 | Информационная система | |
|
Госстрой СССР Ордена Трудового Знамени |
|
РЕКОМЕНДАЦИИ |
|
Утверждены |
МОСКВА - 1984
СОДЕРЖАНИЕ
|
1. Общие положения и область применения. 2 2. Конструктивные элементы соединений и материалы.. 2 |
Печатается по решению секции теории железобетона и арматуры НТС НИИЖБ Госстроя СССР от 7 июня 1983 г.
Содержат основные положения по технологии монтажной электродуговой сварки под флюсом тавровых соединений арматурных стержней и стальных конструкций, на поверхности которых уложен оцинкованный стальной профилированный настил.
Рекомендации предназначены для проектировщиков, инженерно-технических работников строительных организаций, мастеров, рабочих-сварщиков, а также служб контроля качества.
ПРЕДИСЛОВИЕ
Настоящие Рекомендации составлены в дополнение к «Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций» СН 393-78 (М., 1979).
Рекомендации содержат материалы по технологии электродуговой сварки под флюсом тавровых соединений арматурных стержней со стальным прокатом, на поверхности которого уложен оцинкованный стальной профилированный настил. Приведены параметры режима сварки и изложены требования к контролю качества сварных соединений. В приложении дана конструкция сварочного пистолета* и описана его работа.
______________
* А.с. 986675 (СССР). Пистолет для приварки под флюсом анкерных стержней втавр / В.И. Игнатьев, Н.А. Потапов, Р.А. Павлов, В.Н. Воронов. - Б.И., 1983, № 1.
Рекомендации разработаны НИИЖБ Госстроя СССР (инженеры В.И. Игнатьев, Н.А. Потапов) и КТБ НИИЖБ Госстроя СССР (инж. Р.А. Павлов).
Дирекция НИИЖБ
1. ОБЩИЕ ПОЛОЖЕНИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящими Рекомендациями следует руководствоваться при монтажной сварке тавровых соединений стержней и оцинкованного стального профилированного настила к плоским элементам стальных конструкций.
1.2. Рекомендации распространяются на сварку арматурных стержней диаметром до 16 мм из сталей классов A-I ... A-III, оцинкованных профилированных настилов толщиной до 1 мм и стального проката толщиной не менее 8 мм, выполненного из малоуглеродистых и низколегированных сталей.
1.3. Способы испытаний, дополнительные технологические указания, вопросы проектирования, правила производства и приемки работ, техника безопасности, аттестация сварщиков и допуск их к работе должны осуществляться в соответствии с указаниями ГОСТ 10922-75, СНиП II-21-75, СНиП II-23-81, Инструкции СН 393-78, ГОСТ 12.3.003-75.
1.4. К работам, регламентированным настоящими Рекомендациями, допускаются сварщики, освоившие технологию сварки, правила эксплуатации нового оборудования и прошедшие квалификационную комиссию.
2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ И МАТЕРИАЛЫ
2.1. Конструкция и расположение соединяемых элементов, класс и марка стали должны соответствовать требованиям проекта.
2.2. Арматурные стержни следует изготовлять из стали классов A-I ... A-III по ГОСТ 5781-75 диаметром dн = 8 ... 16 мм, длиной 80 ... 250 мм (рис. 1).
2.3. Стальной прокат должен иметь ширину не менее 50 мм и толщину не менее 8 мм. Марки сталей проката должны отвечать требованиям глав СНиП II-21-75 и СНиП II-23-81.
2.4. Оцинкованный стальной профилированный настил должен иметь ширину привариваемой полки (прямого участка) не менее 50 мм при ее толщине не более 1 мм. Толщина цинкового покрытия не должна превышать 35 мк.
2.5. Минимальные расстояния от оси стержня (см. рис. 1) до края плоского элемента стального проката к и оцинкованного настила b должны быть не менее 1,5dH, при этом к - b < 0,5 мм (см. п. 5.6 настоящих Рекомендаций).
2.6. Минимальное расстояние между осями стержней, привариваемых в продольном направлении настила, должно быть не менее 70 мм.
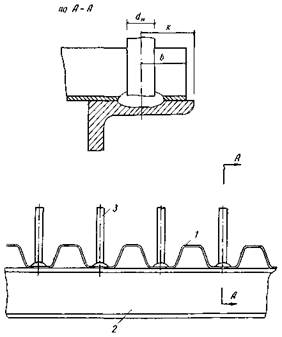
Рис. 1. Фрагмент стальной конструкции
1 - оцинкованный профилированный настил; 2 - швеллер каркаса; 3 - приваренный втавр стержень
3. ТЕХНОЛОГИЯ СВАРКИ
3.1. Процесс сварки осуществляют в следующей последовательности (рис. 2): арматурный стержень - электрод - устанавливают вертикально, перпендикулярно плоскому элементу проката, на поверхности которого уложен оцинкованный стальной профилированный настил, и возбуждают сварочную дугу, горящую под флюсом между торцом стержня и настилом. При этом стержень расплавляется на заданную величину, проплавляя насквозь оцинкованный настил и частично плоский элемент проката. В образовавшуюся ванну расплавленного металла погружают стержень. Затем выключают сварочный ток. Расплавленный металл кристаллизуется, образуя сварное соединение стержня с оцинкованным настилом и стальным прокатом.
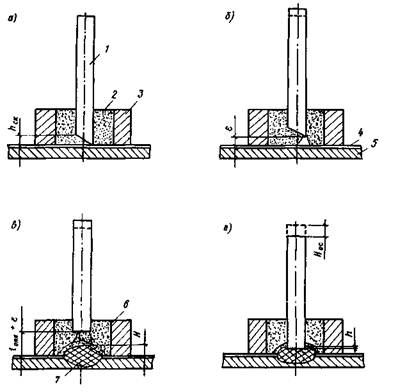
Рис. 2. Основные этапы процесса сварки
а - сборка элементов будущего соединения; б - возбуждение дуги; в - горение дуги и образование расплавленного металла; г - осадка стержня в расплавленный металл;
1 - арматурный стержень; 2 - флюс; 3 - опорная удерживающая плита; 4 - оцинкованный настил; 5 - плоский элемент стального каркаса; 6 - флюсовая корка; 7 - наплавленный металл
(hск - величина скоса торца стержня; e - величина начального дугового промежутка; bопл - величина расплавленной части стержня; h - глубина погружения стержня в ванну расплавленного металла; Hос - машинная осадка стержня)
3.2. Перед сваркой оцинкованный настил прижимают к балке каркаса вручную опорной плитой, а арматурный стержень устанавливают вертикально в центре отверстия этой плиты с определенным усилием таким образом, чтобы его торец касался оцинкованного настила и тем самым обеспечивался электрический контакт с ним. В отверстие плиты засыпают флюс.
3.3. Управление процессом сварки осуществляют в полуавтоматическом режиме: включают сварочный ток, по цепи между стержнем и настилом в течение примерно 0,15 с протекает ток короткого замыкания. Стержень отрывают от оцинкованного настила на заданную величину начального дугового промежутка e; при этом возбуждается сварочная дуга, которая горит при неподвижном стержне. По окончании этапа горения дуги (напряжение на дуге при этом не должно превышать 50 В) в расплавленный металл погружают стержень, который фиксируется в нем на заданной глубине h. После чего выключают сварочный ток, и выдерживают свариваемые детали до полной кристаллизации расплавленного металла.
4. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
4.1. Сварку комбинированного соединения следует осуществлять с использованием сварочного пистолета, описание которого дано в приложении настоящих Рекомендаций.
4.2. Источниками питания служат преобразователи постоянного тока ВКСМ-1000, ВДМ-1001, ВДУ-1601 или ВДФ-2001 (обратная полярность), а также сварочные трансформаторы типа ТДФ-1601 и ТДФ-1001*.
______________
* Трансформатор ТДФ-1001 рекомендуется применять для сварки стержней диаметром не более 12 мм.
4.3. Источник питания следует соединять с пистолетом посредством двух кабелей площадью сечения не менее 75 мм2 каждый и длиной не более 60 м (включая кабель заземления).
Примечание. Допускается соединение пистолета с основным кабелем выполнять гибким кабелем площадью сечения не менее 90 мм2 и длиной не более 4 м.
5. ПОДГОТОВКА К СВАРКЕ
5.1. Заготовку арматурных стержней следует производить на механических ножницах. Высота скоса торца стержня hск (см. рис. 2) должна удовлетворять следующему соотношению hск £ 0,27dн.
Примечание. Допускается производить заготовку с использованием газовой резки, после которой торцы стержней следует очистить от образований окисной пленки и шлака.
5.2. Не допускается применение стержней с концами, отогнутыми при рубке.
5.3. Торцы и поверхность стержней в местах их контакта с токоподводящими частями пистолета не должны иметь ржавчины, масла, краски и т.п.
5.4. В местах сварки оцинкованного профилированного настила и стальной конструкции не должно быть воды, снега, льда, грязи, ржавчины и т.п.
Примечание. Укладку настила рекомендуется производить в сухую погоду.
5.5. Ржавчина, краска, грязь должны удаляться механическим путем, а влага (снег, лед) вытираться ветошью либо высушиваться сжатым воздухом, паяльной лампой или газовой горелкой.
5.7. Не следует сваривать два профилированных настила внахлестку.
5.8. Прокаленный флюс должен находиться в герметичной упаковке в количестве, не превышающем суточной потребности. Использованный флюс может быть употреблен вновь после его повторного прокаливания и удаления кусочков шлака.
5.9. Не следует производить сварку при температуре свариваемых материалов ниже -20 °C.
6. РЕЖИМ СВАРКИ
6.1. Основными регулируемыми параметрами режима сварки являются:
ток короткого замыкания Jк.з, определяемый мощностью и настройкой источника питания и фиксируемый в момент короткого замыкания арматурного стержня на вспомогательную пластину или балку каркаса;
продолжительность горения дуги при неподвижном стержне и продолжительность осадки стержня под током tк.з, на которые должен быть настроен регулятор времени пистолета;
выдержка стержня до полной кристаллизации расплавленного металла tв, осуществляемая вручную;
геометрические величины tопл, H и hск (см. рис. 2), используемые для расчета e и Hос и получаемые при настройке пистолета (см. приложение настоящих Рекомендаций).
6.2. Величину тока короткого замыкания в зависимости от источника питания и параметры режима e, tсв, Нос, tв и h следует назначать по табл. 1.
Таблица 1
|
Диаметр стержней dн, мм |
Величина начального дугового промежутка e, мм |
Продолжительность горения дуги tсв, с |
Машинная осадка стержня Нос, мм |
Минимальная продолжительность выдержки стержня в ванне расплавленного металла tв.с |
Глубина погружения стержня в ванну расплавленного металла h, мм |
Ток короткого замыкания Jк.з, А |
|
8 |
1 |
1,5 |
18 |
2 |
6 |
1400 ... 1600 |
|
10 |
1,5 |
2 |
18 |
2 |
6 |
|
|
12 |
2 |
2,5 |
16 |
2 |
5 |
|
|
14 |
2,5 |
3 |
14,5 |
2,5 |
4,5 |
1800 ... 2100 |
|
16 |
3 |
4 |
13,5 |
2,5 |
4 |
Параметры e, tв и h являются постоянными во всем диапазоне приведенных значений Jк.з, а параметры tсв и Hос соответствуют максимальным значениям Jк.з. При всех других значениях Jк.з, приведенных в табл. 1, оптимальные значения параметров tсв и Hос должны определяться опытным путем следующим образом: при отрыве стержня от пластины на величину e возбуждается дуга, стержень оплавляется, при этом фиксируется продолжительность горения дуги и длина расплавленной части стержня. Режим подбирают так, чтобы обеспечить расплавление стержня на длину 12 ... 16 мм*. Затем вычисляют средние (по результатам нескольких наплавок) значения продолжительности горения дуги tсв. ср, длины расплавляемой части стержня tопл. ср и высоты наплавки Hср. После чего подсчитывают необходимое для сварки время горения дуги tсв по формуле
![]()
где tonл = 16 мм - длина расплавляемой части стержня, необходимая для образования сварного соединения.
______________
* Этот режим может быть использован при выполнении электрозаклепочного соединения оцинкованного настила к плоским элементам стальной балки без приварки арматурного стержня (см. рис. 2, в).
Оптимальную величину машинной осадки определяют из выражения
![]()
где величину h находят по табл. 1, H и hск определяет обмерами (см. рис. 2).
6.3. Продолжительность осадки стержня под током tк.з следует принять равной 1 ... 2 с соответственно для соединений со стержнями диаметром 8 ... 16 мм.
6.4. Для обеспечения удовлетворительного процесса сварки и формирования наплавленного металла минимальный диаметр флюсоудерживающей полости опорной плиты должен быть равен трем диаметрам свариваемых стержней, а высота слоя флюса - 30 мм (см. рис. 2). Для сварки следует использовать флюс марки АН-348А (ГОСТ 9087-81) крупностью зерна 0,25 ... 1 мм.
7. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
7.1. При контроле качества сварных соединений следует руководствоваться указаниями ГОСТ 10922-75 и Инструкции СН 393-78.
7.2. Каждые 10 сут, а также после длительного перерыва или в случае перемещения источника питания, вызвавшего изменение токоподводящей сети или крепление обратного кабеля, следует проводить пробные механические испытания сварных соединений трех «образцов-свидетелей» (рис. 3).
7.3. Образцы для механических испытаний (см. рис. 3) следует изготовлять из применяемых материалов: арматурный стержень длиной примерно 400 мм и пластина размером 100´200 мм и толщиной, равной толщине плоского элемента проката, на которую внахлестку укладывают оцинкованный лист также размером 100´200 мм со смещением в 100 мм.
7.4. Испытание образцов на отрыв (см. рис. 3, а) следует проводить по ГОСТ 10922-75. Для испытания на срез (см. рис. 3, б) в разрывную машину устанавливают сварной образец с тавровым или электрозаклепочным соединением, закрепляя в один захват пластину, а в другой - оцинкованный лист, и затем прикладывают растягивающую нагрузку.
Примечание. Для испытания сварного соединения на срез можно использовать образцы после их механических испытаний на отрыв.
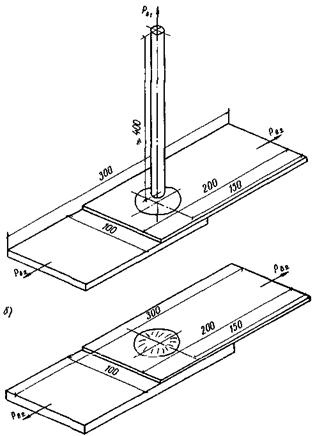
Рис. 3. Образцы для механических испытаний сварных соединений на отрыв PВ1 (а) и на срез PВ2 (б)
7.5. При испытании на отрыв (см. рис. 3, а) прочность сварных соединений должна удовлетворять требованиям, приведенным в табл. 2.
Таблица 2
|
Браковочные минимумы значений показателей прочности сварных соединений. МПа |
||
|
наименьшего значения С1 |
среднего арифметического значения С2 |
|
|
A-I |
240 |
320 |
|
А-II |
360 |
450 |
|
А-III |
450 |
540 |
При неудовлетворительных результатах следует откорректировать режим сварки и повторять испытание до получения положительных результатов.
7.6. При испытании на срез (см. рис. 3, б) разрушающая нагрузка РВ2 должна быть не менее 20 кН.
7.7. Все сварные соединения подлежат визуальному контролю. При обнаружении дефектов (в виде смещения венчика наплавленного металла или протечки расплавленного металла под оцинкованный настил), которые могут вызвать несплавление части стержня, следует с помощью молотка или трубы согнуть стержень под углом 15° в направлении ближайшего конца проката. Точка приложения нагрузки должна находиться на расстоянии не менее 3dн от места сварки. При появлении трещины стержень следует сломать и приварить вновь. Если трещин нет и разрушения соединения не произошло, стержень следует оставить в отогнутом положении.
7.8. В случаях, когда возникают сомнения в качестве сварки или появляется необходимость проконтролировать глубину погружения стержня в расплавленный металл h, следует изготовить макрошлиф осевого сечения «образца-свидетеля».
7.9. При неплотном прилегании оцинкованного настила возможны его прожоги, величина которых по периметру наплавки не должна превышать 25 % на одном соединении.
7.10. Ремонт прожженного профилированного настила осуществляется его подваркой ручной дуговой сваркой с предварительной подбивкой молотком прожженного края к поверхности стального проката. Для подварки рекомендуется использовать электроды УОНИ 13-55 диаметром 4 мм (постоянный ток обратной полярности).
Приложение
Назначение
Пистолет предназначен для сварки в нижнем положении под флюсом тавровых соединений стержней и оцинкованного профилированного настила со стальными конструкциями в монтажных условиях. Пистолетом можно сваривать указанные соединения без профилированного настила, а также получать электрозаклепочное соединение закрепляемых элементов (без арматурного стержня).
Техническая характеристика
Диаметр арматурных стержней dн, мм........................................... 8 - 18
Длина арматурных стержней, мм................................................... 80 - 200*
Регулируемая величина отрыва стержня e, мм............................. 1 - 4
Величина осадки стержня Hос, мм................................................... 5 - 25
Сварочный ток, А............................................................................. до 1600
Продолжительность работы, %....................................................... 30
Габаритные размеры, мм................................................................. 600´390´100
Масса, кг............................................................................................ 10
______________
* При необходимости можно изменить длину привариваемых стержней, применив несложную оснастку.
Описание конструкции
Пистолет (рис. 4) состоит из двух направляющих полых штанг 10, внутрь которых через короб 1 засыпается флюс. Внизу штанги соединены опорной плитой 8, имеющей полость для флюса. На направляющих штангах крепится подвижная рамка, состоящая из двух втулок, к которым вверху прикреплена плита со стопорными ручками 3, а внизу - плита 5 и коробка с микровыключателем 11 и сигнальной лампой. На ней смонтирован рычаг 4, управляющий отрывом и осадкой арматурного стержня, а по центру ее смонтирован шариковый зажим 12 с возвратными пружинами, регулировочным винтом 2 и эксцентриковым зажимом арматурного стержня 9, закрепленного на металлическом штоке 6. На опорной плите смонтирован педально-шиберный механизм подачи флюса в зону сварки, приводимый в действие рычагом 7.

Рис. 4. Схема пистолета для сварки под флюсом тавровых соединений стержней и оцинкованного профилированного настила к стальным конструкциям в монтажных условиях
Порядок работы
Работа на пистолете осуществляется следующим образом. Величина начального дугового промежутка e устанавливается при помощи винта 2 и контролируется при нажатии рычага 4 по величине зазора между шариковым зажимом 12 и нижней плитой подвижной рамки 5. После настройки заданной величины e регулировочный винт 2 фиксируется гайкой. Гайкой штока 6 производится предварительное поджатие пружины осадки стержня.
Арматурный стержень закрепляют в эксцентриковом зажиме 9 так, чтобы выступающая его часть из опорной плиты 8 была равна величине Hос. Это достигается перемещением подвижной рамки и последующим закреплением ее винтовыми зажимами ручек 3.
В короб 1 и направляющие штанги 10 засыпают флюс. Пистолет вертикально устанавливают на настил и надавливают на ручки 3. За счет сжатия пружины осадки стержень арматуры прижимается к настилу с определенным усилием; при этом опорная плита 8 под действием усилия, создаваемого оператором, поджимает профилированный настил к плоскости стального проката. Далее оператор нажимает рычаг 7, открываются отверстия в штангах 10, и флюс попадает в полость плиты 8.
Нажатием рычага 4 включается сварочный ток, одновременно происходит отрыв стержня. По истечении заданного времени горения дуги tсв включается сигнальная лампа, оператор отпускает рычаг 4, и под действием пружины осадки происходит погружение стержня в расплавленный металл, сигнальная лампа гаснет. После кристаллизации металла стержень освобождают из эксцентрикового зажима 9, и пистолет переносят на следующую позицию.
Работа электрической схемы пистолета проходит следующим образом (рис. 5).
При включении рубильника В2 на шкаф управления подается питание и зажигается лампа ЛС1. Включаем тумблер В3. При нажатии рычага 4 (см. рис. 4) включается микровыключатель В4, который включает реле Р3.
Реле Р3 своими нормально-открытыми контактами включает реле Р0 и подготавливает к включению реле Р2. Реле Р0 нормально-открытыми контактами включает контактор P1 (по сварочной цепи идет ток) и блокирует микровыключатель В4. Контактор P1 своими нормально-открытыми контактами включает реле PB1 и подготавливает к включению цепь сигнальной лампы ЛС2.
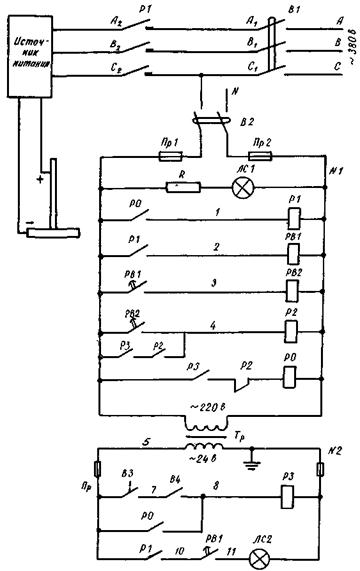
Рис. 5. Принципиальная электрическая схема работы пистолета
По истечении заданной выдержки времени (продолжительность горения дуги) реле РВ1 срабатывает и включает нормально-открытыми контактами лампу ЛС2 и реле времени РВ2. Включение лампы ЛС2 служит сигналом оператору на отпускание рычага 4 (см. рис. 4).
По истечении заданной выдержки времени РВ2 (осадка стержня под током) нормально-открытыми контактами включается реле Р2 и нормально-замкнутыми контактами выключается реле Р0. Далее отключается контактор P1, лампа ЛС2 гаснет, и схема занимает исходное положение.
При выполнении электрозаклепочных соединений схема работает в том же режиме, только рычаг с микровыключателем В4 остается нажатым в течение всего процесса. После завершения его лампа ЛС2 выключается, пистолет снимается с изделия и рычаг 4 отпускается (см. рис. 4).
Тумблер В3 служит для отключения электрической схемы при коротких перерывах в работе.