 | Информационная система | |
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И ПРОЕКТНО-ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ
ОРГАНИЗАЦИИ, МЕХАНИЗАЦИИ
И ТЕХНИЧЕСКОЙ ПОМОЩИ СТРОИТЕЛЬСТВУ
(ЦНИИОМТП) ГОССТРОЯ СССР
РУКОВОДСТВО
ПО ОКРАШИВАНИЮ
ПОВЕРХНОСТЕЙ
СТРОИТЕЛЬНЫХ
КОНСТРУКЦИИ
АГРЕГАТАМИ
БЕЗВОЗДУШНОГО
РАСПЫЛЕНИЯ
![]()
МОСКВА СТРОЙИЗДAT 1981
Рекомендовано к изданию секцией технологии и механизации строительного производства НТС ЦНИИОМТП Госстроя СССР.
Приведены описания конструкции и устройства отдельных узлов агрегатов, правила их технической эксплуатации. Рассмотрены дефекты окрашивания при работе агрегатов и методы их устранения, приемы выполнения операций и процесса окрашивания в целом, применяемые окрашивающие и вспомогательные материалы, а также технико-экономические показатели. Особое внимание уделено вопросам охраны труда и техники безопасности.
Для инженерно-технических работников проектных и строительных организаций, занимающихся окрашиванием конструкций агрегатами 2600Н и 7000Н.
ПРЕДИСЛОВИЕ
Увеличение объемов отделочных работ должно проводиться за счет роста производительности труда без увеличения численности рабочих. Большое место в отделочных работах занимают малярные работы. На смену традиционным методам окрашивания - кистью, валиком, пневматическим распылением - приходят новые высокопроизводительные методы, одним из которых является метод безвоздушного распыления.
В настоящее время Вильнюсским производственным объединением строительно-отделочных машин Минстройдормаша СССР серийно выпускаются агрегаты безвоздушного распыления 2600Н и 7000Н*.
_____________
* В паспорте заводов-изготовителей агрегаты названы «агрегаты окрасочные высокого давления 2600Н и 7000Н. В соответствии с ГОСТ 9.072-77 их следует называть «агрегаты безвоздушного распыления 2600Н или 7000Н».
Несмотря на широкое применение этих агрегатов в строительстве, ряд вопросов, связанных с технологией нанесения покрытий, применяемыми материалами и их технологическими параметрами, организацией малярных работ, технического обслуживания и ремонта агрегатов, еще недостаточно освещен в технической литературе.
При составлении Руководства использован опыт работы треста Мосотделстрой № 5, отделочных трестов Главмоспромстроя, строительных организаций Минстроя Литовской ССР и др., а также результаты экспериментальных работ ЦНИИОМТП.
Руководство направлено на повышение эффективности использования агрегатов безвоздушного распыления 2600Н и 7000Н в строительных организациях.
Разработано кандидатами техн. наук А.Н. ПУЧКОВЫМ, Е.П. ГНИЦЕВИЧЕМ, М.А. ЛАСТОВЦЕВЫМ, инж. А.Л. СИРОТИНСКИМ (ЦНИИОМТП), инж. А.И. КАДЖИСОМ (Минстрой Литовской ССР).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководство разработано в качестве пособия по использованию в строительстве агрегатов безвоздушного распыления 2600Н и 7000Н.
1.2. В дополнение к настоящему Руководству следует пользоваться следующими документами:
Агрегаты окрасочные высокого давления 2600Н и 7000Н, паспорт ПС, 1980;
СНиП III-21-73 «Отделочные покрытия строительных конструкций»; СНиП III-4-79 «Техника безопасности в строительстве».
2. ОКРАШИВАНИЕ БЕЗВОЗДУШНЫМ РАСПЫЛЕНИЕМ И ОБЛАСТЬ ПРИМЕНЕНИЯ
2.1. Окрашивание безвоздушным распылением основано на дроблении лакокрасочного материала при выходе его из сопла с большой скоростью за счет перепада давления и осаждении распыленных частиц материала на окрашиваемой поверхности.
2.2. По сравнению с пневматическим распылением метод безвоздушного распыления позволяет:
снизить удельный расход лакокрасочного материала на 20 - 30 % за счет уменьшения потерь на туманообразование;
уменьшись расход растворителей на 15 - 25 %, так как можно распылять более вязкие материалы;
увеличить производительность труда в 1,5 - 2 раза в связи с возможностью нанесения меньшего количества слоев покрытия;
улучшить санитарно-гигиенические условия труда, так как уменьшается загрязнение окружающего воздуха вредными веществами.
2.3. Метод безвоздушного распыления можно применять для окрашивания строительных конструкций по бетону, штукатурке, каменной и кирпичной кладке, металлу, дереву и другим материалам как в построечных, так и заводских условиях.
2.4. Лакокрасочные материалы, содержащие цемент, каменную муку, алюминиевый порошок, песок и большое количество мела, непригодны для нанесения агрегатами безвоздушного распыления.
2.5. Перила, сетки, стержни, трубы малых диаметров, оконные переплеты и другие узкие или решетчатые формы изделия методом безвоздушного распыления окрашивать малоэффективно из-за большой потери лакокрасочного материала.
2.6. Агрегатами безвоздушного распыления наносятся грунтовки, жидкие шпаклевки, краски, эмали и лаки, имеющие для агрегата 2600Н условную вязкость по ВЗ-4 до 200 с и крупность твердых частиц до 0,08 мм и соответственно для агрегата 7000Н до 300 с и до 0,14 мм.
2.7. Для обеспечения нормальной работы агрегатов безвоздушного распыления необходимо применять чистые лакокрасочные материалы и тару, своевременно производить техническое обслуживание и текущий ремонт агрегатов.
2.8. Годовой экономический эффект от внедрения одного агрегата 2600Н - 2,85 тыс. руб. и 7000H - 5,34 тыс. руб. по сравнению с УБРХ-1М.
3. АГРЕГАТЫ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ 2600Н И 7000Н
Назначение, состав и принцип действия
3.1. Агрегаты предназначены для безвоздушного окрашивания строительных конструкций и элементов из различных материалов в построечных и заводских условиях.
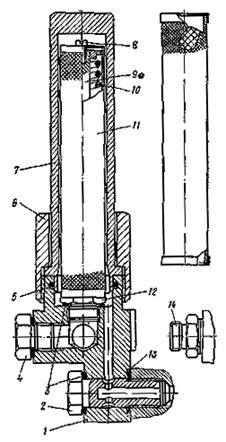
3.2. Агрегаты 2600Н (рис. 1) и 7000Н (рис. 2) включают в себя электродвигатель, защитно-отключающее устройство и насосный узел с фильтром высокого давления, установленные на двухколесной тележке со съемной рукояткой, всасывающую систему, рукав высокого давления с пистолетом, электрокабель, инструменты и принадлежности.


3.3. В транспортном положении всасывающая система, рукав высокого давления и электрокабель укладываются на тележке.
В отдельной упаковке перевозятся пистолет, фильтр высокого давления и принадлежности.
Инструменты агрегата 7000Н хранятся в инструментальном ящике.
Принцип действия
3.4. Вращение электродвигателя (рис. 3, а и б) передается на эксцентрик (агрегат 2600Н) или через соединительную муфту на диск-маховик агрегата 7000Н и преобразуется в возвратно-поступательное движение поршня.
Под действием пружины поршень постоянно прижат к эксцентрику или диску-маховику.
3.5. Всасывание лакокрасочного материала происходит следующим образом.
При движении поршня в сторону мембраны жидкость прогибает мембрану и вытесняет воздух из полости «Краски».
При этом всасывающий клапан закрыт. При обратном движении поршня в полости «Краски» происходит всасывание лакокрасочного материала. При этом всасывающий клапан открыт.

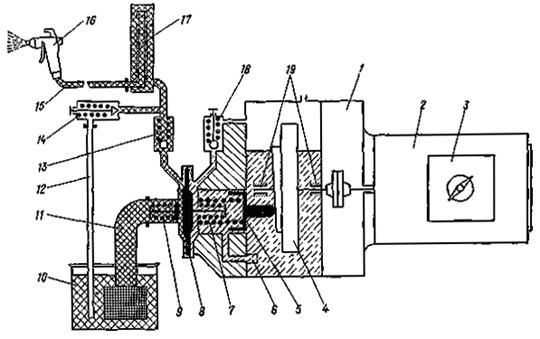
Рис. 3. Гидравлические схемы агрегатов
а - 2600Н; б - 7000Н; 1 - насос с гидропередачей; 2 - электродвигатель; 3 - защитно-отключающее устройство с выключателем; 4 - эксцентрик (2600Н) или диск-маховик (7000Н); 5 - поршень; 6 - маслофильтрующая пробка; 7 - пружины поршня; 8 - мембрана; 9 - всасывающий клапан; 10 - емкость с краской; 11 - всасывающий рукав с фильтром; 12 - перепускной рукав; 13 - нагнетательный клапан; 14 - перепускной клапан; 15 - рукав высокого давления; 16 - пистолет; 17 - фильтр высокого давления; 18 - регулятор давления; 19 - подшипник
3.6. Нагнетание лакокрасочного материала происходит при частично или полностью закрытом клапане регулятора давления и движении поршня в сторону мембраны. Жидкость (масло) давит на мембрану, которая прогибается, всасывающий клапан закрывается - и происходит нагнетание (выдавливание) лакокрасочного материала через открытый нагнетательный клапан в фильтр высокого давления и далее по рукаву высокого давления через пистолет на окрашиваемую поверхность. Перепускной клапан при этом закрыт.
3.7. Перекачка лакокрасочного материала «на себя», т.е. из приемной емкости через полость краски и опять в приемную емкость, происходит при закрытом клапане пистолета и открытом перепускном клапане.
3.8. При закрытом запорном клапане пистолета и открытом клапане регулятора давления мембрана находится в неподвижном положении, а гидравлическая жидкость (масло) под действием поршня при работающем электродвигателе перепускает масло из цилиндра поршневого насоса в полость коробки эксцентрика (диска-маховика).
3.9. Технические характеристики агрегатов представлены в табл. 1.
Общие виды агрегатов даны на рис. 4 и 5.
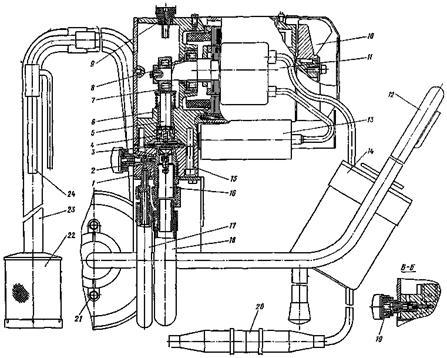
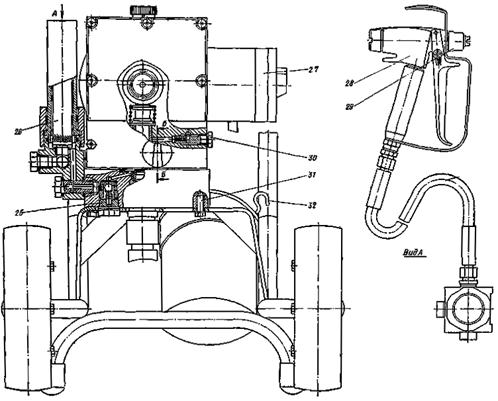
Рис. 4. Общий вид агрегата 2600Н
а - вид сбоку; б - вид спереди; 1 - корпус ступени краски; 2 - перепускной клапан; 3 - мембрана; 4 - вкладыш полиамидный; 5 - поршень; 6 - корпус масляной ступени; 7 - роликоподшипник с ограничительным кольцом; 8 - роликоподшипник; 9 - маслозаливочная пробка; 10 - крыльчатка; 11 - электродвигатель; 12 - съемная рукоятка; 13 - конденсатор; 14 - резервуар для фильтра; 15 - болт с внутренним шестигранником; 16 - патрубок; 17 - перепускной рукав; 18 - всасывающий рукав; 19 - регулятор давления; 20 - штепсельный разъем; 21 - тележка; 22 - фильтр; 23 - наконечник всасывающего рукава; 24 - наконечник перепускного рукава; 25 - нагнетательный клапан; 26 - фильтр высокого давления; 27 - защитно-отключающее устройство с выключателем; 28 - пистолет; 29 - сопло; 30 - маслофильтрующая пробка; 31 - болт с внутренним шестигранником; 32 - крюк


Рис. 5. Общий вид агрегата 7000Н
а - вид сбоку; б - вид спереди; 1 - корпус ступени краски; 2 - вставка полиамидная; 3 - рукав высокого давления; 4 - клапан всасывающий; 5 - нагнетательный клапан; 6 - фильтр высокого давления; 7 - мембрана; 8 - регулятор давления; 9 - роликовый упорный подшипник; 10 - маховик; 11 - подшипник игольчатый; 12 - роликовый упорный подшипник; 13 - корпус масляной ступени; 14 - шарикоподшипник; 15 - ящик для инструмента; 16 - сопло; 17 - пистолет; 18 - съемная рукоятка; 19 - защитно-отключающее устройство с выключателем; 20 - электродвигатель; 21 - тележка; 22 - вал электродвигателя; 23 - муфта; 24 - корпус; 25 - болт; 26 - пробка маслофильтрующая; 27 - поршень; 28 - вставка; 29 - подшипник игольчатый; 30 - рукав высокого давления; 31 - соединитель резьбовой для рукава высокого давления; 32 - перепускной клапан; 33 - маслозаливочная пробка; 34 - соединитель резьбовой для перепускного рукава; 35 - перепускной рукав; 36 - болты крепления
Таблица 1
|
Единица измерения |
Агрегаты |
||
|
2600Н |
7000Н |
||
|
1. Производительность насоса при свободном истечении |
л/мин |
3,6 |
5,6 |
|
2. Давление нагнетания без подачи (при закрытом клапане пистолета-распылителя) |
МПа (кгс/см2) |
23,5 ± 0,5 (240 ± 5) |
24 ± 5 (245 ± 5) |
|
3. Давление нагнетания и подача насоса (на воде) при диаметре сопла, мм: |
|||
|
0,66 |
МПа (кгс/см2) |
13,7 ± 0,5 (140 ± 5) |
- |
|
л/мин |
2,45 |
15,7 ± 0,5 (160 ± 5) |
|
|
0,79 |
» |
- |
4,1 |
|
4. Высота всасывания |
м |
4 |
4,7 |
|
5. Мощность электродвигателя |
кВт |
1 |
2 |
|
6. Напряжение |
В |
220 |
380 |
|
7. Род тока |
- |
Однофазный |
Трехфазный |
|
8. Сила тока |
А |
6,3 |
4,5 |
|
9. Частота |
Гц |
50 |
50 |
|
10. Частота вращения электродвигателя |
об/мин |
1350 |
1410 |
|
11. Вязкость распыляемого материала по ВЗ-4 |
с |
До 200 |
До 300 |
|
12. Размер твердых частиц в материале |
мм |
До 0,08 |
0,14 |
|
13. Высота подачи при распылении |
м |
40 |
90 |
|
14. Нагнетательный рукав: |
|||
|
тип |
- |
Полимерный |
|
|
внутренний диаметр |
мм |
6 |
6 |
|
длина* |
м |
10 |
10 |
|
15. Габариты агрегата |
мм |
845×435×705 |
976×500×610 |
|
16. Масса |
кг |
50 |
80 |
_____________
* По заявкам потребителей завод-изготовитель поставляет дополнительно два рукава по 10 м с соответствующими соединениями.
Устройство агрегатов
3.10. Электропривод и электрооборудование включают в себя электродвигатель, защитноотключающее устройство и электрокабель.
3.11. Электродвигатель выполнен во взрывобезопасном исполнении. На корпусе электродвигателя размещены защитно-отключающее устройство и клемма «Земля».
3.12. Защитно-отключающее устройство предохраняет электродвигатель от перегрузок и автоматически отключает его от электросети при перегреве электродвигателя. На корпусе устройства расположен выключатель электродвигателя. Защитно-отключающее устройство и выключатель взрывобезопасны.
3.13. Электрокабель служит для подключения агрегатов к источнику тока, оснащен невзрывозащищенными полумуфтами штепсельного разъема. Длина кабеля 6 м, диаметр 16 мм, сечение жил для агрегата 2600H - 4 мм2, 7000Н - 2,5 мм2.
3.14. Муфта сцепления агрегата 7000Н служит для передачи вращения от электродвигателя к диску-маховику насосного узла.
3.15. Насосный узел состоит из поршневого насоса с гидравлической передачей и мембранного красконагнетательного насоса.
3.16. Поршневой насос включает в себя эксцентрик (агрегат 2600Н) или диск-маховик (агрегат 7000Н), цилиндр и подпружиненный поршень, размещенные в корпусе, заполненном маслом.

Рис. 6. Регуляторы давления в сборе
а - агрегата 2600Н; б - агрегата 7000Н; 1 - ручка в сборе; 2 - винт установочный; 3 - винт регулятора с хвостовиком; 4 - пружина; 5 - втулка упорная; 6 - скоба; 7 - кольцо уплотнительное; 8 - пружина регулятора; 9 - кольцо уплотнительное; 10 - корпус регулятора в сборе; 11 - держатель иглы клапана агрегата 2600Н; толкатель агрегата 7000Н; 12 - шарик Æ 4; 13 - игла; 14 - седло клапана; 15 - зажимное кольцо
На корпусе размещены регулятор давления (рис. 6), маслозаливочная и маслофильтрующая пробки, а также глазок для проверки уровня масла.

Рис. 7. Мембраны в сборе
а - агрегата 2600Н; б - агрегата 7000Н; 1 - гайка; 2 - пружина; 3 - шайба опорная; 4 - мембрана
|
|
|
|
Рис. 8. Всасывающий клапан агрегата 2600Н и агрегата 7000Н 1 - втулка; 2 - корпус; 3 - гайка; 4 - шайба; 5 - пружина всасывающего клапана; 6 - направляющая всасывающего клапана; 7 - кольцо уплотнительное; 8 - седло; 9 - шток с конусом клапана в сборе |
Рис. 9. Нагнетательный клапан в сборе а - агрегата 2600Н; б - агрегата 7000Н; 1 - пробка; 2 - уплотнение медное; 3 - штифт цилиндрический; 4 - пружина нагнетательного клапана; 5 - зажим седла клапана; 6 - шарик Æ 11 мм; 7 - седло нагнетательного клапана; 8 - кольцо уплотнительное; 9 - опора пружины агрегата 2600Н |
3.17. Мембранный красконагнетательный насос включает в себя мембрану (рис. 7), расположенную между корпусами поршневого и мембранного насосов, всасывающий (рис. 8), нагнетательный (рис. 9) и перепускной (рис. 10) клапаны.
На корпусе насоса имеются штуцеры для присоединения всасывающего и перепускного рукавов.
3.18. К корпусу красконагнетательного насоса присоединен распределитель, служащий для пропуска лакокрасочного материала из насоса через фильтр высокого давления в нагнетательный рукав. На корпусе распределителя имеются штуцер для нагнетательного рукава и две заглушки, вместо которых может присоединяться второй нагнетательный рукав. Распределитель прикреплен к корпусу насоса пустотелым винтом, по которому краска поступает в фильтр.
|
|
|
|
Рис. 10. Перепускной клапан 1 - ручка в сборе; 2 - штифт; 3 - держатель иглы; 4 - тарелка; 5 - пружина перепускного клапана; 6 - шайба; 7 - корпус перепускного клапана; 8 - кольцо уплотнительное; 9 - кольцо уплотнительное; 10 - игла клапана; 11 - седло клапана: 12 - зажимное кольцо |
Рис. 11. Фильтр высокого давления Справа - вставной фильтр с сеткой в сборе: 1 - распределитель; 2 - винт пустотелый; 3 - уплотнение; 4 - заглушка; 5 - кольцо уплотнительное; 6 - гайка накидная; 7 - корпус фильтра; 8 - болт; 9 - штифт в сборе; 10 - опорная пружина; 11 - вставной фильтр с сеткой в сборе; 12 - соединительная деталь; 13 - кольцо уплотнительное; 14 - штуцер соединительный |

3.19. Фильтр высокого давления (рис. 11) устанавливается на патрубок распределителя и закрепляется накидной гайкой. В корпусе фильтра размещены штифт с опорной пружиной и сменный сетчатый фильтр.
3.20. Всасывающая система (рис. 12) включает в себя всасывающий рукав, обратного слива и сменные фильтрующие узлы для красок и лаков (барабанный с металлической сеткой или колпачковый с плоскими капроновыми сетками).
3.21. Нагнетательный рукав выполнен из полиэтилена. Состоит из внутренней и наружной оболочек и навивок из капроновой нити с токопроводящими жилами. На концах рукав имеет арматуру для присоединения к агрегату и пистолету.

Рис. 12. Всасывающая система в сборе
А - всасывающий рукав с ниппелем, втулкой, накидной гайкой и переходником; Б - рукав обратного слива с ниппелем, втулкой, накидной гайкой и переходником; В - фильтрующий узел для дисперсий; Г - фильтрующий узел для лаков; 1 - стакан под фильтр; 2 - фильтрующий цилиндр с размером ячеек сетки 0,8 мм; 3 - днище фильтра; 4 - переходной штуцер; 5 - колпачок фильтра; 6 - фильтр тонкой очистки с размером ячеек сетки 0,2 мм; 7 - фильтр грубой очистки с размером ячеек сетки 0,4 мм; 8 - стопорное кольцо

Рис. 13. Пистолет Г-10-1
А - сборочные детали пистолета; Б - ключ комбинированный; В - скоба пусковая в сборе; Г - шарнирное соединение в разрезе; 1 - накидная гайка; 2 - сопло; 3 - уплотнение; 4 - проставка в сборе с седлом; 5 - скоба защитная; 6 - стержень клапана в сборе с шариком и шарикодержателем; 7 - нажимной штифт; 8 - корпус; 9 - тарельчатая пружина; 10 - втулка нажимная; 11 - манжета уплотнительная; 12 - винт поджимной; 13 - пластина нажимная; 14 - пружина нажимная; 15 - винт регулировочный; 16 - уплотнение ручки; 17 - фильтр вставной сменный; 18 - ручка; 19 - пружина; 20 - кольцо уплотнительное; 21 - шарнирное соединение; 22 - штифт; 23 - рычаг поворотный; 24 - шайба тормозная; 25 - палец; 26 - цилиндрический штифт; 27 - скоба пусковая; 28 - штуцер поворотный; 29 - винт пустотелый; 30 - кольцо сальника; 31 - шайба; 32 - пружина тарельчатая; 33 - кольцо уплотнительное; 34 - штуцер соединительный

Рис. 14. Сопло
а - стандартное; б - быстрозаменяемое; 1 - оправа сопла; 2 - сопло распылительное; 3 - уплотнение полиамидное; 4 - втулка

Рис. 15. Приспособление для быстрой смены сопел Квик-Чейндж с быстрозаменяемым соплом
1 - сопло быстрозаменяемое (сменное); 2 - оправа сопла; 3 - переходник; 4 - кольцо уплотнительное; 5 - пружина; 6 - кольцо уплотнительное; 7 - держатель; 8 - гайка накидная (от пистолета); 9 - уплотнение; 10 - кольцо уплотнительное; 11 - втулка уплотнения; 12 - уплотнение
3.22. Пистолет (рис. 13) предназначен для распыления лакокрасочного материала на окрашиваемую поверхность. Включает в себя корпус с запорным клапаном и пусковую скобу с фиксатором, рукоятку, сменный вставной фильтр, защитную скобу и шарнирное соединение.
Пистолет присоединяется к нагнетательному рукаву через шарнирное соединение рукоятки.
3.23. В комплекте агрегатов также имеются сопла (рис. 14) стандартные и быстрозаменяемые, приспособление для смены сопел Квик-Чейндж (рис. 15), заземлитель, запасные части и инструмент.
Подготовка агрегатов к работе
3.24. При получении агрегатов с завода-изготовителя необходимо к раме тележки агрегата 2600Н прикрепить штифтами съемную рукоятку, а съемную рукоятку агрегата 7000Н присоединить к его инструментальному ящику откидным винтом с барашком.
3.25. На распределитель насосного узла агрегата закрепить фильтр высокого давления.
3.26. К насосному узлу агрегата присоединить всасывающую систему и рукав обратного слива, к распределителю - рукав высокого давления. Вместо заглушки на распределителе можно к нему присоединить второй рукав высокого давления.
3.27. Раскатать бухту рукава высокого давления, не допуская его закручивания, смятия и резких перегибов, и присоединить к нему пистолет.
3.28. Подключить электрокабель к распределительному щиту электропитания. Распределительный щит должен иметь выключатель тока, плавкие вставки и заземление.
Первое подключение агрегата к электрической сети соответствующего напряжения должен производить специалист-электрик.
3.29. В холодное время года для предотвращения загустевания масла в гидросистеме необходимо не менее 30 мин выдержать агрегат в теплом помещении либо прогреть корпус поршневого насоса, но без применения открытого огня. Разжижать гидравлическое масло растворителями не допускается.
Запуск и работа агрегатов
3.30. Запуск и работа .агрегатов производятся при их расконсервации и нанесении лакокрасочных покрытий.
Для расконсервации агрегата, полученного с завода-изготовителя, необходимо приготовить не менее 3 л растворителя, например, уайт-спирита и залить его в расходную емкость (ведро, бидон и др.). Затем выполнить следующие операции:
а) опустить фильтрующий узел всасывающего рукава в расходную емкость, при этом патрубок рукава обратного слива также должен быть направлен в эту емкость;
б) установить выключатель электродвигателя в положении «0» («Выключено»), при этом выключатель на электрощите должен быть в положении «Выключено»;
в) регулятор давления поворотом влево на два оборота (до отказа) установить в положение подачи с минимальным давлением;
г) перепускной клапан установить в положение «1-1» («Открыто»);
д) отвести пусковую скобу пистолета вперед в положение «Закрыто» и зафиксировать фиксатором, установив его в положение «Назад», т.е. в сторону рукоятки;
е) включить подачу тока на распределительном щите, а также электродвигатель агрегата поворотом ручки выключателя в положение «1»; повернуть регулятор давления вправо на 1/2 оборота и прокачать через агрегат растворитель в течение 1 - 2 мин;
ж) направить выходное отверстие пистолета (без сопла) в расходную емкость с растворителем, закрыть перепускной клапан, установив его в положение «0-0», и медленно повернуть ручку регулятора давления вправо, открыть клапан пистолета пусковой скобой, установив фиксатор в положение «Вниз», и через пистолет прокачать растворитель 1 - 2 мин, после чего пистолет направить в другую емкость, освободить агрегат от растворителя и выключить его.
3.31. Перед нанесением лакокрасочного покрытия на пистолет установить стандартное сопло. Для этого вставить его с уплотнительной прокладкой в накидную гайку. Гайку навернуть на проставку пистолета и затянуть ключом. При этом большую ось эллипсного отверстия сопла установить перпендикулярно или параллельно оси рукоятки пистолета.
3.32. При использовании быстрозаменяемого сопла вместо стандартного необходимо накидную гайку от пистолета соединить с держателем приспособления для быстрой смены сопел Квик-Чейндж (см. рис. 14) и навернуть ее на проставку пистолета. После этого вставить в приспособление быстрозаменяемое сопло распылительным отверстием наружу и повернуть сопло в прорези приспособления до отказа вниз.
3.33. Лакокрасочный материал залить в расходную емкость, выполнить операции, изложенные в п. 3.30 (а - е), и после появления лакокрасочного материала из патрубка рукава обратного слива установить ручку регулятора давления поворотом влево на минимальное давление. Закрыть перепускной клапан, установив его ручку в положение «0-0», установить пусковую скобу пистолета в положение «Вниз» (открыто) и постепенно повышая давление поворотом ручки регулятора давления вправо произвести пробное окрашивание.
Остановка агрегатов
3.34. Для кратковременного прекращения окрасочных работ отпустить пусковую скобу пистолета в положение «Закрыто» и установить ее на фиксатор, повернув его в положение «Назад» (в сторону рукоятки).
3.35. Для остановки агрегата (дополнительно к п. 3.34) установить ручку регулятора давления поворотом влево на минимальное давление, выключить электродвигатель, установив его выключатель в положение «1», и открыть перепускной клапан поворотом его ручки в положение «1-1».
3.36. Для экстренной остановки агрегата выключить электродвигатель выключателем на электродвигателе или на распределительном щите электропитания и открыть перепускной клапан.
4. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ПРОЦЕССА ОКРАШИВАНИЯ
Материалы и технологические параметры
4.1. Лакокрасочные материалы должны, как правило, поступать на строительный объект в готовом к употреблению виде. Для их содержания необходимо использовать только чистую тару.
4.2. Перед употреблением красок, эмалей и жидких шпаклевок промышленного изготовления нужно удалить пленку с их поверхности, тщательно перемешать и профильтровать через сетку с 900 отверстиями на 1 см2 или через марлю в 2 - 3 слоя.
4.3. Размеры твердых частиц в лакокрасочном материале должны быть в 1,5 - 2 раза меньше размера малой оси эллипсного отверстия сопла.
4.4. Для доведения лакокрасочных материалов до рабочей консистенции необходимо использовать разбавители и растворители.
4.5. Условную вязкость большинства лакокрасочных материалов определяют вискозиметром ВЗ-4 в секундах, а тиксотропных материалов - в пуазах (П) по ротационному вискозиметру при градиенте скорости 180 с-1.
Масляные и алкидные краски
4.6. Масляные и алкидные краски (МА, ГФ, ПФ, КС по ГОСТ 9825-73) применяют для наружного и внутреннего или только для внутреннего окрашивания поверхностей по различным материалам.
4.7. В качестве разбавителя (связующего) используют различные олифы (масляные, глифталевые, пентафталевые, ксифталевые, комбинированные).
Для доведения красок до рабочей консистенции применяют уайт-спирит, скипидар, ксилол и другие растворителя в количестве до 5 % массы краски.
Для ускорения сушки покрытия в краски вводят сиккативы (ГОСТ 1003-73) в количестве 3 - 5 % массы краски.
Рабочая вязкость красок при нанесении агрегатами 2600Н и 7000Н должна быть 45 - 70 с по ВЗ-4, при окрашивании вертикальных плоскостей металлоконструкций - до 50 с.
4.8. Масляные и алкидные краски применяют при влажности бетонных и оштукатуренных поверхностей до 8 % и деревянных до 12 %. Белила титановые МА-21, МА-25 могут наноситься при большей влажности поверхностей.
Ориентировочный расход красок на 1 м2 поверхности при однослойном покрытии 120 - 160 г.
4.9. В качестве грунтовок применяют различные олифы вязкостью 16 - 30 с и разбавленные растворителем (уайт-спиритом, скипидаром, сольвентом каменноугольным) масляные и алкидные краски до вязкости 20 - 30 с. Для подцвечивания в олифы может вводиться небольшое количество пигментов (6 - 8 % по массе).
4.10. Время полного высыхания красок и грунтовок при t = 18 - 23 °С - 24 ч. Наносить краску после грунтовки или второй слой краски можно через 12 ч. Время полного высыхания красок 24 ч.
4.11. Для выравнивания поверхности под масляные и алкидные краски рекомендуется применять шпатлевки: остаточно-ксилосольвентную ОКС, безолифную незагнивающую БНШ и др. (приложение к ГОСТ 22844-77). Эти шпатлевки должны иметь вязкость по стандартному конусу при нанесении шпателем 6 - 8 см, средствами механизации (СО-21А и др.) - 12 - 16 см.
Водоэмульсионные краски
4.12. Водоэмульсионные краски предназначены для окрашивания всех видов поверхностей, в том числе и пористых (картона), снаружи и внутри или только внутри помещений. Стиролбутадиеновые (каучуковые) не рекомендуются для окрашивания по дереву. Водоэмульсионные краски хорошо наносятся по старым масляным, эмалевым и водоэмульсионным покрытиям.
4.13. Промышленность выпускает поливинилацетатные (Э-ВА), каучуковые (Э-КЧ), полиакриловые (Э-АК), сополимервинилацетатные (Э-ВС) и другие водоэмульсионные краски.
4.14. Водоэмульсионные краски Э-ВА-27, Э-ВА-27А, Э-КЧ-26, Э-КЧ-26А, Э-АК-111, Э-ВА-17, Э-ВС-17 устойчивы к замораживанию (до минус 40 °С) и оттаиванию. Краски Э-ХВ-28, Э-КЧ-112 и Э-ВС-114 не устойчивы к замораживанию. Краски пожаро- и взрывобезопасны, нетоксичны.
4.15. Доведение красок до рабочей консистенции производят водой жесткостью не более 3 мг/экв. Вязкость красок для нанесения агрегатами безвоздушного распыления 60 - 80 с по ВЗ-4.
Перед употреблением краску процеживают через два слоя марли.
4.16. Краски наносят по штукатурным и бетонным поверхностям влажностью не более 8 %, по дереву - не более 12 %. При отрицательной температуре окрашивать не рекомендуется.
Время полного высыхания красок при t = 18 - 23 °С - 2 ч. Второй слой краски можно наносить через 0,5 - 1 ч.
Ориентировочный расход краски для однослойного покрытия составляет 118 - 180 г/м2.
4.17. Для грунтования поверхностей применяют разведенные водой водоэмульсионные краски до вязкости 20 - 30 с по ВЗ-4. Время высыхания грунтовки перед нанесением покровного слоя краски 15 - 20 мин.
При окрашивании металлических конструкций грунтование следует производить масляными и эмалевыми составами вязкостью 20 - 30 с по ВЗ-4.
4.18. Для выравнивания поверхностей применяют те же шпатлевки, что и при работе с масляными и алкидными красками, а также эмульсионную и поливинилацетатную (приложение к ГОСТ 22753-77).
Тиксотропные каучуковые эмали
4.19. Тиксотропные эмали КЧТС-1 и КЧ-771 предназначены для окрашивания внутренних и наружных поверхностей по бетону, металлу, асбестоцементу и другим материалам с получением химически стойкого однослойного покрытия большой толщины (85 - 120 мкм). Эти эмали не стекают с вертикальных поверхностей.
4.20. Разведение тиксотропных эмалей до рабочей вязкости (5 - 7 пуаз по ротационному вискозиметру при градиенте скорости 180 с-1), если это требуется, производят ксилолом в количестве не более 5 % массы эмали.
4.21. Перед окрашиванием влажность бетонных и оштукатуренных поверхностей не должна превышать 8 %, деревянных - 12 %. Эмали можно наносить при отрицательной температуре воздуха.
Время полного высыхания эмалей 24 ч, ориентировочный расход на однослойное покрытие 350 г/м2.
4.22. Для грунтования поверхностей следует применять лак КЧ вязкостью 20 - 25 с по ВЗ-4. Время полного высыхания лака при t = 18 - 23 °С - 1 ч.
Битумные материалы
4.23. Битумные материалы предназначены для внутреннего и наружного окрашивания по металлу и бетону.
4.24. Холодные битумные краски готовят в краскозаготовительных цехах. Краски представляют собой раствор битума марки III или IV в уайт-спирите или керосине в соотношении от 1:3 до 1:1,5.
Время полного высыхания битумных красок при t = 18 - 23 °С - 12 ч. Вязкость красок для нанесения агрегатами 2600Н и 7000Н должна быть 40 - 50 с.
4.25. Битумный лак БТ-577 выпускается промышленностью в готовом к применению виде.
Вязкость лака должна быть 35 - 40 с по ВЗ-4. Растворители для битумного лака - уайт-спирит, ксилол, сольвент, скипидар.
Время полного высыхания лака 24 ч, ориентировочный расход на однослойное покрытие 68 г/м2.
Битумный лак можно использовать в качестве основного покрытия или грунтовки вязкостью 20 - 25 с по ВЗ-4 под битумные краски.
4.26. Перед окрашиванием влажность бетонных поверхностей должна быть не более 8 %. Битумные материалы можно наносить при отрицательной температуре воздуха.
Сополимервинилхлоридные материалы
4.27. Сополимервинилхлоридные материалы (ХС) применяют для окрашивания внутренних и наружных поверхностей по металлу, бетону и дереву.
4.28. Для распыления агрегатами 2600Н и 7000Н применяют грунтовки ХС-077 (ТУ 6-10-803-75), ХС-068 (ТУ 6-10-820-75) и др., лаки ХС-76, ХС-784 и др., эмали ХС-781, ХС-710 (ГОСТ 9355-60), ХС-759 (ТУ 6-10-115-75) и др.
4.29. В качестве растворителей сополимервинилхлоридных материалов применяют растворитель Р-4, ацетон, ксилол и др.
4.30. Лаки и эмали применяют для окрашивания бетонных поверхностей влажностью до 8 %, деревянных - до 12 %.
4.31. Сополимервинилхлоридные материалы можно наносить при отрицательной температуре воздуха.
4.32. Время полного высыхания грунтовок, лаков и эмалей при t = 18 - 23 °С марки ХС 1 - 3 ч. Вязкость для нанесения агрегатами безвоздушного распыления: грунтовок 20 - 40 с по ВЗ-4, эмалей 50 - 60 с по ВЗ-4, лаков, используемых в качестве грунтовок, - 15 - 20 с по ВЗ-4, в качестве основного слоя - 30 - 40 с по ВЗ-4.
4.33. Сополимервинилхлоридные материалы могут наноситься по окрашиваемым поверхностям без предварительного их грунтования.
4.34. Ориентировочный расход лакокрасочного материала «а однослойное покрытие составит, г/м2:
для грунтовок ХС-077............................................................. 110
ХС-068........................................................... 162
» лаков ХС-76, ХС-784.............................................. 152
» эмалей ХС-781........................................................... 105
ХС-710........................................................... 150
Перхлорвиниловые и поливинилхлоридные материалы
4.35. Перхлорвиниловые и поливинилхлоридные материалы (ХВ) применяют для окрашивания наружных поверхностей по бетону, штукатурке, кирпично-каменной кладке, дереву и металлу.
4.36. Для доведения лакокрасочных материалов до рабочей консистенции применяют растворители Р-4, Р-5, ксилол, сольвент.
4.37. В качестве грунтовок под эмали и краски применяют лаки ХВ-148 (МРТУ 6-10-668-69), ХВ-784 (ГОСТ 7313-75), грунтовки ХС-010 (ГОСТ 9355-60), ХС-068 (ТУ 6-10-934-70), ХВ-050 (МРТУ 6-10-934-70).
Вязкость их должна быть от 15 - 20 с - для ХВ-148, до 30 - 40 с по ВЗ-4 - для ХС-010, ХС-068.
4.38. Для покровных слоев применяют краску ХВ-161 фасадную, эмали ХВ-16, ХВ-785, ХВ-124 (ГОСТ 10144-74) и др. Эмаль ХВ-125 применять не рекомендуется, так как в ее составе имеется алюминиевая пудра.
4.39. Перхлорвиниловые и поливинилхлоридные материалы необходимо применять при влажности бетона и штукатурки не более 8 %, дерева - 12 %. Возможно окрашивание поверхностей при отрицательной температуре воздуха.
4.40. Вязкость краски и эмалей по ВЗ-4 должна быть, с:
для ХВ-161................................................................ 50 - 65
» ХВ-16................................................................. 30 - 40
» ХВ-785............................................................... 35 - 45
» ХВ-124............................................................... 50 - 60
4.41. Время практического высыхания при t = 18 - 23 °С составляет, ч:
для эмалей ХВ-16................................................................ 1 - 1,5
» » ХВ-124 и ХВ-785............................................. 2
» краски ХВ-161.............................................................. 4
» грунтовок ХС-010, ХС-068 и ХВ-050.............................. 1
» лака ХВ-148.............................................................. 4
4.42. Ориентировочный расход материалов на однослойное покрытие составляет, г/м2:
для краски ХВ-161................................................................ 125
» эмалей ХВ-16.................................................................. 180
ХВ-124................................................................ 207
ХВ-785................................................................ 150
» грунтовок ХС-010................................................................ 110
ХС-068.............................................................. 162
ХВ-050.............................................................. 219
4.43. Для выравнивания поверхности под перхлорвиниловые и поливинилхлоридные материалы агрегатами безвоздушного распыления могут наноситься шпаклевки промышленного изготовления ХВ-00-04, ХВ-00-05, МС-006.
Масляно- и алкидностирольные материалы
4.44. Масляно- и алкидностирольные материалы (МС) предназначены для окрашивания наружных или внутренних поверхностей по металлу, дереву и пористым материалам.
4.45. Промышленность выпускает готовые к применению эмали МС-17 (ТУ 6-10-1012-75), МС-226, лак МС-25 (ТУ 6-10-1403-73), грунтовку МС-067 (МРТУ 6-10-789-68) и шпаклевку МС-006 (ГОСТ 10277-76).
4.46. Алкидностирольные материалы применяют при влажности деревянных поверхностей до 12 %, пористых - до 8 % при положительной температуре воздуха.
4.47. В качестве растворителей для доведения материалов до рабочей консистенции используют ксилол (МС-Г7, МС-067, МС-006), ксилол или сольвент (МС-226), ксилол или скипидар (МС-25).
4.48. При нанесении лакокрасочных материалов агрегатами безвоздушного распыления рабочая вязкость по ВЗ-4 должна быть, с:
для эмалей МС-17............................................................. 35 - 40
МС-226........................................................... 40 - 50
» грунтовки МС-067........................................................... 30 - 40
» лака МС-25............................................................. 25 - 35
» шпаклевки МС-006........................................................... 30 - 35
4.49. Время практического высыхания масляно- и алкидностирольных материалов при t = 18 - 23 °С - 0,25 - 1 ч.
4.50. В качестве сиккатива, вводимого в лакокрасочные материалы на строительной площадке, применяют для лака МС-25 экстрат № 1 или № 2 в количестве 1 - 2 % массы, эмалей МС-226 - сиккатив № 63 в количестве 2 - 5 % массы и МС-17 - сиккатив № 63 или № 64 в количестве 1,5 - 2 % массы эмали.
Нитроцеллюлозные материалы
4.51. Нитроцеллюлозные материалы (НЦ) предназначены для внутреннего и внешнего окрашивания металлических и деревянных поверхностей.
4.52. Нитроцеллюлозные материалы (эмали, лаки, грунтовки, шпаклевки) выпускаются промышленностью в готовом, для применения виде.
Материалы следует применять при окрашивании деревянных конструкций влажностью до 12 %, допускается производство окрасочных работ при отрицательной температуре воздуха.
4.53. Для доведения нитроцеллюлозных материалов до рабочей консистенции применяют растворители № 648, № 649, ксилол, сольвент, ацетон.
4.54. Вязкость материалов по ВЗ-4 для окрашивания агрегатами безвоздушного распыления должна быть, с:
для эмали НЦ-132............................................................................ 60 - 70
» лака НЦ-134 (ТУ 6-10-1291-72)............................................ 30 - 35
» грунтовки НЦ-081 (ТУ 6-10-902-75).............................................. 20 - 30
» шпаклевок НЦ-00-7, НЦ-00-8 и НЦ-00-9 (ГОСТ 10247-76)......... 35 - 40
4.55. При многослойном покрытии последующие слои можно наносить после грунтовки НЦ-081, лака НЦ-134 и шпаклевки НЦ-00-7 через 1 ч, эмали НЦ-132 и шпаклевок НЦ-00-8 и НЦ-00-9 через 2 - 3,5 ч.
4.56. Эмаль и лак НЦ хорошо сочетаются с грунтовками ГФ-020, ФЛ-03 и др.
4.57. Ориентировочный расход лакокрасочных материалов на однослойное покрытие составляет, г/м2:
для эмали НЦ-132........................................................... 150
» лака НЦ-134........................................................... 170
» шпаклевки НЦ-00-8.......................................................... 102
Пентафталевые материалы
4.58. Пентафталевые материалы (ПФ), в основе которых пентафталевая смола, предназначены для окрашивания поверхностей по металлу, дереву, штукатурке и другим пористым материалам.
4.59. Промышленность выпускает готовые к применению пентафталевые грунтовки, эмали и шпатлевки.
Применять материалы при влажности бетонных поверхностей больше 8 %, деревянных конструкций больше 12 % и при отрицательной температуре воздуха не рекомендуется.
4.60. Для доведения пентафталевых материалов до рабочей вязкости применяют ксилол, сольвент, уайт-спирит, скипидар.
Вязкость .материалов по ВЗ-4 для окрашивания агрегатами 2600Н и 7000Н должна быть, с:
для грунтовки ПФ-020 (ГОСТ 18186-79).......................... 30 - 35
» лаков ПФ-170......................................................... 35 - 40
ПФ-171 (ГОСТ 15907-70).......................... 45 - 50
» эмалей ПФ-115, ПФ-133 (ГОСТ 926-63*)
и ПФ-1105 (ТУ 6-10-1402-73)................... 60 - 70
для шпаклевки ПФ-002 (ГОСТ 10277-76).......................... 35
4.61. Минимально необходимое время высыхания лакокрасочных материалов при t = 18 - 23 °С для возможности нанесения последующего слоя в системе покрытия составляет, ч:
для эмалей ПФ-115, ПФ-133 и ПФ-1105..................... 12
» лаков ПФ-170......................................................... 8
ПФ-171......................................................... 5
Время-полного высыхания, ч:
для эмалей ПФ-115........................................................... 48
ПФ-133 и ПФ-1105....................................... 36
» лаков ПФ-170........................................................... 72
ПФ-171........................................................... 48
» грунтовки ПФ-020........................................................... 5
4.62. Ориентировочный расход лакокрасочных материалов на однослойное покрытие составляет, г/м2:
для эмалей ПФ-115 и ПФ-133......................................... 122
» лаков ПФ-170 и ПФ;171.......................................... 85
» грунтовки ПФ-020........................................................... 84
» шпаклевки ПФ-002........................................................... 84
4.63. Пентафталевые эмали сочетаются с грунтовками ГФ-020 (ГОСТ 4056-63*), ФЛ-03 (ГОСТ 9109-76), шпаклевками МС-006, масляными и другими составами.
Хлорированные полиэтиленовые материалы
4.64. Хлорированные полиэтиленовые материалы (ХП) предназначены для окрашивания внутренних и наружных поверхностей по бетону и другим пористым материалам с получением химически стойкого покрытия.
4.65. На строительные объекты поступают готовыми к применению эмаль ХП-799 и лак ХП-734. Применяют эти материалы при влажности штукатурных и бетонных поверхностей до 8 %. Возможно окрашивание при отрицательной температуре воздуха.
4.66. В качестве растворителя для этих материалов применяют сольвент, ксилол и смесь ксилола (30 %) и сольвента (70 %).
4.67. Вязкость материалов для нанесения агрегатами безвоздушного распыления должна быть для эмали ХП-799 180 - 240 с и лака ХП-734 20 - 40 с по ВЗ-4.
4.68. Лак ХП-734 применяют в качестве грунтовки под эмаль ХП-799 или в качестве покровного слоя.
Время практического высыхания эмали 3 ч, лака - 2 ч.
4.69. Ориентировочный расход лакокрасочных материалов на однослойное покрытие составляет для эмали ХП-799 280 г/м2, лака ХП-734 - 300 г/м2.
Эпоксидные материалы
4.70. Эпоксидные материалы (ЭП) применяют для внутреннего и наружного окрашивания по бетону и металлу.
Промышленность выпускает эпоксидные материалы в виде двух компонентов - основы и отвердителя.
В качестве основы эпоксидных материалов в строительном производстве применяют лаки ЭП-55 (ВТУ ГИПИ 4-4031-64), ЭП-540 (МРТУ 6-10-626-66), ЭП-741 (ТУ 6-10-1148-71), эмали ЭП-56, ЭП-255 (МРТУ 6-10-676-74), ЭП-773 (ТУ 6-10-1152-71) и др., шпаклевки ЭП-0010 (ГОСТ 10277-76) и ЭП-0020 (ТУ 6-10-1398-73).
4.71. Перед нанесением лакокрасочных материалов на поверхность необходимо на 100 г основы ввести отвердитель № 1 (ТУ 6-10-1263-72) в количестве, г:
для ЭП-55, ЭП-773 и ЭП-56................................................ 3,5
» ЭП-741............................................................................ 8
» ЭП-255............................................................................ 5
» ЭП-0010 и ЭП-0020....................................................... 8,5
а на 100 г ЭП-540 - 5 г отвердителя полиэтиленполиамина (ПЭПА) - ТУ 6-02-594-70.
Жизнеспособность этих материалов после введения отвердителя при t = 18 - 23 °С составит, ч:
для лаков.................................................................................. 1,5 - 3
» эмалей ЭП-56......................................................... 7
ЭП-255....................................................... 5
ЭП-773....................................................... 24
» шпаклевок ЭП-0010..................................................... 3 - 4
ЭП-0020..................................................... 1,5
4.72. Для доведения материалов до рабочей консистенции следует применять для ЭП-55, ЭП-741, ЭП-56, ЭП-255 растворитель Р-5, для ЭП-773, ЭП-0010, ЭП-0020 - растворитель № 646.
Рабочая вязкость по ВЗ-4 для нанесения агрегатами безвоздушного распыления должна быть для эмалей 50 - 60 с, лаков - 30 - 40 с, шпатлевок - 35 - 40 с.
4.73. В качестве грунтовок применяют лаки, а покровных слоев - эмали. Шпатлевки применяют не только для выравнивания поверхностей перед окрашиванием, но и в качестве одного из элементов лакокрасочного покрытия.
4.74. Эпоксидные материалы наносят на бетонные поверхности влажностью более 8 %. При отрицательной температуре воздуха окрашивание эпоксидными материалами не производят.
Время высыхания большинства эпоксидных материалов при t = 18 - 23 °С составляет 24 ч, эмали ЭП-255 - 6 ч.
4.75. Ориентировочный расход эпоксидных материалов на однослойное покрытие составляет, г/м2:
для лаков............................................................................... 135
» эмалей............................................................................. 150
» шпаклевок ЭП-0010..................................................... 165
ЭП-0020..................................................... 179
Кремнийорганические материалы
4.76. Кремнийорганические материалы (КО) применяют для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, пластмассам, дереву и металлу.
4.77. Для отделочных работ в строительстве промышленность выпускает эмали КО-174 и КО-198 (ТУ 6-02-841-74).
Эмали применяют при влажности бетонных и штукатурных поверхностей до 8 %, деревянных - до 12 %. Окрашивание можно производить при отрицательной температуре воздуха.
4.78. Доведение кремнийорганических материалов до рабочей консистенции производят ксилолом, сольвентом, толуолом.
Для грунтования поверхностей агрегатами 2600Н и 7000Н эмали разводят до вязкости 13 - 15 с, для покровных слоев вязкость эмалей должна быть 50 - 60 с по ВЗ-4.
4.79. Время межслойной сушки эмалей при t = 18 - 23 °С составляет 15 - 20 мин.
4.80. Ориентировочный расход материалов на однослойное покрытие: на гладкую поверхность - 150 г/м2, на рельефную поверхность типа «шуба» - 200 - 350 г/м2.
4.81. Основные технологические параметры окрашивания агрегатами безвоздушного распыления 2600Н и 7000Н применительно к некоторым лакокрасочным материалам приведены в табл. 2.
Подготовка поверхностей под окрашивание
4.82. Подготовка поверхностей строительных конструкций к окрашиванию предписывается ГОСТ 22753-77 и СНиП III-21-73*, где указаны требования к материалам и поверхностям, последовательность выполнения операций, методы контроля и составы шпатлевок.
4.83. В соответствии с требованиями стандартов и практики к началу отделочных процессов должны быть полностью закончены все монтажные и общестроительные работы, газовые и канализационные сети, опрессованы и опробованы отопительная и водопроводная сети.
4.84. Малярные работы в крупнопанельных домах следует начинать с верхних этажей с перемещением вниз. Подготовительные работы в ряде случаев допускается вести и с нижних при условии обеспечения над отделываемыми помещениями не менее трех смонтированных перекрытий, отсутствия монтажных работ над отделываемой секцией (захваткой), обеспечения защиты от промокания и от повреждения отделки.
4.85. В помещениях, сдаваемых под отделку в холодное время года, должны быть обеспечены температура не менее 8 °С и относительная влажность воздуха не более 70 %.
4.86. Для избежания неравномерной сушки и ухудшения качества малярной отделки необходимо принимать меры по устранению сквозняков (остекление окон и балконных дверей, фонарей и световых проемов цехов либо защита их щитами с полиэтиленовой пленкой и другие меры).
4.87. Освещенность поверхностей во время работы должна быть не менее 50 лк при простом окрашивании и не менее 100 лк - при улучшенном и высококачественном.
4.88. Малярные составы, доставляемые на объект из централизованных цехов и малярных мастерских, должны иметь паспорт, в котором указывают наименование, цвет (колер), состав (рецепт), назначение и способ доведения состава до рабочей вязкости. Эти же требования распространяются на импортные составы и краски. Допускается доставка отдельных компонентов и полуфабрикатов при наличии малярной станции, способной на высококачественную их переработку.
Таблица 2
|
Внешний слой лакокрасочного покрытия и технологические параметры |
Рекомендуемые грунтовки |
Область применения |
|||||||||||||
|
наименование |
ГОСТ, ТУ |
вязкость по ВЗ-4, с |
сопло |
расстояние сопла от окрашиваемой поверхности, мм |
толщина одного слоя, мкм |
допустимые условия применения |
ориентировочный расход материала на 1 м2 при однослойном покрытия, г |
время высыхания при 18 - 23 °С, ч |
растворитель (разбавитель) |
наименование |
вязкость по ВЗ-4, с |
время высыхания при 18 - 23 °С, ч |
|||
|
влажность поверхности |
при отрицательной температуре |
||||||||||||||
|
до 8 % по бетону и штукатурке или до 12 % по дереву |
свыше 8 или 12 % |
||||||||||||||
|
Масляное (МА) и алкидное (ГФ, ПФ, КС) |
|||||||||||||||
|
Белила цинковые (краски): |
|||||||||||||||
|
МА-11, МА-15 |
ГОСТ 10503-71*, изменение № 2 |
60 - 70 |
618 R, 621 R |
300 - 400 |
40 - 45 |
+1 |
-1 |
- |
132 |
24 |
Уайт-спирит (олифа) |
Олифа, олифа комбинированная |
16 - 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, дереву и металлу |
|
ГФ-13, ПФ-14 |
ГОСТ 10503-71*, изменение № 2 |
60 - 70 |
618 R, 621 R |
300 - 400 |
40 - 45 |
+ |
- |
- |
132 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа, глифталевая, пентафталевая |
20 - 30 |
24 |
Для окрашивания поверхностей по бетону штукатурке, асбестоцементу, дереву и металлу |
|
МА-22 |
ГОСТ 10503-71*, изменение № 2 |
60 - 70 |
618 R, 621 R |
300 - 400 |
40 - 45 |
+ |
- |
- |
125 |
24 |
Уайт-спирит (олифа) |
Олифа-оксоль |
20 - 25 |
24 |
Для окрашивания внутренних поверхностей по всем видам строительных материалов |
|
Белила литопонные (краски): |
|||||||||||||||
|
МА-21, МА-22, МА-25 |
ГОСТ 10503-71*, изменение № 2 |
60 - 70 |
618 R, 621 R |
300 - 400 |
35 - 40 |
+ |
- |
- |
120 |
24 |
То же |
Олифа, натуральная оксоль, комбинированная |
16 - 25 |
24 |
Для окрашивания внутренних поверхностей по всем видам строительных материалов |
|
Белила титановые (краски): МА-21, МА-25 |
ТУ 6-10-1368-73 |
50 - 60 |
618 R, 621 R |
300 - 350 |
25 - 35 |
+ |
+ |
- |
120 |
24 |
» |
Олифа, натуральная комбинированная |
16 - 25 |
24 |
Для окрашивания внутренних поверхностей по дереву и металлу |
|
Краски цветные: МА-11, МА-15 |
ГОСТ 10503- 71*, изменение № 2 |
45 - 55 |
618 R, 621 R |
300 - 350 |
25 - 35 |
+ |
- |
- |
100 - 140 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 - 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, дереву и металлу |
|
ГФ-13, ПФ-14 |
ГОСТ 10503-71*, изменение № 2 |
45 -55 |
618 R, 621 R |
300 - 350 |
25 - 35 |
+ |
- |
- |
100 - 140 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 - 30 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, дереву и металлу |
|
МА-21, МА-22, МА-25 |
То же |
50 - 65 |
618 R, 621 R |
300 - 350 |
30 - 35 |
+ |
- |
- |
100 - 140 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная оксоль комбинированная |
16 - 25 |
24 |
Для окрашивания внутренних поверхностей по бетону, штукатурке, асбестоцементу, дереву и металлу |
|
КС-29 |
» |
50 - 65 |
618 R, 621 R |
300 - 350 |
30 - 35 |
+ |
- |
- |
120 |
24 |
Уайт-спирит (олифа ксифталевая) |
Олифа ксифталевая |
25 - 30 |
24 |
То же |
|
Сурик железный (краски): |
|||||||||||||||
|
МА-11, МА-15 |
» |
55 - 65 |
618 R, 621 R |
300 - 400 |
35 - 40 |
+ |
- |
- |
160 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 - 25 |
24 |
Для окрашивания наружных поверхностей по дереву и металлу |
|
ГФ-13, ПФ-14 |
ГОСТ 10503- 71*, изменение № 2 |
55 - 65 |
618 R, 621 R |
300 - 400 |
35 - 40 |
+ |
- |
- |
160 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 - 30 |
24 |
Для окрашивания наружных поверхностей по дереву и металлу |
|
Мумия (краски): |
|||||||||||||||
|
МА-11, МА-15 |
То же |
45 - 55 |
618 R, 621 R |
300 - 350 |
30 - 35 |
+ |
- |
- |
125 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 - 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, дереву и металлу |
|
ГФ-13, ПФ-14 |
То же |
45 - 55 |
618 R, 621 R |
300 - 350 |
30 - 35 |
+ |
- |
- |
124 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 - 30 |
24 |
То же |
|
Охра (краски): |
|||||||||||||||
|
МА-11, МА-15 |
То же |
60 - 70 |
618 R, 62.1 R |
300 - 400 |
40 - 45 |
+ |
- |
- |
134 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 - 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, дереву и металлу |
|
ГФ-13, ПФ-14 |
ГОСТ 10503-71*, изменение № 2 |
60 - 70 |
618 R, 621 R |
300 - 400 |
40 - 45 |
+ |
- |
- |
134 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 - 30 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, дереву и металлу |
|
Каучуковое (КЧ) (тиксотропное)2 |
|||||||||||||||
|
Эмаль КЧТС-1 |
ВТУ НИЖБ-72 |
5 - 7П |
621 R |
300 - 350 |
90 - 110 |
+ |
- |
+ |
350 |
24 |
Ксилол |
Лак КЧ |
20 - 25 |
1 |
Для окрашивания внутренних и наружных поверхностей по бетону и другим материалам с получением химически стойкого покрытия большой толщины |
|
Эмаль КЧ-771 |
ВТУ НЧ-2208-69 |
5 - 6П |
621 R |
300 - 350 |
90 - 110 |
+ |
- |
+ |
350 |
24 |
То же |
То же |
20 - 25 |
1 |
|
|
Битумное (БТ) |
|||||||||||||||
|
Лак БТ-577 |
ГОСТ 5631-70* |
35 |
613 ТС |
250 - 350 |
20 - 30 |
+ |
- |
+ |
68 |
24 |
Уайт-спирит, скипидар |
- |
- |
- |
Для окрашивания внутренних и наружных поверхностей по бетону и металлу |
|
Сополимервинилхлоридное (ХС) |
|||||||||||||||
|
Эмаль ХС-781 |
МРТУ 6-10-951-70 |
50 - 60 |
618 R |
300 - 400 |
40 - 45 |
+ |
- |
+ |
105 |
2 |
Р-4 |
Лак ХС-76 |
15 - 20 |
3 |
Для окрашивания внутренних и наружных поверхностей по дереву и металлу |
|
Водоэмульсионные краски |
|||||||||||||||
|
Поливинилацетатное (ВА) |
|||||||||||||||
|
Э-ВА-17 |
ГОСТ 20833-75 |
60 - 80 |
618 R, 621 R |
350 - 400 |
35 - 45 |
+ |
+ |
- |
1/7 |
2 |
Вода |
Э-ВА-17 |
20 |
0,3 |
Для окрашивания наружных поверхностей по бетону, кирпичу, штукатурке, дереву, картону, загрунтованному металлу, по старым масляным, эмалевым и водоэмульсионным краскам |
|
Э-ВА-27, Э-ВА-27А |
ГОСТ 19214-73* |
60 - 80 |
618 R, 621 R |
350 - 400 |
35 - 45 |
+ |
+ |
- |
177 |
2 |
Вода |
Э-ВА-27, Э-ВА-27А |
20 - 30 |
0,3 - 0,5 |
Для окрашивания внутренних поверхностей по бетону, кирпичу, дереву, штукатурке, картону, загрунтованному металлу, по старым масляным, эмалевым и водоэмульсионным краскам |
|
Каучуковое (КЧ) |
|||||||||||||||
|
Э-КЧ-112 |
ГОСТ 20833-75 |
60 - 80 |
618 R, 621 R |
350 - 400 |
35 - 45 |
+ |
+ |
- |
118 |
2 |
Вода |
Э-КЧ-112 |
20 - 30 |
0,3 - 0,5 |
Для окрашивания наружных поверхностей по бетону, кирпичу, штукатурке, картону, загрунтованному металлу, по старым покрытиям |
|
Э-КЧ-26, Э-КЧ-26А |
ГОСТ 19214-73* |
60 - 80 |
618 R, 621 R |
350 - 400 |
35 - 45 |
+ |
+ |
- |
118 |
2 |
То же |
Э-КЧ-26, Э-КЧ-26А |
20 - 30 |
0,3 - 0,5 |
Для окрашивания внутренних поверхностей по всем строительным материалам, за исключением дерева, по старым покрытиям и загрунтованному металлу |
|
Полиакриловое (АК) |
|||||||||||||||
|
Э-АК-111 |
ГОСТ 19214-73* |
60 - 80 |
618 R, 621 R |
350 - 400 |
35 - 45 |
+ |
+ |
- |
- |
2 |
» |
Э-АК-111 |
20 - 30 |
0,3 - 0,5 |
Для окрашивания наружных поверхностей по всем строительным материалам, по загрунтованному металлу и по старым масляным, эмалевым и водоэмульсионным покрытиям |
|
Перхлорвиниловое и поливинилхлоридное (ХВ) |
|||||||||||||||
|
Э-ХВ-28 |
ГОСТ 19214-73* |
60 - 80 |
618 R, 621 R |
350 - 400 |
40 - 45 |
+ |
+ |
- |
180 |
2 |
Вода |
Э-ХВ-28 |
20 - 30 |
0,3 - 0,5 |
Для окрашивания внутренних поверхностей по всем строительным материалам, по загрунтованному металлу и по старым покрытиям |
|
Сополимервинилацетатное (ВС) |
|||||||||||||||
|
Э-ВС-17; Э-ВС-114 |
ГОСТ 20833-75 |
60 - 80 |
618 R, 621 R |
350 - 400 |
35 - 45 |
+ |
+ |
- |
- |
2 |
» |
Э-ВС-17, Э-ВС-114 |
20 - 30 |
0,3 - 0,5 |
Для окрашивания наружных поверхностей по всем строительным материалам, по загрунтованному металлу и по старым покрытиям |
|
Пентафталевое (ПФ) |
|||||||||||||||
|
Эмаль ПФ-115 |
60 - 70 |
618 R, 621 R |
350 - 400 |
45 - 60 |
+ |
- |
- |
122 |
24 |
Уайт-спирит, скипидар, ксилол |
Глифталевая ГФ-020 |
20 - 25 |
48 |
Для окрашивания наружных поверхностей по дереву, металлу и другим материалам, подвергающимся атмосферному воздействию |
|
|
Нитроцеллюлозное (НЦ) |
|||||||||||||||
|
Эмаль НЦ-132 |
60 - 70 |
618 R, 621 R |
300 - 400 |
40 - 50 |
+ |
- |
+ |
150 |
2 |
№ 648, ацетон |
Лак НЦ-134 |
30 - 35 |
1 |
Для окрашивания наружных поверхностей по металлу и дереву |
|
|
Масляное алкидно-стирольное (МС) |
|||||||||||||||
|
Эмаль МС-226 |
ТУ 6-10-9913-70 |
40 - 50 |
618 R |
300 - 350 |
40 - 45 |
+ |
- |
+ |
125 |
3 |
Ксилол, сольвент |
Лак МС-25 |
25 - 35 |
1 |
Для окрашивания внутренних поверхностей по металлу и дереву |
|
Хлорированное полиэтиленовое (ХП) |
|||||||||||||||
|
Эмаль ХП-799 |
ТУ 84-618-75 |
180 - 240 |
621 R |
350 - 450 |
45 - 60 |
+ |
- |
+ |
280 |
3 |
Сольвент, ксилол |
Лак ХП-734 |
40 |
2 |
Для окрашивания внутренних поверхностей и наружных по бетону и другим пористым материалам с получением химически стойкого покрытия |
|
Лак ХП-734 (б. ХСПЭ) |
ТУ 02-13-47-77 |
40 |
613 ТС |
300 - 400 |
30 - 35 |
+ |
- |
+ |
300 |
2 |
Ксилол (30 %) + сольвент (70 %) |
Лак ХП-734 |
20 - 25 |
2 |
То же |
|
Перхлорвиниловое и поливинилхлоридное (ХВ) |
|||||||||||||||
|
Эмаль ХВ-16 |
ТУ 6-10-1301-72 |
30 - 40 |
613 ТС |
300 - 350 |
30 - 35 |
+ |
- |
+ |
180 |
1 |
Р-4 |
Грунтовка ХС-068 |
30 - 40 |
1 |
Для окрашивания наружных поверхностей по металлу, дереву и тканям |
|
Эмаль ХВ-785 |
35 - 45 |
618 R |
300 - 350 |
30 - 35 |
+ |
- |
+ |
150 |
2 |
Р-4 |
Грунтовка ХС-010 |
30 - 35 |
1 |
Для окрашивания наружных поверхностей по бетону, штукатурке, кирпично-каменной кладке и металлу с получением химически стойкого покрытия |
|
|
Краска ХВ-161 фасадная |
ТУ 6-10-908-75, изменение № 1 |
50 - 65 |
618 R |
350 - 400 |
35 - 45 |
+ |
- |
+ |
125 |
4 |
Ксилол, сольвент |
Лак ХВ-148 |
15 - 20 |
4 |
Для окрашивания наружных поверхностей (фасадов зданий) по бетону, штукатурке, кирпичной и каменной кладке |
|
Эпоксидное (ЭП) |
|||||||||||||||
|
Эмаль ЭП-56 |
ТУ 6-10-1243-72 |
50 - 60 |
618 R, 621 R |
350 - 400 |
40 - 45 |
+ |
+ |
- |
150 |
24 |
Р-5 |
Лак ЭП-540 |
30 - 35 |
24 |
Для окрашивания внутренних и наружных поверхностей по бетону и металлу |
|
Кремний-органическое (КО) |
|||||||||||||||
|
Эмаль КО-174 |
ТУ 6-02-576-70 |
50 - 60 |
621 R |
300 - 350 |
40 - 45 |
+ |
- |
+ |
150 |
0,5 |
Ксилол |
Эмаль КО-174 |
13 - 15 |
0,5 |
Для окрашивания наружных поверхностей по бетону, штукатурке, дереву и металлу |
_____________
1 «+» - допускается; «-» - не допускается.
2 Вязкость тиксотропных материалов указана в пуазах по ротационному вискозиметру при градиенте скорости 180 с-1.
4.89. Вид малярной отделки, как правило, указывают в проекте, но в ряде случаев допускается их выполнение по пробным образцам выкрасок и рисунков с утверждением технадзором.
4.90. Перед окрашиванием влажность штукатурных и бетонных поверхностей, как правило, должна быть не более 8 %, деревянных - 12 %.
Влажность определяют в лаборатории по образцам. Готовность штукатурки к окрашиванию можно определять при смачивании ее 1 %-ным раствором фенолфталеина. Появление малиново-красного пятна на смоченном листе показывает, что влажность штукатурки более 8 %.
4.91. Подготовка наружных поверхностей (фасадов) к окрашиванию включает в себя очистку, поверхности, грунтование и шпатлевание. При подготовке к улучшенному и высококачественному окрашиванию внутренних поверхностей выполняют очистку поверхности, заполнение трещин и раковин шпатлевками, пастами или подмазками, грунтование и шлифование. При простом виде окрашивания производят только грунтование.
4.92. При подготовке наружной поверхности к окрашиванию в зимнее время с нее предварительно удаляют снег и наледь и протирают ветошью.
4.93. Очистку от пыли, брызг раствора, подтеков и подсушивание сырых мест выполняют стальными шпателями, скребками, стальными щетками, ветошью, пылесосом, воздушной струей от компрессора. Очистку открытых металлоконструкций и некоторых фасадных поверхностей осуществляют пескоструйным аппаратом эжекционного типа. К этим же операциям относится и устранение жирных пятен, высолов, ржавчины, окалины.
4.94. Для удаления маслянистых пятен поверхности промывают 5 %-ным раствором тринатрийфосфата или кальцинированной содой с разведением их в воде при t = 30 - 40 °С с помощью ветоши, щетки или кисти. Через 0,5 - 1 ч поверхность нейтрализуют 5 %-ным раствором соляной кислоты. Качество нейтрализации проверяют стандартным раствором фенолфталеина. При более сложном случае, когда такие пятна выступают после окрашивания, следует снять весь окрашивающий слой со шпатлевкой, выполнить указанную процедуру и произвести окрашивание.
4.95. Ржавые пятна на оштукатуриваемой поверхности промывают водой и огрунтовывают 10 %-ным раствором медного купороса.
4.96. При появлении на оштукатуриваемой поверхности смолистых веществ штукатурку заменяют полностью.
4.97. При наличии пятен растительных и минеральных жиров, ржавчины применяют различные пасты, которые наносят на пятна слоем 3 - 5 мм и после высыхания очищают шпателем и промывают водой.
4.98. Масляные пятна удаляют пастой из жженой магнезии, затворенной бензином, толуолом или бензолом.
4.99. Нефтяные пятна удаляют пастой, состоящей из 2 частей соды, 1 части извести-пушонки и 1 части порошка пемзы (по массе).
4.100. Ржавые пятна удаляют пастой, состоящей из 1 части лимоннокислого натрия, растворенного в 6 частях воды, и затворенного мела с добавкой глицерина (по массе).
4.101. Пятна медной окиси удаляют пастой, состоящей из 1 части хлорида алюминия и 4 частей пылевидного талька, предварительно смешанных в сухом состоянии и затворенных аммиачной водой (по массе).
4.102. Пятна невысыхающих масел удаляют с помощью жирной глины слоем 3 - 4 мм, наносимой на пятно. После высыхания промывают водой.
Высолы удаляют металлическими щетками, промывая поверхности слабым раствором соляной кислоты (1 часть 30 %-ной кислоты на 50 г воды) с последующей промывкой чистой водой и высушиванием.
4.103. При подготовке под окрашивание водоэмульсионными составами ранее окрашенных поверхностей старые набелы удаляют при нарушении их связей с основанием или сильном загрязнении, а также при значительной толщине. Клеевую краску смывают теплой водой, а известковую, казеиновую, силикатную и многослойную клеевую предварительно смачивают водой и соскабливают, накрывочный слой штукатурки перетирают заново известковым раствором на мелком песке.
При больших повреждениях или загрязнениях штукатурку целесообразно заменить полностью.
4.104. При ремонте или восстановлении поверхностей, ранее окрашенных масляным или неводным составом, отстающие слои следует убрать. Если старая краска держится прочно, ее не соскабливают, а прочищают шкуркой. Загрязненные поверхности промывают теплой мыльной водой, а при значительных загрязнениях - растворителями (скипидаром, керосином, уайт-спиритом, бензином). Удаление масляной краски производят механическим или химическим путем. Составы для удаления старой масляной краски готовят в виде пасты, которая в нанесенном виде способна удерживаться на вертикальных поверхностях и на потолках.
Рекомендуются следующие составы паст для размягчения и снятия масляной краски:
1-й состав:
известковое тесто....................................... 0,5 кг
мел просеянный.......................................... 0,5 »
каустическая сода (20 %-ный раствор)..... до пастообразного состояния
2-й состав:
мел просеянный.......................................... 0,5 кг
асбестовая пыль.......................................... 0,5 »
каустическая сода (20 %-ный раствор)..... до пастообразного состояния
Поверхность покрывают одной из паст, после чего размягченный слой счищают скребками или шпателем. Затем промывают 2 %-ным раствором уксусной кислоты, чистой водой, протирают ветошью и просушивают.
4.105. Вторая операция подготовки основания - грунтование. Необходимость ее вызвана тем, что основание (обычно пористое) должно быть пропитано составом, аналогичным окрашивающему, так как нанесение шпатлевок и окрашивающих составов без одного слоя вызовет неравномерность высыхания, пятна, слабую адгезию и другие дефекты.
4.106. Грунтовочный состав выбирают в соответствии со связующим покровного слоя, чаще всего применяют сильно разбавленный окрашивающий состав.
4.107. Грунтовочные составы наносят механизированным способом - агрегатами безвоздушного распыления, а также ручными и электрокраскопультами, различными краскораспылителями и удочками, шпатлевочными агрегатами и другими имеющимися средствами, а при небольших объемах работ - вручную - макловицами или маховыми кистями, валиками.
4.108. Следующая операция - заполнение трещин и раковин шпатлевками, пастами или подмазками - необходима для придания поверхности гладкости и однородности. Большие трещины предварительно расшивают ножом, расчищают и обеспыливают. Заполнение трещин шпатлевкой должно быть на глубину не менее 2 мм, а раковины и неровности необходимо заполнять и сглаживать. После этого еще раз очищают и обеспыливают. Следующую операцию - частичное подмазывание неровностей на поверхности и шлифование - выполняют только для улучшенного и высококачественного окрашивания. В отдельных случаях выполняют сплошное шпатлевание с последующим шлифованием.
4.109. Шлифование выполняют различными шлифовально-затирочными машинами, выпускаемыми как серийно, так и ведомственно: СО-86, СО-112, «Киянка», СО-54, ИЭ-2101А и др.
Производство малярных работ
4.110. Наиболее целесообразно эксплуатировать агрегаты 2600Н и 7000Н силами специализированных участков малой механизации, входящих в состав управлений механизации отделочных работ или в состав строительно-отделочных трестов, управлений.
Наиболее эффективно использование агрегатов силами специализированных звеньев УМОР или УММ, выполняющих малярные работы по подряду при наличии соответствующего фронта (не менее 500 м2).
4.111. В качестве обслуживающего персонала за агрегатом должен быть закреплен (приказом по предприятию УММ, УМОР) машинист СОМ 5-го разряда, прошедший специальную подготовку по техническому использованию и обслуживанию машины и несущий ответственность за ее техническое состояние и сохранность. В процессе производства малярных работ машинист агрегата включается в состав звена, выполняющего комплекс технологических операций по нанесению малярных составов на обрабатываемые поверхности с помощью агрегатов 7000Н и 2600Н.
4.112. Работа по нанесению покрытий агрегатами безвоздушного распыления включает следующие этапы:
подготовку агрегатов к работе;
подготовку лакокрасочных материалов;
подготовку поверхностей строительных конструкций и изделий к окрашиванию;
окрашивание.
4.113. Работы выполняет звено из 4 человек в составе машиниста-оператора 5-го разряда (M1), выделяемого участком или управлением механизации отделочных работ, и маляра-оператора 3-го разряда (М2), а также двух маляров 3 и 4-го разрядов (M3 и М4), в функции которых входит подготовка поверхностей к окрашиванию, за исключением работ по механизированному нанесению грунтовок и жидких шпатлевок.
4.114. В подготовку агрегатов к работе входят сборка и расконсервация агрегатов при получении их с завода, а также подготовка агрегатов к нанесению лакокрасочных покрытий. Сборку и расконсервацию агрегатов следует производить машинисту M1 и маляру М2 в соответствии с рекомендациями, изложенными в пп. 3.24 - 3.29.
4.115. После уточнения состава лакокрасочного покрытия по данным проекта машинист M1 и маляр М2 производят подготовку агрегата к нанесению лакокрасочного покрытия с учетом выполнения работы по нанесению грунтовки или жидкой шпатлевки в период подготовки поверхности к окрашиванию.
4.116. При отсутствии указаний в проекте состава лакокрасочного покрытия инженерно-технические работники совместно с малярами по виду поверхности и назначению покрытия определяют состав, последовательность нанесения элементов покрытия и время межслойной сушки. Для этого используются данные табл. 2 и материалы, приведенные в пп. 4.6 - 4.80.
4.117. После выбора материалов лакокрасочного покрытия в соответствии с данными табл. 2 и пп. 4.6 - 4.80 применительно к каждому элементу покрытия выбирают сопло для пистолета.
4.118. В табл. 3 приведены рекомендации по выбору распылительных сопел и сеток фильтров для всасывающей системы, фильтра высокого давления и пистолета, входящих в комплект агрегатов.
В соответствии с табл. 3 отбирают фильтры для пистолета-распылителя, фильтры высокого давления и всасывающей системы с учетом вязкости и тонкости перетира материала.
При работе с водоэмульсионными красками сетку фильтра высокого давления не устанавливают.
4.119. Для ориентировочного определения максимальной производительности конкретного сопла можно пользоваться значениями, приведенными на рис. 16, где представлены графики зависимости производительности от давления для агрегатов 2600Н и 7000Н, построенные для максимального значения давления. На этих же графиках даны характеристики сопел. Зависимости построены для частоты колебаний мембраны 1400 с-1, в качестве рабочей жидкости применялась вода. Точка пересечения характеристики насоса агрегата и сопла определяет технологический режим нанесения, т.е. наибольшие производительность и давление насоса, работающего вместе с соплом.
Из графика видно, что максимум производительности для всех сопел соответствует области давлений в интервале 12 - 23 МПа (120 - 230 кгс/см2).
4.120. Отобранные для работы сопло и фильтры устанавливают в пистолет-распылитель, на всасывающую систему и в фильтре высокого давления. При этом большую ось эллипсного отверстия сопла располагают перпендикулярно или параллельно оси рукоятки пистолета.
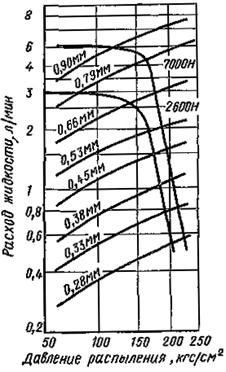
Рис. 16. График зависимости производительности от давления для агрегатов 2600Н и 7000Н вместе с соплами
Подготовку лакокрасочных материалов выполняют маляры M1 и М2. В соответствии с указаниями, изложенными в табл. 2 и пп. 4.6 - 4.80, маляры определяют исходную вязкость материала и доводят ее до требуемой вязкости растворителем. Вязкость определяют вискозиметром ВЗ-4 в соответствии с ГОСТ 8420-74.
Лакокрасочный материал процеживают через сетку с 918 отверстиями на 1 см2 или через 2 - 3 слоя марли.
M1 и М2 готовят лакокрасочный материал в количестве, достаточном для работы на одну смену.
Для определения количества разных видов лакокрасочных материалов на одну смену следует пользоваться данными табл. 2 и рекомендациями, изложенными в пп. 4.6 - 4.80.
4.121. Подготовку поверхности под окрашивание маляры выполняют в соответствии с указаниями, изложенными в пп. 4.82 - 4.109, за исключением грунтования и нанесения жидких шпаклевок. Контроль качества поверхности под окрашивание производится в соответствии с требованиями ГОСТ 22753-77. При этом М3 и М4 при необходимости устраняют недостатки в подготовке поверхности.
|
Параметры сопла |
Размер ячеек сеток фильтров |
Основные характеристики лакокрасочных материалов |
|||||||||
|
стандартного |
быстрозаменяемого |
угол распыления, град |
длина отпечатка факела, мм |
условный диаметр отверстия Dy, мм |
расход, л/мин |
ширина выходного отверстия, мм |
на всасывающей системе, мм |
высокого давления, мм |
пистолета, мм |
вязкость по ВЗ-4 |
тонкость перетира |
|
613 ТС |
- |
60 |
255 |
0,33 |
0,57 |
|
0,2 0,4 |
0,08 0,16 |
0,08 0,16 |
Маловязкий (менее 50 с) То же |
Без пигмента или очень тонкий (до 30 мкм) Тонкий (80 мкм) |
|
- |
618 R |
60 |
300 |
0,45 |
1,14 |
0,26 |
0,8 |
0,16 |
0,16 |
Средневязкий (50 - 120 с) |
Более грубый (100 мкм) |
|
- |
621 R |
60 |
350 |
0,53 |
1,56 |
0,34 |
0,8 |
0,315 |
0,315 |
Высоковязкий (более 120 с) |
Грубый (120 мкм) |
Примечания: 1. Параметры сопел указаны ориентировочно.
2. Расход сопла приведен при давлении распыления воды 110 кгс/см2.
4.122. Перед окрашиванием необходимо провести техническое обслуживание агрегата в соответствии с указаниями, изложенными в пп. 5.5.1; 5.5.6, а также выполнить пробное окрашивание для уточнения параметров работы агрегата по его давлению, выбору сопла, вязкости материала, расстоянию сопла от окрашиваемой поверхности применительно к выбранному лакокрасочному материалу.
Давление на агрегате необходимо устанавливать минимальным, при котором происходит качественное распыление материала в виде мельчайших частиц, без «усов» по краям.
Повышенное давление распыления при окрашивании вызывает ускоренный износ сопла и деталей агрегата, увеличивает запыленность и загазованность окружающей среды и не повышает производительности труда.
4.123. При подготовке поверхностей к окрашиванию процесс нанесения грунтовок или жидких шпаклевок, а также окрашивание по ним красками, эмалями или лаками агрегатами безвоздушного распыления выполняют M1 и М2. M1 управляет агрегатом и обслуживает его М2, работает с пистолетом-распылителем.
4.124. М2 держит пистолет-распылитель одной рукой, второй рукой придерживает рукав высокого давления и наносит окрашивающий состав на поверхность.
Для получения покрытия одинаковой толщины необходимо:
равномерно перемещать пистолет параллельно окрашиваемой поверхности на расстоянии 250 - 400 мм;
скорость перемещения пистолета должна быть 0,25 - 0,6 м/с;
ось факела выдерживать перпендикулярно окрашиваемой поверхности;
включение и выключение пистолета в процессе окрашивания производить только во время его движения.
4.125. На рис. 17 представлена организация рабочего места при выполнении окраски внутренних поверхностей строительных конструкций на небольшой высоте. Машинист-оператор M1 управляет работой агрегата безвоздушного распыления, производит дозаправку расходной емкости лакокрасочным материалом, перемещение агрегата по фронту работ. Маляр-оператор М2 с помощью пистолета-распылителя наносит окрашивающий состав на верхнюю часть стены, стоя на универсальных сборно-разборных подмостях.
4.126. На рис. 18 представлена организация рабочего места при выполнении окраски фермы промышленного здания. Маляр-оператор М2 наносит окрашивающий состав пистолетом-распылителем, стоя на рабочей площадке телескопической катучей вышки ВТК-12. Машинист-оператор M1 управляет работой агрегата безвоздушного распыления и производит дозаправку расходной емкости.
4.127. На каждом рабочем месте необходимо иметь:
агрегат 2600Н или 7000Н - 1;
грунтовочные и окрашивающие составы из расчета работы на одну смену;
вискозиметр ВЗ-4 - 1 шт.;
секундомер или часы с секундной стрелкой - 1 шт.;
тару для лакокрасочных материалов емкостью 40 - 50 л - 3 шт.;
электродрель с лопастной мешалкой - 1 шт.;
средство подмащивания - 1 шт.;
сетку или марлю для процеживания лакокрасочных материалов - 1;
респиратор типа «Лепесток» (в случае работы с токсичными веществами) - 2 шт.;
масло индустриальное 20 - 0,6 л;
растворитель (для промывки агрегата) - 3 - 4 л;

Рис. 17. Организация рабочего места при окраске внутренних поверхностей строительных конструкций на небольшой высоте
1 - пистолет-распылитель; 2 - сборно-разборный столик-подмости; 3 - агрегат безвоздушного распыления; 4 - расходная емкость с лакокрасочным материалом

Рис. 18. Организация рабочего места при выполнении окраски фермы промышленного здания
1 - пистолет-распылитель; 2 - окрашиваемая металлоконструкция; 3 - телескопическая катучая вышка ВТК-12; 4 - расходная емкость с лакокрасочным материалом; 5 - агрегат безвоздушного распыления
4.128. По окончании окрашивания или в экстренных случаях остановку агрегата следует производить в соответствии с указаниями пп. 3.34 - 3.36.
4.129. Возможные дефекты окрашивания и способы их устранения приведены в табл. 4.
4.130. В конце рабочей смены в обязательном порядке необходимо провести техническое обслуживание агрегатов 2600Н и 7000Н, порядок которого указан далее в п. 5.5 в - е.
Таблица 4
5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ, РЕМОНТ И ХРАНЕНИЕ АГРЕГАТОВ
5.1. Техническое обслуживание и планово-предупредительные, а также внеплановые (аварийные) и текущие ремонты агрегатов 7000Н и 2600Н должны производиться централизованно силами ремонтных служб участков и управлений механизации отделочных работ в соответствии с утвержденным графиком планово-предупредительных ремонтов, а в случае необходимости - по заявке машиниста агрегата.
Ремонты должны производиться агрегатно-узловым методом.
5.2. При составлении графиков планово-предупредительных ремонтов агрегатов 2600Н и 7000Н должно быть предусмотрено выполнение ежесменного (ЕО), периодических (ТО) технических обслуживании и капитального (К) ремонтов.
5.3. Опыт эксплуатации агрегатов 2600Н и 7000Н при производстве малярных работ в строительно-отделочных предприятиях Главмоспромстроя, Минмонтажспецстроя СССР и ряде других, а также паспортные данные агрегатов позволяют рекомендовать следующую периодичность технических обслуживании и ремонтов (табл. 5).
Производство внеплановых - текущего и аварийных - ремонтов целесообразно совмещать с выполнением ТО.
Таблица 5
|
Виды технических обслуживаний и ремонтов |
Периодичность выполнения |
Исполнители |
|
|
Агрегаты безвоздушного распыления 2600Н и 7000Н |
ЕО |
В начале и в конце рабочей смены |
Машинист |
|
ТО |
Первое - через 100 маш.-ч, последующие - через 200 маш.-ч |
Бригада передвижной ремонтной мастерской и машинист |
|
|
К |
Через 1400 ч |
Ремонтный персонал стационарных ремонтных мастерских и машинист |
5.4. На каждый агрегат безвоздушного распыления должен быть заведен журнал учета технических обслуживаний и ремонтов. Примерная форма такого журнала и порядок заполнения рекомендуются в табл. 6.
5.5. При проведении ежесменного технического обслуживания в начале и в конце рабочей смены необходимо:
а) проверить комплектность агрегата и исправность его частей;
б) проверить машину на функционирование и на герметичность стыков при наибольшем давлении нагнетания насоса.
После работы следует в обязательном порядке:
в) промыть сетки сменных вставных фильтров пистолета, фильтра высокого давления и всасывающей системы;
г) прочистить и промыть распылительное сопло;
д) очистить поверхности агрегата ветошью, а полости машины, пистолет и сопла промыть растворителем;
е) нажимные штифты пистолета смазать жидким минеральным маслом, из насоса и рукавов удалить лакокрасочный материал и растворитель.
Таблица 6
Журнал учета проведения технических осмотров, обслуживаний и ремонтов агрегата безвоздушного распыления 2600Н
Инвентарный заводской № ___________ машинист _______________________
(ф. и. о.)
|
Техническое состояние машины |
Подпись машиниста |
Дата проведения ТО или ремонта |
Выполненная работа |
Ф.И.О., должность и подпись исполнителя |
Ф.И.О., должность и подпись принявшего работы |
|
|
28.02.80 |
Замечаний нет |
3.03.80 |
3.03.80 |
Текущий ремонт с разборкой нагнетательного клапана и заменой пластмассовой шайбы и работы в объеме ТО |
||
|
1.03.80 |
Замечаний нет |
|||||
|
2.03.80 |
Обратный пропуск материала через нагнетательный клапан |
|||||
|
3.03.80 |
Текущий ремонт |
|||||
|
4.03.80 |
Замечаний нет |
15.06.80 |
Выполнены работы в объеме ТО |
ж) Ежесменное техническое обслуживание проводит машинист агрегата непосредственно на стройобъекте.
5.6. Периодическое техническое обслуживание (ТО) включает в себя следующие работы:
а) работы, перечень которых приведен в п. 5.5;
б) проверку рукавов высокого давления на электропроводность. Рукава, электрическое сопротивление 1 м которых больше 100 кОм, к работе со взрывоопасными материалами не допускаются. Проверка электросопротивления производится омметром;
в) промывку кратера гидросистемы и сетку фильтра-пробки. В картер залить масло индустриальное марки 20;
г) расход масла для заполнения гидросистемы агрегата 2600H - 0,5 л, агрегата 7000H - 0,53 л;
д) проверку и при необходимости регулировку регулятора давления на большее давление нагнетания насоса;
е) после смены масла, а также при отказе работы насоса после перевозки или длительного хранения из полости поршня гидросистемы необходимо удалить воздух. Для этого необходимо агрегат включить на холостом ходу на 10 - 15 мин или вывернуть регулятор давления из корпуса насоса на 2 - 4 оборота;
ж) смазка подвижных частей машины не предусматривается. Нажимные шрифты пистолета после промывки смазывать жидким маслом;
з) техническое обслуживание производят специализированные ремонтные бригады при участии и под контролем машиниста агрегата с последующей соответствующей записью в журнале учета.
5.7. Текущий и аварийный ремонты агрегата и устранение неисправностей выполняют в стационарных мастерских под контролем ответственного инженерно-технического работника с последующей соответствующей записью в журнале учета.
5.8. Хранить агрегаты 2600Н и 7000Н следует в закрытом помещении, в чистом виде, с отсоединенными шлангами и пистолетом.
Предохранитель пусковой скобы пистолета должен быть освобожден, а сопло снято и должно храниться отдельно. Допуск посторонних к агрегату запрещается.
5.9. При перевозке с объекта на объект агрегат следует устанавливать в ящик либо обеспечить надежное закрепление и исключить возможность механических повреждений, опрокидывания и длительного воздействия влаги. Рукава должны быть свернуты в бухты и прочно закреплены в этом положении.
5.10. Возможные неисправности, возникающие при работе агрегатов безвоздушного распыления и способы их устранения, приведены в табл. 7.
Таблица 7
6. ТРЕБОВАНИЯ ПРАВИЛ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ АГРЕГАТОВ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
6.1. При работе с агрегатами безвоздушного распыления необходимо руководствоваться указаниями главы СНиП III-4-79 «Техника безопасности в строительстве», инструкциями по технике безопасности и паспортом на каждый агрегат.
6.2. К работе с агрегатами 2600Н и 7000Н допускаются лица не моложе 18 лет, прошедшие специальную подготовку и изучившие требования правил техники безопасности при эксплуатации агрегатов безвоздушного распыления.
6.3. Администрация должна обеспечить рабочих индивидуальными средствами защиты (очками, респираторами, защитными кремами, шлемами, предохранительными поясами и т.д.) и вспомогательным оборудованием (подмостями, вышками, люльками, лестницами и т.д.).
6.4. При производстве работ лакокрасочными материалами, имеющими в своем составе летучие пожароопасные, токсичные, взрывоопасные компоненты, следует проявлять особую внимательность и осторожность, строго соблюдать требования действующих правил производства малярных работ, промышленной санитарии, личной гигиены и техники безопасности.
6.5. Использование лакокрасочных материалов с токсичными компонентами растворителей и пигментов допускается только при наличии специального разрешения либо в помещениях с приточно-вытяжной вентиляцией, обеспечивающей в рабочей зоне кратность обмена воздуха по санитарным нормам, с обязательным применением респираторов, противогазов, защитных кремов и других средств индивидуальной защиты персонала.
6.6. При работе с лакокрасочными материалами, содержащими взрывоопасные растворители, пистолет и расходная емкость с жидкостью должны иметь отвод зарядов статического электричества через насосный узел. Штепсельный разъем следует располагать за пределами взрывоопасной зоны.
6.7. При замене или прочистке распылительных сопел отверстие распылителя необходимо направлять вниз, а пусковую скобу устанавливать на предохранитель.
6.8. При возникновении неисправности агрегата в процессе работы (протечке жидкости, отказе клапана распылителя и т.д.) следует немедленно остановить машину и открыть перепускной клапан.
6.9. Перед началом работ необходимо проверять окрасочный агрегат на работоспособность и герметичность при максимальном давлении материала.
6.10. Категорически запрещается:
направлять выходное отверстие распылительного сопла пистолета на людей;
прикладывать к отверстию сопла пальцы и кисти рук;
оставлять агрегат под давлением без присмотра;
допускать к работе- с агрегатами посторонних и необученных лиц;
работать на неисправном агрегате;
снимать, резко изгибать или растягивать шланг высокого давления;
работать с красками и растворителями неизвестного состава;
устранять любые неисправности при включенном электродвигателе;
перемещать насосный агрегат и разъединять штепсельный разъем при включенном электродвигателе;
распылять через сопло взрывоопасные растворители;
производить окрасочные работы взрывоопасными материалами при наличии во взрывоопасной зоне открытого огня, невзрывозащищенного оборудования, установок и осветительной арматуры, находящихся под напряжением, накапливающих заряды статического электричества и образующих искры;
применять для чистки частей агрегата и мытья рук этилированный бензин, четыреххлористый углерод, толуол, метанол, ароматические растворители и другие ядовитые или неизвестные жидкости.
СОДЕРЖАНИЕ