 | Информационная система | |
СССР
ОТРАСЛЕВОЙ СТАНДАРТ
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ШВОВ
СВАРНЫХ СОЕДИНЕНИЙ
МОСТОВ, ЛОКОМОТИВОВ
И ВАГОНОВ
ОСТ 32 100-87
ЛЕНИНГРАД
РАЗРАБОТАН Министерством путей сообщения
ИСПОЛНИТЕЛИ:
А.К. Гурвич, доктор техн. наук (руководитель темы); В.Н. Коншина при участии Л.И. Кузьминой, А.С. Кукли, Е.Л. Федоровой, Г.П. Доценко, А.В. Дукмасова, И.В. Кабанова, И.В. Лаптева.
ВНЕСЕН Министерством путей сообщения
УТВЕРЖДЕН И ВВЕДЁН В ДЕЙСТВИЕ Указанием Министерства путей сообщения от 25 ноября 1987 г., № Д-5966у
ОТРАСЛЕВОЙ СТАНДАРТ
|
Ультразвуковой контроль швов сварных соединений мостов, локомотивов и вагонов |
ОСТ 32 100-87 Введен впервые |
Указанием Министерства путей сообщения от 25.11.87 № Д-5966у
Срок введения установлен
с 01.01.1988 г.
Настоящий стандарт распространяется на ультразвуковой контроль швов сварных соединений в железнодорожных мостах, локомотивах и вагонах в условиях их изготовления, монтажа, эксплуатации и ремонта.
Стандарт устанавливает методы ультразвукового контроля сварных соединений из углеродистых и низколегированных сталей:
- стыковых соединений листов толщиной от 10 до 50 мм;
- стыковых соединений пакетов из двух листов, толщина которых не менее 10 мм;
- тавровых и крестовых соединений листов толщиной от 10 до 40 мм с технологическим проваром корня шва;
- соединений внахлёстку листов толщиной от 10 до 40 мм с целью выявления трещин, непроваров, несплавлений, пор и шлаковых включений, размеры которых находятся в пределах чувствительности метода. Характер дефектов и их действительные размеры не определяются.
Стандарт предусматривает определение в тавровых соединениях ширины непровара в диапазоне от 1 до 3 мм.
В стандарте учтены требования ГОСТ 14782-86, ГОСТ 20415-82, ГОСТ 18576-85 и СТ СЭВ 2857-81.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Объёмы и формы применения ультразвукового контроля
1.1.1. Необходимость и объем контроля, а также нормы допустимых дефектов определяется технической документацией на изготовление, монтаж, эксплуатацию и ремонт металлоконструкций1.
___________
1) Перечень некоторой документации приведен в справочном приложении 1.
1.1.2. Ультразвуковому контролю подлежат сварные соединения с полным проплавлением свариваемых элементов, удовлетворяющие требованиям дефектоскопичности:
- соотношение ширины валика в стыковом (размеров катетов в тавровом и нахлесточном) соединении и толщины металла в соединении обеспечивает возможность прозвучивания сечения шва акустической осью ультразвукового луча;
- имеется свободный доступ к околошовной зоне (зоне контроля) контролируемого участка шва шириной не менее 200 мм с обеих сторон одной плоскости стыкового соединения и соединения внахлестку, и с одной из плоскостей привариваемого листа таврового соединения;
- с противоположной поверхности листов в зоне контроля отсутствуют приваренные элементы, а также вмятины, поджоги и брызги металла, которые могут привести к отражениям от них ультразвуковых колебаний;
- радиус кривизны свариваемых листов в любом сечении не менее 500 мм.
1.1.3. Ультразвуковой контроль проводят после исправления дефектов, обнаруженных при внешнем осмотре и измерении соединения; необходимость контроля после термической обработки оговаривается в технологической документации на изделие.
1.1.4. Ультразвуковой контроль может производиться вслед за сваркой после остывания металла в зоне перемещения преобразователя ниже +40 °С.
Для обеспечения нормальных условий работы дефектоскописта, обуславливающих надежность и достоверность контроля, последний должен производиться, как правило, при температуре не ниже +5 °С и не выше +35 °С в замкнутом объёме и +45 °С на открытом воздухе.
1.1.5. Техническая документация на ультразвуковой контроль конкретных соединений (технологические карты, производственные инструкции) должна соответствовать требованиям настоящего стандарта.
Допускается применение документации на контроль, содержащей отступления от требований настоящего стандарта или включающей новые методические решения, согласованной с головной организацией по контролю в отрасли или с заказчиком.
1.1.6. Ультразвуковую дефектоскопию сочетают с методами рентгено - или гаммаграфирования для контроля стыковых швов при необходимости:
- уточнить размеры и характер выявленных ультразвуком дефектов;
- повысить надежность и объективность контроля путем просвечивания мест пересечений соединений, а также выборочного просвечивания участков, в которых по данным ультразвуковой дефектоскопии отсутствуют недопустимые дефекты;
- проверить качество работы дефектоскописта при ультразвуковом контроле.
Возможность и необходимость сочетания указанных методов оговаривается в производственных инструкциях (технологических картах) на контроль.
1.1.7. При сочетании ультразвуковой дефектоскопии с методами рентгено- или гаммаграфирования окончательная оценка качества каждого в отдельности шва производится на основе результатов того метода, который в данном конкретном случае обеспечивает наибольшую надежность выявления недопустимых дефектов и достоверность результатов контроля.
1.1.8. Для выявления поверхностных дефектов рекомендуется применять магнитные или капиллярные методы контроля.
1.2. Условия и порядок введения ультразвукового контроля
1.2.1. Предпосылкой к введению предприятием ультразвукового контроля конкретных сварных соединений является наличие данных, подтверждающих надежность обнаружения недопустимых дефектов. Эти данные могут быть получены в результате предварительных экспериментальных исследований, проведенных предприятием по контролю соединений, или в результате практического применения ультразвуковой дефектоскопии на другом предприятии для контроля аналогичных по всем параметрам (марка металла, вид и размеры соединения, технология сварки) соединений.
1.2.2. Ультразвуковой контроль может быть введен на предприятии после получения разрешения от головной организации (или заказчика) при условии выполнения требования п. 1.2.1 и при наличии на предприятии производственных инструкций (или технологических карт) на ультразвуковой контроль сварных швов и квалифицированных специалистов.
1.2.3. Для получения разрешения заинтересованное предприятие без соблюдения определенной формы представляет соответствующей головной организации (или заказчику) заявку.
К заявке должны быть приложены:
- материалы, подтверждающие выполнение предприятием требований, изложенных в п. 1.2.1;
- инструкции (технологические карты) по ультразвуковому контролю, составленные в соответствии с требованиями настоящего стандарта;
- справка о наличии специалистов по ультразвуковому контролю с указанием организации, выдавшей им удостоверение на право контроля.
1.2.4. В производственных инструкциях (технологических картах) должны быть отражены:
тип и основные размеры швов, на контроль которых распространяется документ;
техническая документация, определяющая требования к качеству соединения;
максимальные размеры валика и катетов швов, требования к качеству контактной поверхности и другие требования к соединению, обеспечивающие его дефектоскопичность;
тип прибора, преобразователей, образцы и вспомогательные приспособления;
параметры контроля (частота упругих колебаний, диаметр преобразователя, стрела преобразователя, угол ввода луча, чувствительность оценки (предельная, условная или эквивалентная), мертвая зона, параметры сканирования (способ прозвучивания, схема сканирования, шаг сканирования, пределы перемещения преобразователя, превышение чувствительности поиска под чувствительностью оценки), параметры селектирования;
измеряемые характеристики (признаки) и их значение для классификации выявленных дефектов на виды «допустимые», «недопустимые» и «возможно допустимые»
1.3. Квалификация специалистов по ультразвуковому контролю
1.3.1. В соответствии с «Положением по аттестации специалистов по неразрушающему контролю» специалистов по ультразвуковому контролю разделяют на три уровня квалификации:
I-й уровень - помощники дефектоскописта (дефектоскописты 1 или 2-го разряда), лаборанты;
II-й уровень - дефектоскописты, старшие дефектоскописты (дефектоскописты 3 - 6 разряда), старшие техники, техники, старшие лаборанты;
III-й уровень - руководители подразделений по неразрушающему контролю, старшие инженеры, инженеры.
Требования к подготовке, квалификации и аттестации специалистов трех уровней изложены в справочном приложении 2.
1.3.2. К руководству работами по неразрушающему контролю допускаются специалисты III-го уровня.
1.3.3. К оценке качества сварных соединений по результатам ультразвукового контроля допускаются специалисты II и III-го уровней.
1.3.4. К выполнению контроля допускаются специалисты II-го уровня, а также специалисты I-го уровня, прошедшие производственную стажировку с дефектоскопистом II-го уровня в течение минимум двух месяцев.
1.3.5. Подготовку специалистов I и II-го уровня следует проводить в соответствии с «Типовой программой подготовки дефектоскопистов по ультразвуковому контролю качества сварных соединений в металлоконструкциях железнодорожного транспорта» (рекомендуемое приложение 20).
При подготовке специалистов I и II-го уровня квалификации рекомендуется применять тренажеры для привития им навыков по соблюдению параметров сканирования.
Об окончании курса обучения специалистам выдается удостоверение (рекомендуемое приложение 21).
1.3.6. Аттестация и переаттестация специалистов должна проводиться в соответствии с «Положением по аттестации специалистов по неразрушающему контролю» (приложение 2).
1.3.7. Проверка практических навыков и умения по ультразвуковому контролю сварных соединений при аттестации и переаттестации специалистов I и II-го уровней квалификации должна проводиться на образцах соединений с моделями дефектов, на образцах соединений с реальными дефектами, а также при возможности на тренажерах. Тип и количество образцов соединений, контролируемых каждым специалистом, устанавливает комиссия.
1.3.8. Результаты аттестации и переаттестации должны быть оформлены протоколами (рекомендуемое приложение 22): а специалистам выдано удостоверение в соответствии с «Положением по аттестации специалистов по неразрушающему контролю».
1.3.9. Специалисты, показавшие неудовлетворительные знания при аттестации или переаттестации, а также специалисты I и II-го уровней квалификации, имеющие перерыв в работе более шести месяцев, лишаются права на выполнение контроля впредь до прохождения переаттестации.
Специалисты I и II-го уровней квалификации, которые по данным инспекционного контроля дважды в процессе ультразвуковой дефектоскопии в течение года пропустили недопустимые дефекты в сварных соединениях, лишаются права на выполнение контроля с соответствующей записью во вкладыше удостоверения впредь до прохождения соответствующей переподготовки и аттестации.
1.4. Организация работ по контролю
1.4.I. Для разработки производственных инструкций (технологических карт) на ультразвуковой контроль, выполнения контроля, технического обслуживания, ревизии и ремонта аппаратуры, а также обобщения и анализа результатов контроля с целью оценки стабильности и уровня технологического процесса сварки, на предприятии должно быть организовано подразделение (лаборатория, группа) ультразвукового контроля.
1.4.2. Администрация предприятия должна выделить для подразделения соответствующие помещения, достаточные для хранения, ревизии и ремонта дефектоскопов и преобразователей, проведения учебно-методических и подготовительных к контролю работ, оформления документации.
Рекомендации по оборудованию помещений и оснащению подразделений ультразвукового контроля изложены в приложении 3.
1.4.3. При наличии в подразделении более пяти дефектоскопов должен быть организован участок ремонта дефектоскопов и преобразователей.
1.4.4. Работники, выполняющие ультразвуковой контроль, должны быть обеспечены спецодеждой.
1.4.5. Подразделение ультразвукового контроля организуется и действует на основании Положения о подразделении (лаборатории или группы), утвержденного руководителем предприятия.
В Положении должен быть, в частности, оговорен порядок представления ведомостей (заявок) на ультразвуковой контроль.
1.4.6. Места контроля в заводских условиях должны обеспечивать удобное для дефектоскопистов расположение контролируемых участков соединения, быть оснащены розетками (разъемами) сети электропитания и шинами для заземления аппаратуры.
1.4.7. При контроле в условиях монтажа и ремонта металлоконструкций:
должны быть оборудованы леса и подмостки, обеспечивающие удобное взаимное расположение дефектоскописта, аппаратуры и контролируемого участка соединения, защиту их от осадков;
при температуре воздуха ниже +5 °С должны быть оборудованы соответствующие тепляки;
не должно быть ярких источников света (постов электросварки, резки и т.п.);
не должны проводиться работы, загрязняющие воздух и вызывающие вибрацию контролируемого соединения;
должны быть приняты меры к защите экрана дефектоскопа при работе в дневное время или при основном искусственном освещении от попадания прямого света.
1.4.8. Требования представителей подразделения ультразвукового контроля по созданию условий, необходимых для обеспечения надежности ультразвукового контроля, являются обязательными для исполнения администрацией предприятия, представляющей соединения на контроль.
1.4.9. Соединения, представляемые на контроль, должны:
быть очищены от брызг металла, отслаивающейся окалины, грязи и пыли по всей длине контролируемых участков в зонах, ширина которых оговорена в технологических картах;
не иметь недопустимых подрезов и превышений ширины валика (размеров катетов) над установленной соответствующим стандартом;
не иметь наплывов и резких перепадов, создающих отражения ультразвуковых колебаний и не позволяющих выявить дефекты.
Дополнительные требования к подготовке соединения под контроль, предъявляемые представителями подразделения ультразвукового контроля, должны быть выполнены работниками предприятия, представляющего соединение на контроль, включая зачистку зоны перемещения преобразователя при неудовлетворительном для ультразвукового контроля состоянии поверхности проката и зачистку заподлицо с основным металлом валика шва в корне стыкового соединения с V-образной разделкой листов толщиной менее 20 мм и в местах пересечений швов любой толщины.
Шероховатость поверхности при механической обработке зон должна быть не ниже Rz 40 мкм по ГОСТ 2789-73.
1.4.10. Контроль сварных швов должен проводиться звеном из двух дефектоскопистов. Допускается выполнение контроля одним дефектоскопистом, если при этом гарантируется безопасность работы и достоверность результатов контроля. Ориентировочные нормы времени на контроль швов приведены в справочном приложении 25.
1.4.11. Ультразвуковой контроль швов особо ответственных соединений должен проводиться последовательно и независимо двумя звеньями; перечень таких соединений определяется документацией на изделие (конструкцию).
1.4.12. Швы, проверенные каждым звеном (дефектоскопистом) за смену, должны подвергаться выборочному инспекционному ультразвуковому контролю в объёме не менее 5 %. Инспекционный контроль выполняется дефектоскопистом более высокого разряда или уровня квалификации. В случае обнаружения при инспекционном контроле неправильной оценки качества шва сварные швы, проверенные данным звеном (дефектоскопистом), должны быть повергнуты этим звеном повторному контролю с выдачей новых заключений.
Представитель заказчика или ОТК предприятия имеет право потребовать выполнение повторного контроля отдельных участков сварных соединений, в том числе и с применением других методов неразрушающего контроля.
2. АППАРАТУРА
2.1. Для ультразвукового контроля должна применяться аппаратура отечественного производства, включающая:
ультразвуковой импульсный дефектоскоп;
преобразователи промышленного изготовления;
стандартные образцы;
испытательные образцы, если они предусмотрены производственной инструкцией (технологической картой) на контроль;
вспомогательные устройства и приспособления для соблюдения заданных параметров сканирования, если применение их предусмотрено производственной инструкцией (технологической картой) на контроль;
специальные преобразователи, вспомогательные приспособления и шкалы для измерения характеристик выявленных дефектов с целью идентификации их по классам, если применение этих преобразователей, приспособлений и шкал предусмотрено производственной инструкцией (технологической картой) на контроль.
Допускается применение преобразователей, изготовленных на предприятии и аттестованных в установленном порядке.
2.2. Ультразвуковые дефектоскопы должны позволять регистрировать объективный документ контроля, содержащий информацию о наличии акустического контакта в процессе ручного или механизированного сканирования соединения, реализованных параметрах сканирования и об условных размерах и месторасположении выявленных на этапе поиска возможных дефектов.
Допускается применение ультразвуковых дефектоскопов без регистрации документа контроля при сканировании вручную.
2.3. Дефектоскопы должны работать в импульсном режиме. Частота излучаемых упругих колебаний должна составлять 2,5 МГц ± 10 %, а динамический диапазон изменения на входе дефектоскопа амплитуды эхо-сигнала, наблюдаемого на индикаторе (экране электроннолучевой трубки), должен быть не менее 10 дБ.
2.4. Дефектоскопы должны иметь аттенюатор с ценой деления не более 2 дБ, звуковой индикатор, громкость звука которого пропорциональна амплитуде принимаемого эхо-сигнала, и глубиномер для определения координат расположения выявленных отражателей.
Допускается применять дефектоскоп со звуковым индикатором, громкость звука которого не изменяется после превышения амплитудой сигнала некоторого значения.
2.5. На корпусе преобразователей должна быть нанесена метка, соответствующая проекции точки выхода луча на боковую плоскость преобразователя. Отклонение метки от истинного положения не должно превышать 1 мм. Угол ввода луча не должен отличаться от номинального значения, указанного в инструкциях (технологических картах) на контроль, более чем на ±2°.
2.6. Стандартные образцы должны соответствовать ГОСТ 14782-86. Допускается вместо стандартных образцов CО-3 и СО-2 применять образец СО-2Р по ГОСТ 18576-85 (Приложение 4).
Указанные образцы должны быть аттестованы в установленном порядке.
2.7. Испытательные образцы должны быть изготовлены из стали, используемой в контролируемой металлоконструкции. В качестве эталонных отражателей должны использоваться боковые цилиндрические отверстия диаметром 2 мм, длина которых превышает ширину ультразвукового пучка. Рекомендации по изготовлению и аттестации образцов приведены в приложении 5.
2.8. Вспомогательные приспособления для соблюдения параметров сканирования должны обеспечивать перемещение преобразователя по заданной траектории посредством механизма (двигателя) вручную.
Скорость перемещения преобразователя вручную не должна превышать 100 мм/с.
2.9. Специальные преобразователи должны быть рассчитаны на излучение и прием ультразвуковых колебаний частотой 2,5 МГц и иметь независимо от угла ввода луча a единые значения параметров мнимого излучателя.
Специальные преобразователи должны быть аттестованы. Рекомендации по их изготовлению и аттестации приводятся в приложении 6.
2.10. В состав приспособлений для измерения характеристик выявленных дефектов могут входить приспособления для измерения условных линейных (Dх, DН, DL) и угловых (Dg) размеров.
Конструктивные варианты приспособлений приведены в рекомендуемом приложении 7.
2.11. Каждый дефектоскоп должен иметь паспорт или формуляр. Дефектоскопы каждого типа должны иметь техническое описание, инструкцию по эксплуатации и методику поверки.
2.12. Каждый преобразователь должен иметь порядковый номер. Первоначальные параметры каждого преобразователя (номинальная частота, размеры пьезопреобразователя, угол ввода луча в сталь, стрела) должны быть занесены в «Журнал учета преобразователей». Изъятие преобразователей вследствие их выхода из строя должно отмечаться в журнале.
2.13. Дефектоскопы и преобразователи, находящиеся в распоряжении дефектоскопистов, должны быть в рабочем состоянии. Проверка работоспособности с определением основных параметров дефектоскопа с преобразователями должна производиться в соответствии с ГОСТ 14782-86 по методике проверки дефектоскопов лицом, ответственным за состояние аппаратуры, не реже одного раза в месяц. Результаты проверки должны быть занесены в «Журнал учета преобразователей» и «Журнал ревизии дефектоскопов».
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Подготовка аппаратуры
3.1.1. Перед выходом на объект контроля дефектоскоп должен быть укомплектован преобразователями, образцами, шкалами (диаграммами), вспомогательными приспособлениями, указанными в производственной инструкции (технологической карте) на контроль, миллиметровой линейкой, а также кистью, контактирующей жидкостью, обтирочным материалом, мелом (краской) и чертилкой для отметки дефектных участков, ручкой (карандашом) и журналом (картой) для регистрации результатов контроля.
3.1.2. Работоспособность дефектоскопа с одним из отобранных преобразователей должна быть проверена на стандартном образце СО-2 или СО-2Р путем оценки работоспособности аттенюатора и динамического диапазона индикатора.
3.1.2.1. Работоспособность аттенюатора оценивают путем измерения амплитуд N (44) и N (15)* эхо-сигналов от отражателя диаметром 6 мм при озвучивании его с двух противоположных поверхностей образца преобразователем с углом a = 65° ± 2° при выведенной временной регулировке чувствительности.
____________
* В скобках указана глубина расположения цилиндрического отражателя диаметром 6 мм в стандартном образце СО-2 или СО-2Р.
Работоспособность аттенюатора считается удовлетворительной, если N (15) - N (44) = 14 ± 2 дБ.
3.1.2.2. Динамический диапазон оценивают по ослаблению D в децибелах аттенюатором, которое необходимо для уменьшения амплитуды эхо-сигнала от отражателя диаметром 6 мм в стандартном образце СО-2 или CО-2P от максимальной величины до величины 2 - 4 мм по экрану индикатора.
Динамический диапазон считается достаточным, если D > 10 дБ.
3.1.3. Дефектоскоп с преобразователем должен быть проверен на соответствие стрелы преобразователя, угла ввода луча, чувствительности, мертвой зоны и погрешности глубиномера значениям, заданным в производственной инструкции (технологической карте) на контроль.
Угол ввода луча не должен отличаться от заданного значения более чем на ±2°.
Чувствительность дефектоскопа с преобразователем должна превышать заданную чувствительность поиска не менее, чем на 4 дБ. Мертвая зона М при чувствительности поиска не должна превышать заданного значения.
Погрешность глубиномера при измерении интервала времени должна быть не более ±1 мкс, а координат отражателя в пределах от 15 до 45 мм не более ±2 мм.
3.1.3.1. Проверку стрелы преобразователя и угла ввода луча следует выполнять по стандартным образцам СО-3 и СО-2 по ГОСТ 14782-86 или по СО-2Р по ГОСТ 18576-85 (приложение 4).
3.1.3.2. Проверку чувствительности и мертвой зоны следует выполнять по стандартному образцу СО-2 или СО-2Р, или по испытательному образцу. Тип образца должен быть указан в производственной инструкции (технологической карте) на контроль.
3.1.3.3. Проверку глубиномера следует производить по стандартному образцу СО-2 или СО-2Р.
Измеренное с использованием прямого преобразователя значение времени распространения ультразвуковых колебаний в прямом и обратном направлениях между рабочими поверхностями образца должно быть равно (20 ± 1) мкс.
Измеренные значения глубины расположения цилиндрического отражателя диаметром 2b0 = 6 мм должны быть равны (44 - 3 соsa) ± 2 мм и (15 - 3 соsa) ± 2 мм.
3.2. Подготовка сварного соединения к контролю и выбор параметров контроля
3.2.1. Перед контролем дефектоскопист должен убедиться в соответствии сварного соединения требованиям производственной инструкции (технологической карты) на контроль, обеспечивающим дефектоскопичность соединения. На соединении и в журнале (карте) контроля должны быть отмечены участки швов, которые не могут быть проконтролированы из-за неудовлетворительного качества контактной поверхности или невозможности доступа к ним.
3.3.2. Подготовленные к контролю контактные поверхности непосредственно перед контролем необходимо тщательно протереть ветошью и покрыть слоем контактирующей жидкости (минеральное масло, солидол, технический глицерин и другие контактные смазки).
3.2.3. Для эталонирования предельной чувствительности по стандартному образцу CО-2 или СО-2Р или испытательному образцу второго вида должно быть оценено в децибелах отношение DN коэффициента прозрачности контактной поверхности соединения и соответствующего коэффициента для образца.
Методика оценки отношения DN коэффициентов прозрачности приведена в рекомендуемом приложении 8.
3.2.4. Способ прозвучивания сварного соединения и способ сканирования, а также угол ввода луча a и превышение Sпп/Sпо чувствительности поиска Sпп над чувствительностью оценки Sпо задаются производственной инструкцией (технологической картой).
Способ продольно-поперечного сканирования целесообразно применять на этапе поиска дефектов сварных соединений большой протяженности.
Рекомендуемые способы прозвучивания приведены в приложениях 9 - 14.
3.2.5. Шаги сканирования (продольного Dсе или поперечного Dсt) должны быть определены с учетом заданного соотношения Sпп/Sпо и диаграммы направленности поля преобразователя.
Методика определения максимальных шагов сканирования ![]() и
и ![]() приведена
в рекомендуемом приложении 15. За номинальное значение шага сканирования при
ручном контроле, которое должно соблюдаться в процессе контроля, следует принимать
значения:
приведена
в рекомендуемом приложении 15. За номинальное значение шага сканирования при
ручном контроле, которое должно соблюдаться в процессе контроля, следует принимать
значения: ![]() ;
; ![]() .
.
3.2.6. Настройку чувствительности при контроле сварных соединений толщиной 20 мм и менее следует производить по цилиндрическим отражателям диаметром 2 мм, выполненным в испытательных образцах первого или второго вида на глубине Но, соответствующей середине контролируемой зоны (табл. 3.1).
Настройку чувствительности при контроле сварных соединений толщиной более 20 мм следует проводить по цилиндрическому отражателю диаметром 6 мм, выполненному на глубине 44 мм в стандартном образце СО-2 или СО-2Р, и соответствующей SКН-диаграмме. При этом коэффициент Кg выявляемости дефекта следует выбирать по SКН-диаграмме в предположении, что искомый дефект расположен на глубине Hо, соответствующей середине контролируемой зоны (табл. 3.1).
Таблица 3.1
Глубина Но расположения отражателя (искомого дефекта) при настройке чувствительности при контроле соединений толщиной d (табл. 3.2)
|
Способы прозвучивания |
Угол ввода Hо, мм |
||
|
Стыковое |
m = 0 |
a1 |
0,75d |
|
m = 1 |
a2 |
1,75d |
|
|
Тавровое |
m = 0 |
a1 |
0,75d + 0,5К2 |
|
m = 1 |
a2 |
1,75d + 0,5К2 |
|
|
m = 1 |
aср |
1,5d |
|
|
Внахлестку |
m = 1 |
a1 |
2d2 + 0,5d1 |
При настройке чувствительности по SКН-диаграммам должна быть выключена временная регулировка чувствительности и должно быть учтено отношение DN коэффициента прозрачности контактных поверхностей соединения и соответствующего коэффициента для стандартного образца.
3.2.6.1. Настройка чувствительности сводится к установлению показания аттенюатора Nхo. Для этого преобразователь размещают на испытательном или стандартном образце в положении, при котором амплитуда эхо-сигнала от соответствующего цилиндрического отражателя максимальна, ручками (кнопками) аттенюатора доводят амплитуду эхо-сигнала на экране дефектоскопа до некоторого уровня (уровня измерения). Запоминают положение No аттенюатора. Затем изменяют показание аттенюатора на величину Кg. При контроле соединений толщиной менее 20 мм величина Кg задается в производственной инструкции (технологической карте). При контроле соединений толщиной более 20 мм величина Кg определяется по соответствующей SКН-диаграмме для значения предельной чувствительности, указанного в производственной инструкции, и задается в технологической карте.
Если контактная поверхность образца по чистоте обработки отличается от контактной поверхности контролируемого соединения, до дополнительно следует уменьшить показания аттенюатора на величину DN отношения коэффициентов прозрачности контактных поверхностей соединения и образца. В общем случае показание аттенюатора Nхo будет равно:
|Nхo| = |Nо| + |Кg| - |DN|.
3.2.6.2. Рекомендации по настройке чувствительности приведены в рекомендуемых приложениях 9 - 14. SКН-диаграммы для типовых преобразователей приведены в справочном приложении 16.
При использовании преобразователей с едиными параметрами мнимых излучателей настройку чувствительности осуществляют по обобщенной SКН-диаграмме (приложение 16) и образцу, эскиз которого приведен в приложении 16.
3.2.6.3. Допускается производить настройку дефектоскопа на заданную условную чувствительность по стандартному образцу СО-2 (СО-2Р) или стандартному образцу CО-1.
3.2.7. Сварные соединения с недопустимыми поверхностными дефектами и соединения, ширина валиков (катетов) которых больше величины, приведенной в производственной инструкции (технологической карте) на контроль, ультразвуковому контролю не подвергаются.
3.3. Размещение и настройка дефектоскопа
3.3.1. Дефектоскоп, образцы и вспомогательные приспособления размещают непосредственно на контролируемом соединении или вблизи его на расстоянии не далее 1,5 м от контролируемого участка шва. При необходимости укрепляют и заземляют дефектоскоп. Необходимость заземления должна быть отражена в производственной инструкции (технологической карте), рассчитанной на применение приборов конкретного типа.
Аппаратуру с регистрацией результатов контроля подготавливают к работе в соответствии с прилагаемой к аппаратуре инструкцией по эксплуатации. При автоматизированном контроле на соединении устанавливают излучатель опорного сигнала приставки контроля за качеством акустического контакта. Общая работоспособность аппаратуры и приставки должна быть проверена с фиксацией результатов на документе контроля.
3.3.2. После включения аппаратуры и проверки её общей работоспособности следует:
3.3.2.1. Настроить дефектоскоп на заданную чувствительность оценки по стандартному или испытательному образцу.
Ручку «ВРЧ» установить в крайнее левое положение, при котором шумы из призмы преобразователя отсутствуют на экране дефектоскопа и не вызывают срабатывание индикаторов.
3.3.2.2. Проверить мертвую зону дефектоскопа с преобразователем по стандартному образцу СО-2 или СО-2Р, или по испытательному образцу. Мертвая зона при заданной настройке чувствительности не должна превышать 3 мм для преобразователя с углом ввода луча a ³ 60° и 8 мм для преобразователя с углом ввода луча от 45 до 60°.
3.3.2.3. Настроить систему временной селекции (длительность развертки дефектоскопа) так, чтобы длительность Т селектирующего импульса и интервал t его задержки относительно зондирующего импульса соответствовали толщине h контролируемого слоя и глубине Н его расположения. Выражения для расчета h, H, T и t приведены в табл. 3.2.
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. Контроль проводят в два этапа (как правило, совмещенных во времени):
- этап поиска дефектов;
- этап оценки сомнительных сечений, в которых по результатам первого этапа предполагается наличие дефектов.
4.2. Перед началом поиска дефектов необходимо увеличить чувствительность в Sпп/Sпо раз. Значение Sпп/Sпо должно быть указано в производственной инструкции (технологической карте) на контроль. Рекомендуемое значение Sпп/Sпо = 6 - 12 дБ.
4.3. На этапе поиска дефектов при механизированном контроле с регистрацией документа следует руководствоваться соответствующей инструкцией по эксплуатации и техническому обслуживанию аппаратуры.
4.4. На этапе поиска дефектов при контроле вручную преобразователь следует перемещать без особого усилия, обеспечивая надёжный акустический контакт и заданный шаг сканирования, со скоростью, не превышающей 100 мм/с. При любой схеме сканирования следует располагать преобразователь перпендикулярно к шву и в процессе перемещения систематически поворачивать его в обе стороны на 10 ... 15°.
Для обнаружения поперечных трещин в стыковом соединении следует прозвучивать шов с каждой из двух сторон, перемещая преобразователь вдоль валика шва таким образом, чтобы плоскость падения волны составляла с продольной осью шва угол 10 ... 40°.
Таблица 3.2
Способы прозвучивания и параметры селектирования при контроле сварных соединений
|
Способ прозвучивания и угол ввода луча |
Параметры селектирования Т и t, мкс |
||
|
Т = 0,92h/cosa t = 0,92H/cosa |
|||
|
h, мм |
Н, мм |
||
|
1 |
2 |
3 |
4 |
|
|
m = 0; a = a1 m = 1; a = a2 |
h = d - 2 мм h = d - 4 мм |
H = 0 H = d + 2 мм |
|
|
m = 1; a = aср m = 0; a = a1 m = 1; a = a2 |
h = d - 4 мм h = d + К2 h = d + К2 |
H = d + 2 мм H = 0 H = d + 2 мм |
|
|
m = 1; a = a1 m = 1; a = a2 |
h = d1 + d2 - 2 мм h = d1 |
H = d2 + 2 мм H = 2d2 |



Для выявления дефектов, расположенных у торцов в стыковых, тавровых и нахлесточных соединениях, следует дополнительно прозвучивать зону у каждого торца, постепенно поворачивая преобразователь в пределах до 45° между торцом соединения и плоскостью падения волны.
Конкретные рекомендации по поиску дефектов должны быть указаны в производственной инструкции (технологической карте) на контроль.
4.5. Признаком обнаружения дефекта при ручном контроле является срабатывание индикатора (звукового, цифрового и т.п.) и при наличии в дефектоскопе ЭЛТ - импульс на экране в пределах установленной зоны временной селекции.
При автоматизированном контроле об обнаружении возможного дефекта судят по отметке на документе контроля.
4.6. Сомнительные сечения, зафиксированные на этапе поиска, должны быть отмечены на соединении.
4.7. Сомнительные сечения должны быть повторно проконтролированы при чувствительности оценки с измерением:
- максимальной амплитуды Ng max эхо-сигнала от дефекта, дБ;
- координат дефекта (глубины расположения Hg и расстояния Lg от точки ввода луча до проекции дефекта на контактную поверхность), мм;
- условной протяженности ![]() , мм;
, мм;
- максимальной амплитуды No эхо-сигнала от соответствующего эталонного отражателя, дБ и вычислением коэффициента выявляемости дефекта Кg.
Координаты Hg и Lg и условную протяженность DLg измеряют и коэффициент Kg определяют для дефектов, максимальная амплитуда Ng max эхо-сигналов от которых |Ng max| ³ |Nхо| - 6.
4.7.1. Коэффициент выявляемости дефекта следует определять относительно соответствующего эталонного отражателя в испытательном образце при контроле соединений листов толщиной d £ 20 мм и относительно эталонного отражателя в СО-2 (или СО-2Р) на глубине 44 мм при контроле соединений листов толщиной d > 20 мм. Коэффициент выявляемости дефекта определяют по выражению:
Кg = |Ng max| + |DN| - |Nо|,
где DN - отношение коэффициентов прозрачности (приложение 8).
4.7.3. Условную протяженность ![]() в
миллиметрах измеряют между крайними положениями преобразователя, перемещаемого
вдоль сварного соединения, при которых амплитуда Ng эхо-сигнала
от дефекта соответствует величине |Nхо| - 6 (черт.), т.е.
в
миллиметрах измеряют между крайними положениями преобразователя, перемещаемого
вдоль сварного соединения, при которых амплитуда Ng эхо-сигнала
от дефекта соответствует величине |Nхо| - 6 (черт.), т.е.
|Ng| = |Nхо| - 6.
4.8. Результаты контроля участков швов, в которых координаты отражающей поверхности не совпадают с поверхностью соединения и амплитуда Ng max эхо-сигналов от дефектов, в которых |Ng max| > |Nхо| - 6, должны быть отражены в журнале (карте) контроля. При этом должны быть указаны:
- расстояние от середины участка до торца соединения или другого начала отсчета;
- глубина Нg расположения отражающей поверхности;
- амплитуды Ng max, Nо и коэффициент выявляемости Кg;
- условная протяженность ![]() .
.
Иллюстрация измерения условных размеров выявленных дефектов

Черт.
5. ОЦЕНКА КАЧЕСТВА ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
5.1. Качество швов сварных соединений оценивают в соответствии с требованиями, приведенными в технических условиях, на изделие, утверждённых в установленном порядке.
5.2. Основными измеряемыми характеристиками выявленных дефектов являются:
а) эквивалентная площадь дефекта Sэ или коэффициент выявляемости Kg дефекта;
б) условные размеры дефекта;
в) условное расстояние между дефектами;
г) координаты дефекта в сечении шва с учётом типа и размеров соединения;
д) число дефектов на определенной длине шва.
5.3. Эквивалентную площадь дефекта следует определять для сварных соединений толщиной более 20 мм по SКН-диаграммам.
5.4. Условными размерами выявленного дефекта являются (см. черт.):
условная протяженность ![]() ;
;
условная ширина ![]() ;
;
условная высота ![]() .
.
Условную протяженность ![]() в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к его оси.
в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к его оси.
Условную ширину ![]() в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого перпендикулярно шву.
в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого перпендикулярно шву.
Условную высоту ![]() в миллиметрах
измеряют как разность значений глубины расположения дефекта при крайних
положениях преобразователя, перемещаемого перпендикулярно шву.
в миллиметрах
измеряют как разность значений глубины расположения дефекта при крайних
положениях преобразователя, перемещаемого перпендикулярно шву.
За крайние положения преобразователя принимают те, при которых амплитуда Ng эхо-сигнала от выявленного дефекта |Ng| = |Nхо| - 6.
Условную ширину ![]() и условную высоту
и условную высоту ![]() дефекта
измеряют в сечении шва, где эхо-сигнал от дефекта имеет наибольшую амплитуду,
при одних и тех же крайних положениях преобразователя.
дефекта
измеряют в сечении шва, где эхо-сигнал от дефекта имеет наибольшую амплитуду,
при одних и тех же крайних положениях преобразователя.
5.5. Перечень измеряемых характеристик, используемых для оценки качества швов сварных соединений, должен указываться в производственной инструкции (технологической карте) на контроль.
5.6. Условное расстояние Dl в миллиметрах (см. черт.) между рядом расположенными дефектами определяют по расстоянию между положениями преобразователя, соответствующими:
- для
дефекта с условной протяженностью ![]() > 10 мм - крайнему положению преобразователя,
при
котором была измерена
условная протяженность этого дефекта;
> 10 мм - крайнему положению преобразователя,
при
котором была измерена
условная протяженность этого дефекта;
- для дефекта с условной протяженностью ![]() £ 10 мм - положению преобразователя, при котором амплитуда эхо-сигнала от дефекта максимальна.
£ 10 мм - положению преобразователя, при котором амплитуда эхо-сигнала от дефекта максимальна.
5.7. Дополнительными характеристиками выявленного дефекта являются его конфигурация и ориентация.
Для оценки ориентации и конфигурации выявленного дефекта применяют:
а) сравнение условных размеров ![]() и
и ![]() выявленного
дефекта с расчётными или измеренными значениями условных размеров
выявленного
дефекта с расчётными или измеренными значениями условных размеров ![]() и
и ![]() ненаправленного
отражателя, расположенного на той же глубине, что и выявленный дефект. При
измерении условных размеров
ненаправленного
отражателя, расположенного на той же глубине, что и выявленный дефект. При
измерении условных размеров ![]() ,
, ![]() ,
, ![]() ,
, ![]() за крайние
положения преобразователя принимают такие, при которых амплитуда эхо-сигнала на
6 дБ меньше её максимального значения;
за крайние
положения преобразователя принимают такие, при которых амплитуда эхо-сигнала на
6 дБ меньше её максимального значения;
б) сравнение амплитуды ![]() сигнала
дифрагированной на дефекте непосредственно падающей сдвиговой волны с
амплитудой
сигнала
дифрагированной на дефекте непосредственно падающей сдвиговой волны с
амплитудой ![]() сигнала дифрагированной на том же
дефекте сдвиговой волны, претерпевшей предварительно зеркальное отражение от
внутренней поверхности стыкового соединения (приложение 17);
сигнала дифрагированной на том же
дефекте сдвиговой волны, претерпевшей предварительно зеркальное отражение от
внутренней поверхности стыкового соединения (приложение 17);
в) сравнение максимальной амплитуды эхо-сигнала V1, отраженного от выявленного дефекта обратно к ближнему от шва преобразователю, с максимальной амплитудой эхо-сигнала V2, претерпевшего зеркальное отражение от внутренней поверхности стыкового соединения толщиной более 40 мм и принимаемого двумя преобразователями, включенными по совмещенной схеме (по схеме «тендем»).
Необходимость, возможность и методика оценки конфигурации и ориентации выявленного дефекта для соединения каждого типа и размеров должны оговариваться в производственной инструкции (технологической карте) на контроль.
5.8. По результатам контроля качество сварного шва оценивают по системе «годен», «не годен», «условно не годен»:
- «годным» считают шов без дефектов или с дефектами, допустимыми по техническим требованиям к качеству швов сварных соединений;
- «не годным» считают шов с дефектами, не допустимыми по техническим требованиям к качеству швов сварных соединений;
- «условно не годным» считают шов с дефектами, которые по результатам ультразвукового контроля отнесены к категории «возможно допустимые»; такой шов должен быть подвергнут дополнительному контролю методом просвечивания для уточнения характера и размеров, выявленных дефектов. При отсутствии возможности выполнить просвечивание, такой шов относят к категории «не годен».
5.9. К недопустимым дефектам в сварных швах относят:
- любой дефект, эквивалентная площадь Sэ которого превышает заданное значение Sэ* или амплитуда эхо-сигнала Ng max ³ Nхо;
- любой дефект, амплитуда Ng max эхо-сигнала от которого |Nхо| - 6 < |Ng max| < |Nхо|,
но условная протяженность которого превышает заданное значение ![]() ;
;
- любые два дефекта, амплитуды Ng max эхо-сигналов от которых |Nхо| - 6 < |Ng max| < |Nхо|,
условная протяженность каждого из которых ![]() , но условное расстояние Dl между
которыми меньше заданного значения Dl*;
, но условное расстояние Dl между
которыми меньше заданного значения Dl*;
- любые дефекты, амплитуды Ng max эхо-сигналов от которых |Nхо| - 6 < |Ng max| < |Nхо|, количество k которых на заданной длине шва превышает заданное значение k*;
- любой дефект, амплитуда Ng max эхо-сигнала от которого |Ng max| > |Nхо| - 6, при обнаружении преобразователем, акустическая ось которого расположена под углом 100 ... 40° к продольной оси шва.
Значения Sэ*, ![]() , Dl*, k* должны быть указаны в производственной инструкции
(технологической карте) на контроль.
, Dl*, k* должны быть указаны в производственной инструкции
(технологической карте) на контроль.
Участки, отнесенные к категории «не годен» или «условно не годен» должны быть отмечены на соединении и в журнале (карте) контроля.
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
6.1. Данные контроля должны быть записаны в журнале и (или) в карте контроля, где должны быть указаны:
тип сварного соединения, индексы, присвоенные данному соединению, и характеристика сварного шва;
документ, по которому выполнен контроль;
тип, номер дефектоскопа;
реализованные параметры контроля;
непроконтролированные участки шва, подлежащие прозвучиванию;
результаты контроля;
дата контроля;
фамилия и подпись дефектоскописта.
Дополнительные сведения, подлежащие записи, а также порядок оформления и хранения журнала (карт) должны быть оговорены в производственной инструкции на контроль. Рекомендуемые формы журнала и карты контроля приведены в приложении 23.
6.2. При необходимости сокращенного описания результатов контроля каждый дефект или группу дефектов указывают отдельно и обозначают в следующей последовательности:
буквой, определяющей качественно признак оценки допустимости дефекта по эквивалентной площади (амплитуде эхо-сигнала), условной протяженности и условному расстоянию;
буквой, определяющей качественно условную протяженность дефекта, если она установлена;
буквой, определяющей конфигурацию дефекта, если она установлена;
цифрой, определяющей эквивалентную площадь выявленного дефекта, мм2 или его коэффициент выявляемости, дБ;
цифрой, определяющей наибольшую глубину залегания дефекта, мм;
цифрой, определяющей условную протяженность дефекта, мм;
цифрой, определяющей условную ширину дефекта, мм;
цифрой, определяющей условную высоту дефекта, мм или мкс.
6.3. Для сокращения записи должны применяться следующие обозначения:
Д - дефект, эквивалентная площадь Sэ которого превышает допустимое значение Sэ* или Ng max ³ Nхо;
Б - дефект, условная протяженность ![]() которого
превышает допустимое значение
которого
превышает допустимое значение ![]() ;
;
Г - дефект, условная протяженность
которого ![]() ;
;
Е - дефект, условная протяженность
которого ![]() ;
;
В - группа дефектов, отстоящих друг от друга на условном расстоянии Dl £ Dl*;
П - дефекты, для которых  или V1 < V2 или
или V1 < V2 или 
С - дефекты, для которых  или V1 > V2 или
или V1 > V2 или 
Т - дефекты, которые обнаруживаются при расположении преобразователя под .углом к оси шва и не обнаруживаются при расположении преобразователя перпендикулярно к оси шва.
Условную протяженность для дефектов типов Т не указывают,
В сокращенной записи числовые значения отделяют друг от друга и от буквенных обозначений дефисом.
Если числовое значение какой-либо измеряемой характеристики дефекта не определялось, то на соответствующем месте в сокращенной записи вместо буквы или цифры указывают 0.
Необходимость сокращенной записи и применяемые обозначения оговариваются в производственной инструкции на контроль. Пример сокращенной записи результатов контроля приведен в рекомендуемом приложении 18.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. При проведении работ по ультразвуковому контролю дефектоскописты должны соблюдать требования «Правил технической эксплуатации электроустановок потребителей», утверждённых Госэнергонадзором и согласованных с ВЦСПС, «Санитарных норм и правил при работе с оборудованием, создающим ультразвук, передаваемый контактным путём на руки работающих», утверждённых Минздравом СССР.
7.2. К проведению ультразвукового контроля допускаются лица, изучившие соответствующие разделы по технике безопасности производственной инструкции на контроль, а также прошедшие инструктаж по технике безопасности. Инструктаж, проверка знаний и оформление документации по технике безопасности проводятся в установленном для конкретных условий работ порядке.
7.3. При выполнении контроля должно быть обеспечено отсутствие посторонних предметов, ограничивающих свободный доступ дефектоскописта к контролируемому соединению, работающих установок, загрязняющих воздух промышленной пылью и вызывающих вибрацию контролируемого соединения, а также работ, сопровождающихся ударами по контролируемой конструкции; при выполнении сварочных работ рабочее место дефектоскописта должно быть ограждено светозащитными экранами.
При работе на высоте дефектоскопист должен пользоваться предохранительными поясами.
7.4. Перед включением аппаратуры в сеть переменного тока дефектоскопист должен её заземлить. Для заземления следует применять гибкий медный провод с сечением не менее 2,5 мм2.
При отсутствии на участке контроля розетки подключение дефектоскопа к электрической сети и его отключение производит дежурный электрик.
7.5. Вскрывать дефектоскоп и производить его ремонт на рабочем месте дефектоскописта категорически запрещается.
7.6. В процессе контроля дефектоскописту должны предоставляться перерывы продолжительностью 10 - 15 минут через каждые 1 - 1,5 часа работы.
7.7. Маслёнка, обтирочные материалы и ветошь, используемые дефектоскопистом, должны храниться в металлических ящиках.
7.8. Дополнительные требования по технике безопасности и противопожарной технике устанавливаются в производственной инструкции на контроль.
ПРИЛОЖЕНИЕ 1
Справочное
|
Контроль неразрушающий. Методы акустические. Общие положения. |
|
|
Контроль неразрушающий. Швы сварные. Методы ультразвуковые. |
|
|
Соединения сварные. Методы контроля качества. |
|
|
Стандарт СТ СЭВ 2857-81. |
Соединения сварные. Общие требования к методу ультразвуковой дефектоскопии. |
|
Рекомендации СЭВ PC 5246-75. |
Неразрушающий контроль. Ультразвуковая дефектоскопия сварных швов. Общие положения. |
|
Соединения сварные и наплавки оборудования атомных электростанций. Методы ультразвукового контроля. |
|
|
ОСТ 24.023.23-82. |
Швы сварные стыковые сосудов и аппаратов, работающих под давлением, и подъёмно-транспортных механизмов. Ультразвуковой контроль качества. Типовой технологический процесс. |
|
ОСТ 24.050.34-78. |
Проектирование и изготовление стальных сварных конструкций вагонов. Технологический процесс. |
|
Строительные нормы и правила. Часть III. Правила производства и приёмки работ. Гл. 18. Металлические конструкции. |
|
|
Положение по аттестации специалистов по неразрушающему контролю. ЛИИЖТ, 1987 г. |
|
ПРИЛОЖЕНИЕ 2
Справочное
ТРЕБОВАНИЯ К ПОДГОТОВКЕ, КВАЛИФИКАЦИИ И АТТЕСТАЦИИ СПЕЦИАЛИСТОВ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ (НК)
|
Содержание |
Уровни квалификации специалистов |
||
|
I |
II |
III |
|
|
1 |
2 |
3 |
4 |
|
Общее образование |
Не менее 10 классов общеобразовательной школы |
Не менее 10 классов общеобразовательной школы |
Высшее или среднее техническое образование |
|
Специальное обучение с выдачей документа об образовании (свидетельства, диплома) осуществляет |
Подразделение НК по месту работы в соответствии с распоряжением главного инженера |
Техникумы; профтехучилища, спецкурсы по отраслям в соответствии с программами, утверждёнными отраслевым учебно-методическим центром |
Факультет по НК технических ВУЗов. Спецфакультет по переподготовке инженеров |
|
Стажировка после специального обучения |
Не менее 6 месяцев в качестве стажёра |
Не менее 12 месяцев; для имеющих удостоверение специалиста I-го уровня не менее 6 месяцев |
Не менее 1 года работы соответствующей требованиям квалификации специалиста II уровня |
|
Аттестует |
Комиссия по месту работы в соответствии с п. 1.3.7. |
Региональные аттестационные пункты Отраслевых учебно-методических центров |
Совет по проблеме неразрушающие физические методы контроля и диагностики АН СССР по представлению отраслевых учебно-методических центров, в состав которых входят не менее 2-х специалистов III уровня |
|
Рекомендуемые должности |
Помощник дефектоскописта (дефектоскопист) 2-го или 1-го разряда, лаборант |
Дефектоскопист, ст. дефектоскопист (дефектоскопист 3 - 6 разряда), ст. техник, ст. лаборант |
Руководитель; ст. инженер, инженер подразделения НК |
|
Права специалиста |
Контроль без самостоятельного решения о качестве проконтролированного объекта |
Контроль и оценка качества проконтролированного объекта |
Руководство подразделением контроля, контроль и оценка качества проконтролированного объекта, обучение и аттестация специалистов по НК, разработка методик и технологических карт контроля |
|
Сроки переаттестации |
Ежегодно, а также, если был перерыв в работе более 6-и месяцев |
Ежегодно, а также, если был перерыв в работе более 6-и месяцев |
Раз в 5 лет, а также, если был перерыв в работе более 1 года |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ОБОРУДОВАНИЮ ПОМЕЩЕНИЙ И ОСНАЩЕНИЮ ПОДРАЗДЕЛЕНИЙ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Помещения подразделения ультразвукового контроля должны быть оборудованы: проводкой сети переменного тока, подводкой горячей и холодной воды; шкафами для повседневной и рабочей одежды и обуви; лабораторными и канцелярскими столами; стеллажами и шкафами для хранения аппаратуры, образцов, запасных частей, документации; стабилизатором питающего напряжения.
Подразделение должно быть оснащено: ультразвуковыми дефектоскопами, комплектами стандартных образцов, вспомогательными приспособлениями для сканирования сварных соединений и измерения характеристик выявленных дефектов; испытательными образцами; специальной справочной литературой и технической документацией; электроизмерительной и радиотехнической аппаратурой, запасными частями и комплектующими изделиями для ремонта и поверки дефектоскопов; слесарным и радиомонтажным инструментом; ёмкостями для приготовления и хранения контактирующей жидкости; тележками для установки и транспортировки дефектоскопической аппаратуры; канцелярскими принадлежностями; обтирочным материалом и контактирующими жидкостями.
Помещение для поверки и ремонта аппаратуры должно быть оборудовано шиной заземления.
ПРИЛОЖЕНИЕ 4
Обязательное

1 - блок; 2 - шкалы.
Примечания:
1. Материалы: сталь марки 20 по ГОСТ 1050-74. Допускается изготавливать образец из стали марки 10ХСНД, 15ХСНД.
2. Миллиметровые шкалы гравировать или клеить, нуль шкал должен совпадать с осью, проходящей через центр отверстия диаметром 6 мм нормально к рабочим поверхностям блока.
Положение точки выхода луча определяют по соотношению
n = 0,52L1 - 1,52L2.
Значение угла a ввода ультразвуковых колебаний рассчитывают по выражению:
tg a = 0,034 (L1 - L2),
где L1 и L2 - расстояния, отсчитываемые по шкале, при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отверстия 6 мм максимальна.
ПРИЛОЖЕНИЕ 5
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ИЗГОТОВЛЕНИЮ И АТТЕСТАЦИИ ИСПЫТАТЕЛЬНЫХ ОБРАЗЦОВ
Испытательные образцы предназначены для настройки рабочего режима дефектоскопа.
Изготавливают рабочие и поверочные испытательные образцы. Рабочие образцы применяют при проведении контроля. Поверочные образцы предназначены для поверки рабочих образцов.
К каждому образцу должен прикладываться паспорт по форме, приведенной в табл. 1, 2 настоящего приложения. Не допускается использовать поверочные образцы в качестве рабочих. Образцы выполняют из сварных соединений (образцы первого вида) или из металла сварных соединений (образцы второго вида), подлежащих контролю; заготовки образцов должны быть подвергнуты ультразвуковому контролю на отсутствие внутренних дефектов.
В качестве эталонных отражателей используют цилиндрические отражатели длиной не менее 20 мм, диаметром 2,0 мм, расположенные на соответствующей глубине в зависимости от типа соединения и способа прозвучивания; кроме того, выполняется аналогичное отверстие для проверки мертвой зоны на глубине 3 и 8 мм при работе соответственно преобразователями с углами ввода 65° и 50°.
Чистота обработки боковых и торцевых поверхностей должна быть не ниже Rz 20 мкм по ГОСТ 2789-73. На каждый образец должна быть нанесена маркировка: номер, метрологическое назначение (поверочный, рабочий), марка стали, глубина расположения отражателей (см. черт.), а также условный коэффициент выявляемости отражателя относительно цилиндрического отражателя диаметром 6 мм на глубине 15 мм в стандартном образце СО-2, аттестованном в .установленном порядке, для поверочных испытательных образцов и относительно соответствующего отражателя в поверочном испытательном образце для рабочих испытательных образцов.
Таблица 1
Паспорт образца первого вида
для контроля швов стыковых соединений
из стали марки 10ХСНД толщиной 20 мм
|
Назначение |
Геометрические размеры отражателя, мм |
Коэффициенты выявляемости отражателей в образце, дБ |
Дата
|
Подпись
|
|||||||||||
|
глубина расположения |
диаметр на глубине |
поверочном на глубине |
рабочем на глубине |
||||||||||||
|
0,75d |
1,75d |
- |
0,75d |
1,75d |
- |
0,75d |
1,75d |
- |
0,75d |
1,75d |
- |
||||
|
03 |
поверочный |
15 |
5 |
- |
2 |
2,1 |
- |
-2 |
-10 |
- |
- |
- |
- |
18.11.87 |
Петров |
Таблица 2
Паспорт образца второго вида
для контроля швов тавровых соединений
из стали марки 10ХСНД толщиной 22 мм
|
Назначение |
Геометрические размеры отражателя, мм |
Коэффициенты выявляемости отражателей в образце, дБ |
Дата
|
Подпись
|
|||||||||||
|
глубина расположения |
диаметр на глубине |
поверочном на глубине |
рабочем на глубине |
||||||||||||
|
0,75d + 0,5К2 |
1,5d |
1,75d + 0,5К2 |
0,75d + 0,5К2 |
1,5d |
1,75d + 0,5К2 |
0,75d + 0,5К2 |
1,5d |
1,75d + 0,5К2 |
0,75d + 0,5К2 |
1,5d |
1,75d + 0,5К2 |
||||
|
09 |
рабочий |
23 |
33 |
57 |
2 |
2 |
1,9 |
- |
- |
- |
0 |
0 |
1 |
18.11.87 |
Петров |
На чертеже, в качестве примера, приведены эскизы испытательных образцов для контроля стыковых сварных соединений толщиной 20 мм.
Испытательные образцы должны подвергаться первичной и периодической поверкам. Первичную поверку производят сразу после изготовления, а периодическую при хранении и эксплуатации образцов. Периодическую поверку рабочих и поверочных образцов проводят не реже одного раза в год.
При поверке должны быть выполнены следующие операции: оценка состояния (чистоты) рабочей поверхности образца и соответствия его толщины, ширины и длины чертежу; оценка величины отклонения геометрических размеров отражателей; измерение и вычисление среднего из десяти значений соответствующих коэффициентов выявляемости каждого контрольного отражателя в образце.
Оценку чистоты поверхностей рабочих испытательных образцов производят визуально методом сравнения с соответствующей поверхностью поверочного испытательного образца.
Оценку величины отклонения размеров испытательного образца производят штангенциркулем.
Эскизы испытательных образцов для настройки чувствительности при контроле швов стыковых соединений толщиной d = 20 мм (пример)

а) пример маркировки рабочего испытательного образца; б) пример маркировки поверочного испытательного образца.
Черт.
Оценку размеров цилиндрических отражателей производят с помощью калибров.
Измерение амплитуд эхо-сигналов от отражателей производят дефектоскопом с калиброванным аттенюатором при выключенной ВРЧ. Условный коэффициент выявляемости контрольных отражателей в рабочих испытательных образцах должен быть не более 1 дБ.
Поверку образцов должны производить специалисты III-го уровня или II-го уровня, получившие соответствующее разрешение от начальника ОТК или главного инженера предприятия.
ПРИЛОЖЕНИЕ 6
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ИЗГОТОВЛЕНИЮ И АТТЕСТАЦИИ СПЕЦИАЛЬНЫХ ПРЕОБРАЗОВАТЕЛЕЙ
Специальные преобразователи имеют единые параметры мнимых излучателей и предназначены для измерения характеристик выявленных дефектов с целью идентификации их по классам. Указанные преобразователи изготавливают по типовой технологии.
Размеры пьезопластин, устанавливаемых в преобразователях с едиными параметрами мнимых излучателей:
- размер пьезопластин в плоскости, перпендикулярной плоскости падения луча, 2aГ = 12 мм;
- размер пьезопластин в плоскости падения луча
где a - угол ввода луча;
Сl - скорость продольной волны в материале призмы преобразователя;
Сt - скорость поперечной волны в контролируемом металле.
После изготовления преобразователей следует измерить их параметры, к которым по ГОСТ 14782-86 относятся:
- максимальная условная чувствительность Ку дефектоскопа с преобразователем по стандартному образцу CО-1 (мм) или по стандартному образцу СО-2 (дБ);
- угол ввода луча, a, град;
- стрела преобразователя, n, мм;
- частота ультразвуковых колебаний, возбуждаемых преобразователем, f, МГц.
Максимальная условная чувствительность измеряется при работе с дефектоскопом, аттестованным в установленном порядке.
Минимальное допустимое значение максимальной условной чувствительности дефектоскопа с преобразователем должно превышать заданное в производственной инструкции (технологической карте) значение чувствительности поиска не менее, чем на 4 дБ.
Стрелу преобразователя и угол ввода луча определяют по стандартным образцам СО-3 и СО-2 или СО-2Р.
Частота ультразвуковых колебаний может быть измерена по значению периода колебаний в эхо-сигнале от вогнутой поверхности стандартного образца СО-3 или от отражателя диаметром 6 мм в образце СО-2 или СО-2Р.
Кроме перечисленных параметров измеряется диаграмма направленности преобразователя в плоскости падения луча.
Экспериментальная диаграмма направленности может быть определена по огибающей амплитуд эхо-сигналов от ненаправленного отражателя в стандартном образце СО-2.
Для определения диаграмм направленности Фэ(a) по стандартного образцу СО-2 следует:
по стандартному образцу СО-3 уточнить положение метки на боковой поверхности призмы, соответствующей точке выхода луча;
установить преобразователь на стандартный образец СО-2 в положение, при котором амплитуда эхо-сигнала от цилиндрического отверстия диаметром 6 мм максимальна и против метки на шкале отсчитать угол ввода луча; сместив преобразователь влево, а затем вправо, определить значения углов amin и amax, при которых еще возможно измерение амплитуд эхо-сигналов от отверстия;
перемещая преобразователь по образцу в пределах значений amin - amax шкале, измерить в децибелах амплитуды N(a) эхо-сигнала от отверстия диаметром 6 мм при совмещении точки выхода луча с каждым делением на шкале стандартного образца СО-2; в процессе каждого измерения обеспечить надежный акустический контакт и повторяемость результатов;
выписать соответствующие значения функции F1(a) определяемые по графику на чертеже и учитывающие влияние расстояния на амплитуду N(a) эхо-сигнала;
к каждому значению N(a) прибавить соответствующее значение функции F1(a);
нормализовать функцию [N(a) + F1(a)], отняв от всех её значений максимальное значение этой функции, соответствующее углу a0 наклона оси диаграммы: F2(a) = [N(a) + F1(a)] - [N(a0) + F1(a0)]; функция определяет диаграмму направленности в режиме излучения-приёма;
разделить значения функции F2(a) пополам, перевести полученные значения децибел в относительные значения искомой функции Фэ(a), приближенно характеризующей диаграмму направленности преобразователя как в режиме излучения, так и в режиме приёма.
По результатам измерений к преобразователям с едиными параметрами мнимых излучателей следует отнести преобразователи, у которых частота ультразвуковых колебаний лежит в пределах 2,5 МГц ± 10 %;
угол ввода луча не отличается от номинального значения, указанного в инструкциях (технологических картах), более чем на ±2°;
ширина основного лепестка диаграммы направленности в плоскости падения луча на уровне 0,7 составляет (6 ± 1)°.

Черт.
ПРИЛОЖЕНИЕ 7
Рекомендуемое
ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ И УГЛОВЫХ УСЛОВНЫХ ХАРАКТЕРИСТИК ДЕФЕКТОВ
1. Приспособление для измерения условных линейных характеристик
1.1. Техническое описание
Приспособление предназначено для измерения линейных условных размеров DХ, DН, DL дефектов, выявленных при ультразвуковом контроле.
Основные технические характеристики приспособления:
|
- перемещение преобразователя вдоль продольной оси шва (ось Х-Х), мм |
75 |
|
- перемещение преобразователя перпендикулярно продольной оси шва (ось Y-Y), мм |
35 |
|
- допустимое уклонение при перемещении на длине 50 мм шва, мм |
1 |
|
- габариты, мм |
145´130´60 |
|
- масса, кг |
0,6 |
Приспособление (черт. 1) состоит из корпуса 1, держателя с поворотным магнитом 2, препаратоводителя 3.
Корпус 1 предназначен для размещения преобразователя и обеспечения стабильного акустического контакта между поверхностями контролируемого объекта и преобразователя при перемещении последнего.
Общий вид приспособления для измерения линейных условных размеров DХ, DН, DL дефектов
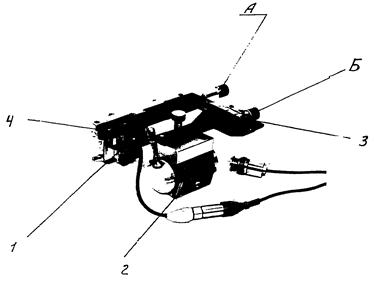
Держатель 2 предназначен для фиксации приспособления на контролируемом объекте; прижим приспособления постоянным магнитом обеспечивается поворотом ручки 4.
Препаратоводитель 3 служит для плавного перемещения корпуса с преобразователем в продольном и поперечном направлениях относительно контролируемого сечения и отсчета соответствующих значений линейных условных размеров дефекта с точностью 0,1 мм.
1.2. Инструкция по эксплуатации
1. Вставить преобразователь в корпус и закрепить стопорным винтом. Вращая ручки препаратоводителя, установить корпус в среднее положение по осям Х-Х и Y-Y. Подключить преобразователь к дефектоскопу.
2. Установить приспособление с выключенным магнитом на контролируемом изделии на расстоянии Lg от выявленного дефекта таким образом, чтобы на экране дефектоскопа наблюдался эхо-сигнал от дефекта.
3. Перемещением приспособления вдоль шва и перпендикулярно шву найти положение, при котором амплитуда эхо-сигнала от дефекта максимальна или близка к ней.
4. Включить магнит поворотом ручки держателя и зафиксировать приспособление на изделии.
5. Вращением ручек препаратоводителя уточнить положение преобразователя, соответствующее максимальной амплитуде эхо-сигнала от дефекта.
6. Ручками аттенюатора довести амплитуду эхо-сигнала на экране до некоторого уровня (уровня измерения), после чего уменьшить показания аттенюатора на 6 дБ.
7. Измерить условную протяженность DLg дефекта, для чего
а) Вращением ручки А препаратоводителя сместить корпус с преобразователем вправо по оси X-Х в положение, при котором амплитуда эхо-сигнала уменьшится до уровня измерений. В этом положении считать со шкалы X-Х препаратоводителя значение L1;
б) аналогично, сместив корпус с преобразователем влево по оси Х-Х, считать со шкалы значение L2;
в) вычислить условную протяженность дефекта, как разность измеренных значений L1 и L2;
DL = |L1 - L2|, мм.
8. Измерить условную ширину DХg и условную высоту DНg дефекта, для чего:
а) поворотом ручки держателя выключить магнит и перемещением приспособления вдоль шва и перпендикулярно шву найти сечение, амплитуда эхо-сигнала от дефекта в котором наибольшая;
б) поворотом ручки держателя включить магнит и зафиксировать приспособление на изделии;
в) вращением ручек препаратоводителя уточнить положение преобразователя, соответствующее максимальной амплитуде эхо-сигнала от дефекта в этом сечении;
г) вращением ручки Б препаратоводителя сместить корпус с преобразователем по оси Y-Y от шва в положение, при котором амплитуда эхо-сигнала уменьшится до уровня измерений. В этом положении считать со шкалы Y-Y препаратоводителя значение X1, а со шкалы (индикатора) глубиномера - значение H1;
д) аналогично сместить корпус с преобразователем по оси Y-Y ко шву и считать значения Х2, Н2;
е) вычислить условную ширину и условную высоту дефекта, как разность измеренных соответствующих значений Х1, Х2 и Н1, Н2:
DХg = |Х1 - Х2|, мм; DНg = |H1 - Н2|, мм.
2. ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗМЕРЕНИЯ УСЛОВНЫХ УГЛОВЫХ ХАРАКТЕРИСТИК
2. Техническое описание
Приспособление предназначено для измерения условных угловых размеров Dgн и Dgк дефектов, выявленных при ультразвуковом контроле.
Основные технические характеристики приспособления:
|
- перемещение преобразователя по направляющей, мм |
110 |
|
- угловое смещение преобразователя, град |
±90 |
|
- габариты, мм |
245´65´75 |
|
- масса, кг |
0,3 |
Приспособление (черт. 2) состоит из корпуса 1, держателя с поворотным магнитом 2, линейки-направляющей 3, регулируемой по вертикали иглы 4, сектора-транспортира 5.
Корпус 1 предназначен для размещения преобразователя и фиксации его на расстоянии Lg от дефекта, измеренном с помощью глубиномера. Держатель 2 с поворотным магнитом обеспечивает прижим приспособления на контролируемом объекте.
Линейка-направляющая 3 служит для перемещения преобразователя по радиусу Lg вокруг дефекта; регулируемая по вертикали игла 4 устанавливается точно над проекцией дефекта на поверхность шва; по сектору-транспортиру 5 отсчитывают угловые размеры.
Общий вид приспособления для измерения угловых характеристик дефектов
2.2. Инструкция по эксплуатации
1. Вставить преобразователь в корпус и закрепить его, прижав пластину стопорным винтом*).
___________
* Предварительно на преобразователе должна быть укреплена пластина таврового сечения.
2. Пользуясь делениями линейки-направляющей, сместить корпус от центра иглы на расстояние Lg и закрепить в этом положении прижимным винтом.
3. Расположить приспособление на поверхности контролируемого объекта так, чтобы магнитный держатель находился за валиком шва, а игла 4 - над проекцией дефекта на поверхность шва.
4. Подсоединить преобразователь к дефектоскопу и включить дефектоскоп.
5. Перемещая преобразователь с направляющей, найти положение, при котором амплитуду эхо-сигнала от дефекта максимальна.
При необходимости, сохраняя неизменным положение преобразователя, смещениями магнитного держателя добиться совпадения указателя с нулевым показанием сектора-транспортира.
6. Поворотом ручки 6 держателя 2 включить магнит и зафиксировать приспособление на изделии.
7. Не большими смещениями корпуса с преобразователем проверить соответствие положения преобразователя максимальной амплитуде эхо-сигнала от дефекта.
8. Ручками аттенюатора довести амплитуду эхо-сигнала до уровня измерения, после чего уменьшить показания аттенюатора на 6 дБ.
9. Сместить корпус с преобразователем по радиусу по часовой стрелке до положения, при котором амплитуда эхо-сигнала уменьшится до уровня измерения. Записать значение g1 по показаниям сектора-транспортира.
10. Аналогично, сместить корпус с преобразователем против часовой стрелки и записать значение g2 по показаниям сектора-транспортира.
11. Определить угол индикации дефекта
Dgн = |g1| + |g2|,
Dgн = g1 или Dgк = g2,
где g1 и g2 - угол поворота преобразователя у края протяженного дефекта в сторону от центра дефекта.
ПРИЛОЖЕНИЕ 8
Рекомендуемое
МЕТОДИКА ОЦЕНКИ ОТНОШЕНИЯ КОЭФФИЦИЕНТОВ ПРОЗРАЧНОСТИ
Отношение DN в децибелах коэффициентов прозрачности границы призма преобразователя - металл контролируемого соединения и границы призмы преобразователя - металл образца может быть оценено как разность между амплитудой эхо-сигнала от двугранного угла контролируемого соединения Nс и амплитудой эхо-сигнала от двугранного угла образца No, если толщина контролируемого соединения и толщина образца не отличаются более чем на ±10 %, т.е. |DN| = |Nс - No|.
Если контролируемое соединение и стандартный образец СО-2 или СО-2Р имеют различную толщину, то в образце контролируемого соединения на глубине 15 или 44 мм высверливают цилиндрическое отверстие диаметром 6 мм.
Если контролируемое соединение и испытательный образец второго вида имеют различную толщину, то в образце контролируемого соединения высверливают цилиндрическое отверстие диаметром 2 мм на глубине равной глубине расположения одного из отверстий в испытательном образце. Отношение DN коэффициентов прозрачности оценивают как разность амплитуд эхо-сигналов от цилиндрического отражателя, выполненного в образце контролируемого соединения Nс и цилиндрического отражателя в стандартном или испытательном образце, No, т.е. |DN| = |Nс - No|.
Если по каким-либо причинам нельзя оценить отношение коэффициентов прозрачности, то для поверхности проката принимают |DN| = 6 дБ.
ПРИЛОЖЕНИЕ 9
Рекомендуемое
СПОСОБЫ ПРОЗВУЧИВАНИЯ И ЧУВСТВИТЕЛЬНОСТЬ ОЦЕНКИ ПРИ КОНТРОЛЕ СТЫКОВЫХ СОЕДИНЕНИЙ ЛИСТОВ ТОЛЩИНОЙ d = 10 ÷ 20 мм
Способы прозвучивания преобразователями, выпускаемыми промышленностью (n = 15 мм)

Примечание. 1. Контролю подлежат соединения при условии, что b1 + b2 £ 4,3d - 36.
2. Контроль вести с двух сторон одной плоскости.
Испытательные образцы для настройки чувствительности вида
1. Изготавливается из образца контролируемого соединения
2. Изготавливается из материала контролируемого соединения

Порядок настройки чувствительности оценки, которой соответствует показание аттенюатора
|Nхо| = |Nо| - |DN| - |Кg|:
1. Измерить амплитуду эхо-сигнала от соответствующего цилиндрического отражателя в испытательном образце |Nо|, отр. дБ.
2. Уменьшить показание аттенюатора на величину поправки чувствительности Кg, определяемой по таблице:
|
d, мм |
10 |
12 |
14 |
16 |
18 |
20 |
|
|
Кg, |
m = 0 |
4 |
5 |
5 |
6 |
7 |
8 |
|
m = 1 |
8 |
8 |
9 |
9 |
9 |
10 |
|
3. Уменьшить показания аттенюатора на величину DN.
4. Убедиться, что мёртвая зона М £ 3 мм,
Примечание. При применении испытательного образца первого вида DN = 0; при применении испытательного образца второго вида DN определяется по приложению 8.
ПРИЛОЖЕНИЕ 10
Рекомендуемое
СПОСОБЫ ПРОЗВУЧИВАНИЯ И ЧУВСТВИТЕЛЬНОСТЬ ОЦЕНКИ ПРИ КОНТРОЛЕ СТЫКОВЫХ СОЕДИНЕНИЙ ЛИСТОВ ТОЛЩИНОЙ d = 21 ÷ 50 мм
Способы прозвучивания преобразователями, выпускаемыми промышленностью (n = 15 мм)

|
d, мм |
a1, град |
a2, град |
z, мм |
L1 |
L2 |
L3 |
Условия прозвучиваемости |
|
20 - 30 |
65 ± 2 |
65 ± 2 |
3 |
2,15d |
2,15d + 3 |
4,3d |
b1 + b2 £ 4,3d - 36 |
|
30 - 50 |
65 + 2 |
50 + 2 |
5 |
2,15d |
1,19d + 5 |
2,4d |
0,47b1 + 0,84b2 2d - 22,5 |
Примечание: 1. Контролю подлежат соединения при соблюдении условия прозвучиваемости.
2. Контроль вести с двух сторон одной плоскости.
Порядок настройки чувствительности оценки, которой соответствует показание аттенюатора |Nхо| = |Nо| + Кg - |DN|:
1. Измерить амплитуду эхо-сигнала от цилиндрического отражателя на глубине 44 мм в стандартном образце СО-2 или СО-2Р |Nо|, дБ.
2. Определить по соответствующей SКН-диаграмме значение Кg для Sэ = 3 мм2 и Но = 0,75d при m = 0 и Но = 1,75d при m = 1.
3. Уменьшить показание аттенюатора на значение Кg, если величина Кg отрицательная, или увеличить показание аттенюатора на значение Кg, если величина его положительная.
4. Уменьшить показание аттенюатора на величину DN.
5. Убедиться, что мёртвая зона М £ 3 мм при a = 65° ± 2° и М £ 8 мм при 50° ± 2°.
Примечание: DN определяется по приложению 8.
ПРИЛОЖЕНИЕ 11
Рекомендуемое
СПОСОБЫ ПРОЗВУЧИВАНИЯ И ЧУВСТВИТЕЛЬНОСТЬ ОЦЕНКИ ПРИ КОНТРОЛЕ СТЫКОВЫХ СОЕДИНЕНИЙ ДВУХЛИСТОВЫХ ПАКЕТОВ ТОЛЩИНОЙ dS = 30 ÷ 60 мм

Контроль соединения выполняют в два этапа:
этап 1 - контроль с верхней плоскости пакета листов;
этап 2 - контроль с нижней плоскости пакета листов.
На этапе 1 контролируют по типовой методике для стыкового соединения толщиной d1 с валиками шва размерами b1 и bo.
На этапе 2 контролируют по типовой методике для стыкового соединения толщиной d2 с валиками шва размерами b2 и bo.
На каждом этапе контроль следует вести с двух сторон соответствующей плоскости.
Параметры a, L1, L2, L3, Nхо, М определяются в зависимости от значений толщин d1 и d2 по приложениям 9 или 10.
DN определяют для каждой плоскости по приложению 8.
ПРИЛОЖЕНИЕ 12
Рекомендуемое
СПОСОБЫ ПРОЗВУЧИВАНИЯ И ЧУВСТВИТЕЛЬНОСТЬ ОЦЕНКИ ПРИ КОНТРОЛЕ СТЫКОВЫХ СОЕДИНЕНИЙ ЛИТЬЯ И ПРОКАТА

Контроль следует вести только со стороны проката.
Параметры a, L1, L2, L3, Nхо и М определяют в зависимости от толщины d по приложениям 9 или 10.
ПРИЛОЖЕНИЕ 13
Рекомендуемое

a = 65° ± 2°
Lср = 3,22d

|
d = 10 - 20 мм |
a1 = 65° ± 2°, |
a2 = 50° ± 2°, |
|
|
L1 = К1 + 2,15d, |
L2 = К1 + 1,19d + 5, |
|
|
|
L3 = К1 + 2,4d.
|
|
d = 22 - 40 мм |
a2 = 50° ± 2°, |
|
|
|
L1 = К1 + 1,19d. |
|
Контроль соединения выполняют в два этапа:
этап 1 - контроль корня шва на отсутствие непровара;
этап 2 - контроль сечений, прилегающих к валику прямым и однократно отраженным лучом.
Чувствительность оценки и мёртвую зону определяют в зависимости от толщины d привариваемого листа с учетом приложений 9 или 10.
Примечания: 1. При d £ 20 мм следует использовать испытательный образец второго вида с расположением отражателей на глубине H01 = 0,75d + 0,5К2; H02 = 1,5d; H03 = 1,75d + 0,5К2.
Ориентировочные значения Кg приведены в таблице
|
d, мм |
m |
10 |
14 |
16 |
18 |
20 |
|||
|
|Кg| |
К2 = 0,5 |
1 = 65° |
0 |
6 |
6 |
8 |
8 |
8 |
8 |
|
ср = 65° |
1 |
8 |
8 |
10 |
10 |
10 |
10 |
||
|
2 = 50° |
1 |
6 |
8 |
8 |
8 |
10 |
10 |
||
|
К2 = 0,9 |
1 = 65° |
0 |
6 |
8 |
8 |
8 |
10 |
10 |
|
|
ср = 65° |
1 |
8 |
8 |
10 |
10 |
10 |
10 |
||
|
2 = 50° |
1 |
6 |
8 |
8 |
8 |
10 |
10 |
||
2. При d ³ 22 мм следует использовать образцы СО-2 или СО-2Р с соответствующими SКН-диаграммами; значения Кg определяют по SКН-диаграмме для So = 3 мм2 и Hо = 0,75d + 0,5К2; Hо = 1,5d; Hо = 1,75d + 0,5К2 в зависимости от этапа контроля и способа прозвучивания.
ПРИЛОЖЕНИЕ 14
Рекомендуемое
СПОСОБ ИЗМЕРЕНИЯ ШИРИНЫ НЕПРОВАРА В ТАВРОВЫХ СОЕДИНЕНИЯХ С КОНСТРУКТИВНЫМ НЕПРОВАРОМ КОРНЯ ШВА
При контроле измерению подлежит ширина непровара в пределах от 1 до 3 мм.
Для измерения используют ультразвуковые дефектоскопы с входящими в комплект типовыми раздельно-совмещенными (PC) преобразователями.
При отсутствии PC-преобразователей используют два наклонных, включенных по раздельной схеме, ориентировочных навстречу друг другу и расположенных на расстоянии Lo между точками выхода луча (черт. 1):
Lo = 2dntga.
Измерениям должно предшествовать построение графика, связывающего разницу DV в децибелах амплитуды сигнала Vb (дБ) от непровара шириной b и амплитуды Vo (дБ) от бесконечной плоскости, расположенной на той же глубине, что и искомый непровар (черт. 2), и ширину b непровара.
Построение зависимости DV = f(b) осуществляется экспериментально по образцу с моделями непроваров различной ширины b (черт. 3). При отсутствии образца данная зависимость может быть рассчитана по приближенной формуле при применении наклонных преобразователей с углом призмы b = 50°, включенных по раздельной схеме (черт. 1):
Направляющая с типовыми преобразователями для контроля тавровых соединений

Черт. 1
Схема прозвучивания таврового соединения

а - при определении амплитуды эхо-сигнала от непровара в корне шва; б - при определении амплитуды эхо-сигнала от бесконечной плоскости
Черт. 2
Испытательный образец с моделями непроваров
|
|
|

Черт. 3
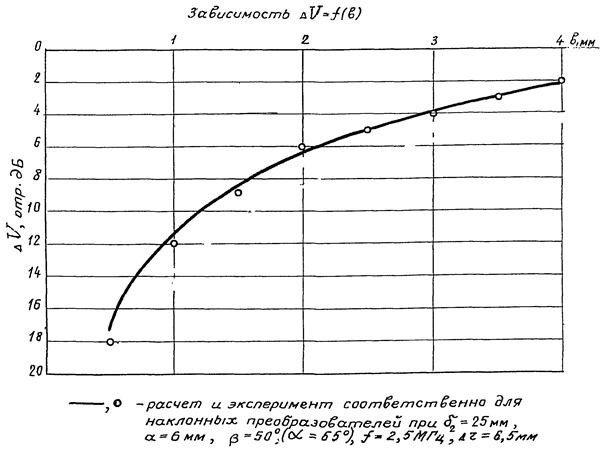
Черт. 4

где f - измеренное значение частоты, МГц.
На черт. 4 в качестве примера приведена зависимость DV = f(b).
Для выявления непроваров шириной более b* необходимо:
а) настроить чувствительность, для чего: расположить систему преобразователей (или РС-преобразователь) на полке вне зоны сварного шва (черт. 2, б) и измерить в децибелах амплитуду Vо сигнала от противоположной поверхности полки. Затем уменьшить показания аттенюатора на величину DV*, определяемую по графину для соответствующей величины b*;
б) ориентируя плоскость падения волны системы преобразователей (или PC-преобразователя) по оси таврового соединения, произвести поиск непровара путем перемещения преобразователя по полке над стенкой.
Признаком обнаружения непровара шириной b > b* является превышение амплитуды Vb сигнала от выявленного непровара значения Vо - DV*.
Для оценки ширины b выявленного непровара необходимо
а) измерить амплитуду Vb от выявленного непровара;
б) измерить амплитуду Vо от противоположной поверхности полки;
в) рассчитать значение DV = Vb - Vо и по соответствующему графику отсчитать искомое значение ширины b.
ПРИЛОЖЕНИЕ 15
Рекомендуемое
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАКСИМАЛЬНОГО ШАГА СКАНИРОВАНИЯ
При поперечно-продольном сканировании шаг сканирования определяется по номограмме, приведенной на черт. 1.
Примеры: 1) Заданы Snn/Sno = 6
дБ, m = 0, aо = 50°. По номограмме ![]() = 3 мм. 2) Заданы aо =
50°; d = 40 мм, m
= 1,
= 3 мм. 2) Заданы aо =
50°; d = 40 мм, m
= 1, ![]() =
4 мм. По номограмме Snn/Sno = 2 дБ.
=
4 мм. По номограмме Snn/Sno = 2 дБ.
При продольно-поперечном сканировании шаг сканирования определяется по формуле:
![]()
или
![]()
где i = 1; 2; 3 и т.д. - порядковый номер шага;
Li - расстояние от точки выхода луча до сканируемого сечения, нормального к контактной поверхности контролируемого объекта.
 - приведенное расстояние;
- приведенное расстояние;
- расстояние от точки выхода луча до центра пьезопреобразователя.
Параметр Y определяется экспериментально по цилиндрическому отверстию в стандартном образце СО-2 или СО-2Р или по любому цилиндрическому отверстию, выполненному в материале контролируемого соединения. Для этого измеряют условную ширину цилиндрического отражателя Dх при относительном уровне отсечки Snn/Sno и расстояние Lmin от отражателя до преобразователя в положении, при котором определяют условную ширину Dх (черт. 2). Величины Dх и Lmin измеряют три раза. Значение Yi рассчитывают по формуле:
![]()
За значение Y принимают среднее трех измерений:
![]()
Примечание: Для типовых преобразователей Snn/Sno = 6 дБ значения параметра Y лежат в пределах:
при aо = 50°, Y = 0,4 ... 0,5;
при aо = 65°, Y = 0,6 ... 0,7.
Номограмма для определения шага сканирования Dсе при контроле стальных сварных соединений толщиной d прямым или однократно отраженным лучом типового преобразователя с параметрами п = 15 мм, Dr sina = 5 мм, af = 15 мм МГц, aо

Черт. 1
Схема измерения условной ширины Dх цилиндрического отражателя

Черт. 2
ПРИЛОЖЕНИЕ 16
Справочное


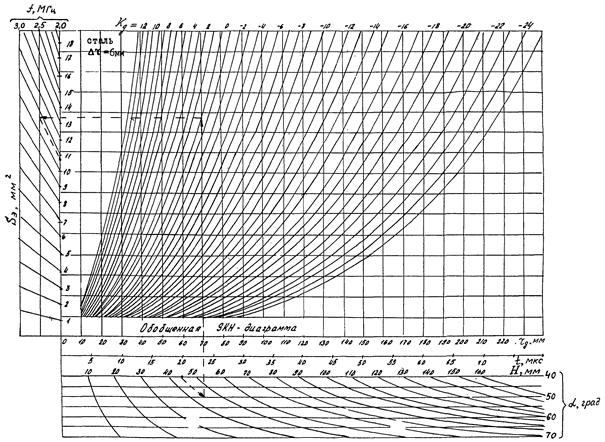
Эскиз образца для настройки чувствительности по обобщенной SКН-диаграмме

ПРИЛОЖЕНИЕ 17
Рекомендуемое
СПОСОБ ИДЕНТИФИКАЦИИ ДЕФЕКТОВ, ВЫЯВЛЕННЫХ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТОЛЩИНОЙ ОТ 20 ДО 50 мм
Дефекты, отстоящие от поверхностей шва сварного соединения на расстоянии более 5 мм, при озвучивании их по схеме «дельта» (черт. 1) классифицируют на округлые и плоскостные по идентификатору (черт. 2).
Идентификатор дефектов устанавливает
связь между отношением c амплитуд ![]() и
и ![]() сигналов дифрагированной на
дефекте падающей сдвиговой волны и соотношением Hg/d глубины Нg расположения дефекта и толщины d основного металла в сварном соединении.
сигналов дифрагированной на
дефекте падающей сдвиговой волны и соотношением Hg/d глубины Нg расположения дефекта и толщины d основного металла в сварном соединении.
Для оценки конфигурации дефекта по схеме «дельта» следует:
- подготовить аппаратуру;
- определить глубину Нg расположения исследуемого дефекта;
- измерить амплитуды ![]() и
и ![]() сигналов.
сигналов.
Подготовка аппаратуры
Включить дефектоскоп для работы по совмещенной схеме.
Подсоединить кабель с преобразователем b = 40° к выходу генератора. Проверить работоспособность аппаратуры по схеме «дельта», для чего:
Оценка конфигурации дефекта при озвучивании его по схеме «дельта»

Черт. 1
Идентификатор дефектов

Черт. 2
- установить преобразователь b = 40° на рабочую поверхность стандартного образца СО-2 или СО-2Р, отстоящую от отражателя диаметром 6 мм на расстоянии 44 мм в положение, при котором амплитуда эхо-сигнала от отражателя максимальна. Зафиксировать данное положение преобразователя и при помощи аттенюатора довести амплитуду эхо-сигнала до уровня измерения;
- подсоединить к входу приёмника кабель с прямым преобразователем и переключить дефектоскоп в режим работы по раздельной схеме;
- установить прямой преобразователь на рабочую поверхность образца СО-2 или СО-2Р в зоне проекции отражателя диаметром 6 мм (над отражателем);
- перемещая в незначительных пределах прямой преобразователь, зафиксировать его в положении максимальной амплитуды дифрагированного сигнала и измерить последнюю. Амплитуда дифрагированного сигнала не должна отличаться от ранее измеренной амплитуды эхо-сигнала более чем на 4 дБ.
Определение глубины расположения исследуемого дефекта
Перенести преобразователи на сварное
соединение, расположив их относительно друг друга и исследуемого дефекта (см.
черт. 1)
так, чтобы амплитуда ![]() наблюдаемого
на экране сигнала дифрагированной на дефекте волны была максимальной.
наблюдаемого
на экране сигнала дифрагированной на дефекте волны была максимальной.
Измерить расстояние ![]() между точками
выхода луча преобразователей и рассчитать глубину Hg по
формуле:
между точками
выхода луча преобразователей и рассчитать глубину Hg по
формуле:
![]()
где a - угол ввода луча.
Измерение амплитуд ![]() и
и ![]() сигналов
сигналов
Амплитуду ![]() сигнала
дифрагированной волны измеряют одновременно с измерением расстояния
сигнала
дифрагированной волны измеряют одновременно с измерением расстояния ![]() .
.
Для измерения амплитуды ![]() следует: не меняя положения прямого преобразователя,
сместить наклонный преобразователь на расстояние
следует: не меняя положения прямого преобразователя,
сместить наклонный преобразователь на расстояние ![]() , соответствующее озвучиванию
той же поверхности дефекта сдвиговой волной, зеркально отраженной от внутренней
поверхности листа в соединении. При помощи аттенюатора довести амплитуду
, соответствующее озвучиванию
той же поверхности дефекта сдвиговой волной, зеркально отраженной от внутренней
поверхности листа в соединении. При помощи аттенюатора довести амплитуду ![]() сигнала
до уровня измерения.
сигнала
до уровня измерения.
Рассчитать соотношения c измеренных амплитуд ![]() и
и ![]() сигналов
и Hg/d.
сигналов
и Hg/d.
Оценить конфигурацию исследуемого дефекта по идентификатору (см. черт. 2), принимая:
- дефект плоскостной, если c £ cn;
- дефект округлый, если c ³ cе.
Примечание. При измерении амплитуд ![]() и
и ![]() на экране
могут наблюдаться сигналы помех, обусловленные отражением и дифракцией падающей
сдвиговой волны на поверхностях валика шва соединения, амплитуда которых
заметно меньше амплитуд
на экране
могут наблюдаться сигналы помех, обусловленные отражением и дифракцией падающей
сдвиговой волны на поверхностях валика шва соединения, амплитуда которых
заметно меньше амплитуд ![]() и
и ![]() полезных сигналов.
полезных сигналов.
ПРИЛОЖЕНИЕ 18
Рекомендуемое
ПРИМЕРЫ ЗАПИСИ РЕЗУЛЬТАТОВ КОНТРОЛЯ В ЖУРНАЛЕ ИЛИ В ЗАКЛЮЧЕНИИ
В шве стыкового сварного соединения типа С50 по ГОСТ 5264-80, обозначенном индексом P-12 и длиной 1000 мм обнаружены:
а) один дефект, амплитуда Ng max от которого превышает Nxo
(Д), а условная протяженность ![]() не превышает допустимого
значения
не превышает допустимого
значения ![]() (Г).
Эквивалентная площадь не измерялась. По результатам измерений дефект расположен
на глубине Hg » 15 мм; условная ширина дефекта
(Г).
Эквивалентная площадь не измерялась. По результатам измерений дефект расположен
на глубине Hg » 15 мм; условная ширина дефекта ![]() :
:
ДГ - 0 - 15 - 0 - 8 - 0;
б) один дефект, амплитуда Ng max которого меньше Nxo,
но больше |Nxo| - 6; при этом условная протяженность ![]() превышает
допустимое значение
превышает
допустимое значение ![]() (Б) и равна 50 мм. Эквивалентная
площадь дефекта не измерялась. По результатам измерений дефект расположен на
глубине Hg » 24 мм, а его условная высота DНII » 6 мм:
(Б) и равна 50 мм. Эквивалентная
площадь дефекта не измерялась. По результатам измерений дефект расположен на
глубине Hg » 24 мм, а его условная высота DНII » 6 мм:
Б - 0 - 24 - 50 - 0 - 6;
в) один дефект, амплитуда Ng max которого превышает Nxo (Д) и условная протяженность ![]() превышает допустимое значение
превышает допустимое значение
![]() и
равна 35 мм (Б), эквивалентная площадь дефекта не измерялась. Глубина Нg расположения
дефекта меняется в пределах 12 - 14 мм:
и
равна 35 мм (Б), эквивалентная площадь дефекта не измерялась. Глубина Нg расположения
дефекта меняется в пределах 12 - 14 мм:
ДБ - 0 - 14 - 35 - 0 - 0;
г) один дефект, эквивалентная площадь Sэ которого превышает допустимое значение Sэ* (Д) и составляет 4 мм2, но условная
протяженность дефекта ![]() = 15 мм не превышает допустимого
значения
= 15 мм не превышает допустимого
значения ![]() ;
глубина расположения дефекта Hg » 18 мм:
;
глубина расположения дефекта Hg » 18 мм:
Д - 4 - 18 - 15 - 0 - 0;
д) два дефекта, условное расстояние Dl между которыми меньше заданного Dl* (В).
Амплитуда Ng max эхо-сигнала одного из дефектов превышает значение Nxo, а эквивалентная площадь Sэ = 17 мм2 и превышает допустимое значение Sэ* (Д); условная протяженность ![]() (Г). При
измерении получено, что дефект расположен на глубине Hg » 15 мм, а условная ширина и высота
равны DХg » 11 мм и DHg » 5 мм. Так как
(Г). При
измерении получено, что дефект расположен на глубине Hg » 15 мм, а условная ширина и высота
равны DХg » 11 мм и DHg » 5 мм. Так как  , дефект
отнесен к виду (С).
, дефект
отнесен к виду (С).
Амплитуда Ng max от второго дефекта меньше Nxo, a
условная протяженность ![]() ; глубина его расположения равна 14 мм:
; глубина его расположения равна 14 мм:
|
В |
|
|
е) один дефект, расположенный на глубине 15 - 30 мм, выявляется только при перемещении преобразователя под углом приблизительно 20° к продольной оси шва (Т); при этом амплитуда Ng max эхо-сигнала от него превышает Nxo (Д):
ДГ - 0 - 30 - 0 - 0 - 0.
ПРИЛОЖЕНИЕ 19
Справочное
ПОЯСНЕНИЕ ТЕРМИНОВ, ВСТРЕЧАЮЩИХСЯ В СТАНДАРТЕ
|
№№ пп |
Термин |
Обозначение в ОСТе |
Определение |
|
1 |
2 |
3 |
4 |
|
1 |
Дефект |
- |
Одна несплошность или группа сосредоточенных несплошностей, не предусмотренная конструкторско-технологической документацией и независимая по воздействию на соединение от других несплошностей |
|
2 |
Недопустимый дефект |
- |
Дефект, подлежащий обнаружению при неразрушающем контроле с целью устранения (исправления) или с целью недопущения соединениям таким дефектом к эксплуатации |
|
3 |
Основные параметры контроля |
- |
Параметры метода и аппаратуры контроля, обусловливающие достоверность обнаружения дефектов |
|
4 |
Контактная поверхность соединения |
- |
Поверхность сварного соединения, на которой располагается преобразователь при контроле |
|
5 |
Контактирующая жидкость |
- |
Жидкость на контактной поверхности соединения, улучшающая передачу упругих волн от преобразователя в контролируемое соединение |
|
6 |
Условная чувствительность |
- |
Чувствительность, характеризуемая размерами и глубиной залегания выявляемых искусственных отражателей, выполненных в образце из материала с определенными акустическими свойствами |
|
При ультразвуковом контроле сварных соединений условную чувствительность определяют по стандартному образцу CО-1 или по стандартному образцу СО-2 или СО-2Р. Условную чувствительность по стандартному образцу СО-1 выражают наибольшей глубиной (в миллиметрах) расположения цилиндрического отражателя, фиксируемого индикаторами дефектоскопа |
|||
|
Условную чувствительность по стандартному образцу СО-2 (CО-2P) выражают разностью (в децибелах) между показанием аттенюатора, при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению, при котором ещё цилиндрическое отверстие диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа |
|||
|
7 |
Предельная чувствительность |
Чувствительность, характеризуемая минимальной эквивалентной площадью (мм2) отражателя, который ещё фиксируется на заданной глубине в шве сварного соединения при данной настройке аппаратуры |
|
|
8 |
Чувствительность поиска |
Значение чувствительности, при которой ведется поиск дефектов |
|
|
9 |
Чувствительность оценки |
Значение чувствительности, при которой выявленные дефекты дифференцируют по их эквивалентной площади или по максимальной амплитуде эхо-сигнала от них |
|
|
10 |
Мертвая зона |
Область в объекте контроля, прилегающая к контактной поверхности, дефекты в которой не выявляются при данной настройке прибора |
|
|
11 |
Акустическая ось |
- |
Геометрическое место точек максимальной интенсивности поля в дальней зоне преобразователя и его геометрическое продолжение в ближней зоне |
|
12 |
Точка выхода |
- |
Точка пересечения акустической оси с контактной поверхностью преобразователя |
|
13 |
Стрела преобразователя |
Расстояние от точки выхода луча до передней грани наклонного преобразователя |
|
|
14 |
Диаграмма направленности преобразователя |
Нормированная функция, описывающая зависимость какой-либо волновой величины (например, интенсивности) от направления на точку наблюдения |
|
|
15 |
Угол ввода луча |
Угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода, при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя максимальна |
|
|
16 |
Погрешность глубиномера |
- |
Погрешность измерения известного расстояния до отражателя |
|
17 |
Продольно-поперечное сканирование |
Способ сканирования, при котором преобразователь (систему преобразователей) перемещают в продольном направлении относительно контролируемого сечения, систематически сдвигая на определенный шаг в поперечном направлении |
|
|
18 |
Поперечно-продольное сканирование |
Способ сканирования, при котором преобразователь (систему преобразователей) перемещают в поперечном направлении относительно контролируемого сечения, систематически сдвигая на определенный шаг в продольном направлении |
|
|
19 |
Шаг сканирования |
Расстояние между соседними траекториями точки выхода ультразвуковых колебаний при сканировании |
|
|
20 |
Измеряемые характеристики дефекта |
- |
Величины, измеряемые при обнаружении дефекта и в совокупности позволяющие с определенной достоверностью описать дефект и дифференцировать дефекты по конфигурации и ориентации |
|
21 |
Эквивалентная площадь дефекта |
Площадь круглого плоского отражателя с зеркальной поверхностью, ориентированной нормально к акустической оси преобразователя и расположенной на той же глубине, что и дефект, максимальная амплитуда эхо-сигнала от которого равна максимальной амплитуде эхо-сигнала от дефекта |
|
|
22 |
Условная протяженность дефекта |
Длина зоны (в миллиметрах) между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к оси шва |
|
|
23 |
Условная ширина дефекта |
Длина зоны (в миллиметрах) между крайними положениями преобразователя, перемещаемого перпендикулярно шву в плоскости падения луча |
|
|
24 |
Условная высота дефекта |
Разность показаний глубиномера (в миллиметрах или в микросекундах), соответствующих крайним положениям преобразователя, перемещаемого перпендикулярно шву в плоскости падения луча |
|
|
25 |
Условное расстояние между дефектами |
Расстояние между крайними положениями преобразователя, при которых была определена условная протяженность двух рядом расположенных дефектов |
|
|
26 |
Угол индикации дефекта |
Угол поворота преобразователя относительно положения, соответствующего максимальной амплитуде эхо-сигнала от дефекта в данном сечении, до крайних положений, в которых амплитуда эхо-сигнала уменьшается до уровня измерений |
ПРИЛОЖЕНИЕ 20
Рекомендуемое
УЧЕБНЫЙ ПЛАН*)
|
№№ пп |
Наименование курса |
Ориентировочное число часов |
|||
|
I уровень |
II уровень |
||||
|
лекций |
лабораторных работ |
лекций |
лабораторных работ |
||
|
1. |
Основы металловедения и сварки |
4 |
- |
12 |
- |
|
2. |
Методы неразрушающего контроля качества сварных соединений |
4 |
- |
12 |
- |
|
3. |
Физические основы ультразвуковой дефектоскопии |
12 |
- |
30 |
10 |
|
4. |
Аппаратура ультразвуковой дефектоскопии |
8 |
8 |
40 |
10 |
|
5. |
Технология ультразвукового контроля сварных соединений |
20 |
50 |
70 |
56 |
|
6. |
Охрана труда и техника безопасности |
4 |
- |
4 |
- |
|
Итого: |
52 |
58 |
168 |
76 |
|
Экзамены: по курсам 3, 4, 5, 6; экзамены по курсам 5 и 6 совмещаются. Зачёты: по курсам 1 и 2.
____________
* В план включены только курсы по специальности.
I. ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ И СВАРКИ
ПРОГРАММА (II уровень)
|
Номер темы |
Наименование темы |
Количество часов |
|
|
лекций |
лабораторных работ |
||
|
1 |
Строение и механические свойства сталей |
1 |
- |
|
2 |
Термическая обработка стали |
1 |
- |
|
3 |
Методы сварки |
1 |
- |
|
4 |
Технология электродуговой сварки |
1 |
- |
|
5 |
Тепловые, деформационные и металлургические процессы при сварке |
1 |
- |
|
6 |
Геометрические параметры сварных швов и разделок кромок. Нормативные документы на изображение сварных швов |
2 |
- |
|
7 |
Дефекты в сварных швах. Влияние дефектов на прочность сварных соединений |
2 |
- |
|
8 |
Основные требования к качеству сварных швов в конструкциях железнодорожного транспорта |
3 |
- |
|
Итого: |
12 |
||
2. МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
ПРОГРАММА (II уровень)
|
Номер темы |
Наименование темы |
Количество часов |
|
|
лекций |
лабораторных работ |
||
|
1 |
Качество продукции и контроль качества продукции |
1 |
- |
|
2 |
Методы неразрушающего контроля |
1 |
- |
|
3 |
Радиационные методы |
4 |
- |
|
4 |
Акустические методы |
2 |
- |
|
5 |
Основы статистического управления качеством сварки |
2 |
- |
|
6 |
Сравнение, выбор и сочетание методов контроля качества сварных соединений |
2 |
- |
|
Итого: |
12 |
- |
|
3. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
ПРОГРАММА (II уровень)
|
Номер темы |
Наименование темы |
Количество часов |
|
|
лекций |
лабораторных работ |
||
|
1 |
Природа и свойства ультразвуковых колебаний |
6 |
|
|
2 |
Излучение и приём ультразвуковых колебаний |
4 |
- |
|
3 |
Методы ультразвуковой дефектоскопии |
2 |
_ |
|
4 |
Эхо-импульсный метод дефектоскопии |
10 |
2 |
|
5 |
Основные параметры ультразвукового контроля сварных соединений и принципы их эталонирования |
4 |
5 |
|
6 |
Методы идентификации дефектов по данным ультразвуковой дефектоскопии |
4 |
3 |
|
Итого: |
30 |
10 |
|
4. АППАРАТУРА УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
ПРОГРАММА (II уровень)
|
Номер темы |
Наименование темы |
Количество часов |
|
|
лекций |
лабораторных работ |
||
|
1 |
Классификация ультразвуковых приборов неразрушающего контроля |
3 |
- |
|
2 |
Функциональная схема современных ультразвуковых дефектоскопов |
8 |
- |
|
3 |
Конструкция электроакустического преобразователя ультразвуковых дефектоскопов |
1 |
2 |
|
4 |
Технические характеристики, органы управления и порядок настройки ультразвуковых дефектоскопов |
18 |
6 |
|
5 |
Аппаратура для механизированного ультразвукового контроля |
1 |
- |
|
6 |
Ультразвуковые толщиномеры |
2 |
- |
|
7 |
Источники питания и измерительные приборы |
4 |
2 |
|
8 |
Вспомогательные приспособления |
3 |
- |
|
Итого: |
40 |
10 |
|
5. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
ПРОГРАММА (II уровень)
|
Номер темы |
Наименование темы |
Количество часов |
|
|
лекций |
лабораторных работ |
||
|
1 |
Общие положения технологии ультразвукового контроля сварных соединений |
5 |
- |
|
2 |
Способы прозвучивания, схемы и параметры сканирования сварных соединений |
8 |
4 |
|
3 |
Обеспечение акустического контакта |
1 |
- |
|
4 |
Выбор частоты и чувствительности контроля |
6 |
- |
|
5 |
Измерение характеристик выявленных дефектов |
8 |
4 |
|
6 |
Оценка конфигурации и ориентации выявленных дефектов |
6 |
4 |
|
7 |
Регистрация и оформление результатов контроля |
4 |
2 |
|
8 |
Контроль швов стыковых соединений из углеродистых и низколегированных сталей |
18 |
24 |
|
9 |
Контроль швов тавровых угловых и нахлесточных соединений |
8 |
16 |
|
10 |
Определение толщины листов и расслоений в листах и биметаллах |
2 |
2 |
|
11 |
Организация неразрушающего контроля при изготовлении и монтаже конструкций. Инструктивные материалы. |
4 |
- |
|
Итого: |
70 |
56 |
|
6. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
ПРОГРАММА (II уровень)
|
Номер темы |
Наименование темы |
Количество часов |
|
|
лекций |
лабораторных работ |
||
|
1 |
Организация охраны труда на производстве и при монтаже |
1 |
- |
|
2 |
Техника безопасности при работе с электроустановками |
1 |
- |
|
3 |
Условия трудовой деятельности дефектоскопистов ультразвукового контроля и мероприятия по их улучшению |
2 |
- |
|
Итого: |
4 |
||
ПРИМЕРНЫЙ УЧЕБНЫЙ ГРАФИК (II уровень)

ПРИЛОЖЕНИЕ 21
Рекомендуемое
Обложка удостоверения*
УДОСТОВЕРЕНИЕ
Об окончании курсов по ультразвуковому контролю сварных соединений
___________
* В виде книжки в переплёте форматом 80´125.
|
_______________________________________________________________________ (наименование министерства или ведомства) УДОСТОВЕРЕНИЕ № ________ Выдано тов. __________________________________________________________ в том, что он «____» ____________ 19_ г. поступил и «____» ____________ 19_ г. окончил курсы при _______________________________________________________________________ (наименование организации) по ультразвуковому контролю качества сварных соединений в соответствии с программой, составленной на основе «Типовой программы подготовки специалистов ______ уровня квалификации по ультразвуковому контролю качества сварных соединений в металлоконструкциях железнодорожного транспорта» и утверждённой _ _______________________________________________________________________ В период обучения тов. ______________________________ изучил следующие дисциплины и при проверке теоретических и практических знаний получил следующие оценки:
и после стажировки на предприятии решением аттестационной комиссии может быть допущен к выполнению ультразвукового контроля швов сварных соединений ______ _______________________________________________________________________ Удостоверение выдано на основании протокола экзаменационной комиссии № ______ от «____» _______________ 19_ г. Руководитель организации Председатель комиссии |
ПРИЛОЖЕНИЕ 22
Рекомендуемое
|
ПРОТОКОЛ № ______ (наименование предприятия) по аттестации (переаттестации) специалистов от «____» ___________ 19_ г.
Председатель комиссии _____________ Члены комиссии ___________________ ___________________ |
|||||||||||||||||||||||||||||||||||||
ПРИЛОЖЕНИЕ 23
Рекомендуемое
ФОРМА ЖУРНАЛА И КАРТЫ КОНТРОЛЯ
Форма карты контроля
|
Дата контроля |
Номер записи по журналу |
Тип сварного соединения, индекс шва |
Тип и номер дефектоскопа |
Реализованные параметры контроля |
Фамилия и подпись дефектоскописта |
Примечание |
||
|
Угол ввода a, град. |
Способ прозвучивания |
Чувствительность Кgo, дБ |
||||||
|
1 |
12.11.85 |
Стыковое |
Рельс 6 |
64 |
0 |
-9 |
Иванов |
|
|
Р-12 |
№ 885 |
51 |
1 |
-23 |
||||

Форма рабочего журнала для записи результатов ультразвукового контроля швов сварных соединений
|
№№ пп |
Тип сварного соединения, индекс шва |
Характеристика сварного шва |
Тип и номер дефектоскопа |
Реализованные параметры контроля |
Результаты контроля |
Коэффициент выявляемости дефекта Кg, дБ |
Эквивалентная площадь дефекта Sэ, мм2 |
Дополнительные измеряемые характеристики |
Примечание |
Фамилия, подпись дефектоскописта |
||||||||||||||||||
|
Категория шва |
Марка стали |
Клеймо сварщика |
Длина проконтролированного участка L, мм |
Толщина d, мм |
Ширина валика b, мм (или размеры катетов) |
Угол ввода a, град. |
Способ прозвучивания (число отражений), m |
Чувствительность оценки |Nxo| = |No| + Кgo - |DN| |
Номер дефекта в шве |
Расстояние от края шва до начала дефекта, мм |
Глубина рас положения дефекта Н, мм |
Амплитуда эхо-сигнала от дефекта Ng min, дБ |
Условные размеры дефекта, мм |
|
|
|
||||||||||||
|
Кgo |
|DN| |
|No| |
|Nxo| |
|
|
|
||||||||||||||||||||||
|
1 |
стыковое |
1 |
10 ХСНД |
1625 |
1000 |
50 |
55 |
Рельс-6 № 885 |
64 |
0 |
-9 |
9 |
26 |
8 |
1 |
50 |
15 |
10 |
- |
- |
- |
-8 |
- |
8 |
- |
Иванов |
||
|
51 |
1 |
-23 |
38 |
6 |
||||||||||||||||||||||||
|
64 |
0 |
-9 |
9 |
26 |
8 |
2 |
200 |
25 |
6 |
50 |
- |
6 |
-24 |
- |
- |
- |
- |
|||||||||||
|
51 |
1 |
-23 |
38 |
6 |
||||||||||||||||||||||||
|
64 |
0 |
-9 |
9 |
26 |
8 |
3 |
450 |
14 |
12 |
35 |
- |
- |
-6 |
- |
- |
- |
- |
|||||||||||
|
51 |
1 |
-23 |
38 |
6 |
||||||||||||||||||||||||
|
64 |
0 |
-9 |
9 |
26 |
8 |
4 |
600 |
18 |
10 |
15 |
- |
- |
-20 |
4 |
- |
- |
- |
|||||||||||
|
51 |
1 |
-23 |
38 |
6 |
||||||||||||||||||||||||
|
64 |
0 |
-9 |
9 |
26 |
8 |
5 |
775 |
15 |
20 |
- |
- |
- |
-10 |
13 |
11 |
5 |
||||||||||||
|
51 |
1 |
-23 |
38 |
6 |
||||||||||||||||||||||||
|
64 |
0 |
-9 |
9 |
26 |
8 |
6 |
795 |
14 |
4 |
- |
- |
- |
-26 |
- |
- |
- |
||||||||||||
|
51 |
1 |
-23 |
38 |
6 |
||||||||||||||||||||||||
|
64 |
0 |
-9 |
9 |
26 |
8 |
7 |
885 |
30 |
10 |
- |
- |
- |
-8 |
- |
- |
- |
- |
выявлено при распол. преоб. под |
||||||||||
|
51 |
1 |
-23 |
38 |
6 |
||||||||||||||||||||||||
ПРИЛОЖЕНИЕ 24
Рекомендуемое
ТЕХНОЛОГИЧЕСКАЯ КАРТА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНОГО ШВА
УТВЕРЖДАЮ
Главный инженер _________________
Предприятие ВМЗ____________________
|
Изделие |
Технические условия на изделие |
Характеристика соединения |
Требования к подготовке соединения к контролю |
|||||
|
Индекс |
Тип |
Категория |
Материал |
Толщина листов d, мм |
Ширина валика и размер катетов, мм |
|||
|
Мост через р. Волга |
табл. 41 |
12 |
стыковое |
I |
10ХСНД |
50 |
55 |
очистить от брызг металла и отслаивающейся окалины |
|
Дефектоскоп |
Преобразователи |
Образцы (стандартные, испытательные) |
Вспомогательные приспособления |
|
Тип: рельс-6 |
И-121-2,5-40-Н21 И-121-2,5-50-Н21 |
СО-2, СО-3 |
- |
|
Параметры контроля |
Параметры сканирования |
Параметры селектирования, мм |
||||||||||
|
f, МГц |
а, мм |
r1, мм |
a, град. |
Кgo, дБ |
М, мм |
D, дБ |
способ прозвучивания, m |
шаг Dс (мм) и схема (l, t) |
пределы поперечного перемещения Lt, мм |
Snn/Sno, дБ |
h |
Н |
|
2,5 ± 10 % |
6 |
6,5 |
65 ± 2 |
-9 |
3 |
> 10 |
0 |
Dсе = 2,5 |
Lt min = n = 15 Lt max = L1 = 108 |
6 |
48 |
0 |
|
7 |
50 ± 2 |
-23 |
8 |
> 10 |
1 |
Dсе = 10 |
Lt min = L2 = 65 Lt max = L3 = 120 |
6 |
46 |
52 |
||

|
Браковочные признаки |
|
Шов считают негодным, если выполняется одно из условий: 1. Sэg > 3 мм2 или Ng max > Nxo 2. Nxo > Ng max > Nxo - 6, но дефект обнаруживается преобразователем, акустическая ось которого расположена под углом 10 ... 40° к продольной оси шва 3. Nxo >
Ng max >
Nxo -
6, но 4. Расстояние Dl < 45 мм между ближайшими дефектами, у которых Nxo > Ng max > Nxo - 6 5. Число дефектов * > 4 на участке шва длиной 400 мм, у которых Nxo > Ng max > Nxo – 6 |
|
ПРИМЕЧАНИЯ: |
|
1. При контроле руководствуются «Инструкцией по контролю пролетных строений мостов». 2. Контроль ведётся с двух сторон одной плоскости (ей). 3. При оценке качества соединения учитываются дефекты, у которых Ng max > Nxo - 6. 4. Сечения с дефектами, отнесенными к категории «возможно допустимые», подвергнуть гаммаграфированию в соответствии с «Инструкцией по радиографированию». |
|
РАЗРАБОТАНО |
СОГЛАСОВАНО |
|||
|
Руководитель подразделения |
Начальн. ЦЗЛ |
Цех |
ОГС |
ОТК |
|
Иванов |
Петров |
2 |
подпись |
подпись |
ПРИЛОЖЕНИЕ 25
Справочное
НОРМЫ ВРЕМЕНИ НА РАБОТЫ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ СВАРНЫХ ШВОВ*)
____________
*) Методика расчёта заимствована из ОСТ 26-2044-83. «Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля».
Трудоёмкость контроля зависит от толщины контролируемого соединения, месторасположения изделия, его формы и размеров.
Трудоёмкость Т контроля шва определяют по формуле:
![]()
где n - число часов в смену;
Но - средний объём контроля, приходящийся на одного дефектоскописта в смену (8 час) с учётом толщины (табл. 1);
Ксл - коэффициент сложности, учитывающий условия (сложность) проведения контроля (табл. 2);
Кр - коэффициент, учитывающий размещение изделий, подлежащих контролю, в нескольких зданиях (табл. 3);
Кт - коэффициент, учитывающий тип сварного соединения (табл. 4);
Кв - коэффициент, учитывающий необходимость предоставления дефектоскопистам перерывов 10 - 15 минут, после 1 часа непрерывной работы, Кв = 0,7 - 0,8.
Таблица 1
Объём контроля Но, приходящийся на дефектоскописта (звено дефектоскопистов) в одну смену (480 мин.) при прозвучивании с двух сторон одной плоскости
|
Значение Hо, м при |
||
|
единичном, мелкосерийном или серийном производстве |
крупносерийном массовом производстве |
|
|
1 |
2 |
3 |
|
10 - 20 |
15 |
18 |
|
22 - 30 |
12 |
15 |
|
32 - 50 |
9 |
11 |
Таблица 2
Коэффициент Ксл, учитывающий (сложность) проведения контроля шва
|
На полу |
На высоте |
Внутри сосуда ёмкости |
|||
|
до 1 м |
до 3 м |
более 3 м |
|||
|
Ксл |
1,20 |
1,00 |
1,10 |
1,20 |
1,15 |
Таблица 3
Коэффициент Кр, учитывающий размещение изделий, подлежащих контролю, в нескольких зданиях
|
Удаленность (расположение) изделий от стационарного рабочего места |
Значение коэффициента |
|
Изделия размещены в одном цехе |
1,00 |
|
Изделия размещены в разных цехах: |
|
|
на расстоянии до 200 м |
1,10 |
|
более 200 м |
1,15 |
Таблица 4
Коэффициент Кт, учитывающий тип сварного соединения
|
Тип сварного соединения |
Значение коэффициента |
|
Стыковое с плавным переходом валика шва в основной металл или с удаленным заподлицо валиком шва |
1,0 |
|
Стыковое, неровности валика шва, которого в некоторых сечениях приводят к появлению эхо-сигналов |
1,5 |
|
Тавровое с технологическим проваром корня шва |
1,3 |
|
Тавровое с технологическим непроваром корня (только при измерении ширины непровара) |
1,2 |
|
Стыковое соединение двухлистовых пакетов |
2 |
СОДЕРЖАНИЕ