 | Информационная система | |
|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р МЭК |

ПЕЧАТНЫЕ УЗЛЫ
Часть 1
Поверхностный монтаж
и связанные с ним технологии.
Общие технические требования
IEC
61191-1:1998
Printed
board assemblies - Part 1: Generic specification -
Requirements for soldered electrical and electronic assemblies using
surface mount and related assembly technologies
(IDT)
|
|
Москва |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1. ПОДГОТОВЛЕН Автономной некоммерческой организацией «Измерительно-информационные технологии» (АНО «Изинтех») на основе аутентичного перевода на русский язык стандарта, выполненного российской комиссией экспертов МЭК/ТК 91
2. ВНЕСЕН Техническим комитетом по стандартизации ТК 420 «Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей», подкомитетом ПК-3 «Технология сборки и монтажа радиоэлектронных модулей»
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 декабря 2010 г. № 1008-ст
4. Настоящий стандарт идентичен международному стандарту МЭК 61191-1:1998 «Сборки печатных плат. Часть 1. Общие технические условия. Требования к паяным сборкам электрических и электронных компонентов с применением поверхностного монтажа и связанных с ним технологий сборки» (IEC 61191-1:1998 «Printed board assemblies - Part 1: Generic specification - Requirements for soldered electrical and electronic assemblies using surface mount and related assembly technologies»). Наименование стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
Настоящий стандарт, который является одной из частей стандарта МЭК 61191 под общим названием «Печатные узлы», рекомендуется применять совместно с остальными, перечисленными ниже частями:
Часть 2: Поверхностный монтаж. Технические требования;
Часть 3. Монтаж в сквозные отверстия. Технические требования;
Часть 4. Монтаж контактов. Технические требования.
В справочном приложении ДА настоящего стандарта приведены сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации, которые рекомендуется использовать вместо ссылочных международных стандартов
5. ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ПЕЧАТНЫЕ УЗЛЫ Часть 1 Поверхностный
монтаж и связанные с ним технологии. Printed board
assemblies.
Part
1. Surface mount and related assembly technologies. |
Дата введения - 2011-07-01
1. Область применения
Настоящий стандарт задает требования к материалам, методам и критериям контроля для производства качественных межсоединений и печатных узлов с применением технологии поверхностного монтажа и связанных с ней технологий сборки. Включены также рекомендации для надлежащих производственных процессов.
2. Нормативные ссылки
Следующие нормативные документы содержат положения, которые через ссылки, сделанные в данном стандарте, устанавливают положения данной части ГОСТ Р МЭК 61191 (IEC 61191). На момент печати все указанные публикации были действительны. Все нормативные документы подвергаются пересмотру, и стороны, вступающие в договорные отношения на основе данной части ГОСТ Р МЭК 61191 (IEC 61191), поощряются к рассмотрению возможности применения самых последних редакций нормативных документов, указанных ниже. Члены МЭК и ИСО ведут регистры действующих в настоящее время международных стандартов.
МЭК 60050(541):1990 Международный электротехнический словарь. Глава 541. Печатные схемы (IEC 60050(541):1990, International Electrotechnical Vocabulary - Chapter 541: Printed circuits)
МЭК 60721-3-1:1987 Классификация внешней среды. Часть 3. Классификация групп параметров внешней среды и их жесткость. Раздел 1. Хранение (IEC 60721-3-1:1987, Classification of environmental conditions - Part 3: Classifications of groups of environmental parameters and their severities - Section 1: Storage)
МЭК 61188-1-1:1997 Печатные платы и печатные узлы. Проектирование и применение. Часть 1-1. Рекомендации по плоскостности для электронных сборок. Общие требования (IEC 61188-1-1:1997, Printed boards and printed board assemblies - Design and use - Part 1-1: Generic requirements - Flatness considerations for electronic assemblies)
МЭК 61188-2 Печатные платы и печатные узлы. Проектирование и применение. Часть 2. Руководство по применению материалов подложек для плат печатных. Технология поверхностного монтажа (IEC 611882-2, Design and use requirements of printed boards and printed board assemblies - Part 2: Guide to the use of printed wiring board substrate materials - Surface mount technology1)
____________
1) Данный стандарт находится в стадии публикации.
МЭК 61189-1:1997 Методы испытаний электрических материалов, конструкций межсоединений и сборок. Часть 1. Общие методы и методология испытаний (IEC 61189-1:1997, Test methods for electrical materials, interconnection structures and assemblies - Part 1: General test methods and methodology)
МЭК 61189-3:1997 Методы испытаний электрических материалов, конструкций межсоединений и сборок. Часть 3. Методы испытаний конструкций межсоединений (печатные платы) (IEC 61189-3:1997, Test methods for electrical materials, interconnection structures and assemblies (printed boards))
МЭК 61190-1-1 Материалы для монтажа в электронных модулях. Часть 1-1. Требования к паяльным флюсам (IEC 61190-1-1, Attachment materials for electronic assemblies - Part 1-1: Requirements for soldering fluxes)1)
МЭК 61190-1-2 Материалы для соединений в электронных сборках. Часть 1-2. Требования к припойным пастам (IEC 61190-1-2, Attachment materials for electronic assemblies - Part 1-1: Requirements for soldering pastes)1)
МЭК 61191-2 Печатные узлы. Часть 2. Поверхностный монтаж. Технические требования (IEC 61191-2:1998, Printed board assemblies - Part 2: Sectional specification - Requirements for surface mount soldered assemblies)1)
МЭК 61191-3 Печатные узлы. Часть 3. Монтаж в сквозные отверстия. Технические требования (IEC 61191-2:1998, Printed board assemblies - Part 3: Sectional specification - Requirements for through ole mount soldered assemblies)1)
МЭК 61191-4 Печатные узлы. Часть 4. Монтаж контактов. Технические требования (IEC 61191-2:1998, Printed board assemblies - Part 3: Sectional specification - Requirements for terminal soldered assemblies)1)
МЭК 61192-1 Печатные узлы. Требования к качеству. Часть 1 Общие технические требования (IEC 61192-1:2003, Workmanship requirements for soldered electronic assemblies - Part 1: General)1)
МЭК 61249-8-1 Материалы конструкций межсоединений. Часть 8-1. Ряд частных технических требований для непроводящих пленок и покрытий. Гибкие полиэфирные пленки с клеевым покрытием (IEC 61249-8-1, Materials for interconnection structures - Part 8-1: Sectional specification set for non-conductive films and coatings - Adhesive coated flexible polyester film)1)
МЭК 61249-8-2 Материалы конструкций межсоединений. Часть 8-2. Ряд технических требований для непроводящих пленок и покрытий. Гибкие полиимидные пленки с клеевым покрытием (IEC 61249-8-1, Materials for interconnection structures - Part 8-1: Sectional specification set for non-conductive films and coatings - Adhesive coated flexible polyimide film)1)
МЭК 61249-8-3 Материалы конструкций межсоединений. Часть 8-3. Ряд технических требований для непроводящих пленок и покрытий. Пленка для переноса адгезива (IEC 61249-8-3, Materials for interconnection structures - Part 8-3: Sectional specification set for non-conductive films and coatings - Transfer adhesive film)1)
МЭК 61249-8-8:1997 Материалы конструкций межсоединений. Часть 8. Ряд частных технических требований для непроводящих пленок и покрытий. Раздел 8. Временные полимерные покрытия (IEC 61249-8-8*1997, Materials for interconnection structures - Part 8: Temporary polymer coatings)
МЭК 61340-5-1 Электростатика. Часть 5-1. Технические требования для защиты электронных устройств от электростатических явлений. Общие требования (IEC 61340-5-1, Electrostatics - Part 5-1: Specification for the protection of electronic devices from electrostatic phenomena - General requirements)1)
МЭК 61340-5-2 Электростатика. Часть 5-2. Технические требования для защиты электронных устройств от электростатических явлений. Руководство пользователя (IEC 61340-5-1, Electrostatics - Part 5-1: Specification for the protection of electronic devices from electrostatic phenomena - User guide)1)
МЭК 61760-2 Технология поверхностного монтажа. Часть 2. Условия транспортировки и хранения устройств поверхностного монтажа (SMD). Руководство по применению (IEC 61760-2, Surface mounting technology - Part 2: Transportation and storage conditions of surface mounting devices (SMD) - Application guide)1)
____________
1) Данный стандарт находится в стадии публикации.
МЭК 62326-1:1996 Печатные платы. Часть 1. Общие требования (IEC 62326-1:1996, Printed board - Part 1: Generic requirements)
MЭК QC 200 012:1996 Программа оценки технологического процесса для конструктивных возможностей печатных плат (IEC QC 200 012:1996, Process assessment schedule for printed board design facilities)
CECC 100015: BS Защита устройств, чувствительных к электростатическим явлениям (СЕСС 100015: BS - Protection of electrostatic sensitive devices)
ИСО 9001:1994 Системы качества. Модель для обеспечения качества при проектировании, совершенствовании, производстве, монтаже и обслуживании (ISO 9001:1994, Quality systems - Model for quality assurance in production, installation and servicing)
ИСО 9002:1994 Системы качества. Модель для обеспечения качества в производстве, установке и обслуживании (ISO 9002:1994, Quality systems - Model for quality assurance in production, installation and servicing)
ИСО 9453:1990 Мягкие припойные флюсы. Химические составы и формы (ISO 9453:1990, Soft solder alloys - Chemical compositions and forms)
ИСО 9454-1:1990 Флюсы для мягкой пайки. Классификация и требования. Часть 1. Классификация, маркирование и упаковка (ISO 9454-1:1990, Soft soldering fluxes - Classification and requirements - Part 1: Classification, labeling and packaging)
ИСО 9454-2 Флюсы для мягкой пайки. Классификация и требования. Часть 2. Требования к характеристикам (ISO 9454-2, Soft soldering fluxes - Classification and requirements - Part 2: Performance requirements)1)
____________
1) Данный стандарт находится в стадии публикации.
3. Термины и определения
В настоящей части МЭК 61191 применяются определения из стандарта МЭК 60050(541) и определения, приведенные далее.
3.1 данные технического задания (objective evidence): согласованная между заказчиком и изготовителем документация в бумажной форме, информация в электронном виде, вычислительные алгоритмы, видеоинформация или информация в виде других средств представления информации.
3.2 заказчик (user, procuring authority): человек, компания или организация, ответственные за приобретение электрической или электронной аппаратуры и обладающие полномочиями определять класс оборудования и вносить любое изменение или ограничение требований данного документа (создатель или куратор договора, уточняющий его требования).
3.3 изгиб (bow): отклонение от плоскостности платы, характеризующееся приблизительно цилиндрической или сферической кривизной, при которой для изделия прямоугольной формы четыре угла находятся в одной плоскости.
3.4 изготовитель, сборщик (manufacturer, assembler): человек или компания, ответственные за приобретение материалов и компонентов, а также за технологический процесс сборки и операции проверки, необходимые для обеспечения полного соответствия печатных узлов требованиям данного стандарта.
3.5 индикатор отклонения технологического процесса (ИОТП) (process deviation indicator (PDI)): разрешение на отклонение технологического процесса; используется для непрерывного усовершенствования технологического процесса, если оно отражает отклонение в характеристиках материала, оборудования, персонала, процесса и/или качества изготовления. ИОТП не обязательно является дефектом.
3.6 квалификация (proficiency): способность выполнять задания в соответствии с требованиями и процедурами проверки, подробно изложенными в данном стандарте.
3.7 поставщик (supplier): человек или компания, ответственные перед изготовителем (сборщиком) за обеспечение полного соответствия компонентов (электронных, электромеханических, механических компонентов, печатных плат и т.д.) и основных материалов (припоя, флюса, отмывочных средств и т.д.) требованиям и процедурам проверки данного стандарта.
3.8 скручивание (twist): деформация прямоугольной пластины, панели или печатной платы, которая проходит параллельно диагонали ее поверхности, при которой один из углов пластины не находится в плоскости, в которой находятся другие три угла.
4. Общие требования
4.1. Порядок приоритета
В случае противоречия между текстом данных требований и применяемым стандартом, приведенном в данном документе, текст данного документа должен иметь приоритет. Однако ничто в данном стандарте не отменяет применяемых законов и правил.
В случае противоречия между требованиями данного документа и применяемыми сборочным(и) чертежом(ами) следует руководствоваться применяемым(и) чертежом(ами), утвержденными заказчиком. В случае противоречия между требованиями данного документа и сборочным(и) чертежом(ами), которые не были утверждены, различия должны быть направлены заказчику на утверждение. После их утверждения положения должны быть подтверждены документально (официальным извещением об изменении или равноценным документом) на сборочных чертежах, которыми следует руководствоваться.
Когда выполненная процедура требует документального подтверждения соответствия предъявляемым требованиям, все протоколы результатов выполненных процедур должны сохраняться и быть доступны для проверки в течение как минимум двух лет после даты зарегистрированного события. См. ИСО 9002.
4.2. Интерпретация требований
Введение классификации аппаратуры по классам и ее конечному применению (см. 4.3.3) разрешает заказчику дифференцировать требования к эксплуатационным характеристикам. Если заказчик решает задавать соответствие обязательным требованиям данного документа, применяются следующие условия:
- слово «должен» означает, что требования являются обязательными, если заказчик не задает иное;
- отклонения от любого «обязательного» требования требуют письменного принятия данного отклонения заказчиком, например зафиксированного на сборочном чертеже, в спецификации или в условии контракта. Термин «обязан» используется только для описания неизбежных ситуаций. Термин «рекомендуется» используется для указания рекомендации или руководящего предписания. Слово «допускается» означает возможное условие. Термины «рекомендуется» и «допускается» выражают необязательные условия. Глагол в будущем времени отражает заявления цели.
См. Директивы ИСО/МЭК, часть 3.
4.3. Классификация
Данный стандарт устанавливает классификацию электронных и электрических сборок в соответствии с их назначением в используемой аппаратуре. Учреждены три основных класса, отражающие уровень работоспособности, требования к эксплуатационным характеристикам и периодичности проверок (контроля/испытаний). Печатные узлы могут одновременно относиться к разным классам. Заказчик (см. 3.5) печатных узлов является ответственным за определение класса, к которому принадлежит изделие. Контракт должен, где необходимо, задавать требуемый класс и указывать на любые исключения или дополнительные требования к параметрам.
Класс A: Электронные изделия общего применения
Включает товары широкого потребления, персональные компьютеры и периферийные устройства, электронные модули и блоки, пригодные для применения в областях, где главным требованием является функционирование готового изделия.
Класс B: Специализированная электронная аппаратура
Включает коммуникационную аппаратуру, сложные вычислительные средства и электронную аппаратуру, для которых требуются высокое качество и длительный срок службы и для которых желательна, но не обязательна, бесперебойная эксплуатация. Типовые условия эксплуатации у конечного заказчика, как правило, не приводят к отказам.
Класс C: Электронная аппаратура ответственного назначения
Включает все виды аппаратуры, для которых требования к надежности функционирования являются обязательными. Отказ аппаратуры недопустим, условия эксплуатации, заданные потребителем, могут быть исключительно жесткими, аппаратура должна функционировать в любое время включения. К таким, например, относятся системы жизнеобеспечения или другие ответственные системы.
4.4. Дефекты и индикаторы отклонения технологического процесса (ИОТП)
В 12.1 приведены дефекты, которые являются недопустимыми и требуют технических решений (например, ремонта, доработки и т.д.). Изготовитель является ответственным за обнаружение других видов дефектов и приемов их устранения с их описанием в форме дополнений к 12.1. Данные дополнения рекомендуется указывать на сборочном чертеже. В отличие от перечисленных в 12.1 недопустимых дефектов аномалии и отклонения от обязательных требований рассматриваются как индикаторы отклонений технологического процесса и должны устраняться, если они появляются. Решения об отклонениях технологического процесса, обнаруженных с помощью ИОТП, не требуется.
4.5. Требования к управлению технологическим процессом
Настоящие технические требования предусматривают применение методик управления технологическим процессом в планах освоения и оценки производственных технологических процессов, используемых для создания электрических и электронных печатных узлов. Основные принципы, алгоритмы выполнения, инструментальные средства и технологические операции допускается применять в различной последовательности в зависимости от специфики производства и технологических процессов или готовности к пересмотру технологий для приведения их в соответствие с требованиями к конечному изделию. Допускается, чтобы изготовитель по соглашению с заказчиком был освобожден от выполнения квалификационных испытаний и проверок по всем пунктам данного стандарта на соответствие качества, подробно изложенным в данном стандарте, обеспечивая требования данных технического задания в результате постоянно действующих плановых проверок технологического процесса. См. 13.2.
4.6. Распространение требований
Требования данного стандарта должны использоваться всеми производителями и распространяются на все закупки и изделия, поставляемые контрагентами. Изготовитель или поставщик не должен устанавливать или допускать никаких отклонений от данных требований в субконтрактах или договорах на поставку, кроме тех, которые утверждены заказчиком.
Если не указано иное, то требования данного документа не устанавливаются на покупку стандартных (каталожных) изделий или подсборок. Однако изготовители данных изделий могут признать данные требования действующими.
4.7. Физические конструкции
Некоторые требования к проектированию структур и проводящего рисунка даны в следующих пунктах.
4.7.1. Новые конструкции
Если нужно, проводящий рисунок печатных плат, а также механическая и тепловая конструкции электрического или электронного печатного узла должны базироваться на соответствующем конструкторском стандарте (например, МЭК 61188-5-1 - МЭК 61188-5-7) или на разрешении заказчика. Если изготовитель имеет объективные доказательства, что переработанный проводящий рисунок приведет к созданию высококачественного конечного изделия, которое удовлетворяет требованиям данного стандарта, то заказчику и изготовителю рекомендуется согласовать изменения и соответствующим образом доработать проводящий рисунок.
4.7.2. Действующие конструкции
Не рекомендуется принимать требования данного документа как единственное основание для переработки действующей утвержденной конструкции. Однако, если существующие электронные или электрические конструкции подвергаются изменениям, которые влияют на конфигурацию аппаратуры, конструкция последней должна быть пересмотрена и должны быть введены изменения, утвержденные заказчиком, предусматривающие максимально рациональное соответствие требованиям данного стандарта. Любые изменения конструкции, предложенные изготовителем, должны утверждаться заказчиком. Однако даже если предложенные изменения приводят к соответствию данным требованиям и изготовлению качественных законченных изделий, заказчик не обязан принимать предложенную переработку конструкции.
4.8. Визуальные средства
Контурные рисунки и иллюстрации, приведенные в данном документе, служат для облегчения понимания написанных требований. Текстовые требования имеют приоритетное значение.
4.9. Квалификация персонала
4.9.1. Квалификация персонала предприятия-разработчика
Предприятие-разработчик должно иметь документы, подтверждающие, что весь штатный технический персонал прошел обучение общим вопросам проектирования. Подготовку должны пройти все независимо от того, отвечает ли непосредственно данный персонал за электронную или электрическую часть проекта изделия. См. ИСО 9001 и МЭК КК 200012.
4.9.2. Квалификация персонала предприятия-изготовителя
До доступа к работе все руководители, операторы и персонал ОТК должны быть аттестованы на возможность выполнения своих задач. Объективные данные, подтверждающие квалификацию персонала, должны постоянно обновляться и быть доступны для проверки. Объективные данные должны включать в себя записи об обучении персонала своим профессиональным обязанностям, проверку знаний требований данного стандарта и результаты периодических проверок квалификации. См. ИСО 9002.
4.10. Электростатический разряд (ЭСР)
Программа управления электростатическим разрядом должна соответствовать стандартам МЭК 61340-5-1 и МЭК 61340-5-2. Документально оформленные процедуры защиты от электростатических разрядов, направленные на защиту электрических и электронных компонентов, печатных узлов и оборудования, чувствительных к ЭСР, должны проводиться (но не ограничиваться) во время:
a) входного контроля изделий;
b) комплектования и хранения плат, компонентов и деталей;
d) проверки и испытания;
e) хранения, упаковки и перевозки готовых изделий;
f) транспортировки и установки.
Процедуры анализа отказов из-за ЭСР должны документироваться и быть доступны для уполномоченных на это инспекторов.
4.11. Условия производства
Чистота и параметры окружающей среды на всех рабочих местах должны поддерживаться в соответствии с назначенными классами чистоты для предотвращения загрязнения или порчи инструментов пайки, материалов и поверхностей, предназначенных для пайки. На рабочих местах должны запрещаться принятие пищи, питье, курение и прием нелегальных лекарств.
4.11.1. Охрана окружающей среды
Пайку рекомендуется проводить в закрытом помещении с контролируемыми температурой и влажностью и поддержанием избыточного давления.
4.11.2. Температура и влажность
Если относительная влажность уменьшается до 30 % и ниже, изготовитель должен проверять, соответствует ли помещение требованиям электростатической защиты и достаточен ли уровень влажности для обеспечения качества флюса и применяемой припойной пасты. Для обеспечения комфорта работы оператора и поддержания состояния паяемости рекомендуется поддерживать температуру от 18 °C до 30 °C, а относительную влажность не более 70 %. Для управления технологическим процессом рекомендуется поддерживать температуру и влажность в более узких пределах.
Освещенность на рабочих местах ручной пайки и столах, предназначенных для технического контроля, должна быть не менее 1000 лм/м2.
4.11.4. Условия эксплуатации
При работе в условиях эксплуатации, где нельзя эффективно добиться управляемых условий окружающей среды, требуемых данным документом, должны быть предприняты специальные меры предосторожности для получения максимального качества паяных соединений и для минимизации воздействий окружающей среды на операцию, проводимую на аппаратуре.
4.11.5. Чистота помещений
Сборка электронных изделий может требовать применения чистых помещений, обеспечивающих соблюдения требований данного стандарта в условиях производства. При необходимости класс чистоты помещения должен согласовываться между заказчиком и изготовителем.
4.12. Сборочные инструменты и оборудование
Изготовитель является ответственным за выбор и техническое содержание инструментов и оборудования, используемого при подготовке и пайке компонентов и/или проводников. Используемые инструменты должны выбираться и обслуживаться с условием, что их применение не приводит к повреждению изделия. Инструменты и оборудование рекомендуется содержать в чистом состоянии до их применения и содержать без грязи, флюса, масел и других посторонних веществ во время использования. Паяльники, паяльное оборудование и паяльные системы должны выбираться и применяться с условием обеспечения контроля над температурой и защиты от электрических перенапряжений ЭПН или ЭСР. См. 4.10.
4.12.1. Управление технологическим процессом
Более подробные требования к рабочему месту изложены в обязательном приложении А. Приспособления и оборудование для монтажа должны использоваться в соответствии с требованиями технологической документации, доступными для рассмотрения заказчиком. Приспособления и оборудование для монтажа должны наглядно показывать параметры технологического процесса, записанные в технической документации.
5. Требования к материалам
Материалы, используемые в технологических процессах пайки, предусмотренных данным документом, должны быть такими, как указано ниже. Поскольку заданные материалы и технологические процессы могут быть несовместимыми в некоторых сочетаниях, изготовитель должен отвечать за выбор сочетания материалов и технологических процессов, обеспечивающий качество изделия.
5.1. Припой
Должны применяться составы припоя Sn60Pb40, Sn62Pb36Ag2, Sn63Pb37 и формы припоя, соответствующие требованиям ИСО 9453. Допускается применять другие сплавы, обеспечивающие срок службы, качество и надежность изделия, если все другие условия настоящих требований удовлетворяются и если они согласованы заказчиком и изготовителем. Например, некоторые изготовители считают, что применение Sn60Pb38Bi2 приводит к матовой поверхности, которая помогает оптическому контролю.
5.2. Флюс
Флюс должен проверяться и классифицироваться в соответствии с МЭК 61190-1-1, ИСО 9454 или равноценными документами и относиться к одному из следующих трех типов:
L - неактивный флюс или флюс или остатки флюса с низкой активностью;
М - флюс или остатки флюса со средней активностью;
Н - флюс или остатки флюса с высокой активностью.
Для пайки печатных узлов должны применяться флюсы типа L или М. Для конструкций, где остатки флюсов не удаляются (безотмывочные флюсы), рекомендуется применять флюс типа L, удовлетворяющий требованиям 9.5.8 без очистки (С00). См. 9.5.2.1 и МЭК 61192-1.
Флюсы на основе неорганических кислот и флюсы типа Н могут применяться для лужения контактов, одножильных проводов и герметизированных компонентов. Флюсы на основе неорганических кислот не могут применяться для пайки печатных узлов. Флюсы типа Н могут применяться для пайки контактов, одножильных проводов и герметизированных компонентов, если пайка является составной частью интегрированной системы оборудования для флюсования, пайки, очистки и контроля качества отмывки и если соблюдены следующие условия:
a) применение одобрено заказчиком;
b) имеются данные, демонстрирующие соответствие требованиям приложения В.
Если применяется флюс типа Н, то очистка обязательна. Если жидкий флюс применяется совместно с другими флюсами, то он должен быть химически совместим с другими флюсами и материалами, которые будут применяться. Флюс трубчатого припоя должен соответствовать требованиям данного подраздела. Процентное содержание флюса в трубчатом припое с сердечником из флюса является необязательным и не контролируется.
5.3. Припойная паста
Припойная паста, порошок припоя и составные части флюса должны удовлетворять требованиям 5.1 и 5.2; их рекомендуется оценивать по ИСО 12226-1 или МЭК 61190-1 на соответствие требованиям технологического процесса сборки. См. приложение D.
5.4. Формованный припой
Формованный припой должен удовлетворять всем требованиям 5.1 и 5.2.
5.5. Клеи
Клеевые материалы, не проводящие электрический ток и используемые для прикрепления компонентов поверхностного монтажа, должны удовлетворять требованиям МЭК 61190-1-5. Клеевые материалы, применяемые для крепления компонентов, не предназначенных для поверхностного монтажа, должны быть пригодными для данного применения и совместимыми с печатным узлом.
5.6. Отмывочные средства
Средства отмывки, используемые для удаления смазочных масел, жиров, воска, грязи, флюса и других отходов, должны отбираться по их способности удалять данные и другие остатки и загрязнения. Отмывочные средства не должны приводить к ухудшению качества материалов или компонентов, подвергаемых очистке, и должны обеспечивать очистку печатного узла, удовлетворяющую требованиям, предъявляемым к очистке в подразделе 9.5.
5.6.1. Выбор отмывочных средств
Отмывочные средства или их смеси должны удовлетворять всем соответствующим требованиям и нормативным ссылкам. Допускается применение смесей отмывочных средств, если они соответствующим образом стабилизированы и ингибированы.
Применение растворителей, снятых с производства международными соглашениями, таких как 1,1,1-трихлорэтан (метилхлороформ) или хлорфторуглероды (фреоны), должно быть исключено и может быть запрещено некоторыми местными и региональными законами и нормами. Применение других растворителей, например спиртов и терпенов, должно соответствовать санитарным нормам, правилам техники безопасности, нормативным документам и другим природоохранительным актам.
5.7. Полимерные покрытия
Подробные требования к полимерным покрытиям определены в следующих пунктах.
5.7.1. Паяльные резисты и локализованные маскирующие средства
Используемые полимерные паяльные маски должны соответствовать МЭК 61249-8-5, тип A или B, класс C. Кроме того, полимерные покрытия паяльных масок и временные маскирующие средства по МЭК 61249-8-8 должны быть из материала, который:
a) не ухудшает паяемость и не разрушает материал основания печатных плат;
b) предотвращает затекание припоя на защищенный участок;
c) совместим с материалом основания печатной платы, токопроводящим материалом, используемыми флюсами, клеем и нанесенными впоследствии влагозащитными покрытиями;
d) временные маскирующие средства легко удаляются, не оставляя загрязнений, вредных для обеспечения целостности влагозащитного покрытия печатных плат или печатных узлов.
5.7.2. Влагозащитное покрытие и герметики
Требования к влагозащитному покрытию печатных узлов, включая тип покрытия (т.е. материал), должны соответствовать утвержденному сборочному чертежу. При использовании данное покрытие должно соответствовать либо МЭК 61249-8-1, МЭК 61249-8-2, МЭК 61249-8-3, МЭК 61249-8-4, либо МЭК 61249-8-6. Торцевое покрытие не обязательно, если оно не задано на сборочном чертеже. Герметики должны быть пригодны для нанесения и совместимы с печатным узлом.
5.7.3. Прокладки (постоянные и временные)
Материалы, используемые как механические прокладки, должны выдерживать технологические процессы пайки и позволять контролировать паяные соединения (см. 13.1.2.2). Местоположение, конфигурация и материал прокладок должны задаваться в соответствующей документации.
5.8. Химические препараты для удаления верхнего слоя
Химические растворы, пасты и кремы, используемые для зачистки изоляции проводов, не должны приводить к разрушению провода. Кроме того, провода должны отделяться и очищаться от загрязнений в соответствии с рекомендованными инструкциями поставщика, а также сохранять паяемость в соответствии с требованиями 6.2.
5.9. Термоусаживающиеся трубки
Термоусаживающиеся трубки должны быть самоуплотняющимися и должны герметизировать паяное соединение. Оконечные соединения с экранирующей оплеткой должны соответствовать подробным рабочим инструкциям изготовителя, которые разработаны в обеспечение требований, указанных на утвержденном сборочном чертеже. К данным самоуплотняющимся средствам не предъявляются требования по очистке, изложенные в 9.3.
6. Требования к компонентам и печатным платам
Электронные/механические компоненты и печатные платы должны соответствовать требованиям документа на поставку продукции. Изготовитель печатного узла должен нести ответственность за обеспечение соответствия. Компоненты и печатные платы, выбранные для печатного узла, должны быть совместимы со всеми материалами и технологическими процессами, применяемыми для изготовления печатного узла.
Примечание - Дальнейшую информацию см. в МЭК 62326-1 - МЭК 62326-9.
6.1. Паяемость
Поставщик компонентов должен нести ответственность за их паяемость. Паяемость компонентов должна удовлетворять заданным требованиям и согласовываться изготовителем. Электронные и механические компоненты и провода должны удовлетворять требованиям к паяемости при контроле в соответствии с МЭК 61189-4 или равноценными документами. Печатные платы должны удовлетворять требованиям МЭК 61189-3 или равноценным документам.
До приемки компонентов на хранение или для применения изготовитель должен проверить паяемость элементов, которые будут паяться, в соответствии с планом выборочного контроля и требованиям и нормативной документации на паяемость. Условия хранения должны соответствовать классу 1К2 МЭК 60721-3-1 и МЭК 61760-2.
6.1.1. Восстановление
Если лужение и его контроль выполняются как часть технологического процесса сборки, то операцию лужения допускается использовать вместо контроля паяемости. См. 6.2.
6.1.2. Контроль паяемости керамических плат
Металлические элементы керамических печатных плат должны контролироваться на паяемость, как задано в МЭК 61189-3 или с применением равноценного метода.
6.2. Сохранение паяемости
Изготовитель должен обеспечить способность к пайке выводов, проводников, контактов и печатных плат, которые удовлетворяют требования 6.1, до начала ручной и/или машинной операций пайки. Изготовитель должен установить процедуры для сведения к минимуму ухудшения паяемости.
6.2.1. Предобработка
Выводы компонентов, элементы присоединений и контакты могут предварительно обрабатываться (например, погружением в горячий припой) для обеспечения сохранения паяемости.
6.2.2. Охрупчивание паяных соединений золотом
Для минимизации влияния охрупчивания припоя от золоченых элементов конструкции (например, выводов компонентов, контактных площадок печатных плат) общее количество золота в любом паяном соединении не должно превышать 1,4 % от объема припоя (т.е. 3 % по массе).
6.2.2.1. Золото на выводах компонентов и выходных контактах
Изготовитель должен удостовериться, согласно требованиям готовности к пайке, в следующем:
a) все позолоченные выводы и контакты либо предварительно облужены, либо золото удалено иным способом с поверхностей, предназначенных для пайки;
b) количество растворенного в припое золота не превысит пределов, заданных в 6.2.2.
6.2.2.2. Лужение выводов и контактов
Лужение выводов и контактов не должно неблагоприятно воздействовать на компоненты. Для эффективного удаления золота рекомендуется применять процесс двойного лужения или лужения в динамической волне припоя.
Для компонентов, монтируемых в сквозные отверстия, процесс удаления золота допускается исключить путем применения пайки погружением, пайки волной или пайки протягиванием при условии, что:
a) имеется достаточная толщина слоя золота, которая удовлетворяет требования к паяемости, см. 6.1;
b) имеются достаточные время, температура и объем припоя во время процесса пайки, обеспечивая их соответствие требованиям 6.2.2.
Примечание - Для непозолоченных контактных площадок печатных плат охрупчивания золотом обычно не происходит, если толщина его слоя на выводах, монтируемых в сквозных отверстиях, равна или меньше 2,5 мкм, а температура ванны с припоем превышает 240 °C.
6.2.2.3. Золото на контактных площадках печатных плат
Количество золота, осажденного на любой контактной площадке печатной платы, предназначенной для пайки компонентов или контактов, не должно превышать пределов, заданных в 6.2.2.
Примечание - Для соответствия пределам 6.2.2 рекомендуется, чтобы толщина слоя иммерсионного осажденного золота не превышала 0,15 мкм.
6.2.3. Лужение элементов с плохой (недостаточной) паяемостью
Перед пайкой выводы компонентов, контакты и печатные платы, не соответствующие назначенным требованиям к паяемости, должны дорабатываться лужением путем погружения в горячий припой или другими подходящими методами. Доработанные компоненты должны соответствовать требованиям 6.1, за исключением старения в парах воды. Припой на облуженных участках проводов не должен скрывать жилу(ы) провода. Затекание припоя под изоляцию провода должно быть минимальным. При необходимости во время операции лужения на выводы теплочувствительных компонентов должны накладываться теплоотводы.
6.3. Поддержание чистоты припоя
Припой, используемый для предварительного удаления золота, лужения компонентов и для машинной пайки, должен анализироваться на наличие примесей, заменяться или пополняться новым с периодичностью, обеспечивающей соответствие пределам, указанным в таблице 1. Периодичность проведения анализа рекомендуется определять на основе статистических данных или ежемесячно. Если степень загрязнения превышает значения, приведенные в таблице 1, то интервалы между анализами, заменами или пополнениями должны быть сокращены. Для каждой технологической системы должны вестись протоколы, содержащие результаты всех анализов и эксплуатации ванны припоя (например, полное время использования ванны, количество добавляемого припоя или суммарная обработанная площадь). См. 4.1.2.
6.4. Подготовка выводов
Подробные требования к подготовке и формовке выводов описаны в следующих пунктах.
6.4.1. Формовка выводов
Технологический процесс формовки не должен повреждать внутренние соединения компонентов. Кроме того, корпусы, выводы и места заделки выводов компонентов должны соответствовать требованиям общих технических условий на компоненты.
6.4.2. Ограничения формовки выводов
Формуются ли выводы вручную или автоматом или штампом, компоненты не должны монтироваться, если вывод компонента имеет нежелательные зазубрины или деформацию, превышающую 10 % площади поперечного сечения вывода.
Обнажение основного металла допустимо, если дефект не превышает 5 % площади паяемой поверхности вывода. Обнажение основного металла на формованной площади вывода должно рассматриваться как индикатор технологического процесса.
Таблица 1 - Степень загрязнения припояa); максимальное содержание загрязняющих примесей, % (масс.)b)
|
При лужении вывода/провода |
При пайке в ванне, волной припоя и т.д. |
|
|
Медь |
0,750с) |
0,300 |
|
Золото |
0,500 |
0,200 |
|
Кадмий |
0,010 |
0,005 |
|
Цинк |
0,008 |
0,005 |
|
Алюминий |
0,008 |
0,006 |
|
Сурьма |
0,500 |
0,500 |
|
Железо |
0,020 |
0,020 |
|
Мышьяк |
0,030 |
0,030 |
|
Висмутd) |
0,250 |
0,250 |
|
Сереброе) |
0,750 |
0,100 |
|
Никель |
0,020 |
0,010 |
|
Палладий |
0,004 |
0,004 |
|
a) Содержание олова в ванне с припоем должно быть в пределах ± 1,5 % номинального значения для припоя, заданного и проверенного с той же периодичностью, что и контроль загрязнения медью или золотом. Уравновешивающим элементом в ванне должен быть свинец или элементы, перечисленные выше. b) Суммарное загрязнение медью, золотом, кадмием, цинком и алюминием не должно превышать 0,4 % при пайке печатного узла. c) При лужении компонентов с мелким шагом рекомендуемое содержание меди не должно превышать 0,3 %. d) He распространяется на технологические процессы, использующие сплав Sn60Pb38Bi2 (сплав 19/ИСО 9453). е) Не распространяется на сплав Sn62Pb36Ag2. Содержание загрязнений должно составлять от 1,7 % до 2,25 %. |
||
7. Требования к технологическому процессу сборки
В следующих подразделах рассматриваются требования к монтажу контактов, механических и электронных компонентов и проводов на печатных платах или других конструкциях электронного модуля. На печатных узлах с применением технологии смешанного монтажа, компоненты монтажа в сквозные отверстия рекомендуется устанавливать с одной стороны печатной платы. Поверхностно монтируемые компоненты допускается монтировать либо на одной, либо на обеих сторонах печатного узла.
Если проектные ограничения санкционируют монтаж компонентов, не способных выдерживать температуры пайки, свойственные конкретному технологическому процессу, то такие компоненты должны устанавливаться и паяться на печатный узел как отдельная операция. Если после монтажа и пайки основной массы компонентов следуют дополнительные операции монтажа и пайки, то между операциями должны быть выполнены операции по очистке от остатков флюса. Печатные узлы должны очищаться после каждой операции пайки, для того чтобы загрязнение не влияло на последующие операции размещения и пайки компонентов. См. раздел 9.
7.1. Чистота
Чистота контактов, выводов компонентов, проводов и поверхностей печатного монтажа должна быть достаточной для обеспечения паяемости и совместимости с последующими технологическими процессами. Очистка не должна повреждать компоненты, выводы компонентов, проводники и маркировки.
7.2. Маркировки и позиционные обозначения элементов
Маркировки и позиционные обозначения элементов должны быть разборчивыми, а компоненты должны монтироваться таким образом, чтобы маркировки были видимыми.
7.3. Контуры паяных соединений
Конструкции, в которых используются специальные формы паяных соединений как часть системы компенсации рассогласования коэффициентов теплового расширения (КТР), должны быть отражены на сборочном чертеже. Технология монтажа должна допускать выполнение паяного соединения, которое удовлетворяет требования подраздела 10.2
7.4. Ловушки влаги
В рамках ограничений, налагаемых конструкцией элемента и компонента, элементы и компоненты должны монтироваться так, чтобы предотвратить образование ловушек влаги.
7.5. Теплоотвод
Если в печатном узле требуется теплоотвод, то должны выполняться требования к совместимости материалов, изложенные в разделе 5.
8. Требования к пайке печатного узла
Подробные требования к технологическим процессам ручной и машинной пайки изложены в следующих подразделах.
8.1. Общие требования
Технологические процессы пайки, как они заданы в данном документе, не должны приводить к повреждению компонентов или печатных узлов.
8.1.1. Техническое обслуживание установок
Установки, используемые в технологических процессах пайки, должны технически обслуживаться для обеспечения производительности и эффективности, соответствующих расчетным параметрам, установленным изготовителем оригинального оборудования.
Процедура и план технического обслуживания должны быть оформлены документами для обеспечения воспроизводимости процесса.
8.1.2. Обращение с компонентами
С компонентами должны обращаться таким способом, чтобы предотвратить повреждение выводов и исключить необходимость в дальнейших операциях их выпрямления. После установки компонентов на печатные платы до пайки печатный узел должен подвергаться транспортировке (например, руками или конвейером) и обработке способом, предотвращающим смещение компонентов, которое могло бы вредно воздействовать на формирование допустимых паяных соединений. После выполнения операций пайки печатный узел должен быть достаточно охлажден, чтобы припой успел затвердеть до дальнейшего перемещения для предотвращения растрескивания нагретого припоя.
8.1.3. Предварительный нагрев
Перед пайкой печатный узел рекомендуется предварительно нагревать для сведения к минимуму присутствия легкоиспаряющихся растворителей, уменьшения разброса температуры по плате, уменьшения теплового удара на платы и компоненты, улучшения растекания припоя и сокращения пребывания припоя в расплавленном состоянии. Воздействие температуры предварительного нагрева не должно ухудшать качество печатных плат, компонентов или качества пайки.
8.1.4. Технологическая тара
Технологическая тара, используемая для транспортировки печатных плат в линии сборки, должна быть изготовлена из такого материала, а также иметь конструкцию и форму, которые не приведут к ухудшению паяемости или к ухудшению параметров плат или элементов и к электростатическому разряду на компоненты.
8.1.5. Прижим выводов компонентов поверхностного монтажа
Короткие, жесткие или толстые выводы компонентов поверхностного монтажа не должны прижиматься с усилием (например, от измерительных зондов) во время затвердевания припоя, вследствие которого результирующие начальные напряжения уменьшают надежность. Не рекомендуется прогибать выводы на величину более двукратной толщины вывода устройством резистивной пайки оплавлением (например, пайки расщепленным электродом, коротким стержнем, теплопередачей). Для коротких или толстых выводов прогиб рекомендуется выполнять меньше двукратной толщины выводов.
Примечание - Испытание показало, что удельное давление выше 1,4 Н/мм2 со временем уменьшает общую надежность соединения припоя.
8.1.6. Подача тепла
Элементы, предназначенные для пайки, должны достаточно нагреваться, чтобы приводить к полному расплавлению припоя и смачиванию паяемой поверхности.
8.1.7. Охлаждение
Соединения не должны подвергаться нежелательному перемещению или нежелательной механической нагрузке во время затвердевания припоя. Допускается применять регулируемое охлаждение в соответствии с документально оформленным процессом.
8.2. Пайка оплавлением
Подробные требования к операциям пайки оплавлением изложены в следующих пунктах. Методы оплавления припоя для соединения компонентов поверхностного монтажа включают в себя, но не ограничиваются инфракрасным оплавлением, оплавлением в паровой фазе, конвекционным оплавлением (горячим воздухом или газом), лазерным оплавлением, оплавлением термодами (горячий нагревательный элемент) или оплавлением вследствие теплопроводности. Рекомендуется, чтобы они обеспечивали:
a) возможность регулируемого предварительного нагрева печатных узлов;
b) теплоемкость для повышения и поддержания температур пайки в диапазоне тепловых масс компонентов и размеров соединений в пределах ± 5 °C от выбранного для них температурного профиля во всем диапазоне требуемого непрерывного производственного цикла пайки;
c) ограничение воздействий теплового удара под действием быстрых нагрева и охлаждения соединяемых поверхностей;
d) минимальное влияние эффектов затенения и цвета на скорость нагрева каждого из компонентов.
8.2.1. Разработка процесса пайки оплавлением
Изготовители должны установить и соблюдать процесс пайки оплавлением, который должен воспроизводиться в пределах, установленных для технологического оборудования. Должна быть также разработана и выполняться инструкция для процесса пайки оплавлением. Изготовитель должен выполнять операции пайки оплавлением в соответствии с данной технологической инструкцией. Технологический процесс должен включать в себя как минимум, воспроизводимую температурно-временную кривую, в том числе для операции сушки/дегазации (если требуется), операции предварительного нагрева (если требуется), операции оплавления и операции охлаждения. Данные этапы могут быть частью стационарной или конвейерной системы или могут выполняться как ряд отдельных операций. Если температурно-временные профили настраиваются на различные печатные узлы или различные варианты печатного узла, то подобранные профили должны быть документально оформлены.
8.2.2. Нанесение флюса
Флюс должен наноситься до образования завершенного паяного соединения. Допускается, чтобы флюс был составной частью припойной пасты или трубчатого припоя. Любой флюс, удовлетворяющий требованиям п. 5.2, допускается использовать при условии, что:
a) флюс или сочетание флюсов не повреждает компоненты;
b) последующий процесс очистки (если требуется) достаточен, чтобы соответствовать требованиям к очистке, изложенным в разделе 9, и не повреждает изделие.
8.2.3. Нанесение припоя
Должно наноситься достаточно припоя на компоненты или на плату, или на то и другое, чтобы обеспечить достаточное количество припоя на месте оплавления для удовлетворения требований к качеству изготовления по окончании технологического процесса.
8.2.3.1. Нанесение припойной пасты
Методы нанесения припойной пасты на контактные площадки, предназначенные для поверхностного монтажа, включают в себя, но не ограничиваются сеткографией, трафаретной печатью, дозированием или кисточкой. Для обеспечения надлежащего качества обращение с припойной пастой должно осуществляться в соответствии с рекомендациями поставщика материала. Рекомендуется избегать повторного применения или смешивания припойной пасты, находившейся в открытом состоянии в течение чрезмерно длительных периодов (например, от 1 до 24 ч в зависимости от материала), со свежей пастой.
8.2.3.2. Припой на платах
Контактные площадки для поверхностного монтажа допускается покрывать заданным количеством припоя в процессе изготовления печатных плат.
Допускается применение разных методов нанесения припоя, например:
a) гальваническая металлизация Sn-Pb;
b) нанесение припойной пасты сеткографией или трафаретной печатью с последующим оплавлением припоя; данный процесс допускается использовать совместно или отдельно от операции выравнивания припоя на контактных площадках;
с) нанесение расплавленного припоя;
d) нанесение частиц припоя в клейком флюсе (технология осаждения твердого припоя).
Твердый припой, осажденный на контактные площадки, имеет следующие характеристики:
a) гальваническую или расплавленную интерметаллическую связь с контактной площадкой, предназначенной для компонента поверхностного монтажа (SMD);
b) достаточную толщину для получения надежного паяного соединения методом оплавления;
c) достаточную точность нанесения на контактную площадку для компонента поверхностного монтажа;
d) соответствие плоскостности осажденного припоя требованиям применяемого компонента; например, компоненты с малым шагом выводов требуют лучшей плоскостности, чем большая часть других компонентов.
Количество припоя должно быть задано.
8.3. Механизированная пайка погружением (не оплавление)
Рекомендуется, чтобы системы пайки методом погружения обеспечивали:
a) возможность нанесения флюса на все точки, требующие его наличия;
b) возможность использования регулируемого предварительного нагрева печатных узлов;
c) теплоемкость для поддержания температуры пайки на поверхности печатного узла в пределах ± 5 °C от выбранной температуры во всем диапазоне непрерывного производственного цикла пайки;
d) нагрев соединяемых поверхностей в управляемом режиме в пределах требований об ограничении воздействий теплового удара и последующего охлаждения;
e) достаточную механическую энергию для минимизации теневых эффектов и для обеспечения процесса смачивания в труднодоступных местах и зазорах между близко установленными компонентами поверхностного монтажа.
8.3.1. Разработка процесса для механизированной пайки погружением
Изготовитель должен выполнять рабочие процедуры, описывающие технологический процесс пайки, и обеспечивать надлежащее функционирование автоматической установки пайки и сопутствующего оборудования. Для установки пайки данные процедуры, как минимум, должны задавать температуру предварительного нагрева, температуру припоя, скорость перемещения, периодичность проверочных измерений температуры, периодичность и метод анализа флюса (обязательно для флюсов с низким содержанием твердой составляющей) и частоту анализа ванны с припоем. Если любая из вышеописанных характеристик настраивается для иного печатного узла, иного номера чертежа или другого элемента, подтвержденного точным обозначением, то весь набор параметров, который будет применяться, должен быть оформлен документом.
8.3.2. Сушка или дегазация
До проведения пайки печатный узел допускается обрабатывать с целью уменьшения содержания влаги или других легкоиспаряющихся веществ.
8.3.3. Зажимные приспособления и материалы
Устройства, материалы и способы, используемые для фиксации элементов и компонентов на печатной плате на этапах предварительного нагрева, флюсования, пайки и охлаждения, не должны загрязнять, повреждать или ухудшать качество печатных плат и компонентов. Устройства, материалы или способы должны быть достаточными для удержания компонента в заданном положении и должны позволять потоку припоя проходить сквозь металлизированные сквозные отверстия и/или к контактным поверхностям.
8.3.4. Нанесение флюса
Используемый флюс должен покрывать поверхности, предназначенные для пайки. При необходимости флюс должен разбавляться материалом, рекомендованным поставщиком флюса, для удовлетворения требований к нанесению флюса. Флюс должен быть достаточно высушен перед проведением пайки для предотвращения разбрызгивания припоя.
8.3.5. Ванна с припоем
Температуру ванны с припоем при использовании составов припоя, определенных в 5.1, рекомендуется поддерживать в пределах от 230 °C до 280 °C. Для сплавов, отличных от сплавов, перечисленных в 5.1, могут потребоваться другие диапазоны температур. Для всех сплавов рекомендуется иметь номинальную температуру с допуском ± 5 °C. Температура ванны не должна выходить за установленные пределы данного допуска.
Температура и время контакта между печатным узлом и припоем должны зависеть от таких факторов, как предварительный нагрев, толщина платы, число и размер контактов или проводников и тип компонентов. Период пребывания любой печатной платы в ванне с припоем должен ограничиваться временем, при котором не происходит повреждения платы и установленных на ней компонентов.
8.3.5.1. Техническое обслуживание ванны с припоем
Чистота ванны с припоем в установке для пайки печатных узлов должна поддерживаться в соответствии с 6.3, а также следующими процедурами:
a) шлак должен удаляться из ванны с припоем способом, который гарантирует, что шлак не контактирует с паяемыми изделиями; для удаления шлака допустимы автоматические или ручные методы;
b) паяльные масла могут перемешиваться с расплавленным припоем и переноситься к поверхности волной припоя или наноситься на поверхность волны припоя или ванны с припоем; уровень масла рекомендуется контролировать для предотвращения внедрения масла в отвердевшие паяные соединения;
c) припой в установках пайки должен регулярно анализироваться в соответствии с 6.3.
8.4. Ручная пайка
Подробные требования к ручной пайке изложены в следующих пунктах.
8.4.1. Ручная пайка паяльником
8.4.1.1. Нанесение флюса
Жидкий флюс должен наноситься на соединяемые поверхности до подачи тепла. Рекомендуется избегать применения избытка флюса. При применении трубчатых припоев с сердечником из флюса припой должен помещаться в место, которое позволяет флюсу растекаться и покрывать элементы соединения, когда припой расплавляется. При применении внешнего жидкого флюса вместе с трубчатыми припоями с сердечниками из флюса данные флюсы должны быть совместимыми.
8.4.1.2. Нанесение припоя
Хорошо луженое жало паяльника (см. 4.12) должно прикладываться к соединению, а припой вводиться на стык жала и соединения для максимальной передачи тепла. После подачи и переноса тепла припой рекомендуется вводить в соединение, а не на жало паяльника. Припой должен наноситься только на одну сторону металлизированного сквозного отверстия. Температура жала паяльника не должна превышать установленную рабочую температуру для используемого припоя. Тепло допускается подавать на обе стороны металлизированного сквозного отверстия. Некоторые виды ручной пайки могут требовать предварительного нагрева для предотвращения повреждения компонентов.
8.4.1.3. Теплоотводы
При проведении ручной пайки рядом с корпусом теплочувствительного устройства рекомендуется использовать теплоотводы между жалом паяльника и корпусом компонента, что необходимо для ограничения теплового потока в компонент.
8.4.1.4. Капиллярное затекание припоя
Допускается ограниченное капиллярное затекание припоя во время пайки проводов. Затекание припоя не должно распространяться на часть провода, которая должна оставаться гибкой.
8.4.2. Ручная пайка оплавлением
8.4.2.1. Нанесение припоя
Необходимо наносить достаточное количество припоя на компоненты или на плату или на то и другое для обеспечения требований, предъявляемых к качеству конечного продукта. Методы нанесения припоя включают в себя дозирование, штырьковый перенос припойной пасты, применение проволочного или формованного припоя. Контактные площадки, на которые наносится припой, должны быть чистыми перед нанесением припоя применительно к методам пайки оплавлением.
8.4.2.2. Методы оплавления
Изготовители должны установить технологический процесс оплавлением, который обеспечивает повторяемость в пределах, заданных для оборудования оплавления, используемого в пайке с ручным управлением (например, оплавление горячим воздухом или газом, инфракрасным излучением). Должны быть разработаны и действовать инструкции для технологического процесса оплавлением. Процесс оплавления должен выполняться в соответствии с данными технологическими инструкциями.
Технологический процесс должен, как минимум, включать в себя воспроизводимую температурно-временную характеристику, включая операцию сушки или дегазации (если требуется). Методы оплавления включают в себя горячевоздушные или газовые паяльные пистолеты, паяльники или горячий стержень (термод), или операции с лазерным оборудованием.
8.4.2.3. Экранирование
При выполнении ручной пайки оплавлением рекомендуется обеспечивать соответствующее экранирование, при котором соседние компоненты (рядом с соединяемыми элементами) не повреждаются или паяные соединения соседних компонентов не расплавляются.
9. Требования к чистоте
Если код чистоты после пайки (см. 9.5.2.1) задает вариант очистки С-0 (поверхность не очищается), то паяный печатный узел должен удовлетворять требованиям визуального контроля 9.4.1, предполагая, что допускаются видимые остатки флюса.
Если требуется очистка (как в 9.5) во время и после технологического процесса, то компоненты, подсборки и завершенные печатные узлы должны очищаться в рамках выделенного интервала времени, который позволяет соответствующим образом удалить загрязняющие вещества (особенно остатки флюса).
Все изделия должны очищаться способом, который предотвратит нежелательный тепловой удар и проникновение отмывочных средств в негерметичные компоненты. Очистка печатных узлов должна удовлетворять требованиям к чистоте, заданным в данном документе.
9.1. Совместимость оборудования и материалов
Моющие средства и оборудование должны выбираться по их способности удалять как ионное, так и неионное загрязнение, и не должны ухудшать очищаемые материалы, маркировки или компоненты. Результаты анализа и документация, демонстрирующие соответствие данным требованиям, должны быть доступны для рассмотрения. Некоторые полимерные материалы могут быть несовместимы с водно-спиртовым раствором.
9.2. Очистка перед пайкой
Чистота контактов, выводов компонентов, проводников и поверхностей печатного монтажа должна быть достаточной для обеспечения паяемости. Очистка не должна повреждать компоненты, выводы компонентов или проводники. Для варианта очистки после пайки С-0 (поверхности не очищаются) после пайки чистота должна быть достаточной для обеспечения соответствия требованиям к чистоте завершенного печатного узла.
9.3. Очистка после пайки
Если требуется очистка, то остатки флюса должны удаляться как можно скорее, предпочтительно в пределах 15 мин, но не позже 1 ч после пайки. Некоторые флюсы или технологические процессы могут требовать более срочных действий для облегчения надлежащей очистки. Механические средства, такие как встряхивание, разбрызгивание, очистка щетками и т.д., или обезжиривание паром и другие методы допускается использовать совместно с отмывочными средствами. Время между пайкой и завершением очистки допускается увеличить для ручных операций пайки при условии, что выполняется промежуточная очистка, а завершающая очистка выполняется перед окончанием производственной смены.
Примечание - Требования данного документа к очистке исключаются для контактов, расположенных внутри самогерметизирующихся устройств (например, термоусадочных трубок), если устройство герметизирует паяное соединение.
9.3.1. Ультразвуковая очистка
Ультразвуковая очистка допускается:
a) на несмонтированных платах или печатных узлах при условии, что присутствуют только контакты или соединители без внутренних электронных схем;
b) на электронных печатных узлах с электрическими компонентами при условии, что подрядчик имеет документацию, доступную для рассмотрения и показывающую, что применение ультразвука не повреждает механические и электрические характеристики очищаемого изделия или компонентов.
9.4. Проверка чистоты
Печатные узлы должны удовлетворять требованиям чистоты 9.5. Для оценки количества остающихся частиц или посторонних веществ, а также остатков флюса или других ионных органических загрязняющих элементов должны использоваться следующие методы.
9.4.1. Визуальный контроль
Если визуальный контроль является частью документально оформленного технологического контроля и системы повышения качества изделия, то он должен основываться на статистической выборке (см. 13.1.3). В противном случае 100 %-ный визуальный контроль должен использоваться для оценки наличия частиц постороннего вещества, согласно требованиям 9.5.1, или наличия остатков флюса и других ионных или неорганических остатков в соответствии с требованиями 9.5.2.
9.4.2. Проверка
Периодическая проверка чистоты печатных узлов после завершающей очистки (например, перед нанесением влагозащитного покрытия, герметизацией или установкой в следующий большой печатный узел) должна проводиться на основе случайной выборки (см. 13.1.3) для обеспечения соответствия технологическому(им) процессу(ам) очистки согласно требованиям 9.4. Если какой-то печатный узел не пройдет проверку, то вся партия должна повторно очищаться и должна проверяться случайная выборка данной партии и каждая партия, очищенная с момента выполнения последней положительной проверки чистоты. Периодичность контроля должна быть не реже одного раза в каждую восьмичасовую смену, пока данные системы управления процессом не изменят эту периодичность проверки.
9.5. Критерии чистоты
Очистка печатных узлов должна выполняться (при необходимости) для удаления:
a) твердых частиц постороннего вещества в соответствии с требованиями 9.5.1;
b) остатков флюса и других ионных или органических загрязнений согласно требованиям 9.5.2.
Печатные узлы должны быть без грязи, пыли, брызг припоя, шлака и т.д. Шарики припоя не должны ни свободно перемещаться, ни ухудшать эксплуатационные электрические характеристики. Контроль на наличие твердых частиц должен быть согласован с методом контроля, определенным в 13.1.2.1.
Шарики припоя не должны уменьшать минимальный проектный электрический зазор более чем на 50 % и должны находиться в фиксированном положении на поверхности платы. Кроме того, их число не должно превышать 5 на 600 мм2.
9.5.2. Остатки флюса и ионные или органические загрязнения
Заказчик и изготовитель должны согласовать требования к очистке и соответствующие проверки чистоты. Кроме того, должны задаваться и согласовываться требования к визуальной оценке чистоты.
Заказчик является ответственным за задание требований к чистоте печатного узла. По желанию заказчика допускается применять код чистоты, который устанавливает вариант очистки и проверку чистоты в соответствии с 9.5.2.1. В отсутствие заданного кода чистоты рекомендуется применять код С-22, как он описан в следующих подпунктах. Кроме того, должны выполняться требования к визуальной оценке чистоты после пайки.
9.5.2.1. Код очистки после пайки
Задаваемый заказчиком код чистоты должен быть представлен в следующем виде:
Двухцифровой код (минимальный) характеризует требования к чистоте для всех печатных узлов, охваченных данным документом. Данный код начинается с буквы С, за которой следуют тире и две или более цифр. Первая цифра представляет вариант очистки, приведенный в 9.5.3, вторая и последующие цифры - требования к проверке чистоты, приведенные в 9.5.4. Если требуются все пять проверок чистоты, то код чистоты будет иметь всего шесть цифр.
9.5.2.2. Требования к визуальной проверке чистоты
Очищенные поверхности рекомендуется проверять без увеличения, и они не должны содержать видимых глазом остатков флюса или других загрязняющих веществ. Неочищенные поверхности могут иметь видимые глазом остатки флюса.
Первая цифра кода чистоты устанавливает вариант очистки. Одна из следующих цифр используется для определения поверхностей печатных узлов, которые должны очищаться:
0 - поверхности не очищаются;
1 - одна сторона (поверхность, соприкасающаяся с волной припоя) печатного узла должна очищаться;
2 - обе стороны печатного узла должны очищаться.
Вторая и последующие цифры кода чистоты определяют требования к проверке чистоты. Следующие цифры могут использоваться в любых комбинациях (исключая 0):
0 - проверка чистоты не требуется;
1 - требуется проверка на наличие канифольных остатков (см. 9.5.5);
2 - требуется проверка на наличие ионных остатков (см. 9.5.6 и/или 9.5.7);
3 - проверка сопротивления изоляции поверхности (см. 9.5.8);
4 - проверка на наличие других органических загрязнителей поверхности (см. 9.5.9);
5 - другие проверки, которые предполагается проводить по соглашению между изготовителем и заказчиком.
9.5.5. Остатки канифоли на очищенных печатных узлах
Печатные узлы, которые прошли очистку, должны проверяться в соответствии с МЭК 61340-5-1 и МЭК 61340-5-2 (см. приложение D) и должны соответствовать следующим требованиям к максимально допустимому уровню остатков канифольных флюсов:
Класс А - на печатном узле менее 200 мкг/см2;
Класс В - на печатном узле менее 100 мкг/см2;
Класс С - на печатном узле менее 40 мкг/см2.
9.5.6. Ионные остатки (инструментальный метод)
Печатные узлы должны проверяться в соответствии с МЭК 61340-5-1 и МЭК 61340-5-2 (обнаружение ионизируемых загрязняющих веществ поверхности: динамический или статический метод, см. приложение D) и должны содержать менее 1,56 мкг/см2 ионного эквивалента NaCl или ионизируемого остатка флюса. Могут применяться другие методы, если доказывается, что чувствительность альтернативного метода равноценна или выше, чем вышеописанных методов, при обнаружении ионизируемых загрязнений поверхности.
Примечание - При сравнении чувствительности разных методов рекомендуется рассматривать все факторы: растворитель, используемый для экстрагирования остатка; метод, используемый для подачи растворителя на печатный узел; метод обнаружения остатков.
9.5.7. Ионные остатки (ручной метод)
Печатные узлы должны проверяться в соответствии с МЭК 61340-5-1 и МЭК 61340-5-2 (электрическое удельное сопротивление экстракта растворителя, см. приложение D). Загрязнение поверхности должно быть менее 1,56 мкг/см2 ионного эквивалента хлорида натрия (NaCl) или ионизируемого остатка флюса. Заказчику допускается задавать другие допустимые значения для равноценной проверки.
9.5.8. Сопротивление изоляции поверхности
Испытываемые образцы, обработанные точно таким же способом, как и изготавливаемые печатные узлы, должны проверяться на влияние загрязнения на сопротивление электрической изоляции печатных плат в условиях высоких температуры и влажности в соответствии с МЭК 61340-5-1 и МЭК 61340-5-2 (см. приложение D) с применением условий испытаний по МЭК 61189-1. Испытательные образцы должны иметь минимальное сопротивление 100 МОм после пайки и/или после пайки и очистки в зависимости от классификации флюса. Заказчик и изготовитель могут согласиться на другие испытательные образцы, условия проверки и требования к сопротивлению изоляции поверхности.
Печатные узлы, проверенные в соответствии с МЭК 61340-5-1 и МЭК 61340-5-2 (см. приложение D, проверка на обнаружение органического загрязнения поверхности, метод собственной разработки), не должны превышать максимального допустимого уровня, установленного по взаимной договоренности между заказчиком и изготовителем.
10. Требования к печатному узлу
Платы, компоненты и технологические процессы, описанные и заданные в разделах 1 - 8, предусматривают паяные межсоединения, которые превосходят по качеству минимальные требования, изложенные в данном разделе. Рекомендуется, чтобы технологические процессы и их элементы управления были способны воспроизводить изделие, удовлетворяющее или превышающее критерии допустимости для изделия класса С. Однако паяные соединения должны удовлетворять критерии допустимости в зависимости от класса изделия (А, В или С), заданного заказчиком.
10.1. Требования качества
Изготовитель должен:
a) либо иметь план управления технологическим процессом в соответствии с 13.2;
b) либо проводить 100 %-ный контроль по требованиям 10.2. Если дефекты и индикаторы технологического процесса превышают пределы корректирующих действий, заданных в 10.1.1 по их соответствующему классу возможностей (см. 10.1.2), то изготовитель должен выполнить корректирующее действие для уменьшения их появления. Для определения корректирующих действий к каждому отдельному месту межсоединения (например, вывод/контактная площадка, переходное отверстие, вывод/сквозное отверстие) должно приписываться не более одной характеристики дефекта (см. 12.1) или индикатора технологического процесса.
Примечание - Если пределы, заданные в данном стандарте, удовлетворяются, то существует вероятность, что надежность соединения имеет высокую возможность соответствовать метаматематическому ожиданию надежности печатного узла. Однако заказчик несет ответственность за определение правильных требований к действительной надежности на основе расчета и опыта применения конечного изделия.
10.1.1. Пределы корректирующих воздействий
Корректирующее воздействие должно инициироваться, если:
- дефекты, перечисленные в 12.1, превышают 0,3 % возможностей их появления;
- индикаторы технологического процесса (см. 4.4) превышают 0,3 % общего числа возможностей их появления.
Как минимум, должны контролироваться следующие общие случаи индикаторов технологических процессов:
a) маркировки (см. 10.2.2);
b) поры, раковины отверстий, кратеры (см. 10.2.4);
c) различимость контура вывода (см. 10.2.4);
d) смачивание сквозного переходного отверстия (см. 10.2.5);
e) другие индикаторы технологического процесса, заданные в технических требованиях;
f) количество припоя.
10.1.2. Определение пределов управления
Общее число мест межсоединений должно использоваться как мера, к которой применяется процентное содержание дефектов или индикаторов технологического процесса. Данные расчеты учитывают каждое соединение поверхностного монтажа, каждое соединение в сквозное отверстие и каждое соединение с контактом как одну возможность для определения общего числа возможных дефектов для данного печатного узла.
10.2. Общие требования к печатному узлу
Все изделия должны удовлетворять требованиям сборочного чертежа. Электрическая и механическая целостность и надежность всех компонентов и печатных узлов должны сохраняться после воздействия всех технологических процессов, выполняемых во время изготовления и сборки (например, транспортировки, крепления, пайки и очистки).
10.2.1. Повреждение печатного узла
Повреждение печатных узлов для электронных и механических устройств не должны превышать требований, заданных в настоящем стандарте и в МЭК 61191-2 - МЭК 61191-4.
На печатных платах не должны проявляться следы обгорания, вздутий или расслоения, как они представлены в МЭК 62326-1. Царапины на ламинате должны рассматриваться как обнаженный тканый материал и вместе с поднятой или поврежденной фольгой, мизлингом, ореолами должны удовлетворять критериям МЭК 61188-2.
10.2.1.1. Недопустимые дефекты печатных узлов
На печатных узлах возможны следующие дефекты: мизлинг, точечные расслоения, пузырение, обнажение ткани, ореолы, краевое расслоение, приподнятые контактные площадки или проводники.
Следующие состояния являются недопустимыми:
а) печатные узлы с дефектами в виде образования белых пятен и трещин, влияющих на их функциональность;
b) вздутие или расслоение, которое создает перемычки между металлизированными сквозными отверстиями или между внутренними проводниками, или которое простирается под поверхностными проводниками или над и под внутренними проводниками.
Маркировки не должны преднамеренно меняться, уничтожаться или сниматься изготовителем, если это не требуется сборочным чертежом. Рекомендуется, чтобы дополнительные маркировки (такие как метки, добавленные во время технологического процесса) не закрывали начальные маркировки поставщика. Если происходит потеря части маркировки или компонента, то она должна записываться как индикатор технологического процесса для отслеживания и определения причины (является ли это проблемой маркировки поставщика), а также для определения класса корректирующего действия, например новые материалы, новые технологические процессы, повторное маркирование и т.д.
10.2.3. Плоскостность (изгиб и скручивание)
Изгиб и скручивание после пайки не должны превышать:
- 0,5 % или 1,5 мм для поверхностного монтажа изделий класса C;
- 0,75 % или 2 мм для поверхностного монтажа изделий класса B;
- 1,0 % или 2,5 мм для поверхностного монтажа изделий класса A;
- 1,5 % или 2,5 мм для печатных плат с монтажом в сквозные отверстия (изделий всех классов).
Печатные узлы смешанного монтажа (технологии поверхностного монтажа, технологии монтажа в сквозные отверстия и т.д.) должны удовлетворять требования к печатным узлам поверхностного монтажа (см. МЭК 61191-2, МЭК 61189-3, МЭК 61188-1-1).
Допустимое паяное соединение должно проявлять признак смачивания и сцепления, если припой сочетается с паяемой поверхностью, образуя краевой угол смачивания 90 °C или меньше, за исключением случаев, когда количество припоя приводит к контуру, который заходит за края контактной площадки (рисунок 1). Рекомендуется, чтобы паяные соединения имели в основном глянцевый вид. Допустим атласный блеск.

Рисунок 1 - Варианты краевого угла смачивания припоя θ, виды состояний
Существуют композиции сплавов, металлические покрытия выводов или печатных плат, специальные технологические процессы пайки (т.е. медленное охлаждение печатных плат с большими массами), которые могут создавать тусклый, матовый, серый или зернистый на вид припой, что является нормальным для используемого материала или технологического процесса. Данные паяные соединения являются допустимыми.
Плавный переход от контактной площадки к поверхности соединения или выводу должен быть очевидным. Линия разделения или зона перехода, где нанесенный припой смешивается с покрытием из припоя, пластиной припоя или другим поверхностным материалом, является допустимым при условии, что очевидно достигнуто смачивание. В случае расплавленных финишных покрытий наличия припоя над ободком отверстия не требуется, если стенки отверстия и вывод компонента имеют хорошее смачивание (рисунок 2). Отметины или царапины на паяных соединениях не должны ухудшать целостность соединения.

Рисунок 2 - Варианты смачивания припоем металлизированных сквозных отверстий без выводов: допустимые состояния
Следующие состояния являются недопустимыми и должны считаться дефектами (см. 12.1);
a) изломленные и нарушенные (разрушенные) паяные соединения;
b) холодное паяное соединение;
c) свыше 5 % паяного соединения (за исключением переходных отверстий) показывают характеристики несмачивания или недостаточного смачивания;
d) избыток припоя, который контактирует с корпусом компонента;
e) охрупчивание из-за недостаточного удаления золота (см. 6.2.2);
f) образование пустот, из-за которых объем припоя в соединении уменьшается ниже допустимого минимального значения.
10.2.4.2. Индикаторы технологического процесса
Следующие состояния являются допустимыми, но должны рассматриваться как индикаторы технологического процесса, должны документироваться и быть доступными для рассмотрения:
a) пустоты и кратеры, когда смачивание очевидно и они не уменьшают объем припоя ниже допустимого минимума;
b) контур или вывод неразличимы в паяном соединении из-за избытка припоя.
10.2.5. Межповерхностные соединения
Неметаллизированные отверстия с контактными площадками или металлизированные сквозные отверстия, не подвергавшиеся групповой пайке и используемые для межповерхностных соединений, заполнять припоем не требуется. Металлизированные сквозные отверстия, защищенные от воздействия припоя постоянными или временными маскирующими покрытиями и используемые для межповерхностных соединений, заполнять припоем не требуется. Металлизированные сквозные отверстия без выводов, включая переходные отверстия, после воздействия процессов пайки волной припоя, погружением или протягиванием должны удовлетворять требованиям к допустимости (рисунок 2). Невыполнение данного требования должно рассматриваться как индикатор технологического процесса в соответствии с разделом 13. Смачивание верхней стороны контактных площадок нанесенным припоем является допустимым, но не требуемым состоянием (см. рисунки 2с, 2е и 2f).
11. Покрытие и герметизация
Подробные требования к процедурам покрытия и герметизации задаются в следующих разделах.
11.1. Влагозащитное покрытие
Требования к материалу и инструкции поставщика должны соблюдаться надлежащим образом. Если условия отверждения (температура, время, интенсивность ИК-излучения и т.д.) отличаются от условий, приведенных в рекомендованных поставщиком инструкциях, то другие условия должны быть оформлены документом и доступны для рассмотрения. Материал должен использоваться в рамках заданного периода, (как по сроку хранения, так и по времени эксплуатации) или в пределах периода, указанного документированной системой, которую изготовитель учредил для маркировки и контроля даты годности материала.
11.1.1. Нанесение
Покрытие должно быть сплошным на всех участках, обозначенных для покрытия на сборочном чертеже. Галтели покрытий рекомендуется сводить к минимуму. Защитные материалы не должны вредно воздействовать и ухудшать печатные платы, должны удаляться без оставления на поверхности загрязняющих остатков. Размеры, заданные для защищенных областей, не должны уменьшаться по длине, ширине или в диаметре более чем на 0,8 мм из-за наложения влагозащитного покрытия.
11.1.1.1. Подстраиваемые компоненты
Регулирующая часть подстраиваемых компонентов, а также электрические и механические сочленения поверхности, такие как наконечники зондов, резьба, несущие поверхности (например, направляющие для плат), должны оставаться непокрытыми, как задано на сборочном чертеже.
11.1.1.2. Влагозащитное покрытие на соединителях
Сочленяемые поверхности соединителей печатных узлов не должны покрываться влагозащитными покрытиями. Влагозащитное покрытие, заданное на сборочном чертеже, должно, однако, обеспечивать герметизацию по периметру всех площадей поверхностей раздела соединителя/платы. Запрессованные выводы и соединители, установленные после нанесения влагозащитного покрытия, должны освобождаться от требования по герметизации.
11.1.1.3. Влагозащитное покрытие на держателях
Соединяемая (контактная) поверхность держателей или других монтажных устройств не должна покрываться влагозащитным покрытием, если это специально не требуется сборочным чертежом. Однако периметр сочленения между данными устройствами и платой и весь соединительный крепеж должны покрываться.
11.1.1.4. Влагозащитное покрытие на гибких выводах
Компоненты, которые электрически подключаются к печатному узлу гибкими выводами (например, выводы в виде крыла чайки), должны иметь покрытие выводов, компонентов и монтажа.
11.1.1.5. Покрытие периметра
Если не задано иное на утвержденном сборочном чертеже, то в результате нанесения влагозащитного покрытия по внешнему периметру печатных узлов (зона А) общая толщина должна увеличиваться не более чем на 1 мм. Зона A определяется как участок на каждой стороне платы на расстоянии не более 6 мм внутрь от внешнего края печатного узла (рисунок 3).
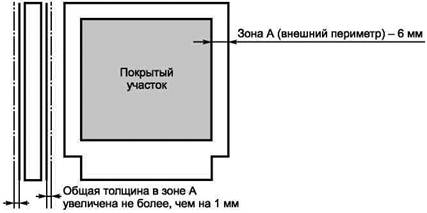
Рисунок 3 - Условия нанесения покрытия
11.1.1.6. Торцевые покрытия
Если в утвержденном сборочном чертеже не задано иное, то размеры печатных узлов не должны увеличиваться по длине и ширине более 0,8 мм с каждого края, приводя к общему увеличению размера на 1,5 мм из-за нанесения влагозащитного покрытия.
11.1.2. Требования к качеству
Подробные требования к нанесенным покрытиям заданы в следующих подпунктах.
11.1.2.1. Толщина
Толщина влагозащитных покрытий (см. МЭК 61188-5-1 - МЭК 61188-5-7) должна соответствовать данным таблицы 2:
Таблица 2 - Толщина влагозащитного покрытия разных типов
|
Толщина, мм |
|
|
ER (эпоксидная смола), UR (уретановые), AR (акриловые) |
0,03 - 0,13 |
|
SR (силиконовые) |
0,05 - 0,21 |
|
XY (параксиленовые) |
0,01 - 0,05 |
Толщина должна измеряться на плоской свободной отвержденной поверхности печатного узла или на купоне, который обрабатывался вместе с печатным узлом. Пробные образцы могут быть из материалов такого же типа, как и печатная плата, или из непористого материала, такого как металл или стекло. В качестве альтернативы допускается применять измеренную толщину влажной пленки для установления толщины покрытия при условии, что имеется документация, которая взаимно связывает толщины влажной и сухой пленок.
11.1.2.2. Укрывистость покрытия
Влагозащитное покрытие должно быть такого типа, которое задано на сборочном чертеже, и должно:
a) быть полностью отверждено и однородно;
b) покрывать только участки, заданные на сборочном чертеже;
c) быть без пузырей или разрывов, которые влияют на работу печатного узла или на герметизирующие свойства влагозащитного покрытия;
d) быть без пор, пузырей, луз или постороннего материала, которые обнажают выводы компонентов, проводники печатного монтажа (в том числе слой заземления) или другие проводники и/или нарушают проектные электрические зазоры;
e) быть без точечного побеления, расслоения или складок (участки без влагозащитного покрытия).
11.1.3. Доработка влагозащитных покрытий
Процедуры, которые описывают удаление или замену влагозащитного покрытия, должны документироваться и быть доступными для рассмотрения.
11.1.4. Контроль влагозащитного покрытия
Визуальный контроль влагозащитного покрытия допускается выполнять без средств увеличения. Контроль укрывистости влагозащитного покрытия допускается выполнять под источником ультрафиолетового (УФ) освещения, если применяется материал влагозащитного покрытия, содержащий УФ-индикатор. В спорных случаях допускается применять увеличение от 2´ до 4´.
11.2. Герметизация
Требования к материалу и инструкции поставщика должны соблюдаться надлежащим образом. Материал должен использоваться в рамках заданного периода времени (как по сроку хранения, так и по времени жизнеспособности) или в пределах периода, указанного документированной системой, которую изготовитель учредил для маркировки и контроля даты срока годности материала.
11.2.1. Нанесение
Герметизирующие материалы должны быть сплошными на всех участках, обозначенных для покрытия на сборочном чертеже. Маскирующие материалы не должны вредно воздействовать на печатные платы и должны удаляться без оставления на поверхности загрязняющих остатков.
11.2.1.1. Поверхности, свободные от герметизирующих материалов
Все части печатного узла, не обозначенные для нанесения герметизирующего материала, должны быть свободными от любого герметизирующего материала.
11.2.2. Требования к качеству
Нанесенный герметизирующий материал должен быть полностью отвержденным и однородным и покрывать только те участки, которые заданы на сборочном чертеже.
Герметик не должен содержать пузырьки, вздутия, трещины, которые воздействуют на функционирование печатного узла или уплотняющие свойства герметика. В герметизирующем материале не должно быть видимых проколов, микротрещин, отслоений, расслаивания и/или складок.
11.2.3. Доработка герметизирующего материала
Процедуры, которые описывают удаление и замену герметизирующего материала, должны документироваться и быть доступными для рассмотрения (например, в рамках документации изготовителей по ИСО 9001 и ИСО 9002 или равнозначных письменно оформленных процедур).
11.2.4. Контроль герметизации
Визуальный контроль герметизации допускается выполнять с увеличением.
12. Доработка и ремонт
Подробные требования к доработке или ремонту задаются в следующих подразделах.
12.1. Доработка неудовлетворительных паяных печатных узлов
Доработка некачественных печатных узлов заключается в устранении дефектов, перечисленных в таблице 3, и несоответствующих характеристикам по приведенным в таблицах дефектов соответствующим техническим требованиям (т.е. МЭК 61191-2, МЭК 61191-3, МЭК 61191-4).
Таблица 3 - Дефекты электрических и электронных печатных узлов
|
Описание дефекта |
Требования |
|
|
01 |
Отклонение от требований сборочного чертежа |
|
|
a) пропущенный компонент |
||
|
b) неправильный компонент |
||
|
c) перевернутый компонент |
||
|
02 |
Повреждение компонентов сверх допуска требований поставки или соответствующих технических требований |
МЭК 61191-2, МЭК 61191-3, МЭК 61191-4 |
|
b) повреждение компонента (трещина) |
||
|
c) растрескивание под воздействием влаги (попкорн) |
||
|
03 |
Повреждение печатного узла или печатной платы |
|
|
f) мизлинг, точечное расслоение, которые воздействуют на функциональность |
||
|
g) вздутие/расслоение, которые создают перемычки между металлизированными сквозными отверстиями/проводниками |
||
|
h) чрезмерное отклонение от плоскостности |
||
|
04 |
Межсоединения в металлизированных сквозных отверстиях с выводами и без выводов |
|
|
i) несмоченное отверстие или вывод |
||
|
j) неудовлетворительное заполнение отверстия |
||
|
k) разлом паяного соединения |
||
|
l) холодная пайка или нарушенное паяное соединение |
||
|
05 |
Отклонение от минимального проектного электрического зазора |
|
|
m) смещение/несовмещение электропроводящей части корпуса компонента или провода |
МЭК 61191-2, 9.5.1, |
|
|
n) образование шариков припоя |
МЭК 61191-2, |
|
|
о) образование перемычек припоя |
МЭК 61191-2, |
|
|
р) выплески припоя |
МЭК 61191-2 |
|
|
q) паутина/плена припоя |
||
|
06 |
Ненадлежащие паяные соединения (вывод, выходной контакт или контактная площадка) |
|
|
r) десмачивание или несмачивание |
||
|
s) выщелачивание припоя |
||
|
t) недостаточное количество припоя |
||
|
u) капиллярное затекание припоя |
||
|
v) недостаточное расплавление |
||
|
w) неполное соединение (обрыв) |
||
|
x) избыток припоя |
||
|
y) чрезмерное количество пор в припое |
||
|
z) проникновение клея |
||
|
аа) охрупчивание золотом |
||
|
07 |
Поврежденная маркировка на плате |
|
|
bb) измененная |
||
|
cc) стертая |
||
|
08 |
Несоответствие требованиям к очистке или при контроле чистоты |
|
|
09 |
Несоответствие с требованиями к влагозащитному покрытию |
Доработка некачественных паяных соединений и других дефектов не должна выполняться, пока отклонения не оформлены документом. Требования обеспечения документацией должны задаваться в плане управления технологическим процессом и могут осуществляться на основе выборочного контроля или аудита. Эти данные должны использоваться для обеспечения указания возможных причин и для определения, требуется ли корректирующее действие в соответствии с 10.1, 10.1.1 и 10.1.2 данного стандарта. При выполнении доработки каждое доработанное и/или переплавленное соединение должно проверяться по требованиям 10.2.4 в соответствии с 13.1.
12.2. Ремонт
Ремонт - данное изменение некачественного конечного изделия, которое делает его допустимым в соответствии с первоначальными функциональными требованиями. Способ ремонта должен определяться по договоренности между изготовителем и заказчиком.
12.3. Очистка после доработки или ремонта
После доработки или ремонта печатные узлы должны очищаться (при необходимости) с помощью процесса, удовлетворяющего требованиям 9.5.
13. Обеспечение качества изделия
Общие требования для установления и поддержания эффективной программы обеспечения качества, включающей в себя системы управления технологическими процессами (см. 4.5), даны в следующих разделах.
13.1. Методология контроля
13.1.1. Подтверждающий контроль
Подтверждающий контроль должен состоять из следующего:
a) наблюдения за операцией для определения, что практика, методы, процедуры и письменно оформленный план контроля применяются надлежащим образом;
b) контроля за соблюдением критерия качества изделия.
13.1.2. Визуальный контроль
Контроль перед пайкой (например, между размещением компонента и пайкой) или между другими операциями технологического процесса (например, между нанесением припойной пасты и размещением компонента) рекомендуется предпринимать только на выборочной основе, если процесс сборки анализируется для выявления случаев появления дефектов паяных соединений. После пайки печатный узел должен оцениваться по установленному плану управления технологическим процессом (см. 13.2) или 100 %-ным визуальным контролем (см. 10.1).
13.1.2.1. Средства увеличения и освещение
Допустимое отклонение степени увеличения составляет 15 % выбранной степени увеличения (т.е. ± 15 % или диапазон 30 %, относительно выбранной). Средства увеличения и освещение (см. 4.11.3), используемые для контроля, должны быть соразмерны контролируемому изделию. Увеличение, используемое для контроля паяных соединений, должно исходить из минимальной ширины контактной площадки в контролируемом устройстве. Рекомендуется, чтобы значения степени увеличения соответствовали данным таблицы 4.
Арбитражное увеличение должно применяться только для проверки изделия, забракованного во время обычного контроля с увеличением. Для печатных узлов с различной шириной контактных площадок допускается применять для всего печатного узла наибольшее увеличение.
Таблица 4 - Требования к степени увеличения для средств контроля
|
Степень увеличения при обычном контроле |
Степень увеличения при арбитражном контроле |
|
|
Более 1,0 |
2´ |
4´ |
|
От 0,5 до 1,0 включ. |
4´ |
10´ |
|
От 0,25 до 0,5 включ. |
10´ |
20´ |
|
Менее 0,25 |
20´ |
40´ |
13.1.2.2. Частично видимые или скрытые паяные соединения
Частично видимые или скрытые паяные соединения являются допустимыми при условии, что удовлетворяются следующие условия:
a) наличие видимой части соединения на любой стороне сквозного отверстия (или видимая часть соединения компонента поверхностного монтажа) является допустимым состоянием;
b) конструкция не ограничивает протока припоя к любому элементу соединения на лицевой стороне (например, к выводам компонента в отверстии) печатного узла;
c) управление технологическим процессом поддерживается способом, обеспечивающим воспроизводимость сборочных технологий.
Использование выборочного контроля должно основываться на удовлетворении одного из следующих условий:
a) если он выполняется как часть документированной системы управления технологическим процессом, как задано в 13.2;
b) если он выполняется как часть утвержденной заказчиком программы обеспечения качества изделия.
13.2. Управление технологическим процессом
Управление технологическим процессом должно представлять собой документированную систему, доступную для рассмотрения, которая по существу соответствует ИСО 9002, МЭК 61193-1, или систему, утвержденную заказчиком. Основная цель управления процессом заключается в постоянном уменьшении отклонений в технологических процессах, изделиях или эксплуатации для обеспечения соответствия изделия или технологических процессов требованиям заказчика. Система управления технологическим процессом должна включать в себя как минимум, следующие элементы:
a) обучение персонала с возложенной на него ответственностью при разработке, освоении и применении методов управления технологическим процессом и статистических методов, которые соответствуют их ответственности;
b) количественные методики и доказательства, демонстрирующие, что процесс производителен и управляем;
c) стратегии усовершенствования, которые определяют начальные пределы управления технологическим процессом, и методики, направленные на сокращение появления индикаторов технологического процесса для обеспечения его непрерывного усовершенствования;
d) критерии для перехода к выборочному контролю; если технологические процессы выходят за пределы управления или демонстрируют неблагоприятную тенденцию или работу, то должны также определяться критерии для возвращения к более высоким классам контроля (до 100 %);
e) если дефекты обнаружены в выборке из партии, то вся партия должна проходить 100 %-ный контроль для выявления данных дефектов;
f) положение для начала корректирующего действия при появлении индикаторов технологических процессов, появлении неуправляемых процессов и/или печатных узлов, не соответствующих техническим требованиям;
g) документированный план аудита, контролирующий характеристики технологического процесса и/или изделия с заданной периодичностью.
Объективное доказательство управления технологическим процессом допускается в виде контрольных карт или других средств и методов статистического управления на основе применения параметров технологического процесса и/или данных о параметрах изделия. Эти данные допускается собирать из таких источников, как контроль, неразрушающий анализ, эксплуатационные параметры установок или периодические испытания промышленных образцов.
Для данных о распределении основой являются понимание и управление параметрами в процессе, что оказывает влияние на установление управления в данной точке. Данные о распределении, измеренные в 10-6 единицах (миллионных долях) не соответствующего требованиям изделия могут коррелироваться по показателю возможностей технологического процесса (Срк), сформированному с помощью переменных данных (см. приложение С).
Примечание - Доступные источники (например, ИСО 9002, МЭК 61193-1 и т.д.) рекомендуется использовать при установлении плана управления технологическим процессом и определении данных и критериев.
13.2.1. Уменьшение числа дефектов
Для снижения возможности появления дефектов и индикаторов технологического процесса должны вводиться методы непрерывного усовершенствования технологического процесса. В случае выхода данного процесса за установленные пределы управления должно быть предпринято корректирующее действие для предотвращения повторений. Если в течение 30 дней после реализации корректирующее действие оказывается неэффективным, решение проблемы должно быть передано руководству предприятия.
13.2.2. Уменьшение числа отклонений
Любые отклонения от требований данного документа должны минимизироваться с целью устранения (где экономически выгодно) посредством корректирования технологического процесса. Неудачное применение корректирующего действия и/или постоянно неэффективное корректирующее действие должны быть основаниями для неодобрения технологического процесса и сопутствующей документации.
14. Прочие требования
14.1. Санитарно-гигиенические требования и требования техники безопасности
Применение некоторых материалов, приведенных в данном документе, может быть опасным. Должны предприниматься все меры предосторожности, обеспечивающие безопасность, как они определены в информации, предоставляемой вместе с материалом. Должна быть обеспечена достаточная вентиляция на всех участках, где используются химические соединения или образуются их испарения. Для обеспечения безопасности персонала участки, оборудование и процедуры должны удовлетворять всем применяемым производственным нормативам охраны и гигиены труда.
14.2. Специальные требования к производству
14.2.1. Изготовление устройств, включающих магнитные обмотки
Данные требования ограничиваются их применимостью в технологических процессах, связанных с монтажом внутренних электронных элементов, и в пайке внутренних соединений трансформаторов, электродвигателей и подобных устройств. Если заказчик не имеет особой необходимости в элементах управления, обеспечиваемых данными требованиями, то они не должны предъявляться к изготовителю внутренних элементов данных устройств. Внешние точки межсоединений (контакты, выводы и др.) должны соответствовать требованиям данного стандарта к паяемости.
14.2.2. Высокочастотные изделия
Для высокочастотного применения (например, радио- и микроволны) могут требоваться зазоры между элементами, способы монтажа и конструкций печатных узлов, которые отличаются от требований, установленных в данном документе. Если проектные требования к высокочастотным конструкциям препятствуют соответствию требованиям к конструкции и монтажу элементов, содержащимся в данном документе, то изготовителю допускается применять альтернативные разработки.
14.2.3. Высоковольтные или высокомощные области применения
Для высокомощных областей применения, таких как высоковольтные блоки питания, могут требоваться зазоры между элементами, способы монтажа и конструкций печатных узлов, которые отличаются от требований, установленных в данном документе. Если требования к высоковольтным конструкциям препятствуют соответствию требованиям к конструкции и монтажу элементов, содержащихся в данном документе, то изготовителю допускается применять альтернативные конструкции.
14.3. Указание о предъявлении требований
Изготовители отвечают за поставку аппаратуры, полностью соответствующей требованиям данного документа и требованиям соответствующего сборочного чертежа. Если компонент однозначно определен основными требованиями (ТУ), то требования настоящего документа рекомендуется устанавливать для обработки только в той части компонента, когда абсолютно необходимо обеспечить требования готового изделия. Если неясно, на каком этапе рекомендуется остановить предъявление требований настоящего документа, то на изготовителя возлагается ответственность за урегулирование данного вопроса с заказчиком.
15. Информация, необходимая для выполнения заказа
Документы на поставку продукции рекомендуется оформлять в соответствии с требованиями, определенными в МЭК 61188-7, с включением следующих пунктов:
a) название, номер и дата выпуска настоящего документа;
b) проведение или отсутствие лабораторных испытаний;
c) число требуемых опытных образцов, если необходимо;
d) использование опытных образцов, если они пригодны;
e) конкретный тип оценки, который рекомендуется применить, и требования к системе контроля качества;
f) подробные требования к аттестации оператора, если требуется;
g) класс изделия (см. 4.3);
h) показатель чистоты, метод очистки, контроль чистоты (см. 9.5);
i) требования к упаковке компонентов, чувствительных к электростатическому разряду.
Приложение А
(обязательное)
Требования к оборудованию и инструментам пайки
К инструментам и оборудованию для пайки должны предъявляться перечисленные ниже требования, чтобы процедуры управления технологическим процессом обеспечивали соответствие 4.12.
А.1. Абразивы
Ножи, наждачное полотно, абразивная бумага, устройства пескоструйной обработки, оплетка, стальная вата и другие абразивные материалы не должны применяться на поверхностях, предназначенных для пайки.
А.2. Настольные и ручные устройства пайки
Критерии выбора настольных и ручных устройств пайки должны включать в себя следующее:
a) устройства пайки должны выбираться по их способности быстро нагревать площадь соединения и поддерживать достаточный температурный диапазон пайки на соединении во время операции пайки;
b) температура устройства пайки в состоянии покоя должна регулироваться в пределах ± 5 °C от температуры паяльного наконечника в режиме простоя; допустимо также использовать инструменты с постоянным выходом (постоянной мощностью) в соответствии с перечислениями a), d), e) и f);
c) расчетная температура или температура, установленная оператором для устройства пайки в состоянии покоя/простоя, должна быть в пределах ± 15 °C от реально измеренной температуры наконечника;
d) сопротивление между наконечниками устройств пайки и общей точкой заземления рабочей станции не должно превышать 5 МОм; измерение температуры нагретого элемента и наконечников должно выполняться при их номинальных рабочих температурах; оборудование пайки с ограничением тока, изготовленное согласно СЕСС 100015, должно иметь сопротивление между наконечником и точкой заземления от 1 до 5 МОм включительно;
e) отклонения напряжения между наконечником и землей от действующего значения не должны превышать 2 мВ;
f) неустановившееся напряжение на наконечнике, созданное оборудованием пайки, не должно превышать 2 В;
g) тип держателя инструмента пайки должен соответствовать ручке данного инструмента пайки или всему инструменту; к держателю не должны прикладываться чрезмерные физические усилия или тепловая нагрузка от нагревательных элементов; держатель должен защищать персонал от ожогов;
h) губки для очистки жала паяльников и поверхностей инструмента для пайки оплавлением должны быть изготовлены из материалов, не ухудшающих паяемость и не загрязняющих поверхность инструмента;
i) паяльные пистолеты со встроенным в ручку трансформатором применяться не должны;
j) в тиглях с припоем должна поддерживаться температура припоя с отклонением ± 5 °C от выбранной температуры; тигли с припоем должны быть заземлены; сопротивление между расплавленным припоем и общей точкой заземления рабочей станции не должно превышать 5 МОм.
Соответствующие требования данного раздела должны также применяться к нестандартному настольному оборудованию, в котором используются методы пайки кондуктивным и конвекционным нагревом, пайки расщепленным электродом укороченным стержнем, горячим газом, устройствами инфракрасного и лазерного излучения или теплопереносом.
Должно осуществляться постоянное техническое обслуживание используемых инструментов, чтобы при их применении не произошло повреждений. В процессе применения инструменты должны содержаться чистыми, без грязи, масел, флюса, жира и других посторонних веществ. Источник нагрева не должен приводить к повреждению печатной платы и компонентов.
А.3. Держатели паяльников
Тип держателя должен соответствовать типу используемого паяльника. Держатель должен обеспечивать изъятие нагревательного элемента и неподдерживаемого жала без паяльника, чрезмерного физического усилия или потери тепла, а также должен защищать персонал от ожогов.
А.4. Подушечки для очистки
Губки и подушечки, предназначенные для вытирания жала паяльника и поверхностей инструментов пайки оплавлением, должны содержаться чистыми, чтобы не ухудшить паяемость и не загрязнять поверхность инструментов пайки.
А.5. Паяльные пистолеты
Паяльные пистолеты со встроенным в ручку трансформатором применяться не должны;
А.6. Тигли с припоем
Тигли с припоем должны поддерживать температуру припоя с отклонением в пределах ± 5 °C от выбранной температуры. Тигли с припоем должны быть заземлены.
А.7. Управление процессом
Процедуры управления технологическим процессом должны быть документально оформлены, чтобы при необходимости можно было убедиться в соответствии приложению С. Все оборудование должно эксплуатироваться в соответствии с рекомендациями изготовителей и аттестоваться, где это необходимо, для поддержания требований изготовителей. Документы управления технологическим процессом должны быть доступны рабочим и заказчикам для рассмотрения. Заземление оборудования, проверку защиты и контроль регулирования температуры рекомендуется выполнять при аттестации оборудования, покупке и проверке нового или отремонтированного оборудования и, если указано, как часть программы управления технологическим процессом.
Приложение B
(обязательное)
Тестирование должно проводиться следующим образом:
a) минимум 24 образца печатных узлов, подвергаемых пайке и включающих в себя контрольный рисунок проводников для проверки сопротивления изоляции поверхности, как описано в МЭК 61340-5-1 и МЭК 61340-5-2 (см. приложение D) должны контролироваться в соответствии с 9.5.8;
b) печатные узлы должны изготовляться с применением предлагаемого паяльного флюса, технологического процесса пайки и системы очистки; влагозащитное покрытие, выбранное для конструкции, должно наноситься и отверждаться в соответствии с производственными требованиями; если изготовитель использует сложные влагозащитные покрытия, то выборочная партия, содержащая не менее 24 печатных узлов, должна проверяться по каждому используемому покрытию; если изготовитель будет использовать флюс на непокрытых печатных узлах, то должна быть проверена выборка из 24 непокрытых печатных узлов;
c) данные печатные узлы должны контролироваться в соответствии с 9.5.2.2 и соответствовать требованиям 9.5.8.
Приложение С
(обязательное)
С.1. Управление процессом
Управление процессом (УП) совместно со статистическим анализом (СУП) использует систематические математические методы для анализа процесса и его выходных показателей. Цель данных анализов заключается в принятии соответствующих действий для достижения и поддержания состояния статистического контроля, а также для оценки и увеличения производительности процесса. Основная цель УП заключается в непрерывном сокращении числа отклонений в технологических процессах, в изделиях или их эксплуатации. Это направлено на создание изделия, удовлетворяющего или превышающего действующие или предъявленные требования заказчика.
Реализация УП или СУП должна осуществляться в соответствии с ИСО 9002 или системой документации, утвержденной заказчиком.
В зависимости от результатов, полученных при реализации УП на конкретном изделии, отдельному поставщику допускается демонстрировать соответствие требованиям по одному из следующих пунктов:
a) оценке соответствия качества;
b) производительности и контролю готового изделия, как определено в плане УП;
c) встроенному в процесс контролю и производительности, соотнесенным с требованиями заказчика, как определено в плане УП;
d) управлению параметрами процесса и возможностям, соотнесенным с требованиями заказчика, как определено в плане УП.
Отдельному поставщику допускается выбирать для применения комбинацию из четырех методов обеспечения качества, перечисленных выше, для подтверждения соответствия. Например, документированный план управления может показывать, что изделие с 15 характеристиками может соответствовать требованиям для оценки соответствия качества - по двум характеристикам, для встроенной в процесс оценки изделия - по пяти характеристикам, для контролируемых параметров процесса - по пяти характеристикам. Оставшиеся три характеристики удовлетворяют требованиям комбинации встроенного контроля процесса и оценки соответствия качества.
Доказательство соответствия требованиям на уровне реализации УП, заявленного в плане управления, является проверяемым аудитом заказчика или назначенной третьей стороной.
Данные требования являются динамичными и отслеживают запросы мирового рынка. Требования могут устанавливаться как уменьшение отклонений от заданного значения в противоположность точному соответствию требованиям, чертежу и т.д.
С.2. Сокращение объема контроля на соответствие качества
Основная цель управления технологическим процессом состоит не в сокращении контроля на соответствие качества, а в постоянном уменьшении отклонений в процессах, в изделиях и их эксплуатации. Таким образом, обеспечивается соответствие изделия, удовлетворяющего или превышающего реальные или предъявленные заказчиком требования. Однако в результате высокоэффективного управления процессом и параметрами изделия контроль соответствия качества допускается свести до систематического аудита в соответствии со следующими условиями:
a) имеется в наличии новейший, документированный план УП согласно требованиям ИСО 9002 или план, утвержденный заказчиком;
b) процесс или процессы, которые влияют на характеристики, идентифицированы, включены в план управления и задокументированы как находящиеся в состоянии статистического управления. Характеристики изделия, вытекающие из данного плана, продемонстрировали возможность выше минимального заданного значения. Для переменных параметров данная возможность часто определяется как Cpk (критерий технологических возможностей и качества продукции) выше 1,33. Для данного показателя данных об относительном распределении ключевым моментом является управление параметрами технологического процесса, которые влияют на рассматриваемую характеристику, и установление элементов управления в данной точке. Критерии для сокращенной проверки затем переходят в устойчивый процесс, чьи критические скоррелированные параметры показывают состояние статистического управления. Данный процесс образует допустимый класс несоответствующего изделия на основе договоренности между поставщиком и заказчиком. Например, данные об относительном распределении, приводящие к соотношению несоответствия 33´10-6, будут приближаться к величине Cpk = 1,33 для переменных параметров;
c) имеется в наличии порядок корректирующих действий для обнаружения и реагирования на выходящие за диапазон управления или несоответствующие точки;
d) используемая система измерения утверждена в соответствии с планом реализации и скоррелирована с критическими требованиями к измерениям; желательный минимум для переменных параметров по эталону составляет от 4 до 1 для повторяемости и воспроизводимости;
e) задан документированный план аудита для контроля выхода техпроцесса; план устанавливает корректирующее действие в случае, если аудит обнаруживает расхождение;
f) текущие методы оценки качества не выявляют никакого несоответствия за период времени или для ряда партий, заданных по договоренности между заказчиком и поставщиком.
С.3. План аудита
Рекомендуется разработать план аудита для доказательства, что план УП реализуется точно, и для подтверждения, что реализация плана обеспечивает непрерывное улучшение. План аудита, который осуществляется на месте после замены контроля на соответствие качества, должен включать в себя положения о действии, предпринимаемом при выявлении состояний, выходящих за установленные требования.
План действий должен включать в себя:
a) полное описание проблемы;
b) полное описание основной причины отказа;
c) содержание и краткосрочное корректирующее действие, препятствующее продолжению производства или отгрузки несоответствующих изделий;
d) описание планового долгосрочного корректирующего действия, которое исключит будущий повтор несоответствия.
Демонстрирование возможности процесса с помощью данных показателей требует большого числа данных, особенно при уточнении процесса до дефектного класса в 10-6 долях. Возможность процесса Cp и статистика Cpk, как правило, используются для описания переменных параметров и без преобразований приписываются к данным о распределении.
Приложение D
(справочное)
Следующие документы представлены как информативные ссылки. Некоторые из них предназначены для введения в систему стандартов МЭК, особенно методы испытаний, установленные в МЭК 61189-1, МЭК 61189-2 МЭК 61189-3, МЭК 61189-4, МЭК 61340-5-1 и МЭК 61340-5-2.
|
[1] |
IPC-TM-650 |
Test methods manual - Руководство по методам испытаний |
|
2.3.25 |
Удельное сопротивление экстракт растворителя |
|
|
2.3.26 |
Ионизационное выявление загрязнения поверхности (динамический метод) |
|
|
2.3.26.1 |
Ионизационное выявление загрязнения поверхности (статический метод) |
|
|
2.3.27 |
Контроль очистки - остатки канифоли |
|
|
2.3.28 |
Выявление органического загрязнения поверхности (внутренний метод) |
|
|
2.3.22 |
Изгиб и скручивание |
|
|
2.3.25 |
Влажность и поверхностное сопротивление изоляции, флюсы |
|
|
[2] |
IPC-PC-90 |
General requirements for implementation of statistical process control - Общие требования по реализации статистического управления процессом |
|
[3] |
IPC-OI-645 |
Standard for visual optical inspection aids - Стандарт на визуальные оптические средства контроля |
|
[4] |
IPC-SM-817 |
General requirements for dielectric surface mounting adhesives - Общие требования к диэлектрическим клеям для поверхностного монтажа |
|
[5] |
J-STD-002 |
Solderability tests for component leads, terminals, lugs terminals and wires - Контроль паяемости выводов компонентов, лепестков, контактов, наконечников и проволоки |
|
[6] |
J-STD-003 |
Solderability tests for printed boards - Контроль паяемости печатных плат |
|
[7] |
J-STD-004 |
Requirements for soldering fluxes - Требования к паяльным флюсам |
|
[8] |
J-STD-005 |
General requirements and test methods for electronic grade solder paste - Основные требования и методы контроля припойных паст электронного класса |
|
[9] |
J-STD-006 |
General requirements and test methods for solder alloys and fluxed and non-fluxed solid solders for electronic solder applications - Общие требования к припойным сплавам электронного класса с флюсом и без флюса для применения в электронике |
|
[10] |
J-STD-020 |
General requirements and test methods for handling moisture sensitive components - Общие требования и методы контроля для обращения с влагочувствительными компонентами |
|
[11] |
ISO 12226-1 |
Solder pastes - Part 1: Classification, requirements and test methods - Припойные пасты. Часть 1. Классификация, требования и методы контроля |
|
[12] |
IEC 61189-4 |
Moisture sensitivity assessment standard for surface mounted integrated circuits - Part 4: Test methods for electronic component assembling characteristics. - Стандарт оценки влагочувствительности интегральных схем поверхностного монтажа. Часть 4. Методы контроля характеристик сборок электронных компонентов1) |
|
[13] |
IEC 61193-1 |
Guidance on the use of IEC and ISO publications and quality assessment systems - Part 1: Guide to the use of the IECQ system for quality assessment for printed boards and printed board assemblies (to be published) - Руководство по применению публикаций и систем оценки качества МЭК и ИСО. Часть 1. Руководство по применению системы качества МЭК для оценки качества печатных плат и печатных узлов (будет публиковаться) |
|
[14] |
IEC 61189-2:1997 |
Test methods for electrical materials, interconnection structures and assemblies - Part 2: Test methods for materials for interconnection structures. Методы контроля электрических материалов, контракций межсоединений и сборок - Часть 2. Методы контроля материалов конструкции межсоединений |
|
[15] |
IEC 61188-5-1 |
Design and use of printed boards and printed board assemblies - Part 5-1: Sectional design and use requirements - Attachment (land/joint) considerations - Generic requirements1) - Печатные платы и печатные узлы. Проектирование и применение. Часть 5-1. Анализ соединений (посадочные места для монтажа компонентов). Общие требования |
|
[16] |
IEC 61188-5-2 |
Design and use of printed boards and printed board assemblies - Part 5-2: Sectional design and use requirements - Attachment (land/joint) considerations - Discrete components.1) - Печатные платы и печатные узлы. Проектирование и применение. Часть 5-2. Анализ соединений (посадочные места для монтажа компонентов). Дискретные компоненты |
|
IEC 61188-5-3 |
Design and use of printed boards and printed board assemblies - Part 5-3: Sectional design and use requirements - Attachment (land/joint) considerations - Components with gull-wing leads on two sides1) - Печатные платы и печатные узлы. Проектирование и применение. Часть 5-3. Анализ соединений (посадочные места для монтажа компонентов). Компоненты с выводами в виде «крыла чайки» с двух сторон корпуса |
|
|
[18] |
IEC 61188-5-4 |
Design and use of printed boards and printed board assemblies - Part 5-4: Sectional design and use requirements - Attachment (land/joint) considerations - Components with J leads on two sides1) - Печатные платы и печатные узлы. Проектирование и применение. Часть 5-4. Анализ соединений (посадочные места для монтажа компонентов). Компоненты с выводами J-типа с двух сторон корпуса |
|
[19] |
IEC 61188-5-5 |
Design and use of printed boards and printed board assemblies - Part 5-5: Sectional design and use requirements - Attachment (land/joint) considerations - Components with gull-wing leads on four sides1) - Печатные платы и печатные узлы. Проектирование и применение. Часть 5-5. Анализ соединений (посадочные места для монтажа компонентов). Компоненты с выводами в виде «крыла чайки» с четырех сторон корпуса |
|
[20] |
IEC 61188-5-6 |
Design and use of printed boards and printed board assemblies - Part 5-6: Sectional design and use requirements - Attachment (land/joint) considerations - Components with J leads on four sides1) - Печатные платы и печатные узлы. Проектирование и применение. Часть 5-6. Анализ соединений (посадочные места для монтажа компонентов). Компоненты с выводами J-типа с четырех сторон корпуса |
|
[21] |
IEC 61188-5-7 |
Design and use of printed boards and printed board assemblies - Part 5-7 Sectional design and use requirements - Attachment (land/joint considerations - Components with post (DIP) mounting leads on two sides1) - Печатные платы и печатные узлы. Проектирование и применение. Часть 5-7. Анализ соединений (посадочные места для монтажа компонентов). Компоненты со штырьковыми выводами (DIP-корпус) на двух сторонах корпуса |
|
[22] |
IEC 61190-1-5 |
Attachment materials for electronic assemblies - Part 1-5: Nonconductive adhesives - Соединительные материалы для электронных сборок - Часть 1-5 Непроводящие клеи |
|
[23] |
IEC 61249-8-4 |
Materials for interconnection structures - Part 8-4: Sectional specification set for non-conductive films and coatings - Epoxide coatings1) - Материалы конструкций межсоединений. Часть 8-4. Комплект требований для непроводящих пленок и покрытий. Эпоксидные покрытия |
|
[24] |
IEC 61249-8-5 |
Materials for interconnection structures - Part 8-5: Sectional specification set for non-conductive films and coatings - Permanent polymer coatings and films (solder mask)1) - Материалы конструкций межсоединений. Часть 8-5. Набор требований для непроводящих пленок и покрытий. Постоянные полимерные покрытия и пленки (паяльная маска) |
|
[25] |
IEC 61249-8-6 |
Materials for interconnection structures - Part 8-6: Sectional specification set for non-conductive films and coatings - Paraxylene coatings, vacuum deposited - Материалы конструкций межсоединений. Часть 8-5. Набор требований для непроводящих пленок и покрытий - Параксиленовые покрытия, вакуумное напыление1) |
|
[26] |
IEC 62326-9 |
Printed boards - Part 9: Flex-rigid multilayer printed boards with interlayer connections - Sectional specification - Печатные платы. Часть 9. Гибко-жесткие многослойные печатные платы с межслойными соединениями. Технические требования |
|
[27] |
IEC 61193-3 |
Guidance on the use of IEC/ISO publications and quality assessment systems - Part 3: Guide to the implementation and use of statistical process control (SPC) for printed boards and printed assemblies1) - Руководство по применению публикаций МЭК/ИСО и системам оценки качества. Часть 3. Руководство по реализации и применению статистического управления процессом для печатных плат и печатных узлов. |
|
[28] |
IEC 61188-7 |
Design and use of printed boards and printed board assemblies - Part 7: Sectional design and use requirements - Component mounting and attachment - Печатные платы и печатные узлы. Проектирование и применение. Часть 7. Технические требования к проектированию и применению. Монтаж и соединение компонентов |
____________
1) Данный стандарт находится в стадии публикации.
Приложение ДА
(справочное)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
МЭК 60050(541):1990 |
- |
* |
|
МЭК 60721-3-1:1987 |
- |
* |
|
МЭК 61188-1-1:1997 |
- |
* |
|
МЭК 61188-2 |
- |
* |
|
МЭК 61189-1:1997 |
- |
* |
|
МЭК 61189-3:1997 |
- |
* |
|
МЭК 61190-1-1 |
- |
* |
|
МЭК 61190-1-2 |
- |
* |
|
МЭК 61191-2 |
IDT |
ГОСТ Р МЭК 61191-2-2010 «Печатные узлы. Часть 2. Поверхностный монтаж. Технические требования» |
|
МЭК 61191-3 |
IDT |
ГОСТ Р МЭК 61191-3-2010 «Печатные узлы. Часть 3. Монтаж в сквозные отверстия. Технические требования» |
|
МЭК 61191-4 |
IDT |
ГОСТ Р МЭК 61191-4-2010 «Печатные узлы. Часть 4. Монтаж контактов. Технические требования» |
|
МЭК 61192-1 |
IDT |
ГОСТ Р МЭК 61192-1-2010 «Печатные узлы. Требования к качеству печатных узлов. Часть 1. Общие требования» |
|
МЭК 61249-8-1 |
- |
* |
|
МЭК 61249-8-2 |
- |
* |
|
МЭК 61249-8-3 |
- |
* |
|
МЭК 61249-8-8:1997 |
- |
* |
|
МЭК 61340-5-1 |
- |
* |
|
МЭК 61340-5-2 |
- |
* |
|
МЭК 62326-1 |
- |
* |
|
МЭК QC 200 012:1996 |
- |
* |
|
СЕСС 100015: BS |
- |
* |
|
ИСО 9001:1994 |
- |
* |
|
ИСО 9002:1994 |
- |
* |
|
ИСО 9453:1990 |
- |
* |
|
ИСО 9454-1:1990 |
- |
* |
|
ИСО 9454-2 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: |
||
|
Ключевые слова: печатный узел, сборка и монтаж электронных сборок, поверхностный монтаж, сквозные отверстия, монтаж контактов, технические требования |