 | Информационная система | |
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТР
(ЕН 693:2001) |

ПРЕССЫ ГИДРАВЛИЧЕСКИЕ
Требования безопасности
EN 693:2001
Machine tools - Safety - Hydraulic presses
(MOD)
|
|
Москва Стандартинформ 2009 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Экспериментальный научно-исследовательский институт кузнечно-прессового машиностроения» (ОАО «ЭНИКмаш-В») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 25 ноября 2008 г. № 321-ст
4 Настоящий стандарт является модифицированным по отношению к региональному стандарту ЕН 693-2001 «Безопасность станков. Гидравлические прессы» (EN 693:2001 «Machine tools-Safety - Hydraulic presses»). При этом дополнительные слова, фразы и приложение 1, включенные в текст стандарта для учета потребностей национальной экономики Российской Федерации и/или особенностей российской национальной стандартизации, выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного регионального стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных национальных стандартов соответствующие им международные (региональные) стандарты, сведения о которых приведены в дополнительном приложении 2
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р 53010-2008
(EH 693:2001)
национальный стандарт российской федерации
|
прессы гидравлические Требования безопасности Hydraulic presses. Safety requirements |
Дата введения - 2009-07-01
1 Область применения
Настоящий стандарт устанавливает требования и меры безопасности, которые должны приниматься при проектировании, производстве и поставках гидравлических прессов, их агрегатов и узлов; распространяется на все проектируемые, изготовляемые и модернизируемые гидравлические прессы (далее - прессы), линии и комплексы оборудования на их базе, средства автоматизации и механизации (далее - САМ) к ним.
Настоящий стандарт также охватывает прессы, которые изначально предназначались для работы с холодным металлом, но используются аналогичным образом для работы с другими листовыми материалами (например, картоном, пластмассой, резиной или кожей) и металлическим порошком.
Настоящий стандарт не распространяется на оборудование, основным проектным назначением которого является:
- резка листового металла гильотинными ножницами;
- установка креплений, например клепок, скоб или стежков;
- гибка или вальцовка;
- револьверная дыропробивная штамповка;
- штамповка на молоте;
- пробивка на специализированных дыропробивных прессах по шаблонам (например, для строительной промышленности).
Настоящий стандарт применяют совместно с ГОСТ 12.2.003, ГОСТ 12.2.017.
Требования безопасности в зависимости от особенностей конструкций гидравлических прессов или условий их эксплуатации следует указывать в технической документации (технических условиях, руководстве по эксплуатации (РЭ)) на прессы конкретных видов.
Настоящий стандарт применяется к прессам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ЕН 614-1-2003 Безопасность оборудования. Эргономические принципы конструирования. Часть 1. Термины, определения и общие принципы
ГОСТ Р ИСО 12100-1-2007 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология
ГОСТ Р ИСО 12100-2-2007 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы
ГОСТ Р ИСО 13849-1-2003 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть I. Общие принципы конструирования
ГОСТ Р 51334-99 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону
ГОСТ Р 51335-99 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела
ГОСТ Р 51336-99 Безопасность машин. Установки аварийного выключения. Функции. Принципы проектирования
ГОСТ Р 51337-99 Безопасность машин. Температуры касаемых поверхностей. Эргономические данные для установления предельных величин горячих поверхностей
ГОСТ Р 51338-99 Безопасность машин. Снижение риска для здоровья от вредных веществ, выделяющихся при эксплуатации машин. Часть 1. Основные положения для изготовителей машин
ГОСТ Р 51340-99 Безопасность машин. Основные характеристики оптических и звуковых сигналов опасности. Технические требования и методы испытаний
ГОСТ Р 51341-99 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Средства отображения информации
ГОСТ Р 51342-99 Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств
ГОСТ Р 51343-99 Безопасность машин. Предотвращение неожиданного пуска
ГОСТ Р 51344-99 Безопасность машин. Принципы оценки и определения риска
ГОСТ Р 51345-99 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора
ГОСТ Р 51402-99 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.017-93 Оборудование кузнечно-прессовое. Общие требования безопасности
ГОСТ ЕН 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами
ГОСТ ИСО 13851-2006 Безопасность оборудования. Двуручные устройства управления. Функциональные аспекты и принципы конструирования
ГОСТ ИСО 13855-2006 Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека
ГОСТ 28690-90 Знак соответствия технических средств требованиям электромагнитной совместимости. Форма, размеры и технические требования
ГОСТ 30869-2003 (ЕН 983:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика
ГОСТ 31169-2003 (ИСО 11202:1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки
ГОСТ 31177-2003 (ЕН 982:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования -на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 вспомогательное устройство: Устройство, предназначенное для использования с инструментами пресса и включенное в состав пресса, например устройства для смазки, подачи и/или удаления материала.
3.2 автоматический цикл: Режим работы, при котором движение ползуна/поперечины повторяется постоянно или периодически, все функции выполняются без вмешательства оператора после начала первого цикла.
Примечание - Автоматический цикл включает в себя непрерывный цикл (непрерывный ход) и цикл авторабота.
Непрерывный цикл (непрерывный ход): Режим работы пресса, при котором рабочие циклы начинаются по команде оператора и повторяются до подачи команды оператора на прекращение цикла.
Цикл авторабота: Режим работы пресса, при котором совершаются одиночные или непрерывные циклы по команде системы управления при работе пресса в составе автоматического, автоматизированного или механизированного комплекса.
3.3 рабочий цикл: Движение ползуна/поперечины от исходного положения (вблизи верхней мертвой точки) до нижней мертвой точки и обратно до исходного положения.
Примечание - Во время рабочего цикла пресс совершает технологические операции.
3.4 единичный цикл (одиночный ход): Режим работы пресса, при котором каждый рабочий цикл начинается принудительно по команде оператора.
3.5 мертвые точки: Точки, в которых инструмент во время своего движения оказывается:
- либо ближе всего к штампу (обычно это соответствует концу завершающего хода пресса) - нижняя мертвая точка (НМТ),
- либо дальше всего от штампа (обычно это соответствует концу начинающего хода пресса) - верхняя мертвая точка (ВМТ).
Примечание - Мертвые точки могут быть рассмотрены как точки, в которых ползун/поперечина во время рабочего (одиночного) цикла находится:
- или в ближайшем к столу (плите, закрепленной на столе) положении (обычно соответствует концу хода ползуна), известном как НМТ, штамп при этом положении сомкнут,
- или в самом дальнем от стола (плиты, закрепленной на столе) положении (обычно соответствует началу хода ползуна), известном как ВМТ, штамп при этом максимально раскрыт.
3.6 штамп: Общий термин устройства, необходимого для фиксирования формообразующих частей инструмента.
3.7 амортизатор штампа (штамповал подушка): Принадлежность пресса (штампа), участвующая в выполнении технологической или вспомогательной операции, и в основном используется для создания силы прижима и (или) выталкивания.
Примечание - Подушка может быть пневматической, гидравлической и т. д.
3.8 преждевременно открываемое блокирующее ограждение: Ограждение, связанное с устройством блокировки, которое не прерывает рабочий цикл при открывании ограждения, когда любое опасное движение в области штампа прекратилось.
3.9 устройство блокировки (запирания) ограждения: Механическое устройство для удерживания ограждения в закрытом и запертом положениях до тех пор, пока не минует опасная ситуация, возникающая при работе пресса.
3.10 гидравлический пресс: Устройство, спроектированное или предназначенное для передачи энергии посредством линейного перемещения между инструментами гидравлическим способом для изменения формы или состояния (например, штамповки или формовки) металла или других материалов.
Подобная энергия вырабатывается благодаря гидростатическому давлению (см. рисунки 1 и 2).

Рисунок 1 - Пример гидравлического пресса рамно-связевого типа (заграждения зоны инструментов не показаны)
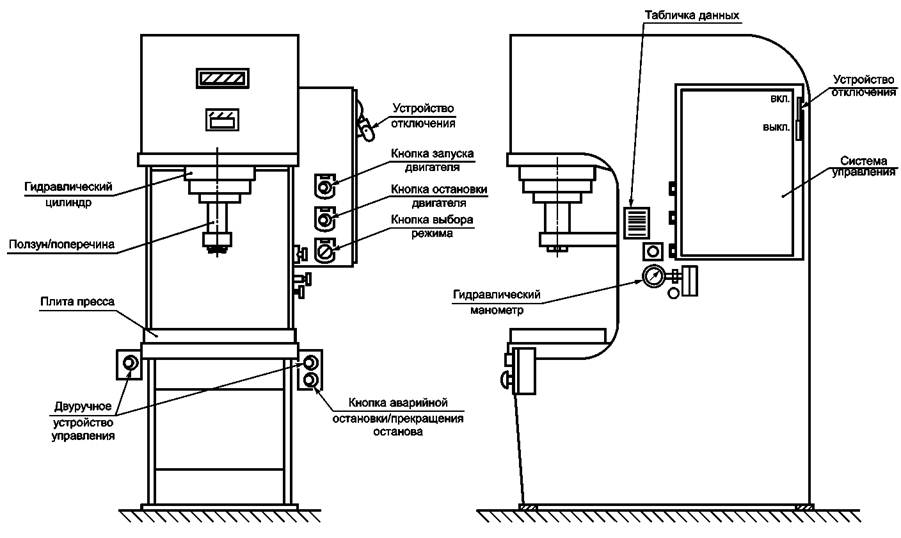
Рисунок 2 - Пример открытого гидравлического пресса (заграждения зоны инструментов не показаны)
3.11
устройство управления ограниченным перемещением; толчковое устройство: Управляющее устройство, однократное приведение в действие которого совместно с системой управления машины допускает только ограниченное перемещение какого-либо элемента машины. (ГОСТ Р ИСО 12100-1-2007, статья 3.26.9)
3.12 контроль К: Функция безопасности, обеспечивающая инициацию мер по технике безопасности, если возможность компонента или элемента выполнять свои функции снижается или если условия процесса изменяются таким образом, что возможно возникновение опасной ситуации.
приостановка: Временное автоматическое прекращение действия функции безопасности, выполняемой элементами системы управления, связанными с обеспечением безопасности. [ГОСТ Р 13849-1-2003, статья 3.7]
3.14 общая система остановки работы; общее время остановки: Время с момента включения защитного устройства до устранения опасного движения или до возврата пресса в безопасное состояние.
3.15 детектор (датчик) деталей: Устройство, которое обнаруживает заготовку и/или правильное положение заготовки и разрешает или запрещает начало хода.
3.17
резервирование Р: Использование более чем одного устройства или системы, или одной части (узла) устройства или системы для того, чтобы в случае возможного отказа одного из них в ходе выполнения своей функции в распоряжении находился другой, для обеспечения продолжения вышеупомянутой функции. [ГОСТ Р МЭК 602041-2007, статья 3.46]
3.18 ограничительный (подпорный) клапан: Устройство, защищающее от падения ползуна/поперечины под действием силы тяжести.
3.19 функция «одиночный ход»: Функция управления, ограничивающая движение рабочего органа (ползуна) одним рабочим циклом, даже если средство для начала хода (например, педаль) будет удерживаться в включенном положении.
3.20 ползун/поперечина: главный, совершающий возвратно-поступательное движение элемент пресса, на котором крепят подвижную часть инструмента.
3.21 инструмент: Общий термин для формообразующих элементов штампа.
3.22 защитное устройство инструмента: Устройство, защищающее инструмент от повреждения посредством остановки хода или запрета запуска.
3.23 инструменты: Термин, обозначающий комбинацию инструмента и штампа.
3.24 закрытые инструменты: Инструменты, спроектированные и произведенные, чтобы быть безопасными по своей природе (см. рисунок С.1, приложение С).
3.25 пресс с рабочим ходом вверх: Вертикальный пресс, в котором плита пресса перемещается вверх во время завершающего хода (обратно прессу с рабочим ходом вниз, см. рисунок D.1, приложение D).
4 Перечень опасностей
4.1 Перечень опасностей, приведенный в таблице 1, является результатом оценки риска, проведенной в соответствии с ГОСТ Р 51344 для всех гидравлических прессов, включенных в настоящий стандарт. Технические мероприятия и информация по использованию, содержащиеся в разделах 5 и 7, основаны на оценке рисков и применяются либо для устранения выявленных опасностей, либо для минимизации последствий рисков, которые они порождают.
4.3 Кроме того, пользователь настоящего стандарта (проектировщик, производитель или поставщик) должен провести оценку рисков в соответствии с ГОСТ Р 51344, обращая особое внимание:
- на использование пресса по назначению, включая техническое обслуживание, настройку и очистку инструмента и использование не по назначению в пределах технической характеристики;
- идентификацию серьезных опасностей, связанных с работой пресса (см. 4.4).
4.4 Таблица 1 представляет собой перечень серьезных опасностей и связанных с ними опасных зон, характерных для работы гидравлического пресса. В качестве части оценки рисков проектировщик должен убедиться, что перечень опасных ситуаций, приведенных в таблице 1, является исчерпывающим и применимым к рассматриваемому прессу.
Таблица 1 - Серьезные опасности, опасные зоны и меры по предупреждению опасностей
|
Опасная зона |
Соответствующий
|
Соответствующий
|
|
|
Механические опасности |
Зона инструментов: |
4.2.1 |
|
|
Раздавливание, рассечение |
- между движущимися инструментами |
||
|
Сдвиг Порез или разрез Запутывание |
- движущийся ползун - движущийся амортизатор штампа - выталкиватель заготовки - ограждение |
||
|
Затягивание или захватывание Удар |
Движущиеся части электрического, гидравлического и пневматического оборудования |
||
|
Механизмы двигателя и привода |
|||
|
Механический манипулятор |
|||
|
Выталкивание, отталкивание |
Элементы пресса |
||
|
Заготовки и инструменты |
|||
|
перечисление j) |
|||
|
Выброс жидкости под высоким давлением |
Гидравлические системы |
||
|
Опасности поскользнуться, споткнуться или упасть |
Все работы на высоте Площадка вокруг пресса |
4.10 |
|
|
Электрические опасности Прямой и непрямой контакты Тепловое излучение (ожоги) |
Электрическое
оборудование Нагретый инструмент |
4.3 |
|
|
Термические опасности, приводящие к ожогам и ошпариванию в результате контакта |
Части гидравлической системы |
4.4 |
|
|
Опасности от шума, приводящие к ухудшению слуха (глухоте) |
Любая зона пресса, опасная для слуха |
4.5 |
|
|
Опасности от вибрации |
Части пресса, где возможен риск, например рабочие станции |
4.6 |
|
|
Опасности, вызываемые материалами и веществами, например: опасности в результате контакта с кожей, глазами или вдыхания паров жидкостей, газов, туманов, дымов или пыли |
Гидравлические системы; пневматические системы и их устройства управления; токсичные рабочие материалы |
4.8 |
|
|
Опасности, связанные с возгоранием и взрывом |
Нагретый инструмент, заготовки и рабочая жидкость гидравлической системы Вытяжная вентиляция или оборудование по сбору пыли |
4.8 |
|
|
Опасности, связанные с несоблюдением эргономических принципов при конструировании пресса (несоответствие механизмов человеческим характеристикам и способностям), ставшие результатом, например, неправильной осанки или перенапряжения |
Рабочее положение и устройства управления для оператора и манипуляторы персонала по техобслуживанию |
4.9 |
5 Требования и меры безопасности
5.1 Общие положения
Гидравлические прессы варьируются по размеру от небольших скоростных прессов с одним оператором, изготовляющих небольшие детали, до крупных, относительно медленных прессов с несколькими операторами и крупными комплексными деталями.
5.2 Основные заключения по конструкции
5.2.1.1 Если существует риск травматизма (сила более 150 Н), должны быть приняты меры, предотвращающие непреднамеренное падение в результате действия силы тяжести ползуна/поперечины в производственном режиме с ручной или автоматической подачей и извлечением (см. таблицы 2 и 3). Подобное падение может стать результатом отказа гидравлической системы, механических неполадок или отказа электрической системы управления. Необходимо предотвратить риск посредством:
- механического ограничителя;
- гидравлического ограничителя, как указано в 5.2.1.2;
- комбинации единичного гидравлического ограничительного клапана и механического ограничителя.
Ограничитель должен функционировать автоматически и быть эффективен в любой момент остановки инструмента и возможности доступа оператора к инструменту.
- либо два отдельных удерживающих или возвращающих цилиндра, каждый из которых оснащен гидравлическим ограничительным (подпорным) клапаном, способным самостоятельно удерживать ползун/поперечину;
- либо два гидравлических ограничительных клапана, один из которых устанавливается как можно ближе к выходу цилиндра при помощи фланцевого или сварного трубопровода, способного удерживать ползун/поперечину.
5.2.1.3 Для пресса, изготовленного для автоматической работы или использования с закрытыми инструментами, или использования с закрепленным ограждением, или использования с низкой скоростью закрытия и управлением «удержание для запуска» (см. 5.3.18), необходимо обеспечить по крайней мере один гидравлический подпорный клапан или механическое ограничительное устройство.
5.2.1.4 Должна быть предусмотрена система для автоматической проверки ограничителей, как указано в 5.2.1.1. Система должна корректно функционировать, и при отказе любой системы движение пресса должно быть остановлено (см. 5.4.1.2 и рисунок D.1, приложение D).
5.2.1.5 Требования к системе управления по предотвращению непредусмотренного хода пресса также указаны в 5.4.1.2 и 5.4.1.3.
Примечание - Для пресса с рабочим ходом вверх риск травматизма характерен не для зоны между инструментами, а для пространства под движущимся инструментом.
Если устройство не может полностью поглотить силу пресса, оно должно быть заблокировано на систему управления прессом, чтобы завершающий ход не мог быть осуществлен, если устройство находится в своем положении, а ползун/поперечина пресса должны удерживаться в верхнем положении (ГОСТ Р 51343).
Таблица 2 - Требования к обеспечению безопасности оператора при работе в различных режимах. Режим производства: единичный цикл, ручная подача и извлечение
|
Запуск цикла |
Функция запуска и остановки2) |
Приостановка опции3) |
Примечание |
||
|
Электрическая система |
Гидравлическая система |
||||
|
Закрытые инструменты |
Любой |
Е4) |
Е4) |
Нет |
|
|
Неподвижное ограждение |
Тоже |
То же |
То же |
То же |
|
|
Блокировочное заграждение с блокировкой заграждения |
Любой, кроме положения самого заграждения |
Р5) и К6) |
Е4) и К6) |
» |
Прямая блокировка питания гидравлической схемы может быть обеспечена в качестве альтернативы Р и К (см. 5.4.16 и рисунок D.2, приложение D) |
|
Блокировочное заграждение без блокировки заграждения |
Тоже |
То же |
Р5) и К6) |
» |
|
|
Заграждение управления с блокировкой заграждения |
Само заграждение |
» |
Е4) и К6) |
» |
|
|
Заграждение управления без блокировки заграждения |
Тоже |
» |
Р5) и К6) |
» |
|
|
Блокировочное заграждение раннего открытия |
Любой |
» |
То же |
Да |
Либо соблюдение соответствующего безопасного расстояния (см. 5.3.17) или блокировка заграждения, действующая во время опасного движения инструментов (см. 5.3.13 и 5.3.14) |
|
ЭЧЗО с использованием АОЭЗУ |
Любой, но с учетом примечаний 2 и 3 |
» |
» |
То же |
См. 5.3.15 1 Соблюдение соответствующего безопасного расстояния (см. 5.3.17) 2 Если между инструментами есть достаточно большой зазор, позволяющий полностью в него войти, необходимо обеспечить отдельное устройство запуска хода. 3 Ограничения по использованию единичного и двойного разрывов [см. 5.3.15, перечисление g)] |
|
Двуручное устройство управления |
Двуручное устройство управления |
» |
» |
» |
См. 5.3.16 Соблюдение соответствующего безопасного расстояния (см. 5.3.17) |
|
Устройство управления с удержанием для запуска и низкая скорость закрытия |
Устройство управления с удерживанием для запуска |
Е4) |
Е4) |
» |
1 В основном для настройки инструментов (см. 5.5) 2 Максимально низкая скорость закрытия: 10 мм/с (см. 5.3.18) |
|
1) Для настройки инструментов см. 5.5. 2) Для системы управления см. 5.4.1. 3) См. 5.4.2. 4) Е - единичная система (включение одной кнопкой или педалью от одной системы управления). 5) Р - резервирование. 6) К - контроль. |
|||||
Таблица 3 - Требования к обеспечению безопасности оператора при работе в различных режимах. Режим производства: автоматический цикл, ручная подача и извлечение
|
Запуск цикла |
Функция запуска и остановки2) |
Приостановка опции3) |
Примечание |
||
|
Электрическая система |
Гидравлическая система |
||||
|
Закрытые инструменты |
Любой |
Е4) |
Е4) |
Нет |
|
|
Неподвижное заграждение |
То же |
То же |
То же |
То же |
|
|
Блокировочное заграждение с блокировкой заграждения |
Любой, кроме положения самого заграждения |
Р5) и К6) |
Е4) и К6) |
» |
Прямая блокировка питания гидравлической схемы может быть обеспечена в качестве альтернативы Д и К(см. 5.4.16 и рисунок D.2, приложение D) |
|
Блокировочное заграждение без блокировки заграждения |
То же |
То же |
Р5) и К6) |
» |
См. 5.3.15 |
|
ЭЧЗО с использованием АОЭЗУ |
Любой, кроме состояния самого устройства |
» |
То же |
Да |
Соблюдение соответствующего безопасного расстояния (см. 5.3.17) |
|
1) Для настройки инструментов см. 5.5. 2) Для системы управления см. 5.4.1. 3) См. 5.4.2. 4) Е - единичная система (включение одной кнопкой или педалью от одной системы управления). 5) Р - резервирование. 6) К - контроль. |
|||||
5.2.3 Гидравлические и пневматические системы. Основные характеристики
5.2.3.1 Общие требования ГОСТ 31177 и ГОСТ 30869 должны быть учтены при проектировании гидравлических и пневматических систем, которые должны соответствовать особым требованиям, приведенным в 5.2.3 - 5.2.5.
5.2.3.2 Необходимо обеспечить наличие фильтров, регуляторов давления и задвижек низкого давления.
5.2.3.5 Вся трубная обвязка, фитинги, каналы, баки наполнения и гидробаки, прорезанные или просверленные отверстия должны быть свободны от заусенцев и постороннего материала, способного нанести повреждения системе (ГОСТ 31177 и ГОСТ 30869).
5.2.3.9 Клапаны управления и другие элементы управления (например, регуляторы и манометры) должны быть установлены в положениях, обеспечивающих легкий доступ и отсутствие повреждений (ГОСТ 31177).
5.2.3.10 Для клапанов, управляемых вручную или механически (а не электрически), необходимы принудительные приспособления для восстановления, т.е. при срабатывании исполнительного механизма клапана, клапан автоматически переходит в безопасное положение. Также см. 5.4.7.
5.2.4.1 Контролируемый спуск под действием собственной массы может быть намеренной особенностью конструкции, облегчающей быстрое закрытие инструментов. В подобном случае все масло в цилиндре, поддерживающем ползун/поперечину, должно проводиться через основной клапан управления или клапан в системе резервирования или системе контроля (Р и К в таблице 2).
5.2.5.3 Должны быть установлены влагоотделители.
5.2.6.1 Электрическая система должна полностью соответствовать ГОСТ Р МЭК 60204-1.
5.2.6.2 Проектировщик пресса должен учесть, что пределы электропитания, физическое окружение, а также эксплуатационные условия некоторых элементов отличаются от приведенных в ГОСТ Р МЭК 60204-1. В подобном случае необходимо учитывать данные факторы при выборе соответствующего элемента.
5.2.6.3 Аварийная остановка должна функционировать, как останов категории 0 (см. 5.4.6.2 и ГОСТ Р МЭК 60204-1).
5.2.6.4 Двуручные устройства управления должны соответствовать производственному режиму: единичный цикл, ручная подача и извлечение для настройки инструмента, технического обслуживания и смазки (см. 5.3.1, таблица 2, 5.3.16 и 5.5.7).
5.2.6.5 Минимальная степень защиты пульта оператора и устройств управления, устанавливаемых на пресс, должна составлять, по крайней мере, IP 54 (ГОСТ Р МЭК 60204-1).
5.2.6.6 Корпуса пульта, шкафов управления, разветвительных коробок должны обеспечивать степень защиты, по крайней мере, равную IP 54 (ГОСТ Р МЭК 60204-1).
5.2.6.7 Идентификация других проводников, отличных от нейтральных, или защитных проводников - по ГОСТ Р МЭК 60204-1.
5.3 Механические опасности в зоне инструментов
5.3.1 Основной опасной зоной гидравлического пресса является зона инструментов, при работе в которой должны быть приняты все соответствующие меры предосторожности. В 5.3 и 5.5 указан метод защиты опасной зоны инструментов и связанных с ней зон, например движущихся амортизаторов штампа, держателей штамповок и выталкивателей заготовок. В таблицах 2 - 4 приведены методы защиты с указанием производственного режима, режима запуска цикла, эксплуатационного режима и требований к конструкции систем управления и контроля:
- единичный цикл: ручная подача и извлечение (см. таблицу 2);
- автоматический цикл: ручная подача и извлечение (см. таблицу 3);
- автоматический цикл: исключительно автоматическая подача и извлечение (см. таблицу 4).
Таблица 4 - Требования к обеспечению безопасности оператора инструментов при работе в различных режимах. Режим производства: автоматический цикл, автоматическая подача и извлечение
|
Запуск цикла |
Функция запуска и остановки2) |
Приостановка опции3) |
Примечание |
||
|
Электрическая система |
Гидравлическая система |
||||
|
Закрытые инструменты |
Любой |
Е4) |
Е4) |
Нет |
|
|
Неподвижное заграждение |
То же |
То же |
То же |
То же |
|
|
Блокировочное заграждение с блокировкой защиты |
Любой, кроме положения самого заграждения |
Е4) |
Е4) |
Нет |
Непреднамеренный запуск должен быть предотвращен. Схема управления ворот заграждения должна быть продублирована и контролирована первоначальной проверкой (см. также 5.3.11 и 5.3.13) |
|
Блокировочное заграждение без блокировки защиты |
Любой, кроме положения самого заграждения |
Р5) и К6) |
Р5) и К6) |
То же |
|
|
ЭЧЗО с использованием АОЭЗУ |
Любой, кроме состояния самого устройства |
То же |
То же |
» |
См. 5.3.15 Соблюдение соответствующего безопасного расстояния (см. 5.3.17) |
|
1) Для настройки инструментов см. 5.5. 2) Для системы управления см. 5.4.1. 3) См. 5.4.2. 4) Е - единичная система (включение одной кнопкой или педалью от одной системы управления). 5) Р - резервирование. 6) К - контроль. |
|||||
5.3.2 Меры предосторожности, описанные в ГОСТ Р ИСО 12100-1 и ГОСТ Р ИСО 12100-2 и приведенные ниже, применимы к защите любого оператора инструментов. Проектировщики, производители и поставщики должны выбрать метод защиты, максимально снижающий риски серьезных опасностей (см. таблицу 1) и производственного режима (см. таблицы 2-4):
a) закрытые инструменты (см. 5.3.4, 5.3.9, приложение С, ГОСТ Р 51334 , ГОСТ Р 51335);
b) неподвижные ограждения (см. 5.3.4, 5.3.10, ГОСТ Р 51334, ГОСТ Р 51342);
c) блокировочные ограждения с/или без блокировки заграждения (см. 5.3.11, 5.3.13, 5.3.17, приложение D, ГОСТ Р 51342, ГОСТ Р 51345);
d) заграждения управления с/или без блокировки заграждений (см. 5.3.11, 5.3.13, 5.3.17, приложение D, ГОСТ Р ИСО 12100-2, ГОСТ Р 51342, ГОСТ Р 51345);
e) блокировочные заграждения раннего открытия с/или без блокировки заграждения (см. 5.3.11, 5.3.13, 5.3.14, 5.3.17, приложение D, ГОСТ Р 51342, ГОСТ ИСО 13855, ГОСТ Р 51345);
f) электрочувствительное защитное оборудование (ЭЧЗО) с использованием активных оптико-электронных защитных устройств (АОЭЗУ) (см. 5.3.15, 5.3.17, приложение Е, ГОСТ ИСО 13855, EH 61496-1[1], ЕН 61496-2 [2]);
g) двуручные устройства управления (см. 5.3.16, 5.3.17, ГОСТ ИСО 13851, ГОСТ ИСО 13855);
h) устройства управления с удерживанием для запуска (ГОСТ Р ИСО 12100-1) с низкой скоростью закрытия (не более 10 мм/с, см. 5.3.18), применяемые в основном для настройки инструментов (см. 5.5).
5.3.3 Выбранная комбинация мер предосторожности, описанная в 5.3.2, должна обеспечить защиту всех задействованных лиц, имеющих доступ в опасную зону во время работы, настройки, технического обслуживания, очистки и проверки, как указано в 4.2.
5.3.4 Если возможна ручная загрузка и/или разгрузка гидравлического пресса, меры предосторожности не должны основываться только на использовании закрытых инструментов или неподвижных ограждений, кроме случаев, когда закрытые инструменты или неподвижные ограждения поставляются в комплекте с прессом для единичного специального использования [см. 7.2.2, перечисления]) и к)].
5.3.5 Требования к технике безопасности, указанные в 5.3.2, приведены в 5.3.9-5.3.18 и должны выполняться вместе с требованиями соответствующих стандартов (см. раздел 2).
5.3.8 При использовании пресса крупных размеров для специального «единичного» прессования крупных элементов, например торцов баллонов, и невозможности использования заграждения проектировщик, производитель и поставщик должны обеспечить все необходимое для безопасной работы оператора, например устройства управления, передвигаемые в безопасное место, с которого хорошо просматриваются инструменты/заготовки и, если необходимо, дополнительные звуковые предупреждения или визуальные знаки опасности (ГОСТ Р 51340). Если пресс предназначен не только для данного вида работы, то выполняются требования 5.3.2-5.3.7.
5.3.9 Закрытые инструменты должны быть безопасны по своей конструкции. Их отверстия и соответствующие расстояния - по ГОСТ Р 51334, таблица 4, или не должны превышать 6 мм. Необходимо избегать любой дополнительной опасности дробления за пределами закрытого инструмента - ГОСТ Р 51335, таблица 1 (см. также приложение С).
5.3.10 Неподвижные заграждения - по ГОСТ Р 51342. Они должны быть прочно закреплены к прессу (станине), иной жесткой конструкции или полу. Отверстие для подачи - по ГОСТ Р 51334, таблица 4.
5.3.11 Блокировочные ограждения и ограждения устройств управления должны соответствовать ГОСТ Р 51342 и вместе с неподвижными заграждениями перекрывать доступ в опасную зону в зоне инструментов во время любого опасного движения. Запуск хода должен быть запрещен до закрытия ворот ограждения. Соответствующие блокировочные устройства должны быть спроектированы и изготовлены в соответствии с ГОСТ Р 51345, а участки систем управления, связанные с обеспечением безопасности, должны соответствовать категории 4 ГОСТ Р ИСО 13849-1. Ограждения устройств управления также должны соответствовать ГОСТ Р ИСО 12100-1 и ГОСТ Р ИСО 12100-2.
5.3.12 При использовании блокировочных заграждений в качестве заграждений устройств управления необходимо убедиться, что возможность нахождения между заграждением и опасной зоной исключена. Этого можно добиться, используя дополнительные средства защиты. Дополнительные средства защиты должны быть либо АОЭЗУ (тип 4), либо неподвижными заграждениями, постоянно удерживаемыми на месте (например, сварными), либо блокировочными заграждениями, соответствующими ГОСТ Р 51345, пункт 6.2.1.
Заграждения устройств управления используются, если длина начинающего хода не более 600 мм, а глубина плиты пресса не более 1000 мм. Данные ограничения не применяются к ограждениям устройств управления, контролируемым устройством управления с удерживанием для запуска.
Ограждения устройств управления должны надежно удерживаться открытыми (например, с помощью пружины или противовеса) во избежание падения под действием силы тяжести, что может привести к непредвиденному запуску цикла.
5.3.13 Ограждения, указанные в 5.3.11, должны предоставляться:
a) либо с блокировкой заграждений, предупреждающей открытие ворот заграждения до завершения любого опасного движения в зоне инструментов;
b) либо без блокировки заграждения, но с проектной возможностью остановить опасное движение до того, как будет достигнута опасная зона.
5.3.14 Если заграждение или заграждающие устройства управления являются преждевременно открываемыми блокирующими ограждениями, то они должны функционировать в качестве блокировочного заграждения преждевременного открытия (см. 3.8).
a) АОЭЗУ должно соответствовать типу 4 по ЕН 61496-1 [1] и быть спроектировано и изготовлено в соответствии с ЕН 61496-2 [2];
b) доступ в опасную зону возможен только через зону обнаружения АОЭЗУ. Дополнительные устройства защиты должны предотвратить доступ в опасную зону с любой другой стороны;
c) если существует возможность нахождения между АОЭЗУ и опасной зоной пресса, необходимо предусмотреть дополнительные средства, например дополнительные лучи, для обнаружения стоящего человека. Предельно допустимая зона необнаружения должна быть не более 75 мм;
d) любое опасное движение не может быть запущено, если любая часть тела перекрывает АОЭЗУ;
e) средства переустановки должны быть расположены так, чтобы была обеспечена абсолютная видимость опасной зоны. В каждой зоне обнаружения допускается только одно регулирующее устройство управления. Если в прессе предусмотрены боковые и задние АОЭЗУ, для каждой зоны обнаружения должно быть предусмотрено регулирующее устройство управления;
f) если АОЭЗУ работает по принципу отражения передаваемого светового луча обратно вдоль его пути и дополнительные отражатели установлены в пределах зоны обнаружения, то конфигурация дополнительных отражателей не должна позволять пропустить необнаруженным предмет с толщиной, равной или превышающей толщину указанного эталонного образца (ЕН 61496-2, пункт 4.1.2 [2]), в пределах всей зоны обнаружения, кроме случаев, когда приняты иные меры по запрещению доступа в опасную зону;
g) если АОЭЗУ используется для запуска цикла либо единичного, либо двойного:
- высота плиты пресса должна быть равна или превышать на 750 мм уровень, на котором стоит оператор. Если высота плиты пресса менее 750 мм, необходимый уровень должен быть достигнут с помощью дополнительных ограждений; данное заграждение и все иные заграждения, предотвращающие доступ в зону инструментов, должны быть закреплены на постоянной основе, например, при помощи сварки или использования блокировочных заграждений. Возможность стояния между физическим барьером и плитой или инструментами или за плитой или инструментами должна быть исключена;
- длина начинающего хода должна быть не более 600 мм, а глубина плиты пресса должна быть не более 1000 мм;
- способность обнаружения не должна превышать 30 мм (см. таблицу А.1, приложение А);
- перед запуском первого цикла необходимо активировать функции сброса (например, кнопка, педаль);
- устройство запуска движения пресса после положительных показаний АОЭЗУ должно быть ограничено предустановленным временем. Данное предустановленное время не должно превышать 30 с с момента окончания предыдущего рабочего цикла. АОЭЗУ должно иметь возможность перезапуска вручную, если предустановленное время было превышено;
- если для защиты пресса используется несколько АОЭЗУ, только одно из них, расположенное в передней части, должно быть выбрано для каждого запуска цикла;
h) отключение АОЭЗУ селекторным переключателем также должно отключать индикаторные лампы.
5.3.16 Двуручные устройства управления
a) Двуручные устройства управления должны соответствовать типу III С по ГОСТ ИСО 13851, таблица 1.
b) Количество используемых двуручных устройств управления должно соответствовать количеству операторов, указанных системой выбора.
c) Запрещается подавать выходные сигналы, используя одну руку, руку и локоть той же руки, предплечье(я) или локоть(и), руку и другую часть тела.
5.3.17 Блокировочные заграждения без блокировки заграждений, заграждения устройств управления без блокировки заграждений, блокировочные заграждения раннего открытия без блокировки заграждений, ЭЧЗО с АОЭЗУ и двуручные устройства управления должны быть расположены так, чтобы у оператора не было времени достигнуть опасной зоны до прекращения любого опасного движения в зоне инструментов. Вычисление безопасного расстояния должно быть основано на общем времени выключения останавливающегося пресса и скорости движения оператора (см. приложение А и ГОСТ ИСО 13855).
5.3.18 Необходимо обеспечить непревышение устройствами управления с удерживанием для запуска и низкой скоростью погашения скорости в 10 мм/с. Если другие эксплуатационные режимы (см. таблицы 2 - 4) позволяют скорости выше 10 мм/с, необходимо выбрать низкую скорость с помощью селекторного переключателя, который активирует устройство управления с удерживанием для запуска и одновременно задает низкую скорость. Запрещается ограничивать скорость с помощью регулировки переменных параметров.
Если отсутствуют закрепленные на прессе направляющие для схвата, производитель должен оборудовать пресс:
a) либо устройством управления с тремя фиксируемыми положениями и низкой скоростью (менее 10 мм/с). Устройство управления с фиксацией должно иметь один переключатель со следующими положениями:
- 1-е - останов;
- 2-е - пуск;
- 3-е - снова останов.
После переключения до положения 3 перезапуск возможен только после возвращения переключателя в положение 1;
b) либо толчковым устройством (см. 5.5.9).
Данные устройства должны быть работоспособны после того, как любое заграждение вышло из своего защитного положения, чтобы схват мог быть направлен вручную с помощью использования дополнительных инструментов (захвата, щипцов, магнитного держателя).
5.3.20 Освобождение лиц, попавших в опасную зону
Необходимо обеспечить средства для освобождения лиц, попавших в зону инструментов (см. также 7.2.2, перечисление г)).
5.4 Система управления и контроля
5.4.1 Функции управления и контроля
Настоящий пункт применяется ко всем элементам, связанным с обеспечением безопасности, которые прямо или косвенно управляют или контролируют работу движущихся частей пресса или его инструментов. При проектировании электрических систем необходимо соблюдать требования ГОСТ Р МЭК 60204-1, элементы, связанные с обеспечением безопасности электрических, гидравлических, пневматических и механических систем, должны соответствовать ГОСТ Р ИСО 13849-1.
a) после смены режима управления или работы;
b) после закрытия блокировочного заграждения;
c) после ручного перезапуска системы безопасности (блокировок);
d) после нарушения энергоснабжения;
e) после перерыва в подаче давления;
f) вслед за запуском защитного устройства инструмента или датчика деталей;
g) после снятия заблокированного механического ограничительного устройства.
a) если человек может пройти через блокировочное заграждение;
b) ЭЧЗО с АОЭЗУ, используемое для запуска цикла, не было прервано в установленное время;
c) ЭЧЗО с АОЭЗУ прервано во время любого опасного движения в течение цикла;
d) ЭЧЗО с АОЭЗУ предохраняет боковые стороны пресса, с которых пресс не используется. Устройства управления перезапуском должны находиться на расстоянии видимости от опасной
зоны, но вне зоны досягаемости от опасной зоны. Функции перезапуска должны обеспечивать контроль, по крайней мере, единичной системы (Е и К).
5.4.1.3 Настоящий пункт применяется к прессам, оснащенным защитными устройствами следующего типа:
- ЭЧЗО с использованием АОЭЗУ;
- блокировочными заграждениями (но см. 5.4.1.6) и заграждениями устройств управления;
- двуручными устройствами управления, используемыми для нормального режима работы. Настоящий пункт не применяется к прессам, используемым исключительно для автоматической
подачи или извлечения и работающим в автоматическом цикле, оснащенным блокировочными заграждениями с блокировкой заграждения (см. таблицу 4).
В случае отказа деталей данных защитных устройств или системы управления, связанных с обеспечением безопасности, необходимо:
a) исключить возможность непреднамеренного запуска;
b) обеспечить надежную работу защитного устройства;
c) обеспечить возможность остановки станка во время опасного движения, а также
d) система управления должна остановить пресс незамедлительно после опасной фазы завершающего хода или, в других случаях, по завершению рабочего цикла, например, если отказ произошел в одном из двух каналов системы управления (т.е. второй канал остается в рабочем состоянии) или если отказ произошел во время части цикла, не являющейся опасной фазой завершающего хода;
e) система управления должна предотвратить запуск следующего рабочего производственного цикла до устранения неполадок.
Для выполнения данных требований детали системы управления, связанные с обеспечением безопасности, должны соответствовать категории 4 по ГОСТ Р ИСО 13849-1. Функции запуска и остановки деталей системы управления прессом, связанных с обеспечением безопасности, не предусматривают настройки, должны быть прорезервированы и контролированы (Р и К).
5.4.1.4 Если пресс подвергается значительной ударной нагрузке или вибрации, конструкция системы управления должна учитывать требования ГОСТ Р ИСО 12100-2; ГОСТ 31177, пункт 5.2.1; ГОСТ 30869, пункт 5.2.1; ГОСТ Р МЭК 60204-1.
5.4.1.6 Для прессов, оборудованных блокировочными ограждениями, при работающем насосе устройство блокировки заграждения должно быть электрически или механически связано с управляемым вручную гидрораспределителем, чтобы реверсировать поток гидравлической жидкости для прекращения опасного движения исполнительного механизма. См. рисунок D.2 (приложение D).
5.4.2.1 Приостановка (см. 3.13) обеспечивается для ЭЧЗО с использованием АОЭЗУ и двуручных устройств управления. Они приостанавливаются только в точке начинающего хода или при выходе из опасной фазы завершающего хода, когда отсутствует риск получения травмы в результате взаимодействия с инструментом. Должны учитываться точки захвата на выталкивателях, амортизаторах штампа и держателях штамповок. Система обеспечения безопасности должна вступить в работу снова во время или до начала хода вниз.
Кроме того:
а) положение приостановки должно быть надежно защищено от несанкционированного регулирования посредством специальных инструментов, клавишного ввода или электронного пароля;
б) любая дополнительная опасность, существующая во время начинающего хода, должна быть предотвращена, например, при помощи фиксированного ограждения;
в) сигналы на запуск приостановки должны контролироваться.
5.4.3.1 Использование программируемых электронных систем (ПЭС) и программируемых пневматических систем (ППС) не должно снижать уровень безопасности, налагаемый настоящим стандартом.
5.4.4 Селекторные переключатели
5.4.4.2 Если предусмотрен один селекторный переключатель, он должен использоваться для выбора подходящего режима обеспечения безопасности, который может включать в себя не менее двух мер предосторожностей или защитных устройств (см. 5.3.3). Если предусмотрено два и более селекторных переключателя и режим обеспечения безопасности подключен к системе управления, выбранный режим работы должен автоматически связываться с соответствующим режимом безопасности.
5.4.4.3 Если пресс также предназначен для использования в соответствии с 5.3.2, перечисление а) или перечисление b), а также одновременно управляется, например, ножным переключателем (педалью) без любых других средств безопасности, то данный производственный режим должен быть выбран дополнительным селекторным переключателем, управляемым отдельной кнопкой или в пределах закрытого корпуса кнопки. При выборе данного режима должно появиться обозначение того, что используются только закрытые инструменты или неподвижное ограждение.
5.4.4.5 Селекторные переключатели, используемые для функций обеспечения безопасности, должны управляться при помощи кнопок в соответствии с ГОСТ Р МЭК 60204-1. Выбор должен быть видим и четко определяем.
5.4.5 Позиционные переключатели
Операционные средства позиционного переключателя (см. 3.16) и сам переключатель должны быть спроектированы для поддержания после установки в положение корректной взаимосвязи друг с другом, рабочим кулачком и особенно ходом.
5.4.6.2 Кнопка аварийной остановки должна при активации остановить все опасные движения, работая по категории 0 согласно ГОСТ Р 51336.
5.4.6.4 Во избежание непреднамеренного запуска должны быть предусмотрены переносные платформы или подвесные пульты управления с кнопками запуска (ГОСТ Р МЭК 60204-1).
Запрещается установка устройств ручной блокировки автоматики на ограничительные клапаны; если устройства ручной блокировки автоматики включены в другие клапаны в целях тестирования или технического обслуживания, необходимо использование инструмента для блокировки автоматики.
5.5 Настройка инструментов, пробный ход, техническое обслуживание и смазка
5.5.2 Необходимо обеспечить наличие устройств, разрешающих движение ползуна/поперечины во время настройки инструментов, проведения технического обслуживания и смазки с включенными заграждениями и защитными устройствами (см. 5.3.2). Если это невозможно, должно быть предусмотрено по крайней мере одно из следующих:
а) двуручное устройство управления в соответствии с 5.5.7, предусмотренное таким образом, чтобы оно не могло использоваться для производства, т. е. его расположение и расстояние до зоны инструментов и использование низкой скорости перемещения ползуна/поперечины не более 10 мм/с делало невозможным выполнение технологических операций;
b) скорость менее 10 мм/с и устройства управления с удержанием для запуска;
c) использование толчкового режима.
5.5.3 Все пробные ходы (единичный рабочий цикл) после настройки инструментов или регулировки рассматриваются как производственные ходы, и меры по обеспечению безопасности должны соответствовать требованиям, изложенным в 5.3.
Если, принимая во внимание предназначение пресса, можно предсказать, что на прессе будет работать несколько человек, необходимо обеспечить дополнительные устройства (например, активирующие устройства, селекторные переключатели, предупреждающие сигналы).
5.5.6 Если подвижные заграждения открываются только для настройки инструмента или технического обслуживания, должны использоваться блокировочные заграждения (ГОСТ Р 51342). Минимальным стандартом блокировки является переключатель прямого открытия, соответствующий ГОСТ Р 51345. Сопряжение с частями системы управления, обеспечивающими безопасность, не должно быть основано только на одном реле.
5.5.7 Двуручные устройства управления должны соответствовать ГОСТ ИСО 13851. Запрещается запуск выходных сигналов при помощи одной руки или руки и локтя той же руки.
5.5.8 Устройства управления с удерживанием для запуска и толчковые устройства должны быть неподвижно соединены, а части системы управления, отвечающие за обеспечение безопасности, должны соответствовать категории 2 по ГОСТ Р ИСО 13849-1.
5.6 Другие механические опасности
a) неподвижными заграждениями в местах, доступ к которым требуется один раз за смену (ГОСТ Р 51342);
b) подвижными заграждениями, блокируемыми системой управления, в местах, доступ к которым требуется более одного раза за смену (ГОСТ Р 51342);
c) блокировочным заграждением с блокировкой заграждения и задержкой разблокировки в случае, если время на останов больше времени достижения человеком опасной зоны, доступа в опасную зону (ГОСТ Р 51345).
Заграждения, приведенные выше, не требуются, если опасная зона находится вне пределов доступа в соответствии с ГОСТ Р 51334 и доступ для регулярного технического обслуживания не требуется (например, смазка, настройка, очистка).
5.6.3 Части системы управления, отвечающие за обеспечение безопасности блокировочных устройств (ГОСТ Р 51345), должны соответствовать, по крайней мере, категории 1 по ГОСТ Р ИСО 13849-1.
5.6.5 Опасность отталкивания, удара элементами пресса или их частями должна быть устранена во время проектирования посредством дополнительной защиты; обе защиты должны выдерживать прогнозируемые силы заготовки и инструмента [см. 7.2.2, перечисление j) и ГОСТ Р 51342, пункт 8.1].
5.7 Опасности поскользнуться, споткнуться и упасть
5.7.1 Если со станком поставляются рабочие станции, расположенные на высоте, они должны быть оборудованы перилами и напольными оградительными планками. Также должны быть обеспечены безопасные средства доступа к рабочей станции. См. ЕН ИСО 14122 [3].
5.8 Защита от других опасностей
Все электрическое оборудование должно быть спроектировано и изготовлено с учетом предотвращения поражения электрическим током в соответствии с ГОСТ Р МЭК 60204-1.
Для предотвращения ожогов при контакте с доступными частями пресса, например частями гидравлической системы, температура которых может превышать рекомендуемые пределы, указанные в ГОСТ Р 51337, должны быть обеспечены такие меры, как экранирование и изоляция.
5.8.3 Опасность выплеска жидкости под высоким давлением
Дополнительная защита, например экраны, должна быть обеспечена для гибкой трубной обвязки, установленной рядом с рабочим местом оператора, для снижения возможности риска в результате отказа системы гибкого трубопровода.
5.8.4.1 Пресс должен быть спроектирован и изготовлен таким образом, чтобы риски, связанные с шумом, распространяющимся по воздуху, были доведены до самого низкого уровня, принимая во внимание технический прогресс и доступность средств по снижению шума, особенно в его источнике.
При проектировании пресса необходимо использовать информацию и технические мероприятия по управлению шумом в источнике, приведенные в ИСО/ТО 11688-1 [4].
5.8.4.2 Конструкцией должна быть предусмотрена возможность учета шума от каждого источника. Соответствующие технические мероприятия по снижению уровня шума основных звуковых источников пресса приведены ниже:
a) гидравлическая передача: демпферы;
b) двигатель и насос: акустические панели (частично или полностью);
c) шум от инструментов: демпферы на прессе;
d) выталкивание заготовок: глушители на выпускных отверстиях;
e) пневматический выпуск: глушители;
f) системы подачи и передачи: акустические корпуса, демпферы;
g) шумы, передаваемые конструкцией пресса: антивибрационная установка пресса. Допускается использовать дополнительные или альтернативные меры, обеспечивающие более
высокую эффективность снижения шума. В любом случае заявленные значения уровня шума являются критерием для уровня шума данного пресса. Производитель должен предоставить необходимую информацию, касающуюся мер по снижению шума в источнике шума на прессе.
5.8.4.3 Измерения уровня шума следует проводить в соответствии с ГОСТ Р 51402 и ГОСТ 31169.
- данные по прессу:
a) наименование и адрес производителя;
b) год выпуска;
c) указание серии или типа;
d) серийный номер/номер опытного образца, проходящего тестирование;
e) номинальную силу;
f) скорость закрытия и рабочую скорость; минимальную и максимальную в диапазоне переменной скорости;
- эксплуатационные условия во время измерения:
g) скорость закрытия и рабочую скорость;
h) количество ходов в минуту;
i) длину хода;
j) условия установки (см. F.1, приложение F)
либо
k) применяемую силу в кН [см. F.3, перечисление b), приложение F];
l) применяемое давление, в МПа, во время перемещения назад;
m) информацию по инструментам [см. F.3, перечисление с), приложение F];
n) тип и толщина используемого материала [см. F.3, перечисление d), приложение F]
или
p) условия тестирования под нагрузкой вместо m) и n) (см. F.4, приложение F);
- измерение:
q) расположение тестируемого пресса по отношению к плоскости отражения (см. F.2, приложение F);
r) процедуру измерения (см. F.5, приложение F);
s) положения измерения (см. F.6, приложение F);
t) время измерения (см. F.7, приложение F);
- результаты:
u) уровни фонового звукового давления, если требуется поправочный коэффициент;
v) эквивалентный, постоянный, А-взвешенный уровень звукового давления на месте оператора;
w) пик С-взвешенного мгновенного уровня звукового давления на месте оператора;
x) акустическую мощность в местах, где эквивалентный, постоянный, А-взвешенный уровень звукового давления превышает 85 дБ А. (В случае с крупными прессами, т. е. усилие которых более 10000 кН, могут быть указаны уровень акустической мощности, уровни эквивалентного постоянного звукового давления в указанных местах вокруг пресса).
5.8.4.5 Информация по условиям измерения шума для гидравлических прессов дана в приложении F.
Конструкция пресса должна гарантировать предупреждение травм в результате вибрации, т.е. изоляцию пресса от пола. См. ЕН 1299 [5].
5.8.6 Опасности, вызванные материалами и веществами
5.8.6.2 Необходимо принять меры, предотвращающие образование аэрозолей и вдыхаемых масляных туманов в небезопасных концентрациях, например от масел, используемых для смазки пневматических систем.
5.8.6.3 Если пользователь намеревается обрабатывать опасные вещества, например порошки твердых металлов, системы безопасности должны быть спроектированы с учетом минимизации подверженности оператора их воздействию; в случае необходимости должна быть обеспечена вытяжная вентиляция (ГОСТ Р 51338).
5.8.6.4 При проектировании вытяжной вентиляции и оборудования по сбору пыли необходимо учитывать функции, сводящие к минимуму риск пожара и взрыва (ЕН 1127-1) [6].
5.8.7 Опасности, связанные с несоблюдением эргономических принципов
5.8.7.1 Пресс и его устройства управления должны быть спроектированы так, чтобы для оператора было обеспечено удобное рабочее положение, не вызывающее усталости.
5.8.7.2 Расположение, маркировка и освещение устройств управления, работающих с материалами оборудования, и устройств по настройке инструментов должны соответствовать эргономическим принципам.
5.8.7.3 Участки пресса, рабочие станции и зоны расположения устройств управления, заграждений и защитных устройств должны быть хорошо освещены, чтобы гарантировать хорошую видимость всего рабочего оборудования и материалов и исключить напряжение зрения.
5.8.7.4 Части пресса, весящие более 25 кг и требующие использования подъемных устройств, должны быть оснащены приспособлениями для крепления фитингов подъемных устройств (ГОСТ ЕН 1005-2).
5.8.7.5 Баки с гидравлической жидкостью должны быть размещены и ориентированы таким образом, чтобы был обеспечен легкий доступ к наливному отверстию и сливным трубам.
5.8.7.6 Дальнейшие руководства по эргономическим принципам даны в ГОСТ Р МЭК 60204-1, ГОСТ Р ЕН 614-1, ГОСТ Р 51341 и ЕН 894-3 [7]. См. также [8] - [10].
6 Подтверждение требований и/или мер безопасности
Крестиками в таблице 5 отмечены методы, при помощи которых можно проверить требования и меры безопасности, описанные в разделе 5; в таблице даны ссылки на пункты настоящего стандарта.
Таблица 5 - Способы подтверждения требований и/или мер безопасности
|
Требование и/или мера безопасности |
Визуальная проверка1) |
Проверка
|
Измерение3) |
Чертежи/
вычисления/ технические |
|
|
Основные заключения по конструкции |
|||||
|
Предотвращение непреднамеренного падения в результате действия силы тяжести во время производства посредством механических и/или гидравлических ограничительных устройств |
|||||
|
Механические и/или гидравлические ограничительные устройства |
´ |
´ |
´ |
´ |
|
|
Используется в случае отказа в системе управления |
´ |
´ |
´ |
||
|
Гидравлическое ограничительное устройство включает: |
|||||
|
5.2.1.3, перечисление а) |
два отдельных цилиндра |
´ |
´ |
´ |
|
|
5.2.1.3, перечисление b) |
гидравлические ограничительные клапаны |
´ |
´ |
´ |
|
|
Автоматическая проверка ограничительной системы |
´ |
´ |
´ |
||
|
Предотвращение падения под действием силы тяжести во время проведения технического обслуживания или ремонта посредством механических и/или гидравлических ограничительных устройств |
|||||
|
Сила |
´ |
´ |
´ |
´ |
|
|
Блокировка |
´ |
´ |
´ |
||
|
Является неотъемлемой частью пресса (500; 800 мм) |
´ |
´ |
´ |
||
|
Указание положения |
´ |
´ |
´ |
||
|
Дополнительные механические ограничительные устройства |
´ |
´ |
´ |
||
|
Гидравлические и пневматические системы. Общие характеристики |
|||||
|
Фильтры |
´ |
´ |
|||
|
Регуляторы давления |
´ |
´ |
´ |
||
|
Отсечные приспособления низкого давления |
´ |
´ |
´ |
||
|
Устройства диапазона давления |
´ |
´ |
´ |
||
|
Прозрачные корпуса |
´ |
||||
|
Заусенцы или посторонние предметы |
´ |
´ |
Продолжение таблицы 5
|
Пункт настоящего стандарта |
Требование и/или мера безопасности |
Визуальная проверка1) |
Проверка
|
Измерение3) |
Чертежи/
вычисления/ технические |
|
Непрерывный трубопровод |
´ |
||||
|
Тепловое расширение |
´ |
´ |
|||
|
Опора жесткого трубопровода |
´ |
´ |
|||
|
Образование петель в гибком трубопроводе |
´ |
´ |
´ |
||
|
Трубы и трубные соединения |
´ |
´ |
|||
|
Опора работающего клапана |
´ |
´ |
|||
|
Размещение клапанов управления и других элементов управления |
´ |
´ |
|||
|
Восстановление клапана |
´ |
´ |
´ |
||
|
Гидравлические системы |
|||||
|
Управляемый спуск под действием собственной массы |
´ |
´ |
|||
|
Разряд аккумуляторов |
´ |
´ |
´ |
||
|
Клапан ограничения давления |
´ |
´ |
´ |
||
|
Предохранительный клапан |
´ |
´ |
´ |
||
|
Пневматические системы |
|||||
|
Видимые средства смазки |
´ |
´ |
|||
|
Незасоряющиеся глушители |
´ |
´ |
´ |
||
|
Сепараторы воды |
´ |
´ |
|||
|
Электрические системы |
|||||
|
Соответствие ЕН 60204-1 |
´ |
´ |
|||
|
Окружающая среда, эксплуатационные условия |
´ |
´ |
|||
|
См. 5.4.6.2 |
|||||
|
Оператор, устройства управления, интерфейс |
´ |
´ |
|||
|
Корпуса механизмов управления |
´ |
´ |
|||
|
Идентификация проводников |
´ |
||||
|
Механические опасности в зоне инструментов |
|||||
|
Защита всех задействованных лиц |
´ |
´ |
|||
|
Защитные устройства, части пресса |
´ |
´ |
´ |
||
|
Категория сопряжения |
´ |
´ |
´ |
||
|
Защита на каждой стороне |
´ |
´ |
´ |
||
|
Одноразовое нажатие |
´ |
´ |
´ |
||
|
Закрытые инструменты |
´ |
´ |
´ |
||
|
Неподвижные заграждения |
´ |
´ |
´ |
´ |
|
|
Блокировочные заграждения и заграждения управления |
´ |
´ |
´ |
´ |
|
|
Заграждения управления: |
´ |
´ |
´ |
||
|
длина хода £ 600 мм и |
|||||
|
глубина плиты £ 1000 мм |
Продолжение таблицы 5
|
Пункт настоящего стандарта |
Требование и/или мера безопасности |
Визуальная проверка1) |
Проверка
|
Измерение3) |
Чертежи/
вычисления/ технические |
|
5.3.13, перечисление а) |
Заграждения в 5.3.11 с блокировкой заграждений |
´ |
´ |
´ |
|
|
5.3.13, перечисление b) |
Заграждения в 5.3.11 без блокировки заграждений |
´ |
´ |
´ |
´ |
|
Функция раннего открытия |
´ |
´ |
´ |
´ |
|
|
ЭЧЗО с использованием АОЭЗУ в форме световой завесы |
|||||
|
5.3.15, перечисление а) |
Тип 4 |
´ |
|||
|
5.3.15, перечисление b) |
Возможный доступ |
´ |
´ |
´ |
|
|
5.3.15, перечисление с) |
Возможное положение стоя |
´ |
´ |
´ |
|
|
5.3.15, перечисление d) |
Предотвращение запуска |
´ |
´ |
´ |
|
|
5.3.15, перечисление е) |
Функция сброса |
´ |
´ |
´ |
|
|
5.3.15, перечисление f) |
Дополнительные отражатели, безопасность |
´ |
´ |
´ |
|
|
Единичный/двойной разрыв |
´ |
´ |
´ |
||
|
перечисление g) |
Высота ³750 мм, дополнительное заграждение |
´ |
´ |
||
|
Длина шага £600 мм и глубина плиты £1000 мм |
´ |
´ |
|||
|
Возможность обнаружения £ 30 мм |
´ |
´ |
´ |
´ |
|
|
Сброс функций перед первым циклом Предустановленное время £ 30 с |
´ |
´ |
|||
|
Запуск цикла только посредством АОЭЗУ |
´ |
´ |
´ |
||
|
5.3.15, перечисление h) |
Индикаторные лампы |
´ |
´ |
´ |
|
|
Двуручные устройства управления |
|||||
|
5.3.16, перечисление а) |
Тип III С |
´ |
´ |
´ |
|
|
5.3.16, перечисление b) |
Одно устройство для каждого оператора |
´ |
´ |
´ |
|
|
5.3.16, перечисление с) |
Отмена |
´ |
´ |
´ |
|
|
Безопасное расстояние |
´ |
´ |
´ |
´ |
|
|
Устройства управления с удерживанием для запуска и низкой скоростью закрытия |
´ |
´ |
´ |
´ |
|
|
Другие требования |
|||||
|
Фиксирование инструмента |
´ |
´ |
´ |
||
|
Крепления |
´ |
´ |
|||
|
Блокировка регулировки |
´ |
´ |
|||
|
Ведущая кромка катушки |
´ |
´ |
´ |
||
|
5.3.19.4, перечисление а) |
Устройства управления с удерживанием для запуска и низкой скоростью |
´ |
´ |
´ |
´ |
Продолжение таблицы 5
|
Пункт настоящего стандарта |
Требование и/или мера безопасности |
Визуальная проверка1) |
Проверка
|
Измерение3) |
Чертежи/
вычисления/ технические |
|
5.3.19.4, перечисление b) |
Толчковое устройство |
´ |
´ |
´ |
´ |
|
Освобождение лиц, попавших в опасную зону |
´ |
´ |
´ |
||
|
Система управления и контроля |
|||||
|
Функции управления и контроля |
|||||
|
Перезапуск устройств управления |
´ |
´ |
´ |
||
|
Функции ручного сброса |
´ |
´ |
´ |
||
|
Безотказность, функции дублирования и контроля |
´ |
´ |
´ |
||
|
Удар и вибрация |
´ |
´ |
|||
|
Две отдельные функционирующие системы |
´ |
´ |
´ |
||
|
Блокировка питания |
´ |
´ |
´ |
||
|
Приостановка |
|||||
|
Все опасные движения завершены |
´ |
´ |
|||
|
5.4.2.1, перечисление а) |
Фиксирование |
´ |
´ |
´ |
|
|
5.4.2.1, перечисление b) |
Дополнительное предотвращение опасностей |
´ |
´ |
´ |
´ |
|
5.4.2.1, перечисление с) |
Контролируемые сигналы |
´ |
´ |
´ |
|
|
Сигналы положения и давления |
´ |
´ |
´ |
||
|
Приостановка блокировочного заграждения |
´ |
´ |
´ |
||
|
Программируемые системы функции обеспечения безопасности |
|||||
|
Функции обеспечения безопасности |
´ |
´ |
´ |
||
|
Селекторные переключатели |
|||||
|
Изоляция схем |
´ |
´ |
´ |
||
|
Напрямую используемые контакты |
´ |
´ |
|||
|
Резервируемое и контролируемое оборудование |
´ |
´ |
´ |
||
|
Промежуточное положение |
´ |
´ |
|||
|
Устройство блокировки |
´ |
´ |
´ |
||
|
Выбор режима безопасности |
´ |
´ |
|||
|
Управление/ безопасность соединения |
´ |
´ |
|||
|
Закрытые инструменты/неподвижное заграждение |
´ |
´ |
´ |
||
|
Индикация |
´ |
´ |
|||
|
Выбранные двуручные устройства управления |
´ |
´ |
´ |
||
|
Управляемые клавишами селекторные |
|||||
|
переключатели |
´ |
´ |
|||
|
Позиционные переключатели |
|||||
|
Взаимосвязь |
´ |
´ |
´ |
´ |
Продолжение таблицы 5
|
Пункт настоящего стандарта |
Требование и/или мера безопасности |
Визуальная проверка1) |
Проверка
|
Измерение3) |
Чертежи/
вычисления/ технические |
|
Устройства управления |
|||||
|
Соответствующая защита |
´ |
´ |
´ |
||
|
Остановка при всех опасных движениях |
´ |
´ |
´ |
||
|
Расположение кнопки аварийной остановки |
´ |
´ |
´ |
´ |
|
|
Переносные кнопки запуска |
´ |
´ |
|||
|
Клапаны |
|||||
|
Ручная блокировка автоматики на ограничительных клапанах запрещена |
´ |
||||
|
Инструменты для ручной блокировки автоматики на ограничительных клапанах |
´ |
´ |
´ |
||
|
Настройка инструментов, пробный ход, техническое обслуживание, смазка |
|||||
|
Снижение необходимости в доступе |
´ |
´ |
|||
|
Движение ползуна/поперечины с рабочими заграждениями и защитными устройствами в соответствии с 5.3.2 |
´ |
´ |
|||
|
5.5.2, перечисление а) |
Двуручные устройства управления |
´ |
´ |
´ |
|
|
5.5.2, перечисление Ь) |
Устройства управления с удержанием для запуска и низкой скоростью |
´ |
´ |
´ |
|
|
5.5.2, перечисление с) |
Толчковое устройство |
´ |
´ |
´ |
|
|
Пробный ход |
´ |
´ |
´ |
||
|
Устройства подачи |
´ |
´ |
´ |
||
|
Устройства управления на доступных сторонах |
´ |
´ |
´ |
||
|
Четкая видимость |
´ |
||||
|
Дополнительные устройства |
´ |
´ |
|||
|
Блокировочное заграждение |
´ |
´ |
´ |
||
|
Переключатель прямого открытия |
´ |
´ |
|||
|
Сопряжение |
´ |
´ |
´ |
||
|
Двуручные устройства управления типа II |
´ |
´ |
´ |
||
|
Отмена |
´ |
´ |
´ |
||
|
Устройства управления с удержанием для запуска и толчковые устройства |
´ |
´ |
´ |
||
|
Ограничение толчкового движения: временное и дистанционное управление |
´ |
´ |
´ |
´ |
|
|
Устройства управления для настройки инструментов |
´ |
´ |
´ |
||
|
Сопряжение |
´ |
´ |
´ |
||
|
Периодические проверки |
´ |
´ |
|||
|
Механические опасности - другие |
|||||
|
Механизмы привода и трансмиссии, вспомогательные устройства |
|||||
|
5.6.1, перечисление а) |
Неподвижные заграждения |
´ |
´ |
´ |
´ |
Окончание таблицы 5
|
Пункт настоящего стандарта |
Требование и/или мера безопасности |
Визуальная проверка1) |
Проверка
|
Измерение3) |
Чертежи/
вычисления/ технические |
|
5.6.1, перечисление b) |
Подвижные блокировочные заграждения |
´ |
´ |
´ |
´ |
|
5.6.1, перечисление с) |
Блокировочные заграждения с блокировкой защиты |
´ |
´ |
´ |
´ |
|
Задержка разблокировки |
´ |
´ |
´ |
´ |
|
|
Блокировочные устройства категории 1 |
´ |
´ |
´ |
||
|
Блокировка вспомогательных устройств |
´ |
´ |
´ |
||
|
Опасность выталкивания |
´ |
´ |
´ |
||
|
Опасности поскользнуться, споткнуться или упасть |
|||||
|
Перила и напольные ограничительные планки |
´ |
´ |
´ |
´ |
|
|
Средства доступа |
´ |
´ |
´ |
||
|
Зона пресса |
´ |
||||
|
Защита от других опасностей |
|||||
|
Электрические опасности |
´ |
´ |
´ |
´ |
|
|
Термические опасности |
´ |
´ |
´ |
´ |
|
|
Опасности выплеска жидкости под высоким давлением |
´ |
´ |
|||
|
Опасности от шума |
´ |
´ |
´ |
´ |
|
|
Опасности от вибрации |
´ |
´ |
´ |
´ |
|
|
Опасности, вызванные материалами и веществами |
´ |
´ |
´ |
´ |
|
|
Опасности, связанные с несоблюдением эргономических принципов |
´ |
´ |
´ |
´ |
|
|
Информация для пользователей |
|||||
|
Маркировка |
´ |
´ |
|||
|
Инструкции |
´ |
||||
|
Приложение А |
Безопасные расстояния |
´ |
´ |
´ |
´ |
|
Приложение В |
Время выключения гидравлической системы |
´ |
´ |
||
|
1) Визуальная проверка используется для подтверждения характеристик, небходимых для визуальной проверки поставляемых элементов. 2) Проверка технических характеристик обеспечивает выполнение последними своих функций в соответствии с предъявляемыми требованиями. 3) Измерение подтверждает, что при использовании и инструментов требования выполняются в указанных пределах. 4) Чертежи/вычисления/технические данные подтверждают, что проектные характеристики элементов соответствуют требованиям. |
|||||
7 Информация для пользователей
7.1.1 Необходимо выполнять общие требования, изложенные в ГОСТ Р ИСО 12100-2 и ГОСТ 28690.
7.1.2 Пресс должен иметь следующую маркировку:
a) наименование и адрес производителя и, если применимо, поставщика;
b) год выпуска;
c) указание серии или типа;
d) серийный номер;
e) массу пресса без инструментов и вспомогательных устройств;
f) подъемные точки для транспортировки и установки;
g) номинальную силу;
h) максимальные размеры и массу инструментов;
i) завершающую и рабочую скорости, минимальную и максимальную в случае диапазона переменных скоростей;
j) максимальную длину хода;
к) данные по электрическим, гидравлическим и пневматическим системам;
l) общее время выключения и соответствующее безопасное расстояние(я) (см. приложение А);
m) любые ограничения по типу защитных устройств и режима работы, например закрытые инструменты, для которых подходит данный пресс.
Защитные устройства, поставляемые с прессом, также должны быть промаркированы идентификационными данными.
7.2.1 Необходимо выполнять общие требования, изложенные в ГОСТ Р ИСО 12100-2.
7.2.2 Инструкция (руководство по эксплуатации) должна включать в себя:
a) информацию по маркировке пресса (см. 7.1.2);
b) ссылку на настоящий стандарт и любые другие стандарты, использованные при проектировании пресса;
c) копии любых сертификационных документов и отчеты по испытаниям сосудов высокого давления и систем управления;
d) информацию по безопасной установке (например, строительное задание на фундамент, задание на антивибрационную установку и т. д.);
e) информацию по начальному тестированию и проверке пресса и систем безопасности, которые необходимо провести перед началом использования и ввода в эксплуатацию;
f) информацию по системам управления, включая принципиальные схемы электрической, гидравлической и пневматической систем. Если предусмотрены ПЭС и ППС, на принципиальных схемах необходимо указать четкую взаимосвязь сопряжения между любыми постоянно соединенными частями ПЭС и ППС;
g) информацию по уровню шума во время проведения звуковых испытаний (см. 5.8.4.4);
h) подробную информацию по любой дополнительной защите оператора, которая может потребоваться для борьбы с остаточными рисками, например защита слуха, зрения или ног;
i) информацию по всем мерам безопасности в связи с использованием материалов, выделяющих опасные вещества;
j) информацию по безопасному использованию, выбору режимов работы, запуску и системам защиты оператора (особенно при применении закрытых инструментов или неподвижного заграждения, или управления прессом несколькими операторами), настройке, пробному ходу, техническому обслуживанию, ремонту, включая опасности выталкивания, создаваемые заготовками инструментов или их частями, жидкостями и т. д.;
k) специализированное обучение, необходимое лицам, назначенным для подготовки гидравлических прессов к использованию, включая соответствующий и достаточный инструктаж:
- по механизмам пресса,
- поддержанию качества жидкости и изменений фильтра,
- защитным устройствам,
- обнаружению причин и предотвращению несчастных случаев,
- работе устройств по настройке инструментов,
- конструкции инструментов,
- использованию закрытых инструментов и неподвижных заграждений (см. 5.3.4, 5.3.9 и 5.3.10);
l) подробную информацию по предпроизводственным проверкам заграждений и защитных
устройств, требующихся после настройки инструментов или регулировки инструментов;
m) спецификации для любых жидкостей, используемых в гидравлических системах, фильтрах, для смазки, трансмиссии;
n) описания прогнозируемых режимов отказа и рекомендации по обнаружению, предотвращению и исправлению путем периодического технического обслуживания;
p) информацию по любым испытаниям или проверкам, необходимым после замены элементов, которые могут повлиять на функции безопасности;
q) информацию по периодическому техническому обслуживанию, тестированию и проверкам пресса, заграждений и защитных устройств, включая график технического обслуживания, тестирования и проверок. Для периодического технического обслуживания следует использовать широко доступные инструменты или оборудование, поставляемое в комплекте с прессом;
r) информацию по освобождению лиц, попавших в опасную зону (см. 5.3.20).
Рекомендуется подготовить контрольные карты для операций, подпадающих под перечисления е), l) и q).
Особые контрольные карты, подписанные проверяющим, должны быть подготовлены для проверок безопасности.
Приложение
А
(обязательное)
Вычисление минимальных безопасных расстояний
А.1 Блокировочные заграждения без блокировки заграждений, заграждения устройств управления без блокировки заграждений, блокировочные заграждения раннего открытия без блокировки заграждений, ЭЧЗО с использованием АОЭЗУ двуручные устройства управления должны быть расположены от опасной зоны на минимальном расстоянии S, мм, вычисляемом по формуле
S = (K ´ f) + C,
где K- параметр, выводимый из данных по скорости приближения тела или части тела, мм/с;
t - общие технические характеристики (общее время выключения) системы, с;
С - дополнительное расстояние, основанное на проникновении в опасную зону до активации защитного устройства, мм;
S - минимальное расстояние от опасной зоны до точки, линии, плоскости или зоны обнаружения должно быть не менее 100 мм с возможностью обнаружения не более 14 мм.
Для гидравлических прессов t вычисляют по формуле
t = t1 + t2 + t3 + Dt,
где t1 - время остановки пресса (включая время выключения гидравлических и электрических систем управления, см. приложение В), с;
t2 - время выключения системы безопасности, с;
t3 - сумма всех оставшихся измеряемых времен выключения, с;
Dt - неопределенность метода измерения.
А.2 Чтобы определить К, скорость приближения в 1600 мм/с должна использоваться для горизонтально расположенных АОЭЗУ и двуручных устройств управления. Для вертикально расположенных АОЭЗУ используется скорость приближения в 2000 мм/с, если минимальное расстояние не более 500 мм. Если минимальное расстояние превышает 500 мм, может использоваться скорость приближения в 1600 мм/с.
А.3 Определение С для ЭЧЗО с использованием АОЭЗУ - см. А.6. Для незащищенных двуручных устройств управления С должно быть равно, по крайней мере, 250 мм. Для защищенных двуручных устройств управления и блокировочных заграждений раннего открытия без блокировки заграждения С может быть равно нулю.
А.4 При подсчете общих характеристик остановки системы необходимо учитывать следующие параметры при нормальных условиях:
- самую высокую скорость ползуна/поперечины при завершающем ходе;
- температуру, влияющую на соответствующие части системы;
- массу инструмента, увеличение которой приводит к увеличению времени остановки;
- давление, увеличение которого приводит к увеличению времени остановки;
- износ соответствующих частей функции остановки.
А.5 Если положение защитных устройств, механически связанных с прессом, может быть изменено, устройства должны быть заблокированы или иметь возможность быть заблокированными в данном положении для поддержания минимального безопасного расстояния. Их передвижение возможно только с помощью инструментов или клавиш.
Таблица А.1 -Дополнительное расстояние С
|
Дополнительное расстояние С, мм |
Запуск цикла посредством АОЭЗУ |
|
|
£ 14 |
0 |
Разрешен |
|
> 14 £ 20 |
80 |
|
|
> 20 £ 30 |
130 |
|
|
> 30 £ 40 |
240 |
Запрещен |
|
> 40 |
850 |
Приложение
В
(обязательное)
Время выключения гидравлической системы
B.1 Во время изготовления пресса необходимо провести проверку разницы времени выключения клапанов гидравлической системы. Это гарантирует работу дублирующей функции гидравлической системы в соответствии с проектными расчетами. Измерения необходимо повторить для обеспечения точности рабочих характеристик останова.
B.2 Время выключения каждого канала должно быть измерено не менее 10 раз. Для вычисления безопасного расстояния используется наибольшее измеренное значение или среднее значение плюс три стандартных отклонения, в зависимости от того, какая величина является большей.
B.3 Разница во времени, измеренная для каждого канала, должна быть включена в информацию, предоставляемую пользователю [см. 7.2.2, перечисление q)].
B.4 Пример подключения оборудования для измерения времени останова приведен в приложении G.
Приложение
С
(справочное)
Закрытые инструменты

1 - пуансон; 2 - съемник; 3 - штамп
Рисунок С.1 -Закрытые инструменты гидравлического пресса
Закрытые инструменты обычно используют, если штамповочные операции выполняются из полос и если несколько операций совмещены в едином наборе инструментов. Замкнутое пространство может быть получено, если обеспечена достаточная толщина съемника, прикрепленного к штампу, что предотвращает выход инструмента из съемника (см. 5.3.4 и 5.3.9).
Приложение
D
(справочное)
Блокировочные устройства, связанные с заграждениями
D.1 На рисунке D.1 приведен пример блокировки с двумя переключателями, управляемыми кулачками, один из которых работает напрямую, а другой в обратном направлении в связке с дублированной и контролируемой гидравлической схемой. Переключатель прямого режима при его активации удерживается в положении выключения кулачком, прикрепленным к заграждению, которое может находиться в любом положении, кроме полностью закрытого. Финальное закрывающее движение заграждения отпускает переключатель, открывая подачу питания к продукции посредством возвратной пружины. Если заграждение открыто, питание перекрывается и продукция возвращается в бак под действием кулачка. В режиме работы обратного переключателя финальное закрывающее движение напрямую управляет переключателем, подавая питание к продукции и позволяя запуск станка. Если заграждение открыто, переключатель переводится в противоположное положение под действием пружины при отпускании рабочего механизма, таким образом отключая питание.
D.2 На рисунке D.2 приведен пример прямой блокировки питания (см. таблицы 2 - 4).
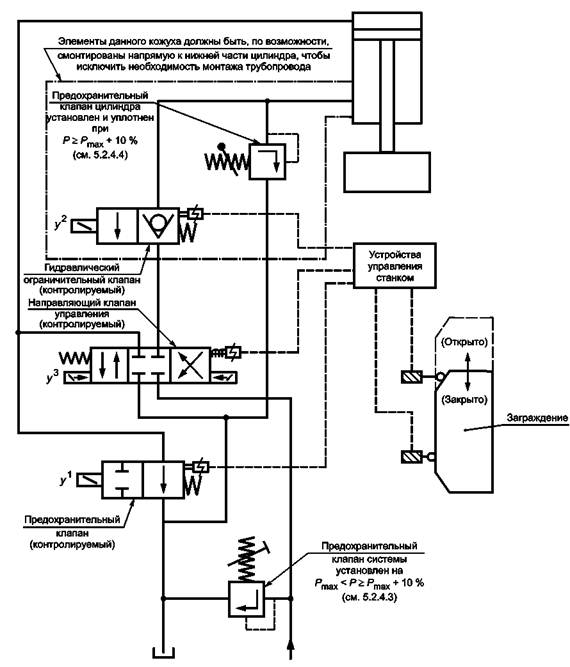
Рисунок D.1 -
Пример резервированной и контролируемой гидравлической схемы управления для
пресса сходом
вниз (резервирование и контроль см. в таблицах 2 - 4) (резервирование и контроль в
электрической схеме не показаны)
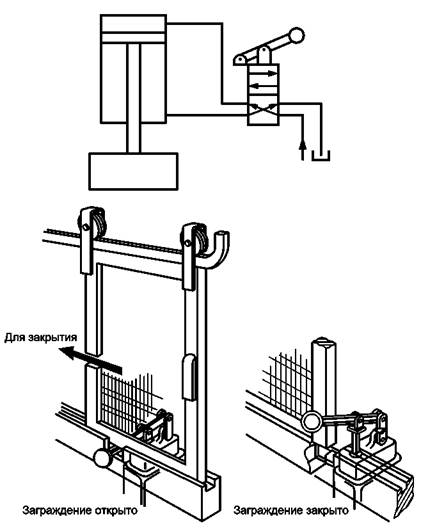
Рисунок D.2 - Пример блокировки питания (см. 5.4.1.6)
Приложение
Е
(справочное)
Электрочувствительное защитное оборудование
(ЭЧЗО) с использованием активных
оптоэлектрических защитных устройств (АОЭЗУ)
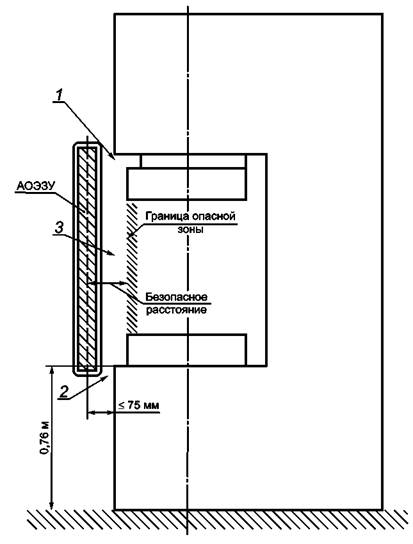
Примечание - Значения при положении над (1), положении под (2) и положении в районе (3) должны соответствовать ГОСТ Р 51334.
Рисунок Е.1 - Пример типичного применения
АОЭЗУ, используемых для запуска цикла, для подачи на пресс
вручную (боковые заграждения не показаны в целях большей информативности
рисунка) [см. также 5.3.13, перечисление g)]
Приложение
F
(справочное)
Условия для измерения шума гидравлических прессов
F.3 Рекомендуются следующие рабочие условия:
a) скорость в ходах в минуту должна составлять по крайней мере 80 % максимальной;
b) прилагаемая сила должна составлять по крайней мере 80 % номинальной силы;
c) информация по инструментам:
- если пресс может выполнять операции штамповки, это должен быть вырубной инструмент с простыми поверхностями среза указанных размеров, чтобы соответствовать рекомендованному значению силы, прилагаемой к материалу [см. d)];
- если пресс может выполнять операции формовки, раскатки и чеканки, это должен быть фасонный резец с простыми формами указанных размеров, чтобы соответствовать рекомендованному значению силы, прилагаемой к материалу [см. d)];
d) используемый материал: мягкая сталь Fe Р01 (см. ЕН 10130 [11]); для штамповки толщина материала должна соответствовать вычисляемой силе.
F.4 Эксплуатационные условия, а особенно условия, приведенные в F.3, перечисления b), с) и d), зависят от доступности соответствующих инструментов, необходимых для использования по назначению.
Если соответствующий набор инструментов и материала не может быть предоставлен для измерения шума, измерение должно быть проведено под нагрузкой при следующих условиях:
- прилагаемая сила должна составлять по крайней мере 80 % номинальной силы;
- частота запуска и остановки цикла должна составлять по крайней мере 80% предельно допустимого количества ходов в минуту.
Настоящее тестирование предназначено для определения уровня шума, создаваемого самим прессом, без переменного влияния различных инструментов.
F.5 Процедура измерения шума для получения значений шумового излучения должна быть описана с указанием процедуры измерения и положений микрофонов, выбранных в опциях по ГОСТ 31169.
F.6 Эскиз всех положений измерения с указанием тех положений, в которых были записаны уровни звукового давления/акустической мощности, и нормального положения оператора должен быть включен в отчет. Он также может быть совмещен с описанием положения пресса, упомянутым в 5.8.4.4 , перечисление q).
F.7 При эксплуатационных условиях, указанных в F.3, перечисления а) и b) или F.4, время измерения должно длиться до тех пор, пока А-взвешенное значение эквивалентного уровня звукового давления не стабилизируется в пределах 1 дБ:
- при работе в режиме непрерывного цикла;
- или, если режим непрерывного цикла невозможен, при работе в режиме единичного цикла с предназначенным количеством рабочих циклов в минуту.
Приложение
G
(справочное)
Подключение оборудования для измерения времени остановки
G.1 На рисунке D.1 (приложение D) защитное устройство работает на у1, у2 и у3. Таким образом, путем отключения у1, у2 и у3 достигается безопасная остановка.
G.2 Нормальное время остановки измеряется с помощью подключения оборудования времени остановки к защитному устройству. Если измерительное оборудование подключено к выходу защитного устройства, внутреннее время выключения устройства должно быть добавлено к измеренному времени.
G.3 Так как время выключения клапанов варьируется в пределах широкого диапазона, время остановки может быть продлено, если произошел отказ клапана. Поэтому необходимо проверить индивидуальное время выключения каждой гидравлической функции остановки.
G.4 В примере, приведенном на рисунке D.1, первая функция остановки достигается посредством у1 + у2, а вторая - только посредством у3. Следовательно, измерительное оборудование должно быть сначала подключено к у1 и у2, и время остановки должно быть измерено. Затем оборудование подключается только к у3, и данное время остановки также измеряется.
Приложение
ZA
(справочное)
Взаимосвязь настоящего документа с директивами ЕС
Настоящий стандарт содержит основные требования и другие положения директив ЕС.
Настоящий стандарт поддерживает необходимые требования директивы ЕС «Машинное оборудование» 98/37/ЕС от 22 июня 1998 года, дополненной директивой 98/79/ЕС.
Внимание! К продукции, подпадающей под настоящий стандарт, могут применяться другие требования и другие директивы ЕС.
Требования настоящего стандарта поддерживают требования Директивы по машинному оборудованию.
Соответствие настоящему стандарту обеспечивает выполнение основных требований директив, касающихся и относящихся к положениям Европейской ассоциации свободной торговли (ЕАСТ).
Приложение
1
(обязательное)
Специальные требования безопасности к отдельным типам прессов
1 Ковочные прессы с верхним и нижним расположением рабочих цилиндров
1.1 Прессы должны быть оснащены дистанционным централизованным управлением.
1.2 Рабочее место оператора должно быть защищено прозрачным теплозащитным экраном.
1.3 Пуск насосов должен осуществляться только при подаче напряжения специальным ключом-биркой с пульта управления.
2 Пакетировочные прессы для металлических отходов
2.1 Прессы должны быть снабжены сигнализацией, включаемой с пульта оператора, для оповещения обслуживающего персонала о начале работы пресса.
2.2 При наличии нескольких пультов управления (на рабочем месте оператора и в машинном зале) управление исполнительными механизмами пресса должно осуществляться только с пульта оператора.
2.3 Включение насосов и пуск пресса должны осуществляться при подаче напряжения специальным ключом-биркой с пульта управления оператора.
3 Прессы для прессования изделий из пластмасс
3.1 Прессы должны быть оснащены кнопочным двуручным управлением.
3.2 Прессы должны иметь блокировку, обеспечивающую невозможность подъема выталкивателя до прихода подвижной траверсы в верхнее положение (в трансферном режиме блокировка должна отключаться).
3.3 На прессах при всех режимах работы необходимо обеспечивать «Ход вверх», а на прессах с нижним приводом «Ход вниз» ползуна при любом его положении (кроме верхнего и нижнего) с невозможностью пуска пресса самим прессовщиком после хода ползуна вверх при аварийном разъеме пресс-форм.
4 Прессы для холодного выдавливания рельефных полостей и гидравлические прессы для холодного выдавливания двойного действия
4.1 Прессы должны быть оснащены надежными защитными устройствами, закрывающими рабочее пространство прессов.
4.2 Прессы должны быть оснащены устройством, препятствующим повышению высокого давления в гидросистеме при открытых защитных устройствах.
5 Вытяжные прессы
Ограждение механизма загрузки должно быть оснащено блокирующим устройством, предотвращающим работу со снятым ограждением.
6 Этажные прессы
Прессы должны быть оснащены устройствами для удержания подъемного стола в верхнем или нижнем положении при выполнении ремонтных работ.
7 Одностоечные прессы
Прессы, кроме листоштамповочных одностоечных отбортовочных прессов, должны быть оснащены двуручным (рычажным или кнопочным) управлением.
8 Трубопрутковые и прутково-профильные прессы для горячего прессования
8.1 Прессы и САМ с самостоятельными пультами управления, не находящимися между собой в зоне прямой видимости, должны быть оснащены переговорным устройством и звуковой сигнализацией, включающейся при отказе работающих в автоматическом режиме механизмов САМ.
8.2 Пуск пресса должен осуществляться только при подаче напряжения специальным ключом-биркой с главного пульта управления.
9 Рамные и колонные листоштамповочные прессы простого и двойного действия
Прессы должны быть оснащены кнопочным двуручным управлением.
Приложение
2
(обязательное)
Сведения о соответствии ссылочных международных
(региональных) стандартов
национальным стандартам Российской Федерации, использованным в настоящем стандарте
в качестве нормативных ссылок
Таблица 2.1
|
Обозначение
ссылочного |
Обозначение
и наименование ссылочного международного стандарта и условное |
|
ЕН 614-1:1995 «Безопасность машин. Эргономические принципы конструирования. Часть 1. Термины и общие положения» (IDT) |
|
|
ИСО 12100-1:2003 «Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основная терминология, методология» (IDT) |
|
|
ИСО 12100-2:2003 «Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы» (IDT) |
|
|
ИСО 13849-1-99 «Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования» (IDT) |
|
|
ЕН 294:1992 «Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону» (IDT) |
|
|
ЕН 349:1993 «Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела» (IDT) |
|
|
ЕН 418:1992 «Безопасность машин. Установки аварийного выключения. Функции. Принципы проектирования» (IDT) |
|
|
ЕН 563:1994 «Безопасность машин. Температуры касаемых поверхностей. Эргономические данные для установления предельных величин горячих поверхностей» (IDT) |
|
|
ЕН 626-1:1994 «Безопасность машин. Снижение риска для здоровья от вредных веществ, выделяющихся при эксплуатации машин. Часть 1. Основные положения для изготовителей машин» (IDT) |
|
|
ЕН 842:1996 «Безопасность машин. Основные характеристики оптических и звуковых сигналов опасности. Технические требования и методы испытаний» (ЮТ) |
|
|
ЕН 894-2:1997 «Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Средства отображения информации» (IDT) |
|
|
ЕН 953:1997 «Безопасность машин. Ограждения. Общие требования по конструированию ограждений» (IDT) |
|
|
ЕН 1037:1995 «Безопасность машин. Предотвращение неожиданного пуска» (ЮТ) |
|
|
ЕН 1050:1996 «Безопасность машин. Принципы оценки и определения риска» (ЮТ) |
|
|
ЕН 1088:1995 «Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора» (ЮТ) |
|
|
ЕН ИСО 3746:1995 «Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью» (ИСО 3746:1995)» (MOD) |
|
|
МЭК 60204-1:2005 «Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования» (IDT) |
|
|
ЕН 1005-2:2003 «Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами» (ЮТ) |
|
|
ИСО 13851-2002 «Безопасность машин. Двуручные устройства управления. Функциональные аспекты. Принципы конструирования» (IDT) |
|
|
ИСО 13855-2002 «Безопасность машин. Расположение защитных устройств с учетом скоростей приближения частей тела человека» (IDT) |
|
|
ЕН 1310-2:1995 «Безопасность машин. Индикация, маркировка и включение. Часть 2. Требования к маркировке (МЭК 1310-2:1995)» (NEQ) |
|
|
ГОСТ 30869-2003 (ЕН 983:1996) |
ЕН 983:1996 «Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика» (MOD) |
|
ГОСТ 31169-2003 (ИСО 11202-1995) |
ЕН ИСО 11202:1995 «Акустика. Уровень шума машин и оборудования - Метод измерения уровней звукового давления на рабочем месте и в других контрольных точках. Метод измерения на рабочем месте (ИСО 11202:1995)» (MOD) |
|
ГОСТ 31177-2003 (ЕН 982:1996) |
ЕН 982:1996 «Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика» (MOD) |
|
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
|
Библиография
|
[1] EH 61496-1:1997 |
Безопасность машин. Электрочувствительное защитное оборудование. Часть 1. Общие требования и испытания (IEC 61496-1:1997). |
|
[2] EH 61496-2:1997 |
Безопасность машин. Электрочувствительное защитное оборудование. Часть 2. Особые требования к оборудованию, использующему активные оптико-электронные защитные средства (IEC 61496-2:1997 |
|
[3] EH ИСО 14122 |
Безопасность машин. Постоянные средства доступа к машинам - |
|
Часть 1. Выбор неподвижных средств доступа между двумя уровнями |
|
|
Часть 2. Фиксированные лестницы с/или без сеток безопасности и средства, закрывающие доступ к данным лестницам |
|
|
Часть 3. Лестницы, ступени и перила |
|
|
Часть 4. Стационарные лестницы |
|
|
Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование |
|
|
[5] EH 1299:1997 |
Виброизоляция станков. Информация для применения или изоляции источника |
|
[6] EH 1127-1:1997 |
Безопасность машин. Взрывоопасная атмосфера. Предотвращение взрывов и защита от них. Часть 1. Основные положения и методология |
|
[7] EH 894-3:2000 |
Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 3. Исполнительные механизмы системы управления |
|
Безопасность машин. Измерения тела человека. Эргономические требования для проектирования рабочих мест машинного оборудования. Позы сидя и стоя |
|
|
EH ИСО 14738:2000 |
|
|
[9] проект |
Безопасность машин. Оценка положения тела при работе на машинах |
|
EH 1005-4:1998 |
|
|
[10] проект EH 12464 |
Освещение. Искусственное освещение. Освещение рабочего пространства |
|
[11] EH 10130 |
Полосовые изделия из холоднокатаной низкоуглеродистой стали для холодной штамповки. Технические условия выпуска |
|
Ключевые слова: прессы гидравлические, опасности, требования безопасности, конструкция, система управления, защитные и предохранительные устройства, маркировка, испытания, эксплуатация |