 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р ИСО |

Технические требования и аттестация
процедур сварки металлических материалов
Проверка процедуры сварки
Часть 13
КОНТАКТНАЯ СТЫКОВАЯ СВАРКА
СОПРОТИВЛЕНИЕМ И ОПЛАВЛЕНИЕМ
ISO 15614-13:2005
Specification and qualification of welding procedures for metallic
materials -
Welding procedure test - Part 13: Resistance butt and flash welding
(IDT)
|
|
Москва Стандартинформ 2011 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана) и Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 1078-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15614-13:2005 «Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13: Контактная стыковая сварка сопротивлением и оплавлением» (ISO 15614-13:2005 «Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 13: Resistance butt and flash welding»)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Международный стандарт ИСО 15614 разработан Техническим комитетом СЕН/ТК 121 «Сварка» Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (Институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом ПК 10 «Унификация требований в области сварки металлов» в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское соглашение).
ИСО 15614 состоит из следующих частей под общим наименованием «Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки»:
- Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов;
- Часть 2. Дуговая сварка алюминия и алюминиевых сплавов;
- Часть 3. Испытания процедуры дуговой сварки чугуна;
- Часть 4. Отделочная сварка алюминиевых отливок;
- Часть 5. Дуговая сварка титана, циркония и их сплавов;
- Часть 6. Медь и медные сплавы;
- Часть 7. Наплавка;
- Часть 8. Сварка соединений труб с трубной доской;
- Часть 9. Подводная гипербарическая мокрая сварка;
- Часть 10. Гипербарическая сухая сварка;
- Часть 11. Электронно-лучевая и лазерная сварка;
- Часть 12. Точечная, шовная и рельефная сварка;
- Часть 13. Контактная стыковая сварка сопротивлением и оплавлением.
ГОСТ Р ИСО 15614-13-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Технические требования и аттестация процедур сварки металлических материалов
Проверка процедуры сварки
Часть 13
КОНТАКТНАЯ СТЫКОВАЯ СВАРКА СОПРОТИВЛЕНИЕМ И ОПЛАВЛЕНИЕМ
Specification and qualification of welding procedures for metallic materials. Welding procedure test. Part 13. Resistance butt and flash welding
Дата введения - 2011-01-01
1 Область применения
В настоящем стандарте описаны испытания, необходимые для аттестации технических требований к процедуре сварки.
Настоящий стандарт применяют для контактной стыковой сварки сопротивлением и оплавлением металлических материалов, например полнотелых, трубных, плоских или округлых сечений. Основные принципы настоящего стандарта могут быть применены и для контактных процессов сварки, если это определено техническими требованиями.
Примечание - Данная часть ИСО 15614 является частью серии стандартов. Описание этой серии представлено в ИСО 15607:2003 (приложение А).
Настоящий стандарт определяет условия проведения испытаний и область распространения аттестации процедуры сварки.
Испытания, требуемые для аттестации процедуры сварки конкретного изделия, зависят от применения и требований качества для данного изделия, которые должны быть установлены до проведения какой-либо аттестации.
Испытания необходимо проводить в соответствии с настоящим стандартом, если не требуется проведение более тщательных испытаний согласно основному применяемому стандарту или контракту.
Примечание - Особенности обслуживания, материал или условия производства могут требовать более полных испытаний, чем предписано в настоящем стандарте.
Подобные испытания могут включать:
- микрошлифы;
- испытания на усталость или выносливость;
- ударные испытания;
- радиографические испытания;
- ультразвуковые испытания;
- коррозионные испытания;
- испытания деталей или полностью сваренных агрегатов.
Настоящий стандарт включает следующие процессы контактной сварки в соответствии с ИСО 4063:
- 24 «Контактная стыковая сварка оплавлением с использованием постоянного тока или переменного тока с различными последовательностями движения постоянным и переменным оплавлением»;
- 25 «Контактная стыковая сварка сопротивлением с использованием постоянного или переменного тока с различными циклами давления».
2 Нормативные ссылки
Для датированных ссылок применимы только приведенные издания. Для недатированных ссылок применимы последние издания приведенных документов, включая все изменения.
В настоящем стандарте использованы ссылки на следующие международные стандарты:
ЕН ИСО 23277 Неразрушающий контроль сварных швов. Контроль сварных швов проникающими веществами. Уровни приемки (EN ISO 23277, Non-destructive testing of welds - Penetrant testing of welds - Acceptance levels)
EH ИСО 23278 Неразрушающий контроль сварных швов. Магнитно-порошковый контроль. Уровни приемки (EN ISO 23378, Non-destructive testing of welds - Magnetic particle testing of welds - Acceptance levels)
EH 1418 Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (EN 1418, Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials)
EH 1711 Неразрушающий контроль сварных швов. Контроль сварных швов методом вихревых токов (EN 1711, Non-destructive examination of welds - Eddy current examination of welds by complex plane analysis)
EH ИСО 11666 Неразрушающий контроль сварных швов. Ультразвуковой контроль. Уровни приемки (EN ISO 11666, Non-destructive testing of welds - Ultrasonic testing - Acceptance levels)
EH ИСО 23279 Неразрушающий контроль сварных швов. Ультразвуковой контроль. Индикация характеристик сварных швов (EN ISO 23279, Non-destructive testing of welds - Ultrasonic testing - Characterization of indications in welds)
ИСО 4063 Сварка и родственные процессы. Перечень и условное обозначение процессов (ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers)
ИСО 4136 Разрушающие испытания сварных швов металлических материалов. Испытание на растяжение образцов, вырезанных поперек шва (ISO 4136, Destructive tests on welds in metallic materials. Transverse tensile tests)
ИСО 5173 Разрушающие испытания сварных швов металлических материалов. Испытания на изгиб (ISO 5173, Destructive tests on welds in metallic materials - Bend tests)
ИСО 6520-2 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением (ISO 6520-2, Welding and allied processes. Classification of geometric imperfections in metallic materials. Part 2. Welding with pressure)
ИСО 9015-1 Разрушающие испытания сварных швов металлических материалов. Определение твердости. Часть 1. Определение твердости соединений, выполненных дуговой сваркой (ISO 9015-1, Destructive tests on welds in metallic materials. Hardness testing. Part 1. Hardness test on arc welded joints)
ИСО 9015-2 Разрушающие испытания сварных швов металлических материалов. Определение твердости. Часть 2. Определение микротвердости сварных соединений (ISO 9015-2, Destructive tests on welds in metallic materials - Hardness testing - Part 2: Microhardness testing of welded joints)
ИСО 6892-1 Материалы металлические. Испытания на растяжение. Часть 1. Испытание при комнатной температуре (ISO 6892-1, Metallic materials - Tensile testing - Part 1: Method of test at room temperature)
ИСО 14271 Испытание на определение твердости по Виккерсу для сварных швов, полученных при контактной точечной, рельефной и роликовой сварке (малая нагрузка и микротвердость) (ISO 14271, Vickers hardness testing of resistance spot, projection and seam welds (low load and microhardness))
ИСО 15607:2003 Технические требования и аттестация процедур сварки металлических материалов. Общие правила (ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules)
ИСО/ТО 15608:2000 Сварка. Руководство по системе группирования металлических материалов (ISO/TR 15608:2000, Welding - Guidelines for a metallic materials grouping system)
ИСО 15609-5 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка (ISO 15609-5, Specification and qualification of welding procedures for metallic materials - Welding procedure specification- Part 5: Resistance welding)
ИСО 15620:2000 Сварка. Сварка трением металлических материалов (ISO 15620:2000, Welding. Friction welding of metallic materials)
ИСО 17637 Неразрушающий контроль сварных швов. Визуальный контроль сварных соединений, выполненных сваркой плавлением (ISO 17637, Non-destructive testing of welds - Visual testing of fusion-welded joints)
ИСО 17638 Неразрушающий контроль сварных швов. Магнитопорошковый контроль (ISO 17638, Non-destructive testing of welds - Magnetic particle testing)
ИСО 17639 Разрушающие сварные испытания сварных швов металлических материалов. Макро- и микроскопическое исследование сварных швов (ISO 17639, Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds)
ИСО 17640 Неразрушающий контроль сварных швов. Ультразвуковой контроль сварных швов (ISO 17640, Non-destructive testing of welds - Ultrasonic testing of welded joints)
ИСО 20482 Материалы металлические. Листы и полосы. Испытание на вытяжку по Эриксену (ISO 20482, Metallic materials - Sheet and strip - Erichsen cupping test)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины и определения по ИСО 15607 и ИСО 6520-2.
4 Предварительные технические требования к процедуре сварки
Предварительные технические требования к процедуре сварки должны быть разработаны в соответствии с ИСО 15609-5. Они должны описывать все основные параметры и требования.
5 Проверка процедуры сварки
Сварку и испытания контрольных сварных соединений и (или) образцов необходимо проводить в соответствии с разделами 6 и 7.
Наладчики контактной сварки должны быть аттестованы в соответствии с ЕН 1418.
6 Контрольное сварное соединение
6.1 Основные положения
В соответствии с 6.2 необходимо подготовить стандартное контрольное сварное соединение, в качестве которого может быть использовано сварное изделие целиком.
Согласно 6.2 образцы для испытаний должны быть вырезаны из конкретных деталей, а контрольные сварные соединения сварены отдельно. В некоторых случаях, например для труб и стержней малого диаметра, испытания проводят непосредственно на рабочих образцах (не вырезая).
6.2 Форма и размеры контрольных сварных соединений и образцов для разрушающих испытаний
6.2.1 Основные положения
Количество и (или) размеры образцов для испытаний или контрольных сварных соединений должны быть достаточными для проведения всех требуемых испытаний. Они должны соответствовать испытываемой процедуре и свариваемой детали.
Дополнительные образцы для испытаний или контрольные соединения, имеющие размеры больше минимально допустимого, могут быть изготовлены для последующих и повторных испытаний. Виды и количество испытаний представлены в таблице 1.
Если нет иных указаний, то необходимо использовать форму и размеры образцов, описанных в 6.2.2 - 6.2.6.
Таблица 1 - Контроль и испытания образцов для испытаний
|
Вид испытаний |
Объем контроля |
Примечание |
||
|
А |
В |
|||
|
Стержень |
Визуальное |
Каждый шов |
Каждый шов |
|
|
Проникающими веществами |
Каждый шов |
Каждый шов |
||
|
На растяжение |
3 образца |
- |
а) |
|
|
На изгиб |
6 образцов |
2 образца |
а) |
|
|
Макрошлиф |
1 шов |
- |
b) |
|
|
На твердость |
1 измерение |
- |
b), g) |
|
|
Пустотелый профиль |
Визуальное |
Каждый шов |
Каждый шов |
|
|
Проникающими веществами |
Каждый шов |
Каждый шов |
||
|
На растяжение |
3 образца |
2 образца |
||
|
На изгиб |
6 образцов |
2 образца |
а), с), f) |
|
|
Макрошлиф |
1 шов |
- |
g) |
|
|
На твердость |
1 измерение |
- |
||
|
Листовой металл и полосы |
Визуальное |
Каждый шов |
Каждый шов |
d) |
|
Проникающими веществами |
Каждый шов |
- |
d) |
|
|
На растяжение |
3 на шов |
2 на шов |
d), е) |
|
|
На изгиб |
3 на шов |
2 на шов |
d), е), f) |
|
|
На вытяжку |
3 на шов |
- |
d), е), f) |
|
|
Макрошлиф |
3 на шов |
- |
d), е) |
|
|
На твердость |
1 измерение |
- |
b), g) |
|
|
a) Если контрольное соединение достаточно велико, то из него можно изготовить более одного образца. b) В соответствии с ИСО 15608:2000 стали 1-й группы не рекомендовано подвергать статической нагрузке, кроме как при низкой температуре. с) Для тонкостенных профилей допустимо выполнить сплющивание (смятие) вместо изгиба пуансоном диаметром 70 мм так, как это требуется (см. 7.3.3). Тонкостенные круглые трубы допустимо испытывать на загиб (см. 7.3.4). d) По крайней мере два испытания. e) По одному образцу с каждого конца и из середины, если графа В - один образец с конца и один из середины. f) Для сталей с пределом текучести до 450 МПа и толщиной стенки до 5 мм сплющивание предпочтительней. Для более прочных сталей и (или) больших толщин используют испытание на изгиб. Для алюминия и его сплавов деформационная способность основного материала определяет толщину стенки, до которой допустимо выполнять испытание на сплющивание сварных соединений. g) Измерение твердости на макрошлифе поперек шва. |
||||
|
Примечание - В зависимости от применения должны быть проведены два дополнительных испытания на разные нагрузки: Графа А: при статическом нагружении с усилием, соответствующим максимальному значению в усталостном цикле для основного металла. Графа В: при статическом нагружении с усилием до 50 % допустимого статического усилия для основного металла. Обозначение: «3 на шов» означает 3 образца для каждого соединения. |
||||
6.2.2 Образец для испытаний на растяжение
Образец должен быть подготовлен в соответствии с ИСО 6892-1 и с учетом требований ИСО 4136 применительно к стыковым сварным соединениям.
6.2.3 Образец для испытания на изгиб
Образец должен быть подготовлен в соответствии с ИСО 5173.
6.2.4 Образец для испытания на глубокую вытяжку Образец должен быть подготовлен в соответствии с ИСО 20482.
6.2.5 Образец для испытания на твердость
Образец должен быть подготовлен в соответствии с ИСО 9015-1 и ИСО 9015-2. Поперечный макрошлиф должен быть подготовлен и вытравлен таким образом, чтобы четко можно было увидеть зону шва, зону термического влияния и неповрежденный основной металл.
6.2.6 Образец для испытания на загиб для тонких листов
Образец должен быть подготовлен в соответствии с ИСО 15620:2000 (пункт 7.2, рисунок 8).
Любые отклонения от этих требований должны быть прописаны в технических нормах на проектирование.
6.3 Сварка контрольных соединений и образцов для испытаний
Подготовку деталей, контрольных соединений и образцов для испытаний и сварку контрольных соединений и образцов для испытаний следует проводить в соответствии с pWPS и основными требованиями соответствующего производственного процесса. Сварка и испытания контрольных соединений или образцов должны быть засвидетельствованы экспертом или экспертным органом, как установлено техническими требованиями.
7 Испытания и оценка результатов
7.1 Объем контроля
Испытания включают как неразрушающие, так и разрушающие методы. Они должны соответствовать требованиям по качеству (таблица 1).
Размер образца должен быть достаточным, чтобы содержать зону предполагаемого разрушения даже за пределами зоны, подвергшейся нагреву.
7.2 Неразрушающие испытания
7.2.1 Основные положения
Условия проведения испытаний должны соответствовать инструкциям по их проведению, изложенным в соответствующих стандартах, например полное удаление грата для испытаний проникающими веществами.
7.2.2 Визуальный контроль
Визуальный контроль необходимо проводить в соответствии с ИСО 17637. Необходимо использовать лупы с 6 - 10-кратным увеличением для исследования швов на наличие видимых дефектов. Перед проведением контроля грат должен быть удален.
7.2.3 Контроль проникающими веществами
Контроль проникающими веществами необходимо проводить в соответствии с ЕН ИСО 23277.
7.2.4 Магнитно-порошковый контроль
Магнитно-порошковый контроль ферромагнитных материалов необходимо проводить в соответствии с ИСО 17638 и ЕН ИСО 23278 при наличии соответствующих требований (см. 7.2.3).
7.2.5 Контроль вихревыми токами
Контроль вихревыми токами ферритных материалов необходимо проводить в соответствии с ЕН 1711 при наличии соответствующих требований (см. 7.2.3 и 7.2.4).
7.2.6 Ультразвуковой контроль
Ультразвуковой контроль необходимо проводить в соответствии с ЕН ИСО 11666, ЕН ИСО 23279 и ИСО 17640.
7.3 Разрушающие испытания
7.3.1 Испытания на растяжение
Испытания на растяжение необходимо проводить в соответствии с ИСО 6892-1.
7.3.2 Испытания на изгиб
Испытания на изгиб необходимо проводить в соответствии с ИСО 5173.
7.3.3 Испытания на сплющивание (глубокую вытяжку)
Испытания на глубокую вытяжку необходимо проводить в соответствии с ИСО 20482.
7.3.4 Испытания листов на загиб
Испытания листов на загиб необходимо проводить в соответствии с ИСО 15620.
7.4 Макрошлиф
Образец для испытаний должен быть подготовлен в виде поперечного среза шва, затем он должен быть отшлифован, чтобы можно было увидеть сам шов, зону термического влияния (ЗТВ) и неповрежденный основной металл. Испытание необходимо проводить в соответствии с ИСО 17639.
7.5 Определение твердости
Поверхность поперечного сечения, которую необходимо подвергнуть испытанию, должна быть правильно подготовлена и желательно протравлена, чтобы в различных зонах сварного соединения можно было определить точные размеры отпечатка. Твердость может быть определена по одному или нескольким отпечаткам, расположенным по прямой линии. В случае если поперечное сечение круглое и в конструкторской документации установлено определение твердости по одному отпечатку, отпечаток должен быть расположен на расстоянии 0,6 радиуса от центра сечения. Для листовой стали измерение проводят на расстоянии не менее 0,6 толщины листа от края образца. Испытание необходимо проводить в соответствии с ИСО 14271.
7.6 Повторные испытания
Если деталь или образец не удовлетворяют какому-либо требованию визуального контроля или другого метода неразрушающего контроля, предписанного для проведения испытаний, то необходимо сварить и подвергнуть тем же испытаниям дополнительный образец или деталь. Если и этот образец не пройдет испытаний, то процедура сварки считается не прошедшей испытания.
Если какой-либо образец считается не прошедшим разрушающие испытания только из-за дефектов сварного шва, то необходимо сделать два дополнительных образца вместо любого, не прошедшего испытаний. Каждый дополнительный образец необходимо подвергнуть тем же испытаниям, что и начальный образец. Если любой из дополнительных образцов не удовлетворяет требованиям, то процедура сварки считается не прошедшей испытания.
8 Область распространения аттестации
8.1 Основные положения
Все условия пунктов 8.1 - 8.5 необходимо соблюдать независимо друг от друга. Изменения вне указанных областей распространения аттестации требуют новой проверки процедуры сварки.
8.2 Относящееся к производителю
Аттестация pWPS посредством испытаний в соответствии с настоящим стандартом разрешает производить работы по сварке в цехах и на площадках под единовременным техническим контролем и контролем качества со стороны производителя.
8.3 Относящееся к основному материалу
Все испытания должны быть выполнены с материалами, которые используют на производстве (форма, толщина, химический состав, механические свойства, термическая обработка). Любая модификация должна быть определена в технических требованиях.
8.4 Общее для всех процедур сварки
8.4.1 Процесс сварки
Аттестация распространяется только на процесс сварки, используемый в проверке процедуры сварки.
8.4.2 Сварочное оборудование
Аттестация распространяется только на сварочное оборудование, фактически используемое при проверке процедуры сварки.
8.4.3 Термическая обработка после сварки
Аттестация распространяется только на термическую обработку, используемую при проверке процедуры сварки. Изменения в режиме или отмена термической обработки требуют повторной аттестации.
8.5 Протокол проверки
Пример формы протокола проверки приведен в приложении А.
9 Протокол аттестации процедуры сварки
Протокол аттестации процедуры сварки (WPQR) представляет собой отчет о результатах оценки каждого контрольного соединения, включая повторные испытания. Необходимо включить в протокол основные пункты, перечисленные для WPS в ИСО 15609-5, вместе с описанием характеристик, приведенных в разделе 7.
Если не обнаружено недопустимых результатов испытаний, WPQR, описывающий результаты испытаний, считается положительным и должен быть подписан и датирован экспертом или экспертным органом.
WPQR должен иметь вид, облегчающий восприятие данных.
Пример формы WPQR представлен в приложении В.
Приложение А
(справочное)
Форма протокола проверки при аттестации процедуры сварки
Протокол проверки
|
Проверка процедуры сварки изготовителя Контактная сварка оплавлением № документа: Эксперт или экспертный орган: Адрес: Изготовитель: Адрес: Стандарты регулирования (испытания): Продолжительность проверки: Основной материал(ы): Предварительная обработка материалов: Процесс сварки: Поперечное сечение сварного шва (мм2): |
Контактная сварка сопротивлением Дата проверки процедуры сварки: |
|||
|
Средняя толщина (мм): Для трубы или прутка из круглого материала: |
Средняя ширина (мм): Наружный диаметр (мм): Толщина стенки (мм): |
|||
|
Сварочное оборудование/машина: Изготовитель: Тип: Год изготовления: Инвентарный №: Род тока: переменный ток, постоянный ток Программа сварного шва: Термическая обработка после сварки: Дополнительная информация: |
||||
|
Этим подтверждаем, что испытательные сварные швы были сделаны в соответствии с условиями, требуемыми приведенными инструкциями и испытательными стандартами. Образцы-свидетели были подготовлены, сварены и проверены. |
||||
|
______________________________ |
____________________________ |
|||
|
Место проведения аттестации |
Сведения об эксперте или экспертном органе |
|||
|
____________________ |
_____________________ |
_____________________ |
||
|
дата |
подпись |
расшифровка подписи |
||
Приложение В
(справочное)
Форма протокола аттестации процедуры сварки (WPQR)
|
В.1 Основные сведения WPQR №: Дата: Изготовитель: Место: Имя оператора, выполнявшего сварку: Аттестация: Эксперт или экспертный орган: № документа: Сварочный процесс: |
|
|
Контактная сварка оплавлением В.2 Сварочное оборудование Изготовитель сварочной машины: Тип: Инвентарный №: Род тока: переменный (АС), постоянный (DC) В.3 Задание сварки Чертеж №: Эскиз поперечного сечения сварного шва: Поперечное сечение (мм2): Средняя толщина стенки (мм): Компонент в закрытой форме (кольцо): нет, да |
Контактная сварка сопротивлением |
|
Длина переходной части h (мм): (согласно рисунку В.1, если основные поперечные сечения различны): |
|
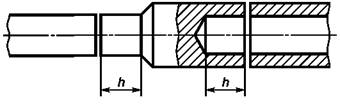
Рисунок В.1 - Переходная часть для различных поперечных сечений
Подготовка кромок согласно рисункам В.2а, В.2d:
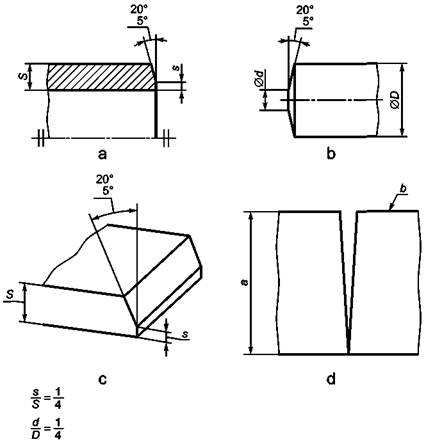
а - ширина листа; b - сторона, ближайшая к источнику электропитания
Рисунок В.2 - Подготовка кромок для сварки сопротивлением или сварки оплавлением
Основной материал(ы):
Способ очистки и (или) подготовки:
В.4 Настройки машины
Электрические настройки:
Зажим трансформатора:
Вторичное напряжение (V): (разомкнутая цепь)
Механические настройки:
Начальное расстояние электрода (мм):
Установочная длина, левая сторона (мм):
Установочная длина, правая сторона (мм):
Усилие (сила зажима), левая сторона (бар/Н):
Усилие (сила зажима), правая сторона (бар/Н):
Параметры сварки:
Параметры сварки для сварки плавлением согласно таблице В.1.
Параметры сварки для стыковой контактной сварки согласно таблице В.2.
Таблица В.1 - Настройки параметров сварки для контактной сварки оплавлением
|
Настройки параметров сварки |
|||||||||
|
Усилие, кН |
Вторичное напряжение, % |
Ограничение шага |
Порядок включения/выключения тока |
Скорость пластины |
|||||
|
Длина шага, мм |
Время, с |
Время нагрева, с |
Время между импульсами тока, с |
№ цикла |
vo, мм/с |
ve, мм/с |
|||
|
Начальное пропускание импульса тока |
100 |
3 |
0,4 |
0,8 |
|||||
|
Время паузы |
- |
||||||||
|
Предварительный нагрев |
5 |
50 |
4 |
3,5 |
0,5 |
0,2 |
5 |
- |
- |
|
Линейное пропускание импульса тока |
100 |
8 |
- |
0,8 |
1,4 |
||||
|
Прогрессивное пропускание импульса тока |
100 |
11 |
- |
1,4 |
3 |
||||
|
Высадка |
10 |
70 |
16 |
1,4 |
1,2 |
0,2 |
1 |
||
|
Последующий нагрев |
8 |
30 |
- |
1,8 |
0,3 |
0,3 |
3 |
||
Таблица В.2 - Настройки параметров сварки для контактной сварки сопротивлением
|
Настройки параметров сварки |
|||||||||
|
Усилие, кН |
Вторичное напряжение, % |
Ограничение шага |
Порядок включения/выключения тока |
Скорость пластины |
|||||
|
Длина шага, мм |
Время, с |
Время нагрева, с |
Время между импульсами тока, с |
№ цикла |
vo, мм/с |
ve, мм/с |
|||
|
Время увеличения силы |
5 |
- |
1 |
5 |
|||||
|
Нагрев |
5 |
60 |
4 |
3 |
3 |
0 |
1 |
||
|
Высадка |
12 |
85 |
10 |
3,5 |
0,5 |
0,8 |
1 |
60 |
- |
|
Последующий нагрев |
6 |
30 |
- |
- |
0,2 |
0,3 |
3 |
- |
- |
|
Данные списка параметров или единиц измерения (например, деления шкалы) должны соответствовать настройкам машины. |
|
|
Дополнительная информация: Последующий нагрев вне машины: |
|
|
Изготовитель (оператор сварки) |
Эксперт или экспертный орган: |
|
_________________________________________ |
________________________________________ |
|
имя, дата, подпись |
имя, дата, подпись |
В.5 Проведение испытаний и экспертиза
Неразрушающий контроль
Визуальный контроль:
Контроль проникающими веществами:
Магнитно-порошковый контроль:
Контроль вихревыми токами:
Ультразвуковой контроль:
Разрушающие испытания
Температура:
Испытание на растяжение:
Форма образца для испытаний:
Толщина образца для испытаний (мм):
Ширина образца для испытаний (мм):
Диаметр образца для испытаний (мм):
|
Образец для испытания |
Предел текучести ReH, Н/мм2 |
Прочность на растяжение Rm, Н/мм2 |
Уменьшение площади Z, % |
Место излома |
Дефект |
Замечания |
Испытание на изгиб:
Толщина образца для испытаний (мм):
Ширина образца для испытаний (мм):
Диаметр исходного образца для испытания на загиб (мм):
Расстояние между опорами (мм):
Диаметр оправки (мм):
|
Образец |
Угол изгиба, град |
Место излома |
Дефект |
Замечания |
Испытание на глубокую вытяжку
Диаметр (мм):
Надрывы (мм):
Металлографическая экспертиза
Макрошлиф
Микрошлиф
Определение твердости
Фактор нагрузки: HV
Положение точки измерения (эскиз):
Измеренные значения
Дополнительные испытания:
Замечания:
Эти испытания были выполнены в соответствии с требованиями:
Лабораторный отчет №:
Результаты испытаний удовлетворительные/неудовлетворительные
Испытания выполнены в присутствии:
Эксперт или экспертный орган
__________________________
имя, дата, подпись
Приложение ДА
(справочное)
Сведения
о соответствии ссылочных международных стандартов
ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ЕН ИСО 23277 |
- |
* |
|
ЕН ИСО 23278 |
- |
* |
|
ЕН 1418 |
MOD |
ГОСТ Р 53526-2009 «Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов» |
|
ЕН 1711 |
- |
* |
|
ЕН ИСО 11666 |
- |
* |
|
ЕН ИСО 23279 |
- |
* |
|
ИСО 4063 |
- |
* |
|
ИСО 4136 |
IDT |
ГОСТ Р ИСО 4136-2009 «Испытания разрушающие сварных соединений металлических материалов. Испытание на растяжение образцов, вырезанных поперек шва» |
|
ИСО 5173 |
- |
* |
|
ИСО 6520-2 |
IDT |
ГОСТ Р ИСО 6520-2-2009 «Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением» |
|
ИСО 9015-1 |
- |
* |
|
ИСО 9015-2 |
- |
* |
|
ИСО 6892-1 |
- |
* |
|
ИСО 14271 |
- |
* |
|
ИСО 15607:2003 |
IDT |
ГОСТ Р ИСО 15607-2009 «Технические требования и аттестация процедур сварки металлических материалов. Общие правила» |
|
ИСО 15608:2000 |
- |
* |
|
ИСО 15609-5 |
- |
* |
|
ИСО 15620:2000 |
- |
* |
|
ИСО 17637 |
- |
* |
|
ИСО 17638 |
- |
* |
|
ИСО 17639 |
- |
* |
|
ИСО 17640 |
- |
* |
|
ИСО 20482 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. |
||