие требованиям уровня PSL-2, наносят краской или чернилами знак L2, как указано в 11.2.4, перечисление f). Изделия, соответствующие требованиям, согласованным между изготовителем и потребителем (Е.2), вместо знака L2 маркируют знаком L2A.
Е.4 Маркировка упаковки
На изделия, соответствующие требованиям уровня PSL-2, наносят знак L2, как указано в 14.3.2, перечисление d). Изделия, соответствующие требованиям, согласованным между изготовителем и потребителем (Е.2), вместо знака L2 маркируют знаком L2A.
Е.5 Процесс модернизации химического состава и/или групп прочности
В таблице А.28 приведены химические составы только тех материалов из ИСО 15156-3 (включая приложение D), которые надежно зарекомендовали себя при производстве и эксплуатации как материалы для групп прочности с требованиями, установленными в таблице А.27 (приложение А).
Если пользователям настоящего стандарта известны другие химические составы из ИСО 15156-3, также хорошо зарекомендовавшие себя, просим предложить такие составы подкомитету ИCO/TC 67/SC 5 с подтверждающими данными для определения возможности их включения в настоящий стандарт.
Если пользователи настоящего стандарта полагают, что тот или иной из химических составов, приведенных в таблице А.28 (приложение А), или ту или иную из марок, в настоящее время включенных в таблицу А.28, следует модифицировать или изъять из настоящего стандарта, то к этому следует привлечь внимание подкомитета ИCO/TC 67/SC 5.
Приложение ДА
(справочное)
Сопоставимость
обозначений марок материалов по настоящему стандарту
и ИСО 13680:2010
Таблица ДА.1
|
Материал |
|||
|
Класс |
Структура |
Обозначение марки по настоящему стандарту |
Обозначение марки по ИСО 13680:2010 |
|
1 |
Мартенситная |
02Х13Н5М2 |
CrNiMo 13-5-2 |
|
Мартенсито-ферритная |
03X13Н |
CrNiMo 13-1-0 |
|
|
2 |
Аустенито-ферритная |
02Х22Н5М3 |
CrNiMo 22-5-3 |
|
02Х25Н7М3 |
CrNiMo 25-7-3 |
||
|
02Х25Н7М4 |
CrNiMo 25-7-4 |
||
|
04Х26Н5М3 |
CrNiMo 26-6-3 |
||
|
3 |
Аустенитная на основе железа |
02Х27Н31М4 |
CrNiMo 27-31-4 |
|
02Х25Н32М3 |
CrNiMo 25-32-3 |
||
|
03Х22Н35М4 |
CrNiMo 22-35-4 |
||
|
4 |
Аустенитная на основе никеля |
02X21Н42М3 |
CrNiMo 21-42-3 |
|
02Х22Н50М7 |
CrNiMo 22-50-7 |
||
|
03Х25Н50М6 |
CrNiMo 25-50-6 |
||
|
01Х20Н54М9 |
CrNiMo 20-54-9 |
||
|
02Х22Н52М11 |
CrNiMo 22-52-11 |
||
|
01Х15Н60М16 |
CrNiMo 15-60-16 |
||
Приложение ДБ
(справочное)
Таблица ДБ.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 377 |
MOD |
ГОСТ Р 53845-2010 (ИСО 377:1997) «Прокат стальной. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний» |
|
ИСО 6508-1 |
MOD |
ГОСТ 9013-59 (ИСО 6508-86) «Металлы. Метод измерения твердости по Роквеллу» |
|
ИСО 6892-1 |
MOD |
ГОСТ 10006-80 (ИСО 6892-84) «Трубы металлические. Метод испытания на растяжение». ГОСТ 1497-84 (ИСО 6892-84) «Металлы. Методы испытания на растяжение» |
|
ИСО 10124 |
IDT |
ГОСТ Р ИСО 10124-99 «Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений» |
|
ИСО 10474 |
MOD |
ГОСТ Р 53364-2009 (ИСО 10474:1991) «Трубы стальные и изделия из труб. Документы о приемочном контроле» |
|
ИСО 10543 |
IDT |
ГОСТ Р ИСО 10543-99 «Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии» |
|
Примечания 1 В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. 2 Для других ссылочных стандартов соответствующие национальные стандарты отсутствуют. До их утверждения рекомендуется использовать перевод на русский язык данных стандартов. Перевод данных стандартов находится в Федеральном информационном фонде технических регламентов и стандартов. |
||
Библиография
[1] ASTM DS 56, Metals and Alloys in the Unified Numbering System (UNS)
[2] ISO/TR 9769, Steel and iron - Review of available methods of analysis
[3] ASTM A751, Standard Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products
[4] ASTM В 880, Standard Specification for General Requirements for Chemical Check Analysis Limits for Nickel, Nickel Alloys and Cobalt Alloys
[6] ISO 15156-1, Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 1: General principles for selection of cracking-resistant materials (ИСО 15156-1 Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов)1
[7] ISO 15156-2, Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 2: Cracking-resistant carbon and low-alloy steels, and the use of cast irons (ИСО 15156-2 Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и использование литейного чугуна)1
________
1 Официальный перевод этого стандарта находится в Федеральном информационном фонде технических регламентов и стандартов.
[8] ISO 11960, Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells
[9] ASTM E407, Standard Practice for Microetching Metals and Alloys
Ключевые слова: трубы из коррозионно-стойких высоколегированных сталей и сплавов, обсадные трубы, насосно-компрессорные трубы, укороченные трубы, трубные заготовки для муфт, трубы без резьбы, класс материала, марка материала, размеры, масса, химический состав, механические свойства, коррозионная стойкость, микроструктура, качество поверхности, обработка поверхности, маркировка, покрытие, документ о качестве