 | Информационная система | |
|
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ INTERSTATE
COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION |
|
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
МЕТАЛЛОПРОДУКЦИЯ
Методы измерений отклонений формы
|
|
Москва |
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1. РАЗРАБОТАН Научно-исследовательским институтом «УкрНИИМет» Украинского государственного научно-технического центра «Энергосталь», Межгосударственным техническим комитетом по стандартизации МТК 327 «Прокат сортовой, фасонный и специальные профили»
2. ВНЕСЕН МТК 327 «Прокат сортовой, фасонный и специальные профили»
3. ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол № 35 от 30 декабря 2008 г.)
За принятие проголосовали:
|
Краткое наименование страны по MK (ИСО 3166) 004-97 |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Минторгэкономразвития |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4. Приказом Федерального агентства по техническому регулированию и метрологии от 23 августа 2012 г. № 252-ст межгосударственный стандарт ГОСТ 26877-2008 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2013 г.
5. ВЗАМЕН ГОСТ 26877-91
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в ежемесячно издаваемом информационном указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячно издаваемом информационном указателе «Национальные стандарты»
СОДЕРЖАНИЕ
|
МЕТАЛЛОПРОДУКЦИЯ Методы измерений отклонений формы Metal products. Methods of measuring form variations |
Дата введения - 2013-01-01
1. Область применения
Настоящий стандарт устанавливает методы и средства измерительной техники для измерения отклонений формы металлопродукции: блюмов, слябов, заготовок, листов, ленты, полосы, рулона, прутков, труб, горячекатаных и гнутых профилей, катанки и проволоки из черных и цветных металлов и сплавов.
Термины отклонений формы, применяемые в стандарте, с соответствующими определениями представлены в приложении А.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 8.051-81 ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 17353-89 Приборы для измерений отклонений формы и расположения поверхностей вращения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Средства измерительной техники
Для измерения отклонений формы применяют универсальные средства измерительной техники, приведенные в приложении Б и прошедшие государственные приемочные испытания, а также автоматические, оптоэлектронные, электронные и другие средства измерительной техники, не выпускаемые серийно, приведенные в приложении В и прошедшие государственную метрологическую аттестацию в установленном порядке.
Допускается применять другие типы средств измерительной техники с такими или улучшенными метрологическими характеристиками, прошедшие государственные приемочные испытания или метрологическую аттестацию в государственных метрологических службах организаций или предприятий, уполномоченных (аттестованных) на право выполнения этих работ.
Средства измерительной техники, применяемые при измерениях, должны пройти поверку в установленном порядке.
4. Подготовка к измерениям
4.1. Металлопродукцию укладывают на плоскую поверхность длиной не менее длины металлопродукции, предназначенную для проведения измерений, например поверочную плиту или стеллаж.
4.2. Металлопродукция на плоской поверхности должна лежать свободно без воздействия каких-либо внешних сил, например нажима, натяжения, кручения, если в нормативных документах на конкретный вид проката не установлены другие требования.
4.3. Условия измерений по ГОСТ 8.050 (пункт 1.1).
5. Порядок проведения измерений
5.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1 м, если в нормативных документах на конкретный вид проката не установлены другие требования.
Отклонение от плоскостности - это наибольшее расстояние от точек реальной поверхности до прилегающей плоскости.
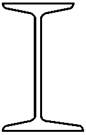
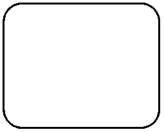
5.2. Волнистость, коробоватость и прогиб в плоскости поперечного сечения определяют по наибольшему значению отклонения А между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности.
Измерения проводят одним из таких способов:
а) с помощью приложенной к торцу или кромке металлопродукции в вертикальном положении измерительной металлической линейки, штангенглубиномера или с применением поверочной линейки и щупа (рисунки 1 и 2);
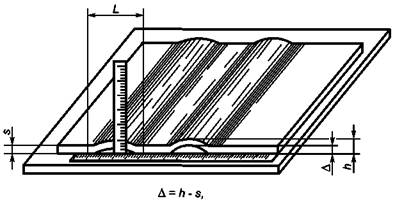
где h - высота неровностей;
s - толщина металлопродукции;
L - длина волны.
Рисунок 1
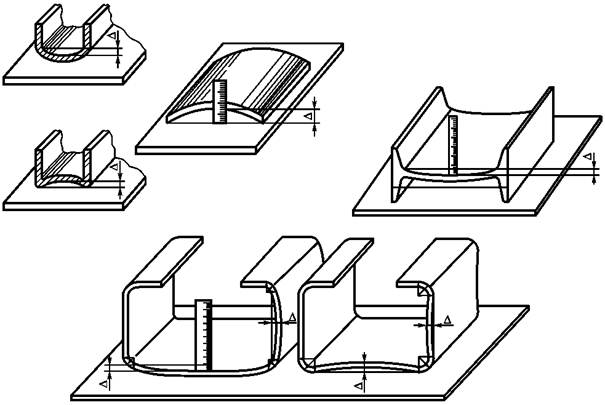
Рисунок 2
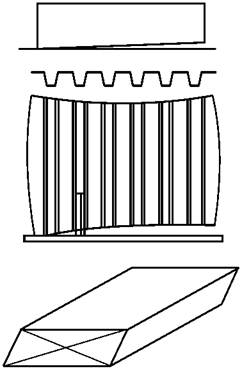
б) с помощью прилегающей к верхней поверхности поверочной линейки и измерительной линейки, расположенной вертикально (рисунок 3);
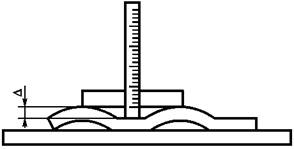
Рисунок 3
в) с помощью прилегающей к верхней поверхности натянутой стальной струны1) и измерительной металлической линейки, расположенной вертикально (рисунок 4);
______________
1) Разрешается использовать синтетическую струну, обеспечивающую требуемую точность измерений. При возникновении разногласий из-за результатов измерений должна использоваться стальная струна.
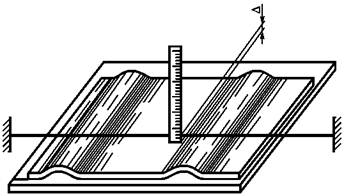
Рисунок 4
г) с помощью индикатора, укрепленного на кронштейне или штативе и перемещаемого параллельно плоскости расположения металлопродукции (рисунок 5).
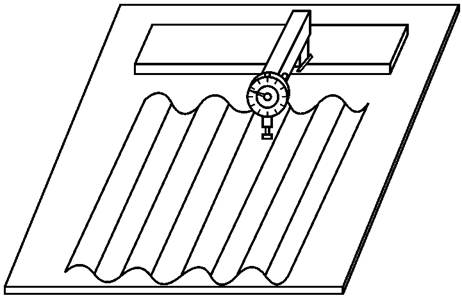
Рисунок 5
Прогиб в плоскости поперечного сечения металлопродукции (кроме гнутых профилей) измеряют с помощью щупа и поверочной линейки. Профиль укладывают на горизонтальную плоскую поверхность прогибом вверх. У одного угла профиля устанавливают щуп, по толщине равный допускаемому отклонению, и плотно прижимают его поверочной линейкой, а у другого угла измеряют полученный зазор между поверхностью профиля и поверочной линейкой (рисунок 6).
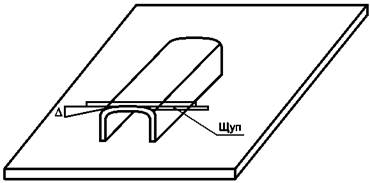
Рисунок 6
Волнистость, коробоватость и прогиб в плоскости поперечного сечения выражают в миллиметрах или процентах на нормируемую длину.
Длину волны выражают в миллиметрах.
При необходимости длину волны L определяют как расстояние между точками прилегания поверхности металлопродукции к плоской поверхности с помощью измерительной металлической линейки (рисунок 1).
5.3. Прогиб гнутых гофрированных профилей проката в плоскости поперечного сечения с количеством гофров два и более измеряют двумя линейками, одна из которых должна быть измерительной. Профиль укладывают на горизонтальную плоскую поверхность, одну из линеек прикладывают к профилю, чтобы она опиралась на крайние гофры (рисунок 7). Измерительной линейкой измеряют расстояние между линейкой, приложенной к профилю, и наиболее удаленным от линейки плоским участком гофра по его оси.

Рисунок 7
Прогиб гнутых гофрированных профилей в плоскости поперечного сечения измеряют измерительной линейкой в миллиметрах.
5.4. Скручивание измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного сечения.
Скручивание выражают в миллиметрах или градусах на нормируемую длину.
Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью, а на противоположной стороне измеряют наибольшую величину отклонения А перпендикулярно плоской поверхности:
а) измеряют величину отклонения А поперечного сечения от плоской поверхности с помощью измерительной линейки или щупа (рисунок 8);

Рисунок 8
б) измеряют величину отклонения А поперечного сечения металлопродукции от прилегающей плоскости с помощью угольника, соприкасающегося одной стороной с плоской поверхностью, и измерительной линейки или щупом (рисунок 9). Другая измерительная поверхность угольника должна быть подведена до соприкосновения с поверхностью металлопродукции.
Угол скручивания а поперечного сечения металлопродукции относительно базового поперечного сечения (рисунок 9) может быть измерен также угломером.
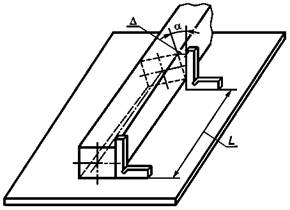
Рисунок 9
в) металлопродукцию укладывают полками вниз на плоскую поверхность длиной не менее длины профиля и измеряют значение отклонения А от плоской поверхности на отрезке, равном нормированной длине, или на любом отрезке длиной не менее 1 м с помощью штангенциркуля или щупа (рисунок 10).
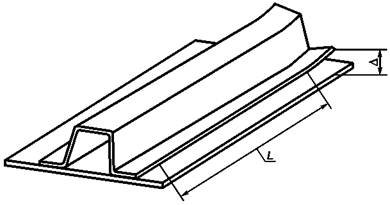
Рисунок 10
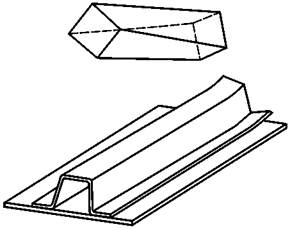
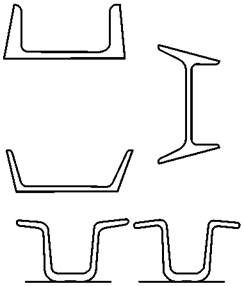
г) для измерения скручивания гнутых профилей вокруг продольной оси профиль укладывают опорной поверхностью на плоскую поверхность (рисунки 11 и 12). Один конец профиля прижимают опорной поверхностью к плоской поверхности, а на противоположном конце измеряют наибольшую величину отклонения А перпендикулярно плоской поверхности.

Рисунок 11

Рисунок 12
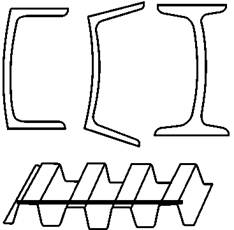
Для гофрированного профиля опорной поверхностью является расстояние между крайними гофрами или полками; для уголка - ширина полки; для швеллера, корытного, зетового, замкнутого коробчатого и С-образного профилей - высота стенки профиля. Для измерения скручивания специальных профилей опорной поверхностью являются плоские участки основания профиля, ограниченные двумя местами изгиба.
Для волнистых профилей опорной поверхностью является расстояние между осями симметрии крайних волн.
5.5. Разнотолщинность определяют как разность наибольшего s1 и наименьшего s2 значений толщины металлопродукции или ее элементов на заданном расстоянии от торца или кромки (рисунки 13 и 14).
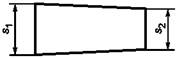
Рисунок 13
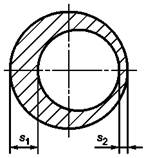
Рисунок 14
Измерения проводят микрометром, штангенциркулем, толщиномером и стенкомером и выражают в миллиметрах.
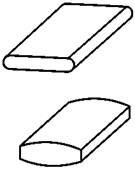
5.6. Выпуклость и вогнутость определяют наибольшим отклонением А между поверхностью металлопродукции и прилегающей плоскостью в любом поперечном сечении по длине изделия (рисунок 15).
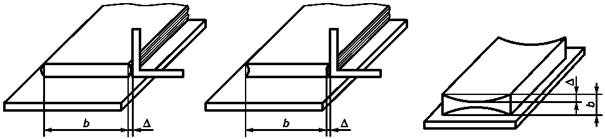
Рисунок 15
Выпуклость и вогнутость измеряют с помощью угольника и измерительной линейки или щупом и выражают в миллиметрах.
5.7. Кривизну (серповидность) определяют как наибольшее отклонение А между поверхностью металлопродукции и приложенной линейкой или натянутой ровной стальной струной без скруток и перегибов (рисунки 16 и 17).
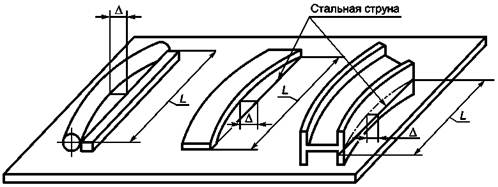
Рисунок 16
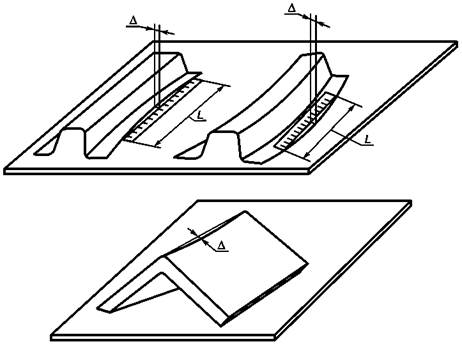
Рисунок 17
Кривизну (серповидность) измеряют измерительной линейкой или щупом и выражают в миллиметрах на нормируемую длину.
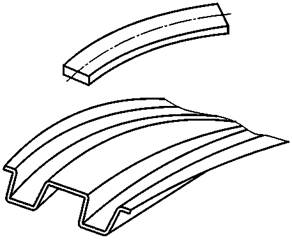
Кривизну гнутых гофрированных листовых профилей в продольном направлении А измеряют с помощью струны и измерительной линейки по гофрам. Для проведения измерения профиль укладывают на горизонтальную плоскую поверхность и натягивают стальную струну по длине каждого гофра поочередно.
Максимальное значение отклонения А - это величина кривизны в продольном направлении (рисунок 18).
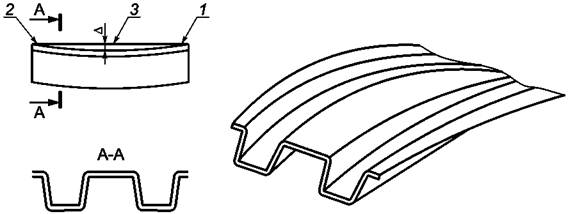
1, 2 - место приложения струны
3 - струна
D - кривизна профиля
Рисунок 18
Кривизну гнутых гофрированных листовых профилей в продольном направлении измеряют в миллиметрах.
5.8. Перекос полок определяют максимальным отклонением полок А металлопродукции от горизонтальной и вертикальной поверхностей.
Металлопродукцию располагают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью.
Измеряют значение отклонения А поперечного сечения металлопродукции по горизонтальной или вертикальной плоскости от прилегающей поверхности с помощью угольника, соприкасающегося одной стороной с плоской поверхностью, и измерительной металлической линейкой или шаблоном (рисунок 19). Другая сторона угольника должна быть подведена до соприкосновения с поверхностью металлопродукции.
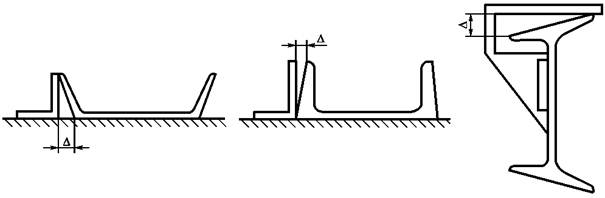
Рисунок 19
Отклонение полок от горизонтали определяют с помощью поверочной линейки, щупа или измерительной линейки (рисунок 20).
Перекос полок измеряют в миллиметрах.
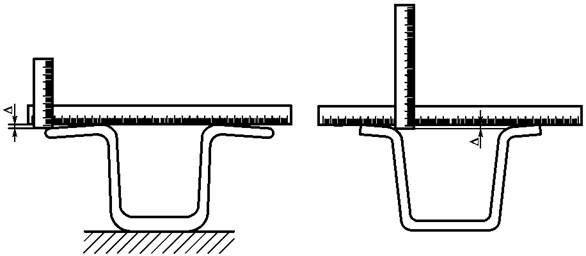
Рисунок 20
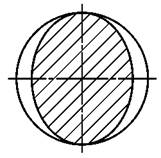
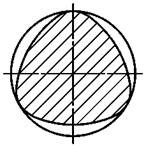
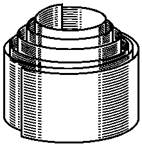
5.9. Овальность и огранка - это разновидности несоблюдения формы круглого поперечного сечения металлопродукции. Овальность определяют как половину разности наибольшего с и наименьшего d2 диаметров водном поперечном сечении (рисунок 21).
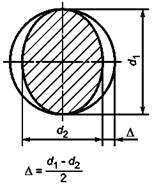
Рисунок 21
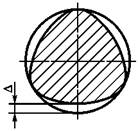
Рисунок 22
Измерения проводят микрометром или штангенциркулем (в миллиметрах).
Огранку измеряют кругломером или в проходном кольце. При измерении в кольце его диаметра должен быть равен диаметру прилегающей окружности (рисунок 22). Огранку измеряют в миллиметрах.
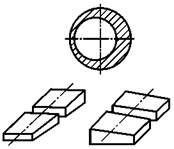
5.10. Отклонение от величины заданного угла определяют как разность фактического угла а., и заданного a2 (рисунок 23).
Отклонение от угла измеряют угломером или с помощью угольника и измерительной линейки или щупа (в градусах или миллиметрах).

Рисунок 23
5.10.1. Ромбичность, как один из видов отклонения от угла определяют двумя способами: разностью диагоналей D в одном сечении (рисунок 24а) или отклонением D от прямого угла (рисунок 24б).
Ромбичность измеряют угломером, измерительной линейкой или штангенциркулем и выражают в градусах или миллиметрах.
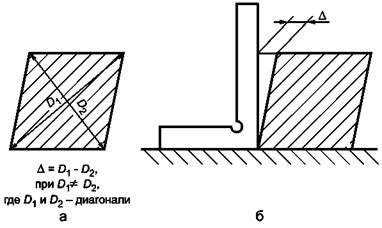
Рисунок 24
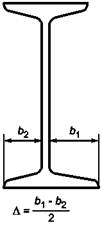
5.10.2. Уширение как один из видов отклонения от прямоугольности определяют как разность ширин D поперечного сечения профиля.
Уширение измеряют измерительной линейкой и выражают в миллиметрах.
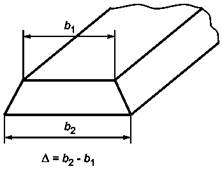
где b1 и b2 - ширина профиля
Рисунок 25
5.11. Косину реза определяют как наибольшее отклонение А от плоскости торца металлопродукции до каждой плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей через крайнюю точку кромки торца или углом а между ними (рисунок 26).

Рисунок 26
Для определения косины реза гофрированной металлопродукции ее укладывают на плоскую поверхность и с помощью измерительной линейки и шаблона (рисунок 27а), вставляемого в гофр таким образом, чтобы направляющая линейка шаблона была прижата к боковой ветви гофра, а линейка-шаблон, перпендикулярная направляющей, соприкасалась с крайней точкой одной из полок металлопродукции, определяют измерительной линейкой отклонение А между линейкой шаблона и крайней точкой профиля (рисунок 27б).
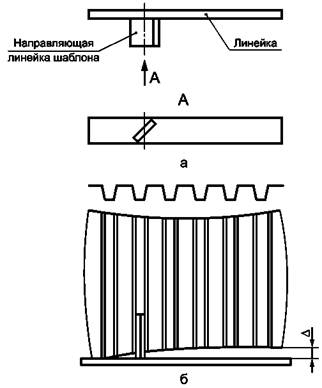
Рисунок 27
Допускается косину реза плоской металлопродукции (листов, полос и слябов) определять как разность диагоналей при условии, что металлопродукция с одного торца имеет прямой угол (рисунок 28а). При отсутствии прямого угла хотя бы с одного торца металлопродукции косину реза определяют как половину разности ее диагоналей (рисунок 28б).

Рисунок 28
Косину реза измеряют измерительной линейкой, рулеткой и угольником или угломером и выражают в миллиметрах или градусах.
5.12. Отклонение от симметричности А определяют как разность расстояний противоположных крайних точек, лежащих на поверхности металлопродукции, от стенки профиля (рисунок 29).
Отклонение от симметричности определяют измерительной линейкой с помощью угольника или других средств измерительной техники, обеспечивающих требуемую точность.
где b1 - ширина удлиненного фланца
b2 - ширина укороченного фланца
Рисунок 29
5.13. Притупление углов или радиус закругления углов профиля измеряют как расстояние от вершины угла, образуемого линиями пересечения смежных граней, до границ притупления.
Рекомендуемая методика контроля притупления углов проката приведена в приложении Г.
5.14. Телескопичность рулона измеряют с помощью двух линеек, одна из которых должна быть измерительной, по схеме, представленной на рисунке 30.
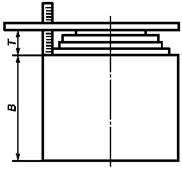
В - ширина полосы; Т - телескопичность
Рисунок 30
Приложение А
(обязательное)
Термины
отклонений формы, применяемые в стандарте,
с соответствующими определениями
А.1. Общие понятия
А.1.1 опорная поверхность: Поверхность, профиль которой укладывают на плоскую поверхность, предназначенную для проведения измерений.
А.1.2 базовое поперечное сечение: Установленная нормативной документацией форма поперечного сечения металлопродукции.
А.2. Термины и определения отклонений формы металлопродукции представлены в таблице А.1.
Таблица А.1











Приложение Б
(рекомендуемое)
Перечень
универсальных средств измерительной техники
для измерения отклонений формы металлопродукции
Таблица Б.1
|
Средства измерительной техники |
Единица измерений |
Диапазон измерения |
Класс точности, погрешность |
|
Линейки измерительные металлические по ГОСТ 427 |
мм |
От 0 до 1000 |
От ± 0,10 до ± 0,20 |
|
Рулетки измерительные металлические по ГОСТ 7502 |
м |
От 1 до 100 |
Кл. 2: |
|
± [0,30 + 0,15 (L - 1)] |
|||
|
Кл. 3: |
|||
|
± [0,40 +0,20 (L - 1)], |
|||
|
где L - длина, м. |
|||
|
Штангенциркули типов I, II, III по ГОСТ 166 |
мм |
От 0 до 400 |
Кл. 2 |
|
От 0 до 2000 |
Кл. 1 |
||
|
Штангенрейсмасы по ГОСТ 164 |
мм |
От 0 до 2500 |
От ± 0,03 до ± 0,20 |
|
Штангенглубиномеры по ГОСТ 162 |
мм |
От 0 до 400 |
От ± 0,03 до ± 0,10 |
|
Плиты поверочные по ГОСТ 10905 |
мм |
От 400 до 2000 |
Кл. 1; 2; 3 |
|
Линейки поверочные по ГОСТ 8026 типов |
мм |
Кл. 0; 1; 2 |
|
|
ЛД |
От 50 до 500 |
||
|
ЛТ |
От 200 до 500 |
||
|
ШП |
От 400 до 630 |
||
|
ШД |
От 630 до 4000 |
||
|
ШМ |
От 400 до 3000 |
||
|
Щупы по действующей нормативной документации |
мм |
0,02 - 1,00 |
Кл. 1; 2 |
|
Индикаторы часового типа с ценой деления 0,01 мм по ГОСТ 577 |
мм |
От 0 до 25 |
Кл. 0; 1 |
|
Угольники поверочные по ГОСТ 3749 |
мм |
От 60 до 1600 |
Кл. 0; 1; 2 |
|
Угломеры с нониусом по ГОСТ 5378 |
градус |
Наружных углов: от 0° до 360° Внутренних углов: от 40° до 180° |
± 2'; ± 5'; ± 10' |
|
Толщиномеры и стенкомеры индикаторные типов ТР-10, ТР-25Б, ТР-50Б, С-10Б, С-25, С-50 по ГОСТ 11358 |
мм |
От 0 до 50 |
От ± 0,01 до ± 0,15 |
|
Кругломеры по ГОСТ 17353 |
мм |
От 3 до 400 |
Кл. 1; 2 |
|
Микрометры по ГОСТ 6507 типов |
|||
|
МК |
мм |
От 0 до 600 |
Кл. 1; 2 |
|
МП, МТ, МЛ |
От 0 до 25 |
||
|
МП |
От 0 до 10 |
Приложение В
(рекомендуемое)
Автоматические
средства измерительной техники (АСИТ),
не выпускаемые серийно
Таблица В.1
|
Контролируемый параметр |
Единица измерения |
Диапазон измерений |
Погрешность измерений |
Дискретность контроля по длине проката |
Средство измерительной техники |
|
Овальность |
процент от диаметра |
от 0 |
По ГОСТ 8.051 |
Шаг поступательно-вращательного движения от 0,1 до 3 м |
|
|
до 2 |
|||||
|
Отклонение от симметричности фасонных профилей |
процент от ширины |
от 0 |
То же |
От 0,1 до 3 м |
Телевизионный автоматический измеритель и другие оптоэлектронные измерители |
|
до 2 |
Приложение Г
(рекомендуемое)
Методика контроля притупления углов проката
Для контроля притупления внешних углов квадрата (прямоугольника) со стороной (толщиной) до 50 мм и шестигранника используют шаблоны в виде угольника, выполненные в соответствии с рисунками Г.1 и Г.3.
Шаблоны с прорезями, ширина которых соответствует величине притупления углов b квадрата (прямоугольника) и шестигранника, плотно прикладывают к углу соответствующего профиля.
Ширину прорези шаблона c, мм, для контроля внешних углов квадрата (прямоугольника) определяют по формуле
![]() или
или ![]() (Г.1)
(Г.1)
где b - величина притупления углов, мм.
Величина притупления внешних углов квадрата (прямоугольника) не должна превышать значений, установленных нормативным документом на металлопродукцию. Результаты расчета ширины прорези шаблона c и рекомендуемая глубина прорези d приведены в таблице Г.1.
Таблица Г.1
В миллиметрах
|
До 12 включ. |
Св. 12 до 20 включ. |
Св. 20 до 30 включ. |
Св. 30 до 50 включ. |
|
|
Притупление углов b |
0,6 |
1,0 |
1,5 |
2,5 |
|
Ширина прорези c |
0,8 |
1,4 |
2,1 |
3,5 |
|
Глубина прорези d |
3,0 |
4,0 |
||
Для квадрата (прямоугольника) со стороной (толщиной) более 50 мм, чтобы проконтролировать величину притупления углов, используют приспособление, выполненное в виде угольника, к которому приварен штангенциркуль, в соответствии с рисунком Г.2. На внутренний угол приспособления наносят деления от 5 до 30 мм.
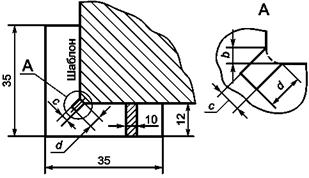
Рисунок Г.1

Рисунок Г.2
Величины притупления углов Δ контролируют по нониусу штангенциркуля, измеренное значение которого не должно превышать допустимой величины притупления углов Δд, вычисленной по формуле
Δд = b×cos45° = 0,71b, (Г.2)
где b - величина притупления углов по нормативному документу на продукцию, мм.
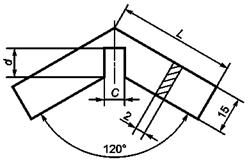
Рисунок Г.3
Ширину прорези шаблона c, мм, для контроля притупления углов шестигранного проката определяют по формуле
c = 2b · sin60° = 2b×0,87 = 1,74b, (Г.3)
где b - величина притупления углов по нормативному документу на продукцию, мм.
Результаты расчета ширины прорези шаблона с, рекомендуемые глубина прорези d и длина шаблона L приведены в таблице Г.2.
Таблица Г.2
В миллиметрах
|
От 8 до 14 включ. |
От 15 до 25 включ. |
От 26 до 55 включ. |
60 и выше |
|
|
Притупление углов b |
1,0 |
1,5 |
2,0 |
3,0 |
|
Ширина прорези c |
1,7 |
2,6 |
3,5 |
5,2 |
|
Глубина прорези d |
4,0 |
4,0 |
4,0 |
5,0 |
|
Длина шаблона L |
15,0 |
15,0 |
25,0 |
25,0 |
Притупление углов шестигранного проката контролируют, прикладывая шаблон к шестиграннику (рисунок Г.4).
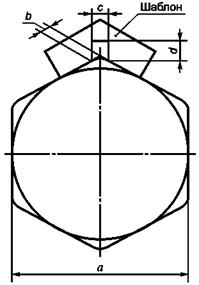
Рисунок Г.4
|
Ключевые слова: методы измерений, отклонения формы, термины, определения, средства измерительной техники. |