 | Информационная система | |
Методическая документация в строительстве
СТРОПЫ КАНАТНЫЕ
ДЛЯ СТРОИТЕЛЬСТВА
Рекомендации
по составлению
технических условий
МДС 12-56.2010
Москва 2010
В настоящем документе содержатся рекомендации по составлению технических условий на изготовление строп канатных для строительства.
Приводятся типы и параметры, конструкции и размеры, технические требования, методы испытаний, правила приемки и другие сведения, входящие в состав технических условий.
Сведения, содержащиеся в документе, предусмотрены для использования при составлении технических условий на стропы.
Документ разработан в развитие и дополнение ГОСТ 25573-82*.
Составлен сотрудниками ЗАО «ЦНИИОМТП» (кандидаты техн. наук В.П. Володин, Ю.А. Корытов).
Документ предназначен для строительных организаций, изготавливающих стропы собственными силами, и предприятий - изготовителей строп, поставляющих стропы для строительства, а также для инженерно-технических работников строительных организаций, ответственных за безопасную эксплуатацию грузоподъемных кранов и съемных грузозахватных приспособлений.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Стропы грузовые из стальных канатов для строповки грузов относятся к наиболее массовым грузозахватным средствам в строительстве. Их применяют при выполнении погрузочно-разгрузочных и строительно-монтажных работ согласно проекту производства работ грузоподъемным краном. В проекте приводятся, в частности, перечень применяемых стропов и схемы строповки грузов.
Стропы состоят из захватов (крюков, карабинов) и соединительных элементов (строповых ветвей и звеньев), которые обеспечивают связь груза с рабочим органом грузоподъемного крана.
Захват (крюк с замком или карабин) непосредственно зацепляет груз.
Строповые ветви - гибкие, могут быть канатными, цепными и ленточными. В настоящем документе рассматриваются канатные строповочные ветви.
В качестве звеньев используются треугольные, овальные и другие звенья в нескольких исполнениях.
Стропы изготавливают собственными силами строительные организации и предприятия-изготовители, имеющие соответствующие лицензии. ГОСТ 25573-82* определяет типы стропов - одноветвевые, двухветвевые и т.д., в части основных параметров стропов - грузоподъемность, интервалы длины и допускаемую нагрузку. Конструкции и размеры различных деталей стропов приведены в рекомендуемом приложении к ГОСТ 25573-82*, который был разработан специалистами ЦНИИОМТП (Б.К. Горлов, Ж.Г. Гордин, Ф.Ф. Игонин и др.) в начале восьмидесятых годов. Со времени его разработки прошло более четверти века, ряд положений устарел и не соответствует нормам настоящего времени.
Технические условия являются обязательной технической документацией на продукцию - стропы строительные. Предприятия-изготовители могут сами составлять технические условия и по ним изготавливать стропы для поставок в строительство.
Технические условия предприятий-изготовителей составляются на конкретную продукцию, поэтому, в отличие от ГОСТ 25573-82*, не содержат излишней информации. Ссылка на технические условия, утвержденные предприятием-изготовителем, в договоре на поставку стропов исключает разночтения при оценке их качества, неясности и споры при приемке продукции.
Настоящий документ предназначен для оказания методической помощи предприятиям - изготовителям стропов для строительства. Он содержит рекомендации по составлению технических условий на стропы, в которых учтены требования ГОСТ 2.114-95.
Рекомендуется следующее содержание документа «Технические условия на стропы...»:
введение;
типы, основные параметры и размеры;
конструкции и размеры звеньев и захватов;
технические требования к стропам;
методы испытаний;
правила приемки;
маркировка, упаковка, транспортирование и хранение;
гарантии предприятия-изготовителя.
В соответствующих разделах настоящего документа приводятся сведения, которые рекомендуется использовать предприятию-изготовителю для составления технических условий на изготовление конкретных типов и размеров стропов.
При разработке настоящего документа использованы нормативно-технические документы, основные из которых приведены в разделе 2.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий документ распространяется на стропы грузовые из стальных канатов, используемые для строповки грузов при строительстве в районах с умеренным климатом.
Стропы состоят из захватов (крюка, карабина) и соединительных элементов (канатных ветвей и звеньев) для связи груза с рабочим органом грузоподъемного крана.
Документ содержит рекомендации по составлению технических условий на изготавливаемые предприятием стропы.
2. НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
ГОСТ 2.114-95. ЕСКД. Технические условия.
ГОСТ 25032-81. Средства грузозахватные. Классификация и общие технические требования.
ГОСТ 25573-82*. Стропы грузовые канатные для строительства. Технические условия.
ПБ 10-382-00. Правила устройства и безопасной эксплуатации грузоподъемных кранов.
СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования.
МДС 12-31.2007. Методические рекомендации по техническому освидетельствованию съемных грузозахватных приспособлений.
3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Строп канатный - съемное грузозахватное приспособление, состоящее из захватов (крюков, карабинов) и соединительных элементов (канатных строповых ветвей и звеньев).
Захват (крюк, карабин) - элемент стропа, непосредственно взаимодействующий с грузом и предназначенный для захватывания (навешивания) груза.
Звено - соединительный элемент стропа, связывающий захват с крюком грузоподъемного крана.
Технические условия на стропы - технический документ, содержащий полный набор требований к стропам как к продукции: к их изготовлению, к контролю и к приемке.
4. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ СТРОПОВ
4.1 В этом разделе указывают типы, основные параметры и размеры стропов, изготавливаемые на данном предприятии.
Стропы изготавливают по техническим условиям и рабочим чертежам, которые разрабатывают по правилам государственных стандартов Единой системы конструкторской документации (ЕСКД).
Стропы могут быть изготовлены согласно ГОСТ 25573-82* следующих типов:
1 СК - одноветвевые,
2СК - двухветвевые,
3СК - трехветвевые,
4СК - четырехветвевые (исполнений 1 и 2),
СКП - двухпетлевые (исполнений 1 и 2),
СКК - кольцевые (исполнений 1 и 2).
В обозначение стропа входит наименование изделия - строп, тип, грузоподъемность и длина стропа, ГОСТ 25573-82*. Например, строп двухветвевой, грузоподъемностью 1 т и длиной 2 м, обозначается так: Строп 2СК-1,0/2000 ГОСТ 25573-82*.
4.2 Стропы типа 1СК с заделкой концов каната опрессовкой (алюминиевой или стальной) втулкой и заплеткой показаны на рисунке 1.

Рисунок 1 - Стропы типа 1СК
а - строп с
заделкой концов каната стальной или алюминиевой втулкой;
б - строп с заделкой концов каната заплеткой; 1 - канатная ветвь;
2 - звено;
3 - захват; 4 - втулка; 5 - заплетка
Основные параметры и размеры стропов типа 1СК, рекомендуемые для преимущественного применения, приведены в таблице 1.
|
Строп |
Грузоподъемность стропа, т |
Длина стропа L, м |
Применяемая ветвь канатная |
|
lCK-0,5 |
0,5 |
1,1 - 10,0 |
ВК-0,5 |
|
1СК-1,0 |
1,0 |
1,1 - 15,0 |
ВК-1,0 |
|
1СК-2,0 |
2,0 |
1,4 - 16,0 |
ВК-2 |
|
1СК-3,2 |
3,2 |
1,5 - 20,0 |
ВК-3,2 |
|
1СК-5,0 |
5,0 |
1,5 - 20,0 |
ВК-5,0 |
|
1CK-10,0 |
10,0 |
2,0 - 20,0 |
ВК-10,0 |
4.3 Стропы типа 2СК показаны на рисунке 2.

Рисунок 2 - Стропы типа 2СК
1 - канатная ветвь; 2 - звено; 3 - захват
Основные параметры и размеры стропов типа 2СК, рекомендуемые для преимущественного применения, приведены в таблице 2.
|
Строп |
Грузоподъемность стропа, т |
Длина стропа L, м |
Применяемая ветвь канатная |
|
2СК-0,5 |
0,5 |
0,9 - 5,0 |
ВК-0,4 |
|
2СК-1,0 |
1,0 |
1,1 - 15,0 |
ВК-0,8 |
|
2СК-2,0 |
2,0 |
1,4 - 16,0 |
ВК-1,6 |
|
2СК-3,2 |
3,2 |
1,4 - 16,0 |
ВК-2,5 |
|
2СК-5,0 |
5,0 |
1,5 - 20,0 |
ВК-4,0 |
|
2СК-16,0 |
16,0 |
2,0 - 20,0 |
ВК-12,5 |
4.4 Стропы типа 3СК показаны на рисунке 3.
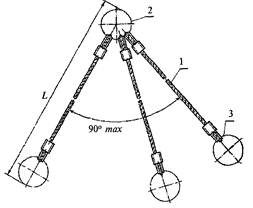
Рисунок 3 - Стропы типа 3СК
1 - канатная ветвь; 2 - звено; 3 - захват
Основные параметры и размеры стропов типа 3СК, рекомендуемые для преимущественного применения, приведены в таблице 3.
|
Строп |
Грузоподъемность стропа, т |
Длина стропа L, м |
Применяемая ветвь канатная |
|
3СК-1,0 |
1,0 |
1,2 - 10,0 |
ВК-0,5 |
|
3СК-2,0 |
2,0 |
1,2 - 15,0 |
ВК-1,0 |
|
3СК-3,2 |
3,2 |
1,6 - 16,0 |
ВК-1,6 |
|
3СК-5,0 |
5,0 |
1,6 - 16,0 |
ВК-2,5 |
|
3СК-10,0 |
10,0 |
2,2 - 20,0 |
ВК-5,0 |
|
3СК-16,0 |
16,0 |
2,2 - 20,0 |
ВК-8,0 |
4.5 Стропы типа 4СК могут быть исполнения 1 и 2. Стропы исполнения 1 показаны на рисунке 4. Стропы исполнения 2 приведены в пункте 4.6.

Рисунок 4 - Стропы типа 4СК1
1 - канатная ветвь; 2 - звено; 3 - захват
Основные параметры и размеры стропов типа 4СК1, рекомендуемые для преимущественного применения, указаны в таблице 4.
|
Строп |
Грузоподъемность стропа, т |
Длина стропа L, м |
Применяемая ветвь канатная |
|
4СК1-1,0 |
1,0 |
0,9 - 5,0 |
ВК-0,4 |
|
4СК1-2,0 |
2,0 |
1,3 - 15,0 |
ВК-0,8 |
|
4СК1-3,2 |
3,2 |
1,3 - 15,0 |
ВК-1,25 |
|
4СК1-5,0 |
5,0 |
1,6 - 16,0 |
ВК-2,0 |
|
4СК1-10,0 |
10,0 |
1,8 - 20,0 |
ВК-4,0 |
|
4СК1-16,0 |
16,0 |
2,5 - 25,0 |
ВК-6,3 |
Обозначение стропа типа 4СК1: Строп 4СК1-2,0/2000 ГОСТ 25573-82*.
В обозначении стропа цифра после буквы К означает исполнение стропа, в данном примере - исполнение 1.
4.6 Стропы типа 4СК исполнения 2 показаны на рисунке 5.

Рисунок 5 - Стропы типа 4СК2
1 - канатная
ветвь; 2 - звено; 3 - захват;
4 - уравнительная ветвь; 5 - блок
Основные параметры и размеры стропов типа 4СК2, рекомендуемые для преимущественного применения, приведены в таблице 5.
|
Строп |
Грузоподъемность стропа, т |
Длина стропа L, м |
Применяемая ветвь канатная |
|
4СК2-1,0 |
1,0 |
1,0 - 5,0 |
ВК-0,4 |
|
4СК2-2,0 |
2,0 |
1,0 - 10,0 |
ВК-0,8 |
|
4СК2-3,2 |
3,2 |
1,0 - 10,0 |
ВК-1,25 |
|
4СК2-5,0 |
5,0 |
1,6 - 15,0 |
ВК-2,0 |
|
4СК2-10,0 |
10,0 |
1,8 - 20,0 |
ВК-4,0 |
|
4СК2-16,0 |
16,0 |
1,8 - 20,0 |
ВК-6,3 |
|
4СК2-25,0 |
25,0 |
1,8 - 20,0 |
ВК-10,0 |
4.7 Канатные ветви показаны на рисунке 6: канатная ветвь с заделкой концов каната опрессовкой алюминиевой или стальной втулкой (рис. 6, а); канатная ветвь с заделкой концов каната заплеткой (рис. 6, б).
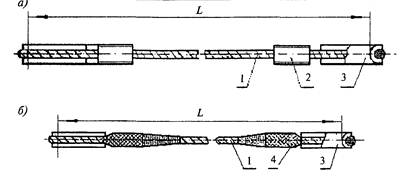
Рисунок 6 - Заделка концов каната
а - опрессованной втулкой; б - заплеткой; 1 - канат; 2 - втулка; 3 - коуш; 4 - заплетка
Для канатных ветвей применяются канаты по ГОСТ 2688-80* «Канат двойной свивки типа ЛК-P конструкции 6×19 (1 + 6 + 6/6) + 1 о.с.», ГОСТ 3071-88* «Канат двойной свивки типа ТК конструкции 6×37 (1 + 6 + 12 + 18) + 1 о.с.», ГОСТ 3079-80* «Канат двойной свивки типа TЛК-О конструкции 6×37 (1 + 6 + 15 + 15) + 1 о.с.», ГОСТ 7668-80* «Канат двойной свивки типа ЛК-PO конструкции 6×36 (1 + 7 + 7/7 + 14) + 1 о.с.».
Коуши для канатных ветвей изготавливают по ГОСТ 2224-93 «Коуши стальные для стальных канатов. Технические условия».
Размеры канатных ветвей из канатов, например, по ГОСТ 2688-80* маркировочной группы 1570 (160), преимущественно применяемые, приведены в таблице 6.
|
Ветвь канатная и допускаемая нагрузка, тс |
Длина канатной ветви Lкв, м |
Диаметр каната по ГОСТ 2688-80*, мм |
Диаметр коуша, мм |
|
ВК-0,4 |
0,8 - 5,0 |
6,9 |
25; 30 |
|
ВК-1,0 |
1,0 - 15,0 |
11,0 |
34; 40 |
|
ВК-2,0 |
1,25 - 16,0 |
15,0 |
45 |
|
ВК-3,2 |
1,25 - 20,0 |
19,5 |
63; 75 |
|
ВК-5,0 |
1,25 - 20,0 |
25,5 |
75; 85 |
|
ВК-8,0 |
1,6 - 20,0 |
30,5 |
95 |
Канатные ветви могут быть изготовлены с переходным звеном, конструкции и размеры их приведены в ГОСТ 25573-82*.
4.8 Стропы типа СКП и СКК могут быть исполнения 1 и 2. Стропы СКП исполнения 1 показаны на рисунке 7. Сведения о стропах типа СКП исполнения 2 и СКК приведены в ГОСТ 25573-82*.

Рисунок 7 - Стропы типа СКП1
а - с
заделкой алюминиевой втулкой; б - с заделкой заплеткой;
1 - канат; 2 - втулка; 3 - заплетка
Основные параметры и размеры преимущественно применяемых стропов типа СКП исполнения 1 из канатов по ГОСТ 3071-88* и ГОСТ 3079-80* маркировочной группы 1570 (160) указаны в таблице 7.
|
Строп и его грузоподъемность, т |
Длина стропа L, м |
Длина петли стропа l, мм |
Диаметр канатов, мм |
|
|
СКП1-0,4 |
1,0 - 15,0 |
240,0 |
7,6 |
- |
|
СКП1-0,5 |
1,0 - 15,0 |
240,0 |
8,5 |
- |
|
СКП1-0,8 |
2,0 - 20,0 |
320,0 |
11,5 |
- |
|
СКП1-1,4 |
2,0 - 20,0 |
320,0 |
- |
13,5 |
|
СКП1-2,25 |
3,0 - 25,0 |
400,0 |
- |
17,0 |
|
СКП1-5,0 |
3,0 - 25,0 |
400,0 |
- |
25,0 |
Обозначение стропа типа СКП1: Строп СКП1-0,4/2000 ГОСТ 25573-82*.
В обозначении стропа цифра после буквы П означает исполнение стропа, в данном примере - исполнение 1.
5. КОНСТРУКЦИИ И РАЗМЕРЫ ЗВЕНЬЕВ И ЗАХВАТОВ
5.1 В этом разделе технических условий приводят конструктивные требования к звеньям и захватам, которые изготавливает предприятие для сборки поставляемых стропов. Эти требования предъявляются в форме конкретных конструктивных решений - чертежей. При этом предприятие может использовать конструкции и размеры звеньев и захватов по ГОСТ 25573-82* или разрабатывать собственные конструкции и назначать размеры.
5.2 Предприятия изготавливают:
звенья разъемные треугольные Рт исполнений Рт1, Рт2, Рт3, Рт4;
звенья разъемные овальные Ров;
звенья треугольные Т;
звенья овоидные О;
звенья овальные Ов исполнений Ов1 и Ов2.
Ниже приводятся конструкции и размеры по ГОСТ 25573-82* преимущественно применяемых звеньев Рт1, Ров, Т и О.
5.3 Звено Рт1 показано на рисунке 8.
Размеры звеньев Рт1 приведены в таблице 8.
Пример условного обозначения разъемного треугольного звена Рт исполнения Рт1 с допускаемой нагрузкой 5,0 тс: Звено Ртl-5,0 ГОСТ 25573-82*.
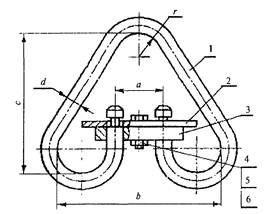
Рисунок 8 - Звено Рт1
1 - скоба; 2 - ограничитель; 3 - планка; 4 - болт; 5 - гайка; 6 - шплинт
Размеры и детали звена Рт1
|
Звено и допускаемая нагрузка на него, тс |
Размеры звена, мм |
Детали заена |
Масса, кг |
||||||
|
d |
а |
b |
с |
r |
Болт по ГОСТ 7798-70* |
Гайка по ГОСТ 5919-73* |
Шплинт по ГОСТ 397-79* |
||
|
Рт1-1,0 |
14 |
32 |
126 |
115 |
20 |
2М8×35,36 |
М8,4 |
2×20 |
1,0 |
|
Рт1-2,0 |
20 |
42 |
174 |
160 |
30 |
2,29 |
|||
|
Рт1-3,2 |
25 |
55 |
200 |
185 |
35 |
2М10×40,36 |
М10,4 |
2,5×25 |
4,12 |
|
Рт1-4,0 |
28 |
60 |
228 |
215 |
40 |
2М12×45,36 |
М12,4 |
3,2×32 |
5,76 |
|
Рт1-5,0 |
32 |
68 |
260 |
240 |
45 |
8,5 |
|||
|
Рт1-8,0 |
40 |
82 |
322 |
295 |
55 |
2М12×50,36 |
15,48 |
||
|
Рт1-10,0 |
45 |
90 |
355 |
325 |
60 |
2М12 - 55,36 |
22,4 |
||
Конструкция и размеры скобы Ст исполнения Ст1 для звена Рт1 приведены на рисунке 9 и в таблице 9.

Рисунок 9 - Скоба Ст1 для звена Рт1
Размеры скобы Ст, мм
|
Скоба |
d |
d1 |
а |
а1 |
b |
h |
l |
l1 |
с |
r |
r1 |
|
Ст-1,0 |
14 |
8 |
32 |
86 |
126 |
72 |
13 |
6 |
115 |
20 |
20 |
|
Ст-2,0 |
20 |
12 |
42 |
118 |
174 |
90 |
17 |
6 |
160 |
28 |
30 |
|
Ст-3,2 |
25 |
18 |
55 |
140 |
200 |
100 |
18 |
6 |
185 |
30 |
35 |
|
Ст-4,0 |
28 |
22 |
60 |
158 |
228 |
115 |
22 |
7 |
215 |
35 |
40 |
|
Ст-5,0 |
32 |
26 |
68 |
180 |
260 |
130 |
25 |
7 |
240 |
40 |
45 |
|
Ст-8,0 |
40 |
30 |
82 |
222 |
322 |
150 |
25 |
8 |
295 |
50 |
55 |
|
Примечание - Предельные отклонения размера а до 42 мм включительно принимают ±1,0 мм, более 42 мм - +1,5 мм. |
|||||||||||
Конструкция и размеры ограничителя Ог для звеньев Рт приведены на рисунке 10 и в таблице 10.

Рисунок 10 - Ограничитель Oг для звеньев Рт
Размеры ограничителя Ог, мм
|
Ограничитель |
а |
а1 |
b |
b1 |
с |
d |
l |
l1 |
s - толщина |
r |
|
Ог-1,0 |
32 |
16 |
25 |
14 |
4,5 |
9 |
90 |
9 |
4 |
4,5 |
|
Ог-2,0 |
42 |
21 |
32 |
20 |
4,5 |
9 |
130 |
14 |
4 |
7 |
|
Ог-3,2 |
55 |
27,5 |
40 |
25 |
10,5 |
11 |
160 |
20 |
4 |
10 |
|
Ог-4,0 |
60 |
30 |
45 |
28 |
15 |
14 |
190 |
24 |
5 |
12 |
|
Ог-5,0 |
68 |
34 |
50 |
32 |
15 |
14 |
220 |
28 |
5 |
14 |
|
Ог-8,0 |
82 |
41 |
60 |
40 |
17 |
14 |
270 |
32 |
6 |
16 |
|
Примечания 1. Предельные отклонения размера а до 42 мм включительно принимают ±0,5 мм, более 42 мм - +1,0 мм. 2. Предельные отклонения размера а1 принимают ±0,35 мм. 3. Предельные отклонения размера с принимают ±0,5 мм. |
||||||||||
Конструкция и размеры планки П для звеньев Рт приведены на рисунке 11 и в таблице 11.

Рисунок 11 - Планка П для звеньев Рт
Размеры планки П, мм
|
Планка |
а |
а1 |
b |
с |
d |
d1 |
L |
Толщина планки s |
|
П-1,0 |
32 |
16 |
32 |
4,5 |
16 |
9 |
64 |
20 |
|
П-2,0 |
42 |
24 |
44 |
4,5 |
22 |
9 |
86 |
20 |
|
П-3,2 |
55 |
27,5 |
54 |
10,5 |
27 |
11 |
108 |
22 |
|
П-4,0 |
60 |
30 |
60 |
15 |
30 |
14 |
120 |
25 |
|
П-5,0 |
68 |
34 |
68 |
15 |
34 |
14 |
136 |
28 |
|
П-8,0 |
82 |
41 |
84 |
17 |
42 |
14 |
166 |
30 |
|
Примечания 1. Предельные отклонения размера а до 42 мм включительно принимают ±0,5 мм, более 42 мм - ±1,0 мм. 2. Предельные отклонения размера а1 принимают ±0,35 мм. 3. Предельные отклонения размера с принимают ±0,5 мм. |
||||||||
5.4 Звенья Ров имеют два конструктивных решения: с допускаемой нагрузкой до и свыше 2,0 тс.
Звено Ров с допускаемой нагрузкой до 2,0 тс показано на рисунке 12.

Рисунок 12 - Звено Ров с допускаемой нагрузкой до 2 тс
1 - скоба; 2 - полумуфта (2 шт.); 3 - кольцо; 4 - болт; 5 - гайка; 6 - шплинт
Размеры звеньев Ров с допускаемой нагрузкой до 2,0 тс приведены в таблице 12.
Размеры и детали звена Ров
|
Звено и допускаемая нагрузка на него, тс |
Размеры звена, мм |
Детали звена |
||||||
|
d |
с |
s |
R |
b |
Болт по ГОСТ 7798-70* |
Гайка по ГОСТ 5919-73* |
Шплинт по ГОСТ 397-79* |
|
|
Ров-0,5 |
14 |
135 |
20 |
35 |
70 |
2М8×60,36 |
М8,4 |
2×20 |
|
Ров-0,8 |
18 |
170 |
25 |
45 |
90 |
2М8×70,36 |
М8,4 |
2×20 |
|
Ров-1,0 |
20 |
180 |
30 |
45 |
90 |
2М8×70,36 |
М8,4 |
2×20 |
|
Ров-2,0 |
25 |
225 |
30 |
60 |
120 |
2М10×75,36 |
М10,4 |
2,5×25 |
Конструкция и размеры скобы Сов для этого звена приведены на рисунке 13 и в таблице 13.

Рисунок 13 - Скоба Сов для звеньев Ров с
допускаемой нагрузкой до 2 тс
Размеры скобы Сов, мм
|
Скоба |
d |
с |
s |
R |
b |
d1 |
h |
|
Сов-0,5 |
14 |
135 |
25 |
35 |
70 |
24 |
8 |
|
Сов-0,8 |
18 |
170 |
32 |
45 |
90 |
28 |
8 |
|
Сов-1,0 |
20 |
180 |
38 |
45 |
90 |
30 |
10 |
|
Сов-2,0 |
25 |
225 |
38 |
60 |
120 |
35 |
10 |
Конструкция и размеры полумуфты Пм для этого звена приведены на рисунке 14 и в таблице 14.

Рисунок 14 - Полумуфта Пм для звеньев Ров
с допускаемой нагрузкой до 2 тс
Размеры полумуфты Пм, мм
|
Полумуфта |
d |
d1 |
d2 |
d3 |
L |
h |
|
Пм-0,5 |
16 |
26 |
38 |
10 |
66 |
17 |
|
Пм-0,8 |
20 |
30 |
44 |
10 |
73 |
20 |
|
Пм-1,0 |
22 |
32 |
46 |
10 |
83 |
21 |
|
Пм-2,0 |
28 |
38 |
52 |
12 |
83 |
24 |
Конструкция и размеры кольца Кц для этого звена приведены на рисунке 15 и в таблице 15.

Рисунок 15 - Кольцо Кц для звеньев Ров с допускаемой нагрузкой до 2 тс
Размеры кольца Кц, мм
|
Кольцо |
d |
d1 |
L |
|
Кц-0,5 |
50 |
10 |
14 |
|
Кц-0,8 |
57 |
10 |
20 |
|
Кц-1,0 |
57 |
10 |
24 |
|
Кц-2,0 |
63,5 |
12 |
26 |
Пример условного обозначения звена разъемного овального Ров для допускаемой нагрузки 1,0 тс: Звено Ров -1,0 ГОСТ 25573-82*.
5.5. Звенья Т имеют два конструктивных решения: с допускаемой нагрузкой до и свыше 12,5 тс.
Звено Т с допускаемой нагрузкой до 12,5 тс показано на рисунке 16.

Рисунок 16 - Звено Т с допускаемой нагрузкой до 12,5 тс
1 - подвеска; 2 - упор
Размеры звеньев Т с допускаемой нагрузкой до 12,5 тс приведены в таблице 16.
Размеры звена Т, мм
|
Звено и допускаемая нагрузка на него, тс |
l |
k |
b |
с |
d |
r |
|
Т-0,5 |
23 |
4 |
60 |
55 |
10 |
14 |
|
Т-1,0 |
29 |
8 |
86 |
80 |
14 |
20 |
|
Т-2,0 |
41 |
11 |
119 |
110 |
20 |
28 |
|
Т-4,0 |
54 |
12 |
161 |
150 |
28 |
40 |
|
Т-5,0 |
56 |
10 |
182 |
170 |
32 |
45 |
|
Т-8,0 |
75 |
8 |
225 |
210 |
40 |
55 |
Конструкция и размеры упора У для этого звена приведены на рисунке 17 и в таблице 17.

Рисунок 17 - Упор У для звена Т с допускаемой нагрузкой до 12,5 тс
Размеры упора У, мм
|
Упор |
b |
b1 |
l |
s |
r |
|
У-0,5 |
9 |
15 |
12,5 |
2,5 |
2,0 |
|
У-1,0 |
14 |
25 |
15,5 |
4 |
3 |
|
У-2,0 |
20 |
30 |
20 |
4 |
6 |
|
У-4,0 |
28 |
50 |
26 |
6 |
8 |
|
У-8,0 |
30 |
65 |
35 |
6 |
9 |
Пример условного обозначения звена Т с допускаемой нагрузкой 5,0 тс: Звено Т-5,0 ГОСТ 25573-82*.
5.6 Звено О показано на рисунке 18.
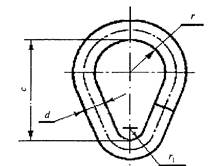
Рисунок 18 - Звено О
Размеры звеньев О приведены в таблице 18.
Размеры звена О, мм
|
Звено и допускаемая нагрузка на него, тс |
d |
с |
r |
r1 |
Длина развертки |
|
О-0,5 |
10 |
55 |
14 |
8 |
167 |
|
О-1,0 |
14 |
80 |
20 |
12 |
242 |
|
О-2,0 |
20 |
110 |
28 |
16 |
334 |
|
О-4,0 |
28 |
150 |
40 |
22 |
463 |
|
О-5,0 |
32 |
170 |
45 |
25 |
524 |
|
О-8,0 |
40 |
210 |
55 |
28 |
546 |
Пример условного обозначения овоидного звена О с допускаемой нагрузкой 1,0 тс: Звено 0-1,0 ГОСТ 25573-82*.
5.7 В качестве захватов в стропах применяют крюки исполнений К и К1 или карабины Кр.
Крюк исполнения К показан на рисунке 19.

Рисунок 19 - Крюк К
1 - чалочный крюк; 2 - замок
Размеры крюков исполнения К приведены в таблице 19.
Размеры крюка К, мм
|
Крюк и допускаемая нагрузка на него, тс |
D |
d |
с |
s |
b |
|
К-0,6 |
25 |
22 |
83,5 |
22 |
11 |
|
К-1,0 |
32 |
26 |
109 |
24 |
15 |
|
К-2,0 |
45 |
35 |
145 |
36 |
20 |
|
К-4,0 |
60 |
44 |
187 |
45 |
32 |
|
К-8,0 |
85 |
60 |
262,5 |
65 |
46 |
|
К-10 |
95 |
70 |
297,5 |
75 |
50 |
Пример условного обозначения крюка исполнения К с допускаемой нагрузкой 2,0 тс: Крюк К-2,0 ГОСТ 25573-82*.
6. ЗАДЕЛКА КОНЦОВ КАНАТА СТРОПОВ
6.1 В этом разделе технических условий указывают способ заделки концов каната стропов, изготавливаемых предприятием.
Заделка концов каната выполняется одним из следующих способов:
опрессовкой стальной втулкой (рисунок 20);
опрессовкой алюминиевой втулкой (рисунок 21);
заплеткой концов каната (рисунок 22).

Рисунок 20 - Заделка концов каната стальной втулкой
1 - канат; 2 - стальная втулка; 3 - коуш

Рисунок 21 - Заделка концов каната алюминиевой втулкой
1 - канат; 2 - алюминиевая втулка; 3 - коуш

Рисунок 22 - Заплетка концов каната
1 - канат; 2 - заплетка; 3 - обмотка; 4 - коуш
Параметры заделки концов каната для наиболее применяемых стропов приведены в таблице 20.
Способы заделки концов стропов
|
Ветвь канатная |
Диаметр каната dк, мм |
Втулка |
Заплетка |
||||
|
стальная |
алюминиевая |
Длина от ручья коуша до втулки l1, мм |
Число проколов каждой прядью при заплетке, не менее |
Длина канатов, обмотанных проволокой, l2, мм |
Длина развертки проволоки, мм |
||
|
ВК-0,5 |
8,1; 8,3; 8,5 |
СВт8,5 |
Вт11 |
70 |
4 |
60 |
1800 |
|
ВК-1,0 |
11,0; 11,5 |
СВт13 |
Вт13 |
95 |
4 |
80 |
3100 |
|
ВК-2,0 |
15,0; 15,5 |
СВт17 |
Вт16 |
105 |
5 |
90 |
5200 |
|
ВК-3,2 |
20,0 |
СВт21 |
Вт23 |
145 |
5 |
130 |
8500 |
|
ВК-4,0 |
22,0; 22,5; 23,0 |
- |
Вт25 |
145 |
5 |
190 |
14000 |
|
ВК-5,0 |
25,0; 25,5 |
- |
Вт28 |
170 |
5 |
190 |
16000 |
|
ВК-8,0 |
31 |
- |
Вт36 |
230 |
6 |
260 |
26000 |
6.2 Конструкция и размеры опрессованных канатов стальной втулкой приведены на рисунке 23 и в таблице 21.

Рисунок 23 - Размеры заделки концов каната впрессованной стальной втулкой
Размеры опрессовки канатов стальной втулкой, мм
|
Диаметр каната dк |
а |
l |
l1 |
Число ручьев обжатия z |
Длина втулки после обжатия L* |
a1* |
|
6,3 - 7,6 |
5 |
10 |
7 |
3 |
56 |
7 |
|
8,1 - 10,0 |
6 |
10 |
10 |
4 |
85 |
7 |
|
11,5 - 12,5 |
7 |
10 |
12 |
4 |
91 |
8 |
|
13,5 - 15,5 |
10 |
10 |
12 |
5 |
118 |
10 |
|
16,5 - 17,0 |
10 |
12 |
14 |
6 |
166 |
10 |
|
18,0 - 20,0 |
10 |
12 |
15 |
7 |
196 |
12 |
|
* Размеры для справок. |
||||||
Заготовка для стальной втулки и стальная втулка для опрессовки канатов приведены на рисунке 24 и в таблице 22.

Рисунок 24 - Заготовка стальной втулки и стальная втулка
Размеры стальных втулок, мм
|
Втулки и их параметр b |
Диаметр каната dк |
Втулка |
Заготовка - труба по ГОСТ 8732-78*, ГОСТ 8734-75* |
||||
|
b |
b1* |
l* |
длина втулки до обжатия Lд* |
D* |
s* |
||
|
СВт8,5 |
7,6 - 8,1 |
8,5 |
13,5 |
23 |
80 |
22 |
2,5 |
|
СВт9 |
8,5 - 9,0 |
9 |
14 |
26 |
80 |
25 |
2,5 |
|
СВт11 |
9,7 - 10,0 |
11 |
16 |
28 |
80 |
25 |
2,5 |
|
СВт13 |
11,0 - 12,0 |
13 |
19 |
32 |
85 |
30 |
3,0 |
|
СВт15 |
12,5 - 14,0 |
15 |
21 |
35 |
112 |
32 |
3,0 |
|
СВт17 |
15,0 - 16,5 |
17 |
23 |
41 |
160 |
38 |
3,0 |
|
* Размеры для справок. |
|||||||
Заготовка для алюминиевой втулки и алюминиевая втулка для опрессовки канатов приведены на рисунке 25 и в таблице 23.

Рисунок 25 - Заготовка алюминиевой втулки и алюминиевая втулка
Размеры алюминиевых втулок, мм
|
Втулки и их параметр b |
Диаметр каната dк |
Втулка |
Заготовка - труба по ГОСТ 18482-79* |
||||
|
b |
b1* |
l* |
длина втулки L |
D* |
s* |
||
|
Вт12 |
9,7 - 10,0 |
12 |
24 |
24,5 |
60 |
32 |
6 |
|
Вт15 |
12,0 - 14,0 |
15 |
30 |
31 |
70 |
40 |
7,5 |
|
Вт18 |
15,0 - 16,5 |
18 |
38 |
37 |
80 |
50 |
10 |
|
Вт20 |
17,0 - 19,5 |
21 |
41 |
43 |
90 |
55 |
10 |
|
Вт25 |
22,0 - 23,0 |
25 |
45 |
48,5 |
100 |
60 |
10 |
|
Вт28 |
25,0 - 26,0 |
28 |
53 |
55 |
110 |
70 |
12,5 |
|
* Размеры для справок. |
|||||||
7. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К СТРОПАМ
7.1 В этом разделе должны быть приведены требования и нормы, определяющие эксплуатационные характеристики и показатели качества стропов. В разделе должны быть указаны основные требования к заготовкам стальных и алюминиевых втулок, материалам и покупным изделиям (канатам, коушам, крюкам и т.д.), комплектность, маркировка и упаковка стропов.
Раздел рекомендуется начинать словами: «Стропы строительные (наименование, тип, марка) должны соответствовать настоящим техническим условиям, составленным с учетом требований ГОСТ 25573-82*, ГОСТ 25032-81 и правил ПБ 10-382-00».
7.2 Чертежи общих видов стропов, звеньев и захватов, заделки концов стропов, опрессовочных втулок и заплеток приводят, как правило, в соответствующих разделах технических условий на листах формата А4. При необходимости эти чертежи могут быть помещены в приложении к техническим условиям. При разработке технических условий на типы строп указывают коды продукции каждого исполнения по классификатору продукции Российской Федерации.
Ниже приводятся технические требования, которые рекомендуется учитывать и использовать при составлении этого раздела технических условий на изготавливаемые стропы на данном предприятии.
7.3 Канаты для стропов должны удовлетворять требованиям ГОСТ 3071-88*, ГОСТ 3079-80* и ГОСТ 7668-80*.
Для стропов типов 1СК, 2СК, 3СК и 4СК применяют канаты по ГОСТ 2688-80*, ГОСТ 3070-88*, ГОСТ 3077-80* и ГОСТ 7665-80*.
Канатные ветви изготавливают из целого каната, сращивание каната не допускается. При обнаружении в канате порванной пряди или 12 обрывов проволоки на шаг свивки канат бракуют. Разность длин канатных ветвей стропов типа 4СК1 не должна превышать 1 % длины ветвей.
Коуши для стропов выбирают по диаметру каната. Коуши должны соответствовать техническим требованиям ГОСТ 2224-93.
7.4 Детали для сборки стропов изготавливают из следующих материалов.
Захваты стропов - крюки и карабины (скобы) изготавливают из стали с механическими свойствами не ниже Стали 20 по ГОСТ 1050-88*. Звенья стропов, несущие силовую нагрузку, изготавливают из стали с механическими свойствами не ниже Стали 20 по ГОСТ 1050-88* или стали Стсп по ГОСТ 380-2005. Звенья стропов, не несущие силовую нагрузку, изготавливают из стали с механическими свойствами не ниже Стпс по ГОСТ 380-2005.
7.5 Захваты изготавливают ковкой или штамповкой, сварка при изготовлении захватов не применяется.
Крюки должны быть снабжены предохранительными замками по ГОСТ 12840-80* или по чертежам предприятий-изготовителей.
При обнаружении на поверхности крюков после ковки или штамповки трещин, надрывов и волосовин, при увеличении ширины зева более чем на 12 %, при уменьшении высоты трущихся поверхностей более чем на 10 % крюки бракуют и к дальнейшей обработке не допускают.
7.6 Звенья из круглой стали изготавливают гибкой или штамповкой в холодном или горячем состоянии с последующей сваркой концов. При этом применяется контактная стыковая сопротивлением или сплавлением, или ручная дуговая сварка. Сварной шов треугольного звена располагают в центре нижней стороны звена, а овальных звеньев - на прямолинейном участке. Увеличение диаметра в месте сварки не должно превышать 10 %. Смещение свариваемых концов в месте стыка не должно превышать 3 - 4 % диаметра сечения круглой стали.
Детали звеньев с резьбой бракуют при обнаружении сдвига ниток или срыва двух и более ниток.
7.7 При изготовлении ветвей стропов типов 1СК, 2СК, 3СК и 4СК концы канатов оп-рессовывают алюминиевой или стальной втулкой либо заделывают заплеткой (см. раздел 6).
Втулки изготавливают из алюминиевых сплавов с механическими свойствами не ниже марок АДО, ДД1, АД31, АМЦ по ГОСТ 4784-74 или из Стали 20 по ГОСТ 1050-88*. После опрессовки конец каната должен выступать из втулки на 2 - 3 мм.
Места заплетки обкатывают обжимными роликами или протягивают через обжимную втулку, или уплотняют обстукиванием молотком.
Выступающие концы проволок прядей обматывают проволокой диаметром 1 мм по ГОСТ 3282-74* или другим материалом. При обмотке должно быть обеспечено перекрытие выступающих концов проволоки на 10 - 30 мм в обе стороны в зависимости от диаметра каната. Витки проволоки должны плотно прилегать к канату и друг к другу. Концы проволоки заделывают, чтобы исключить ее разматывание.
7.8 Втулки для стропов типов СКП2 и СКК2 изготавливают по рабочим чертежам предприятий-изготовителей. Для стропов этих типов втулки изготавливают из стали с механическими свойствами не ниже Стали 20 по ГОСТ 1050-88* или Стали 25Л по ГОСТ 977-88.
7.9 Захваты (крюки после ковки или штамповки), скобы разъемных звеньев после гибки, неразъемные звенья после сварки подвергают термообработке-нормализации. После термообработки твердость металла этих деталей должна быть не менее НВ 110, а предел текучести и относительное удлинение металла - не ниже, чем до термообработки.
7.10 Планки для разъемных звеньев Рт1, Рт2 и Рт3 можно изготавливать из набора пластин толщиной не менее 12 мм. Пластины карабинов соединяют точечной контактной сваркой.
7.11 Блоки стропов изготавливают из стали с механическими свойствами не ниже Стали 25Л по ГОСТ 977-88. Оси блоков изготавливают в соответствии с требованиями ГОСТ 9650-80*, из стали с механическими свойствами не ниже Стали 35 по ГОСТ 1050-88.
Диаметры блоков должны быть не менее восьми диаметров каната.
7.12 Стропы должны выдерживать статическую нагрузку, превышающую на 25 % их номинальную.
Коэффициент запаса прочности канатов стропов по отношению к разрывному усилию должен быть не менее шести. Коэффициент запаса прочности захватов и звеньев стропов по отношению к разрывному усилию должен быть не менее пяти.
7.13 Качество сварки деталей стропов (сварочные материалы, технология, квалификация сварщика и т.п.) должно обеспечить механические свойства сварного соединения не ниже механических свойств основного металла.
На поверхности захватов и звеньев не допускаются трещины, расслоения, надрывы и другие механические повреждения
На поверхности втулок до опрессовки не должно быть забоин, вмятин и других повреждений. После опрессовки втулки не должны иметь трещин. Заваривать или заделывать такие повреждения не допускается.
Самопроизвольное спадание каната с блока стропа должно быть исключено. Изгибы и погнутости осей должны быть исправлены: блоки должны свободно вращаться на осях.
Пластины карабинов после сварки должны свободно перемещаться по скобе.
Втулки для стропов типа СКП2 и СКК2 должны свободно перемещаться по канату.
Стропы должны быть приняты согласно установленным ниже правилам, испытаны и снабжены клеймом (биркой).
8. ПРАВИЛА ПРИЕМКИ
8.1 В разделе «Правила приемки» указывают порядок контроля стропов, условия предъявления и приемки стропов органами технического контроля предприятия-изготовителя и покупателем (заказчиком), порядок оформления результатов приемки.
В разделе устанавливают контролируемые параметры и размеры, последовательность, в которой осуществляется контроль, места проставления клейм, подтверждающих приемку стропов органами контроля.
В разделе оговаривают правила и условия приемки стропов, порядок выбраковки, устранения дефектов, повторного контроля и возобновления приемки.
Ниже приводятся типовые правила приемки стропов, которые могут быть использованы и уточнены при составлении этого раздела технических условий на конкретные стропы.
8.2 Для установления соответствия стропов техническим условиям предприятие-изготовитель проводит приемо-сдаточные испытания, состоящие из проверки стропов и испытания их под статической нагрузкой.
На соответствие техническим требованиям по разделу 7 проверяют и испытывают 10 % стропов от партии при заделке концов канатов опрессовкой стальными или алюминиевыми втулками, в том числе первый и последний строп, и 2 % - при заделке концов каната заплеткой.
Партия стропов, подлежащих испытанию, должна состоять из стропов одного типа и грузоподъемности, изготовленных из каната с одного барабана (бухты).
Партия деталей должна состоять из деталей одного типоразмера, изготовленных из одного металла и по единой технологии. При единичном производстве приемо-сдаточным испытаниям подвергается каждый строп.
8.3 На соответствие техническим требованиям по разделу 7 проверяют все изготовленные захваты и звенья стропов. Испытаниям подвергают 2 % изделий от партии.
8.4 При неудовлетворительных результатах приемо-сдаточных испытаний стропов производят повторные проверки и испытания с удвоенным числом образцов. В случае неудовлетворительных результатов повторных приемосдаточных испытаний партию строп бракуют.
9. МЕТОДЫ ИСПЫТАНИЙ
9.1 В разделе «Методы испытаний» описывают способ, режим контроля характеристик и параметров стропов.
Условия испытаний стропов должны быть максимально приближены к условиям их использования. Схема нагрузки должна соответствовать схеме нагрузки при производстве работ.
В разделе приводят описание процесса испытаний, наименование измерительного инструмента, формы и порядок ведения записей.
Испытания стропов проводят в соответствии с правилами ПБ 10-382-00.
Ниже приводятся типовые положения испытаний стропов, которые могут быть использованы, уточнены и дополнены при составлении этого раздела технических условий с учетом местных особенностей производства работ.
9.2 Стропы испытывают статической нагрузкой, превышающей номинальную на 25 %. Ветви строп при испытаниях располагают, как правило, под углом 90° друг к другу. При испытаниях строп под другим углом ветвей производят пересчет действующих нагрузок. Испытательный груз поднимают на высоту не более 200 мм и выдерживают. При серийном производстве стропов время их выдержки под нагрузкой принимается 3 минуты, при единичном производстве - 10 минут.
Нагрузку в стропах определяют динамометром или по контрольному грузу. Массу контрольного груза определяют взвешиванием до испытаний. Погрешность взвешивания допускается не более 2 % массы до 50 кг и 1 % массы свыше 50 кг.
9.3 Качество канатов, металла захватов, звеньев, втулок, сварочных и других материалов определяют по сертификатам на них или по результатам лабораторного анализа и испытаний.
9.4 Качество сварных соединений звеньев проверяют осмотром, обмерами, методами неразрушающего контроля и механическими испытаниями звеньев на статическое растяжение по ГОСТ 6996-66*.
9.5 Линейные размеры строп, такие как разность длины канатных ветвей, длина конца каната, выступающего из обжатой втулки, диаметр скобы звена в месте сварки, смещение торцов (несоосность торцов) скобы в месте стыка и другие, проверяют рулеткой, штангенциркулем, линейкой, шаблонами.
9.6 Твердость металла измеряют по ГОСТ 9012-59* и ГОСТ 9013-59*.
Предел текучести, сопротивление разрыву и относительное удлинение металла определяют по ГОСТ 1497-84, а ударную вязкость - по ГОСТ 9454-78*.
9.7 Целостность канатов, качество поверхностей захватов и звеньев, в том числе, сварных швов, опрессованных втулок, проверяют осмотром и органолептически. В случае необходимости при этом могут использоваться методы инструментального контроля.
10. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
10.1 В разделе указывают порядок и место проставления клейм, крепления бирок, способ и средства упаковки, условия транспортирования и хранения, обеспечивающие целостность и сохранность строп, приводят метод консервации и консервационные материалы, способ укладывания или подвески строп на складе (на стеллажи, на крюки и т.п.).
Ниже приводятся типовые правила, которые могут быть использованы и уточнены при составлении этого раздела технических условий на конкретные стропы.
10.2 На каждом стропе ставится маркировка (клеймо) или прикрепляется металлическая бирка, на которой указывают: наименование или товарный знак предприятия-изготовителя, номер стропа по нумерации предприятия-изготовителя, грузоподъемность стропа, год испытания.
10.3 На каждом захвате и звене стропа должна быть нанесена на металле ударом или штампом маркировка, содержащая следующие сведения: товарный знак предприятия-изготовителя, допускаемая нагрузка, год испытания.
10.4 Сведения об изготовленных стропах заносят в специальный журнал, порядок ведения и заполнения которого установлен правилами ПБ 10-382-00. Форма журнала приводится в МДС 12-31.2007. По журналу устанавливают: наименование и тип стропа, грузоподъемность, код ОКП, номер проекта (рабочих чертежей) и технических условий, номер технологической карты, номер сертификата на примененный материал, дату и результаты испытаний, подпись ответственного инженерно-технического работника.
10.5 Строп, канатная ветвь, захват, звено или их партии, изготавливаемые на продажу, сопровождаются паспортом, в котором указывают: наименование и товарный знак предприятия-изготовителя, тип стропа (изделия) и его грузоподъемность (допускаемую нагрузку), длину стропов и канатных ветвей, номер по нумерации предприятия-изготовителя, год и месяц выпуска, результаты проверок и испытаний, наименование документа, в котором указаны гарантируемые параметры и показатели качества продукции (сертификат соответствия, технические условия, ГОСТ 25573-82*), гарантийные обязательства.
10.6 Упаковка стропов производится, как правило, двумя способами.
Первый способ: стропы одного типа, одинаковой грузоподъемности и длины связывают кольцом, комплектуют в общую бухту, которую завязывают по периметру в трех - четырех местах.
Второй способ: стропы длиной до 3 м связывают в пачки (пучки) массой около 100 кг и укладывают в пакеты или в контейнеры.
Маркировка грузовых мест бухты, пачки - по ГОСТ 14192-96*.
10.7 Транспортирование стропов производится любым видом транспорта. Хранение стропов - по группе условий хранения ОЖ4 по ГОСТ 15150-69*.
11. ГАРАНТИИ ПРЕДПРИЯТИЯ-ИЗГОТОВИТЕЛЯ
В этом разделе устанавливают права и обязанности предприятия-изготовителя по гарантиям в соответствии с действующим законодательством. Предприятие-изготовитель должно гарантировать соответствие стропов техническим условиям при соблюдении потребителем правил их эксплуатации.
Правила эксплуатации, технического освидетельствования и испытаний стропов изложены в МДС 12-31.2007.
Гарантийный срок эксплуатации стропов устанавливают обычно от трех до шести месяцев.