 | Информационная система | |
Министерство монтажных
и специальных строительных работ СССР
МИНМОНТАЖСПЕЦСТРОЙ СССР
ВНиР
ВЕДОМСТВЕННЫЕ НОРМЫ И РАСЦЕНКИ
НА СТРОИТЕЛЬНЫЕ, МОНТАЖНЫЕ
И РЕМОНТНО-СТРОИТЕЛЬНЫЕ РАБОТЫ
Сборник В5
ИЗГОТОВЛЕНИЕ
ДЕТАЛЕЙ И УЗЛОВ
ДЛЯ ЭЛЕКТРИЧЕСКИХ
УСТАНОВОК
И СРЕДСТВ АВТОМАТИЗАЦИИ
Выпуск 4
Контрольно-измерительные
приборы
и средств автоматизации
ПРЕЙСКУРАНТИЗДАТ
Москва - 1987
Утверждены Министерством монтажных и специальных строительных работ СССР 16 декабря 1986 г. № 417 по согласованию с ЦК профсоюза рабочих строительства и промышленности строительных материалов и Центральным бюро нормативов по труду в строительства при ВНИПИ труда в строительстве Госстроя СССР для обязательного применения в организациях Министерства на строительных, монтажных и ремонтно-строительных работах
Предназначены для применения в строительно-монтажных, ремонтно-строительных и приравненных к ним организациях, а также в подразделениях (бригадах, участках) производственных объединений, предприятий, организаций и учреждений, осуществляющих строительство и капитальный ремонт хозяйственным способом, переведенных на новые условия оплаты труда работников в соответствии с постановлением ЦК КПСС, Совета Министров СССР и ВЦСПС «О совершенствовании организации заработной платы и введении новых тарифных ставок и должностных окладов работников производственных отраслей народного хозяйства».
Разработаны Центральным нормативно-исследовательским бюро (ЦНИБ) и Нормативно-исследовательской станцией № 35 при тресте «Уралмонтажавтоматика» Министерства монтажных и специальных строительных работ СССР под методическим руководством Центрального бюро нормативов по труду в строительстве (ЦБНТС) при ВНИПИ труда в строительстве Госстроя СССР.
Технология производства работ, предусмотренная в сборнике, согласована с Государственным проектным институтом «Проектмонтажавтоматика» (ГПИ «Проектмонтажавтоматика») Минмонтажспецстроя СССР.
Ведущие исполнители - В.Н. Золотухин (ЦНИБ), С.С. Ильинов (НИС-35).
Исполнители - Б.А. Фоминых (НИС-35), Н.А. Хамидулина (ЦНИБ), М.Л. Витебский (ГПИ «Проектмонтажавтоматика»)
Ответственный за выпуск - В.Т. Силантьева (ЦНИБ)
СОДЕРЖАНИЕ
ВВОДНАЯ ЧАСТЬ
1. Настоящий сборник содержит нормы времени и расценки на изготовление конструкций, узлов и блоков для электрических установок и средств автоматизации (КИП и автоматики), отвечающих требованиям СНиП III-34-74 «Монтаж и наладка приборов контроля и средств автоматизации», СНиП III-4-80 «Техника безопасности в строительстве». Рабочие должны знать и выполнять все требования, предусмотренные вышеуказанными нормативными документами.
2. Нормы сборника предусматривают выполнение работ в монтажно-заготовительных мастерских, оснащенных соответствующим оборудованием для обработки сортового и листового металла, станками и приспособлениями для пробивки и сверления отверстий, точильно-обдирочными и заточными станками, оборудованием для электрогазосварки и резки, трубообрабатывающими станками и приспособлениями, электрифицированным и пневматическим ручным инструментом, оборудованием для испытания и подъемно-транспортными средствами (тельферы, кран-балка, автопогрузчики и др.).
3. Нормами сборника учтены и отдельной оплате не подлежат следующие вспомогательные операции, не указанные в составах работ:
время на доставку материалов, изделий и оборудования со складов при мастерских к рабочим местам, перемещения на рабочем месте и время на доставку готовой продукции на места складирования в пределах площади мастерских на расстояние до 50 м;
подготовительно-заключительные операции (получение задания и сдача выполненных работ, изучение чертежей, получение и распаковка материалов, изделий и оборудования, подготовка рабочего места и приведение его в порядок в начале и конце смены, получение и сдача инструмента и приспособлений, заправка и заточка их в процессе работы);
время на отдых и личные надобности;
включение сварочных машин и установка режима сварки;
подготовка баллонов к сварке без их перемещения;
поддерживание деталей и конструкций при прихватке сваркой;
очистка свариваемых кромок и швов от шлака и брызг;
подгонка, зачистка заусениц и рихтовка конструкций под сварку и сборку;
очистка деталей и конструкций от ржавчины и грязи, обезжиривание и грунтовка поверхностей при окраске;
маркировка;
приварка болта заземления к конструкциям.
4. Нормами не учтены и должны оплачиваться особо:
ремонт оборудования и станков;
доставка материалов и изделий к рабочему месту на расстояние св. 50 м.
5. Нормами предусматривается окрашивание краскораспылителем. Окрашивание конструкций методом окунания в таблицах параграфов выделена отдельно.
6. При применении в мастерских более совершенной организации процесса производства и труда, новых материалов, станков, приспособлений и другого технологического оборудования, обеспечивающих более высокий уровень производительности труда, нормами времени и расценками сборника пользоваться запрещается. При этом до разработки новых ЕНиР должны устанавливаться местные, технически обоснованные нормы времени и расценки, вводимые в действие на общих основаниях.
7. При выполнении работ непосредственно на строительной площадке нормы времени и расценки настоящего сборника умножать на 1,15 (ВЧ-1).
8. Элементные нормы, приведенные в параграфах сборника, предназначены для составления калькуляций укрупненных норм и для поэлементного нормирования при операционном выполнении работ.
9. Тарификация основных работ произведена в соответствии с ЕТКС работ и профессий рабочих, вып. 3, разд. «Строительные, монтажные и ремонтно-строительные работы», утвержденным 17 июля 1985 г., тарификация сварочных работ - по ЕТКС, вып. 2, разд. «Сварочные работы».
10. Нормами настоящего сборника предусмотрено выполнение работ электрослесарями строительными; монтажниками приборов и аппаратуры автоматического контроля, регулирования и управления; электросварщиками ручной сварки. Для краткости эти профессии именуются соответственно: «электрослесари», «монтажники», «электросварщики».
Глава 1. ОТБОРНЫЕ УСТРОЙСТВА
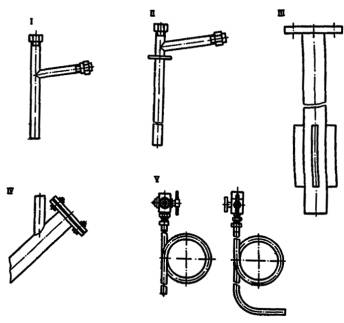
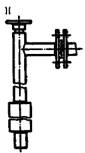
§ В5-4-1. Изготовление отборных устройств для измерения давления и разрежения чистых газов и жидкостей
Состав работ
При заготовке
1. Разметка под резку. 2. Резка труб с раззенковкой концов. 3. Гибка труб. 4. Подготовка концов труб под сварку. 5. Резка листовой стали. 6. Сверление и вырезка отверстий.
При сборке
1. Установка деталей под сварку. 2. Свертывание заглушек, вентилей и пробок на льне и сурике. 3. Испытание изделий на плотность.
При сварке
Приварка патрубков и фланцев
При окрашивании
Окрашивание поверхности конструкции
Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Состав звена |
Отборные устройства чистого газа и жидкостей |
|
||||
|
Эскизы |
|||||||
|
I |
II |
III |
IV |
V |
|||
|
Заготовка |
Электрослесари |
0,07 0-05,6 |
0,09 0-07,2 |
0,22 0-17,7 |
0,1 0-08,1 |
1 |
|
|
5 разр. - 1 |
|||||||
|
3 " - 1 |
|||||||
|
Сборка |
Электрослесарь |
0,2 0-15,8 |
0,34 0-26,9 |
0,16 0-12,6 |
1 0-79 |
0,21 0-16,6 |
2 |
|
4 разр. |
|||||||
|
Сварка |
Электросварщик |
0,09 0-08,2 |
0,16 0-14,6 |
0,23 0-20,9 |
0,63 0-57,3 |
0,14 0-12,7 |
3 |
|
6 разр. |
|||||||
|
Окрашивание |
Маляр |
0,05 0-04 |
0,07 0-05,5 |
0,02 0-01,6 |
0,03 0-02,4 |
0,05 0-04 |
4 |
|
4 разр. |
|||||||
|
|
|
а |
б |
в |
г |
д |
№ |
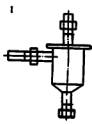
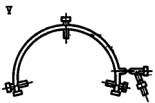
§ B5-4-2.
Изготовление отборных устройств для измерения давления и разрежения запыленных
и загрязненных газов
Состав работ
При заготовке
1. Разметка труб под резку и вырезку клиньев. 2. Сверление и вырезка отверстий.
При сборке
1. Обсадка перехода под сварку. 2. Сборка. 3. Свертывание деталей на льне и сурике и соединение фланцевых стыков с установкой прокладок. 4. Испытание изделий на плотность.
При сварке
1. Газовая резка трубы и вырезка клиньев с подогревом для обсадки на конус 2. Газовая сварка труб.
При окрашивании
Окрашивание поверхности конструкции
|
|
|
|
|
|
|
|
||


Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Состав звена |
Отборные устройства для запыленных и загрязненных газов |
|
||||
|
Эскизы |
|||||||
|
I |
II |
III |
IV |
V |
|||
|
Заготовка |
Элвктросласари |
0,46 0-37 |
0,5 0-40,3 |
0,55 0-44,3 |
0,3 0-24,2 |
0,8 0-64,4 |
1 |
|
5 разр. - 1 |
|||||||
|
3 " - 1 |
|||||||
|
Сборка |
Электрослесари |
0,6 0-46,5 |
2,1 1-63 |
0,9 0-69,8 |
1,1 0-85,3 |
0,99 0-76,7 |
2 |
|
5 разр. - 1 |
|||||||
|
2 " - 1 |
|||||||
|
Сварка |
Газосварщик 6 разр. |
0,69 0-73,1 |
1,6 1-70 |
- |
1,1 1-17 |
1,4 1-48 |
3 |
|
Окрашивание |
Маляр 4 разр. |
|
|
0,03 0-02,4 |
|
|
4 |
|
|
|
а |
б |
в |
г |
д |
№ |
§ В5-4-3. Изготовление сосудов
Состав работ
При заготовке и сборке
1. Разметка и нарезка заготовок. 2. Изготовление деталей с нарезкой резьбы. 3. Сборка. 4. Гидравлическое испытание.
При сварке
Сварка деталей конструкций
При окрашивании
Окрашивание поверхности конструкций
Нормы времени и расценки на 1 сосуд
|
Наименование работ |
Состав звена |
Сосуд |
|
|
|
влагоотделительный или воздухосборник |
уравнительный |
|||
|
Заготовка и сборка |
Электрослесари |
0,82 0-66 |
1,7 1-37 |
1 |
|
5 разр. - 1 |
||||
|
3 " - 1 |
||||
|
Сварка |
Газосварщик 5 разр. |
0,3 0-27,3 |
0,37 0-33,7 |
2 |
|
Окрашивание |
Маляр 4 разр. |
0,14 0-11,1 |
3 |
|
|
|
|
а |
б |
№ |
Глава 2. КОНСТРУКЦИИ ДЛЯ УСТАНОВКИ ПРИБОРОВ И АППАРАТУРЫ НЕЩИТОВОГО МОНТАЖА
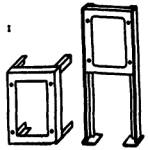
§ В5-4-4. Изготовление конструкций для одиночной установки приборов и аппаратуры на стене
Состав работ
А. ПРИ ИЗГОТОВЛЕНИИ КОНСТРУКЦИЙ ИЗ ЛИСТОВОЙ СТАЛИ
При заготовке
1. Разметка под резку, изгибание, сверление отверстий и вырубку углов. 2. Резка. 3. Сверление (пробивка или вырезка) отверстий. 4. Вырубка углов и полок. 5. Изгибание.
При сборке
Сборка деталей под сварку
При сварке
Сварка деталей конструкций
При окрашивании
Окрашивание поверхности конструкций
Б. ПРИ ИЗГОТОВЛЕНИИ КОНСТРУКЦИЙ ИЗ ЛИСТОВОЙ СТАЛИ И ПЕРФОРИРОВАННЫХ ИЗДЕЛИЙ
При заготовке
1. Разметка под резку и изгибание. 2. Резка. 3. Изгибание. 4. Вырубка углов и полок. 5. Изгибание с подгонкой углов под сварку.
При сборке
1. Сборка деталей под сварку. 2. Крепление деталей болтами.
При сварке
Сварка деталей конструкций
При окрашивании
Окрашивание поверхности конструкций
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|










А. КОНСТРУКЦИИ ИЗ ЛИСТОВОЙ СТАЛИ
Таблица 1
Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Состав звена |
Размеры конструкций, мм, до |
|
|||||
|
400´180 |
600´280 |
1000´480 |
1000´680 |
1400´680 |
150´105 |
|||
|
Эскизы |
||||||||
|
I |
II |
|||||||
|
Заготовка |
Электрослесари |
9,6 7-15 |
11 8-20 |
17 12-67 |
18,5 13-78 |
23 17-14 |
8,8 6-56 |
1 |
|
4 разр. - 1 |
||||||||
|
3 " - 1 |
||||||||
|
Сборка |
Электрослесарь 3 разр. |
4 2-80 |
5 3-50 |
2 1-40 |
2 |
|||
|
Сварка |
Электросварщик 3 разр. |
7,4 5-18 |
8,6 6-02 |
1,6 1-12 |
3 |
|||
|
Окрашивание |
Маляр 4 разр. |
9,6 7-58 |
12,5 9-88 |
14 11-06 |
18 14-22 |
3,6 2-84 |
4 |
|
|
|
|
а |
б |
в |
г |
д |
е |
№ |
Таблица 2
Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Состав звена |
Размеры конструкций, мм, до |
|
||||||
|
130´190 |
230´190 |
270´190 |
370´290 |
285´135´90 |
320´200´100 |
||||
|
Эскизы |
|||||||||
|
III |
IV |
V |
|||||||
|
Заготовка |
Электрослесари |
6,9 5-14 |
9,3 6-93 |
27 20-12 |
1 |
||||
|
4 разр. - 1 |
|||||||||
|
3 " - 1 |
|||||||||
|
Сборка |
Электрослесарь 3 разр. |
2,5 1-75 |
2 1-40 |
9,3 6-51 |
2 |
||||
|
Сварка |
Электросварщик 3 разр. |
2,2 1-54 |
7,8 5-46 |
4,7 3-29 |
3 |
||||
|
Окрашивание |
краскораспылителем |
Маляр 4 разр. |
2,7 2-13 |
3 2-37 |
3,6 2-84 |
4 3 - 16 |
3,5 2 - 77 |
4 |
|
|
окунанием |
1,4 1-11 |
1,6 1-26 |
2,5 1-98 |
6 |
|||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
|
Таблица 3
Нормы времени и распайки на 100 конструкций
|
Наименование работ |
Состав звена |
Размеры конструкций, мм, до |
|
|||||||
|
195´60 |
245´140 |
170´110 |
385´190 |
175´140 |
395´130 |
270´100 |
340´200´150 |
|||
|
Эскизы |
||||||||||
|
VI |
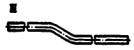
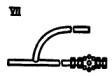
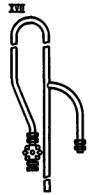
VII |
VIII |
||||||||
|
Заготовка |
Электрослесари |
3,8 2-83 |
4,8 3-58 |
5,2 3-87 |
6,4 4-77 |
8,8 6-56 |
22,5 16-76 |
1 |
||
|
4 разр. - 1 |
||||||||||
|
3 " - 1 |
||||||||||
|
Окрашивание |
Маляр 4 разр. |
2,6 2-05 |
3,6 2-84 |
3,1 2-45 |
4,9 3-87 |
3,6 2-84 |
4,5 3-56 |
3,6 2-84 |
2,7 2-13 |
2 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
|
Б. КОНСТРУКЦИИ ИЗ ЛИСТОВОЙ СТАЛИ И ПЕРФОРИРОВАННЫХ ИЗДЕЛИЙ
Таблица 4
Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Состав звена |
Размеры конструкций, мм, до |
|
|||||||||||
|
400´210 |
600´310 |
1000´510 |
1000´710 |
1100´810 |
250´270 |
250´270 |
450´300 450´500 |
350´300´210 |
210´165´125 |
400´260´200 |
190´160 |
|||
|
Эскизы |
||||||||||||||
|
IX |
X |
XI |
XII |
XIII |
XIV |
XV |
XVI |
|||||||
|
Заготовка |
Электрослесари |
5,8 4-32 |
7,8 5-81 |
3,9 2-91 |
2,9 2-16 |
6,3 4-69 |
10 7-45 |
11,5 8-57 |
34 25-33 |
14,6 10-80 |
1 |
|||
|
4 разр. - 1 |
||||||||||||||
|
3 " - 1 |
||||||||||||||
|
Сборка |
Электрослесарь 3 разр. |
3,4 2-38 |
4,8 3-36 |
5,7 3-99 |
8,4 5-88 |
2,7 1-89 |
8 5-60 |
6,8 4-76 |
- |
4,9 3-43 |
2 |
|||
|
Сварка |
Электросварщик 3 разр. |
6,8 4-76 |
12,5 8-75 |
4,1 2-87 |
4,1 2-87 |
8,9 6-23 |
12 8-40 |
8,6 6-02 |
8,1 5-67 |
2,3 1-61 |
3 |
|||
|
Окрашивание |
Маляр 4 разр. |
4,5 3-56 |
6,2 4-90 |
7,7 6-08 |
8,3 6-56 |
4,4 3-48 |
4,4 3-66 |
3,4 2-69 |
6,1 4-82 |
6,6 5-21 |
6,5 5-14 |
7,6 6-00 |
4 |
|
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
№ |
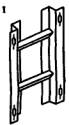
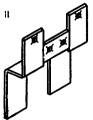
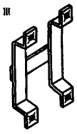
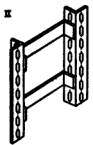
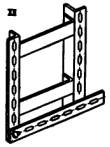
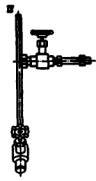
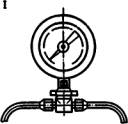
§ В5-4-5. Изготовление конструкций для установки тягонапоромеров
Состав работ
При заготовке
1. Разметка листовой, угловой стали под резку, сверление и вырубку отверстий. 2. Резка. 3. Вырубка углов и прямоугольных отверстий. 4. Сверление отверстий. 5. Изгибание.
При сборке
Сборка стоек с пластинами и малогабаритными панелями под сварку
При сварке
Сварка деталей конструкций
При окрашивании
Окрашивание поверхности конструкций
Состав звена
При заготовке и сборке
Электрослесари 4 разр. - 1
" 3 " - 1
При сварке
Электросварщик 3 разр.
При окрашивании
Маляр 4 разр.
|
|
|

Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Конструкции для установки тягонапоромеров |
|
|||||||
|
Периметр прямоугольных отверстий, мм, до |
|||||||||
|
1000 |
1500 |
2000 |
свыше 2000 |
1000 |
1500 |
2000 |
свыше 2000 |
||
|
Эскизы |
|||||||||
|
I |
II |
||||||||
|
Заготовка |
32 23-84 |
36 26-82 |
39 29-06 |
44 32-78 |
57 42-47 |
63 46-94 |
72 53-64 |
82 61-09 |
1 |
|
Сборка |
8,8 6-56 |
2 |
|||||||
|
Сварка |
12,5 8-75 |
3 |
|||||||
|
Окрашивание |
4,7 3-71 |
6,1 4-82 |
7,7 6-08 |
4 |
|||||
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
§ В5-4-6. Изготовление конструкций для установки приборов и аппаратуры на полу
Состав работ
При заготовке
1. Разметка листовой, угловой стали, перфоизделий под резку, сверление, вырубку отверстий, углов и полок. 2. Резка. 3. Сверление или пробивка отверстий. 4. Вырубка углов и полок. 5. Изгибание.
При сборке
Сборка деталей под сварку
При сварке
Сварка конструкций
При окрашивании
Окрашивание поверхности конструкций
|
|
|
|
|
|
|
|
||
|
|
|
||







Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Состав звена |
Конструкции для одиночной установки приборов и аппаратуры на полу |
|
||||||
|
Эскизы |
|||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,34 0-25,3 |
02 0-14,9 |
0,14 0-10,4 |
0,25 0-18,6 |
0,37 0-27,6 |
0,1 0-07,5 |
1 |
|
|
" 3 " - 1 |
|||||||||
|
Сборка |
То же |
0,22 0-16,4 |
0,12 0-06,9 |
0,16 0-11,9 |
0,17 0-12,7 |
0,22 0-16,4 |
0,06 0-04,5 |
2 |
|
|
Сварка |
Электросварщик 3 разр. |
0,28 0-19,6 |
0,09 0-06,3 |
0,21 0-14,7 |
0,22 0-15,4 |
0,11 0-07,7 |
0,14 0-09,8 |
0,16 0-11,2 |
3 |
|
Окрашивание |
Маляр 4 разр. |
0,13 0-10,3 |
0,1 0-07,9 |
0,08 0-06,3 |
0,12 0-09,5 |
0,09 0-07,1 |
4 |
||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
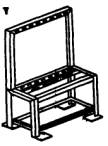
§ В5-4-7. Изготовление стоек и подставок для одиночной установки приборов системы ГСП
Состав работ
При заготовке
1. Разметка листовой стали под резку, изгибание, вырубку углов и отверстий. 2. Резка труб, листовой и перфорированной стали. 3. Пробивка (сверление) отверстий. 4. Вырубка углов. 5. Изгибание. 6. Снятие фасок на концах труб. 7. Нарезка резьбы. 8. Вырезка радиуса у труб.
При сборке
1. Разметка основания. 2. Установка патрубков на стойку. 3. Установка стойки и косынок на основании. 4. Сборка стойки на резьбе с муфтой и контргайкой. 5. Сборка кронштейна. 6. Установка кронштейна на перфошвеллер. 7. Установка перфошвеллера на основание.
При сварке
1. Сварка патрубка со стойкой. 2. Сварка стойки с основанием. 3. Сварка косынок. 4. Сварка кронштейна с перфошвеллером. 5. Сварка перфошвеллера с основанием.
При окрашивании
Окрашивание поверхности конструкции
|
|
|
|
|
|
|
|
||





Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Состав звена |
Конструкции для одиночной установки приборов системы ГСП |
|
|||||
|
Эскизы |
||||||||
|
I |
II |
III |
IV |
V |
||||
|
Заготовка |
Электрослесари 4 разр. - 1 |
15 11-18 |
4,9 3-65 |
3,4 2-53 |
14 10-43 |
12 8-94 |
1 |
|
|
" 3 " - 1 |
||||||||
|
Сборка |
Электрослесарь 3 разр. |
7,8 5-46 |
3,7 2-59 |
2,6 1-82 |
9,1 6-37 |
- |
2 |
|
|
Сварка |
Электросварщик 3 разр. |
11 7-70 |
7,1 4-97 |
6,6 3-92 |
- |
3 |
||
|
Окрашивание |
краскораспылителем |
Маляр 4 разр. |
5,8 4-58 |
3,2 2-53 |
1,8 1-42 |
4 |
||
|
окунанием |
- |
- |
- |
1,4 1-11 |
0,56 0-44,2 |
5 |
||
|
|
|
а |
б |
в |
г |
д |
№ |
|
§ В5-4-8. Изготовление рам для групповой установки приборов на полу
Состав работ
При заготовке
1. Разметка листовой, угловой стали и перфоизделий под резку, вырубку углов и полок. 2. Резка (рубка) заготовок. 3. Вырубка углов и полок. 4. Изгибание.
При заготовке деталей из угловой стали добавлять:
5. Пробивка или сверление отверстий.
При сборке
1. Сборка деталей под сварку. 2. Установка полок и лотков с креплением болтами.
При сварке
Сварка деталей конструкций
При окрашивании
Окрашивание поверхности конструкции
Состав звена
При заготовке и сборке
Электрослесари 4 разр. - 1
" 3 " - 1
При сварке
Электросварщик 4 разр.
При окрашивании
Маляр 4 разр.
|
|
|
|
|
|
|
|





Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Материал |
|
||||||||
|
Сталь перфорированная |
Перфорированная и угловая сталь |
|||||||||
|
длина, мм, до |
||||||||||
|
1800 |
1100 |
1800 |
700 |
1100 |
700 |
1100 |
700 |
1100 |
||
|
Эскизы |
||||||||||
|
I |
II |
III |
IV |
V |
VI |
|||||
|
Заготовка |
0,45 0-335 |
0,39 0-29,1 |
1,1 0-82 |
0,8 0-59,6 |
0,98 0-73 |
1,05 0-78,2 |
0,89 0-66,3 |
0,98 0-73 |
1 |
|
|
Сборка |
0,9 0-67,1 |
0,35 0-26,1 |
1,5 1-12 |
0,69 0-51,4 |
0,61 0-46,4 |
2 |
||||
|
Сварка |
0,37 0-29,2 |
0,22 0-17,4 |
0,72 0-56,9 |
0,77 0-60,8 |
0,62 0-49 |
3 |
||||
|
Окрашивание |
0,22 0-17,4 |
0,14 0-11,1 |
0,25 0-19,8 |
0,23 0-18,2 |
0,29 0-22,9 |
0,21 0-16,6 |
0,27 0-21,3 |
0,16 0-12,6 |
0,22 0-17,4 |
4 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
№ |
§ В5-4-9. Изготовление унифицированных стативов
Состав работ
При заготовке
1. Разметка листовой, угловой стали, перфоизделий под резку, вырубку углов и изгибание. 2. Резка. 3. Вырубка углов. 4. Пробивка отверстий. 5. Изгибание.
При сборке
Сборка деталей под сварку
При сварке
Сварка деталей стативов
При окрашивании
Окрашивание поверхности конструкций
Состав звена
При заготовке и сборке
Электрослесари 4 разр. - 1
" 3 " - 1
При сварке
Электросварщик 4 разр.
При окрашивании
Маляр 4 разр.

Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Материалы |
|
|||||||||
|
перфоизделия |
угловая сталь |
||||||||||
|
размер, мм |
|||||||||||
|
2000´1100 |
2000´1400 |
2000´1700 |
2000´2000 |
2000´1100 |
2000´1100 |
2000´1400 |
2000´1700 |
2000´2000 |
2000´1100 |
||
|
Эскизы |
|||||||||||
|
I |
II |
III |
IV |
||||||||
|
Заготовка |
0,64 0-47,7 |
0,82 0-61,1 |
0,87 0-42,5 |
0,62 0-46,2 |
1 |
||||||
|
Сборка |
0,97 0-72,3 |
1,2 0-89,4 |
1,4 1-04 |
1,7 1-27 |
1 0-74,5 |
1,2 0-89,4 |
2 |
||||
|
Сварка |
0,52 0-41,1 |
0,61 0-48,2 |
0,69 0-54,5 |
0,81 0-64 |
3 |
||||||
|
Окрашивание |
0,23 0-18,2 |
0,27 0-21,3 |
0,24 0-19 |
0,32 0-25,3 |
4 |
||||||
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
№ |
§ В5-4-10. Изготовление конструкций для установки исполнительных механизмов
Состав работ
При заготовке
1. Разметка листовой, угловой, перфорированной стали, труб под резку, вырубку углов, сверление отверстий и изгибание. 2. Резка. 3. Вырубка углов. 4. Изгибание. 5. Сверление отверстий.
При сборке
Сборка деталей под сварку
При сварке
Сварка деталей конструкций
При окрашивании
Окрашивание поверхности конструкций
Состав звена
При заготовке
Электрослесари 4 разр. - 1
" 3 " - 1
При сборке
Электрослесари 5 разр. - 1
" 3 " - 1
При сварке
Электросварщик 4 разр.
При окрашивании
Маляр 4 разр.
|
|
|
|
|||
|
|
|
|
|
||







Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Высота стойки, мм, до |
|
|||||||||
|
600 |
400 |
800 |
1000 |
500 |
500 - 1000 |
1000 |
500 |
1000 |
500 |
||
|
Эскизы |
|||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
|||||
|
Заготовка |
0,48 0-36,5 |
037 0-27,6 |
0,43 0-32 |
0,39 0-29,1 |
0,57 0-42,5 |
1 |
|||||
|
Сборка |
0,08 0-06,4 |
0,09 0-07,2 |
0,14 0-11,3 |
0,07 0-05,6 |
0,18 0-14,5 |
0,14 0-11,3 |
2 |
||||
|
Сварка |
0,28 0-22,1 |
0,44 0-34,8 |
0,54 0-42,7 |
0,16 0-12,6 |
0,25 0-19,8 |
033 0-26,1 |
3 |
||||
|
Окрашивание |
0,17 0-13,4 |
0,15 0-11,9 |
0,27 0-21,3 |
0,16 0-12,6 |
0,22 0-17,4 |
0,25 0-19,8 |
0,15 0-11,9 |
0,27 0-21,3 |
0,2 0-15,8 |
4 |
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
№ |
Глава 3. КОНСТРУКЦИИ ДЛЯ МОНТАЖА ТРУБНЫХ И ЭЛЕКТРИЧЕСКИХ ПРОВОДОК. ПРОХОДЫ
§ В5-4-11. Изготовление конструкций для прокладки и крепления трубных и электрических проводок
Состав работ
При изготовлении и сборке
1. Разметка листовой и угловой стали под резку, изгибание, пробивку (сверление) отверстий. 2. Резка. 3. Изгибание. 4. Пробивка (сверление) отверстий. 5. Сборка деталей под сварку.
При сварке
Сварка конструкций
При окрашивании
Окрашивание поверхности конструкций
|
|
|
|
|
|




Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Состав звена |
Длина конструкций, мм, до |
|
|||
|
350 |
300 |
200 |
200 |
|||
|
Эскизы |
||||||
|
I |
II |
III |
IV |
|||
|
Изготовление и сборка |
Электрослесари 4 разр. - 1 |
8,6 6-15 |
19,5 13-94 |
14 10-01 |
12 8-58 |
1 |
|
" 2 " - 1 |
||||||
|
Сварка |
Электросварщик 3 разр. |
- |
3,1 2-17 |
6 4-20 |
4 2-80 |
2 |
|
Окрашивание |
Маляр 4 разр. |
1,7 1-34 |
2 1-58 |
3 |
||
|
|
|
а |
б |
в |
г |
№ |
§ В5-4-12. Изготовление мостов для прокладки трубных и электрических проводок
Состав работ
При заготовке
1. Разметка листовой, угловой стали и перфоизделий под резку, изгибание. 2. Резка. 3. Изгибание (вальцевание).
При сборке
Сборка деталей под сварку
При сварке
Сварка конструкций
При окрашивании
Окрашивание поверхности конструкций
|
|
|


Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Состав звена |
Вид стали |
|
|||||||
|
угловая |
листовая и перфоизделия |
|||||||||
|
200 - 400 |
100 - 150 |
200 - 400 |
100 - 150 |
200 - 400 |
100 - 150 |
200 - 400 |
||||
|
ширина моста, мм, до |
||||||||||
|
Эскизы |
||||||||||
|
I |
II |
III |
||||||||
|
Заготовка |
Электрослесари 4 разр. - 1 |
6,6 4-92 |
13 9-69 |
21 15-65 |
13 9-69 |
18,5 13-78 |
18 13-41 |
28 20-86 |
1 |
|
|
" 3 " - 1 |
||||||||||
|
Сборка |
То же |
5,4 4-02 |
6,5 4-84 |
7,3 5-44 |
5,6 4-17 |
6,1 4-54 |
10,5 7-82 |
12 8-94 |
2 |
|
|
Сварка |
Электросварщик 3 разр. |
10 7-00 |
8,7 6-09 |
10,5 7-35 |
6,7 4-69 |
8,7 6-09 |
13,5 9-45 |
17 11-90 |
3 |
|
|
Окрашивание |
краскораспылителем |
Маляр 4 разр. |
10 7-90 |
63 5-14 |
3 2-37 |
3,8 3-00 |
4,2 3-32 |
6,4 4-27 |
4 |
|
|
окунанием |
- |
4,5 3-56 |
5,2 4-11 |
2,6 2-05 |
3,2 2-53 |
3,5 2-77 |
5 |
|||
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
||
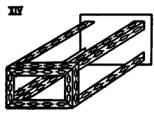
§ В5-4-13. Изготовление защитных стальных коробов
Состав работ
При заготовке
1. Разметка листовой стали под резку, изгибание, сверление (вырубку) отверстий. 2. Резка и изгибание (вальцевание). 3. Сверление (вырубка) отверстий. 4. Изготовление крепежных деталей и скоб.
При сборке
1. Сборка короба с крышкой. 2. Сборка деталей короба под сварку с выверкой и подгонкой стыков.
При сварке
Сварка деталей короба и крышки
При окрашивании
Окрашивание коробов с крышками
Таблица 1
Нормы времени и расценки на 1 короб
|
Наименование работ |
Состав звена |
Тип короба |
|
|||||
|
Прямые |
Тройники |
|||||||
|
Размеры, мм, до |
||||||||
|
100´100 |
150´150 |
200´200 |
100´100 |
150´150 |
200´200 |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,31 0-22,2 |
0,37 0-26,5 |
0,55 0-39,3 |
0,31 0-22,2 |
0,36 0-25,7 |
0,43 0-30,7 |
1 |
|
" 2 " - 1 |
||||||||
|
Сборка |
Электрослесарь 4 разр. |
0,11 0-08,7 |
0,18 0-14,2 |
0,23 0-18,2 |
0,22 0-17,4 |
0,29 0-22,9 |
2 |
|
|
Сварка |
Электросварщик 3 разр. |
0,1 0-07 |
0,19 0-13,3 |
0,21 0-14,7 |
0,23 0-16,1 |
3 |
||
|
Окрашивание |
Маляр 4 разр. |
0,16 0-12,6 |
0,21 0-16,6 |
0,1 0-07,9 |
0,12 0-09,5 |
0,17 0-13,4 |
4 |
|
|
|
а |
б |
в |
г |
д |
е |
№ |
|
Таблица 2
Нормы времени и расценки на 1 короб
|
Наименование работ |
Состав звена |
Тип короба |
|
|||||
|
Угловые горизонтальные |
Угловые вертикальные с наружной (внутренней) крышкой |
|||||||
|
Размеры, мм, до |
||||||||
|
120´80 160´110 |
210´80 210´110 |
300´110 400´110 |
120´80 160´110 |
210´80 210´110 |
300´110 400´110 |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,32 0-22,9 |
0,4 0-28,6 |
0,36 0-25,7 |
0,43 0-30,7 |
1 |
||
|
" 2 " - 1 |
||||||||
|
Сборка |
Электрослесарь 4 разр. |
0,09 0-07,1 |
0,1 0-07,9 |
0,08 0-06,3 |
0,1 0-07,9 |
2 |
||
|
Сварка |
Электросварщик 3 разр. |
0,11 0-07,7 |
0,12 0-08,4 |
0,1 0-07 |
0,12 0-08,4 |
3 |
||
|
Окрашивание |
Маляр 4 разр. |
0,05 0-04 |
0,06 0-04,7 |
0,08 0-06,3 |
0,05 0-04 |
0,06 0-04,7 |
0,08 0-06,3 |
4 |
|
|
|
а |
б |
в |
г |
д |
е |
№ |
Таблица 3
Нормы времени и расценки на 1 короб
|
Наименование работ |
Состав звена |
Тип короба |
|
||||||||
|
Крестовины |
Переходные |
||||||||||
|
Размер короба, мм, до |
|||||||||||
|
120´80 |
150´110 |
210´110 |
300´110 |
400´110 |
160´210 120´80 |
210´110 160´110 |
300´110 210´110 |
||||
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,64 0-47,7 |
0,7 0-52,2 |
0,43 0-32 |
1 |
||||||
|
" 3 " - 1 |
|||||||||||
|
Сборка |
Электрослесарь 4 разр. |
0,1 0-07,9 |
0,14 0-11,1 |
0,19 0-15 |
0,14 0-11,1 |
0,16 0-12,6 |
0,17 0-13,4 |
2 |
|||
|
Сварка |
Электросварщик 3 разр. |
0,2 0-14 |
0,26 0-18,2 |
0,32 0-22,4 |
0,07 0-04,9 |
0,11 0-07,7 |
0,12 0-08,4 |
3 |
|||
|
Окрашивание |
Маляр 4 разр. |
0,13 0-10,3 |
0,16 0-12,6 |
0,2 0-16,8 |
0,27 0-21,3 |
0,31 0-24,5 |
0,12 0-09,5 |
4 |
|||
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
||
§ В5-4-14. Изготовление протяжных коробок
Состав работ
При заготовке
1. Разметка листовой стали под резку, вырубку углов, изгибание, сверление отверстий. 2. Резка. 3. Вырубка углов. 4. Изгибание. 5. Сверление отверстий. 6. Нарезка резьбы.
При сборке
1. Сборка корпуса коробки. 2. Установка нижнего основания, крышки и шарниров. 3. Закрепление крышек винтами.
При сварке
Электроконтактная точечная сварка корпуса коробки, нижнего основания, шарниров.
При окрашивании
Окрашивание коробок
Нормы времени и расценки на 1 коробку
|
Наименование работ |
Состав звена |
Размеры коробок, мм, до |
|
|||
|
160´160´115 |
250´250´116 |
350´350´116 |
450´460´115 |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,12 0-06,9 |
0,16 0-11,9 |
0,18 0-13,4 |
0,23 0-17,1 |
1 |
|
" 3 " - 1 |
||||||
|
Сборка |
Электрослесарь 4 разр. |
0,06 0-04,7 |
0,08 0-06,3 |
0,09 0-07,1 |
0,12 0-09,5 |
2 |
|
Сварка |
Электросварщик 3 разр. |
0,03 0-02,1 |
0,04 0-02,8 |
0,06 0-04,2 |
3 |
|
|
Окрашивание |
Маляр 4 разр. |
0,05 0-04 |
0,1 0-07,9 |
0,16 0-12,6 |
0,24 0-19 |
4 |
|
|
а |
б |
в |
г |
№ |
|
§ В5-4-15. Разные работы при изготовлении коробов и коробок
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
Н. вр. |
Расц. |
№ |
|
Снятие и установка крышек в коробках типа СК-4 и СК-8 |
Электрослесарь 3 разр. |
100 крышек |
8,7 |
6-09 |
1 |
|
То же, СК-12 и СК-16 |
То же |
То же |
13 |
9-10 |
2 |
|
То же, СК-24, СК-32 и СК-40 |
" |
" |
17,5 |
12-25 |
3 |
|
Удаление надрубов |
" |
100 надрубов |
0,93 |
0-65,1 |
4 |
|
Установка сальников |
" |
100 сальников |
1,4 |
0-98 |
5 |
|
Резка стальных коробов с крышками размером 100´100 мм |
Электрослесарь 4 разр. |
100 резов |
10,5 |
8-30 |
6 |
|
То же, 150´150 |
То же |
То же |
15 |
11-85 |
7 |
|
То же, 200´200 |
" |
" |
20 |
15-80 |
8 |
|
Изготовление соединительных скоб для коробов на прессе размером в мм, 120´40 - 210´55 |
Электрослесари |
100 скоб |
3,4 |
2-43 |
9 |
|
4 разр. - 1 |
|||||
|
2 " - 1 |
|||||
|
То же, размером 300´55 - 400´55 |
То же |
То же |
4,2 |
3-00 |
10 |
|
То же, на кромкогибочном станке |
" |
" |
3,9 |
2-79 |
11 |
|
Сборка (стыковка) коробов в блоки |
Электрослесарь 4 разр. |
1 стык |
0,23 |
0-18,2 |
12 |
|
То же, сварка |
Электросварщик 3 разр. |
То же |
0,13 |
0-09,1 |
13 |
|
Изготовление защитных перегородок (экранов) для многоканальных коробов |
Электрослесари |
1 экран |
0,11 |
0-07,9 |
14 |
|
4 разр. - 1 |
|||||
|
2 " - 1 |
|||||
|
Установка защитных перегородок (экранов) |
То же |
То же |
0,19 |
0-13,6 |
15 |
§ В5-4-16. Изготовление одиночных проходов трубных и электрических проводок
Состав работ
При заготовке
1. Разметка труб под резку. 2. Резка труб и листовой стали. 3. Раззенковка концов труб. 4. Нарезание короткой резьбы на концах труб.
При сборке
1. Сборка патрубка с пластинами под сварку. 2. Навертывание муфт на концы патрубка.
При сварке
Приварка пластины к патрубку
При окрашивании
Окрашивание проходов
Таблица 1
Состав звена
|
Профессия рабочих |
Заготовка |
Сборка |
Сварка |
Окрашивание |
|
Электрослесарь 4 разр. |
1 |
- |
- |
- |
|
То же, 3 разр. |
- |
1 |
- |
- |
|
Электросварщик 3 разр. |
- |
- |
1 |
- |
|
Маляр 4 разр. |
- |
- |
- |
1 |
|
|
|
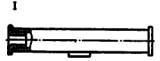


Таблица 2
Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Тип прохода |
Эскизы |
Диаметр условного прохода, мм, до |
|
|||||
|
15 |
20 |
25 |
33 |
40 |
50 |
||||
|
Заготовка |
без резьбы |
I |
3,2 2-53 |
3,9 3-08 |
4,2 3-32 |
5 3-95 |
5,9 4-66 |
6,9 5-45 |
1 |
|
резьба с одной стороны |
II |
4,2 3-32 |
5,1 4-03 |
5,8 4-58 |
6,9 5-45 |
8 6-32 |
9,5 7-51 |
2 |
|
|
резьба с двух сторон |
III |
4,9 3-87 |
6 4-74 |
6,9 5-45 |
8,2 6-48 |
9,6 7-58 |
11 8-69 |
3 |
|
|
Сборка |
без муфт |
I |
1,9 1-33 |
2,2 1-54 |
3,5 2-45 |
4 |
|||
|
с одной муфтой |
II |
2,4 1-68 |
3,3 2-31 |
5,1 3-57 |
5 |
||||
|
с двумя муфтами |
III |
3,2 2-24 |
4,2 2-94 |
6,5 4-55 |
6 |
||||
|
Сварка |
все типы |
I - III |
3,5 2-45 |
7 |
|||||
|
Окрашивание |
I - III |
4,9 3-87 |
8 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
|
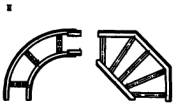
§ В5-4-17. Изготовление групповых проходов трубных и электрических проводок
Состав работ
А. ИЗГОТОВЛЕНИЕ ГРУППОВЫХ ПРОХОДОВ (ОБРАМЛЕНИЙ)
При заготовке
1. Разметка листовой и угловой стали под резку, изгибание, вырубку полок и сверление отверстий. 2. Резка листовой и угловой стали. 3. Вырубка полок. 4. Сверление отверстий. 5. Изгибание.
При сборке
Сборка деталей под сварку
При сварке
Сварка деталей групповых проходов
При окрашивании
Окрашивание групповых проходов
Б. ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ (КОРОБОВ) ДЛЯ УПЛОТНЕННОГО ПЕРЕХОДА ЧЕРЕЗ СТЕНЫ
При заготовке
1. Разметка листовой стали под резку, изгибание, сверление и вырубку отверстий. 2. Резка. 3. Сверление отверстий. 4. Вырубка углов и отверстий. 5. Изгибание, 6. Резка перфоизделий.
При сборке
1. Сборка основания с боковыми стенками. 2. Сборка крышек, связей и ребер жесткости с корпусом. 3. Установка косынок и перфоизделий.
При сварке
Сварка деталей короба
При окрашивании
Окрашивание коробов
В. ИЗГОТОВЛЕНИЕ ПРОХОДОВ С ПЕРЕБОРОЧНЫМИ СОЕДИНИТЕЛЯМИ ИЛИ ВВАРЕННЫМИ ПАТРУБКАМИ
При заготовке и сборке
1. Разметка труб, листовой и угловой стали под резку, пробивку отверстий. 2. Резка. 3. Нарезка резьбы. 4. Пробивка отверстий. 5. Сборка конструкций.
При сварке
Сварка переборочных соединителей (патрубков) с деталями из листовой или угловой стали.
При окрашивании
Окрашивание групповых проходов
|
|
|
|
|
|
|
|
|
|
|
|
|
||


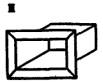



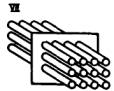
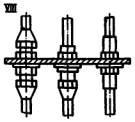
Таблица 1
Нормы времени и расценки на 100 конструкций
|
Наименование работ |
Состав звена |
Групповые проходы (обрамления] |
|
||||||||||||
|
Сталь угловая |
|||||||||||||||
|
Размеры обрамления, мм, до |
|||||||||||||||
|
250´200 |
500´450 |
750´250 |
1000´250 |
150´150 |
300´300 |
400´400 |
250´250 |
500´450 |
750´250 |
1000´250 |
|||||
|
Эскизы |
|||||||||||||||
|
I |
II |
III |
|||||||||||||
|
Заготовка |
Электрослесари |
7,4 5-29 |
17 12-16 |
19 13-59 |
24 17-16 |
24 17-16 |
29 20-74 |
35 26-03 |
1 |
||||||
|
4 разр. - 1 |
|||||||||||||||
|
2 " - 1 |
|||||||||||||||
|
Сборка |
Электрослесарь 4 разр. |
3,3 2-61 |
9,8 7-74 |
11,5 9-09 |
12,5 9-88 |
45 3-56 |
2 |
||||||||
|
Сварка |
Электросварщик 3 разр. |
1,9 1-33 |
15 10-50 |
18,5 12-95 |
24 16-80 |
8,9 6-23 |
3 |
||||||||
|
Окрашивание |
краскораспылителем |
Маляр 4 разр. |
3,3 2-61 |
6,1 4-82 |
8,5 6-72 |
11 8-69 |
6 4-74 |
11,5 9-09 |
18 14-22 |
3,2 2-53 |
5,3 4-19 |
7,6 6-00 |
9,5 7-51 |
4 |
|
|
окунанием |
1,8 1-42 |
3,3 2-61 |
4,5 3-56 |
5,7 4-50 |
2,2 1-74 |
4,4 3-48 |
6,8 5-37 |
1,1 0-86,9 |
1,8 1-42 |
2,6 2-05 |
3,3 2-61 |
5 |
|||
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
№ |
|||
Таблица 2
Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Состав звена |
Конструкции для уплотненного перехода проводок через стены (короба) |
|
|
|
Неразъемные |
Разъемные |
|||
|
Эскизы |
||||
|
IV |
V |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,62 0-44,3 |
2,1 1-50 |
1 |
|
" 2 " - 1 |
||||
|
Сборка |
Электрослесарь 3 разр. |
0,36 0-25,2 |
1,2 0-84 |
2 |
|
Сварка |
Электросварщик 3 разр. |
1 0-70 |
0,91 0-63,7 |
3 |
|
Окрашивание |
Маляр 4 разр. |
0,21 0-16,6 |
4 |
|
|
|
|
а |
б |
№ |
Таблица 3
Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Состав звена |
Проходы с переборочными соединителями или вваренными патрубками |
|
|||
|
До 12 труб в конструкцию |
На каждую последующую трубу добавлять |
|||||
|
Эскизы |
||||||
|
VI |
VII - VIII |
VI |
VII - VIII |
|||
|
Заготовка и сборка |
Электрослесари 5 разр. - 1 |
0,57 0-44,2 |
1,6 1-24 |
0,04 0-03,1 |
0,11 0-08,5 |
1 |
|
" 2 " - 1 |
||||||
|
Сварка |
Электросварщик 4 разр. |
0,54 0-42,7 |
0,92 0-72,7 |
0,06 0-04,7 |
2 |
|
|
Окрашивание |
Маляр 4 разр. |
0,45 0-35,6 |
0,02 0-01,6 |
3 |
||
|
|
а |
б |
в |
г |
№ |
|
Примечание. При изготовлении герметизированных проходов к Н. вр. настоящего параграфа добавлять на испытание конструкции Н. вр. 0,58 чел.-ч. и Расц. 0-45 (ПР-1) при составе звена электрослесари 5 разр. - 1 и 2 разр. - 1.
Глава 4. БЛОКИ ТРУБНЫХ ПРОВОДОК
§ В5-4-18. Изготовление блоков трубных проводок из медных труб
Состав работ
При изготовлении
1. Правка труб. 2. Разметка труб под резку. 3. Резка. 4. Подготовка концов труб под пайку. 5. Гибка труб. 6. Сборка труб в блоки с установкой крепежных деталей и конструкций.
При окрашивании
Окрашивание трубных блоков
Нормы времени и расценки на 100 м труб
|
Наименование работ |
Состав звена |
Метод исполнения |
|
|||
|
каркасный |
бескаркасный |
с трубами |
с коробками |
|||
|
Изготовление |
Электрослесари 5 разр. - 1 |
4,5 3-62 |
3,2 2-58 |
2 1-61 |
1,9 1-53 |
1 |
|
" 3 " - 1 |
||||||
|
Окрашивание |
Маляр 4 разр. |
0,37 0-29,2 |
0,22 0-17,4 |
2 |
||
|
|
а |
б |
в |
г |
№ |
|
§ В5-4-19. Изготовление блоков трубных проводок из стальных труб
Состав работ
При изготовлении крепежных конструкций
1. Разметка угловой стали под резку. 2. Резка. 3. Сверление (пробивка) отверстий.
При заготовке стальных труб
1. Разметка труб под резку и изгибание. 2. Резка. 3. Подготовка концов труб под сварку. 4. Гибка труб.
При сборке труб
1. Сборка труб в блоки с установкой крепежных деталей и конструкций. 2. Установка предохранительных пробок.
Нормы времени и расценки на 100 м труб
|
Наименование работ |
Конструкция блока |
Состав звена электрослесарей |
Диаметр, мм, до |
|
|||
|
15 |
25 |
40 |
50 |
||||
|
Изготовление крепежных конструкций |
прямая |
4 разр. - 1 |
0,69 0-49,3 |
1 |
|||
|
угловая |
2 " - 1 |
2 |
|||||
|
Заготовка труб |
прямая |
5 разр. - 1 |
1,1 0-82,5 |
1,5 1-13 |
2,6 1-95 |
3,1 2-33 |
3 |
|
3 " - 1 |
|||||||
|
угловая |
2 " - 1 |
1,3 0-97,5 |
2,2 1-65 |
3,4 2-55 |
4 3-00 |
4 |
|
|
Сборка труб |
прямая |
То же |
4,5 3-38 |
5,6 4-13 |
5 |
||
|
угловая |
5,5 4-13 |
6,6 4-95 |
6 |
||||
|
|
|
а |
б |
в |
г |
№ |
|
§ В5-4-20. Окрашивание стальных труб на полуавтоматическом покрасочном агрегате
Нормами настоящего параграфа предусмотрены работы по объемной окраске внутри и снаружи пакета очищенных стальных газопроводных труб.
Окраска и сушка труб выполняются в одной камере покрасочного агрегата.
Состав работы
1. Подача и загрузка труб в кассету. 2. Подача кассеты в покрасочную камеру. 3. Окрашивание. 4. Сушка труб. 5. Выгрузка труб из кассеты.
Маляр 4 разр.
Нормы времени и расценки на 100 м труб
|
Диаметр труб, мм, до |
|||||
|
15 |
20 |
25 |
33 |
40 |
50 |
|
0,16 0-12,6 |
0,24 0-19 |
0,27 0-21,3 |
0,41 0-32,4 |
0,55 0-43,5 |
|
|
а |
б |
в |
г |
д |
е |
§ В5-4-21. Изготовление гибких вводов
Состав работ
При изготовлении вводов
1. Отмеривание и резка металлорукава. 2. Установка втулок, муфт и штуцеров. 3. Установка и крепление заземляющих проводников.
При заготовке штуцеров
1. Резка труб. 2. Снятие фасок. 3. Нарезка короткой резьбы с одного конца трубы.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Измеритель |
Состав звена электрослесарей |
Н. вр. |
Расц. |
№ |
|
Изготовление гибких вводов |
100 вводов |
3 разр. |
14 |
9-80 |
1 |
|
Заготовка штуцеров |
100 штуцеров |
4 разр. |
5 |
3-95 |
2 |
Глава 6. ЗАГОТОВКА И СБОРКА УЗЛОВ ОБВЯЗКИ ПРИБОРОВ И УКРУПНЕННЫХ УЗЛОВ ИСПОЛНИТЕЛЬНЫХ МЕХАНИЗМОВ
§ В5-4-22. Изготовление отводов
Состав работ
При заготовке
1. Разметка труб под резку, сверление отверстий и изгибание. 2. Резка. 3. Нарезание резьбы. 4. Сверление отверстий. 5. Снятие фасок. 6. Изгибание.
При сборке
1. Подготовка вентилей и соединителей к установке. 2. Установка вентилей (кранов). 3. Сборка труб с соединителями и патрубками.
При сварке
Сварка труб с соединителями и патрубками
При гидравлическом и пневматическом испытании
1. Установка и снятие заглушек. 2. Присоединение и отсоединение отводов. 3. Испытание.
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
|
|
|
|
|
||












Нормы времени и расценки на 100 отводов
|
Наименование работ |
Состав звена |
Изготовление отводов |
|
|||||||||||||||
|
Эскизы |
||||||||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII - IX |
X |
XI - ХII |
XIII |
XIV |
XV |
XVI |
XVII |
||||
|
Заготовке |
Электрослесарь 4 разр. |
5,5 4-35 |
65 5-14 |
7,2 6-69 |
9 7-11 |
10 7-90 |
11 8-69 |
11 8-69 |
13,5 10-67 |
15 11-85 |
23 18-17 |
1 |
||||||
|
Сборка |
Монтажник 4 разр. |
- |
26 20-54 |
2,3 1-82 |
15 11-85 |
17 13-43 |
5,4 4-27 |
8,6 6-79 |
33 26-07 |
15,5 12-25 |
23 18-17 |
25 19-75 |
2 |
|||||
|
Сварка |
Электросварщик 5 разр. |
- |
4 3-64 |
7,6 6-92 |
11,5 10-47 |
7,7 7-01 |
3,9 3-55 |
7,2 6-55 |
3 |
|||||||||
|
Испытание |
пневматическое |
Монтажник 4 разр. |
- |
7,4 5-85 |
7,4 5-85 |
4 |
||||||||||||
|
гидравлическое |
- |
13,5 10-67 |
13,5 10-67 |
5 |
||||||||||||||
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
№ |
||
§ В5-4-23. Изготовление коллекторов
Состав работ
А. КОЛЛЕКТОРЫ ОБОГРЕВА
При заготовке
1. Разметка мест резки и изгибания труб. 2. Резка труб и перфоуголка. 3. Раззенковка. 4. Изгибание. 5. Нарезка резьбы.
При сборке
Установка труб под сварку
При сварке
Сварка деталей при сборке
Б. КОЛЛЕКТОРЫ ВОЗДУШНЫЕ
При заготовке
1. Разметка мест резки труб и сверления отверстий. 2. Резка труб и перфоуголка. 3. Раззенковка. 4. Снятие радиусной фаски. 5. Сверление отверстий. 6. Нарезка резьбы.
При сборке
1. Ревизия вентилей. 2. Свертывание вентилей на льне и сурике. 3. Установка колпачков-заглушек и ниппелей на льне и сурике. 4. Установка труб под сварку. 5. Испытание коллекторов.
При сварке
Сварка деталей
В. СЛИВНЫЕ КОЛЛЕКТОРЫ И ВОРОНКИ
При заготовке
1. Разметка мест резки, сверления (пробивки) отверстий и изгибания листовой стали. 2. Резка. 3. Пробивка и сверление отверстий. 4. Изгибание. 5. Резка труб с раззенковкой концов.
При сборке
Сборка деталей под сварку
При сварке
Сварка деталей конструкций
При окрашивании
Окрашивание поверхности конструкций
А. КОЛЛЕКТОРЫ ОБОГРЕВА
Таблица 1
Нормы времени и расценки на 1 коллектор
|
Наименование работ |
Состав звена |
Диаметр труб, мм |
|
||
|
25 |
32 |
40 |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
025 0-17,9 |
0,29 0-20,7 |
0,34 0-24,3 |
1 |
|
" 2 " - 1 |
|||||
|
Сборка |
Монтажники 4 разр. - 1 |
0,08 0-05,7 |
2 |
||
|
" 2 " - 1 |
|||||
|
Сварка |
Электросварщик 4 разр. |
0,17 0-13,4 |
0,23 0-18,2 |
0,26 0-20,5 |
3 |
|
|
а |
б |
в |
№ |
|
Примечание. Нормами времени учтено изготовление коллекторов с количеством гибов до двух. При изготовлении коллекторов с количеством гибов более двух к Н. вр. и Расц. добавлять на последующий гиб:
по строке 1 а Н. вр. 0,06 чел.-ч. Расц. 0-04,3 (ПР-1)
" 1 б Н. вр. 0,08 " Расц. 0-05,7 (ПР-2)
" 1 в Н. вр. 0,09 " Расц. 0-06,4 (ПР-3)
Б. КОЛЛЕКТОРЫ ВОЗДУШНЫЕ
Таблица 2
Нормы времени и расценки на 1 коллектор
|
Наименование работ |
Состав звена |
Диаметр труб, мм |
|
||
|
25 |
40 |
50 |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 " 3 " - 1 |
0,29 0-21,6 |
0,38 0-28,3 |
0,48 0-35,8 |
1 |
|
Сборка |
Монтажники 4 разр. - 1 " 2 " - 1 |
0,56 0-40 |
2 |
||
|
Сварка |
Электросварщик 4 разр. |
0,18 0-14,2 |
3 |
||
|
|
а |
б |
в |
№ |
|
Примечание. Нормами учтено изготовление коллекторов с количеством вентилей до трех. При изготовлении коллекторов с количеством вентилей более трех к Н. вр. и Расц. добавлять на каждый последующий вентиль:
по строке 1 а Н. вр. 0,07 чел.-ч. Расц. 0-05,2 (ПР-1)
" 1 б Н. вр. 0,09 " Расц. 0-06,7 (ПР-2)
" 1 в Н. вр. 0,12 " Расц. 0-08,9 (ПР-3)
" 2 Н. вр. 0,15 " Расц. 0-10,7 (ПР-4)
" 3 Н. вр. 0,06 " Расц. 0-04,7 (ПР-5)
|
|
|

В. СЛИВНЫЕ КОЛЛЕКТОРЫ И ВОРОНКИ
Таблица 3
Нормы времени и расценки на 1 конструкцию
|
Наименование работ |
Состав звена |
Эскизы |
|
||||
|
I |
II |
||||||
|
Размер, мм, до |
|||||||
|
700 |
900 |
1300 |
1500 |
100´95´95 |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,16 0-11,4 |
0,08 0-05,7 |
1 |
|||
|
" 2 " - 1 |
|||||||
|
Сборка |
Монтажник 3 разр. |
0,16 0-11,2 |
0,11 0-07,7 |
2 |
|||
|
Сварка |
Электросварщик 3 разр. |
0,11 0-07,7 |
3 |
||||
|
Окрашивание |
Маляр 4 разр. |
0,1 0-07,9 |
0,12 0-09,6 |
0,16 0-12,6 |
0,2 0-15,8 |
0,06 0-04,7 |
4 |
|
|
|
а |
б |
в |
г |
д |
№ |
§ В5-4-24. Установка коллекторов в щитах
Состав работ
А. КОЛЛЕКТОРЫ ВОЗДУШНЫЕ И ОБОГРЕВА
При установке
1. Разметка и установка кронштейнов. 2. Установка коллектора в щит и крепление к кронштейнам.
При установке коллекторов обогрева добавлять: 3. Установка и крепление проходных патрубков.
При сварке
1. Приварка кронштейнов к щиту.
При установке коллекторов обогрева добавлять: 2. Приварка проходных патрубков к стенам щита.
Б. СЛИВНЫЕ КОЛЛЕКТОРЫ И ВОРОНКИ
При установке сливных коллекторов при сварке
1. Разметка места установки. 2. Установка с выверкой и прихваткой. 3. Сварка.
При установке сливных коллекторов и воронок на болтах
1. Установка с выверкой. 2. Крепление скобами и болтами.
А. УСТАНОВКА КОЛЛЕКТОРОВ ВОЗДУШНЫХ И ОБОГРЕВА
Таблица 1
Нормы времени и расценки на 1 коллектор
|
Наименование работ |
Состав звена |
Вид коллектора |
|
|
|
Воздушный |
Для обогрева |
|||
|
Установка |
Монтажники 4 разр. - 1 |
0,16 0-11,4 |
0,44 0-31,5 |
1 |
|
" 2 " - 1 |
||||
|
Сварка |
Электросварщик 4 разр. |
0,02 0-01,6 |
0,24 0-19 |
2 |
|
|
|
а |
б |
№ |
Б. УСТАНОВКА СЛИВНЫХ КОЛЛЕКТОРОВ И ВОРОНОК
Нормы времени и расценки на 1 конструкцию
Таблица 2
|
Наименование работ |
Состав звена |
Сливные коллекторы |
Сливные воронки |
|
|
|
на сварке |
на болтах |
||||
|
Установка |
Монтажники 4 разр. - 1 |
0,11 0-07,9 |
0,09 0-06,4 |
0,12 0-08,6 |
1 |
|
" 2 " - 1 |
|||||
|
Сварка |
Электросварщик 3 разр. |
0,06 0-03,5 |
- |
- |
2 |
|
|
а |
б |
в |
№ |
|
§ В5-4-25. Разные работы при сборке узлов крепления и обвязки приборов на рамах и в щитах
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена монтажников |
Измеритель |
Н. вр. |
Расц. |
№ |
|
Испытание вентилей запорных игольчатых типа ЗВ на плотность воздухом |
4 разр. |
100 шт. |
9,6 |
7-58 |
1 |
|
Установка вручную вентилей типа ЗВ на резьбе с уплотнителем |
3 разр. |
То же |
8 |
5-60 |
2 |
|
То же, на приводном станке с установкой прокладок |
4 разр. |
" |
2,5 |
1-98 |
3 |
|
Установка вручную штуцеров и соединителей на резьбе с уплотнителем |
3 разр. |
" |
5,2 |
3-64 |
4 |
|
Установка переборочных соединителей в отверстие переборки |
То же |
100 соединителей |
2,5 |
1-75 |
5 |
|
Установка индивидуальных конструкций (подставок) под приборы с креплением болтами |
4 разр. |
100 конструкций |
11 |
8-69 |
6 |
|
Установка соединительных коробок |
3 разр. |
100 коробок |
10 |
7-00 |
7 |
|
Обезжиривание вентилей с разборкой и последующей сборкой |
4 разр. |
100 вентилей |
31 |
24-49 |
8 |
|
Установка соединительных деталей с поддерживанием при прихватке сваркой |
То же |
100 деталей |
2,8 |
2-21 |
9 |
§ В5-4-26. Сборке узлов из труб для указателя уровня типа УДУ
Состав работ
При заготовке
1. Разметка под резку. 2. Резка труб. 3. Нарезка резьбы.
При сборке
Сборка узла трубопровода с соединением муфтами и фитингами на льне и сурике
Нормы времени и расценки на 1 узел
|
Наименование работ |
Состав звена |
Н. вр. |
Расц. |
№ |
|
Заготовка |
Электрослесарь 4 разр. |
0,6 |
0-47,4 |
1 |
|
Сборка |
Монтажник 4 разр. |
0,78 |
0-61,6 |
2 |
§ В5-4-27. Сборка узлов газоанализаторов и солемеров в щитах
Нормами параграфа предусмотрены работы по установке и обвязке приборов и вспомогательных устройств газоанализаторов и солемеров на панелях щитов.
Установка приборов и вспомогательных устройств и комплектность узла предусмотрены в соответствии с заводской поставкой, существующими нормами и типовыми чертежами на их установку.
Состав работ
При сборке
1. Изготовление крепежных конструкций. 2. Разметка мест установки крепежных конструкций и приборов. 3. Установка крепежных конструкций и приборов. 4. Заготовка трубных отводов с установкой штуцеров под сварку и свертыванием вентилей и переходных соединений с уплотнителем. 5. Изготовление элементов трубной обвязки из медных труб с подготовкой переходов и установкой под сварку. 6. Установка элементов трубной обвязки с присоединением к приборам и вспомогательным устройствам. 7. Установка сливного коллектора (воронка). 8. Испытание элементов трубной обвязки на плотность.
При электросварке
Приварка крепежных конструкций
Нормы времени и расценки на 1 узел
|
Наименование работ |
Состав звена |
Тип узла |
|
||||||
|
ГЭУК-21 |
гтмк-11М |
АСГА |
ОА-2109 |
ТП-1120 |
ГИП-10-МБ-3А |
РЭС-106Т |
|||
|
Сборка |
Монтажники 5 разр. - 1 " 3 " - 1 |
2 1-61 |
3,5 2-82 |
4,1 3-30 |
4,4 3-54 |
4,6 3-70 |
12 9-66 |
1,8 1-45 |
1 |
|
Сварка |
Электросварщик 4 разр. |
0,46 0-36,3 |
0,2 0-15,8 |
0,61 0-48,2 |
0,24 0-19 |
0,26 0-20,5 |
- |
0,27 0-21,3 |
2 |
|
Газосварщик 4 разр. |
- |
0,26 0-20,5 |
0,36 0-28,4 |
0,47 0-37,1 |
2,1 1-66 |
- |
3 |
||
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
|
§ В5-4-28. Сборка узлов крепления и обвязки приборов в утепленных шкафах
Нормами параграфа предусмотрены работы по установке и обвязке дифманометров с применением готовых элементов трубной обвязки, типовых подставок и перфоизделий.
Состав работы
1. Разметка места установки опорных уголков. 2. Резка уголка по упору. 3. Установка опорных уголков в щит с креплением болтами. 4. Сборка фильтра с редуктором с ввертыванием штуцеров, переходных соединителей и манометра на резьбе с уплотнителем. 5. Установка фильтра с редуктором в сборе в щит с креплением хомутом. 6. Установка отводов из стальных труб с креплением скобами. 7. Установка подставки. 8. Установка дифманометров с присоединением элементов трубной обвязки. 9. Обвязка приборов медной трубкой с заготовкой элементов трубной обвязки и свертыванием переходных соединений на резьбе.
Состав звена
Монтажники 4 разр. - 1
" 3 " - 1
Нормы времени и расценки на 1 узел
|
Индивидуальная установка |
Групповая установка |
|
|
Тип прибора |
||
|
ДМПК-100, ДМ-П1, ДМ-П2 |
ДСП, ДП-787 |
ДМПК-100, ДМ-П1, ДМ-П2, ДСП-787, ДС-П, ДП-787 |
|
2,3 1-71 |
2,7 2-01 |
2,1 1-56 |
|
а |
б |
в |
§ В5-4-29. Групповая установка приборов на рамах
Нормами и расценками предусмотрена групповая установка на рамах дифманометров, манометров, мановакуумметров и вспомогательной аппаратуры (фильтров с редуктором пневматической системы регулирования). Нормами и расценками не учтены установка индивидуальных подставок под приборы различного типа и установка воздушного и сливного коллектора.
Состав работ
При заготовке
1. Разметка и резка труб. 2. Раззенковка. 3. Нарезка резьбы. 4. Гибка труб. 5. Разметка отверстий.
При сборке
1. Сборка деталей трубной обвязки под сварку. 2. Установка вентилей на резьбе с уплотнителем. 3. Испытание элементов трубной обвязки на плотность. 4. Установка приборов с присоединением к трубной обвязке.
При сварке
1. Вырезка отверстий. 2. Газовая сварка трубопроводов.
Нормы времени и расценки на 1 прибор
|
Наименование работ |
Состав звена |
Н. вр. |
Расц. |
№ |
|
Заготовка |
Электрослесари 4 разр. - 1 |
0,39 |
0-29 |
1 |
|
" 3 " - 1 |
||||
|
Сборка |
Монтажники 5 разр. - 1 |
0,69 |
0-55,5 |
2 |
|
" 3 " - 1 |
||||
|
Сварка |
Газосварщик 4 разр. |
0,26 |
0-20,5 |
3 |
Примечание. При установке и обвязке на рамах вспомогательной аппаратуры (фильтры с редуктором пневматической системы регулирования) к Н. вр. и Расц. по п. 1 и 2 настоящего параграфа добавлять:
на заготовку Н. вр. 0,18 чел.-ч., Расц. 0-13,4 (ПР-1)
на сборку Н. вр. 0,5 чел.-ч., Расц. 0-40,3 (ПР-2)
§ В5-4-30. Сборка узлов крепления и обвязки приборов системы ГСП на рамах и в щитах
Нормами параграфа предусмотрены работы по установке и обвязке сильфонных напоромеров, тягомеров, пружинных пневматических манометров типов МП-ПР и МП-ПЗ с применением готовых элементов трубной обвязки из стальных труб.
Состав работ
А. УСТАНОВКА И ОБВЯЗКА ПРИБОРОВ НА РАМАХ
При сборке
1. Установка опорных стоек (с креплением болтами), отводов из стальных труб (с креплением скобами), редуктора с фильтром (с креплением хомутом) и прибора с присоединением элементов трубной обвязки. 2. Изготовление элементов трубной обвязки из медных труб с подгонкой размеров по месту и поддерживанием деталей при сварке. 3. Установка элементов трубной обвязки с присоединением к приборам и креплением скобами.
При сварке
Газовая сварка медных труб
Б. УСТАНОВКА И ОБВЯЗКА ПРИБОРОВ В ЩИТАХ
1. Разметка места установки опорных уголков. 2. Установка опорной стойки, отводов из стальных труб с креплением скобами, редуктора давления с фильтром (с креплением хомутом и свертыванием соединителей). 4. Установка прибора с присоединением элементов трубной обвязки. 5. Обвязка приборов медной трубкой с заготовкой элементов трубной обвязки и свертыванием переходных соединений на резьбе.
Нормы времени и расценки на 1 узел
|
Наименование работ |
Состав звена |
На рамах |
В щитах |
|
|
Сборка |
Монтажники 5 разр. - 1 |
1,1 0-88,6 |
1,5 1-21 |
1 |
|
" 3 " - 1 |
||||
|
Сварка |
Газосварщик 4 разр. |
0,03 0-02,4 |
- |
2 |
|
|
а |
б |
№ |
|
§ В5-4-31. Сборка узла крепления и обвязки разделителя мембранного
Нормами настоящего параграфа предусмотрены работы по установке и обвязке мембранного разделителя на раме с применением готовых элементов трубной обвязки из труб нержавеющих сталей.
Состав работ
При сборке
1. Резка угловой и перфорированной стали. 2. Разметка мест сверления. 3. Сверление отверстий. 4. Установка крепежных конструкций на раму. 5. Сборка прибора с ниппельными соединениями. 6. Установка и крепление прибора на раму.
При сварке
Газосварка ниппельных соединений
Нормы времени и расценки на 1 узел
|
Наименование работ |
Состав звена |
H. вp. |
Расц. |
|
|
Сборка |
Монтажники 5 разр. - 1 |
0,51 |
0-41,1 |
1 |
|
" 3 " - 1 |
||||
|
Сварке |
Газосварщик 5 разр. |
0,06 |
0-05,5 |
2 |
|
|
а |
б |
№ |
|
§ В5-4-32. Сборка укрупненных узлов исполнительных механизмов
Нормы времени и расценки на 1 узел
|
Наименование работ |
Состав звена |
Тип исполнительного механизма |
|
||||
|
МЭО 04/100 МЭО 26/100 ГИМ1 |
ИМ 2/120 БИМ 25/120 |
МЭК25 |
МЗО 400/100 клапан безопасности ПМКБ-1 |
СПГМ4 |
|||
|
Установка исполнительного механизма |
Электрослесари 5 разр. - 1 |
0,3 0-23,3 |
0,39 0-30,2 |
0,6 0-46,5 |
0,7 0-54,3 |
1,5 1-16 |
1 |
|
" 2 " - 1 |
|||||||
|
Установка узла сочленения |
То же |
0,16 0-12,4 |
0,21 0-16,3 |
0,34 0-26,4 |
0,4 0-31 |
0,9 0-69,8 |
2 |
|
Установка магнитного пускателя |
Электрослесарь 4 разр. |
0,14 0-11,1 |
3 |
||||
|
Установка соединительной коробки |
То же |
0,21 0-16,6 |
4 |
||||
|
Изготовление рычагов и тяг |
Электрослесари 4 разр. - 1 |
0,6 0-44,7 |
5 |
||||
|
" 3 " - 1 |
|||||||
|
Сварка при изготовлении рычагов и тяг |
Электросварщик 4 разр. |
0,13 0-10,3 |
6 |
||||
|
|
а |
б |
в |
г |
д |
№ |
|
§ В5-4-33. Коммутация укрупненных узлов исполнительных механизмов
Состав работы
1. Разметка, резка провода и металлорукава. 2. Затягивание проводов в металлорукав. 3. Открывание крышек. 4. Снятие сальников. 5. Установка металлорукава. 6. Нарезка и маркировка оконцевателей. 7. Разделка концов проводов с изготовлением кольца. 8. Прозвонка и присоединение концов проводов под зажимной винт. 9. Изгибание и установка перемычек. 10. Затягивание сальников. 11. Закрывание крышек.
Электромонтажник 4 разр.
Нормы времени и расценки на 1 узел
|
Количество присоединяемых концов и перемычек, до |
|||
|
30 |
40 |
60 |
80 |
|
2 1-58 |
2,4 1-90 |
2,9 2-29 |
3,6 2-84 |
|
а |
б |
в |
г |
§ В5-4-34. Сборка и обвязка узлов подготовки воздуха
Нормами настоящего параграфа предусмотрены сборка и обвязка узлов подготовки воздуха медными (8´1 мм) и стальными бесшовными (10´1 мм) трубами. Узел может состоять как из одного прибора (манометра или электропневматического клапана), так и из различных сочетаний нескольких приборов (фильтр и редуктор, фильтр, редуктор и манометр). В зависимости от количества и типов приборов, сочетающихся в одном узле, для соединения могут применяться: штуцеры, ниппели, тройниковые соединители, футорки и т.п.
Состав работы
1. Подготовка соединителей к установке. 2. Изготовление отводов с установкой накидных гаек. 3. Ввертывание штуцеров, соединителей, ниппелей, футорок, пробок. 4. Сборка и установка приборов. 5. Установка и присоединение отводов к прибору или узлу.
Состав звена
Монтажники 4 разр. - 1
" 3 " - 1
|
|
|
|
|
|
|
|
||






Нормы времени и расценки на 1 узел
|
Материалы труб |
Наименование приборов, входящих в узел |
|
|||||||
|
МТ-1 |
ФВ-10 |
ЭПК-1/4 |
ФВ-10 РДВ-5 |
ФВ-2М РДВ-1М |
РДФ-3Н |
ФВ-10 РДВ-5 МТ-1 |
ФВ-2М РДВ-1М МТ-1 |
||
|
Эскизы |
|||||||||
|
I |
II |
III |
IV |
V |
VI |
||||
|
Медь |
0,13 0-09,7 |
0,16 0-11,9 |
0,19 0-14,2 |
0,2 0-14,9 |
- |
0,22 0-16,4 |
0,25 0-18,6 |
0,27 0-20,1 |
1 |
|
Сталь |
0,17 0-12,7 |
- |
0,23 0-17,1 |
- |
0,24 0-17,9 |
- |
- |
0,3 0-22,4 |
2 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
§ В5-4-35. Сборка узла централизованного питания приборов сжатым воздухом
Нормами настоящего параграфа предусмотрены работы по сборке узла на конструкции, состоящего из трубных заготовок диаметром 11/2" и 2", фланцев Ду-40 и 50 мм, вентилей фланцевых Ду-50 мм, вентилей запорных ЗСЗ-2М и клапанов регулирующих.
Состав работ
При заготовке
1. Разметка труб и угловой стали под резку, изгибание и пробивку отверстий. 2. Резка. 3. Изгибание труб. 4. Пробивка отверстий в заготовках из угловой стали. 5. Вырубка прокладок из паронита.
При сборке
1. Установка и крепление фильтров на раму при помощи кран-балки. 2. Сборка деталей узла под сварку. 3. Сборка узла с установкой вентилей и тройников и соединение их переходными штуцерами и фланцами.
При газосварке
Вырезка отверстий в трубных заготовках
При электросварке
1. Сварка труб. 2. Приварка кронштейнов, фланцев и переходных штуцеров
Нормы времени и расценки на 1 узел
|
Наименование работ |
Состав звена |
H. вp. |
Расц. |
№ |
|
Заготовка |
Электрослесарь 4 разр. |
2,6 |
2-05 |
1 |
|
Сборка |
Монтажники 4 разр. - 1 |
5,6 |
4-17 |
2 |
|
" 3 " - 1 |
||||
|
Сварка |
Газосварщик 3 разр. |
0,11 |
0-07,7 |
3 |
|
Электросварщик 3 разр. |
4,4 |
3-08 |
4 |
Глава 6. ЩИТЫ
§ В5-4-36. Изготовление щитов
Состав работ
При заготовке
1. Разметка листовой стали. 2. Резка. 3. Вырубка углов и пробивка отверстий. 4. Изгибание.
При сборке
1. Сборка деталей под сварку. 2. Навеска дверей с установкой петель и замка.
При сварке
Сварка деталей при сборке
При окрашивании
Окрашивание щитов за два раза
Таблица 1
Состав звена
|
Профессия рабочих |
Заготовка |
Сборка |
Сварка |
Окрашивание |
|
Электрослесарь 5 разр. |
- |
1 |
- |
- |
|
" 4 " |
1 |
- |
- |
- |
|
" 3 " |
- |
1 |
- |
- |
|
" 2 " |
1 |
- |
- |
- |
|
Электросварщик 4 разр. |
- |
- |
1 |
- |
|
Маляр 4 разр. |
- |
- |
- |
1 |
Щиты панельные
Таблица 2
Нормы времени и расценки на 1 панель
|
Наименование работ |
Тип щитов |
|
||||||||||
|
щпм |
ЩПП, ПиВ |
щпк |
ПиВ-ПД ПиВ-ЛД |
|||||||||
|
Размеры, мм, до |
||||||||||||
|
600´400 |
1000´800 |
2200´600 |
2200´800 |
2200´1000 |
2200´1200 |
2200´600 |
2200´800 |
2200´1000 |
2200´1200 |
2200´1000 |
||
|
Заготовка |
0,2 0-14,3 |
0,32 0-22,9 |
0,49 0-35 |
0,53 0-37,9 |
0,59 0-42,2 |
0,65 0-46,5 |
0,64 0-45,8 |
0,73 0-52,2 |
0,79 0-56,5 |
0,85 0-80,8 |
1,2 0-85,8 |
1 |
|
Сборка |
0,08 0-06,4 |
0,12 0-09,7 |
0,61 0-49,1 |
0,86 0-69,2 |
2 |
|||||||
|
Сварка |
0,05 0-04 |
0,13 0-10,3 |
0,5 0-39,5 |
0,41 0-32,4 |
3 |
|||||||
|
Окрашивание |
0,1 0-07,9 |
0,2 0-15,8 |
0,28 0-22,1 |
0,37 0-29,2 |
0,43 0-34 |
0,51 0-40,3 |
0,35 0-27,7 |
0,42 0-33,2 |
0,49 0-38,7 |
0,56 0-44,2 |
0,54 0-42,7 |
4 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
№ |
Примечание. При изготовлении многопанельных щитов для доставки на объект россыпью к Н. вр. и Расц. по поз. 2 настоящего параграфа добавлять на контрольную сборку Н.вр. 0,39 чел.-ч, Расц. 0-31,4 (ПР-1)
Щиты шкафные
Таблица 3
Нормы времени и расценки на 1 щит
|
Наименование работ |
Тип щитов |
|
||||||||||||
|
ЩШ-ПД, ЩШ-ЛД |
щШ-зд |
ЩШ-02 |
ЩШ-ОП ЩШиОЛ |
|||||||||||
|
Размеры, мм, до |
||||||||||||||
|
2200´600´800 |
2200´800´1200 |
2200´1000´1200 |
2200´1200´1200 |
2200´800´600 |
2200´1200´800 |
2200´600´1200 |
2200´800´1200 |
2200´1000´1200 |
2200´1200´1200 |
2200´600´1200 |
2200´1000´1200 |
2200´1200´1200 |
||
|
Заготовка |
1,6 1-14 |
2,2 1-57 |
2,6 1-86 |
1,5 1-07 |
2,1 1-50 |
1,4 1-00 |
1,7 1-22 |
1,3 0-93 |
1,5 1-07 |
1,6 1-14 |
1 |
|||
|
Сборка |
1,6 1-29 |
1,9 1-53 |
2,4 1-93 |
2,6 2-09 |
2,1 1-69 |
2,5 2-01 |
0,99 0-79,7 |
1,1 0-88,6 |
1,3 1-05 |
1,2 0-96,6 |
1,4 1-13 |
1,6 1-29 |
2 |
|
|
Сварка |
1,3 1-03 |
1,5 1-19 |
1,6 1-26 |
1,4 1-11 |
1,5 1-19 |
1,2 0-94,8 |
|
1,4 1-11 |
|
3 |
||||
|
Окрашивание |
0,65 0-51,4 |
0,82 0-64,8 |
0,98 0-77,4 |
1,1 0-86,9 |
0,63 0-49,8 |
0,87 0-68,7 |
0,45 0-35,6 |
0,53 0-41,9 |
0,62 0-49 |
0,69 0-54,5 |
0,66 0-52,1 |
0,79 0-62,4 |
0,92 0-72,7 |
4 |
|
|
а |
б |
в |
г |
д |
е |
ж |
3 |
и |
к |
л |
м |
н |
№ |
|
Наименование работ |
Тип щитов |
|
|||||||||||||
|
ЩШ-ПД-ОЛ, ЩШ-ЛД-ОП |
ЩШ-ЗД-ОП, ЩШ-ЗД-ОЛ |
ЩШ-ЗД-02 |
ЩШ, ПЗД |
ЩШМ |
|||||||||||
|
Размеры, мм, до |
|||||||||||||||
|
2200´600´800 |
2200´800´1200 |
2200´1000´1200 |
2200´1200´1200 |
2200´600´600 |
2200´800´600 |
2200´1200´800 |
2200´800´600 |
2200´1200´800 |
2200´800´600 |
2200´1200´800 |
600´400´500 |
1000´600´500 |
1400´800´600 |
||
|
Заготовка |
1,7 1-22 |
2,2 1-57 |
2,5 1-79 |
1,6 1-14 |
1,7 1-22 |
2,2 1-57 |
1,9 1-36 |
2,4 1-72 |
2 1-43 |
2,9 2-07 |
0,8 0-57,2 |
0,93 0-66,5 |
1,2 0-85,8 |
1 |
|
|
Сборка |
1,4 1-13 |
1,7 1-37 |
2 1-61 |
1,8 1-45 |
2,3 1-85 |
1,7 1-37 |
2,2 1-77 |
1,8 1-45 |
2,5 2-01 |
0,89 0-71,6 |
0,99 0-79,7 |
1,2 0-96,6 |
2 |
||
|
Сварка |
1,2 0-94,8 |
1,4 1-11 |
1,6 1-26 |
1,5 1-19 |
1,6 1-26 |
1,3 1-03 |
1,6 1-26 |
0,61 0-48,2 |
0,69 0-54,5 |
0,82 0-64,8 |
3 |
||||
|
Окрашивание |
0,55 0-43,5 |
0,66 0-52,1 |
0,78 0-61,6 |
0,87 0-68,7 |
0,51 0-40,3 |
0,59 0-46,6 |
0,72 0-56,9 |
0,47 0-37,1 |
0,69 0-54,5 |
0,95 0-75,1 |
0,28 0-22,1 |
0,49 0-38,7 |
0,61 0-48,2 |
4 |
|
|
|
о |
п |
р |
с |
т |
у |
ф |
х |
ц |
ч |
ш |
щ |
э |
ю |
№ |
Примечания: 1. При изготовлении многопанельных щитов для доставки на объект россыпью к Н. вр. и Расц. по поз. 2 настоящего параграфа добавлять на каждую сборку Н вр. 1,6 чел.-ч., Расц. 1-29 (ПР-1)
2. Утепление щитов нормировать по § 43 п. 4.
3. Нормы на окраску щитов предусматривают следующие виды работ: очистка, обезжиривание, шпатлевка, грунтовка, окраска за два раза. При невыполнении какой-либо из перечисленных операций нормировать окраску следует по § 59.
§ В5-4-37. Вырезка отверстий в панелях щитов
Состав работы
1. Разметка. 2. Сверление крепежных и центровых отверстий. 3. Сверление или вырезка отверстий под приборы.
Электрослесарь 4 разр.
А. ВЫРЕЗКА КРУГЛЫХ ОТВЕРСТИЙ РЕЗЦАМИ НА ПРИВОДНОМ СТАНКЕ
Таблица 1
Нормы времени и расценки на 1 отверстие
|
Диаметр отверстий, мм, до |
||||
|
62 |
100 |
200 |
300 |
свыше 300 |
|
0,08 0-06,3 |
0,1 0-07,9 |
0,13 0-10,3 |
0,16 0-11,9 |
0,17 0-13,4 |
|
а |
б |
в |
г |
д |
Б. ВЫРЕЗКА ПРЯМОУГОЛЬНЫХ И ФИГУРНЫХ ОТВЕРСТИЙ НА СТАНКАХ С МЕХАНИЧЕСКОЙ ПОДАЧЕЙ РЕЗЦА
Таблица 2
Нормы времени и расценки на 1 отверстие
|
Периметр отверстий, мм, до |
|||
|
600 |
1000 |
1500 |
свыше 1500 |
|
0,19 0-16 |
0,24 0-19 |
0,31 0-24,5 |
0,37 0-29,2 |
|
а |
б |
в |
г |
§ В5-4-38. Подготовка щитов и пультов к монтажу проводов внутренних электрических проводок
Состав работ
При установке
1. Разметка схемы прокладки проводов и мест установки внутрищитовых конструкций. 2. Установка под сварку. 3. Прокладка коммутационной полосы или струны.
При сварке
1. Крепление опорных конструкций электросваркой. 2. Крепление коммутационной полосы или струны контактной сваркой.
Состав звена
При установке
Электрослесарь 5 разр.
При сварке
Электросварщик 4 разр.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование конструкций |
Измеритель |
Наименование работ |
|
|
|
установка |
сварка |
|||
|
Коммутационная полоса |
100 м полос |
5,4 4-91 |
2,9 2-29 |
1 |
|
Коммутационные струны |
100 шт. |
1,2 1-09 |
1 0-79 |
2 |
|
Коммутационные рейки (скобы, сборки) |
То же |
6,6 6-01 |
2,5 1-98 |
3 |
|
Конструкции для установки трансформаторов |
" |
4,5 4-10 |
4,4 3-48 |
4 |
|
Конструкции для установки электроаппаратуры |
" |
1,8 1-64 |
1,9 1-50 |
5 |
|
Конструкции из угловой стали для установки приборов |
" |
2,2 2-00 |
2,4 1-90 |
6 |
|
Перфорированный уголок |
" |
2,7 2-46 |
1,1 0-86,9 |
7 |
|
|
а |
б |
№ |
|
§ В5-4-39. Сборка щитовых блоков из готовых узлов и деталей
Состав работ
При сборке
1. Установка щитов на раму с выверкой и креплением болтами к раме и между собой.
При сборке панельных щитов добавляются:
2. Сборка каркаса многопанельного блока под сварку.
При сварке
Крепление деталей каркаса электросваркой
Нормы времени на 1 блок
|
Тип щитов |
Наименование работ |
Состав звена |
Количество панелей (щитов) в блоке |
На каждую следующую добавлять |
|
||
|
2 |
4 |
6 |
|||||
|
Шкафные |
Сборка |
Электрослесари 6 разр. - 1 |
2,8 2-46 |
7,3 6-42 |
8,9 7-83 |
1 0-88 |
1 |
|
" 3 " - 1 |
|||||||
|
Панельные |
Сборка |
То же |
2,9 2-55 |
4,5 3-96 |
6,6 5-81 |
1,3 1-14 |
2 |
|
Сварка |
Электросварщик 4 разр. |
0,93 0-73,5 |
1,1 0-86,9 |
1,4 1-11 |
0,34 0-26,9 |
3 |
|
|
|
а |
б |
в |
г |
№ |
||
§ В5-4-40. Установка отдельно стоящих шкафных щитов на основание (раму)
Состав работ
А. УСТАНОВКА ШКАФНЫХ ЩИТОВ
1. Установка щита на раму. 2. Выверка и крепление болтами.
Б. УСТАНОВКА УТЕПЛЕННЫХ ЩИТОВ
При установке
1. Установка крепежных деталей на подставку и крепление их болтами. 2. Установка и выверка щита.
При сварке
Приварка крепежных деталей к стенкам щита
Нормы времени и расценки на установку 1 щита
|
Наименование работ |
Способ установки |
Состав звена |
Тип щита |
|
|
|
шкафной |
утепленный |
||||
|
Установка |
Ручной |
Электрослесари 4 разр. - 1 |
0,57 0-40,8 |
- |
1 |
|
Механизированный (кран-балка) |
" 2 " - 1 |
0,48 0-34,3 |
0,14 0-10 |
2 |
|
|
Сварка |
|
Электросварщик 3 разр. |
- |
0,06 0-04,2 |
3 |
|
|
а |
б |
№ |
||
Глава 7. ИЗДЕЛИЯ К ЩИТАМ И ПУЛЬТАМ
§ В5-4-41. Изготовление оснований (рам) под щиты и пульты
Состав работ
При заготовке
1. Разметка листовой и профильной стали. 2. Резка. 3. Вырубка углов и полок. 4. Изгибание. 5. Разметка и сверление отверстий.
При сборке
Сборка деталей под сварку
При газосварке
Газовая резка профильной стали
При электросварке
Сварка деталей рам
При окрашивании
Окрашивание рам
Нормы времени и расценки на 10 м рамы
|
Наименование работ |
Состав звена |
Вид стали |
|
|
|
швеллерная |
листовая |
|||
|
Заготовка |
Электрослесари 4 разр. - 1 |
1,1 0-82 |
2,6 1-94 |
1 |
|
" 3 " - 1 |
||||
|
Сборка |
То же |
0,77 0-57,4 |
2,1 1-56 |
2 |
|
Сварка |
Газосварщик 4 разр. |
0,35 0-27,7 |
- |
3 |
|
Электросварщик 4 разр. |
0,45 0-35,6 |
1,4 1-11 |
4 |
|
|
Окрашивание |
Маляр 4 разр. |
0,49 0-38,7 |
5 |
|
|
|
а |
б |
№ |
|
§ В5-4-42. Изготовление и установка полов из листовой стали в щитах и пультах
Состав работ
При изготовлении
1. Разметка листовой стали под резку, вырубку отверстий, изгибание. 2. Резка. 3. Вырезка отверстий. 4. Изгибание.
При окрашивании
Окрашивание полов
При установке
Установка полов в щит
Нормы времени и расценки на 10 крышек
|
Наименование работ |
Состав звена |
Н. вр. |
Расц. |
№ |
|
Изготовление |
Электрослесарь 4 разр. |
4,6 |
3-56 |
1 |
|
Окрашивание |
Маляр 4 разр. |
0,72 |
0-56,9 |
2 |
|
Установка |
Электрослесарь 4 разр. |
0,46 |
0-35,6 |
3 |
§ В5-4-43. Разные работы при изготовлении щитов и пультов
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Единица измерения |
Н. вр. |
Расц. |
№ |
|
|
Установка замков типа ЗД-4П на дверях щитов и пультов |
Электрослесарь 3 разр. |
100 замков |
12 |
8-40 |
1 |
|
|
То же, но типа ЗЩ |
То же |
То же |
5,6 |
3-92 |
2 |
|
|
Установка ручек типа РЩ на дверях щитов и пультов |
|
100 ручек |
2,4 |
1-68 |
3 |
|
|
Утепление шкафных щитов пенопластовыми изоляционными плитами (с резкой и креплением изоляции) |
Электрослесари 4 разр. - 1 |
1 м плиты |
0,41 |
0-29,3 |
4 |
|
|
" 2 " - 1 |
||||||
|
Нанесение надписей масляной краской на панелях щитов и пультов |
Электрослесарь 3 разр. |
1 надпись |
0,13 |
0-09,1 |
5 |
|
|
Установка скоб (петель) для строповки щитов |
Установка |
То же |
100 скоб |
5,2 |
3-64 |
6 |
|
Сварка |
Электросварщик 3 разр. |
То же |
4,6 |
3-22 |
7 |
|
Глава 8. УЗЛЫ И ДЕТАЛИ ДЛЯ МОНТАЖА ЭЛЕКТРИЧЕСКИХ ПРОВОДОК
§ В5-4-44. Заготовка жгутов установочных проводов ручным способом
Состав работы
1. Распаковка бухт провода с удалением связывающих веревок, упаковочной ткани, установкой на вертушку и высвобождением конца. 2. Разметка трассы. 3. Разметка вручную провода с бухты, отмеривание и отрезка. 4. Сборка проводов в пучок (жгут) с обвязкой. 5. Сматывание жгута вручную с заделкой концов, связыванием и навеской бирок. 6. Резка поливинилхлоридной трубки и написание маркировочных знаков. 7. Прозвонка концов проводов со снятием изоляции и установкой оконцевателей.
Состав звена
Электрослесари 4 разр. - 1
" 2 " - 1
Нормы времени и расценки на 1 жгут
|
Длина жгута, м, до |
Количество проводов в жгуте, до |
|
||||
|
5 |
10 |
15 |
30 |
60 |
||
|
25 |
0,95 0-67,9 |
1,4 1-00 |
1,8 1-29 |
3,1 2-22 |
5,2 3-72 |
1 |
|
50 |
1,6 1-14 |
2,4 1-72 |
2,8 2-00 |
4,6 3-29 |
7,8 5-58 |
2 |
|
75 |
2,3 1-64 |
3,3 2-36 |
3,7 2-65 |
6,3 4-50 |
10,5 7-51 |
3 |
|
100 |
3 2-15 |
4,1 2-93 |
4,8 3-43 |
7,5 5-36 |
12,5 8-94 |
4 |
|
|
а |
б |
в |
г |
д |
№ |
Глава 9. УСТАНОВКА ПРИБОРОВ И АППАРАТУРЫ. МОНТАЖ ВНУТРЕННИХ ЭЛЕКТРИЧЕСКИХ И ТРУБНЫХ ПРОВОДОК
§ В5-4-45. Установка приборов и аппаратуры на конструкциях щитов, пультов и стативов
Состав работы
1. Подготовка к установке (снятие и установка ручек и крышек), 2. Установка, выверка и крепление приборов.
Нормы времени и расценки на 100 приборов
|
Наименование приборов |
Состав звена электрослесарей |
Н. вр. |
Расц. |
№ |
|
I. Реле |
|
|
|
|
|
Реле: высокочастотное РПВ, тепловое ТРП |
4 разр. |
4,2 |
3-32 |
1 |
|
Реле: времени ЭВ, обрыва фаз Е-511, промежуточное ПЭ, РП; РПУ, РУ, счетноимпульсное Е-531, тепловое ТРН, электромагнитное МКУ |
То же |
6,4 |
5-06 |
2 |
|
Реле: времени РЭМ, РВМ, напряжения РН, переключения РП, электромагнитное РП-41 |
" |
7,2 |
5-69 |
3 |
|
Реле: времени Е-524, промежуточное РПМ, тепловое ТРТ |
4 разр. |
8,5 |
6-72 |
4 |
|
Реле: времени E-52, ВЛ10, типа ЭТ, ИТБ. РНБ, РТ, НВ, РТФ. РНТ, управления РЭВ |
То же |
9,2 |
7-27 |
5 |
|
Реле: балансное БР, РД-12, ЭПР, сигнализации РИС, термореле ТР-3, электромагнитное РАД, РА-2 |
" |
10,5 |
8-30 |
6 |
|
Реле: времени РВП, ЭРВ, ВС, промежуточное ЭП, тепловое ТР, ТРА, ТРВ |
" |
11,6 |
9-09 |
7 |
|
Реле: времени Е-512, ВЛ-16, РП-4 дифференциальное ДЗТ, МЗТ типа ИКС, РСИ, РД РДА, блок питания БП-15 |
" |
14 |
11-06 |
8 |
|
II. Пусковая и коммутационная низковольтная аппаратура |
|
|
|
|
|
Колодка предохранителя трубного ПТ |
4 разр. |
3,7 |
2-92 |
9 |
|
Выключатель автоматический А63, АК-60, пакетный ПВМ, пускатель магнитный ПМЕ-111, П-61, П6-121, А-3161, контактор ПМЕ, переключатель пакетный ППМ |
То же |
6,1 |
4-82 |
10 |
|
Выключатель автоматический АК-63, АП-50, пускатель магнитный П6, розетка штепсельная |
" |
8,4 |
6-64 |
11 |
|
Пускатель магнитный ПМЕ-212, ПА-411 |
" |
9,3 |
7-35 |
12 |
|
Пускатель магнитный П6-ЗТ, П63, ПМЕ (нулевой и 1 величины), колодка предохранителя ПР-2, рубильник типа Р, РО, Р-60 |
" |
11,5 |
9-09 |
13 |
|
Выключатель автоматический П62, А3110, пускатель магнитный ПА511,521, П6-2Т, П6-113, 131, МКР-058, ПАЕ (III величины) |
" |
14 |
11-06 |
14 |
|
Пускатель магнитный П6-123, ПА-333, 423, ПМЕ (II величины) |
5 pазp. - 1 |
15,5 |
12-48 |
16 |
|
3 " - 1 |
||||
|
Пускатель магнитный ПА-413, 523, 531 |
То же |
20 |
16-10 |
16 |
|
III. Сигнальная аппаратура |
|
|
|
|
|
Звонок электрический переменного тока З-220 |
4 разр. |
4,3 |
3-40 |
17 |
|
Звонок-ревун типа ЗВРФ |
4 разр. |
5,3 |
4-19 |
18 |
|
Звонок громкого бон типа МЗ |
То же |
8,4 |
6-64 |
19 |
|
Сирена ВСС |
5 разр. - 1 |
12 |
9-66 |
20 |
|
3 " - 1 |
||||
|
IV. Источники и преобразователи электропитания |
|
|
|
|
|
Аппарат АМО, блок питания БП |
4 разр. |
9,3 |
7-35 |
21 |
|
Прерыватель СИП |
То же |
9,9 |
7-82 |
22 |
|
Усилитель УПП |
" |
10,5 |
8-30 |
23 |
|
Выпрямитель СВ-4, источник мигающего света ИМС, трансформатор Т-74, ОСУ, ОСП, ОС-0,03 |
" |
11,5 |
9-09 |
24 |
|
Выпрямитель В-4, ВУ-3, СВ-24-3, СВ-24-9, датчик импульсов ДИ, стабилизатор серии С, трансформатор ОСР, ОСО, ОСН, АОС, ТОС-250, ТБС-2-063, ОСКО (мощностью до 0,1 кВ) |
" |
14,5 |
11-46 |
25 |
|
Трансформатор ТОС-630, ТТ-0,63, ОСКО (мощностью до 1,0 кВ) |
5 разр. - 1 |
21 |
16-91 |
26 |
|
3 " - 1 |
||||
|
Трансформатор ОСВ, ТОС-Б, ОС-05 |
" |
25,5 |
20-53 |
27 |
|
V. Пневматические и электропневматические аппараты |
|
|
|
|
|
Прибор ПФ, ПП |
4 разр. |
7,6 |
6-00 |
28 |
|
Регулятор ПР, ПРЗ |
То же |
9 |
7-11 |
29 |
|
Блок функциональный БФ-2 |
5 разр. - 1 |
12,5 |
10-06 |
30 |
|
3 " - 1 |
||||
|
Блок предварения БП-8 |
То же |
22 |
17-71 |
31 |
Примечание. При установке переходных плат к Н. вр. и Расц. настоящего параграфа добавлять при установке 100 плат: на 2 винтах - Н. вр. 4,3 чел.-ч, Расц. 3-40 (ПР-1); на 3 винтах Н. вр. 5,7 чел.-ч, Расц. 4-60 (ПР-2) при составе звена - электрослесарь 4 разр.
§ В5-4-46. Установка приборов и аппаратуры на фасадах щитов и пультов
Состав работы
1. Подготовка к установке (снятие и установка ручек и крепежных деталей). 2. Установка, выверка и крепление приборов и аппаратуры.
Нормы времени и расценки на 100 приборов
|
Наименование приборов |
Состав звена электрослесарей |
Н. вр. |
Расц. |
№ |
|
I. Приборы измерения и регулирования температуры |
|
|
|
|
|
Логометр пирометрический типа Л-64, милливольтметр: регулирующий типа МР, пирометрический М64 |
4 разр. - 1 |
10 |
7-45 |
1 |
|
3 " - 1 |
||||
|
Блок задачи типа БЗ, логометр показывающий Ш69, Л-64И, мост типа КВМ, КПМ, КМ140, миллиамперметр типа КВУ, милливольтметр Ш45, потенциометр типа КВП, КСП, КП140, прибор типа КП1, КС1, КС2, КВ1, термометр манометрический типа ТСМ, ТКП60, фотоэлектрический пирометр типа ФЭП |
То же |
12 |
8-94 |
2 |
|
Миллиамперметр типа КСУ, термометр манометрический типа ТСГ |
5 разр. - 1 |
13,5 |
10-87 |
3 |
|
3 " - 1 |
||||
|
Мост типа ЭВМ, МП, МПР, МФС, МФП, КПМЗ, потенциометр автоматический типа ЭПВ, прибор типа КСЗ, КСЧ, термометр манометрический типа ТПП, ТПГ, ТПЖ, ППТ |
4 разр. - 1 |
15 |
11-92 |
4 |
|
3 " - 1 |
||||
|
Потенциометр электронный типа ЭПС |
5 разр. - 1 |
21 |
16-91 |
5 |
|
3 " - 1 |
||||
|
Потенциометр самопишущий типа ЭПП |
То же |
23 |
18-52 |
6 |
|
Термометр самопишущий типа ТГ, ТЖ |
4 разр. - 1 |
24,5 |
16-25 |
7 |
|
3 " - 1 |
||||
|
Вспомогательные устройства |
|
|
|
|
|
Переключатель типа ПД-6 |
4 разр. - 1 |
5,7 |
4-08 |
8 |
|
3 " - 1 |
||||
|
Переключатель типа ПМТ, ПЩ, МГП |
То же |
10,5 |
7-51 |
9 |
|
Переключатель кнопочный типа ПК-041, 051 |
" |
11,5 |
8-22 |
10 |
|
Переключатель кнопочный типа ПК-031 |
4 разр. - 1 |
18 |
13-41 |
11 |
|
3 " - 1 |
||||
|
Панель с роликовыми ключами типа ПДП |
5 разр. - 1 |
29,5 |
23-75 |
12 |
|
3 " - 1 |
||||
|
II. Приборы измерения и регулирования давления, разряжения, расхода и уровня |
|
|
|
|
|
Тягонапоромер типа ТНЖ |
4 разр. - 1 |
6,9 |
4-93 |
13 |
|
3 " - 1 |
||||
|
Манометр показывающий типа МТ-1 |
То же |
7,6 |
5-43 |
14 |
|
Блок измерения типа ИР, кран-переключатель типа КП, манометры: показывающий типа МТ-2, МТ-3, дифференциальный типа МДФ-1, тормозной типа МТ-1, эл. контактный типа ЭКМ, ЭКМВ. Мановакуумметр типа ОБМ, ОБВ, AM, АМУ, АМВУ, ВЭ-16, прибор показывающий типа КВД, тягонапоромер типа ТНМН, НМП, ДНП, усилитель типа УП |
4 разр. - 1 |
10,5 |
7-82 |
15 |
|
3 " - 1 |
||||
|
Измеритель однострелочный типа И-60, мановакуумметр типа П, МОШ, МВОШ, указатель уровня типа УУЖЭК |
4 разр. - 1 |
11,5 |
8-22 |
16 |
|
3 " - 1 |
||||
|
Вакуумметр типа ВП-4, манометр: типа МТ-4, с трубчатой пружиной, мановакуумметр типа МВТ-4, приборы: вторичный типа ВДМ, пневматический самопишущий типа МСС. Тягонапоромер типа ТДЖ |
4 разр. - 1 |
13 |
9-69 |
17 |
|
3 " - 1 |
||||
|
Тягонапоромер типа ТМП, НМП |
То же |
15 |
11-18 |
18 |
|
Приборы: вторичные типа ВФС, ВФП, 4РИ, 5РИ, электронный автоматический типа ЭИВ-2 |
5 разр. - 1 |
19 |
15-30 |
19 |
|
3 " - 1 |
||||
|
Вакуумметр самопишущий типа ВСС, манометр самопишущий типа МТС, МСС, мановакуумметр самопишущий типа МВТС, МВСС, тягонапоромер сильфонный типа ТМС, ТНС, НС |
То же |
28 |
22-54 |
20 |
|
Приборы самопишущие с пневморегулятором: вакуумметр типа ВС, манометр типа МС, мановакуумметр типа МВС, МВТ |
|
32,5 |
26-16 |
21 |
|
III. Приборы измерения и регулирования состава и качества вещества |
|
|
|
|
|
Термокомпенсатор ТКР-2 |
4 разр. - 1 |
9,7 |
6-94 |
22 |
|
2 " - 1 |
||||
|
Блок: питания воздухом БПВЩ, электропитания сигнализатора СВК-3, панель: байпасная БПДУ-А, дистанционного управления ПДУ-А. Преобразователь РН261, П-201 |
4 разр. - 1 |
10 |
7-45 |
23 |
|
3 " - 1 |
||||
|
Блок: подготовки газа газоанализатора ГДРП, питания сигнализатора СЭ, индикации сигнализатора ТХГ5М. Регулятор влажности воздуха СПР |
То же |
11,5 |
8-57 |
24 |
|
Датчик газоанализатора ФГЦ, панель подачи газа ППГ газоанализатора ТКГ-4, прибор показывающий ГТГ-1, табло сигнализатора газоанализатора ТП4-201 |
« |
14 |
10-43 |
25 |
|
Вторичный прибор МПР7 солемера СЭ, датчик газоанализатора ГДРП, приемник газоанализатора ТП-5501, ТП2221 |
5 разр. - 1 |
16,5 |
13-28 |
26 |
|
3 " - 1 |
||||
|
Блок: измерительный Б1 и Б2 датчика термокондуктометрического ДТ, питания влагомера «Байкал-4» и газоанализатора ГДРП, управления «Байкал 1, 2». Преобразователь влагомера «Байкал 4» |
То же |
21,5 |
17-31 |
27 |
|
Блок сигнальный сигнализатора МСН |
4 разр. - 1 |
22 |
16-39 |
28 |
|
3 " - 1 |
||||
|
Блок управления БУК-2, датчик: ДКЗ газоанализатора ГТМК-11, газоанализатора ФКГ-3 и ТКГ-4,5; приемник газоанализатора ОА и МН |
5 разр. - 1 |
23 |
18-52 |
29 |
|
3 " - 1 |
||||
|
Блок питания газоанализатора ФЛС-1 |
То же |
28,5 |
22-94 |
30 |
|
IV. Электрические регуляторы и сигнализаторы |
|
|
|
|
|
Коробка: сигнальная КС, распределительная КРС. Устройство сигнальное электромагнитное ЭС |
4 разр. - 1 |
6,1 |
4-36 |
31 |
|
2 " - 1 |
||||
|
Блок сигнальный реле уровня РУ, регулятор температуры РТ |
4 разр. - 1 |
7,9 |
5-88 |
32 |
|
3 " - 1 |
||||
|
Блок электропитания сигнализатора взрывоопасных концентраций СВК-ЗМ, реле сигнальное РУ |
5 разр. - 1 |
11 |
8-86 |
33 |
|
3 " - 1 |
||||
|
Блок электрорелейный сигнализатора СПУ, прибор командный типа КЭП, МКП |
То же |
12 |
9-66 |
34 |
|
Блок: сигнальный реле типа СЭ, силовой сигнализатора уровня МЭСУ, ЭСУ, ЭИУ, КИФМ, КСФМА, электронный сигнализатора уровня ЭСУ. Прерыватель ступенчатый импульсный СИП, регулятор влажности воздуха СПР |
4 разр. - 1 |
12,5 |
9-31 |
35 |
|
3 " - 1 |
||||
|
Регулятор температуры ПТРЭ |
То же |
14,5 |
10-80 |
36 |
|
Датчик относительной влажности ДРОВ-3, регулятор температуры ПТРД-2, терморегулятор полупроводниковый ПТР, ПТРБ |
" |
19 |
14-16 |
37 |
|
Блок: релейный сигнализатора СНЦ, СЭ, электропитания сигнализатора уровня типа 78-1. Вторичный прибор МПР сигнализатора САС, источник питания сигнализатора горючих газов СГГ |
5 разр. - 1 |
22 |
17-71 |
38 |
|
3 " - 1 |
||||
|
Блок питания устройства температурной сигнализации УТС |
То же |
23,6 |
18-92 |
39 |
|
Сигнализатор температуры на 4 точки СТ-4 |
|
31,5 |
25-36 |
40 |
|
V. Электронные системы регулирования |
|
|
|
|
|
Блок: управления БУ, указателей В12. Задатчик: дистанционный типа Д34М, ручного управления ЭР, типа ЗД-50, ЗД-1000. Индикатор положения ИПУ, пост дистанционного управления ПДУ, указатель положения дистанционный ДУП-М |
4 разр. - 1 |
6,2 |
4-43 |
41 |
|
2 " - 1 |
||||
|
Датчик ДМ-1 задатчика ДРУ-У2, задатчик бесконтактный пятипроцентный ЗБ-5, кассета с одним блоком вызова БВ-1, устройство задающее ЗУ05, ЗУ11 |
4 разр. - 1 |
7,9 |
5-89 |
42 |
|
3 " - 1 |
||||
|
Блок ручного управления БРУ, задатчик: программный ПЗВ, ПД-44УМ, ручной РЗД. Преобразователь типа НП, Ш, приборы: двух- и трехпозиционный регулирующий 2РП, ЗРП, релейный регулирующий РП-4, корректирующий К15, К26, регулирующий Р25. Позициомер релейный ПРП2, переключатель ПЛК, ПО, сигнализатор типа С2, счетчик импульсов СИ-У, устройство обегающее ОУ-25П, указатель выхода М24-41, усилитель электронный З-М |
4 разр. - 1 |
10,5 |
7-82 |
43 |
|
3 " - 1 |
||||
|
Блок: измерительный И-Т-М, И-С-М, И-102. комплексов «КАСКАД», «АКЭСР». Программное устройство КПЗ-Л, прибор корректирующий КП2, пульт дистанционного управления ПДУ-М |
То же |
11,5 |
8-57 |
44 |
|
Задатчик дистанционный ДЗП, преобразователь электропневматический типа ПЭПФ, сумматор частотный самопишущий СЧСМ |
5 разр. - 1 |
11,5 |
9-26 |
45 |
|
3 " - 1 |
||||
|
Кассета с 5 и 10 блоками вызова |
То же |
15,5 |
12-48 |
46 |
|
Преобразователь электронный типа ПЭТ, устройство регулирующее РУ-5 |
" |
17 |
13-68 |
47 |
|
Блок регулирующий РЗШ, сигнализатор электронный типа СИД |
4 разр. - 1 |
19 |
14-16 |
48 |
|
3 " - 1 |
||||
|
Задатчик: дистанционный автоматический самопишущий типа ДЗАС, показывающий тип ДЗАП |
5 разр. - 1 |
24,6 |
19-72 |
49 |
|
3 " - 1 |
||||
|
VI. Пневматические регуляторы и сигнализаторы |
|
|
|
|
|
Редуктор давления воздуха РДВ-5М, ротаметр типа РД-А-1 |
4 разр. - 1 |
5,8 |
4-15 |
50 |
|
2 " - 1 |
||||
|
Задатчик: по времени ПЗ1, 2ЭА, по параметру ПФ6. Панель управления ПП12,2, прибор: вторичный показывающий ППВ-1, контроля показывающий ПВ1-3, ПК системы «Старт», контроля показывающий со станцией управления ПВЗ-2, контроля интегрирующий ПВ-9, 4П, ПИК-1, контроля самопишущий ПВ-4, ПВ-10, РПВ-4 |
4 разр. - 1 |
9,9 |
7-38 |
51 |
|
3 " - 1 |
||||
|
Устройство множительноделительное ПФ-1,18 |
4 разр. - 1 |
11,5 |
8-22 |
52 |
|
2 " - 1 |
||||
|
Регулятор самонастраивающий АРС. Устройство многоточечное обегающее УМО, вычислительное к хроматографу УВХ-8 |
5 разр. - 1 |
14,5 |
11-67 |
53 |
|
3 " - 1 |
||||
|
VII. Электроизмерительные приборы |
|
|
|
|
|
Индикатор тока М4280, приборы типа М325, М4203, Ц4203 |
4 разр. - 1 |
5,5 |
3-93 |
54 |
|
2 " - 1 |
||||
|
Приборы узкопрофильные со световым указателем М1530, М1730, Э390 |
4 разр. - 1 |
6,3 |
4-69 |
55 |
|
3 " - 1 |
||||
|
Приборы: типа М4230, М330, Э335, Э377, З8025, узкопрофильные многошкальные со световым указателем М1632 |
4 разр. - 1 |
8,3 |
5-93 |
56 |
|
2 " - 1 |
||||
|
Приборы: типа М270, самопишущий Н340 |
То же |
10,5 |
7-51 |
57 |
|
Приборы: типа М1360, М4200, М760, Э8003. Счетчик импульсов СИШ-100, МЭС, устройство выпрямительное ВУ-1, частотомер стрелочный Э371 |
4 разр. - 1 |
10,5 |
7-82 |
58 |
|
3 " - 1 |
||||
|
Прибор типа M151 |
То же |
13 |
9-68 |
59 |
|
Прибор типа Д180 |
" |
14,5 |
10-80 |
60 |
|
Приборы типа M1690, ВАПИ, ВРПИ |
" |
17,5 |
13-04 |
61 |
|
VIII. Аппаратура сигнализации и управления |
|
|
|
|
|
Арматура лампы АСКМ, СС-3, АСТЛ, кнопки: командная КМ, малогабаритная КМ, типа КЭО. Лампа сигнальная СЛГС, СЛЦ, переключатель П2Т. Тумблер ТП-1, фонарь типа ФМ, ФРМ |
4 разр. - 1 |
2,5 |
1-79 |
62 |
|
2 " - 1 |
||||
|
Арматура сигнальная АС-53, переключатель галетный ПМ, ПГГ, ПГК, сигнал световой взрывозащитный ССВ-15 |
То же |
5 |
3-58 |
63 |
|
Держатель коммутаторный лампы ДКЛ, выключатель пакетный герметический ВГПМ, кнопка управления КУ-121, переключатель кнопочный телефонный ПКТ, однополюсный постоянного тока, транспарант световой СТ, фонарь сигнальный МФС |
" |
6,3 |
4-50 |
64 |
|
Арматура сигнальной лампы ЛС220, выключатель: автоматический А-63, АК-63, пакетный ВПКМ2. Кнопка электромагнитная КСМ, лампа сигнальная СЛ2, переключатель галетный ПГП, табло световое ТСМ, ТСБ |
4 разр. - 1 |
7,7 |
5-51 |
65 |
|
2 " - 1 |
||||
|
Выключатель: ПВМ (I - III величины), переключатель: ППМ (I - III величины), кулачковый ПКУЗ. Пост управления кнопочный КУ-91 |
То же |
8,8 |
6-29 |
66 |
|
Арматура сигнальная АС1, выключатель 3 полюсный постоянного тока, пост управления кнопочный ПКE212-IV, устройство сигнальное взрывозащищенное СЛУ |
" |
10,5 |
7-51 |
67 |
|
Пост управления кнопочный КУ-700 |
" |
11,5 |
8-22 |
68 |
|
Выключатель: пакетный ВПКМ, типа ГПВМ. Переключатель: пакетный ВКПМ, ПМФ, ПMB, ПМО, МК, универсальный УП5300, типа ГППМ. Табло сигнальное газоанализатора МН |
" |
12,5 |
8-94 |
69 |
|
Кнопка управления: водозащитная КУ-123, взрывобезопасная КУВ-11. Выключатель ПМВ, ПКВ (V - VI величины), переключатель ППМ, ПКП (IV - VI величины) |
" |
16 |
11-44 |
70 |
|
Пост управления кнопочный ПКЕ 212-2У |
" |
17,5 |
12-51 |
71 |
|
Переключатель универсальный УП5400, УП6800 |
4 разр. - 1 |
21 |
15-64 |
72 |
|
2 " - 1 |
||||
|
Пост управления кнопочный ПКЕ 212-ЗУ |
4 разр. - 1 |
21,5 |
15-37 |
73 |
|
2 " - 1 |
§ В5-4-47. Монтаж внутренних электрических проводок в щитах и пультах
Состав работы
1. Заготовка и сборка провода в пучки. 2. Установка коммутационных зажимов. 3. Прокладка провода с установкой изоляционных прокладок, выполнением изгибов и креплением. 4. Разделка концов провода с выполнением временной маркировки. 5. Подключение концов проводов к клеммным оборкам с надеванием оконцевателей. 6. Прозвонка схемы и выполнение постоянной маркировки. 7. Скручивание свободных концов проводов в спирали.
Нормы времени и расценки на 100 м провода
|
Тип щитов |
Состав звена |
Н. вр. |
Расц. |
№ |
|
В щитах шкафных и на панелях плоских |
Электрослесарь 5 разр. |
8 |
7-28 |
1 |
|
В щитах малогабаритных |
То же |
9,8 |
8-92 |
2 |
§ В5-4-48. Концевые заделки контрольного кабеля с сечением жил до 2,5 мм
Состав работы
1. Отмеривание и отрезка кабеля секторными ножницами. 2. Разделка, снятие верхней оболочки кабеля. 3. Раскрутка, выравнивание жил. 4. Резка, установка хлорвиниловых трубок (для кабеля с резиновой изоляцией жил). 5. Заделка корешка кабеля. 6. Накладывание бандажа.
Электрослесарь 5 разр.
Нормы времени и расценки на 1 заделку
|
Тип изоляции |
Количество жил, до |
|
|||||||
|
4 |
7 |
10 |
14 |
19 |
24 |
30 |
37 |
||
|
Кабель с полиэтиленовой (полихлорвиниловой) изоляцией |
0,06 0-05,5 |
0,08 0-07,3 |
0,1 0-09,1 |
0,14 0-12,7 |
0,16 0-14,6 |
0,19 0-17,3 |
0,25 0-22,8 |
0,28 0-25,5 |
1 |
|
Кабель с резиновой изоляцией (в т.ч. провод ПРТО) |
0,16 0-14,6 |
0,18 0-16,4 |
0,2 0-18,2 |
0,25 0-22,8 |
0,3 0-27,3 |
0,34 0-30,9 |
0,39 0-35,5 |
0,45 0-41 |
2 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
§ В5-4-49. Подготовка штепсельных разъемов к установке
Состав работы
1. Разборка штепсельного разъема. 2. Разделка жил проводников. 3. Обезжиривание и лужение жил. 4. Прозвонка проводников с установкой оконцевателей. 5. Припаивание проводников к контактам разъема. 6. Сборка проводов в пучок. 7. Сборка штепсельного разъема.
Электрослесарь 5 разр.
Нормы времени и расценки на 1 штепсельный разъем
|
Наименование работ |
Количество задействованных контактов в разъеме, до |
|
||||||||
|
3 |
4 |
5 |
10 |
15 |
20 |
25 |
35 |
50 |
||
|
Монтаж ШР проводом |
0,15 0-13,7 |
0,18 0-16,4 |
0,25 0-22,8 |
0,38 0-34,6 |
0,57 0-51,9 |
0,75 0-68,3 |
0,91 0-823 |
1,2 1-09 |
1,7 1-55 |
1 |
|
Монтаж ШР кабелем |
0,18 0-16,4 |
0,21 0-19,1 |
0,3 0-27,3 |
0,47 0-42,8 |
0,69 0-62,8 |
0,91 0-82,8 |
1,2 1-09 |
1,6 1-46 |
2,1 1-91 |
2 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
№ |
§ В5-4-60. Присоединение к приборам концов жил проводов и кабелей сечением до 2,5 мм2
Состав работы
1. Снятие крышки, разборка сальника. 2. Укладка проводов в жгут с вводом к клеммам прибора. 3. Разделка концов проводников. 4. Лужение концов многопроволочных проводников. 5. Установка оконцевателей. 6. Изгибание кольца. 7. Присоединение концов проводников под зажимной винт с предварительной прозвонкой. 8. Установка крышки или уплотнение сальника.
Электрослесарь 5 разр.
Нормы времени и расценки на 1 прибор
|
Тип проводников |
Способ подключения |
Количество концов, подключаемых к прибору, до |
На каждый последующий |
|
||||||
|
3 |
5 |
10 |
15 |
20 |
25 |
30 |
||||
|
Однопроволочные провода или жилы кабеля |
Без кольца |
0,16 0-13,7 |
0,22 0-20 |
0,39 0-36,5 |
0,56 0-51 |
0,73 0-66,4 |
0,89 0-81 |
1,1 1-00 |
0,03 0-02,7 |
1 |
|
С кольцом |
0,17 0-15,5 |
0,26 0-23,7 |
0,46 0-41,9 |
0,66 0-60,1 |
0,86 0-78,3 |
1 0-91 |
1,2 1-09 |
0,04 0-03,6 |
2 |
|
|
Многопроволочные провода или жилы кабеля |
Без кольца |
0,2 0-18,2 |
0,29 0-26,4 |
0,53 0-48,2 |
0,78 0-71 |
1 0-91 |
1,3 1-18 |
1,4 1-27 |
0,05 0-04,6 |
3 |
|
С кольцом |
0,24 0-21,8 |
0,36 0-32,8 |
0,66 0-90,1 |
0,96 0-87,4 |
1,3 1-18 |
1,6 1-46 |
1,9 1-73 |
0,06 0-05,5 |
4 |
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
|
§ В5-4-51. Монтаж внутренних трубных проводок в щитах и пультах
Состав работ
При монтаже
1. Замер с вычерчиванием эскизов или изготовлением шаблонов. 2. Подготовка труб с отжигом и рихтовкой. 3. Изготовление элементов внутренней проводки с подгонкой по месту. 4. Установка элементов внутренней проводки под сварку. 5. Прокладка внутренней трубной проводки из полиэтиленовой трубки.
При сварке
Сварка медных и стальных труб
Нормы времени и расценки на 100 м труб
|
Наименование работ |
Состав звена |
Материал труб |
|
||
|
медь |
сталь углеродистая и нержавеющая |
полиэтилен |
|||
|
Монтаж |
Электрослесарь 5 разр. |
23 20-93 |
37 33-67 |
12 10-92 |
1 |
|
Сварка |
Газосварщик 5 разр. |
4,8 4-37 |
7 6-37 |
- |
2 |
|
|
а |
б |
в |
№ |
|
§ В5-4-52. Изготовление заземляющих проводников
Нормами предусмотрено изготовление проводников для заземления брони, экрана кабеля и оборудования.
Состав работ
При изготовлении методом опрессования
1. Резка и правка провода. 2. Снятие изоляции. 3. Сборка наконечника и проводника с опрессовкой. 4. Связывание в пучки.
При изготовлении с применением пайки
1. Резка и правка проводов. 2. Снятие изоляции. 3. Лужение. 4. Сборка наконечника с проводником. 5. Пайка. 6. Связывание в пучки.

Нормы времени и расценки на 100 проводников
|
Метод изготовления |
Состав звена |
Эскизы |
|
|
|
I |
II |
|||
|
Опрессование |
Электрослесарь 3 разр. |
1,9 1-33 |
2,7 1-89 |
1 |
|
Пайка |
То же |
4,5 3-15 |
6 4-20 |
2 |
|
|
а |
б |
№ |
|
§ В5-4-53. Разные работы при установке приборов и монтаже внутренних электрических проводок
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
Н. вр. |
Расц. |
№ |
|
Установка контактных планок или лапок на реле |
Электрослесарь 3 разр. |
100 планок или лапок |
0,85 |
0-59,5 |
1 |
|
Установка рамок для надписей |
То же |
100 рамок |
2,5 |
1-75 |
2 |
|
Установка надписей в рамки |
" |
100 надписей |
0,82 |
0-67,4 |
3 |
|
Нарезка прокладок из картона для реле |
" |
100 шт. |
0,72 |
0-50,4 |
4 |
|
Снятие (установка) крышек с приборов и электроаппаратуры |
" |
То же |
2,3 |
1-61 |
5 |
|
Нарезание внутренней резьбы диаметром 4 мм в отверстиях |
" |
100 отверстий |
0,79 |
0-55,3 |
6 |
|
Установка блоков зажимов |
Электрослесарь 3 разр. |
100 блоков |
0,82 |
0-57,4 |
7 |
|
Установка колодок восьми клеммных |
То же |
100 колодок |
3,1 |
2-17 |
8 |
|
Изготовление коммутационной струны |
" |
100 м струны |
4,4 |
3-08 |
9 |
|
Изготовление коммутационной полосы |
" |
100 м полосы |
1,8 |
1-26 |
10 |
|
Изготовление надписей (рамок) фотохимическим способом |
" |
100 надписей (рамок) |
7,4 |
5-18 |
11 |
|
Изготовление Z-образных конструкций (для защиты кабелей в щитах) длиной 600 - 1000 мм |
Электрослесари |
100 конструкций |
11,5 |
8-57 |
12 |
|
4 разр. - 1 |
|||||
|
3 " - 1 |
|||||
|
Изготовление Z-образных конструкций (для защиты кабелей в щитах) длиной 1200 мм |
То же |
То ж» |
12,5 |
9-31 |
13 |
|
Окрашивание Z-образных конструкций для защиты кабелей в щитах длиной 600 мм |
Маляр 4 разр. |
" |
5,4 |
4-27 |
14 |
|
То же, длиной 800 мм |
То же |
" |
6,6 |
5-21 |
15 |
|
То же, длиной 1000 мм |
" |
" |
8,4 |
6-64 |
16 |
|
То же, длиной 1200 мм |
" |
" |
9,4 |
7-43 |
17 |
|
Установка фронтальных колец |
Электрослесарь 4 разр. |
100 колец |
8,5 |
6-72 |
18 |
|
Установка щитков пневмопитания |
То же |
100 щитков |
7,5 |
5-93 |
19 |
|
Установка сопротивлений и диодов на панелях |
" |
100 сопротивлений или диодов |
14 |
11-06 |
20 |
§ В5-4-54. Прокладка коробов в щитах
Состав работ
Нормами параграфа предусмотрены работы по установке перфокоробов размером 1600´90´60 на панелях щитов.
При установке
1. Установка кронштейнов на коробе с креплением болтами. 2. Установка коробов с выверкой и поддерживанием при сварке.
При сварке
Сварка при установке коробов
Нормы времени и расценки на 100 коробов
|
Наименование работ |
Состав звена |
Н. вр. |
Расц. |
№ |
|
Установка |
Электрослесарь 3 разр. |
9 |
6-30 |
1 |
|
Сварка |
Электросварщик 3 разр. |
2,4 |
1-68 |
2 |
Глава 10. ЭЛЕМЕНТНЫЕ НОРМЫ
§ В5-4-55. Обработка медных труб
Нормами предусмотрено изготовление отводов усредненной длиной до 1500 мм при количестве изгибов до 5.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена |
Измеритель |
Н. вр. |
Расц. |
№ |
|
Отжиг медной трубки пламенем газовой горелки |
Газосварщик 5 разр. |
100 м |
2,9 |
2-64 |
1 |
|
Снятие замеров, вычерчивание эскизов или изготовление шаблонов |
Электрослесарь 5 разр. |
100 шт. |
4,7 |
4-28 |
2 |
|
Разматывание из бухты и правка медной трубки вручную |
Электрослесари |
100 м |
3,4 |
2-64 |
3 |
|
5 разр. - 1 |
|||||
|
2 " - 1 |
|||||
|
Разматывание из бухты и правка медной трубки с применением механизмов |
То же |
То же |
0,84 |
0-65,1 |
4 |
|
Разметка и резка медной трубки ножовкой |
Электрослесарь 5 разр. |
100 резов |
3 |
2-73 |
5 |
|
Разметка и резка медной трубки с применением механизмов и приспособлений |
Электрослесарь 3 разр. |
100 резов |
0,37 |
0-33,7 |
6 |
|
Разбортовка концов труб с опиловкой вручную |
То же |
То же |
1,4 |
1-27 |
7 |
|
То же, с опиловкой их при помощи специального приспособления |
Электрослесарь 4 разр. |
" |
1,1 |
0-86,9 |
8 |
|
То же, при помощи клещей |
То же |
" |
1 |
0-79 |
9 |
|
Изгибание медной трубки вручную |
" |
100 гибов |
1,8 |
1-42 |
10 |
|
Изгибание медной трубки с применением механизмов и приспособлений |
" |
То же |
0,95 |
0-75,1 |
11 |
|
Установка соединительных деталей с поддерживанием при прихватке сваркой |
" |
100 шт. |
1,5 |
1-19 |
12 |
|
Газовая сварка медной трубки или приварка соединительных деталей |
Газосварщик 6 разр. |
100 отводов |
2,1 |
2-23 |
13 |
|
Установка элементов трубной обвязки со свертыванием соединительных деталей |
Электрослесарь 6 разр. |
То же |
3,5 |
3-19 |
14 |
|
Обработка медной трубки (разметка, резка, опиловка, гибка, разбортовка) на универсальном стенде |
" |
" |
6,9 |
6-28 |
15 |
§ В5-4-56. Обработка листовой стали на специализированном оборудовании
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена электрослесарей |
Измеритель |
Н. вр. |
Расц. |
№ |
|
Пробивка технологических отверстий диаметром 10 мм на прессе (вес детали 2,6 - 14,5 кг) |
3 разр. |
100 отверстий |
0,93 |
0-65,1 |
1 |
|
Радиусная резка листовой стали на роликовых ножницах (размер заготовки 340´340 - 920´920 мм) |
4 разр. |
100 резов |
1,1 |
0-86,9 |
2 |
|
Изгибание (вальцевание) заготовок на вертикально-вальцовочном станке (размер заготовки 82´412 - 920´920 мм) |
То же |
100 изгибов |
0,98 |
0-77,4 |
3 |
|
Изгибание (вальцевание) заготовок на горизонтально-вальцовочном станке (размер заготовки 82´412 - 920´920 мм) |
" |
То же |
2,2 |
1-74 |
4 |
|
Радиусная гибка (вальцевание) уголка, изготовленного из листовой стали при длине детали 670 - 800 мм |
" |
100 деталей |
0,85 |
0-67,2 |
5 |
|
То же, при длине детали 864 - 1200 мм |
" |
То же |
1,2 |
0-84,8 |
6 |
§ В5-4-57. Резка листовой стали
Нормами параграфа предусмотрена резка листовой стали толщиной 2 - 3 мм на гильотинных ножницах по разметке или упору.
Состав звена
Электрослесари 4 разр. - 1
" 2 " - 1
Таблица 1
Нормы времени и расценки на 100 резов
|
Ширина детали, мм, до |
Длина детали в мм, до |
|
|||||||||||
|
100 |
200 |
300 |
400 |
600 |
800 |
1000 |
1200 |
1400 |
1600 |
2000 |
2400 |
||
|
100 |
0,29 0-20,7 |
0,33 0-23,6 |
0,37 0-26,5 |
0,41 0-28,3 |
0,47 0-33,6 |
0,64 0-38,6 |
0,64 0-45,8 |
0,71 0-50,8 |
0,79 0-56,5 |
0,87 0-62,2 |
0,99 0-70,8 |
1,2 0-85,8 |
1 |
|
200 |
0,33 0-23,6 |
0,42 0-30 |
0,48 0-34,3 |
0,55 0-39,3 |
0,63 0-45 |
0,72 0-51,5 |
0,8 0-57,2 |
0,88 0-62,9 |
0,96 0-68,6 |
1,2 0-85,8 |
1,3 0-93 |
2 |
|
|
300 |
0,37 0-26,5 |
0,42 0-30 |
0,55 0-39,3 |
0,65 0-46,5 |
0,74 0-52,9 |
0,82 0-58,6 |
0,91 0-65,1 |
0,99 0-70,8 |
1,1 0-78,7 |
1,2 0-85,8 |
1,4 1-00 |
3 |
|
|
400 |
0,41 0-29,3 |
0,48 0-34,3 |
0,55 0-39,3 |
0,75 0-53,6 |
0,88 0-62,9 |
1 0-71,5 |
1,2 0-86,8 |
1,4 1-00 |
1,6 1-14 |
4 |
|||
|
500 |
0,47 0-33,6 |
1,1 0-76,7 |
1,3 0-93 |
1,6 1-14 |
1,8 1-29 |
5 |
|||||||
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
№ |
Таблица 2
Нормы времени и расценки на 100 резов
|
Ширина детали, мм, до |
Длина детали в мм, до |
|
|||||||||
|
600 |
700 |
800 |
900 |
1000 |
1200 |
1400 |
1600 |
2000 |
2400 |
||
|
600 |
1,3 0-93 |
1,4 1-00 |
1,8 1-29 |
1,9 1-36 |
1 |
||||||
|
700 |
1,3 0-93 |
1,6 1-14 |
1,8 1-29 |
2 1-43 |
2 |
||||||
|
800 |
1,3 0-93 |
1,6 1-14 |
1,7 1-22 |
1,9 1-36 |
2,1 1-50 |
3 |
|||||
|
900 |
1,4 1-00 |
1,6 1-14 |
1,7 1-22 |
1,9 1-36 |
2,1 1-50 |
4 |
|||||
|
1000 |
1,4 1-00 |
1,6 1-14 |
1,7 1-22 |
1,9 1-36 |
2 1-43 |
2,3 1-64 |
5 |
||||
|
1100 |
1,4 1-00 |
1,6 1-14 |
1,7 1-22 |
1,9 1-36 |
2 1-43 |
2,2 1-67 |
2,4 1-72 |
6 |
|||
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
№ |
§ В5-4-58. Резка перфорированных изделий
Электрослесарь 4 разр.
Нормы времени и расценки на 100 резов
|
Наименование перфоизделий |
Длина детали, мм, до |
|
|||
|
250 |
500 |
1000 |
2000 |
||
|
Полоса ПП30, ПП40 |
0,58 0-45,8 |
0,64 0-50,6 |
0,72 0-56,9 |
0,9 0-71,1 |
1 |
|
Швеллер ШП32´16 |
0,73 0-57,7 |
0,79 0-62,4 |
0,91 0-71,9 |
1,2 0-94,8 |
2 |
|
Швеллер ШП60´35 |
1,1 0-86,9 |
1,2 0-94,8 |
1,4 1-11 |
1,6 1-26 |
3 |
|
Уголок УП35´35, УП42´25 |
0,82 0-64,8 |
0,89 0-70,3 |
1 0-79 |
1,4 1-11 |
4 |
|
Уголок УП60´40 |
0,98 0-77,4 |
1,1 0-86,9 |
13 1-03 |
1,6 1-26 |
5 |
|
Лоток ЛП85 |
0,91 0-71,9 |
0,98 0-77,4 |
1,1 0-86,9 |
1,4 1-11 |
6 |
|
Лоток ЛП145 |
1,1 0-86,9 |
1,2 0-94,8 |
1,3 1-03 |
1,6 1-26 |
7 |
|
Лоток ЛП225 |
1,2 0-94,8 |
1,3 1-03 |
1,6 1-26 |
2 1-58 |
8 |
|
|
а |
б |
в |
г |
№ |
§ В5-4-59. Окрашивание щитов и пультов
Маляр 4 разр.
Нормы времени и расценки на 100 м2
|
Наименование работ |
Н. вр. |
Расц. |
№ |
|
Очистка поверхности щитов и пультов |
1 |
0-79 |
1 |
|
Обезжиривание |
5 |
3-95 |
2 |
|
Грунтовка наружной поверхности |
2,6 |
2-05 |
3 |
|
Частичная шпатлевка |
4,6 |
3-63 |
4 |
|
Шлифовка |
5,3 |
4-19 |
5 |
|
Окрашивание поверхности шита за один раз |
3,2 |
2-53 |
6 |
|
То же, за второй раз |
1,9 |
1-50 |
7 |
§ В5-4-60. Монтаж внутренних электрических проводок в щитах и пультах
Электрослесарь 4 разр.
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Измеритель |
Н. вр. |
Расц. |
№ |
|
Установка коммутационных зажимов со сборкой |
100 зажимов |
1,1 |
0-86,9 |
1 |
|
Заготовка проводов с отмериванием, отрезкой и приглаживанием провода |
100 м провода |
0,9 |
0-71,1 |
2 |
|
Прокладка провода по панелям со связыванием в пучки, прошивкой и креплением |
То же |
3 |
2-37 |
3 |
|
Разделка концов проводов при помощи клещей типа КСИ-1 |
100 концов |
0,28 |
0-22,1 |
4 |
|
То же, при помощи клешей КУ-1 |
То же |
0,33 |
0-26,1 |
5 |
|
Изготовление колец на концах проводов |
100 колец |
0,39 |
0-30,8 |
6 |
|
Лужение концов проводов |
100 концов |
0,65 |
0-51,4 |
7 |
|
Пайка гибких медных проводов |
То же |
1,5 |
1-19 |
8 |
|
Резка винилхлоридных трубок для оконцевания концов проводов при помощи приспособления |
100 резов |
0,12 |
0-09,5 |
9 |
|
То же, вручную |
То же |
0,24 |
0-19 |
10 |
|
Присоединение концов проводов под зажимной винт с укладкой, выполнением изгибов, определением назначения, установкой оконцевателей проводов |
100 концов |
2,9 |
2-29 |
11 |
|
Заготовка и установка перемычек |
100 перемычек |
4,1 |
3-24 |
12 |
|
Написание маркировочных знаков на оконцевателях или отрезках винилхлоридных трубок до 7 знаков |
100 оконцевателей |
0,49 |
0-38,7 |
13 |
|
То же, свыше 7 знаков |
То же |
0,66 |
0-52,1 |
14 |
|
Обмотка пучков провода винил хлоридной или киперной лентой |
1 м пучка |
0,08 |
0-06,3 |
15 |
|
Скручивание концов проводов в спирали |
100 концов |
0,57 |
0-45 |
16 |
|
Прозвонка концов проводов монтажно-коммутационной схемы при сдаче работ |
То же |
1,1 |
0-86,9 |
17 |
§ В5-4-61. Перемещения при установке приборов и сборке узлов крепления и обвязки приборов на рамах и в щитах
Нормы времени и расценки на измерители, указанные в таблице
|
Наименование работ |
Состав звена электрослесарей |
Измеритель |
Н. вр. |
Расц. |
№ |
|
Перемещение щитов при помощи кран-балки или тельфера |
4 разр. - 1 |
100 щитов |
7 |
5-01 |
1 |
|
2 " - 1 |
|||||
|
Перемещение вручную подставок для установки дифманометров на конструкциях (масса 1 - 2,4 кг) |
2 разр. |
100 конструкций |
0,41 |
0-26,2 |
2 |
|
То же, на ручной тележке |
То же |
То же |
0,25 |
0-16 |
3 |
|
Перемещение вручную стоек для установки исполнительных механизмов, дифманометров и манометров на полу (масса 11 - 33 кг) |
" |
" |
2,4 |
1-54 |
4 |
|
То же, на ручной тележке |
" |
" |
1,7 |
1-09 |
5 |
|
Перемещение вручную рам для установки дифманометров и манометров на полу (масса 18 - 49 кг) |
" |
" |
5,3 |
3-39 |
6 |
|
Перемещение редукторов типа РДВ |
3 разр. |
100 приборов |
0,14 |
0-09,8 |
7 |
|
Перемещение фильтров типа ФВ, вручную |
То же |
То же |
0,31 |
0-21,7 |
8 |
|
То же, на ручной тележке |
" |
" |
0,24 |
0-16,8 |
9 |
|
Перемещение клапанов типа ЭКГ, вручную |
" |
" |
0,99 |
0-69,3 |
10 |
|
То же, на ручной тележке |
" |
" |
0,81 |
0-56,7 |
11 |
|
Перемещение манометров, вакуумметров, мановакуумметров в корпусе диаметром до 250 мм вручную |
" |
" |
0,58 |
0-40,6 |
12 |
|
То же, на ручной тележке |
" |
" |
0,53 |
0-37,1 |
13 |
|
Перемещение вакуумметров, мановакуумметров, напоромеров тягомеров в корпусе размером 340´284 или диаметром 342 мм вручную |
" |
" |
2 |
1-40 |
14 |
|
Перемещение вакуумметров, мановакуумметров, напоромеров, тягомеров в корпусе размером 340´284 или диаметром 342 мм на ручной тележке |
" |
" |
1,6 |
1-12 |
15 |
|
Перемещение дифманометров, манометров и преобразователей давления весом до 15 кг вручную |
" |
" |
2,1 |
1-47 |
16 |
|
То же, на ручной тележке |
" |
" |
1,6 |
1-12 |
17 |
|
Перемещение дифманометров, манометров и преобразователей давления весом до 50 кг вручную |
4 разр. - 1 |
100 приборов |
3,9 |
2-79 |
18 |
|
2 " - 1 |
|||||
|
То же, на ручной тележке |
То же |
То же |
2,5 |
1-79 |
19 |
|
Комплектование и перемещение болтов с гайками и шайбами диаметром 6 - 8 мм |
3 разр. |
100 шт. |
0,14 |
0-09,8 |
20 |
|
Комплектование и перемещение болтов с гайками и шайбами диаметром 10 - 12 мм |
То же |
То же |
0,19 |
0-13,3 |
21 |
|
Подбор и перемещение скоб и хомутов для крепления трубных проводок |
3 разр. |
100 шт. |
0,08 |
0-05,6 |
22 |
|
Подбор и перемещение соединителей |
То же |
То же |
0,14 |
0-09,8 |
23 |
|
Перемещение вентилей и кренов |
" |
" |
0,33 |
0-23,1 |
24 |
|
Перемещение труб стальных бесшовных диаметром 14 мм |
" |
100 м труб |
0,22 |
0-15,4 |
25 |
|
Подбор и перемещение отходов труб стальных бесшовных диаметром 14 мм в пределах рабочей зоны |
" |
То же |
0,14 |
0-09,8 |
26 |
|
Перемещение деталей из труб диаметром 14 мм при длине детали до 0,6 м |
" |
100 деталей |
0,06 |
0-04,2 |
27 |
|
То же, при длине детали до 1,5 м |
" |
То же |
0,16 |
0-11,2 |
28 |