 | Информационная система | |
ОТРАСЛЕВОЙ СТАНДАРТ
ТРУБОПРОВОДЫ СТАЛЬНЫЕ
ТЕХНОЛОГИЧЕСКИЕ ИЗ УГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ НА Ру ДО 10 МПа (100 кгс/см2)
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
В УГЛЕКИСЛОМ ГАЗЕ
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ОСТ 36-79-83
Утвержден и введен в действие приказом Министерства монтажных и специальных строительных работ СССР от 22 февраля 1983 г. № 57
Введен впервые
Приказом Министерства монтажных и специальных строительных работ СССР от 22 февраля 1983 г. № 57 срок введения установлен с 1 января 1984 г.
Настоящий стандарт распространяется на стальные технологические трубопроводы из углеродистых и низколегированных сталей на Ру до 10 МПа (100 кгс/см2) и устанавливает типовой технологический процесс полуавтоматической сварки плавящимся электродом в углекислом газе.
СОДЕРЖАНИЕ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Требования к материалам трубопроводов
1.1.1. Для изготовления стальных технологических трубопроводов должны применяться материалы, соответствующие указаниям проектной документации и по своему химическому составу и механическим свойствам удовлетворяющие требованиям государственных стандартов, технических условий (см. обязательное приложение 1).
1.1.2. Замена материалов разрешается только по согласованию с проектной организацией при условии, что технологические и эксплуатационные характеристики заменяющих материалов не ниже заменяемых.
1.1.3. Качество материала труб должно подтверждаться соответствующими сертификатами предприятия-изготовителя.
1.1.4. Трубы, не имеющие сертификатов, могут быть допущены к сварке только после проведения механических испытаний и химических анализов, подтверждающих соответствие марки стали и ее свойств требованиям стандартов.
1.1.5. Трубы и детали трубопроводов должны иметь маркировку в соответствии с требованиями стандартов, нормалей и технических условий.
1.2 Требования к сварочным материалам
1.2.1. Для полуавтоматической сварки плавящимся электродом в углекислом газе следует применять следующие сварочные материалы:
- сварочную стальную проволоку по ГОСТ 2246-70;
- двуокись углерода по ГОСТ 8050-76.
1.2.2. Каждая партия сварочной проволоки должна иметь сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности проволоки и химического состава. К каждому мотку (бухте, катушке, кассете) проволоки должна быть прикреплена бирка с указанием предприятия-изготовителя, номера партии, условного обозначения проволоки и клейма технического контроля, удостоверяющего соответствие проволоки требованиям стандарта.
1.2.3. При отсутствии сертификата необходимо проверять химический состав проволоки в соответствии с ГОСТ 2246-70. При отклонениях в химическом составе проволоки бухта этой проволоки не должна быть использована для сварки.
1.2.4. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
1.2.5. Проволоку необходимо хранить в сухом закрытом помещении, защищающем ее от воздействия атмосферных осадков и почвенной влаги, от коррозии, загрязнения и механических повреждений.
1.2.6. Для сварки следует применять сварочную двуокись углерода. Допускается использование пищевой двуокиси углерода.
1.2.7. Перед сваркой пищевая двуокись углерода, поставляемая в баллонах, должна отстояться в течение 1 - 2 ч, затем следует открыть вентиль на 8 - 10 с.
1.2.8. Для уменьшения содержания влаги в зоне сварки пищевую двуокись углерода рекомендуется пропускать через осушитель. Реагенты, заполняющие осушитель (силикагель, алюмогель или медный купорос), необходимо периодически (не реже одного раза в месяц) прокаливать в течение 2 ч при температуре регенерации: для силикагеля - 150 °С, для алюмогеля - 280 °С и для медного купороса - 250 °С.
1.2.9. Перед сваркой необходимо проверять качество углекислого газа в каждом баллоне. Для этого следует произвести наплавку сварочного валика длиной 100 - 150 мм на пластину или трубу и проверить внешним осмотром по ГОСТ 3242-79 поверхность наплавки и излома шва. При наличии пор в металле шва газ, находящийся в данном баллоне, бракуют.
1.3 Требования к оборудованию
1.3.1. Пост для полуавтоматической сварки в углекислом газе должен состоять из источника сварочного тока, полуавтомата и газовой аппаратуры (черт. 1).
1.3.2. Источники сварочного тока следует выбирать в соответствии с рекомендациями приложения 2.
Схема поста для полуавтоматической сварки в углекислом газе

1 -
баллон с углекислым газом; 2 - подогреватель; 3 -
редуктор-расходомер;
4 - осушитель; 5 - механизм подачи проволоки; 6 - шкаф
управления;
7 - источник питания дуги; 8 - шланговый держатель; 9 -
свариваемое изделие
Черт 1.
1.3.3. Полуавтоматы и шланговые держатели следует выбирать в соответствии с рекомендациями приложений 3 и 4.
1.3.4. Для понижения давления углекислого газа, поступающего из баллона, до рабочего состояния и поддержания его постоянным необходимо применять понижающие редукторы по ГОСТ 13861-80. Рекомендуется применять углекислотные редукторы У-30. Допускается применение кислородных редукторов РК-53Б, РКД-8, ДКП-1-65 и ДКД-8-65, а также редукторов для защитных газов АР-10, АР-40, АР-150, А-30, А-90 и Г-70.
1.3.5. Питание более 10 сварочных постов углекислым газом рекомендуется производить централизованно от заводской или цеховой магистрали.
1.4 Требования к квалификации сварщиков
1.4.1. К проведению полуавтоматической сварки в углекислом газе технологических трубопроводов допускаются сварщики не ниже 4-го разряда, выдержавшие теоретические и практические испытания в соответствии с действующими "Правилами аттестации сварщиков", утвержденными Госгортехнадзором СССР 22 июля 1971 г., и имеющие удостоверение на право производства соответствующих сварочных работ.
1.4.2. Сварщики, впервые приступающие к сварке трубопроводов на монтаже данного объекта или имевшие перерыв в своей работе более двух месяцев, а также при изменении сварочных материалов, независимо от наличия у них удостоверения должны заварить пробные стыки в присутствии мастера-контролера или инженера контрольно-сварочной лаборатории в условиях, тождественных с теми, в которых производится сварка трубопроводов.
1.4.3. Пробные стыки необходимо подвергать техническому осмотру, радиационному или акустическому контролю по ГОСТ 3242-79, механическим испытаниям на разрыв, загиб и для трубопроводов I категории (СНиП III-31-78) на ударную вязкость.
1.4.4. Сварщики, не выдержавшие испытания, могут быть допущены к сварке трубопроводов только после сдачи повторных испытаний, которые проводятся не ранее чем через 10 дней с момента отстранения их от сварки трубопроводов.
1.4.5. Каждый сварщик должен иметь личное клеймо (цифровое или буквенное).
2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СВАРКИ
2.1. Функциональная схема технологического процесса сварки представлена на черт. 2.
Схема технологического процесса сварки

Черт 2.
2.2 Подготовка кромок труб
2.2.1. Форму разделки концов труб следует выбирать в соответствии с требованиями ГОСТ 16037-80.
2.2.2. Торцы, скошенные кромки, а также прилегающие к ним поверхности трубы на ширину 15 - 20 мм должны быть зачищены до металлического блеска.
2.2.3. Кромки труб следует зачищать механическим способом.
2.3 Сборка стыков труб
2.3.1. Сборку стыков труб следует выполнять в соответствии с требованиями ГОСТ 16037-80, СНиП III-31-78, настоящего стандарта и технической документации.
2.3.2. Трубы под сварку необходимо подбирать по внутренним диаметрам. Допускается расхождение по внутреннему диаметру до 1 %, но не более 2 мм.
2.3.3. При сборке стыков труб должны быть обеспечены: правильное фиксированное взаимное расположение стыкуемых труб и деталей; свободный доступ к выполнению сварочных работ.
2.3.4. Сборку стыков труб рекомендуется осуществлять с помощью сборочных устройств, позволяющих равномерно распределить смещение кромок по периметру стыка.
2.3.5. Трубы и детали трубопроводов, размеры концов которых не превышают допускаемых стандартами или техническими условиями отклонений, но не позволяют выполнить требования точности сборки стыка под сварку, необходимо калибровать. При калибровке концов труб и деталей допускается изменение периметров присоединительных концов на ±2 %.
2.3.6. Для труб из углеродистых сталей с толщиной стенки до 20 мм включительно допускается подкатка кромок с предварительным их подогревом до 850 - 900 °С. Угол подкатки должен быть не более 15°.
2.3.7. При сборке стыков труб диаметром 100 мм и более из прямошовных сварных труб и деталей из них продольные сварные швы должны быть смещены один относительно другого не менее чем на 100 мм, а при диаметре менее 100 мм - на 1/3 длины окружности. В отдельных случаях при двусторонних продольных швах допускается их расположение на одной оси.
2.4 Прихватка стыков труб
2.4.1. К прихватке стыков труб следует приступать только после проведения операционного контроля подготовки кромок и сборки труб.
2.4.2. Прихватку собранных стыков следует производить полуавтоматической сваркой в углекислом газе. Допускается выполнять прихватку ручной дуговой сваркой покрытыми электродами по ОСТ 36-39-80 или аргонодуговой сваркой по ОСТ 36-57-81.
Количество и размеры прихваток следует выбирать в соответствии с данными табл. 1.
Количество и размеры прихваток
|
Диаметр труб, мм |
Количество прихваток по окружности трубы |
Длина прихваток, мм |
|
До 100 |
3 |
10 - 20 |
|
100 - 300 |
3 - 4 |
20 - 30 |
|
300 - 600 |
4 - 6 |
30 - 40 |
|
Свыше 600 |
6 - 10 |
60 - 80 |
2.4.3. Прихватку стыка труб и сварку корневого шва на этом стыке рекомендуется выполнять одному сварщику.
2.4.4. Прихватку следует выполнять с полным проваром корня шва.
2.4.5. Для прихватки и сварки корневого шва должна быть использована сварочная проволока одной марки.
2.4.6. К качеству прихваток и основного сварного шва предъявляются одинаковые требования. При обнаружении внешним осмотром в прихватке пор и трещин она должна быть полностью удалена механическим способом.
2.4.7. При сборке труб вместо прихватки допускается приварка к ним технологических пластин, накладок, стяжек, которые по мере заполнения сварных швов необходимо удалять механическим способом или газовым резаком. Места приварки должны быть зачищены заподлицо с основным металлом. Места зачистки должны быть проверены методом цветной или магнитной дефектоскопии.
2.5 Сварка труб
2.5.1. Общие технологические требования.
2.5.1.1. Полуавтоматическая сварка в углекислом газе должна выполняться на постоянном токе обратной полярности.
2.5.1.2. Для сварки труб из углеродистых и низколегированных сталей следует применять сварочную проволоку марки Св-08Г2С и СВ-08Г2СЦ по ГОСТ 2246-70.
2.5.1.3. Для сварки корневых швов следует применять проволоку диаметром 0,8 - 1,2 мм. Для последующих слоев шва рекомендуется применять проволоку диаметром 1,2 - 1,6 мм. Допускается применение проволоки диаметром 2,0 мм для выполнения облицовочных слоев при сварке поворотных стыков труб.
2.5.1.4. Перед возбуждением сварочной дуги зону сварки следует обдуть углекислым газом. Расстояние от сопла горелки до поверхности трубы должно быть не более 25 мм.
2.5.1.5. В процессе сварки сварщик по возможности не должен обрывать дугу. В случае обрыва дуги кратер шва и прилегающий к нему участок шва на расстоянии не менее 15 мм должны быть очищены от шлака. Возбуждение дуги после перерыва следует производить на ранее заваренном участке шва на расстоянии 10 - 15 мм от кратера.
2.5.1.6. По окончании сварки обрывать дугу следует только после заплавления кратера. Кратер необходимо обдувать углекислым газом в течение 1 - 5 с, пока не застынет металл.
2.5.1.7. Сварку следует производить, обеспечивая плавный переход от шва к основному металлу.
2.5.1.8. Сварку корневого шва следует производить на режимах, установленных по нижнему пределу (табл. 2); первый валик должен быть усиленным с высотой сечения не менее 4 мм.
Режимы полуавтоматической сварки труб
|
Толщина стенки, мм |
Номер прохода сварки |
Диаметр электродной проволоки, мм |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Расход СО2, л/мин |
|
1,6 - 2,0 |
Первый |
0,8 - 1,0 |
60 - 80 |
17 - 19 |
12 - 14 |
6 - 8 |
6 - 8 |
|
2,5 - 4,0 |
Первый |
0,8 - 1,2 |
80 - 100 |
18 - 20 |
10 - 12 |
8 - 10 |
8 - 10 |
|
5,0 - 8,0 |
Первый |
1,0 - 1,2 |
90 - 110 |
18 - 20 |
10 - 12 |
8 - 10 |
8 - 10 |
|
|
Второй |
1,0 - 1,6 |
100 - 120 |
18 - 20 |
8 - 10 |
10 - 12 |
8 - 10 |
|
10,0 - 32,0 |
Первый |
1,0 - 1,2 |
100 - 120 |
18 - 20 |
10 - 12 |
8 - 10 |
8 - 10 |
|
|
Второй |
1,0 - 1,2 |
110 - 130 |
20 - 22 |
10 - 12 |
10 - 12 |
8 - 10 |
|
|
Последующие |
1,2 - 1,6 |
140 - 280 |
22 - 28 |
8 - 10 |
12 - 16 |
10 - 14 |
2.5.1.9. При сварке стыковых соединений труб, если зазор более 0,5 мм, корневой шов необходимо выполнять с поперечными колебаниями.
2.5.1.10. После сварки корневого шва первые слои многопроходных швов следует выполнять равномерно-поступательно или возвратно-поступательно перемещая электрод вдоль свариваемых кромок (черт. 3, а).
2.5.1.11. Средние слои следует выполнять, перемещая электрод по вытянутой спирали (черт. 3, б), а верхние (последние) слои - с поперечными колебаниями (черт. 3, в).
2.5.1.12. При многопроходной сварке швы следует зачищать после каждых 3 - 4 проходов.
2.5.1.13. Для улучшения формирования обратной стороны корня шва при сварке стыков труб, свариваемых без подкладных колец, рекомендуется применять флюс-пасту ФП8-У (ТУ 14-4-1004-79).
2.5.1.14. Флюс-пасту следует наносить непосредственно перед сборкой и прихваткой в соответствии с черт. 4 при положительной температуре в защищенном от атмосферных осадков месте.
Флюс-паста хорошо удерживается на стыках в процессе сборки и транспортирования труб к месту сварки.
2.5.1.15. Полуавтоматическую сварку на монтаже следует выполнять при скорости ветра до 3 м/с, при большей скорости - в палатке или другом укрытии.
2.5.1.16. При скорости ветра 2 - 3 м/с расход углекислого газа следует увеличить в 1,5 раза.
Схемы перемещения электрода при полуавтоматической сварке в углекислом газе

а - возвратно-поступательное; б - по вытянутой спирали; в - с поперечными колебаниями
Черт. 3
Схема нанесения флюс-пасты ФП8-У
Черт. 4
2.5.2. Сварка поворотных стыков.
2.5.2.1. Полуавтоматическую сварку поворотных стыков труб следует выполнять либо на стеллажах путем постепенного перекатывания свариваемой секции, либо на специальных роликовых стендах с приводом вращения, либо на вращателях (например, фрикционных).
2.5.2.2. При сварке труб диаметром до 200 мм окружность стыка следует разделить на две равных части. Каждый слой шва должен начинаться в нижней части, смещаясь от нижней точки трубы на 20 - 30 мм. Конец шва следует перекрывать на 30 - 40 мм (черт. 5).
2.5.2.3. Стыки труб диаметром от 200 до 500 мм следует делить на 3 - 4 участка и сваривать снизу вверх, поворачивая каждый участок и располагая сбоку в вертикальном положении (черт. 6, а). Второй слой следует заваривать участками, равными половине длины окружности, сначала с одной, затем с другой стороны стыка снизу вверх (черт. 6, б). Последующие слои следует сваривать так же, как и второй, в два приема, но после поворота трубы на 180° или смещения начальной точки сварки на 50 - 60 мм от начала предыдущего слоя.
2.5.2.4. При сварке труб диаметром более 500 мм стык следует делить на 6 - 8 участков. В первую очередь необходимо проваривать боковые участки снизу вверх с каждой стороны, затем следует повернуть трубу, располагая следующий свариваемый участок сбоку (черт. 7).
2.5.2.5. При полуавтоматической сварке первого слоя шва на сварочных стендах с приводом вращения сварщик не перемещает держатель полуавтомата по периметру стыка, а ведет сварку на одном участке, отстоящем под углом 20 - 30° от вертикальной оси трубы в сторону, обратную направлению вращения секции.
Порядок сварки стыка трубы диаметром менее 200 мм с поворотом на 180°

о -
начальная точка сварки;
1 - 2
- последовательность наложения участков слоя
Черт. 5
Порядок сварки стыка трубы диаметром от 200 до 500 мм

а -
сварка корневого шва; б - сварка второго и последующих слоев,
о - начальная точка сварки, 1 - 2 - последовательность наложения
участков слоя
Черт. 6
Порядок сварки труб диаметром более 500 мм

о - начальная точка сварки; 1 - 6 - последовательность наложения участков слоя
Черт. 7
2.5.2.6. При сварке угловых и нахлестанных соединений труб и деталей трубопроводов (фланцы, штуцера, тройники, отводы и т.д.) свариваемые узлы следует располагать так, чтобы сварка производилась в нижнем или вертикальном положении.
2.5.2.7. Режимы сварки поворотных стыков труб и деталей трубопроводов приведены в табл. 2.
2.5.3. Сварка неповоротных стыков.
2.5.3.1. Сварку неповоротных стыков трубопроводов следует производить на режимах, приведенных в табл. 2. Сварку полупотолочных и потолочных участков следует производить на режимах, установленных по нижнему пределу.
2.5.3.2. Для труб диаметром до 200 мм сварку следует выполнять, начиная с потолочного положения, в соответствии с черт. 8, а.
2.5.3.3. Стык труб диаметром от 200 до 500 мм следует делить на 4 участка и сваривать в последовательности, указанной на черт. 8, б.
2.5.3.4. Стык труб диаметром более 500 мм следует делить на 6 участков и сваривать в последовательности, указанной на черт. 8, в.
Порядок сварки неповоротного стыка
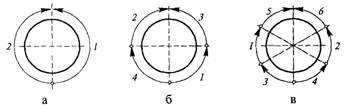
а -
для труб диаметром до 200 мм (включительно); б - для труб диаметром от
200 до 500 мм;
в - для труб диаметром более 500 мм; о - начальная точка сварки;
1 - 6 - последовательность наложения участков слоя
Черт. 8
2.5.3.5. Сварку заполняющих и облицовочных швов следует производить снизу вверх с поперечными колебаниями электрода.
2.5.3.6. Сварку неповоротных стыков труб диаметром от 300 до 600 мм рекомендуется производить двум сварщикам одновременно, при диаметре более 600 мм - трем и четырем сварщикам.
2.5.4. Сварка при отрицательных температурах.
2.5.4.1. При выполнении прихватки и сварки стыков труб в зимних условиях при температуре воздуха ниже 0 °С необходимо соблюдать условия, приведенные в табл. 3.
Требования к подогреву стыков труб при температуре воздуха ниже 0 °С
|
Марка стали труб |
Толщина стенки труб, мм |
Температура окружающего воздуха, при которой разрешается сварка °С |
Температура подогрева, °С |
|
Ст2сп; Ст4сп; Ст2пс, Ст3сп; Ст3пс; ВСт2сп; ВСт3сп; ВСт3пс; ВСт4сп; 10; 20 |
До 16 |
От 0 до минус 30 |
Без подогрева |
|
Свыше 16 |
То же |
100 - 150 |
|
|
09Г2С; 10Г2; 10Г2С1; 10ХСНД |
До 10 |
От 0 до минус 25 |
Без подогрева |
|
Свыше 10 |
От 0 до минус 10 |
150 - 250 |
|
|
16ГС; 17ГС; 17ГС1; 15Г2СФ |
До 10 |
От 0 до минус 20 |
150 - 250 |
|
Свыше 10 |
От 0 до минус 10 |
150 - 250 |
2.5.4.2. Выполнение сварочных работ при температуре окружающего воздуха ниже допустимой разрешается только в специальных защитных устройствах (укрытия, тепляки, палатки), обеспечивающих сохранение температуры в рабочей зоне выше приведенной в табл. 3 и эксплуатационной документации на оборудование. Температуру необходимо контролировать через каждые два часа и результаты фиксировать в журнале.
2.5.4.3. Подогрев труб следует производить в соответствии с ОСТ 36-39-80.
2.5.4.4. При выполнении сварных работ необходимо обеспечить:
- защиту рабочего места сварщика от ветра, сквозняков и атмосферных осадков;
- очистку свариваемых кромок от снега, льда и просушку их;
- при вынужденных перерывах в работе медленное и равномерное охлаждение стыка (понижение температуры не более чем на 10° в минуту) любыми доступными средствами (например, обкладкой листовым асбестом или оборачиванием асбестовым шнуром), а при возобновлении сварки его подогрев (если подогрев требуется) до температуры, указанной в табл. 3, и поддержание этой температуры до окончания сварки.
2.5.4.5. Сварку следует вести при большей энергии дуги за счет увеличения сварочного тока на 10 - 20 % по сравнению с применяемыми при сварке в условиях положительных температур.
2.5.4.6. В конце сварки во избежание образования трещин следует полностью заплавлять кратер шва и перекрывать его последующим швом на 10 - 15 мм.
2.5.4.7. При сварке в условиях отрицательных температур необходимо избегать: ударов по трубам, прихваткам; резкого поворота и скатывания сваренных плетей с роликоопор.
2.5.4.8. Зачистку шва следует производить с помощью шлифовальных машинок (справочное приложение 5).
3. ТРЕБОВАНИЯ К КОНТРОЛЮ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
3.1. В процессе сварки осуществляют контроль:
- предварительный;
- пооперационный;
- качества готовых сварных соединений.
3.2. Предварительный контроль, осуществляемый организацией, ведущей монтаж, включает в себя проверку:
- квалификации сварщиков, дефектоскопистов (операторов ультразвукового контроля, радиографов и др.);
- состояния сборочно-сварочных приспособлений, сварочного оборудования и аппаратуры, а также оборудования и аппаратуры для контроля качества сварных соединений;
- качества основных и сварочных материалов, а также материалов для дефектоскопии;
- состояния средств измерения.
3.3. При пооперационном контроле необходимо проверять:
- качество подготовки кромок и сборки под сварку;
- соблюдение технологии сварки: соответствие сварочных материалов стандартам, режимы сварки, порядок наложения и качество послойной зачистки швов.
3.4 Контроль качества готовых сварных соединений
3.4.1. Контроль качества готовых сварных соединений следует производить нижеперечисленными методами:
- внешним осмотром и измерением - по ГОСТ 3242-79;
- радиографическим методом - по ГОСТ 7512-75; ОСТ 36-59-81;
- ультразвуковым методом - по ГОСТ 14782-76; ОСТ 36-75-83;
- цветной дефектоскопией - по ГОСТ 18442-80;
- магнитно-порошковой дефектоскопией - по ГОСТ 21105-75;
- механическими испытаниями - по ГОСТ 6996-66; ГОСТ 1497-73; ГОСТ 9454-78; ГОСТ 14019-80;
- механическими испытаниями - по ГОСТ 6996-66; ГОСТ 1497-73; ГОСТ 9454-78; ГОСТ 14019-80;
3.5. Необходимость проведения, объемы и нормы контроля сварных соединений определяются требованиями СНиП III-31-78 и технической документацией.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. При выполнении сварочно-монтажных работ, связанных со сборкой, сваркой и подогревом, могут возникнуть опасные и вредные производственные факторы, приведенные в ГОСТ 12.0.003-74:
физические: движущиеся машины и механизмы; повышенная запыленность и загазованность воздуха рабочей зоны; повышенная или пониженная температура поверхностей оборудования, материалов; повышенный уровень шума на рабочем месте; повышенная яркость света; повышенный уровень ультрафиолетовой радиации; острые кромки, заусенцы и шероховатость на поверхности заготовок;
химические: по пути проникания в организм человека через органы дыхания, кожные покровы и слизистые оболочки;
психофизиологические: нервно-психические перегрузки (перенапряжение анализаторов, монотонность труда).
4.2. При полуавтоматической сварке стальных технологических трубопроводов необходимо выполнять требования безопасности, изложенные в следующих нормативных документах:
- СНиП III-4-80 "Правила производства и приемки работ. Техника безопасности в строительстве";
- "Санитарные правила при сварке, наплавке и резке металла" № 1009-73, утвержденные Минздравом СССР 5 марта 1973 г.;
- "Санитарные правила организации технологических процессов и гигиенические требования к производственному оборудованию" № 1042-73, утвержденные Минздравом СССР 4 апреля 1973 г.
4.3. В организациях, выполняющих сварочные работы, должны быть разработаны и утверждены в установленном порядке инструкции, отражающие требования безопасности и производственной санитарии.
4.3.1. Соблюдение требований безопасности следует контролировать в порядке, установленном для данной организации.
4.3.2. Требования к технологическим процессам приведены в ГОСТ 12.3.002-75 и ГОСТ 12.3.003-75.
4.3.3. Рабочие места, сварщиков и проходы к ним на высоте 1,3 м и более и расстоянии менее 2 м от границы перепада по высоте должны быть ограждены в соответствии с ГОСТ 12.4.059-78 временными ограждениями.
При невозможности устройства этих ограждений работы на высоте необходимо выполнять с использованием предохранительных поясов по ГОСТ 12.4.089-80.
4.3.3.1. Ширина проходов к рабочим местам и на рабочих местах должна быть не менее 0,6 м, а высота проходов в свету - не менее 1,8 м.
4.3.3.2. Условия микроклимата на рабочих местах должны соответствовать требованиям ГОСТ 12.1.005-76.
4.3.3.3. Рабочие места должны иметь уровни и показатели освещенности, установленные СНиП III-4-80 (приложение 10). Освещение при работе внутри трубопровода должно осуществляться от понижающего трансформатора напряжением не более 12 В.
4.3.3.4. Допустимые уровни шума на постоянных рабочих местах сварщиков должны удовлетворять требованиям ГОСТ 12.1.003-76. Контроль этих требований производится в соответствии с ГОСТ 2.0445-75.
Производство работ в зоне с уровнем шума, превышающим 85 дБА, допускается только в средствах индивидуальной защиты от шума, соответствующих ГОСТ 12.4.051-78.
4.3.3.5. Рабочее место сварщиков должно быть снабжено устройствами для вентиляции и очистки воздуха. Содержание вредных газов и пыли в воздухе рабочей зоны не должно превышать предельно допустимой концентрации (ПДК), мг/м3: окиси углерода - 20, окислов азота - 2, окислов марганца - 0,05, пыли - 4.
Вентиляция должна производиться в течение рабочего дня с проверкой состояния воздушной среды газоанализатором.
Количество воздуха, необходимое для растворения до предельно допустимых концентраций вредных веществ, выделяющихся при полуавтоматической сварке в углекислом газе должно быть не менее 2000 м3 на 1 кг расходуемых сварочных материалов.
При сварке внутри трубопроводов следует применять переносные местные отсосы ТВ-50-1,6, ТВ-80-1, верхние щелевые отсосы конструкции Института электросварки им. Е.О. Патона.
4.3.3.6. В зимнее время для обогрева рабочих должны быть перерывы в работе. В распоряжении бригад, работающих в полевых условиях, должны быть пункты обогрева (передвижные домики или полустационарные помещения). Рабочие должны быть обеспечены утепленной спецодеждой и обувью.
4.4. Исходные материалы, заготовки, готовую продукцию и отходы производства необходимо хранить в условиях, исключающих возможность загрязнения воздушной среды опасными и вредными веществами.
4.5. При использовании виброопасного шлифовального инструмента допустимые уровни вибрации должны удовлетворять требованиям ГОСТ 12.1.012-78, их следует контролировать в соответствии с методикой ГОСТ 13731-68.
При повышенных уровнях локальной вибрации производство работ допускается только в средствах индивидуальной защиты от вибрации, соответствующих ГОСТ 12.4.002-74.
4.5.1. При проведении ультразвуковой дефектоскопии защиту от ультразвука следует производить в соответствии с требованиями ОСТ 36-75-83.
4.6. Пожарная безопасность должна обеспечиваться в соответствии с требованиями "Правил пожарной безопасности при производстве строительно-монтажных работ" № 711, утвержденных ГУПО МВД СССР, а также требованиями ГОСТ 12.1.004-76.
4.7. К полуавтоматической сварке допускаются лица не моложе 18 лет, имеющие удостоверение на право производства соответствующих сварочных работ, прошедшие вводный инструктаж по охране труда, специальный инструктаж по технике безопасности непосредственно на рабочем месте (он проводится периодически не реже одного раза в три месяца, а также при изменении вида работы и условий труда) и предварительный медицинский осмотр. Периодический медицинский осмотр необходимо проходить через каждые 2 года, а при работе внутри трубопроводов - через 1 год.
Женщины не допускаются к производству электросварочных работ внутри трубопроводов.
4.8. Сварщик должен быть обеспечен индивидуальными средствами защиты в соответствии с требованиями ГОСТ 12.4.011-75.
4.8.1. Для защиты глаз и лица сварщика от прямых излучений электрической дуги, брызг расплавленного металла и искр следует применять щитки по ГОСТ 12.035-78, снабженные специальными светофильтрами по ГОСТ 12.0.080-79, очки защитные по ГОСТ 12.4.003-74 и маски по ГОСТ 1361-69.
4.8.2. Органы дыхания следует защищать респираторами ШБ-1, РП-К, РМП-62 и РПГ-67 в соответствии с требованиями ГОСТ 12.4.034-78.
4.8.3. Электросварщиков необходимо обеспечивать одеждой по ТУ 17-08-69-77 и обувью по ГОСТ 12.4.017-76.
Приложение 1
Приложение 2
ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В УГЛЕКИСЛОМ ГАЗЕ
Преобразователи и сварочные агрегаты
|
Тип преобразователя |
Напряжение, В |
Сварочный ток, А |
Номинальный режим работы, % |
Номинальная мощность, кВт |
Габаритные размеры, мм |
Масса, кг |
||
|
рабочее |
холостого хода |
номинальное значение |
пределы регулирования |
|||||
Преобразователи |
||||||||
|
ПСУ-500-2 |
40 |
48 |
500 |
60 - 500 |
65 |
30 |
1075×650×1085 |
592 |
|
ПСГ-500-1У2 |
40 |
40 |
500 |
60 - 500 |
60 |
31 |
1050×590×870 |
470 |
|
ПСГ-500-2 |
40 |
40 |
500 |
60 - 500 |
65 |
30 |
1075×650×1085 |
595 |
Сварочные агрегаты |
||||||||
|
АСУМ 400 СМ5 |
70 |
- |
400 |
100 - 400 |
65 |
- |
795×500×720 |
- |
Выпрямители
|
Тип выпрямителя |
Напряжение, В |
Ток, А |
Номинальный режим работы, % |
Потребляемая мощность, кВт |
Габаритные размеры, мм |
Масса, кг |
||
|
рабочее |
холостого хода |
номинальное значение |
пределы регулирования |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Однопостовые |
||||||||
|
ВДГ-301УЗ |
15 - 32 |
40 |
315 |
50 - 315 |
60 |
15 |
960×700×775 |
210 |
|
ВДГ-302УЗ |
16 - 38 |
80 |
315 |
50 - 315 |
60 |
21 |
1085×748×953 |
275 |
|
ВДГ-502 |
16 - 40 |
60 |
500 |
60 - 500 |
60 |
- |
1050×760×960 |
370 |
|
ВДГ-505 |
40 |
90 |
500 |
100 - 500 |
60 |
33,5 |
1200×950×750 |
370 |
|
ВДГ-601УЗ |
66 |
90 |
630 |
100 - 700 |
60 |
69 |
1250×900×1155 |
585 |
|
ВЖ-2П |
- |
21 - 40 |
180 |
- |
60 |
60 |
595×502×652 |
57 |
|
ВСП-160 |
35 |
18 - 35 |
160 |
40 - 180 |
60 |
- |
700×520×1195 |
210 |
|
ВСП-315 |
40 |
18 - 40 |
315 |
40 - 350 |
60 |
- |
700×520×1195 |
300 |
|
ВС-200 |
17 - 26 |
18 - 28 |
200 |
30 - 200 |
65 |
8,5 |
660×430×1120 |
187 |
|
ВС-300 |
30 |
20 - 40 |
300 |
30 - 300 |
65 |
- |
560×720×905 |
250 |
|
ВС-500 |
40 |
20 - 53 |
500 |
50 - 500 |
65 |
31 |
720×660×1150 |
350 |
|
ВС-600 |
40 |
24 - 49 |
600 |
60 - 600 |
65 |
38 |
1070×880×1490 |
490 |
|
ВС-150 |
17 - 23 |
70 |
150 |
50 - 200 |
65 |
- |
1800×1100×800 |
950 |
|
ВСК-300 |
14 - 34 |
70 |
300 |
75 - 400 |
65 |
- |
- |
72 |
|
ВСК-500 |
40 |
65 - 74 |
500 |
60 - 550 |
65 |
- |
- |
178 |
|
ВСУ-300 |
17 - 35 |
58 - 65 |
300 |
50 - 380 |
65 |
67 |
910×612×960 |
320 |
|
ВСУ-500 |
20 - 40 |
52 - 68 |
500 |
90 - 550 |
65 |
40 |
1186×953×1017 |
420 |
|
ИПП-300 |
16 - 40 |
40 |
300 |
30 - 300 |
65 |
15 |
740×730×770 |
245 |
|
ИПП-500 |
17 - 50 |
50 |
500 |
50 - 500 |
65 |
27 |
956×700×1045 |
440 |
Однопостовые |
||||||||
|
ВДУ-305УЗ |
38 |
- |
315 |
20 - 315 |
60 |
23 |
984×630×720 |
250 |
|
ВДУ-504УЗ |
50 |
- |
500 |
70 - 550 |
60 |
40 |
1275×816×940 |
385 |
Многопостовые |
||||||||
|
ВД1М-1001 |
26 |
24 - 28 |
1000 |
200 |
100 |
78 |
1035×820×1630 |
520 |
|
ВД1М-1601 |
40 |
37 - 43 |
1600 |
360 |
100 |
- |
1035×820×1630 |
770 |
|
ВД1М-1602 |
30 |
- |
1600 |
120 - 250 |
100 |
- |
- |
750 |
|
ВД1М-1602-1 |
50 |
- |
1600 |
200 - 400 |
100 |
- |
- |
1000 |
|
ВДШ-1602-2 |
60 |
- |
1600 |
400 - 630 |
100 |
- |
- |
1000 |
|
ВДУМ-4×401УЗ |
45 |
75 |
400 |
100 - 400 |
60 |
100 |
1350×850×1200 |
- |
|
ИД1М-1001 |
- |
96 |
1000 |
200 |
60 |
78 |
1035×820×1630 |
520 |
|
ИД1М-1601 |
40 |
- |
1600 |
300 |
60 |
- |
1035×820×1630 |
770 |
Приложение 3
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОЛУАВТОМАТОВ ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В УГЛЕКИСЛОМ ГАЗЕ
|
Тип полуавтомата |
Напряжение питающей сети, В |
Сварочный ток, А |
Электродная проволока |
Тип источника питания |
Габаритные размеры, мм |
Масса, кг |
||||
|
номинальное значение |
пределы регулирования |
диаметр, мм |
скорость подачи, м/ч |
подающего механизма |
шкафа управления |
подающего механизма |
шкафа управления |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
А-537Р |
380 |
500 |
100 - 500 |
1,6 - 2,0 |
80 - 590 |
ПСГ-500-1 |
330×280×325 |
350×172×315 |
25 |
22 |
|
А-537У |
380 |
500 |
100 - 500 |
1,6 - 2,0 |
80 - 590 |
ПСГ-500-1 |
330×280×325 |
440×350×450 |
25 |
35 |
|
А-547У |
380 |
250 |
60 - 300 |
0,8 - 1,2 |
150 - 420 |
ВС-300 |
360×130×260 |
390×90×250 |
21 |
5,5 |
|
А-547Р |
380 |
250 |
150 - 250 |
0,8 - 1,2 |
100 - 250 |
ВС-300 |
300×118×245 |
390×85×250 |
21 |
5,5 |
|
А-765У4 |
380; 220 |
500 |
- |
1,6 - 2,0 |
60 - 270 |
ПСГ-500-1 |
320×170×240 |
360×190×350 |
16,5 |
23 |
|
А-825 |
380 |
300 |
80 - 300 |
0,8 - 1,2 |
120 - 620 |
ВС-300 |
305×175×245 |
385×170×300 |
11 |
15 |
|
А-929 |
380; 220 |
350 |
80 - 380 |
1,0 - 2,0 |
120 - 620 |
ПСГ-500 |
305×175×245 |
550×200×350 |
11 |
25 |
|
А-1197Г |
380; 220 |
500 |
80 - 500 |
1,6 - 2,0 |
120 - 720 |
ВДУ-504 |
550×360×500 |
560×360×500 |
23 |
70 |
|
А1230М |
380 |
315 |
- |
0,8 - 1,2 |
160 - 960 |
ВГД-302 |
364×290×130 |
- |
11 |
- |
|
А-1503П |
380 |
630 |
100 - 700 |
1,6 - 2,0 |
120 - 780 |
ВДГ-601 |
960×660×560 |
342×565×866 |
25,5 |
58 |
|
ПДГ-301 |
380; 220 |
315 |
60 - 315 |
0,8 - 1,4 |
160 - 960 |
ВДГ-301 |
450×275×240 |
500×500×500 |
8 |
10 |
|
ПДГ-302 |
380; 220 |
300 |
60 - 300 |
0,8 - 2,0 |
180 - 720 |
ПСГ-500 |
380×330×100 |
500×500×500 |
5 |
30 |
|
ПДГ-303 |
380; 220 |
315 |
60 - 315 |
0,8 - 1,2 |
180 - 960 |
ВДГ-301 |
450×275×240 |
500×500×500 |
5 |
30 |
|
ПДГ-304 |
380; 220 |
315 |
60 - 315 |
0,8 - 2,0 |
120 - 1200 |
ВДГ-301 |
380×360×100 |
500×500×500 |
5 |
30 |
|
ПДГ-305 |
380 |
315 |
50 - 315 |
0,8 - 1,4 |
120 - 1200 |
ВДГ-302 |
362×284×153 |
500×460×700 |
12,5 |
74 |
|
ПДГ-306УЗ |
380 |
315 |
50 - 315 |
1,2 - 1,6 |
160 - 960 |
ВДГ-307 |
380×290×160 |
500×460×700 |
13 |
74 |
|
ПДГ-308 |
380 |
315 |
50 - 315 |
1,2 - 1,6 |
160 - 960 |
ВДГ-307 |
765×525×865 |
500×460×700 |
65 |
74 |
|
ПДГ-502У4 |
380 |
500 |
100 - 500 |
1,2 - 2,0 |
120 - 1200 |
ВДУ-504-1 |
904×660×434 |
500×460×700 |
13 |
74 |
|
ПДГ-503У4 |
380 |
500 |
100 - 500 |
1,2 - 2,0 |
120 - 1200 |
ВДУ-504-1 |
904×660×434 |
500×460×700 |
27,5 |
74 |
|
ПДГ-504У4 |
380 |
500 |
100 - 500 |
1,2 - 2,0 |
120 - 1200 |
ВДУ-504 |
470×296×260 |
500×460×700 |
13 |
74 |
|
ПДГ-505У4 |
380 |
500 |
100 - 500 |
1,6 - 2,0 |
120 - 1200 |
ВДУ-504 |
470×296×260 |
500×460×700 |
27,5 |
74 |
|
ПДГ-507 |
380; 220 |
500 |
100 - 500 |
1,6 - 2,0 |
120 - 1200 |
ПСГ-501-1 |
382×463×290 |
430×325×290 |
24 |
30 |
|
ПДГ-508УЗ |
380 |
500 |
100 - 500 |
1,6 - 2,0 |
120 - 1200 |
ВДУ-502 |
415×340×350 |
500×460×700 |
27,5 |
74 |
|
ПДГ-601У4 |
380 |
630 |
100 - 700 |
1,2 - 2,5 |
120 - 1200 |
ВДГ-601 |
904×660×434 |
- |
27,5 |
- |
|
ПДГ-602У4 |
380 |
630 |
100 - 700 |
1,2 - 2,5 |
120 - 1200 |
ВДГ-601 |
904×660×434 |
- |
27,5 |
- |
|
ПДПГ-500 |
380; 220 |
500 |
60 - 500 |
0,8 - 2,0 |
120 - 720 |
ПСГ-500-1 |
350×425×625 |
700×550×460 |
10,4 |
80 |
|
ПДПГ-500-1 |
380; 220 |
500 |
60 - 500 |
0,8 - 2,0 |
120 - 1080 |
ПСГ-500-1 |
670×320×335 |
650×460×760 |
15 |
80 |
|
УПС-1 |
380 |
500 |
60 - 500 |
0,8 - 2,0 |
120 - 960 |
ПСГ-500-1 |
360×280×120 |
- |
10,5 |
- |
Примечание. Допускается применение оборудования других типов, предназначенного для сварки в углекислом газе.
Приложение 4
ШЛАНГОВЫЕ ДЕРЖАТЕЛИ ПОЛУАВТОМАТОВ
|
Марка держателя |
Максимальное значение тока, А |
Диаметр свариваемой проволоки, мм |
Длина шлангового провода, м |
Масса горелки, кг |
|
ГДПГ-101-8 |
160 |
0,8 - 1,2 |
2,0 |
0,45 |
|
ГДПГ-101-9 |
160 |
0,8 - 1,2 |
2,0 |
0,45 |
|
ГДПГ-101-10 |
160 |
0,8 - 1,2 |
2,0 |
0,45 |
|
ГДПГ-301-6 |
315 |
1,2 - 1,4 |
3,0 |
0,6 |
|
ГДПГ-301-7 |
315 |
0,8 - 1,4 |
1,0 |
0,6 |
|
ГДПГ-301-8 |
315 |
1,2 - 1,4 |
3,0 |
0,6 |
|
ГДПГ-501-4 |
500 |
1,6 - 2,0 |
3,0 |
0,7 |
|
ГДПГ-603 |
630 |
1,6 - 2,5 |
3,0 |
0,7 |
|
А-1231-5-Г1 |
500 |
1,6 - 2,0 |
3,5 |
0,7 |
|
А-1231-5-Г2 |
500 |
1,6 - 2,0 |
3,5 |
0,7 |
|
А-547УМ |
250 |
1,0 - 1,2 |
2,5 |
2,9 (со шлангом) |
Приложение 5
|
Тип машинки |
Диаметр шлифовального круга, мм |
Частота вращения шпинделя, об/мин |
Габариты, мм |
Масса, кг |
|
Электрические |
||||
|
ИЭ-2009 |
125 |
2600 |
633×144×106 |
6,5 |
|
ИЭ-2008 |
63 |
14000 |
575×86×86 |
3,8 |
|
ИЭ-2004А |
150 |
3860 |
609×204×117 |
6,5 |
|
Пневматические |
||||
|
ИП-2009А |
63 |
12100 |
440×74×65 |
1,9 |
|
ИП-2203 |
125 |
4580 |
330×210×205 |
7,5 |
|
ИП-2015 |
150 |
7600 |
567×120×100 |
3,5 |
|
ИП-2014А |
150 |
5100 |
590×164×130 |
5,7 |
|
ИП-2104 |
110 |
3000 |
438×120×164 |
4 |
|
П-21 |
180 |
8500 |
485×240×165 |
5 |
|
П-22 |
230 |
6000 |
575×260×215 |
6 |