 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И
МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ПОЛОТНА ЛЕНТОЧНЫХ ПИЛ
Типы и основные размеры
ISO 4875-1:2006
Metal-cutting band saw blades - Part 1: Vocabulary
ISO 4875-2:2006
Metal-cutting band saw blades - Part 2: Characteristics and dimensions
(MOD)
|
|
Москва Стандартинформ 2011 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. № 399-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов: ИСО 4875-1:2006 «Полотна ленточных пил по металлу. Часть 1. Словарь» (ISO 4875-1:2006 «Metal-cutting band saw blades - Part 1: Vocabulary»), ИСО 4875-2:2006 «Полотна ленточных пил по металлу. Часть 2. Характеристики и размеры» (ISO 4875-2:2006 «Metal-cutting band saw blades - Part 2: Characteristics and dimensions»).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в разделах 1 и 2 и выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р 53924-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОЛОТНА ЛЕНТОЧНЫХ ПИЛ
Типы и основные размеры
Metal-cutting band saw blades. Types and basic dimensions
Дата введения - 2012-01-01
1 Область применения
Настоящий стандарт распространяется на ленточные пилы для резки сортового и фасонного проката, литья, листового материала, труб и других изделий из черных и цветных металлов, а также неметаллических материалов на ленточно-пильных станках.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 «Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп применения», MOD)
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 Элементы полотна
3.1.1 полотно ленточной пилы: Бесконечное полотно из полосовой стали, имеющее зубья на одной стороне.
3.1.2 тело полотна: Часть полотна, расположенная между впадинами зубьев и верхней стороной (спинкой) полотна (см. рисунки 1 и 2).
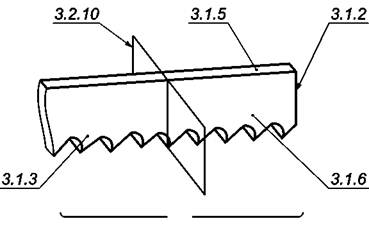
Рисунок 1 - Элементы полотна пилы
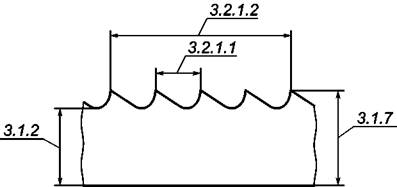
Рисунок 2 - Шаги число зубьев на единицу длины
3.1.3 зубья: Зубья, нарезанные по толщине полотна ленточной пилы и образующие режущие кромки (см. рисунок 1).
3.1.4 зубчатая часть полотна: Сторона, вдоль которой нарезаны зубья (см. рисунок 1).
3.1.5 верхняя сторона (спинка) полотна: Сторона, противоположная зубчатой части полотна (см. рисунок 1).
3.1.6 боковая сторона полотна: Плоская поверхность, расположенная между зубчатой частью и верхней стороной полотна (см. рисунок 1).
3.1.7 ширина полотна: Расстояние от вершины зуба до верхней стороны полотна (см. рисунок 2).
3.1.8 толщина полотна: Расстояние между двумя боковыми сторонами тела полотна (см. рисунок 3).
3.2 Характеристики зубьев
3.2.1 Шаг и число зубьев на единицу длины
3.2.1.1 шаг: Расстояние между вершинами соседних зубьев (см. рисунок 2).
3.2.1.2 число зубьев на единицу длины: Число полных зубьев на 25,4 мм длины зубчатой части полотна (см. рисунок 2).
3.2.1.3 переменный шаг: Цикл последовательности групп зубьев с разными шагами, который обозначается самым большим и самым малым шагами, выраженными числом зубьев на единицу длины.
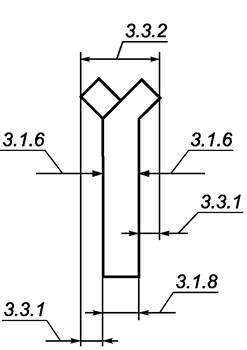
Рисунок 3 - Разводка зубьев и общая разводка
Пример - Переменный шаг 6/10: наибольший шаг соответствует шести зубьям, а наименьший - десяти зубьям на 25,4 мм длины зубчатой части полотна.
3.2.2 режущая кромка: Кромка, образованная пересечением передней и задней поверхностей зуба и предназначенная для снятия материала (см. рисунок 4).
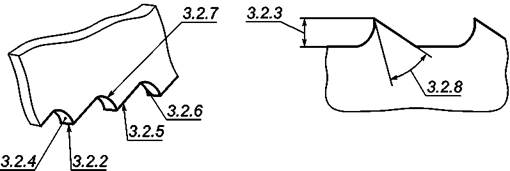
Рисунок 4 - Элементы геометрии зуба
3.2.3 высота зуба: Расстояние от вершины зуба до самой глубокой части впадины между зубьями пилы (см. рисунок 4).
3.2.4 передняя поверхность зуба: Поверхность, по которой сходит стружка (см. рисунок 4).
3.2.5 задняя поверхность зуба: Поверхность, расположенная от режущей кромки до радиуса ножки зуба и контактирующая с поверхностями заготовки в процессе резания (см. рисунок 4).
3.2.6 впадина: Пространство для удаления стружки, которое ограничивается передней поверхностью, радиусом ножки и задней поверхностью зуба (см. рисунок 4).
3.2.7 радиус ножки: Радиус, соединяющий переднюю поверхность одного зуба и заднюю поверхность предыдущего зуба (см. рисунок 4).
3.2.8 угол заострения: Угол между передней и задней поверхностями зуба (см. рисунок 4).
3.2.9 передний угол: Угол между передней поверхностью и основной плоскостью (см. рисунок 5).
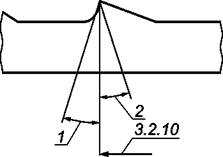
1 - отрицательный передний угол; 2 - положительный передний угол
Рисунок 5 - Передние углы
3.2.10 основная плоскость: Плоскость, проходящая через точку на режущей кромке перпендикулярно к верхней стороне полотна (см. рисунки 1 и 5).
3.3 Разводка зубьев и общая разводка
3.3.1 разводка зубьев: Выступ зубьев с боковых сторон полотна, обеспечивающий зазор для резания (см. рисунок 3).
3.3.2 общая разводка: Общая толщина полотна между двумя разведенными смежными зубьями, определяющая ширину резания (см. рисунок 3).
3.4 Формы зубьев
3.4.1 нормальная или стандартная форма: Зубья, имеющие нулевой передний угол и впадины полного радиуса (см. рисунок 6).
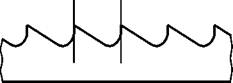
Рисунок 6 - Нормальная или стандартная форма зубьев
Примечание - Эта форма может иметь разводку зубьев: два смежных разведенных или через один неразведенный, или волнообразную, или групповую.
3.4.2 с пропуском зуба: Зубья нормальной формы с пропуском одного зуба из двух соседних (см. рисунок 7).
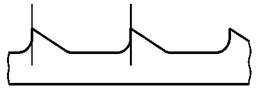
Рисунок 7 - Форма с пропуском зуба
3.4.3 с положительным передним углом: Зубья нормальной формы и с положительным передним углом (см. рисунок 8).
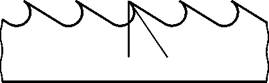
Рисунок 8 - Форма с положительным передним углом
3.4.4 с пропуском зуба и положительным передним углом: Зубья формы с пропуском зуба и с положительным передним углом (см. рисунок 9).

Рисунок 9 - Форма с пропуском зуба и положительным передним углом
3.4.5 с переменным шагом зубьев: Зубья нормальной формы или с положительным передним углом с последовательностью зубьев с разными шагами (см. рисунок 10).
Рисунок 10 - Форма с переменным шагом зубьев
3.5 Типы разводки зубьев
3.5.1 стандартная разводка: Поперечная разводка каждого зуба попеременно вправо и влево (см. рисунок 11).
Примечание - Не применяется для полотен, предназначенных для работ по черным металлам.
![]()
Рисунок 11 - Стандартная разводка зубьев
3.5.2 разводка двух смежных зубьев через один неразведенный: Разводка одного зуба вправо, одного влево, одного - без разводки (см. рисунок 12).
![]()
Рисунок 12 - Разводка двух смежных зубьев через один неразведенный
3.5.3 волнообразная разводка: Поперечная разводка групп зубьев с регулярной переменой направления разводки вправо и влево (см. рисунок 13).
![]()
Рисунок 13 - Волнообразная разводка
3.5.4 групповая разводка: Поперечная разводка нескольких зубьев попеременно вправо и влево, за ними один, как минимум, неразведенный (см. рисунок 14).
![]()
Рисунок 14 - Групповая разводка
4 Основные размеры
4.1 Полотна ленточных пил следует изготовлять исполнений:
1 - полотна из инструментальной легированной стали по ГОСТ 5950;
2 - полотна биметаллические (материал режущей части - быстрорежущая сталь по ГОСТ 19265);
3 - полотна из инструментальной легированной стали с зубьями, оснащенными твердым сплавом по ГОСТ 3882;
4 - полотна для фрикционной резки (под действием возникающего при трении нагрева) из стали, стойкой к усталостности.
4.2 Основные размеры полотен исполнения 1 должны соответствовать указанным в таблице 1.
Таблица 1
В миллиметрах
|
3 |
5 |
6 |
8 |
10 |
13 |
16 |
20 |
25 |
|
|
Толщина |
0,65 |
0,65 |
0,65 |
0,65 |
0,65 |
0,65 |
0,80 |
0,80 |
0,90 |
4.3 Основные размеры полотен исполнения 2 должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
|
6 |
10 |
13 |
20 |
27 |
34 |
41 |
54 |
67 |
80 |
|||
|
Толщина |
0,90 |
0,90 |
0,65 |
0,90 |
0,90 |
0,90 |
1,10 |
1,30 |
1,30 |
1,60 |
1,60 |
1,60 |
4.4 Основные размеры полотен исполнения 3 должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
|
20 |
27 |
34 |
41 |
54 |
67 |
80 |
|
|
Толщина |
0,8 |
0,9 |
1,1 |
1,3 |
1,6 |
1,6 |
1,6 |
4.5 Основные размеры полотен исполнения 4 должны соответствовать указанным в таблице 4.
Таблица 4
В миллиметрах
|
16 |
20 |
25 |
32 |
|
|
Толщина |
0,8 |
0,8 |
0,9 |
1,1 |
Пример условного обозначения полотна ленточной пилы исполнения 1, шириной 16 мм, толщиной 0,8 мм, имеющего три зуба на единицу длины:
Ленточное полотно 1-16-0,8-3 ГОСТ Р 53924-2010
4.6 Длина полотен ленточных пил определяется в соответствии с типом используемого станка и указывается при заказе.
4.7 Шаги и числа зубьев на единицу длины указаны в таблицах 5 и 6.
Таблица 5 - Постоянный шаг
|
1,00 |
1,40 |
1,80 |
2,50 |
3,15 |
4,00 |
6,30 |
8,00 |
12,50 |
20,30 |
33,90 |
|
|
Число зубьев на 25,4 мм длины |
24,00 |
18,00 |
14,00 |
10,00 |
8,00 |
6,00 |
4,00 |
3,00 |
2,00 |
1,25 |
0,75 |
Таблица 6 - Переменный шаг
|
34,0 - 20,0 |
17,0 - 13,0 |
12,0 - 8,0 |
8,0 - 6,0 |
6,3 - 4,0 |
5,0 - 3,0 |
4,0 - 2,5 |
3,15 - 2,0 |
2,5 - 1,8 |
|
|
Число зубьев на 25,4 мм длины |
0,75 - 1,25 |
1,50 - 2,00 |
2,00 - 3,00 |
3,00 - 4,00 |
4,00 - 6,00 |
5,00 - 8,00 |
6,00 - 10,00 |
8,00 - 12,00 |
10,00 - 14,00 |
5 Характеристики
5.1 Твердость полотен ленточных пил должна быть не менее указанной в таблице 7.
Таблица 7
|
Твердость |
||
|
Режущая часть |
Тело полотна |
|
|
1 |
62HRC(720HV10) |
27HRC(280HV10) |
|
2 |
62HRC(720HV10) |
45HRC(450HV10) |
|
3 |
- |
45HRC(450HV10) |
5.2 Первичным назначением ленточных пил для фрикционной резки является создание необходимого тепла для поддержания горения в области реза. Пилы работают на скоростях свыше 40 м/с на станках с соответствующим ограждением.
5.3 Общая разводка зубьев ленточных пил всех исполнений - по усмотрению изготовителя. Разводка зубьев с боковых сторон полотна должна быть равной.
Предельные отклонения разводки - ± 0,05 мм.
5.4 Допуск прямолинейности боковых сторон полотна в поперечном направлении по всей ширине неразведенной части должен быть не более 2 мкм/мм.
Ключевые слова: полотна ленточных пил, элементы полотна, характеристики зубьев, разводка зубьев, шаг зубьев