 | Информационная система | |
РУКОВОДЯЩИЙ ДОКУМЕНТ
ЭКСПЕРТНОЕ
ТЕХНИЧЕСКОЕ ДИАГНОСТИРОВАНИЕ
СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД
ДАВЛЕНИЕМ НА ОБЪЕКТАХ ДОБЫЧИ И
ПЕРЕРАБОТКИ ГАЗА, ГАЗОВОГО КОНДЕНСАТА И
НЕФТИ В СЕВЕРНЫХ РАЙОНАХ РОССИЙСКОЙ
ФЕДЕРАЦИИ И ПОДЗЕМНЫХ ГАЗОХРАНИЛИЩ
РД 26.260.16-2002
2002 г.
Предисловие
1 РАЗРАБОТАН ОАО «Газпром» ДАО «Центральное конструкторское бюро нефтеаппаратуры» (ДАО «ЦКБН»), Государственным научным Центром Российской Федерации - Научно-производственное объединение по технологии машиностроения (ЦНИИТМАШ), ЗАО «Центральный научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П. Мельникова» (ЗАО «ЦНИИПСК им. Мельникова»), ОАО «Всероссийский научно-исследовательский институт нефтяного машиностроения» (ОАО «ВНИИНефтемаш»), ООО Научно-технический центр «ДИАТЭКС» (НТЦ «ДИАТЭКС»), Московским энергетическим институтом (Техническим университетом) (МЭИ (ТУ))
Исполнители: Ю.А. Кащицкий, Б.С. Палей, О.А. Приймак, канд. техн. наук Е.Л. Муравин, Н.В. Родионов, канд. техн. наук И.Г. Леушин, Т.Е. Стенина (ДАО «ЦКБН»); док-р техн. наук Г.С. Васильченко, канд. техн. наук Е.И. Мамаева, канд. техн. наук И.М. Рафалович, канд. техн. наук А.В. Овчинников (ЦНИИТМАШ); док-р техн. наук В.М. Горицкий, Г.Р. Шнейдеров (ЗАО «ЦНИИПСК им. Мельникова»); канд. техн. наук Б.Р. Павловский, Б.С. Вольфсон, канд. физ.-мат. наук Ю.В. Житников (ОАО «ВНИИНефтемаш»); П.Р. Нечипоренко (НТЦ «ДИАТЭКС»); док-р техн. наук В.П. Чирков, канд. техн. наук С.Ф. Кузнецов (МЭИ (ТУ))
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом ТК-260 «Оборудование химическое и нефтеперерабатывающее» 25 января 2002 г.
3 ВВЕДЕН ВПЕРВЫЕ
4 СОГЛАСОВАН Управлением науки, новой техники и экологии (УННТиЭ) ОАО «Газпром», Управлением по добыче газа и газового конденсата ОАО «Газпром», Управлением по переработке газа, газового конденсата, нефти ОАО «Газпром», Управлением по подземному хранению газа и жидких углеводородов ОАО «Газпром», Управлением по надзору в химической, нефтехимической и нефтеперерабатывающей промышленности ГГТН России
СОДЕРЖАНИЕ
РД 26.260.16-2002
РУКОВОДЯЩИЙ ДОКУМЕНТ
|
Экспертное техническое диагностирование сосудов и аппаратов, работающих под давлением на объектах добычи и переработки газа, газового конденсата и нефти в северных районах Российской Федерации и подземных газохранилищ |
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящий руководящий документ (РД) распространяется на поднадзорные Госгортехнадзору России стальные сварные сосуды и аппараты (далее сосуды) отечественного и зарубежного производства, подпадающие под действие ПБ 10-115, ПБ 03-384, находящиеся в эксплуатации на объектах добычи, переработки, хранения газа, газового конденсата и нефти.
1.2 РД распространяется на сосуды, работающие под давлением или без давления (под налив) при отрицательных и положительных температурах стенки. Температура стенки не должна превышать значений1), при которых в расчетах на прочность учитывается ползучесть материалов.
1.3 РД не распространяется на сосуды и их элементы, работающие со средами, содержащими сероводород2), вызывающими межкристаллитную коррозию металла3), на сосуды из двухслойной стали.
____________
1) 380 °С - для элементов, изготовленных из углеродистой стали, 420 °С - из низколегированной стали, 525 °С - из аустенитной стали.
2) Для сосудов, изготовленных из углеродистых и низколегированных сталей, допускается наличие сероводородосодержащей среды с парциальным давлением сероводорода не более 0,0003 МПа.
3) Для сосудов, изготовленных из коррозионно-стойких сталей или сталей с коррозионно-стойким покрытием, в технических условиях или в техническом проекте должно отсутствовать требование о проведении испытания на стойкость против межкристаллитной коррозии.
1.4 РД устанавливает требования к организации, содержанию и проведению комплекса работ, выполняемых при экспертном техническом диагностировании сосудов.
1.5 Термины и определения, применяемые в настоящем документе, приведены в Приложении А.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем документе используются ссылки на нормативно-технические документы, приведенные в Приложении Б.
3 ОСНОВНЫЕ ПОЛОЖЕНИЯ
3.1 Экспертное техническое диагностирование является составной частью экспертизы промышленной безопасности технических устройств (сосудов).
Экспертное техническое диагностирование выполняется для сосудов
- выработавших назначенный срок службы1),
____________
1) При отсутствии в проектной (конструкторской) документации диагностируемого сосуда сведений о назначенном сроке службы, экспертное техническое диагностирование проводится через 20 лет после начала его эксплуатации, если иное не оговорено в нормативно-технической документации, относящейся к данному сосуду или виду оборудования.
- после аварии (попавших в аварийную зону),
- в случае нарушения установленного регламента эксплуатации (при превышении расчетного давления; при температуре стенки выше расчетной или ниже минимально-допустимой для сосуда, находящегося под давлением; при действии статических, циклических и вибрационных нагрузок, не предусмотренных проектной (конструкторской) документацией и т.п.),
- в случае выявления повреждений и дефектов при их освидетельствовании,
- в других технически обоснованных случаях.
3.2 Оценка технического состояния сосуда проводится на основе анализа диагностической информации, который включает:
- проверку соответствия параметров технического состояния требованиям конструкторской (проектной) и нормативно-технической документации, предъявляемым к конструкции и материалам при изготовлении, монтаже, ремонте и эксплуатации;
- проверку соответствия параметров технического состояния, выявленных повреждений и дефектов критериям и нормам, установленным в настоящем документе,
- проведение, при необходимости, поверочных расчетов на прочность.
3.3 Сосуд допускается к дальнейшей эксплуатации в установленном порядке, если в результате проведенного экспертного технического диагностирования определено, что при расчетных параметрах нагружения (давлении и температуре) он находится в «исправном» или «работоспособном» состоянии.
Примечание - При проведении экспертного технического диагностирования расчетные значения давления и температуры определяются в соответствии с требованиями п. E1.2 Приложения Е1.
3.4 Для сосуда, допускаемого к дальнейшей эксплуатации, устанавливаются новый назначенный срок службы и регламент контроля технического состояния при продолжении эксплуатации (п. 10).
3.5 При совпадении сроков проведения экспертного технического диагностирования и очередного технического освидетельствования последнее не проводится.
Если по результатам экспертного технического диагностирования сосуд допускается к дальнейшей эксплуатации без проведения ремонтно-восстановительных работ с применением сварки, срок очередного гидравлического (пневматического) испытания1) сосуда определяется в соответствии с требованиями инструкции по эксплуатации сосуда, а при отсутствии требований в инструкции - в соответствии с требованиями п. 6.3 ПБ-10-115 и отсчитывается от даты последнего гидравлического испытания, проведенного до выполнения экспертного технического диагностирования. Допускается проведение гидравлического (пневматического) испытания непосредственно после окончания экспертного технического диагностирования при условии, что до проведения планового гидравлического (пневматического) испытания остается меньше двух лет.
____________
1) В этом случае срок проведения очередного гидравлического испытания сосуда указывается в регламенте контроля технического состояния.
3.7 Итоговым документом экспертного технического диагностирования является «Заключение по результатам экспертного технического диагностирования», содержащее обобщенные результаты и выводы: оценку технического состояния сосуда на момент проведения экспертного обследования и заключение о возможности и условиях его дальнейшей эксплуатации (п. 11).
4 ОСНОВНЫЕ ЭТАПЫ И ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ РАБОТ
4.1 Основанием для проведения экспертного технического диагностирования является договор между экспертной организацией и предприятием, эксплуатирующим сосуд.
4.2 Экспертное техническое диагностирование сосуда состоит из следующих последовательно выполняемых работ:
- анализа технической документации (п. 5);
- разработки программы экспертного обследования (п. 6);
- подготовки сосуда к экспертному обследованию и обеспечение безопасности при обследовании (п. 7);
- экспертного обследования сосуда (п. 8);
- анализа параметров технического состояния, выявленных повреждений и дефектов (п. 9);
- назначения срока и условий дальнейшей эксплуатации, регламента контроля технического состояния при продолжении эксплуатации (п. 10);
- подготовки «Заключения по результатам экспертного технического диагностирования» (п. 11).
4.3 К проведению отдельных видов работ могут привлекаться организации, имеющие лицензии Госгортехнадзора России на соответствующие виды деятельности, персонал, аттестованный в установленном порядке, необходимые поверенные технические средства.
При необходимости (для определения причин отказов, появления повреждений и дефектов, для обоснования допустимости дефектов, для проведения материаловедческих и прочностных исследований, натурных измерений) экспертная организация привлекает специализированную научно-исследовательскую организацию.
4.4 Экспертная организация анализирует техническую документацию (п. 5), разрабатывает программу экспертного обследования (п. 6), выполняет обследование сосуда (п. 8) и анализирует его результаты (п. 9), назначает срок дальнейшей эксплуатации и устанавливает регламент контроля технического состояния при продолжении эксплуатации (п. 10), выдает «Заключение по результатам экспертного технического диагностирования» (п. 11).
4.5 Предприятие, эксплуатирующее сосуд, определяет сроки проведения экспертного обследования сосуда, предоставляет экспертной организации необходимую техническую документацию, готовит сосуд к обследованию (п. 7) и оформляет наряд-допуск специалистов экспертной организации к проведению работ на сосуде, производит вырезку металла (если она предусмотрена в программе экспертного обследования сосуда или в ее дополнении), обеспечивает безопасное проведение работ при экспертном обследовании.
Примечание - Сроки проведения экспертного обследования сосудов рекомендуется приурочивать к плановым производственным остановам сосуда.
4.6 Руководитель экспертной организации официально (приказом) назначает руководителя работы (ведущего эксперта) и, при необходимости, группу экспертов, определяет их полномочия в порядке, установленном экспертной организацией.
Ведущий эксперт организует, координирует и обеспечивает выполнение работ в соответствии с требованиями ПБ 03-246, РД 03-298 и настоящего документа.
4.7 Экспертная организация до начала выполнения работы на сосуде должна зарегистрироваться в установленном порядке в территориальном органе Госгортехнадзора России.
5 АНАЛИЗ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
5.1 Анализ технической документации проводится с целью ознакомления с конструкцией сосуда, особенностями его изготовления и эксплуатации, предварительного определения потенциально-опасных зон в корпусе сосуда.
5.2 Анализу подлежит:
- паспорт сосуда с приложениями;
- сдаточная монтажная документация (для сосудов, окончательная сборка которых производится на эксплуатационной площадке),
- эксплуатационная документация (сменные журналы, режимные ведомости, журнал эксплуатации молниезащиты и защиты от статического электричества и т.п.);
- документация (протоколы, формуляры, акты и т.п.), содержащая результаты проведенных ранее обследований сосуда: контроля технического состояния неразрушающими методами (в том числе после ремонта), лабораторных исследований материалов, геодезических измерений и т.д.;
- предписания контролирующих организаций;
- другие документы (протоколы технических совещаний, предписания надзорных органов, отчеты по НИР и т.п.), имеющие отношение к диагностируемому сосуду.
Дополнительная информация о фактической нагруженности и режимах работы сосуда (наличии повышенных вибраций, деформаций фундаментов, числе и причинах остановок сосуда, например, в начальный период эксплуатации и т.п.) может быть получена путем опроса технического персонала (ИТР), ответственного за исправное состояние сосуда.
5.3 Объем диагностической информации, получаемой при проведении анализа технической документации, и рекомендуемую форму отчета определяет приложение В.
5.4 Необходимо проверить достаточность и консервативность приведенных в паспорте сосуда расчетов на прочность с точки зрения действующей нормативно-технической документации: ПБ 10-115, ГОСТ 14249, ГОСТ 24755 и т.д.
В случае, если приведенный в паспорте расчет на прочность недостаточно полон или недостаточно консервативен, необходимо провести дополнительные расчеты в соответствии с действующей нормативно-технической документацией, и их результаты должны использоваться при анализе технического состояния по п. 9 и п. 10.
5.5 Результатом анализа технической документации являются:
- заключение о соответствии (несоответствии) фактических технических характеристик, параметров и условий эксплуатации сосуда проектным,
- заключение о соответствии расчета на прочность (по паспорту) конструктивному и материальному исполнению (по паспорту),
- заключение о соответствии (несоответствии) фактической температуры стенки элементов сосуда (находящегося под давлением) техническим требованиям (см. ОСТ 26-291), предъявляемым к материалам по минимально и максимально допустимым температурам,
- перечень потенциально-опасных зон, места расположения которых, при необходимости, указываются на карте (схеме) контроля сосуда.
5.6 Результаты анализа технической документации учитываются при подготовке программы экспертного обследования (п. 6) и анализе технического состояния сосуда (п.п. 9, 10).
6 ПРОГРАММА ЭКСПЕРТНОГО ОБСЛЕДОВАНИЯ
6.1 Экспертное обследование проводится по программе, разрабатываемой на каждый сосуд или группу сосудов одной конструкции, работающих в одинаковых условиях (на одной «площадке», в одном цехе и т.п.), с учетом конструктивных особенностей и условий эксплуатации, доступа к поверхности для применения конкретного вида неразрушающего контроля.
6.2 В программе приводится перечень выполняемых при экспертном обследовании работ с указанием методов и средств контроля, элементов и зон, подлежащих контролю, и его объема, требований к качеству подготовки поверхности, нормативных документов, методик и других документов, в соответствии с требованиями которых проводится контроль, организаций - исполнителей работ.
6.3 Виды, методы, объем и порядок проведения неразрушающего контроля сосуда, включаемые в программу экспертного обследования при первичном экспертном техническом диагностировании, устанавливаются на основе таблицы 1 и результатов анализа технической документации (п. 5).
Примечание - При суммарном накопленном числе циклов изменения давления 1000 и более с размахом более 15 % расчетного давления для углеродистых и низколегированных сталей и более 25 % для аустенитных сталей, повышенной вибрации трубопроводов, связанных с сосудом, или самого сосуда, сезонных подвижках фундаментов необходимо особое внимание обратить на сварные соединения (патрубков штуцеров и люков), на которые передается нагрузка от этих воздействий. В программе экспертного обследования следует предусмотреть измерение твердости металла (п. 8.6.3) в этих соединениях.
При проведенном ремонте с целью устранения трещин необходимо предусмотреть контроль дефектности (п.п. 8.4, 8.5) и измерение твердости (п. 8.6.3) металла сварных соединений ремонтной зоны.
Необходимость включения в программу экспертного обследования работ по определению химического состава, микроструктуры и свойств материалов, внесения других дополнений устанавливается при анализе технической документации и непосредственно в процессе экспертного обследования (см. примечания к таблице 1, п.п. 8.2.13, 8.3.3 - 8.3.5, 8.4.4, 8.5.4, 8.6.3.6, 8.6.4.4, 8.6.5.3).
Методы, объём и порядок проведения контроля при вторичном и последующем экспертном техническом диагностировании определяются с учетом результатов ранее проведенного экспертного технического диагностирования сосуда.
6.4 При наличии действующих, утвержденных Госгортехнадзором России, руководящих технических документов по проведению экспертного обследования конкретных видов сосудов методы, объемы и порядок проведения контроля, включаемые в программу экспертного обследования, определяются, руководствуясь требованиями этих документов.
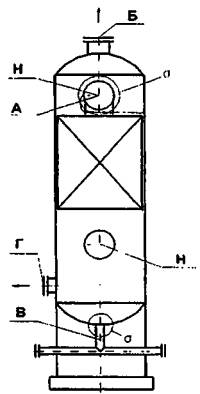
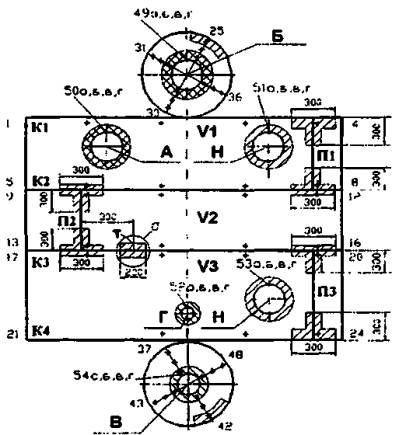
6.5 Зоны контроля должны быть изображены на карте контроля с привязкой их местоположения к ближайшим сварным швам или элементам сосуда с указанием размеров, обеспечивающих выполнение применяемых методов контроля (см. пример на рисунке 1).
6.6 Программа экспертного обследования утверждается руководителем экспертной организации, согласовывается с техническим руководителем предприятия, эксплуатирующего сосуд.
Таблица 1 - Наименование работ и порядок их проведения
|
Метод контроля* |
Элемент или зона контроля |
Объем контроля** |
Примечание |
|
|
Контроль поверхности сосуда |
Визуальный и измерительный контроль |
Наружная и внутренняя поверхности сосуда, сварных соединений, внутрикорпусные элементы |
Поверхность, доступная для контроля |
- |
|
Контроль поверхности сварных соединений |
Магнитопорошковая (капиллярная) дефектоскопия1) |
Сварные швы и околошовные зоны сварных соединений патрубков штуцеров входа, выхода продукта, люков, дренажных патрубков с корпусом2) |
100 % |
1) Капиллярная дефектоскопия применяется в случае, если не применима или технически не реализуема магнитопорошковая дефектоскопия. 2) Необходимость контроля остальных сварных соединений патрубков определяет ведущий эксперт. |
|
Контроль толщины стенки |
Ультразвуковая толщинометрия |
Обечайки |
Не менее1) чем в 2-ух поперечных сечениях для каждой обечайки или ее элемента, ограниченного кольцевыми и продольными швами2), не менее 4-х измерений в каждом сечении3) |
1) Дополнительно провести 2 - 3 измерения в зонах, расположенных напротив входа продукта, если эти зоны не прикрыты внутренними устройствами. 2) Около кольцевых и продольных швов. 3) Для вертикальных сосудов места контроля равномерно расположены по окружности; для горизонтальных сосудов - на верхней и нижней образующей, на образующих, проходящих через зоны максимального уровня продукта и между отметками максимального и минимального уровня. |
|
|
|
Днища |
Не менее: 4 измерения на отбортовке, 4 - в средней зоне и 4 - в центральной зоне1) |
1) Для вертикальных сосудов места контроля равномерно расположены по окружности; для горизонтальных сосудов - на верхней и нижней образующей, на образующих, проходящих через зоны максимального уровня продукта и между отметками максимального и минимального уровня. Для сварных днищ контролируются все «лепестки». |
|
|
|
Патрубки штуцеров Dy > 100, люков |
4 измерения1) в средней части патрубка2) |
1) Точки равномерно расположены по окружности 2) Для отвода - в сечении макс. технологического утонения отвода, при этом одно из 4-х измерений - в зоне макс. утонения. |
|
Контроль сплошности основного металла и металла околошовной зоны |
Ультразвуковая дефектоскопия |
Зоны выявленной несплошности металла при контроле толщины стенки1) |
Определяется по результатам ультразвуковой толщинометрии |
1) При применении толщиномера без экрана с изображением принимаемых эхосигналов - зоны с измеренной толщиной, отличающейся на 10 % и более от номинальной толщины (исполнительной толщины по паспорту сосуда). |
|
Контроль сварных соединений |
Ультразвуковая дефектоскопия (радиография) |
Продольные и кольцевые сварные швы корпуса |
Не менее 300 мм1) длины каждого сварного шва2) |
1) В случае обнаружения дефектов объем контроля увеличивается вдвое. 2) При наличии сопряжения (пересечения) сварных швов - не менее 300 мм длины каждого сварного шва в каждом месте сопряжения. |
|
|
|
Сварные швы приварки к корпусу патрубков штуцеров входа, выхода продукта и люков!) |
100 % |
1) Необходимость и объем контроля остальных сварных соединений патрубков определяет ведущий эксперт. |
|
* Допускается применение, в качестве дублирующих или дополнительных, других методов дефектоскопического контроля (феррозондового, акустико-эмиссионного и др.), согласованных с Госгортехнадзором России для диагностируемого оборудования. Решение принимает ведущий эксперт. При этом в случае регистрации признаков дефекта или потенциально-опасной зоны необходимо выполнить идентификацию дефекта другими методами. ** Изменение объема контроля допускается в технически обоснованных случаях. Обоснование прикладывается к программе работ. |
||||
Условные обозначения
![]() - ультразвуковой контроль
- ультразвуковой контроль
![]() - магнитопорошковый контроль
- магнитопорошковый контроль
![]() - магнитопорошковый и ультразвуковой контроль
- магнитопорошковый и ультразвуковой контроль
![]() - потенциально-опасные зоны
- потенциально-опасные зоны
![]() - зона контроля твердости
- зона контроля твердости
![]() - схема замера твердости
- схема замера твердости
● - местоположение точки контроля толщины
А - вход газа, Б - выход газа, В - дренаж, Г - выход конденсата, Н - люк,
К1 - К4 - кольцевые сварные швы, П1 - П3 - продольные сварные швы,
1 - 48 - номер точек контроля толщины стенки обечаек и днищ,
(49 - 54) а, б, в, г номер точки контроля толщины патрубков штуцеров (а - 0 ч., б - 3 ч., в - 6 ч., г - 9 ч.)
Рисунок 1 - Пример оформления эскиза и карты контроля
7 ПОДГОТОВКА СОСУДА К ЭКСПЕРТНОМУ ОБСЛЕДОВАНИЮ И ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ ПРИ ОБСЛЕДОВАНИИ
7.1 Предприятие, эксплуатирующее сосуд, в соответствии с программой обследования, обеспечивает подготовку сосуда к обследованию и безопасное проведение работ, а именно:
- отключение сосуда от всех коммуникаций, установку заглушек с хвостовиками;
- удаление (снятие) частично или полностью наружной изоляции, препятствующей проведению контроля;
- установку (при необходимости) лесов, подмостков, лестниц;
- вскрытие сосуда и очистку его от отложений;
- очистку от загрязнений внутренних и наружных поверхностей сосуда и зачистку зон контроля в соответствии с картой контроля (п. 6.5);
- обеспечение освещением для проведения визуального осмотра внутри сосуда от источника тока не более 12 В и, при необходимости, электропитанием приборов и технических средств контроля в соответствии с действующими на объекте правилами техники безопасности;
- вывеску на месте проведения работ предупредительных плакатов и табличек установленного образца;
- проведение анализа воздуха внутри сосуда на содержание вредных и взрывоопасных веществ.
Примечание - Отключение сосуда может не проводиться при проведении отдельных видов контроля: ультразвуковой толщинометрии и дефектоскопии, акустико-эмиссионном контроле, измерении твердости и т.д., при условии оформления предприятием, эксплуатирующим сосуд, разрешения на проведение этих работ.
7.2 Подготовку поверхности сосуда для проведения неразрушающего контроля в соответствии с требованиями к применяемым методам проводят (в соответствии с условиями договора) специалисты экспертной организации или специалисты предприятия, эксплуатирующего сосуд, под руководством специалистов, выполняющих экспертное обследование, в объеме и с качеством, предусмотренными программой обследования (п. 6).
7.3 Предприятие, эксплуатирующее сосуд, обеспечивает выполнение требований по технике безопасности в соответствии с инструкцией по безопасному ведению работ, утвержденной владельцем сосуда в установленном порядке.
8 ЭКСПЕРТНОЕ ОБСЛЕДОВАНИЕ СОСУДА
8.1 Общие требования
8.1.1 Экспертное обследование проводится с целью получения информации о реальном техническом состоянии сосуда, наличии в нем повреждений и дефектов.
8.1.2 Экспертное обследование сосуда проводится по программе экспертного обследования (п. 6).
8.1.3 Результаты экспертного обследования оформляются в виде протоколов и заключений (Приложение Г).
8.2 Визуальный и измерительный контроль
8.2.1 Визуальный и измерительный контроль проводится с целью выявления видимых искажений формы элементов сосуда и сосуда в целом, поверхностных или выходящих на поверхность дефектов и повреждений в основном материале и сварных соединениях, образовавшихся при изготовлении, монтаже, ремонте и/или эксплуатации сосуда.
Регистрируемые при визуальном и измерительном контроле изменения формы, повреждения и дефекты приведены в Приложении Д.
8.2.2 Контролю подвергаются днища, обечайки, опоры, патрубки штуцеров и люков, сварные соединения, фланцевые соединения, а также внутренние (технологические) устройства, фундаменты опор сосуда и трубопроводов входа и выхода продуктов.
Контроль начинается с наружного осмотра сосуда и его элементов, измерения внешнего диаметра патрубков с максимальным диаметром (патрубков штуцеров входа и выхода продукта и люков) и проверки соответствия измеренных значений диаметров с паспортными. При несоответствии, превышающем 5 %, фактическое значение диаметра указывается в протоколе контроля.
Примечание - Внешний диаметр Dвнешн = L/p, где L - длина внешней окружности патрубка.
Затем проводится внутренний осмотр элементов сосуда.
8.2.3 При визуальном контроле повышенное внимание должно быть обращено на выявление:
- всех видов трещин, чаще всего образующихся в сварных соединениях в зонах максимальных напряжений: в местах приварки патрубков штуцеров и люков к корпусу сосуда (на внешней и внутренней поверхности сосуда), деталей крепления внутренних (технологических) устройств к корпусу сосуда и т.п.;
- коррозионных повреждений, которые на внутренней поверхности корпуса наиболее интенсивны в зонах раздела сред, в местах скопления воды или конденсата, в зоне дренажного патрубка; на наружной поверхности - под изоляцией, в местах повреждения лакокрасочных покрытий;
- эрозионного износа внутренней поверхности корпуса и внутренних устройств, который обычно происходит в зонах резкого изменения траектории движения потока (например, на элементах корпуса или внутренних устройств напротив входа продукта) и резкого изменения проходного сечения;
- следов исправления дефектов сварных соединений при изготовлении или ремонте;
- деформированных участков (выпучин, вмятин);
- смещения или увода кромок соединяемых элементов;
- отклонения оси сосуда колонного типа от вертикали и отрыва трубопроводов входа или выхода газа от фундаментов (ближайших к сосуду).
8.2.4 При осмотре состояния сварных соединений контролируемая зона должна включать поверхность металла шва, а также примыкающие к нему участки основного металла по обе стороны от шва шириной 20 ... 50 мм.
8.2.5 При осмотре поверхности в доступных местах используются лупы не менее 4-х кратного увеличения, в недоступных - бинокли с увеличением до ´10, там, где это возможно, - эндоскопы, перископы или простейшие приспособления в виде штанги с закрепленным на ней зеркалом. Осмотр проводится в условиях достаточной освещенности, при необходимости, с применением местной подсветки.
8.2.6 Для измерения выявленных повреждений и дефектов следует применять исправные, прошедшие метрологическую поверку, инструменты и приборы: лупы измерительные, металлические измерительные линейки, штангенциркули, микрометрические глубиномеры и т.п.
8.2.7 При проведении визуального и измерительного контроля корпуса сосуда контролируется также техническое состояние внутренних (технологических) устройств и их соединений с корпусом сосуда.
Для колонных аппаратов необходимо проверить выполнение специальных требований конструкторской (проектной) документации и ОСТ 26 291, предъявляемых к горизонтальности элементов внутренних устройств.
Выявленные повреждения и дефекты внутренних устройств заносятся в протокол визуального и измерительного контроля.
Экспертная организация должна принять решение о необходимости устранения дефектов и проведения ремонтно-восстановительных работ. Решение записывается в заключительную часть «Заключения по результатам экспертного технического диагностирования» (п. 11 и приложение Ж).
8.2.8 Измерение отклонения положения колонных аппаратов от вертикали проводится с помощью теодолита, используя предусмотренные для этой цели на корпусе две пары приспособлений (для изолированных аппаратов) или две пары рисок (для неизолированных аппаратов). При выявлении отклонения от вертикали необходимо проверить состояние и измерить деформации фундамента опоры сосуда.
При наличии отрыва трубопровода входа или выхода газа от опоры необходимо измерить величину зазора между нижней образующей трубопровода и опорной поверхностью.
8.2.9 При обнаружении на поверхности элемента корпуса трещин, деформированных зон необходимо осмотреть также противоположную (внутреннюю или наружную) поверхность корпуса в зоне деформирования.
8.2.10 На участках сосуда, имеющих видимые следы интенсивной коррозии, эрозии, деформированные зоны, мелом наносится прямоугольник с квадратной сеткой для последующего измерения толщины стенки. При обнаружении трещины видимая зона трещины оконтривается мелом для последующего уточнения ее границ.
8.2.11 В случае обнаружения вмятины или выпучины стенки элемента сосуда необходимо измерить ее размеры («а» и «в») в двух взаимно-перпендикулярных направлениях (продольном и поперечном) и максимальный прогиб («v»). Прогиб отсчитывается от образующей или направляющей недеформированной поверхности элемента сосуда. Если максимальный из размеров «а» или «в» превышает 200 мм, необходимо, помимо измерения максимального прогиба, измерить прогиб в точках по прямоугольной сетке, «покрывающей» вмятину (выпучину), с шагом 50 мм.
8.2.12 Выявленные повреждения и дефекты необходимо изобразить на карте контроля или эскизе сосуда с привязкой к ближайшим сварным швам.
- контроль толщины ультразвуковым методом (п. 8.3) в зонах максимального коррозионного повреждения, эрозионного износа металла, в зоне выявленной вмятины (выпучины);
- контроль магнитопорошковым (капиллярным) методом (п. 8.4) участка поверхности с выявленной трещиной для подтверждения наличия трещины и уточнения границ на поверхности, ультразвуковым методом (п. 8.5) - для определения глубины проникновения в металл;
- контроль магнитопорошковым (капиллярным) (п. 8.4), ультразвуковым (п. 8.5) методами ремонтных участков (если ремонт обусловлен ранее выявленной трещиной).
8.3.1 Контроль толщины стенки элементов проводится с целью определения текущей (на момент проведения контроля) толщины стенок элементов сосуда.
Контроль сплошности металла проводят в зонах структурной неоднородности металла, если они обнаружены при контроле толщины, с целью определения характера структурной неоднородности металла (строчечные дефекты без расслоения металла или расслоение металла).
8.3.2 При проведении контроля сплошности необходимо руководствоваться справочным приложением Д, п. Д.2.
8.3.4 При выявлении расслоения металла число точек измерения увеличивается до количества, достаточного для определения границы расслоения.
8.3.6 Результаты измерений толщины в протоколе контроля толщины оформляются в виде таблицы, содержащей наименование элемента, номера точек, в которых проведено измерение, и результаты измерения.
При выявлении расслоений, «полупрозрачных» строчечных включений в протоколе контроля толщины необходимо указать толщину стенки в этой зоне, а в протоколе контроля сплошности основного металла и металла околошовной зоны - привести характеристику выявленной несплошности, указать местоположение и размеры зоны несплошности. Зону несплошности металла необходимо изобразить на карте контроля.
8.4.1 Контроль поверхности сварных соединений сосуда методами магнитопорошковой, капиллярной дефектоскопии или др. методами проводится с целью выявления поверхностных и подповерхностных дефектов (поверхностных и подповерхностных трещин, расслоений, выходящих на поверхность), определения их ориентации и размеров.
8.4.2 Контроль проводится, руководствуясь требованиями действующей нормативно-технической документации на применяемые методы контроля, например, при применении магнитопорошковой и капиллярной дефектоскопии - ГОСТ 21105, ГОСТ 18442, ОСТ 26-5.
8.4.3 В протоколе контроля должно быть приведено описание местоположения выявленных дефектов, формы и размеров индикаторного следа. Местоположение выявленных дефектов следует также изобразить на карте контроля или эскизе.
8.4.4 Ведущий эксперт в случае выявления трещин вносит дополнения в программу обследования сосуда: измерение твердости металла (п. 8.6.3) в зоне выявленных трещин и, при необходимости, металлографический анализ структуры металла (п. 8.6.4) в зоне выявленных трещин и другие методы обследования.
8.5 Контроль сварных соединений методами ультразвуковой дефектоскопии
8.5.1 Контроль сварных соединений методами ультразвуковой дефектоскопии проводится с целью выявления внутренних дефектов, определения вида и типа выявленных дефектов, их местоположения и размеров.
8.5.2 Ультразвуковая дефектоскопия сварных соединений проводится в соответствии с требованиями действующих нормативно-технических документов (ГОСТ 14782, ОСТ 26-2044 и др.). При наличии в околошовной зоне строчечных металлургических дефектов дополнительно необходимо использовать АРД-диаграммы и производить настройку прибора на околошовной зоне.
8.5.3 Выявленные дефекты должны быть отнесены к одному из типов: объемные непротяженные, объемные протяженные или плоскостные, руководствуясь приложением 8 ГОСТ 14782. Положение и условные размеры выявленных дефектов должны быть изображены на карте контроля и на эскизе сварного соединения (в поперечном сечении сварного соединения и в плане).
8.5.4 Ведущий эксперт в случае выявления трещин вносит дополнения в программу обследования сосуда: измерение твердости металла (п. 8.6.3) в зоне выявленных трещин и, при необходимости, металлографический анализ структуры металла (п. 8.6.4) в зоне выявленных трещин и другие методы обследования.
8.6 Определение химического состава, механических свойств и структуры металла методами неразрушающего контроля и/или лабораторными исследованиями
8.6.1 Работы по определению химического состава, структуры и механических свойств проводятся для установления соответствия фактических свойств материалов требованиям проектной (конструкторской) и нормативно-технической документации, выявления изменений в материалах, возникших в результате нарушения технологии изготовления и ремонта, проектных условий эксплуатации, аварии или в связи с длительной эксплуатацией.
Необходимость выполнения отдельных видов работ устанавливается ведущим экспертом в процессе проведения анализа технической документации (п. 5) и экспертного обследования сосуда (п.п. 8.1 - 8.6).
8.6.2 Определение химического состава
8.6.2.1 Определение химического состава материалов корпуса сосуда проводится методами химического и спектрального анализа с целью установления их соответствия требованиям проектной (конструкторской) документации, идентификации материала.
8.6.2.2 Для определения химического состава основного металла на наружной предварительно зачищенной до металлического блеска поверхности берется стружка путем высверливания отверстий диаметром не более 5 мм, на глубину не более 30 % толщины элемента сосуда, но не более 5 мм.
Расстояние
между ближайшими кромками отверстий должно быть не менее 50 мм, а до ближайшего
сварного шва - не менее ![]() , где D - внутренний
диаметр сосуда, s - толщина стенки.
, где D - внутренний
диаметр сосуда, s - толщина стенки.
Для определения химического состава металла сварного шва на наружной предварительно зачищенной до металлического блеска поверхности берется стружка путем фрезерования на глубину в пределах усиления (выпуклости) шва, но не более 3 мм.
Примечание - Допускается применение переносных аналитических приборов типа ARCMET (без взятия стружки) после получения разрешения на проведение огневых работ.
Отбор стружки путем сверления допускается производить при твердости не более 230 НВ. При отборе стружки не допускается наличие следов побежалости на металле.
При проведении работ по п. 8.6.5 химический состав может также определяться на пробах из вырезок металла по ГОСТ 7565.
8.6.2.3 При подготовке программы (или дополнения к программе) экспертного обследования места отбора проб металла для химического анализа или зону стилоскопирования следует указать на карте контроля.
8.6.2.4 Результаты анализа химического состава оформляются в виде заключения, в котором указываются метод контроля, химический состав и соответствующая ему марка стали по нормативно-технической документации (см. ОСТ 26291).
8.6.3 Измерение твердости металла
8.6.3.1 Измерение твердости проводят с целью проверки соответствия твердости металла элементов и сварных соединений сосуда требованиям нормативно-технической документации, определения механических свойств металла (косвенным методом), выявления изменений в материале, возникших в результате нарушения технологии изготовления и ремонта, проектных условий эксплуатации, аварии или в связи с длительной эксплуатацией.
8.6.3.2 Измерения твердости непосредственно на сосуде проводят переносными твердомерами статического или динамического действия в соответствии с требованиями нормативно-технической документации к подготовке поверхности и методу измерения твердости (ГОСТ 22761, ГОСТ 22762, ГОСТ 18661).
При наличии проб металла (п. 8.6.5) твердость стали определяют по методам Виккерса или Бринелля на стационарных твердомерах в соответствии с требованиями ГОСТ 2999, ГОСТ 9012.
8.6.3.3 При определении твердости сварного соединения измерения проводят для всех зон контролируемого сварного соединения: металла шва (на усилении), металла зоны термического влияния (от линии сплавления на расстоянии 1,5 ... 2,0 мм - при автоматической сварке, 2,0 ... 5,0 мм - при электрошлаковой сварке) и основного металла (на расстоянии 25 мм от линии сплавления). В каждой зоне должно быть сделано не менее трех измерений, а за результат принимается их среднеарифметическое значение.
8.6.3.4 При несоответствии твердости металла или сварного шва нормативным требованиям (см. таблицу 3), на расстоянии 5 ... 50 мм от точек, показавших неудовлетворительный результат, проводят дополнительные измерения. Количество дополнительных измерений определяют специалисты, проводящие измерение. Область аномальных значений твердости (выше/ниже допускаемых нормативных значений, таблица 3) необходимо оконтурить мелом (для ее идентификации при проведении работ по п.п. 8.6.2, 8.6.4, 8.6.5).
8.6.3.5 Результаты измерений заносятся в протокол (приложение Г). Местоположение зон измерений твердости необходимо указать на карте контроля.
8.6.3.6 При твердости металла, выходящей за рамки допускаемой (таблица 3), ведущий эксперт принимает решение о необходимости проведения дополнительных исследований: определения химического состава металла (п. 8.6.2) и механических свойств (п. 8.6.5), исследования микроструктуры (п. 8.6.4), оценки склонности металла конструктивного элемента к хрупкому разрушению (п. 8.6.5).
Примечание - Оценку склонности металла к хрупкому разрушению следует проводить при твердости, превышающей допускаемые нормативные значения.
8.6.4 Металлографический анализ структуры металла
8.6.4.1 Металлографический анализ структуры металла проводят с целью установления причин возникновения повреждений (дефектов) металла корпуса, снижающих прочность сосуда и/или увеличивающих склонность металла к хрупкому разрушению, а также для установления возможных изменений структуры металла из-за нестационарных режимов эксплуатации, аварийной ситуации или в результате длительных сроков эксплуатации.
8.6.4.2 Анализ структуры следует выполнять непосредственно на обследуемом сосуде неразрушающим (безобразцовым) методом путем снятия реплик (оттисков) согласно действующей нормативно-технической документации (например, ОСТ 34-70-690) с последующим идентифицированием микроструктуры оптическим методом.
8.6.4.3 Результаты макро и микроанализа представляются в виде заключения о качестве материала, содержащего фотографии и описание структуры металла, выявленных неоднородностей и повреждений, величину (балл) зерна.
8.6.4.4 При выявлении аномальной структуры (при наличии микротрещин и/или закалочных структур) металла по данным металлографического анализа, необходимо проверить химический состав металла (п. 8.6.2); при выявлении закалочных структур необходимо оценить склонность металла данного конструктивного элемента к хрупкому разрушению (п. 8.6.5).
8.6.5.1 Работы по п. 8.6.5 проводят при установлении причин возникновения повреждений и дефектов, в том числе зон с аномальными значениями твердости и аномальными изменениями структуры металла, при отсутствии в паспорте сосуда данных по механическим свойствам основных элементов сосуда, при восстановлении паспорта сосуда.
8.6.5.2 Для определения механических свойств могут применяться как разрушающие (с вырезкой металла согласно п. 8.6.5.4 и требующие последующего проведения ремонтно-восстановительных работ с применением сварки), так и неразрушающие методы (п.п. 8.6.5.7, 8.6.5.8).
8.6.5.3 Выбор метода и места вырезки проб для изготовления образцов определяет ведущий эксперт, руководствуясь приложением Е5. Решение согласовывается с техническим руководителем (главным инженером) предприятия, эксплуатирующего сосуд.
8.6.5.4 Диаметр вырезки должен быть достаточным для изготовления необходимого количества образцов для исследования и выбирается из ряда 100, 150 или 200 мм таким образом, чтобы в дальнейшем можно было отремонтировать сосуд вваркой штуцера Dy 100, Dy 150, Dy 200. Вырезка металла и установка штуцеров производится с учетом требований ОСТ 26291. Вырезка металла производится механическим способом (сверлением через кондуктор, кольцевой фрезой и т.п. приспособлениями). Допускается вырезка огневым способом, при этом необходимо предусмотреть прибавку не менее 40 мм по диаметру для удаления зоны термического влияния механическим способом. Заготовка должна иметь сопроводительный документ, в котором указываются наименование предприятия, наименование и заводской номер сосуда, место вырезки, ориентация вырезки относительно оси сосуда, подпись ответственного за вырезку лица.
8.6.5.5 Местоположение вырезок, проб и микропроб металла следует указать на карте контроля сосуда.
8.6.5.6 При проведении механических испытаний прочностные и пластические свойства металла определяют при температуре 20 °С и, при необходимости, при расчетной температуре, ударную вязкость - при температуре, равной расчетно-нормируемой температуре хрупкости (п. Е5.2.3 Приложения Е5).
Испытания на растяжение проводят в соответствии с требованиями ГОСТ 1497, ударную вязкость - на поперечных образцах типа 11 (типа Шарли) по ГОСТ 9454.
8.6.5.7 Прочностные характеристики (пределы прочности и текучести) допускается оценивать неразрушающим (косвенным) методом по результатам измерения твердости (см. например, ГОСТ 22761 и ГОСТ 22762).
8.6.5.8 Оценку степени охрупчивания материала диагностируемых сосудов в процессе длительной эксплуатации допускается проводить, используя результаты измерения твердости и электроннофрактографического анализа микропроб, руководствуясь РД 03-380.
8.6.6 Результаты анализа химического состава и структуры, определения механических свойств оформляются в виде отчета или технической справки с выводами, заключением, рекомендациями и используются при подготовке «Заключения по результатам экспертного технического диагностирования».
9 АНАЛИЗ ПОВРЕЖДЕНИЙ, ДЕФЕКТОВ И ПАРАМЕТРОВ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
9.1 Целью анализа повреждений, дефектов и параметров технического состояния сосуда, проводимого на основании диагностической информации, полученной при анализе технической документации и экспертном обследовании, является оценка (определение вида) текущего технического состояния сосуда.
9.2 В зависимости от выявленных повреждений, дефектов и значений параметров технического состояния, анализ может состоять из одного, двух или трех последовательно выполняемых этапов (рисунок 2).
9.3.1 Проверяется соответствие
- конструктивного исполнения, марки стали, режимов термообработки, фактической нагруженности и условии эксплуатации сосуда требованиям конструкторской (проектной) документации; выводы о соответствии (несоответствии) делаются на основании результатов анализа технической документации (п. 5);
Примечание - При отсутствии данных о марке стали основных элементов корпуса анализ проводится после аттестации материала в соответствии с требованиями п. 5.7.
- результатов экспертного обследования (п. 8) требованиям нормативно-технической документации (ПБ 10-115, ОСТ 26-291, ОСТ 26-2044, ОСТ 26-5, см. также Приложение Д.1 настоящего документа), устанавливающей нормы оценки качества;
- текущей толщины элементов сосуда требованиям конструкторской (проектной) и нормативно-технической документации.
9.3.2 Достаточным условием для заключения о соответствии текущей толщины элемента требованиям конструкторской (проектной) документации является условие:
s* ³ sн - c1,
где s* - текущая толщина1) элемента согласно результатам контроля толщины;
sн - номинальная толщина элемента (по паспорту);
с1 - прибавка к расчетной толщине элемента для компенсации коррозии и эрозии.
При отсутствии в паспорте данных о величине прибавки с1, принять с1 = 2 мм.
______________
1) В качестве текущей толщины s* элемента здесь и далее, если специально не оговаривается, принимается минимальное измеренное значение толщины по данным ультразвуковой толщинометрии.
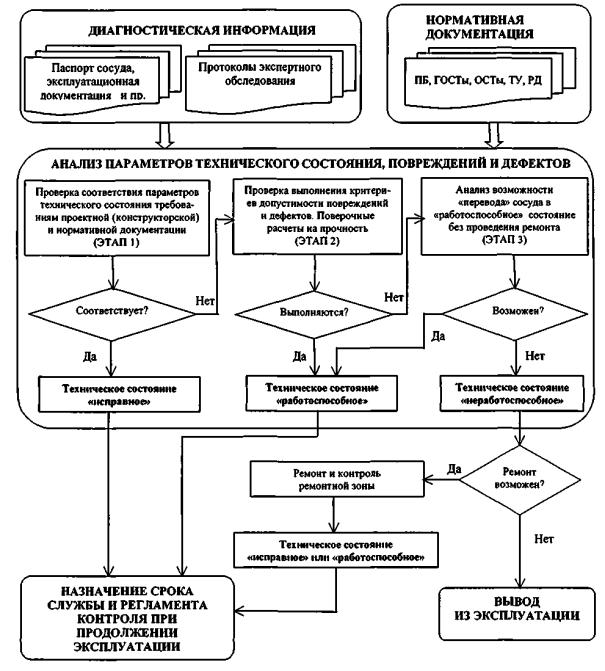
Рисунок 2 - Процедура оценки технического состояния сосуда
Если данное условие не выполняется, проверка соответствия текущей толщины требованиям конструкторской (проектной) документации проводится на основе анализа прочностных расчетов в паспорте сосуда1), либо путем проведения поверочного расчета на прочность в соответствии с требованиями действующей нормативно-технической документации, руководствуясь Приложением Е1.
_____________
1) Текущая толщина s* элемента сосуда должна превышать значение исполнительной толщины, принятой в расчете на прочность, за вычетом суммы с прибавок к толщине, принятой в расчете.
9.3.3 При соответствии параметров технического состояния сосуда требованиям конструкторской (проектной) и/или нормативно-технической документации техническое состояние сосуда оценивается как «исправное», и дальнейший анализ не проводится.
Если хотя бы один из параметров технического состояния не соответствует требованиям конструкторской (проектной) и/или нормативно-технической документации, проводится дальнейший анализ.
9.4 Этап 2.
9.4.1 Проверяется соответствие повреждений и дефектов нормам и критериям, приведенным в таблице 2, прочности элементов и сосуда в целом - нормам прочности (устойчивости), установленным в действующей нормативной документации. При необходимости привлекается специализированная научно-исследовательская организация.
9.4.3 Поверочные расчеты на прочность выполняются с использованием действующей нормативно-технической документации и приложений Е1, Е4.
В необходимых случаях (при отсутствии аналитических решений в нормативно-технической документации) расчет напряженно-деформированного состояния проводится с применением методов математического моделирования и прикладных программ при условии выполнения требований п. 9.7.
9.4.4 Для вертикальных сосудов, установленных на открытых площадках на водосодержащих или вечномерзлых грунтах, при выявлении деформаций фундаментов опор сосуда (трубопроводов), повышенной вибрации (по результатам анализа технической документации, визуального и измерительного контроля) вопрос о влиянии этих факторов на техническое состояние сосуда и необходимости дополнительных исследований решается с привлечением научно-исследовательской организации.
9.4.5 При выполнении норм и критериев, приведенных в таблице 2, или при положительном результате проверки прочности сосуда техническое состояние сосуда оценивается как «работоспособное» состояние, и третий этап анализа (п. 9.5) не проводится.
Таблица 2 - Нормы и критерии оценки повреждений и дефектов, выявленных при экспертном обследовании сосуда
|
Вид повреждения, дефекта |
Происхождение повреждения или дефекта |
Нормы и критерии оценки |
Документация, содержащая информацию о повреждении, дефекте |
Примечание |
|
Трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне сварного соединения или в основном металле |
При изготовлении сосуда, ремонте или при эксплуатации |
Решения о возможности продолжения эксплуатации или необходимости ремонта принимаются на основании результатов работ, выполненных в соответствии с требованиями Приложений Е5 и Е61). В случае повторного обнаружения трещин в той же зоне после ремонта все решения принимает специализированная научно-исследовательская организация |
Протоколы визуального и измерительного контроля, магнитопорошковой (капиллярной) дефектоскопии и т.п. |
1) При первичном экспертном обследовании допускается трещины в металле шва выбрать абразивным инструментом (с охлаждением) с обеспечением плавных переходов к основному металлу на глубину в пределах выпуклости (усиления) шва, но не более 5 мм. При положительном результате контроля зоны выборки (при отсутствии трещин) выборку не заваривать |
|
Свищи в сварном соединении |
При изготовлении или при ремонте сварного соединения |
1. При отсутствии трещин в зоне несквозного дефекта оценку технического состояния проводить без учета данного дефекта1). 2. При наличии трещин в зоне дефекта - см. выше |
Протокол визуального и измерительного контроля |
1) Исправление дефектов не требуется (если свищ не сквозной) |
|
Нарушение сплошности основного металла в виде строчечных «полупрозрачных» дефектов; донный сигнал при проведении ультразвуковой толщинометрии присутствует |
При изготовлении листового проката |
Оценку технического состояния проводить без учета данного дефекта1) |
Протоколы контроля толщины элементов сосуда ультразвуковым методом и сплошности металла околошовной зоны методами ультразвуковой толщинометрии (дефектоскопии) |
1) Исправление дефектов не требуется |
|
Расслоения металла |
При изготовлении листового проката или элементов сосуда или при эксплуатации |
При расслоении вдоль срединной поверхности, не выходящем в зону термического влияния сварных соединений, оценку технического состояния проводить без учета данного дефекта1). При другом виде расслоения или расслоении, выходящем в зону термического влияния сварного соединения, привлечь специализированную научно-исследовательскую организацию для определения возможности продолжения эксплуатации |
Протокол контроля толщины элементов ультразвуковым методом |
1) Исправление дефектов не требуется |
|
Коррозионные язвы (одиночные и скопления), эрозионные повреждения или другие дефекты нетрещиноподобного вида |
При эксплуатации или при изготовлении сосуда, или при транспортировке |
Допускаются одиночные1) повреждения максимальной
протяженностью не более В остальных случаях анализ дефектов проводить, руководствуясь п.п. 9.4.1, 9.4.2 настоящего РД2). |
Протокол визуального и измерительного контроля |
1) Одиночными считаются повреждения при расстоянии между ближайшими
кромками более 2) Необходимость ремонта определяется результатом анализа |
|
Непровары (несплавления) в сварных швах, расположенные в корне шва, или по сечению сварного соединения (между основным металлом и металлом шва) |
При изготовлении сосуда или ремонте |
Непровар в корне шва допускается, если он был предусмотрен по чертежу сварного соединения, или, если он допустим по ПБ 03-3841). Иначе анализ дефектов проводить, руководствуясь п.п. 9.4.1, 9.4.2 настоящего РД2). |
Протокол контроля сварных соединений ультразвуковым методом |
1) Ремонт не проводить 2) Необходимость ремонта определяется результатом анализа |
|
Прожоги |
При изготовлении сосуда или ремонте сварного соединения |
Анализ дефекта проводить, руководствуясь п.п. 9.4.1, 9.4.2 настоящего РД1, 2), как дефекта нетрещиноподобного вида |
Протоколы визуального и измерительного и/или магнитопорошкового контроля |
1) При анализе размер дефекта увеличить на 20 мм по радиусу и по глубине. 2) Необходимость ремонта определяется результатом анализа |
|
Поры, шлаковые включения в сварных соединениях |
При изготовлении сосуда или ремонте |
Анализ дефектов (недопустимых по ОСТ 26-2044) проводить, руководствуясь п.п. 9.4.1, 9.4.2 настоящего РД1). |
Протокол контроля сварных соединений ультразвуковым методом |
1) Необходимость ремонта определяется результатом анализа |
|
Чешуйчатость поверхности, неудовлетворительное формирование шва |
При изготовлении сосуда или ремонте сварного соединения |
Допускается при отсутствии трещин в зоне дефекта |
Протокол визуального и измерительного контроля |
- |
|
Подрезы в сварных соединениях |
При изготовлении сосуда или ремонте сварного соединения |
Допускаются местные подрезы глубиной не более 5 % толщины стенки, общей протяженностью не более 10 % длины шва, при отсутствии трещин в зоне дефекта1). В остальных случаях привлечь специализированную организацию для определения возможности продолжения эксплуатации |
Протокол визуального и измерительного контроля и магнитопорошкового (капиллярного) контроля |
1) Необходимость ремонта определяется результатом магнитопорошкового (капиллярного) контроля (наличием или отсутствием трещин) |
|
Наплывы |
При изготовлении сосуда или ремонте сварного соединения |
Допускается при отсутствии трещин в зоне дефекта |
Протокол визуального и измерительного контроля |
- |
|
Смещения, увод кромок листов в сварных соединениях |
При изготовлении сосуда |
Для дефектов, недопустимых по п. Д.1 приложения Д, анализ проводить, руководствуясь п. 9.4.1 настоящего РД (использовать РД 26-6 или математическое моделирование)1) |
Протокол визуального и измерительного контроля |
1) Необходимость ремонта определяется результатом анализа |
|
Отклонение сосуда колонного типа от вертикали |
При монтаже или эксплуатации сосуда1) |
При отклонении сосуда, превышающем значение по таблице Д.1 Приложения Д, привлечь специализированную научно-исследовательскую организацию для определения причины появления отклонения сосуда от вертикали, условий дальнейшей эксплуатации сосуда |
Протокол визуального и измерительного контроля |
1) Из-за деформации фундаментов опоры сосуда или ближайших к сосуду опор патрубков входа или выхода продукта |
|
Отрыв опоры трубопроводов входа или выхода продукта от фундамента |
При эксплуатации сосуда1) |
При обнаружении отрыва привлечь специализированную научно-исследовательскую или проектную организацию для принятия решения по приведению в соответствие условий опирания требованиям конструкторской (проектной) документации |
Протокол визуального и измерительного контроля |
1) Из-за сезонных деформаций фундаментов опоры трубопровода или/и сосуда |
|
Деформация стенки (вмятина или выпучина) |
При изготовлении сосуда, при транспортировке или при ремонте |
Допускается вмятина или выпучина с размером, указанным в п. Д.1 приложения Д1). В остальных случаях анализ дефектов проводить, руководствуясь п.п. 9.4.1, 9.4.2 настоящего РД2) |
Протокол визуального и измерительного контроля |
1) Ремонт не требуется 2) Необходимость ремонта определяется расчетом |
|
Уменьшение толщины стенки элемента сосуда |
При эксплуатции1). При изготовлении2). |
Минимальные измеренные значения толщины элементов при разрешенном давлении должны удовлетворять требованиям п.п. 9 и 10. При невыполнении этих требований необходимо привлечь специализированную научно-исследовательскую организацию для определения возможности дальнейшей эксплуатации |
Протокол контроля толщины элементов ультразвуковым методом |
1) Если утонение стенки обусловлено коррозией или эрозией металла. 2) Толщина изначально была меньше указанной в конструкторской документации |
|
Изменение твердости материала |
При изготовлении сосуда, при ремонте или эксплуатации |
Допустимые значения приведены в таблице 3. При невыполнении данных требований для определения возможности дальнейшей эксплуатации решение принимает ведущий эксперт, при необходимости привлекается специализированная научно-исследовательская организация |
Протокол контроля твердости |
- |
|
Повреждения, дефекты соединений труб с трубными досками: |
При эксплуатации |
|
Протокол визуального и измерительного контроля |
- |
|
расслоения, плены, трещины, разрывы на концах труб; |
Не допускаются |
|||
|
подрезы или закаты в переходных зонах вальцовочного пояса; |
Не допускаются |
|||
|
прилегание трубы к трубному отверстию в пределах вальцовочного корпуса; |
Не допускается несплошное прилегание |
|||
|
отклонение угла разбортовки; |
Не допускается отклонение в одну сторону более, чем на 10° |
|||
|
толщина стенки конца разбортованной трубы. |
Не допускается уменьшение толщины более, чем 50 % от номинальной |
Таблица 3 - Допустимые значения твердости металла сварных соединений
|
Допустимые значения твердости* основного металла, НВ |
Допустимые значения твердости* металла шва и зоны термического влияния, НВ, не более |
|
|
Ст. 3, 20, 16К |
100 - 180 |
180 |
|
18К |
100 - 180 |
190 |
|
20К, 22К |
120 - 200 |
200 |
|
09Г2С, 16ГС |
110 - 200 |
225 |
|
10Г2 |
110 - 210 |
|
|
10Г2С1 |
120 - 210 |
|
|
12ХМ |
140 - 170 |
240 |
|
12МХ |
140 - 180 |
|
|
Примечание - Обобщенные данные ИТНЭ и ОСТ 24.201.03 |
||
В противном случае техническое состояние оценивается как «неработоспособное», и проводится третий этап анализа.
9.5.1 Рассматривается технически обоснованная возможность перевода сосуда в «работоспособное» техническое состояние (если в результате выполнения первого или второго этапов техническое состояние было оценено как «неработоспособное»).
9.5.2 Результатом выполнения данного этапа анализа должно быть принятие следующих решений:
- проведение ремонта;
- снижение расчетного давления, если это реализуемо по технологическому регламенту (и системой обеспечения безопасной эксплуатации сосуда);
- изменение регламента пуска (останова) в зимнее время (см. ОСТ 26291);
- установление дополнительных требований к условиям проведения гидравлических (пневматических) испытаний;
- установление дополнительных требований к регламенту контроля при продолжении эксплуатации.
9.5.3 Если данные решения не реализуемы или экономически не целесообразны, принимается решение о выводе сосуда из эксплуатации и демонтаже.
9.6 В случае, если полученная при экспертном обследовании информация является недостаточной для оценки технического состояния в соответствии с требованиями данного документа, необходимо привлечь специализированную научно-исследовательскую организацию для принятия решения о необходимости проведения дополнительных лабораторных исследований или измерений непосредственно на сосуде, обеспечивающих получение оценки.
Лабораторные исследования и измерения должны проводиться, руководствуясь действующей нормативно-технической документацией.
9.8 Анализ повреждений, дефектов и параметров технического состояния сосуда оформляется в виде технической справки (если проведение анализа ограничено одним - первым этапом) или отчета (при выполнении анализа в большем объеме).
10 НАЗНАЧЕНИЕ СРОКА ДАЛЬНЕЙШЕЙ ЭКСПЛУАТАЦИИ. РЕГЛАМЕНТ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПРИ ПРОДОЛЖЕНИИ ЭКСПЛУАТАЦИИ
10.1 К дальнейшей эксплуатации допускается сосуд, находящийся в «исправном» или «работоспособном» техническом состоянии в соответствии с требованиями п. 9.
10.2 Назначение срока дальнейшей эксплуатации
10.2.1 При выполнении для всех элементов сосуда условий:
s* > sн - с1/2
или
обеспечивается прочность1) сосуда при толщине элементов s* - с1/2,
где s* - текущая толщина элемента;
sн - номинальная толщина элемента (по паспорту);
c1 - проектная прибавка к толщине для компенсации коррозии и эрозии, принятая в расчете на прочность (в паспорте сосуда), срок дальнейшей эксплуатации назначается по таблице 4.
____________
1) Текущая s* толщина элемента сосуда должна превышать значение исполнительной толщины, принятой в расчете на прочность (в паспорте сосуда), за вычетом прибавки (с - c1/2), где с - сумма прибавок к толщине, принятая в расчете, а с1 - прибавка к толщине для компенсации коррозии и эрозии. Если это условие не выполняется, необходимо провести поверочный расчет на прочность при толщине s* - с1/2.
10.2.2 Для сосудов, в которых реализуется циклическое нагружение, для назначения максимального срока дальнейшей эксплуатации должны быть выполнены требования п. 10.2.1 и подтверждена расчетом циклическая прочность в течение всего срока (прошедшей и будущей) эксплуатации (п. Е1.8 приложения Е1).
10.2.3 При невыполнении требований п.п. 10.2.1 и 10.2.2 назначаемый срок принимается равным

где Sд - допускаемая толщина элемента, см. п. Е1.5 приложения Е1,
tэ - время эксплуатации сосуда с момента его пуска (в годах),
Nj и [Nj] - фактическое число циклов за время tэ и допускаемое число циклов j-го типа (см. Е1.8 приложения Е1 и ГОСТ 25859),
V - скорость равномерной коррозии, но не более срока, указанного в таблице 4,
Примечания: 1. Первое выражение в фигурных скобках вычисляется для обечайки и днищ.
2. Необходимость рассмотрения циклического нагружения сосуда определяет п. Е1 Приложения Е1.
Таблица 4 - Предельная величина назначаемого срока дальнейшей эксплуатации
|
Оценка технического состояния сосуда |
Срок дальнейшей эксплуатации, не более |
Примечание |
|
|
Соответствуют конструкторской (проектной) документации |
Исправное |
10 лет |
- |
|
Работоспособное (без необходимости проведения ремонта) |
8 лет |
- |
|
|
Работоспособное (проведен ремонт: выборка трещины или применена сварка) |
4 года |
- |
|
|
Не соответствуют конструкторской (проектной) документации1) |
Работоспособное |
4 года |
1) Кроме нагрузок, предусмотренных конструкторской (проектной) документацией, выявлено наличие нагрузок на штуцера, обусловленных деформацией фундаментов опор, повышенной вибрацией и т.д., но количественные характеристики нагрузок отсутствуют |
При первичном экспертном техническом диагностировании V принимается равным с1/tэ.
При вторичном и последующем экспертном диагностировании V определяется, руководствуясь приложениями Е2, Е3.
10.2.4 При отсутствии в паспорте данных о величине с1 при первичном экспертном техническом диагностировании прибавка c1 принимается равной 2 мм.
10.2.5 Если расчетный ресурс по циклической прочности оказался исчерпанным, назначаемый срок дальнейшей эксплуатации не должен превышать 0,1[N] и предельный срок по таблице 4.
10.3 Регламент контроля технического состояния сосуда при продолжении эксплуатации сосуда
10.3.1 Регламент контроля должен включать периодическое освидетельствование сосуда, выполняемое в соответствии с требованиями ПБ 10-115.
10.3.2 Регламент контроля после первичного технического диагностирования может включать контроль толщины стенки элементов сосуда с минимальной толщиной. Срок Ts проведения ультразвуковой толщинометрии определяется по формуле:
![]()
где sp - расчетная толщина элемента,
С0 - допускаемое положительное отклонение по толщине листа (см. ГОСТ 19903).
При сроке Ts, превышающем назначенный срок дальнейшей эксплуатации, дополнительный контроль толщины не проводится.
Ультразвуковая толщинометрия может проводиться на работающем сосуде. Результаты проведенной толщинометрии анализируются, руководствуясь п. 9.
10.3.3 При выявлении нагрузок на штуцера, обусловленных деформацией фундаментов опор, повышенной вибрацией, периодичность освидетельствования сосуда составляет один год. Контроль (на наличие-отсутствие трещин, выходящих на поверхность) сварных соединений патрубков этих штуцеров магнитопорошковым (капиллярным) методом проводится через 2 года.
10.3.5 В регламенте указывается срок проведения гидравлического (пневматического) испытания (см. п. 3.6) и пробное давление.
Величина пробного давления определяется в соответствии с требованиями п. 4.6.3 ПБ 10-115. При этом в качестве расчетного давления принимается разрешенное давление по результатам экспертного технического диагностирования сосуда.
Пневматическое испытание должно проводится в сопровождении акустико-эмиссионного метода контроля.
10.3.6 Для каждого вида контроля, назначенного в регламенте, необходимо указать ответственного исполнителя работы.
Дополнительные виды контроля, предусмотренные п.п. 10.3.2 - 10.3.4, по решению ведущего эксперта могут выполнять региональные лаборатории неразрушающего контроля с условием передачи копий протоколов измерений экспертной организации, назначившей регламент контроля сосуда.
10.3.7 Обоснование назначенного срока дальнейшей эксплуатации приводится в технической справке или отчете.
11 ЗАКЛЮЧЕНИЕ ПО РЕЗУЛЬТАТАМ ЭКСПЕРТНОГО ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
11.1 «Заключение по результатам экспертного технического диагностирования» оформляется для каждого сосуда в соответствии с требованиями ПБ 03-246. Рекомендуемая форма этого документа приведена в приложении Ж.
11.2 В заключительной части «Заключения ... » приводятся:
- заключение о техническом состоянии внутренних устройств и их соединений, которое делается на основании результатов выполнения визуального и измерительного контроля (п. 8.2);
- оценка («исправное», «неисправное», «работоспособное», «неработоспособное») технического состояния сосуда на момент проведения экспертизы, полученная в результате выполнения п. 9 настоящего документа;
- заключение о возможности и условиях дальнейшей эксплуатации с указанием нового назначенного срока службы сосуда, разрешенного давления и давления гидравлического (пневматического) испытания (согласно результатам выполнения п.п. 9 и 10). Если в результате диагностирования техническое состояние сосуда определено как «неработоспособное», необходимо привести варианты решений (если они существуют), позволяющих перевести сосуд в «работоспособное» состояние (например, путем уменьшения разрешенного давления, проведения ремонтно-восстановительных работ);
Примечание - В случае принятия решения об изменении разрешенного давления владелец сосуда должен обеспечить защиту сосуда от повышения давления выше разрешенного в соответствии с требованиями п. 5.5 ПБ 10-115.
- регламент контроля технического состояния сосуда при продолжении его эксплуатации.
11.3 Документация, полученная в результате проведенного экспертного технического диагностирования сосуда, является неотъемлемой частью «Заключения ... » и оформляется в виде приложений к «Заключению ...».
11.4 «Заключение ...» подписывается экспертом(ами), руководителем экспертной организации и заверяется печатью (на титульном листе) экспертной организации, прошивается с указанием количества сшитых страниц и передается заказчику.
11.5 «Заключение ...» оформляется в двух экземплярах. Один экземпляр передается заказчику, второй экземпляр хранится в экспертной организации, проводившей экспертное техническое диагностирование.
11.6 Заказчик передает «Заключение ...» в территориальный орган Госгортехнадзора России для рассмотрения и утверждения в установленном РД 03-298 порядке.
11.7 В случае отрицательного «Заключения ...» по сосуду (если техническое состояние оценено как «неработоспособное») экспертная организация немедленно ставит в известность территориальный орган Госгортехнадзора России для принятия оперативных мер по дальнейшей эксплуатации сосуда.
11.8 При выявлении возможности продолжения эксплуатации сосуда до завершения оформления всей документации, в случае срочной необходимости продолжения эксплуатации диагностируемого сосуда, допускается выдача «Предварительного заключения о возможности продолжения эксплуатации сосуда» на срок не более полугода. Форма данного документа приведена в Приложении 3.
11.9 После регистрации «Заключения ...» в территориальном органе Госгортехнадзора в паспорт сосуда вносится запись о разрешении дальнейшей эксплуатации сосуда с указанием разрешенных параметров (разрешенного давления, давления гидравлического (пневматического) испытания), регламента контроля технического состояния сосуда и срока проведения следующего экспертного технического диагностирования.
Приложение А
(Справочное)
Основные термины и определения
|
Термин |
Определение |
|
Дефект |
Каждое отдельное несоответствие продукции (сосуда) требованиям к качеству, установленным в конструкторской (проектной) и/или нормативно-технической документации Примечание - Дефект может появиться при изготовлении, транспортировке, монтаже, ремонте и/или эксплуатации. |
|
Дефект критический |
Дефект, при наличии которого техническое состояние сосуда определяется как «критическое» Примечание - см. «Техническое состояние критическое». |
|
Дефект нетрещиноподобный |
Раковина, пора, объемный дефект по ГОСТ 14782, коррозионная язва, эрозионный дефект и т.п. дефект |
|
Дефект трещиноподобный |
Несплавление, подрез, непровар с одним неустановленным размером поперечного сечения, плоскостной дефект по ГОСТ 14782 и т.п. |
|
Ликвация |
Неоднородность сплава по химическому составу, структуре и неметаллическим включениям, образующаяся при кристаллизации слитка |
|
Наработка |
Продолжительность работы сосуда. ГОСТ 27.002. |
|
Несплошности |
Пустоты в виде газовых пузырей, пор, трещин и пр. внутри отливки или изделия. |
|
Охрупчивание металла |
Смещение критической температуры хрупкости металла в область повышенных температур в процессе изготовления и эксплуатации сосуда |
|
Параметр технического состояния |
Конструктивный, физико-механический или любой иной признак объекта (сосуда), который качественно или количественно характеризует его техническое состояние |
|
Параметры технического состояния определяющие |
Параметры технического состояния, на основе которых проводится оценка остаточного ресурса |
|
Параметр технического состояния критический |
Значение параметра технического состояния, при котором техническое состояние определяется как «критическое» |
|
Повреждение |
Событие, заключающееся в нарушении исправного состояния при сохранении работоспособного состояния. ГОСТ 27.002 |
|
Подконтрольная эксплуатация |
Эксплуатация, при которой помимо методов контроля технического состояния, предусмотренных при техническом освидетельствовании в соответствии с требованиями конструкторской (проектной) документации или ПБ 10-115, применяются дополнительные неразрушающие методы контроля, предусмотренные регламентом контроля по результатам экспертного технического диагностирования. |
|
Предельное состояние |
Состояние объекта, при котором либо его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление работоспособного состояния невозможно или нецелесообразно. ГОСТ 27.002 |
|
Разрушение хрупкое |
Вид разрушения, при котором размер пластической зоны у вершины трещины или концентратора, инициирующих разрушение, пренебрежимо мал по сравнению с размером поперечного сечения сосуда (образца) в месте разрушения |
|
Ресурс |
Суммарная наработка объекта от начала его эксплуатации или ее возобновления после ремонта до перехода в предельное состояние, ГОСТ 27.002 |
|
Ресурс остаточный |
Суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние. ГОСТ 27.002 |
|
Специализированная научно-исследовательская организация |
Организация, имеющая разрешение Госгортехнадзора России на проведение проектно-конструкторских работ по созданию, ремонту и реконструкции сосудов, а также на изготовление, монтаж, ремонт, реконструкцию сосудов и/или их наладку, диагностику. ПБ 10-115 |
|
Срок службы назначенный |
Календарная продолжительность эксплуатации, при достижении которой эксплуатация объекта должна быть прекращена независимо от его технического состояния. ГОСТ 27.002. Примечание - Назначенный срок службы, как правило, указывается в паспорте сосуда. Первоначально назначенный срок службы устанавливается при проектировании. В результате проведения экспертного технического диагностирования для исправного или работоспособного сосуда устанавливается новый назначенный срок службы. По истечении назначенного срока службы сосуд должен быть остановлен, и должно быть принято одно из следующих решений: списание или проведение экспертного технического диагностирования сосуда с определением нового назначенного срока |
|
Техническое диагностирование |
Определение технического состояния сосуда. Задачами технического диагностирования являются: контроль технического состояния, поиск места и определение причин отказа (неисправности), прогнозирование технического состояния. ГОСТ 20911 |
|
Техническое диагностирование экспертное |
Техническое диагностирование сосуда, выполняемое по истечении назначенного срока службы сосуда, а также после аварии или обнаруженных повреждений элементов, работающих под давлением, с целью определения возможных параметров и условий дальнейшей эксплуатации. ПБ 10-115. |
|
[Техническое] состояние исправное |
Состояние объекта [сосуда], при котором он соответствует всем требованиям нормативно-технической и (или) конструкторской (проектной) документации. ГОСТ 27.002 |
|
[Техническое] состояние критическое |
Техническое состояние, которое характеризуется как опасное из-за возможности перехода конструкции в предельное состояние |
|
[Техническое] состояние неисправное |
Состояние объекта [сосуда], при котором он не соответствует хотя бы одному из требований нормативной и /или конструкторской (проектной) документации. Примечание - Если при обследовании сосуда в сварном соединении обнаружен дефект, не предусмотренный конструкторской документацией, например, непровар, техническое состояние оценивается как «неисправное». Если при этом расчетами доказывается допустимость данного дефекта, сосуд с этой неисправностью может быть допущен к дальнейшей эксплуатации, и техническое состояние в «Заключении по результатам экспертного технического диагностирования» оценивается как «работоспособное». |
|
Техническое состояние объекта |
Состояние, которое характеризуется в определенный момент времени, при определенных условиях внешней среды, значениями параметров, установленных технической документацией. ГОСТ 20911 |
|
[Техническое] состояние неработоспособное |
Состояние объекта [сосуда], при котором значение хотя бы одного параметра, характеризующего способность выполнять заданные функции, не соответствует требованиям нормативно-технической и (или) конструкторской (проектной) документации. ГОСТ 27.002 Примечание - В настоящем документе подобное определение дается техническому состоянию сосуда, если при проведении экспертного технического диагностирования выявлен хотя бы один параметр, при котором условия прочности корпуса сосуда (или отдельной его камеры) при фактических условиях эксплуатации не выполняются. |
|
[Техническое] состояние работоспособное |
Состояние объекта [сосуда], при котором значения всех параметров, характеризующих способность выполнять заданные функции, соответствуют требованиям нормативно-технической и (или) конструкторской (проектной) документации. ГОСТ 27.002 Примечание - Работоспособный сосуд в отличие от исправного должен удовлетворять лишь тем требованиям нормативно-технической и (или) конструкторской (проектной) документации, выполнение которых обеспечивает нормальное применение сосуда по назначению. В настоящем документе подобное определение дается техническому состоянию сосуда, у которого при проведении экспертного обследования выявлены повреждения, дефекты или эксплуатационные параметры, выходящие за рамки допускаемых значений, определенных конструкторской (проектной) и/или нормативно-технической документацией, устанавливающей требования к качеству при изготовлении, но расчетами доказано, что прочность корпуса сосуда (или отдельной его камеры) при фактических условиях эксплуатации обеспечивается. |
|
Трещина сварного соединения |
Дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах термического влияния и основного металла |
|
Экспертная организация |
Организация, имеющая лицензии Госгортехнадзора России на проведение экспертизы промышленной безопасности в соответствии с действующим законодательством. ПБ 03-246 Примечание - Для проведения экспертного технического диагностирования организация должна иметь лицензию на проведение экспертизы на месте: технического диагностирования сосудов и аппаратов, работающих под давлением, с выдачей заключения о техническом состоянии и возможности (параметров и условий) продолжения эксплуатации |
|
Элемент сосуда |
Сборная единица сосуда, предназначенная для выполнения одной из основных функций. ПБ 10-115 |
Приложение Б
Ссылочные нормативно-технические документы
ВСН 351-88. Монтаж сосудов и аппаратов колонного типа.
ГОСТ 12.1.007-76. Вредные вещества. Классификация и общие требования безопасности.
ГОСТ 12.2.085-82. Сосуды, работающие под давлением. Клапаны предохранительные.
ГОСТ 27.002-89. Надежность в технике. Основные понятия. Термины и определения.
ГОСТ 2999-85. Металлы и сплавы. Методы измерения твердости по Виккерсу.
ГОСТ 5520-79. Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия.
ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
ГОСТ 5640-68. Сталь. Металлографический метод оценки микроструктуры листов и ленты.
ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств.
ГОСТ 7122-81. Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава.
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 7565-81. Чугун, сталь и сплавы. Метод отбора проб для определения химического состава.
ГОСТ 9012-79. Металлы и сплавы. Методы измерения твёрдости по Бринеллю.
ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность.
ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ 18661-73. Сталь. Измерение твёрдости методом ударного отпечатка.
ГОСТ 19903-74. Сталь листовая горячекатаная. Сортамент.
ГОСТ 20911-89. Техническая диагностика. Термины и определения.
ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый контроль.
ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля.
ГОСТ 22761-77. Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия.
ГОСТ 22762-77. Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара.
ГОСТ 24755-89. Сосуды и аппараты. Нормы и методы расчёта укрепления отверстий.
ГОСТ 25216-82. Сосуды и аппараты высокого давления. Обечайки и днища. Нормы и методы расчета на прочность.
ГОСТ 25859-83. Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках.
ГОСТ 26202-84. Сосуды и аппараты. Нормы и методы расчета обечаек и днищ от воздействия опорных нагрузок.
ГОСТ 26303-84. Сосуды и аппараты высокого давления. Шпильки. Методы расчета на прочность.
ГОСТ Р 51273-99. Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий.
ГОСТ Р 51274-99. Сосуды и аппараты. Аппараты колонного типа. Нормы и методы расчета на прочность.
И 5-94. Инструкция на восстановление паспорта сосуда. М.: НИИХиммаш, ДАО ЦКБН, 1994 г.
ИТНЭ-93. Инструкция по техническому надзору и эксплуатации сосудов, работающих под давлением, на которые не распространяются правила Госгортехнадзора. Волгоград, 1994 г.
МР 125-02-95. Правила составления расчетных схем и определения параметров нагруженности элементов конструкций с выявленными дефектами, М.: ЦНИИТМАШ, НИКИЭТ, 1995 г.
ОСТ 24.201.03-90. Сосуды и аппараты стальные высокого давления. Общие технические требования.
ОСТ 26-5-88. Контроль неразрушающий. Цветной метод контроля сварных швов наплавленного и основного металла.
ОСТ 26-11-03-84. Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля.
ОСТ 26 291-94. Сосуды и аппараты стальные сварные. Общие технические условия.
ОСТ 26-1046-87. Сосуды и аппараты высокого давления. Нормы и методы расчета на прочность.
ОСТ 26-2044-83. Швы стыковые и угловые сварных соединений сосудов, аппаратов, работающих под давлением. Методика ультразвукового контроля.
ОСТ 34-70-690-96. Металл паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации.
ПБ 03-246-98. Правила проведения экспертизы промышленной безопасности.
ПБ 03-384-00. Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных.
ПБ 10-115-96. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
ПНАЭ Г-7-002-86. Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок.
РД 03-131-97. Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов.
РД 03-298-00. Положение о порядке утверждения заключений экспертизы промышленной безопасности.
РД 03-380-2000. Инструкция по обследованию шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением.
РД 09-102-95. Методические указания по определению остаточного ресурса потенциально опасных объектов, поднадзорных Госгортехнадзору России.
РД 0352-182-99. Допускаемые напряжения при нормальной и повышенных температурах, применяемые при расчете оборудования, работающего под давлением, по американским нормам ASME.
РД 10-369-2000. Положение по проведению экспертизы промышленной безопасности паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды.
РД 26-6-87. Сосуды и аппараты стальные. Методы расчета на прочность с учетом смещения кромок сварных соединений, угловатостей и некруглостей обечаек.
РД 26-14-88. Сосуды и аппараты. Нормы и методы расчета на прочность. Элементы теплообменных аппаратов.
РД 26-15-88. Сосуды и аппараты. Нормы и методы расчета на прочность и герметичность фланцевых соединений.
РД 26.260.010-97. Перечень нормативной документации по стандартизации на сосуды и аппараты, работающие под давлением.
РД 51-0220570-2-93. Клапаны предохранительные. Выбор, установка и расчет.
РДРТМ 26-01-122-89. Фланцевые соединения сосудов и аппаратов на давление свыше 10 до 100 МПа. Методика расчета режимов затяжки шпилек.
СНиП 2.01.01-82. Строительная климатология и геофизика.
Приложение В
(Рекомендуемое)
Форма отчета по анализу технической документации
|
ОТЧЕТ ПО АНАЛИЗУ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ* |
|
_________________________________________________________________________ |
|
(Наименование сосуда по паспорту) |
|
«_____» _________________ 20 _ г. |
|
(Дата проведения анализа) |
|
____________ * Если какие-то данные не выявлены, в соответствующих графах формы ставится прочерк. |
|
1 ОБЩИЕ ДАННЫЕ О СОСУДЕ |
|
1.1 Предприятие-изготовитель, город_________________________________________ |
|
1.2 Заводской номер_______________________________________________________ |
|
1.3 Дата изготовления______________________________________________________ |
|
1.4 Номер сборочного чертежа_______________________________________________ |
|
1.5 Предприятие, эксплуатирующее сосуд_____________________________________ |
|
1.6 Место установки сосуда_________________________________________________ |
|
1.7 Регистрационный номер_________________________________________________ |
|
1.8 Дата ввода в эксплуатацию_______________________________________________ |
|
1.9 Сведения о перемещениях сосуда__________________________________________ |
2 СВЕДЕНИЯ ОБ ОСНОВНЫХ ЭЛЕМЕНТАХ СОСУДА
|
Наименование элемента1) |
Диаметр внутренний (наружный), мм |
Длина (высота), мм |
Толщина стенки номинальная2), мм |
Толщина стенки по расчету3), мм |
Сумма прибавок к толщине по расчету, мм |
Вид сварки4) |
Электроды, сварочная проволока (тип, марка, ГОСТ или ТУ) |
Номер позиции, обозначение по эскизу |
Примечания5) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
______________
1) Указываются обечайки, днища, патрубки штуцеров и люков Dy ³ 100 мм. Если при дальнейшем проведении анализа появляются данные о дефектах и ремонтах патрубков штуцеров Dy < 100 мм, то сведения по этим патрубкам также заносятся в таблицу.
2) По паспорту.
3) По паспорту: исполнительная толщина, принятая в расчете на прочность, за вычетом суммы прибавок к толщине, принятой в расчете.
4) Указывается автоматическая или ручная.
5) Указывается общее количество однотипных элементов сосуда, и делаются другие необходимые пояснения.
3 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА И ПАРАМЕТРЫ
|
Наименование показателей |
Проектные |
Фактические* |
Примечание |
|
|
Давление, МПа (кгс/см2) |
рабочее |
|
1) |
|
|
расчетное |
|
2) |
|
|
|
пробное гидравлического или пневматического испытания |
|
3) |
|
|
|
максимальное нагнетательного устройства или полного раскрытия предохранительного клапана |
- |
|
|
|
|
Температура, °С |
расчетная стенки |
|
- |
|
|
рабочая среды |
|
|
|
|
|
стенки, минимально допустимая отрицательная |
|
4) |
|
|
|
Рабочая среда |
состав |
|
|
|
|
класс опасности по ГОСТ 12.1.007 |
|
|
|
|
|
взрывоопасность |
|
|
|
|
|
пожароопасность |
|
|
|
|
|
Прибавка к толщине для компенсации коррозии (эрозии), мм |
|
- |
|
|
|
Число циклов нагружения |
|
5) |
|
|
|
Допустимая сейсмичность, балл |
|
6) |
|
|
|
Группа сосуда для контроля сварных соединений |
|
|
|
|
|
Срок службы, лет |
7) |
8) |
|
|
_____________
* Для многокамерных сосудов фактические параметры указываются для каждой камеры
1) Указывается максимальное внутреннее избыточное давление в сосуде за последние 2 года.
2) Указывается разрешенное давление, установленное по результатам последнего освидетельствования или диагностирования. В случае изменения разрешенного давления в примечании указать причину этого изменения.
3) Указывается значение пробного давления последнего испытания.
4) Для сосудов, устанавливаемых на открытой площадке или в не отапливаемом помещении, указывается абсолютная минимальная температура наружного воздуха в районе установки сосуда, если температура стенки может стать отрицательной от воздействия окружающего воздуха, когда сосуд находится под давлением.
Для сосудов, установленных в отапливаемом помещении, значение минимально допустимой температуры стенки не указывается.
5) Для сосудов, работающих циклически, указывается накопленное число циклов и прикладываются циклограммы нагружения (по давлению и по температуре).
При наличии циклов колебания рабочего давления с размахом более 15 % расчетного давления для углеродистых и низколегированных сталей, более 25 % - для аустенитных сталей к таблице прикладываются графики изменения рабочих давления и температуры не менее, чем в течение 2-ух лет. Частота регистрации параметров по времени, должна обеспечивать получение полной информации о процессе нагружения сосуда.
6) Графа заполняется для сосуда, установленного в районе с сейсмичностью 7 баллов и более (по 12 балльной шкале).
7) Указывается назначенный срок службы.
8) Указывается календарная продолжительность эксплуатации сосуда от начала его эксплуатации до проведения экспертного технического диагностирования.
4 ДАННЫЕ О МАТЕРИАЛАХ ОСНОВНЫХ ЭЛЕМЕНТОВ СОСУДА
|
Наименование элемента1) |
Марка материала2) |
ГОСТ (ТУ) на поставку2) |
Данные механических испытаний по сертификату или протоколу заводских испытаний4) |
||||||
|
Предел текучести, МПа (кгс/см2) |
Временное сопротивление, МПа (кгс/см2) |
Относительное удлинение, % |
Относительное сужение, % |
Ударная вязкость3) |
|||||
|
Величина, Дж/см2, (кгс×м/см2) |
Температура3), °С |
Тип образца |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
_____________
1) Заполняется в соответствии с таблицей п. 2.
2) При использовании иностранных марок дополнительно указать марку отечественного аналога, например по РД 0352-182.
3) Привести имеющиеся данные для минимальной температуры испытания.
4) Для сосудов импортной поставки следует указать (в скобках) также механические характеристики, использованные в расчете на прочность.
5 РЕЗУЛЬТАТЫ ИСПЫТАНИЙ И ИССЛЕДОВАНИЙ СВАРНЫХ СОЕДИНЕНИЙ
|
Наименование элемента и номер чертежа (эскиза) с указанием соединения1), для которого изготавливались контрольные соединения |
Номер и дата документа |
Сварное соединение |
Металл шва |
Зона термического влияния (околошовная зона) |
||||||||
|
Временное сопротивление, МПа (кгс/см2) |
Ударная вязкость |
Временное сопротивление, МПа (кгс/см2) |
Относительное удлинение, % |
Твердость, НВ |
Ударная вязкость |
Твердость, НВ |
||||||
|
Величина, Дж/см2, (кгс м/см2) |
Температура, °С |
Тип образца |
Величина, Дж/см2, (кгс м/см2) |
Температура, °С |
Тип образца |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
_____________
1) На эскизе сосуда указать соединение, для которого изготавливалось контрольное соединения
6 ДАННЫЕ О ТЕРМООБРАБОТКЕ СВАРНЫХ СОЕДИНЕНИЙ1)
|
Наименование элемента или соединения |
Вид термообработки |
Режим термообработки |
||
|
Температура, °С |
Продолжительность выдержки, ч |
Способ охлаждения |
||
|
|
|
|
|
|
|
|
|
|
|
|
_____________
1) В том числе и при ремонте.
7 ДАННЫЕ О ПРОВЕДЕННЫХ ГИДРАВЛИЧЕСКИХ (ПНЕВМАТИЧЕСКИХ) ИСПЫТАНИЯХ сосуда1)
|
Дата |
Вид испытания |
Пробное давление, МПа |
Испытательная среда |
Температура испытательной среды, °С |
Примечания2) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
____________
1) Приводятся данные всех испытаний, начиная с заводских.
2) Указывается положение сосуда при испытании.
|
Дата |
Вид контроля |
Зона и объем контроля |
Основные результаты контроля |
Организация-исполнитель |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
____________
1) В первой строке таблицы указываются данные при приемосдаточном контроле на заводе-изготовителе, далее - при освидетельствованиях и обследованиях сосуда. При проведении освидетельствований в соответствии с требованиями ПБ 10-115 и при отсутствии замечаний допускается запись о всех этих освидетельствованиях делать в одной строке.
Сведения о гидравлических (пневматических) испытаниях в эту таблицу не заносятся (заносятся в таблицу 7).
2) Если по результатам освидетельствования или обследования было принято решение об изменении максимального допускаемого избыточного давления, указать разрешенное давление и причину изменения.
9 ДАННЫЕ ОБ АВАРИЙНЫХ И ДРУГИХ ОСТАНОВАХ1)
|
Дата останова |
Вид останова2) |
Причина останова3) |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
____________
1) Сведения об остановах, связанных с проведением испытаний, освидетельствований и обследований, в данную таблицу не заносятся (заносятся в таблицы п.п. 7, 8).
2) Виды останова: аварийный останов, ремонт, вывод сосуда в резерв под рабочим давлением и т.п.
3) При аварийном останове указывается одна из причин по п. 7.3 ПБ 10-115. При наличии дефекта указать вид дефекта и место его расположения на эскизе или карте контроля сосуда.
10 ДАННЫЕ О РЕМОНТАХ, В ТОМ ЧИСЛЕ, ЗАМЕНАХ ЭЛЕМЕНТОВ СОСУДА
|
Дата проведения ремонта1) |
Описание ремонта или замены |
Способ и режим термообработки |
Вид и результат контроля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
_____________
1) Данные должны соответствовать данным в таблицах п. 8 и 9.
|
11 ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ О СОСУДЕ |
|
11.1 Сосуд установлен1)____________________________________________________ |
|
11..2 Наличие и вид тепловой изоляции_______________________________________ |
|
11.3 Сведения о дополнительных эксплуатационных факторах, условиях эксплуатации и нарушениях режима эксплуатации2) (о вибрации, о деформациях фундаментов опор сосуда и трубопроводов, болтов крепления опор и т.п.)___________ |
|
11.4 Замечания ИТР, ответственного за исправное состояние, о техническом состоянии сосуда____________________________________________________________ |
|
11.5 Замечания региональных органов ГГТН к техническому состоянию сосуда_____________________________________________________________________ |
|
____________ 1) Указывается: на открытой площадке, в отапливаемом или не отапливаемом помещении. |
|
2) Выявляются путем опроса ИТР, ответственного за исправное состояние сосуда, и из имеющихся документов по данному вопросу. |
|
12 РЕЗУЛЬТАТЫ АНАЛИЗА ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ |
|
12.1 Заключение о соответствии фактических технических характеристик, параметров и условий эксплуатации сосуда проектным1) __________________________ |
|
12.2 Заключение о соответствии расчета (по паспорту) на прочность конструктивному и материальному исполнению (по паспорту)1) ____________________ |
|
12.3 Заключение о соответствии фактической температуры стенки элементов сосуда (находящегося под давлением) техническим требованиям, предъявляемым к материалам по минимально и максимально допустимым температурам1), 2) __________________________________________________________________________ |
|
12.4 Потенциально-опасные зоны: см. эскиз сосуда, карту контроля сосуда3) |
|
_____________ 1) При несоответствии указать, в чем оно заключается. 2) См. ОСТ 26291. 3) Ненужное зачеркнуть. На эскизе и/или карте контроля указываются: - зоны с ранее выявленными дефектами из таблицы п. 8, - зоны расположения дефектов из таблицы п. 9, - зоны проведенного ремонта из таблицы п. 10, - зоны сварных соединений патрубков входа и выхода продукта, люков, - предполагаемые зоны повышенного коррозионного (зоны раздела фаз, кубовая часть и т.п.) и эрозионного (зоны изменения направления движения продукта) износа. |
|
13 ПЕРЕЧЕНЬ ПРОАНАЛИЗИРОВАННОЙ ДОКУМЕНТАЦИИ |
|
13.1 Паспорт ___________________________________, зав. № ___________________ |
|
13.2 Сменный журнал ______________________________________________________ |
|
13.3 Режимная ведомость ______________________ за период ____________________ |
|
13.4 _____________________________________________________________________ |
|
13.5 _____________________________________________________________________ |
|
|
|
|
|
Приложение: Эскиз (карта контроля) сосуда |
|
|
|
Анализ документации провели |
|
_________________________________ |
|
(Должность, квалификация, подпись, Ф. И. О.) |
|
_________________________________ |
|
(Должность, квалификация, подпись, Ф. И. О.) |
|
|
Приложение Г
(Рекомендуемое)
Формы протоколов неразрушающего контроля
|
ПРОТОКОЛЫ экспертного обследования ____________________, зав. № _________ (Наименование сосуда) Содержание |
||
|
|
Стр. |
|
|
1 Протокол № 1 визуального и измерительного контроля |
____ |
|
|
2 Протокол № 2 контроля толщины элементов сосуда методом ультразвуковой толщинометрии |
____ |
|
|
3 Протокол № 3 контроля сплошности основного металла и металла околошовной зоны ультразвуковым методом |
____ |
|
|
4 Протокол № 4 контроля сварных соединений магнитопорошковым методом |
____ |
|
|
5 Протокол № 5 контроля сварных соединений сосуда методом ультразвуковой дефектоскопии |
____ |
|
|
6 Протокол № 6 контроля твердости металла |
____ |
|
|
____________________________________ |
____________________________________ |
|
|
(Предприятие-исполнитель данного вида контроля) |
(Предприятие, эксплуатирующее сосуд) |
|
|
____________________________________ |
____________________________________ |
|
|
(Адрес) |
(Наименование сосуда) |
|
|
____________________________________ |
____________________________________ |
|
|
(Телефон, факс) |
(Заводской номер) |
|
|
____________________________________ |
|
|
|
(E-mail) |
|
|
Протокол № 1 от «___»____________ 200 __ г.
визуального и измерительного контроля
Нормативно-техническая документация, по которой выполнен контроль ______
Использованные приборы и инструменты __________________________________
Карта контроля __________________________________________________________
Результаты контроля
|
Зона контроля |
Условный номер дефекта |
Вид дефекта |
Местоположение дефекта |
Размеры дефекта |
Примечание |
|
Наружная поверхность корпуса |
|
|
|
|
|
|
Внутренняя поверхность корпуса |
|
|
|
|
|
|
Внутреннее устройство |
|
|
|
|
|
Эскиз расположения дефектов: см. Приложение ________
Контроль выполнили:
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
(Место для штампа) |
Зав. № Стр. ___ из ___
|
____________________________________ |
____________________________________ |
|
(Предприятие-исполнитель данного вида контроля) |
(Предприятие, эксплуатирующее сосуд) |
|
____________________________________ |
____________________________________ |
|
(Адрес) |
(Наименование сосуда) |
|
____________________________________ |
____________________________________ |
|
(Телефон, факс) |
(Заводской номер) |
|
____________________________________ |
|
|
(E-mail) |
|
Протокол № 2 от «___»___________200_ г.
контроля толщины элементов сосуда методом ультразвуковой толщинометрии
Нормативно-техническая документация, по которой выполнен контроль______
Наименование прибора ___________, зав. номер ____________
Свидетельство о госповерке № _________ от _______________
Тип ПЭП __________________________
Карта контроля: см. Приложение _____
Результаты контроля
|
Наименование элемента сосуда |
Толщина стенки номин., мм |
Номер точки |
Толщина, мм |
Номер точки |
Толщина, мм |
Номер точки |
Толщина, мм |
Номер точки |
Толщина, мм |
Номер точки |
Толщина, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Контроль выполнили:
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
(Место для штампа) |
Зав. № Стр. ___ из ___
|
____________________________________ |
____________________________________ |
|
(Предприятие-исполнитель данного вида контроля) |
(Предприятие, эксплуатирующее сосуд) |
|
____________________________________ |
____________________________________ |
|
(Адрес) |
(Наименование сосуда) |
|
____________________________________ |
____________________________________ |
|
(Телефон, факс) |
(Заводской номер) |
|
____________________________________ |
|
|
(E-mail) |
|
Протокол № 3 от __________ 200 _ г.
контроля сплошности основного металла и металла околошовной зоны ультразвуковым методом
Нормативно-техническая документация, по которой выполнен контроль ______
Наименование прибора ___________, зав. номер ____________
Свидетельство о госповерке № _________от _______________
Тип ПЭП __________________________, зав. номер _________
Предельная чувствительность, мм2 ______________________
Карта контроля: см. Приложение_____
Результаты контроля
|
Условный номер дефекта |
Месторасположение дефекта |
Глубина залегания, мм |
Площадь (размеры) дефекта, мм2 |
Характер дефекта |
Примечание |
|
|
|
|
|
|
|
Эскиз расположения дефектов: см. Приложение________
Контроль выполнили:
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
(Место для штампа) |
Зав. № Стр. ___ из ___
|
____________________________________ |
____________________________________ |
|
(Предприятие-исполнитель данного вида контроля) |
(Предприятие, эксплуатирующее сосуд) |
|
____________________________________ |
____________________________________ |
|
(Адрес) |
(Наименование сосуда) |
|
____________________________________ |
____________________________________ |
|
(Телефон, факс) |
(Заводской номер) |
|
____________________________________ |
|
|
(E-mail) |
|
Протокол № 4 от ________ 200 __ г.
контроля сварных соединений магнитопорошковым методом
Нормативно-техническая документация, по которой выполнен контроль ______
Наименование прибора ____________, зав. номер _______________
Свидетельство о госповерке № ________ от ____________________
Тип магнитной суспензии ___________________________________
Средства проверки качества магнитной суспензии ____________
Чувствительность контроля _________________________________
Способ проведения контроля ________________________________
Карта контроля: см. Приложение ________
Результаты контроля
|
Наименование элемента сосуда |
Условное обозначение дефекта на карте |
Характер дефекта |
Размеры повреждения или дефекта, мм |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Эскиз расположения дефектов: см. Приложение________
Контроль выполнили:
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
(Место для штампа) |
Зав. № Стр. ___ из ___
|
____________________________________ |
____________________________________ |
|
(Предприятие-исполнитель данного вида контроля) |
(Предприятие, эксплуатирующее сосуд) |
|
____________________________________ |
____________________________________ |
|
(Адрес) |
(Наименование сосуда) |
|
____________________________________ |
____________________________________ |
|
(Телефон, факс) |
(Заводской номер) |
|
____________________________________ |
|
|
(E-mail) |
|
Протокол № 5 от _________ 200
__ г.
контроля
сварных соединений сосуда методом ультразвуковой дефектоскопии
Нормативно-техническая документация, по которой выполнен контроль ______
Наименование прибора __________, зав. номер ______________
Свидетельство о госповерке № _____________ от _________________
Тип ПЭП ________________, зав. номер ____________
А бр. п. л. = _____ dB, А бр. о. л. = _____ dB
Предельная чувствительность, мм2 _____________
Карта контроля: см. Приложение_______
Результаты контроля
|
Номер сварного соединения по карте контроля |
Описание результатов контроля |
Соответствие норме качества |
|||||||
|
Условн. номер дефекта |
Расстояние от базы, мм |
Эквивалентная площадь, мм2 |
Наибольш. глубина залегания, мм |
Условная протяженность, мм |
Условная ширина, мм |
Условная высота, мм |
Тип дефекта |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Эскиз расположения дефектов: см. Приложение ________
Контроль выполнили:
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
(Место для штампа) |
Зав. № Стр. ___ из ___
|
____________________________________ |
____________________________________ |
|
(Предприятие-исполнитель данного вида контроля) |
(Предприятие, эксплуатирующее сосуд) |
|
____________________________________ |
____________________________________ |
|
(Адрес) |
(Наименование сосуда) |
|
____________________________________ |
____________________________________ |
|
(Телефон, факс) |
(Заводской номер) |
|
____________________________________ |
|
|
(E-mail) |
|
Протокол № 6 от _______ 200 ___ г.
контроля твердости металла
Нормативно-техническая документация, по которой выполнен контроль ______
Наименование прибора ______________, зав. номер _____________
Свидетельство о госповерке № _____ от _______________
Стандартный образец _____________________
Карта контроля: см. Приложение __________
Результаты контроля
|
Номер сварного соединения по карте контроля/номер зоны контроля |
Твердость металла, НВ |
Номер сварного соединения по карте контроля/номер зоны контроля |
Твердость металла, НВ |
||||||||
|
основного |
шва |
зоны терм. влияния |
основного |
шва |
зоны терм. влияния |
||||||
|
т. 1 |
т. 5 |
т. 3 |
т. 2 |
т. 4 |
т. 1 |
т. 5 |
т. 3 |
т. 2 |
т. 4 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Контроль выполнили:
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
________________________ _______________ _______________ |
|
|
(Должность, уровень квалификации) (Подпись) (Фамилия И. О.) |
|
|
Удостоверение № ______, выдано _______, действительно до ________ |
|
|
(Место для штампа) |
Зав. № Стр. ___ из ___
Приложение Д
(Справочное)
Геометрические параметры, повреждения и дефекты, регистрируемые при визуальном и измерительном контроле сосуда. Определение характера структурной неоднородности металла
Д1.1 Геометрические параметры, повреждения, дефекты, регистрируемые при визуальном и измерительном контроле корпуса сосуда (обечаек и их соединений, днищ и их соединений с обечайками и опорами, патрубков и их соединений с обечайками, днищами и т.п.) приведены в таблице Д.1.
Таблица Д.1
|
Описание |
Регистрируемые параметры, повреждения, дефекты |
||
|
Трещины |
Дефект в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах сварного соединения и основного металла |
Трещины всех видов и направлений |
|
|
Свищи в сварном шве |
Дефект в виде воронкообразного или трубчатого углубления в сварном шве |
Все |
|
|
Подрезы |
Местное уменьшение толщины основного металла у границы сварного шва |
Все |
|
|
Прожоги и незаваренные кратеры |
Возникают при проплавлении основного и наплавленного металла с возможным образованием сквозных отверстий или незаполненных присадочным материалом отверстий, образующихся после угасания дуги в конце шва |
Все |
|
|
Коррозионные язвы (одиночные и скопления), эрозионные повреждения или другие дефекты нетрещиноподобного вида |
Локальное коррозионное или эрозионное повреждение (утонение)
стенки. При расстоянии между ближайшими кромками соседних повреждений более |
Одиночные повреждения максимальной протяженностью не более скопления повреждений глубиной более 0,1s или более 1 мм. (D - внутренний диаметр, s - текущая толщина) |
|
|
Смещение В кромок продольных швов обечаек и патрубков, хордовых и меридиональных швов днищ |
Расстояние В между срединными поверхностями в стыковом соединении. При измерении смещения В кромок листов толщиной s1 и s (s - наименьшая толщина) следует учитывать, что В1 < 0,5(s1 - s) + B, B2 < 0,5(s1 - s) - B, где B1, В2 расстояния между кромками листов |
Более 0,1s или 3 мм |
|
|
Смещение В кромок в кольцевых швах |
См. выше |
Для электрошлаковой сварки более 5 мм; для всех остальных в зависимости от толщины s свариваемых элементов: |
|
|
s, мм |
В более |
||
|
до 20 |
0,1s + 1 |
||
|
20 - 50 |
0,15s или 5 мм |
||
|
50 - 100 |
0,04s + 3,5 мм |
||
|
Увод (угловатость) сварных соединений |
Нарушение гладкости стыкового соединения |
Для обечаек: независимо от диаметра (D) более 5 мм; Для днищ из «лепестков»: при D £ 5000 мм более 6 мм; при D > 5000 мм более 8 мм; Для конических днищ: при D £ 2000 мм более 5 мм; при D > 2000 мм более 7 мм (D - внутренний диаметр обечайки или днища) |
|
|
Наплывы |
Натекания металла на поверхность основного металла без сплавления с ним |
Все |
|
|
Вогнутость или выпуклость (вмятина или выпучина) |
Местное изменение формы |
При высоте повреждения на обечайке: более 0,1s при s £ 20 мм, более 0,15s при s > 20 мм (s - толщина стенки); на эллиптическом днище: более 6 мм; на полусферическом днище: более 4 мм. |
|
|
Отклонение сосуда колонного типа от вертикали |
Отклонение от вертикали образующей сосуда. Измеряется с помощью приспособлений (рисок), предусмотренных для выверки вертикального положения. |
Для технологических аппаратов, к которым предъявляются специальные требования ОСТ 26291 к горизонтальности внутренних устройств: отклонения, превышающие допускаемые по проектной (конструкторской) документации; при отсутствии требований к вертикальности в проектной документации, отклонения, превышающие требования, установленные ВСН 351. Для остальных сосудов: отклонения более 1 % высоты сосуда или 5 % радиуса опоры. |
|
|
Отклонение от прямолинейности образующей цилиндрического корпуса |
Максимальное расстояние от фактической образующей в зоне отклонения до прямой, лежащей в плоскости образующей и соединяющей крайние точки зоны отклонения |
Не более 2 мм на длине 1 м, но не более 20 мм при длине корпуса до 10 м и не более 30 мм при длине корпуса свыше 10 м. При этом местная непрямолинейность не учитывается: в местах сварных швов, в зоне вварки патрубков штуцеров и люков в корпус, в зоне конусности обечайки, используемой для достижения допустимых смещений кромок в кольцевых швах, имеющих эллиптическое или отбортованное коническое днище |
|
|
Относительная овальность а корпуса сосуда |
В местах, где не установлены штуцера и люки: а = 200(Dmax - Dmin)/(Dmax + Dmin) В местах установки штуцеров и люков: а = 200(Dmax - Dmin - 0,02d)/(Dmax + Dmin) где Dmax и Dmln - наибольший и наименьший диаметры в одном поперечном сечении, d - внутренний диаметр патрубка |
Для сосудов, работающих под внутренним избыточном давлении, при а > 1,5 % Для сосудов, работающих без давления (под наливом), при а > 2 % Для сосудов, работающих под вакуумом, при а > 0,5 % |
|
Д.1.2 Параметры, повреждения, дефекты, регистрируемые при визуальном и измерительном контроле соединений с трубными досками:
расслоения, плены, трещины, разрывы на концах труб;
подрезы или закаты в переходных зонах вальцовочного пояса;
прилегание трубы к трубному отверстию в пределах вальцовочного корпуса;
отклонение угла разбортовки;
толщина стенки конца разбортованной трубы.
Д.2 Определение характера несплошности металла
Если измерение толщины проводилось с помощью толщиномера без экрана с изображением принимаемых эхо-сигналов и при этом получен аномальный результат, необходимо применить толщиномер, который оснащен экраном с изображением всех принимаемых эхо-сигналов (А-скан) или ультразвуковой дефектоскоп.
При наличии в материале «полупрозрачных» дефектов (структурной неоднородности металла без расслоения) изображение на экране будет иметь вид, как на рисунке Д.1. На рисунке импульс 1 - донное отражение, соответствующее фактической толщине, импульс 2 (таких импульсов может быть несколько) - соответствует глубине залегания неоднородности.
При присутствии «непрозрачных» дефектов (раскатанной поры, расслоения) изображение имеет вид, как на рисунке Д.2. В этом случае импульсы располагаются с одинаковым интервалом.
Для определения характера несплошности необходимо использовать нижеследующие признаки.
При наличии в материале строчечных металлургических дефектов (ликвации) плавное перемещение УЗ преобразователя будет сопровождаться скачкообразным изменением амплитуды и местоположения на экране эхо-сигнала 2, импульс 1 при этом всегда присутствует (рисунок Д.1).
При наличии одиночного включения (металлургического дефекта) незначительное перемещение УЗ преобразователя приведет к изображению только с одним (донным) сигналом.
В случае расслоения металла при перемещении УЗ преобразователя характер изображения (одинаковый интервал между импульсами, рисунок Д.2) не изменяется, вплоть до выхода преобразователя за границу расслоения.
|
|
|
|
а) |
б) |

S - толщина элемента; h - расстояние до дефекта; 1 - донный импульс; 2 - эхо-сигнал от «полупрозрачного» дефекта.
Рисунок Д.1 - Схема прозвучивания (а) и изображение на экране прибора (б) при наличии «полупрозрачных» строчечных дефектов
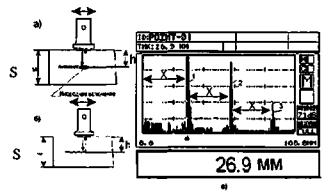
S - толщина элемента; h - расстояние до дефекта; 1, 2, 3 - одно-, двух- и трехкратно отраженные от дефекта ультразвуковые импульсы
Рисунок Д.2 - Схема прозвучивания стенки сосуда при наличии «непрозрачного» включения (а), расслоения (б) и получаемое изображение на экране толщиномера
Приложения Е1 - Е6
РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ РАСЧЕТОВ НА ПРОЧНОСТЬ И ОЦЕНКЕ ДОПУСТИМЫХ ДЕФЕКТОВ
Приложение Е1
(Обязательное)
Поверочные расчеты на прочность
Е1.1 Поверочные расчеты прочности проводятся, руководствуясь действующей отечественной нормативно-технической документацией: ГОСТ 14249, ГОСТ 24755 (для обечайки или днища с патрубком в зоне укрепления), ГОСТ 26202 (для обечайки или днища, подверженным действию опорной нагрузки в зоне опорного узла), ГОСТ Р 51273, ГОСТ Р 51274 (расчет на прочность аппаратов колонного типа), РД 26-14 (расчет на прочность элементов теплообменных аппаратов), РД 26-15 (расчет на прочность и герметичность фланцевых соединений), РД 26-6 (учет смещения кромок сварных соединений, угловатостей и некруглостей обечаек) и т.д. (см. РД 26.260.010).
При наличии трещиноподобных дефектов должен быть проведен расчет на прочность с учетом выявленных дефектов по моделям вязкого и хрупкого разрушения.
Примечание 1 - Требования к оценке сопротивления хрупкому разрушению (при выявлении трещиноподобных дефектов) приведены в приложении Е4, оценке склонности элементов сосуда к хрупкому разрушению - в приложении Е5, оценке допустимости размеров трещин - в приложении Е6.
Примечание 2 - Для сосудов импортной поставки при проведении расчетов необходимо использовать механические характеристики материалов, приведенные в паспорте сосуда (в расчете на прочность). В случае отсутствия в паспорте, они определяются из нормативной документации, на которую сделана ссылка в расчете, или из отечественной нормативной документации для отечественных аналогов импортных материалов (см., например, РД 0352-182).
Е1.2 При проведении расчетов по модели вязкого разрушения расчетную температуру, допускаемые напряжения определяют, руководствуясь требованиями раздела 1 ГОСТ 14249.
Допускается в качестве расчетной температуры принимать проектное значение расчетной температуры для определения допускаемых напряжений, если она не ниже температуры, определенной по ГОСТ 14249.
При проведении расчетов по модели хрупкого разрушения (приложение Е4) расчетная температура определяется в соответствии с требованиямип .Е5.2.2.
Е1.3 В качестве расчетного давления при фактически реализованных рабочих условиях следует принимать разрешенное давление.
Е1.4 При проведении поверочных расчетов по п. 9.3, 9.4.1 суммарная прибавка с к толщине в формулах принимается равной нулю. В качестве текущей толщины s* элемента принимается минимальное измеренное значение по данным протокола ультразвуковой толщинометрии.
Е1.5 В качестве допускаемой толщины sд элемента (рассматриваются обечайки, днища, элементы узлов врезки патрубков, опорных узлов и т.д.) в п. 10.2 принимается величина s* - смах, где смах - максимальная величина прибавки к толщине в расчетных формулах, при которой выполняется условие прочности для сосуда. При необходимости (например, при расчете допускаемых толщин элементов узла врезки патрубка по ГОСТ 24755), значение смах определяется методом последовательных приближений, считая его одинаковым для элементов узла врезки, находящихся в контакте с продуктом.
Е1.6 Вне зоны укрепления отверстий или зоны опорного узла (размеры зон определяются в нормативно-технической документации) допускаемая толщина элемента равна расчетной толщине по ГОСТ 14249.
Е1.7 Для эллиптических днищ, изготовляемых штамповкой, допускается утонение в зоне отбортовки, если его величина не превышает 15 % расчетной толщины листа по ГОСТ 14249.
Данные о фактическом нагружении сосуда определяются при проведении анализа технической (эксплуатационной) документации (п. 5).
Накопленное за время эксплуатации число циклов Nэ нагружения определяется из циклограммы нагружения (для сосудов, работающих циклически) и графиков изменения рабочего давления. Для сосуда, работающего, согласно технической документации, статически
Nэ = kTэN*/T*,
где Тэ - время эксплуатации сосуда (в годах), Т*, - количество лет, по которым имеется информация о фактическом нагружении, N* - накопленное число циклов за время Т*. Коэффициент k = 1,5 ... 2. При Т* = 2 года рекомендуется принимать k = 2.
Проверка выполнения циклической прочности проводится в соответствии с требованиями ГОСТ 25859. При проведении расчетов необходимо использовать прогнозируемую толщину стенки на момент исчерпания нового назначенного срока эксплуатации.
В технически обоснованных случаях (при числе циклов более 0,5×106) допускается обоснование циклической прочности сосуда выполнять, руководствуясь ПНАЭ Г-7-002.
Приложение Е2
(Обязательное)
Оценка параметров, характеризующих утонение стенки
Е2.1 Оценка параметров, характеризующих утонение стенки, проводится при вторичном и последующем i-ом экспертном диагностировании на основе расчетных оценок толщины s*1 на момент проведения первичного экспертного диагностирования и текущей толщины s*i элементов корпуса сосуда, которые определяются в соответствии с требованиями приложения Е3.
Е2.2 Расчетные оценки скорости Vi равномерной коррозии определяют по формулам:
![]()
- при проведении 2-го экспертного технического диагностирования и
- при проведении 3-го экспертного технического диагностирования,
где
![]()
![]()
![]()
![]()
ti - период времени между началом эксплуатации и текущим экспертным обследованием.
Приложение Е3
(Обязательное)
Оценка текущей толщины элементов сосуда
Е3.1 Оценка текущей толщины элемента проводится путем статистической обработки данных ультразвуковой толщинометрии.
Статистической обработке подвергаются все данные за исключением минимальных значений, которые явно (по результатам визуального и измерительного контроля) относятся к поверхностным дефектам (язвам, эрозионным повреждениям, раковинам и т.п.), размеры которых должны быть определены при проведении визуального и измерительного контроля.
Е3.2
Данные делятся на группы ![]() данных (i - номер точки контроля, k - номер группы,
состоящей из nk данных). Данные одной группы - это данные, относящиеся к
одному и тому же элементу сосуда и одной и той же, по результату воздействия
эксплуатационно-коррозионных факторов, зоне элемента. Например, для сосудов
колонного типа - это результаты измерения толщины в точках контроля, лежащих в
одном (k-ом) поперечном сечении сосуда,
для сосудов хранения или транспортировки - лежащих в одном (k-ом) горизонтальном сечении.
данных (i - номер точки контроля, k - номер группы,
состоящей из nk данных). Данные одной группы - это данные, относящиеся к
одному и тому же элементу сосуда и одной и той же, по результату воздействия
эксплуатационно-коррозионных факторов, зоне элемента. Например, для сосудов
колонного типа - это результаты измерения толщины в точках контроля, лежащих в
одном (k-ом) поперечном сечении сосуда,
для сосудов хранения или транспортировки - лежащих в одном (k-ом) горизонтальном сечении.
Е3.3
Расчетное значение ![]() текущей толщины для k-ой группы,
содержащей nk данных, оценивается как нижняя граница доверительного
интервала для среднего значения:
текущей толщины для k-ой группы,
содержащей nk данных, оценивается как нижняя граница доверительного
интервала для среднего значения:
![]()
 (1)
(1)
где ![]() - статистическое среднее данных k-ой группы,
вычисляемое по формуле
- статистическое среднее данных k-ой группы,
вычисляемое по формуле
 (2)
(2)
![]() - статистическая оценка среднеквадратического отклонения толщины:
- статистическая оценка среднеквадратического отклонения толщины:
 (3)
(3)
![]() - процентные точки распределения Стьюдента с п - 1 степенями свободы,
соответствующие уровню значимости a, связанном с доверительной вероятностью g соотношением: g = 1 - a . Значения
процентных точек приведены в таблице Е3.1.
- процентные точки распределения Стьюдента с п - 1 степенями свободы,
соответствующие уровню значимости a, связанном с доверительной вероятностью g соотношением: g = 1 - a . Значения
процентных точек приведены в таблице Е3.1.
Е3.4 Доверительную вероятность g рекомендуется выбирать не менее 0,9.
Е3.5 Число точек nk измерений в k-ой группе при доверительной вероятности g должно быть не менее указанного в таблице Е3.2 и зависит от коэффициента vk вариации толщины металла в этой группе и относительной погрешности dk оценки текущей толщины1).
______________
1) Величина относительной погрешности dk оценки текущей толщины не должна превышать 0,05.
Таблица Е3.1 - Значения функции ![]()
|
n - 1 |
a/2 |
|||
|
0,050 |
0,025 |
0,010 |
0,005 |
|
|
1 |
6,314 |
12,706 |
31,821 |
63,657 |
|
2 |
2,920 |
4,303 |
6,965 |
9,925 |
|
3 |
2,353 |
3,182 |
4,541 |
5,841 |
|
4 |
2,132 |
2,776 |
3,747 |
4,604 |
|
5 |
2,015 |
2,571 |
3,365 |
4,032 |
|
6 |
1,943 |
2,447 |
3,143 |
3,707 |
|
7 |
1,895 |
2,365 |
2,998 |
3,499 |
|
8 |
1,860 |
2,306 |
2,896 |
3,355 |
|
9 |
1,833 |
2,262 |
2,821 |
3,250 |
|
10 |
1,812 |
2,228 |
2,764 |
3,169 |
|
11 |
1,796 |
2,201 |
2,718 |
3,106 |
|
12 |
1,782 |
2,179 |
2,681 |
3,055 |
|
13 |
1,771 |
2,160 |
2,650 |
3,012 |
|
14 |
1,761 |
2,145 |
2,624 |
2,977 |
|
15 |
1,753 |
2,131 |
2,602 |
2,947 |
|
16 |
1,746 |
2,120 |
2,583 |
2,921 |
|
17 |
1,740 |
2,110 |
2,567 |
2,898 |
|
18 |
1,734 |
2,101 |
2,552 |
2,878 |
|
19 |
1,729 |
2,093 |
2,539 |
2,861 |
|
20 |
1,725 |
2,086 |
2,528 |
2,845 |
|
21 |
1,721 |
2,080 |
2,518 |
2,831 |
|
22 |
1,717 |
2,074 |
2,508 |
2,819 |
|
23 |
1,714 |
2,069 |
2,500 |
2,807 |
|
24 |
1,711 |
2,064 |
2,492 |
2,797 |
|
25 |
1,708 |
2,060 |
2,485 |
2,787 |
Коэффициент вариации vk вычисляется по формуле
 (4)
(4)
а относительная
погрешность ![]() , где ek - ширина доверительного
интервала (см. формулу (1)).
, где ek - ширина доверительного
интервала (см. формулу (1)).
Е3.6
В качестве оценки текущей толщины элемента сосуда принимают минимальное
значение из всех значений ![]() ,
принадлежащих данному элементу.
,
принадлежащих данному элементу.
Таблица Е3.2 - Минимальное число измерений толщины
|
g |
Минимальное число измерений при коэффициенте v, равном |
||||
|
0,02 |
0,03 |
0,04 |
0,05 |
||
|
0,02 |
0,9 |
3 |
7 |
11 |
17 |
|
0,95 |
4 |
9 |
16 |
25 |
|
|
0,03 |
0,9 |
2 |
3 |
5 |
8 |
|
0,95 |
2 |
4 |
7 |
11 |
|
|
0,04 |
0,9 |
1 |
2 |
3 |
5 |
|
0,95 |
1 |
3 |
4 |
6 |
|
|
0,05 |
0,9 |
1 |
2 |
2 |
3 |
|
0,95 |
1 |
2 |
3 |
4 |
|
Приложение Е4
(Обязательное)
Расчетная оценка сопротивления хрупкому разрушению при выявлении трещиноподобных дефектов
Е4.1 Расчет проводится для двух расчетных случаев: рабочих условий и гидравлических (пневматических) испытаний. В качестве расчетного давления при анализе рабочих условий принимается разрешенное давление. При гидравлическом (пневматическом) испытании - пробное давление по ПБ 10-115. Расчетная температура определяется в соответствии с требованием п. Е5.2.2.
Е4.2 Сопротивление хрупкому разрушению в условиях растяжения для трещиноподобного дефекта считается обеспеченным при выполнении условия:
К1 £ [КСI].
Здесь
КI - расчетное значение коэффициента интенсивности напряжений,
[КСI] - допускаемое значение коэффициента интенсивности напряжений материала в исходном состоянии
Е4.3 Схематизация выявленных неразрушающими методами контроля трещиноподобных дефектов проводится в соответствии с рекомендациями МР 125-02.
Для трещиноподобного дефекта в сварном соединении патрубка при проведении расчета допускается его замена кольцевой трещиной длиной, равной максимальной длине выявленного дефекта.
Е4.4 Значения коэффициентов КI интенсивности напряжений для расчетных трещиноподобных дефектов вычисляют методами механики разрушения, используя, например, ПНАЭ Г-7-002, специальную литературу или математическое моделирование и прикладные программы.
Е4.5 Температурные зависимости допускаемых коэффициентов интенсивности напряжений для ряда сталей и их сварных соединений в исходном состоянии приведены на рисунках Е4.1 - Е4.3.
Е4.6 При определении допускаемых значений критического коэффициента интенсивности напряжений для текущего (на момент проведения экспертного обследования) состояния сосуда в качестве температуры Т на рисунках Е4.1 - Е4.3 следует принять величину Тр - DТ, где Тр - расчетная температура (см. Е1.21.2), DТ - сдвиг температуры.
Для стали 16ГС следует принять DТ = 30 °С, для стали 09Г2С - DT = 20 °С.
[КСI], МПа![]()

1 - толщина проката 8 ... 20 мм, 2 - толщина проката 21 ... 40 мм, 3 - толщина проката 41 ... 60 мм
Рисунок Е4.1 - Температурная зависимость допускаемых значений коэффициента интенсивности напряжений для нормализованной стали 09Г2С
[КСI], МПа![]()

1 - толщина проката 10 ... 15 мм, 2 - толщина проката 16 ... 20 мм, 3 - толщина проката 21 ... 50 мм, 4 - сварное соединение (околошовная зона) при толщине свариваемых листов 10 ... 20 мм
Рисунок Е4.2 - Температурная зависимость допускаемых значений коэффициента интенсивности напряжений для нормализованной стали 16ГС
[КСI], МПа![]()

1 - сталь 20К в нормализованном состоянии, 2 - сталь Ст3сп в нормализованном состоянии, 3 - сталь Ст3сп в горячекатаном состоянии
Рисунок Е4.3 - Температурная зависимость допускаемых значений коэффициента интенсивности напряжений стали 20К и Ст3сп при толщинах проката 10 ... 25 мм
Е4.7 Для сталей и сварных соединений, для которых значения [КСI] не приведены на рисунках Е4.1 - Е4.3, допускается значения [КСI] определять по ПНАЭ Г-7-002 по приведенной температуре (Тр - ТVк(ф)), где ТVк(ф) - фактическое значение критической температуры хрупкости, устанавливаемое, руководствуясь приложением Е5. При определении значений [КСI] коэффициент запаса прочности n принимается равным 1,66, а значение температурного запаса DТ = 30 °С.
Приложение Е5
(Рекомендуемое)
Оценка склонности металла конструктивных элементов сосуда к хрупкому разрушению
Е5.1 Общие положения
Е5.1.1 Охрупчивание материала сосуда или отдельных его элементов (зон) обусловлено технологическими и эксплуатационными факторами, вызывающими пластические деформации1) (наклеп), деформационное старение2), появление закалочных структур3), наводораживание4) металла, коррозионное растрескивание под напряжением5).
______________
1) Пластическая деформация (наклеп) возникает при проведении технологических операций: вальцовке, холодной штамповке и т.п., приводящих к увеличению плотности дефектов кристаллической решетки;
2) Деформационное старение обусловлено снижением подвижности дефектов кристаллической решетки (дислокаций) за счет закрепления их атомами внедрения типа углерода и азота;
3) Закалочные структуры появляются при нарушении технологии сварки (попадании влаги в сварочную ванну), при ускоренном охлаждении сварного соединения;
4) Наводораживание происходит при попадании влаги в сварочную ванну, использовании непросушенных материалов;
5) Коррозионное растрескивание под напряжением обуславливается одновременным воздействием механических нагрузок и электрохимических процессов коррозии.
Е5.1.2 К технологическим факторам охрупчивания относятся все виды воздействий на стадиях изготовления, транспортировки и монтажа сосуда: вальцовка оболочек, холодная штамповка днищ, подгиб кромок обечаек, усадка металла в околошовной зоне при сварке, ускоренное охлаждение сварного соединения и т.д.
Е5.1.3 К эксплуатационным факторам охрупчивания относятся все виды механических, коррозионно-механических и коррозионных воздействий в период эксплуатации сосуда, включая пуски, остановки, гидравлические (пневматические) испытания: циклическое нагружение корпуса и прежде всего сварных соединений, вызванное изменением давления, температуры, сезонной подвижкой фундаментов опор сосуда и примыкающих трубопроводов, вибрацией трубопроводов; коррозионное растрескивание под напряжением в зоне воздействия жидкой фазы, вызванное одновременным воздействием механических нагрузок и электрохимических процессов коррозии.
Е5.2 Методика оценки склонности к хрупкому разрушению
Е5.2.1 Оценка склонности элементов сосуда к хрупкому разрушению производится на основе сопоставления фактического значения критической температуры ТVк(ф) или ее оценки с использованием паспортного значения ударной вязкости с расчетно-нормируемым значением критической температуры ТVк(р-н) хрупкости.
Е5.2.2 За расчетную температуру Тр принимается минимальное значение из нижеследующих:
минимальной температуры стенки аппарата, которая может реализоваться на любом режиме работы сосуда, находящегося под давлением;
абсолютной минимальной температуры наружного воздуха данного района (СНиП 2.01.01), если температура стенки сосуда, находящегося под давлением, может стать отрицательной от воздействия окружающего воздуха;
средней температуры воздуха наиболее холодной пятидневки данного района с обеспеченностью 0,92 (СНиП 2.01.01), если температура стенки сосуда, находящегося под давлением, положительная.
Е5.2.3 Значения расчетно-нормируемой критической температуры ТVк(р-н) хрупкости марок сталей, соответствующие значениям критической температуры хрупкости, устанавливаемым на поперечных образцах типа 11 по ГОСТ 9454 (образцы с V-образным надрезом типа Шарли), определяются по номограмме (рисунок Е5.1) в зависимости от уровня гарантированного предела текучести, толщины листа и расчетной температуры Тр.
Е5.2.4 Для проката с гарантированным пределом текучести выше 390 МПа расчетно-нормируемая критическая температура ТVк(р-н) хрупкости принимается равной расчетной температуре Тр.
Е5.2.5 Условие обеспечения заданного уровня ударной вязкости на образцах Шарпи при назначенной в соответствии с п. Е5.2.3 температуре испытания эквивалентно требованию гарантии определенного значения (уровня) критической температуры хрупкости ТVк(р-н). Оценка ТVк(р-н) применяется для начальной номинальной толщины самого толстого листа обечайки (или другого элемента) сосуда.
Е5.2.6 Для низколегированных сталей 16ГС и 09Г2С, согласно ГОСТ 5520 и ТУ 14-1-3832-84, нормированная величина ударной вязкости KCU, определяемая на поперечных образцах Менаже, устанавливается равной 34, 39 и 44 Дж/см2.
Е5.2.7 Для стали с пределом текучести 315 МПа и ниже допускается (в интервале температур, ограничиваемых сверху нормируемым уровнем ударной вязкости 34 Дж/см2) снижение нормируемого значения ударной вязкости на поперечных образцах Менаже до 29 Дж/см2, при условии, что для одного из трех образцов разрешается снижение ударной вязкости на 5 % ниже нормированной величины. Для термически обработанной стали 10Г2С1 категорий 7, 8 и 9 при толщинах 10 ... 60 мм допускается снижение нормируемого значения ударной вязкости до 24 Дж/см2.
Определение фактической критической температуры ТVк(ф) хрупкости сосуда проводится, руководствуясь п. 5.5 Приложения 2 ПНАЭ Г-7-002. При этом в качестве критериальных значений ударной вязкости следует принимать значения, соответствующие требованиям ПБ 03-384, определяющим допускаемые значения ударной вязкости в зависимости от температуры.
Е5.2.8.1 В качестве фактического значения критической температуры ТVк(ф) хрупкости сосуда принимается наибольшее из значений ТVк(ф) основных элементов сосуда. Это же требование относится и к сосуду, элементы которого изготовлены из разных марок стали.
ТVк(ф) £ ТVк(р-н).
Е5.2.8.3 Трещинообразование металла при выполнении условия п. Е5.2.8.2 наиболее вероятно обусловлено либо циклическим нагруженном зоны трещинообразования1), либо нарушением технологии сварки2) при изготовлении (ремонте) сосуда.
Примечания: 1) Характерные признаки: трещина проходит по зоне сплавления, сглаженный характер траектории трещины;
2) Характерные признаки: расположение в зоне максимального усиления шва (часто поперек шва), в зоне кратера или свища; изломы и разветвления траектории, сравнительно небольшие размеры.
Е5.2.8.4 При невыполнении условия п. Е5.2.8.2 сосуд может быть допущен к дальнейшей эксплуатации либо по заключению специализированной научно-исследовательской организации, либо после проведения ремонта сосуда с заменой элемента, обладающего склонностью к хрупкому разрушению, на элемент, отвечающий условию п. Е5.2.8.2.
Е5.2.9 Для сосудов, у которых в технической документации (в паспорте) имеются данные по ударной вязкости KCU примененных марок сталей (полученные при испытаниях образцов типа Менаже (тип 1 по ГОСТ 9454)), проводится априорная оценка склонности к хрупкому разрушению.
ТUк(n) + DTU-Vк £ ТVк(р-н).
При выполнении данного условия металл не склонен к хрупкому разрушению.
Здесь:
ТUк(n) - критическая температура хрупкости, определенная на образцах типа Менаже по нормируемому категорией качества значению ударной вязкости при заданной температуре испытания;
DTU-Vк - смещение критической температуры хрупкости при переходе от образца типа Менаже к образцу типа Шарпи (ГОСТ 9454).
Так, для Ст3сп при толщине проката 10 ... 25 мм по ГОСТ 14637-89 требуется, чтобы ударная вязкость KCU была не менее 29 Дж/см2 (3 кгс×м/см2) при температуре испытания минус 20 °С. Предполагается, что это равносильно выполнению условия ТUк(n) > (KCU = 3 кгс×м/см2) = -20 °С.
Е5.2.9.2 Величина DTU-Vк зависит от класса прочности стали и нормируемого значения ударной вязкости. В таблице Е5.3 приведены значения DTU-Vк при нормируемых величинах ударной вязкости 25 ... 30 Дж/см2 (числитель) и 35 ... 45 Дж/см2 (знаменатель) для сталей с различной прочностью (пределом текучести).
Таблица Е5.3
|
DTU-Vк, °С |
|
|
245 ... 315 |
36/34 |
|
315 ... 345 |
30/28 |
|
более 345 |
24/20 |
Е5.2.9.3 Учитывая, что при оценке качества (хладостойкости) стали по уровню ударной вязкости применяется односторонний критерий KCU £ A (или KCV £ Б), то фактическое значение критической температуры стали ТUк(n) + DTU-Vк может быть намного ниже ТVк(р-н). С учетом этого обстоятельства при невыполнении условия п. Е5.2.9.1 возможна переаттестация (переиспытание образцов) качества стали с оценкой ее соответствия условию п. Е5.2.8.2.
Е5.2.9.4 При невыполнении условия п. Е5.2.9.1, если материал не был переаттестован (см. п. Е5.2.9.3), при отсутствии дефектов и повреждений, указанных в п. Е5.2.8, сосуд может быть допущен к дальнейшей эксплуатации только по заключению специализированной научно-исследовательской организации.
В случае переаттестации материала решения принимаются в соответствии с требованиями п. Е5.2.8.2 - Е5.2.8.4.
Е5.2.10 Допускается оценку степени охрупчивания металла под воздействием эксплуатационных факторов проводить с использованием микропроб согласно РД 03-380.
Толщина листа, мм

Расчетно-нормируемая критической температуры ТVк(р-н) хрупкости, °С
Расчетная температура металла, °С
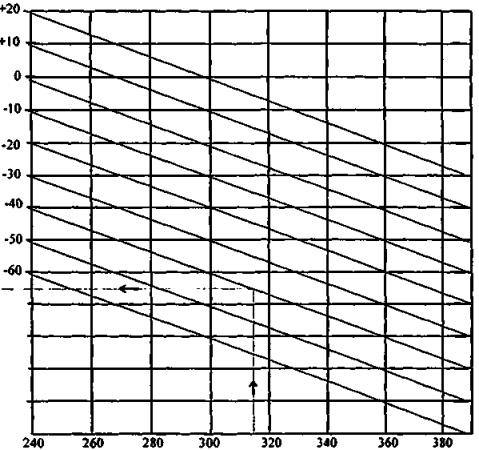
Гарантированный минимальный предел текучести, МПа
Рисунок Е5.1 - Номограмма для определения расчетно-нормируемой критической температуры ТVк(р-н) хрупкости (штриховой линией показан порядок действий)
Приложение Е6
(Справочное)
Оценка технического состояния сосудов с трещиноподобными дефектами
Е6.1 Область распространения
Данное приложение распространяется на сосуды
- эксплуатируемые в северных районах Российской Федерации при температурах стенки от минус 60 °С до +300 °С;
- изготовленные из низколегированных сталей 09Г2С, 16ГС, 17ГС1, 17ПС, 10Г2С1 и имеющие в диапазоне рабочих температур предел прочности sв не менее 380 МПа, предел текучести s0,2 не менее 210 МПа;
- расчетное обоснование прочности которых соответствует требованиям ГОСТ 14249, ГОСТ 24755;
- подвергающиеся в процессе эксплуатации одновременному воздействию статических и циклических нагрузок;
- с толщиной стенки обечаек, днищ и патрубков штуцеров и люков 5 ... 50 мм, отношением диаметра d патрубка штуцера к диаметру D обечайки не более 0,3;
- с усредненным по толщине стенки градиентом температуры при эксплуатации не более 0,5 °С/мм;
- общие мембранные напряжения в обечайках и днищах которых не превышают 140 МПа;
- нагруженность конструктивных элементов которых не более приведенной в п. Е6.4.
Е6.2 Основные положения
Е6.2.1 Оценка допускаемых размеров трещиноподобных дефектов в обследуемом сосуде проводится по таблицам Е6.4 - Е6.7 после проверки выполнения требований п.п. Е6.3, Е6.5, Е6.6.
Е6.2.2 Расчет допускаемых размеров дефектов, приведенных в таблицах Е6.5 - Е6.7, выполнен с учетом их подрастания в процессе эксплуатации под действием циклических и статических нагрузок.
Е6.2.3 Расчетные зависимости для определения скорости развития усталостных трещин в низколегированных сталях и их сварных соединениях получены на основе анализа и обобщения экспериментальных и литературных данных по циклической трещиностойкости. Расчетные зависимости учитывают влияние коэффициента асимметрии цикла и высокочастотного спектра нагрузок и могут быть использованы в широком диапазоне изменения скоростей роста трещин (до 10-13 м/цикл).
Е6.2.4 Предельное состояние сосудов в расчетной схеме определяется по критериям вязкого (пластической нестабильность) и хрупкого разрушения.
Е6.2.5 При определении допускаемых размеров дефектов толщина стенки сосуда принимается с учетом утонения за счет коррозионного и эрозионного износа на конец назначенного срока эксплуатации.
Е6.2.6 Расчет допускаемых размеров выполнен для поверхностных трещиноподобных дефектов. Для внутренних дефектов приведенные оценки допускаемых размеров трещиноподобных дефектов являются консервативными.
Е6.2.8 Схема оценки технического состояния сосудов с выявленными трещиноподобными дефектами представлена на рисунке Е6.1. Последовательность оценки технического состояния сосуда приведена в п.п. Е6.3 - Е6.8.
Е6.3.1 Эксплуатационная нагруженность сосуда зависит от режима эксплуатации, конструктивно-технологических особенностей и условий монтажа.
Е6.3.2 Эксплуатационная нагруженность конструктивных элементов сосуда с дефектами определяется по данным технической документации (сменных журналов и т.п.), а также по результатам текущего и предшествующего обследований (виброметрии, тензометрии) диагностируемого и/или аналогичного сосуда.
Е6.3.3 Результаты определения действующих напряжений представляют в табличном виде, с указанием уровня напряжений и частотного спектра нагрузок, количества циклов нагружения. Рекомендуемая форма представления информации об эксплуатационной нагруженности дана в виде таблицы Е6.1.
Е6.4 Нагруженность конструктивных элементов сосуда расчетной схемы
Нагруженность конструктивных элементов сосуда расчетной схемы, приведенная в таблицах Е6.2 и Е6.3, задана с учетом:
- допускаемых мембранных напряжений, определяемых по условиям расчета сосуда на статическую прочность:
для гладкой части обечайки мембранные напряжения составляют
![]()
для зоны приварки патрубка уровень напряжений, усредненных по толщине стенки сосуда, действующих в радиальном направлении (по отношению к оси патрубка), не превышает величин, указанных в таблице Е6.3; для консервативности расчета предельных состояний эти напряжения приняты равными максимальным общим мембранным напряжениям sм1 = 140 МПа;
- максимальных изгибных напряжений (компенсационных монтажных) напряжений в зоне приварки патрубка от подводящего трубопровода (по критерию появления упругопластического шарнира в трубопроводе) sк = 100 МПа;
- остаточных напряжений в сварном шве и околошовной зоне sост = 110 МПа (при температуре отпуска после сварки не ниже 550 °С);
- вибрационных напряжений в обечайке и в зонах приварки патрубков, уровень и частотный спектр которых установлен по данным тензометрических исследований ряда сосудов, работающих под давлением, при различных, в том числе и форсированных, рабочих режимах.
Е6.5.1 Нагруженность конструктивных элементов обследуемого сосуда сопоставляют с нагруженностью элементов сосуда расчетной схемы.
Е6.5.2 Если нагруженность обследуемого сосуда не превышает нагруженность сосуда расчетной схемы, то оценка допускаемых дефектов проводится по таблицам Е6.4 - Е6.7.
Е6.5.3 Если нагруженность обследуемого сосуда превышает нагруженность сосуда расчетной схемы, то для расчета допускаемых размеров дефектов привлекается специализированная организация или принимается решение о ремонте или замене оборудования.
Е6.5.4 При отсутствии возможности представления данных по эксплуатационной нагруженности сосуда в рекомендуемой форме (см. п. Е6.3.3) для перехода к выполнению пп. Е6.6 - Е6.8 необходимо дать обоснование того, что нагруженность обследуемого сосуда не превышает нагруженность сосуда расчетной схемы.
Е6.6 Схематизация выявленных неразрушающими методами контроля дефектов
Е6.6.1 Схематизация выявленных неразрушающими методами дефектов проводится в соответствии с МР 125-02.
Е6.6.2 Схематизация дефектов обеспечивает возможность представления результатов неразрушающего контроля в удобном для анализа и расчета виде. Выявленные дефекты рассматривают как трещиноподобные и заменяют эквивалентными полуэллиптическими (эллиптическими, четвертьэллиптическими) трещинами.
Е.6.6.3 При наличии смещения кромок сварных швов с выявленными дефектами величина смещения включается в размер схематизированного дефекта.
Е6.7 Определение допускаемых размеров дефектов
Е6.7.1 Определяют соответствие конструктивного исполнения (толщина стенки) и температуры эксплуатации условиям, обеспечивающим вязкий характер разрушения, см. таблицу Е6.4.
Е6.7.2 При выполнении условий, приведенных в таблице Е6.4, допускаемые размеры трещиноподобных дефектов для обечайки сосуда и патрубковой зоны по критериям вязкого разрушения определяют по таблицам Е6.5 и Е6.6.
Е6.7.3 При невыполнении условий, приведенных в таблице Е6.4, и возможности хрупкого разрушения допускаемые размеры трещиноподобных дефектов для обечайки сосуда и патрубковой зоны определяют как минимальное значение из таблиц Е6.5, Е6.7 или Е6.6, Е6.7.
Е6.8 Оценка технического состояния сосуда
Е6.8.1 Оценку технического состояния сосуда с выявленными дефектами проводят с учетом требований п. 9 настоящего документа.
Е6.8.2 Если эксплуатационная нагруженность обследуемого сосуда не превышает нагруженность сосуда расчетной схемы и размеры выявленных дефектов оказываются меньше допускаемых, то сосуд признается работоспособным и принимается решение о его допуске в эксплуатацию в соответствии с п. Е6.2.7.
Е6.8.3 Если размеры выявленных дефектов оказываются больше допускаемых, то сосуд признается неработоспособным и к дальнейшей эксплуатации не допускается. При необходимости следует обращаться в специализированную организацию для выполнения специального расчета с учетом особенностей эксплуатационной нагруженности, размеров и расположения дефектов, марки стали, механических свойств материалов. По результатам этих расчетов принимается техническое решение о допуске сосуда к дальнейшей эксплуатации, ремонте или о выводе из эксплуатации.
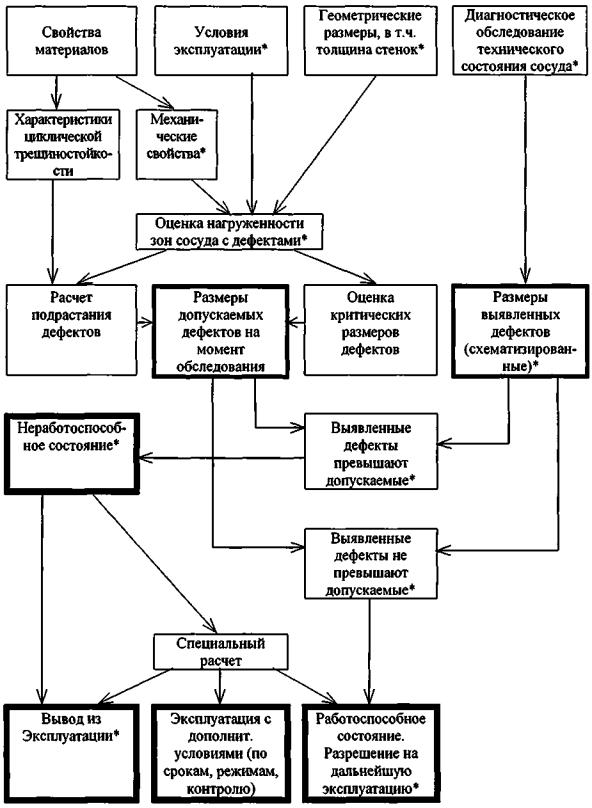
____________
* Операции, выполняемые при экспертном диагностировании сосуда
Рисунок Е6.1 - Схема оценки технического состояния сосудов с выявленными
Таблица Е6.1 - Форма представления данных по эксплуатационной нагруженности сосуда
|
Причина возникновения напряжения |
Напряжения |
Уровень напряжений |
Оценка количества циклов, частота нагружения |
|
|
Гладкая часть сосуда |
Внутреннее давление |
Мембранные кольцевые и осевые напряжения |
|
|
|
Пульсация давления |
Циклические мембранные кольцевые и осевые напряжения |
|
|
|
|
Вибрация |
Кольцевые и осевые напряжения |
|
|
|
|
Изгибные весовые или механические нагрузки |
Напряжения от веса горизонтального сосуда и его содержимого или от присоединенных деталей |
|
|
|
|
Температурный перепад по длине или периметру сосуда |
Общие температурные напряжения на границе раздела сред или от неравномерности температур по объему сосуда |
|
|
|
|
Термоциклирование |
Напряжения на границе раздела сред при изменении температуры подводимой жидкости |
|
|
|
|
Температурный перепад по толщине стенки |
Местные температурные напряжения от разности температур внутри и снаружи |
|
|
|
|
Сварное соединение в гладкой (неподкрепленной) части сосуда |
Отсутствие термообработки или предварительного подогрева, или их недостаточность |
Остаточные напряжения в шве и околошовной зоне |
|
|
|
Разнородность свариваемых материалов |
Температурные напряжения от разности коэффициентов температурного расширения свариваемых материалов |
|
|
|
|
Конструктивный или технологический непровар |
Напряжения в зоне концентрации от непровара |
|
|
|
|
Зона соединения с днищами и фланцами |
Перепад жесткости |
Изгибные напряжения по толщине стенки |
|
|
|
Галтели |
Напряжения в галтелях |
|
|
|
|
Затяжка шпилек |
Изгибные и растягивающие напряжения во фланцах и зонах перехода |
|
|
|
|
Днище |
Изгиб плоского, эллиптического или торосферического днища от внутреннего давления |
Изгибные напряжения по толщине стенки |
|
|
|
Люки и иные концентраторы |
Напряжения в зонах концентраторов |
|
|
|
|
Зона патрубков или штуцеров |
Отверстия под патрубки или штуцера |
Напряжения в зоне отверстий |
|
|
|
Компенсационные, монтажные нагрузки от трубопроводов |
Напряжения в зонах приварки и галтельных переходов, изгибные напряжения, передающиеся на стенку сосуда |
|
|
Таблица Е6.2 - Нагруженность гладкой части обечайки сосуда (расчетная схема)
|
Напряжения |
Наличие в расчетном случае |
Уровень напряжений |
Оценка количества циклов |
|
|
Внутреннее давление |
Мембранные напряжения |
+ |
140 МПа |
100 в год |
|
Пульсация давления |
Циклические мембранные напряжения |
+ |
21 МПа |
2000 в год |
|
Вибрация |
Вибрационные напряжения |
+ |
0,34 МПа |
32 Гц |
|
Отсутствие термообработки или предварительного подогрева или их недостаточность |
Остаточные напряжения в шве и околошовной зоне |
+ |
110 МПа |
- |
Таблица Е6.3 - Нагруженность зоны приварки патрубка сосуда (расчетная схема)
|
Напряжения |
Наличие в расчетном случае |
Уровень напряжений |
Оценка количества циклов |
|
|
Внутреннее давление в обечайке |
Мембранные напряжения |
+ |
90 МПа |
100 в год |
|
Пульсация давления |
Циклические мембранные напряжения |
+ |
14 МПа |
2000 в год |
|
Вибрация |
Вибрационные напряжения с учетом концентрации |
+ |
5,8 МПа |
32 Гц |
|
Отсутствие термообработки или предварительного подогрева или их недостаточность |
Остаточные напряжения в шве и околошовной зоне |
+ |
110 МПа |
- |
|
Компенсационные, монтажные нагрузки от трубопроводов |
Напряжения в зонах приварки и галтельных переходов, изгибные напряжения, передающиеся на стенку сосуда |
+ |
100 МПа |
100 и 2000 в год от пульсации |
|
Концентрация напряжений от всех видов нагрузок |
Напряжения в зонах приварки и галтельных переходов |
+ |
Коэффициент концентрации напряжений 4 |
100 и 2000 в год от пульсации |
Таблица Е6.4 - Условия, обеспечивающие вязкий характер разрушения
|
Температура эксплуатации, °С не ниже |
|
|
50 |
31 |
|
40 |
22 |
|
30 |
9 |
|
20 |
-12 |
|
15 |
-31 |
|
10 |
-72 |
Таблица Е6.5 - Допускаемые дефекты для обечайки сосуда по критериям вязкого разрушения
|
Протяженность, мм не более |
Глубина, мм не более |
Протяженность, мм не более |
Глубина, мм не более |
Протяженность, мм не более |
Глубина, мм не более |
Протяженность, мм не более |
Глубина, мм не более |
|
|
5,0 |
20,0 |
1,8 |
30,0 |
1,6 |
40,0 |
1,5 |
50,0 |
1,4 |
|
7,5 |
30,0 |
2,6 |
45,0 |
2,3 |
60,0 |
2,2 |
75,0 |
2,0 |
|
10,0 |
40,0 |
3,5 |
60,0 |
3,1 |
80,0 |
2,8 |
100,0 |
2,7 |
|
12,5 |
50,0 |
4,3 |
75,0 |
3,8 |
100,0 |
3,5 |
125,0 |
3,3 |
|
15,0 |
60,0 |
5,0 |
90,0 |
4,5 |
120,0 |
4,1 |
150,0 |
3,8 |
|
17,5 |
70,0 |
5,8 |
105,0 |
5,1 |
140,0 |
4,7 |
175,0 |
4,4 |
|
20,0 |
80,0 |
6,5 |
120,0 |
5,7 |
160,0 |
5,3 |
200,0 |
4,9 |
|
22,5 |
90,0 |
7,3 |
135,0 |
6,3 |
180,0 |
5,8 |
225,0 |
5,4 |
|
25,0 |
100,0 |
8,0 |
150,0 |
6,9 |
200,0 |
6,4 |
250,0 |
5,9 |
|
27,5 |
110,0 |
8,7 |
165,0 |
7,5 |
220,0 |
6,9 |
275,0 |
6,4 |
|
30,0 |
120,0 |
9,3 |
180,0 |
8,1 |
240,0 |
7,4 |
300,0 |
6,8 |
|
32,5 |
130,0 |
10,0 |
195,0 |
8,6 |
260,0 |
7,9 |
325,0 |
7,3 |
|
35,0 |
140,0 |
10,6 |
210,0 |
9,2 |
280,0 |
8,3 |
350,0 |
7,7 |
|
37,5 |
150,0 |
11,3 |
225,0 |
9,7 |
300,0 |
8,8 |
375,0 |
8,1 |
|
40,0 |
160,0 |
11,9 |
240,0 |
10,2 |
320,0 |
9,2 |
400,0 |
8,6 |
|
42,5 |
170,0 |
12,6 |
255,0 |
10,7 |
340,0 |
9,7 |
425,0 |
9,0 |
|
45,0 |
180,0 |
13,2 |
270,0 |
11,2 |
360,0 |
10,1 |
450,0 |
9,4 |
|
47,5 |
190,0 |
13,8 |
285,0 |
11,7 |
380,0 |
10,6 |
475,0 |
9,8 |
|
50,0 |
200,0 |
14,5 |
300,0 |
12,3 |
400,0 |
11,1 |
500,0 |
10,3 |
Таблица Е6.6 - Допускаемые дефекты для патрубковой зоны по критериям вязкого разрушения
|
Протяженность, мм не более |
Глубина, мм не более |
Протяженность, мм не более |
Глубина, мм не более |
Протяженность, мм не более |
Глубина, мм не более |
Протяженность, мм не более |
Глубина, мм не более |
|
|
5,0 |
20,0 |
1,4 |
30,0 |
1,3 |
40,0 |
1,2 |
50,0 |
1,1 |
|
7,5 |
30,0 |
2,0 |
45,0 |
1,8 |
60,0 |
1,7 |
75,0 |
1,6 |
|
10,0 |
40,0 |
2,6 |
60,0 |
2,3 |
80,0 |
2,1 |
100,0 |
2,0 |
|
12,5 |
50,0 |
3,1 |
75,0 |
2,7 |
100,0 |
2,5 |
125,0 |
2,4 |
|
15,0 |
60,0 |
3,6 |
90,0 |
3,1 |
120,0 |
2,9 |
150,0 |
2,7 |
|
17,5 |
70,0 |
4,0 |
105,0 |
3,5 |
140,0 |
3,2 |
175,0 |
3,0 |
|
20,0 |
80,0 |
4,4 |
120,0 |
3,8 |
160,0 |
3,5 |
200,0 |
3,2 |
|
22,5 |
90,0 |
4,8 |
135,0 |
4,1 |
180,0 |
3,7 |
225,0 |
3,5 |
|
25,0 |
100,0 |
5,1 |
150,0 |
4,3 |
200,0 |
3,9 |
250,0 |
3,6 |
|
27,5 |
110,0 |
5,4 |
165,0 |
4,5 |
220,0 |
4,1 |
275,0 |
3,8 |
|
30,0 |
120,0 |
5,6 |
180,0 |
4,7 |
240,0 |
4,2 |
300,0 |
3,9 |
|
32,5 |
130,0 |
5,8 |
195,0 |
4,8 |
260,0 |
4,3 |
325,0 |
4,0 |
|
35,0 |
140,0 |
6,0 |
210,0 |
5,0 |
280,0 |
4,4 |
350,0 |
4,1 |
|
37,5 |
150,0 |
6,2 |
225,0 |
5,1 |
300,0 |
4,5 |
375,0 |
4,1 |
|
40,0 |
160,0 |
6,4 |
240,0 |
5,2 |
320,0 |
4,5 |
400,0 |
4,2 |
|
42,5 |
170,0 |
6,6 |
255,0 |
5,2 |
340,0 |
4,6 |
425,0 |
4,2 |
|
45,0 |
180,0 |
6,7 |
270,0 |
5,3 |
360,0 |
4,6 |
450,0 |
4,2 |
|
47,5 |
190,0 |
6,9 |
285,0 |
5,4 |
380,0 |
4,7 |
475,0 |
4,3 |
|
50,0 |
200,0 |
7,1 |
300,0 |
5,6 |
400,0 |
4,8 |
500,0 |
4,4 |
Таблица Е6.7 - Допускаемые трещиноподобные дефекты в сосуде, работающем под давлением, с учетом предельного хрупкого состояния
|
Глубина дефекта, мм, при отношении протяженности дефекта к толщине стенки, 2c/t |
|||
|
10 |
6 |
4 |
|
|
20 |
4,5 |
5,5 |
6,9 |
|
0 |
4,2 |
4,8 |
5,6 |
|
-20 |
3,5 |
4,0 |
4,4 |
|
-40 |
3,0 |
3,3 |
3,7 |
|
-60 |
2,6 |
2,9 |
3,2 |
Приложение Ж
(Рекомендуемое)
Форма документа «Заключение по результатам экспертного технического диагностирования»
|
___________________________________________________________________________ |
|
(Наименование министерства (ведомства)) |
|
___________________________________________________________________________ |
|
(Наименование экспертной организации) |
|
ЭКСПЕРТИЗА ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ |
|
Заключение № _______________ |
|
по результатам экспертного технического диагностирования |
|
______________________________________________ |
|
(Наименование сосуда, зав. номер) |
|
Peг. № ____ -ТУ- _____________________ |
|
_____________________________________ |
|
(Руководитель экспертной организации) |
|
______________ _______________________ |
|
(Подпись) (И.О. Фамилия) |
|
«___»________________200_ г |
|
|
|
М.П. |
|
________________ |
|
Город |
|
Зав. № ____ |
|
1. Вводная часть |
|
1.1 Основание для проведения экспертизы: |
|
1) выработка сосудом назначенного срока службы, |
|
2) договор № _____________ от _____________ с ____________________________ |
|
(Номер договора) (Дата) (Наименование организации-заказчика) |
|
1.2 Сведения об экспертной организации |
|
Наименование экспертной организации:______________________________________ |
|
Почтовый адрес:__________________________________________________________ |
|
Телефон:________________________________________________________________ |
|
Факс:___________________________________________________________________ |
|
E-mail:__________________________________________________________________ |
|
1.3 Сведения о наличии лицензии на право проведения экспертизы |
|
Лицензия _________ № ________на право осуществления деятельности по |
|
Проведению _____________________________________________________________ |
|
Дата выдачи: ___________________ Срок действия: до _________________________ |
1.4 Сведения об исполнителях работы
|
Наименование работы |
Организация-исполнитель |
Фамилия И.О. ответственного исполнителя |
Квалификация и уровень |
Номер удостоверения |
Срок действия удостоверения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Копии удостоверений см. в Приложении Д.
|
1.5 Сведения о заказчике |
|
|
Наименование организации: ________________________________________________ |
|
|
Руководитель организации: _________________________________________________ |
|
|
Почтовый адрес: __________________________________________________________ |
|
|
Телефон: ________________________________________________________________ |
|
|
Факс: ___________________________________________________________________ |
|
|
E-mail: __________________________________________________________________ |
|
|
2 Объект экспертизы |
|
|
Наименование ____________________________________________________________ |
|
|
Заводской номер __________________________________________________________ |
|
|
Регистрационный номер ___________________________________________________ |
|
|
Предприятие-изготовитель _________________________________________________ |
|
|
Место установки сосуда ___________________________________________________ |
|
|
Дата изготовления ________________________________________________________ |
|
|
Дата ввода в эксплуатацию _________________________________________________ |
|
|
3 Цель экспертизы |
|
|
Целью экспертизы является оценка технического состояния сосуда, возможности, параметров, сроков и условий его дальнейшей эксплуатации. |
|
|
4 Документы, рассмотренные в процессе экспертизы |
|
|
Паспорт __________________________, зав. № ____________ с приложениями |
|
|
Сменный журнал ____________________ |
|
|
Режимные листы за период с «___» ________ 199_ г. по «___»______ 200_ г. |
|
|
5 Работы, выполненные в процессе экспертизы |
|
|
Наименование работы |
Наименование и номер отчетной документации |
|
1 Анализ технической документации |
Отчет, см. Приложение А |
|
2 Экспертное обследование: |
Протоколы, см. Приложении Б |
|
2.1 Визуальный и измерительный контроль |
Протокол № от «___» _________ 200_ г. |
|
2.2 Контроль сварных соединений патрубков магнитопорошковым методом |
Протокол № от «___» _________ 200_ г. |
|
2.3 Контроль толщины элементов сосуда методом ультразвуковой толщинометрии |
Протокол № от «___» _________ 200_ г. |
|
2.4 Контроль сварных соединений методом ультразвуковой дефектоскопии |
Протокол № от «___» _________ 200_ г. |
|
¼¼¼¼¼¼¼¼¼¼¼¼¼¼¼¼ |
¼¼¼¼¼¼¼¼¼¼¼¼¼¼¼¼¼¼¼ |
|
3 Анализ повреждений, дефектов и параметров технического состояния сосуда. |
Техническая справка (Приложение В) |
|
|
|
|
Перечень использованной при экспертизе нормативной и методической документации приведен в Приложении Г. |
|
|
6 Краткая техническая характеристика объекта экспертизы |
|
|
Назначение сосуда: _________________________________ |
|
|
Расчетное давление: __________________________ МПа |
|
|
Расчетная температура стенки: ____________________ °С |
|
|
Пробное давление гидравлического испытания: _____ МПа |
|
|
Рабочая среда: _____________________________________ |
|
|
7 Результаты проведенной экспертизы |
|
|
7.1 Заключение о техническом состоянии внутренних устройств и их соединений на момент проведения экспертизы _____________________________________________ |
|
|
Зав. № _____ |
|
|
7.2 Заключение о техническом состоянии сосуда на момент проведения экспертизы |
|
|
Сосуд находится в _____________________________ состоянии. |
|
|
7.3 Заключение о возможности и условиях дальнейшей эксплуатации _____________ |
|
|
_________________________________________________________________________ |
|
|
_________________________________________________________________________ |
|
8 Регламент контроля технического состояния сосуда при продолжении его эксплуатации
|
Наименование вида контроля |
Срок контроля (периодичность) |
Ответственный исполнитель |
Примечания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложения:
Приложение А. Отчет по анализу технической документации;
Приложение Б. Документация (протоколы, заключения) с результатами экспертного обследования;
Приложение В. Техническая справка по анализу дефектов и параметров технического состояния;
Приложение Г. Перечень использованной при экспертизе нормативной и методической документации;
Приложение Д. Копии удостоверений.
Зав. № ______
|
Ведущий эксперт |
_____________________ (Подпись) |
_______________________ (Фамилия И.О.) |
|
Эксперт |
_____________________ (Подпись) |
_______________________ (Фамилия И.О.) |
Приложение З
(Рекомендуемое, оформляется на бланке экспертной организации)
Форма документа «Предварительное заключение о возможности продолжения эксплуатации сосуда»
Главному инженеру
_________________________________________
(Наименование предприятия Заказчика)
_________________________________________
(И.О. Фамилия)
Копия:
Начальнику ______________________________
(Наименование округа)
округа Госгортехнадзора России
Исх. № ___________ от «__» _______ 200_г. __________________________________
(И.О. Фамилия)
|
Предварительное заключение |
|
о возможности продолжения эксплуатации сосуда |
|
___________________________________________________________________________ |
|
(Наименование технического устройства) |
|
____________________________________________________ на основании договора |
|
(Наименование экспертной организации) |
|
______________________провела экспертное техническое диагностирование |
|
(Номер и дата х/договора) |
|
___________________________________________________________________________ |
|
(Наименование технического устройства и зав. номер) |
|
Предварительный анализ результатов экспертного обследования показал, что |
|
сосуд находится в ______________________________________ техническом состоянии, |
|
(Указать: в «исправном» или «работоспособном») |
|
и его эксплуатация может быть продолжена при следующих условиях: |
|
1. ________________________________________________________________________, |
|
(Если необходимо проведение гидравлического испытания, то указать эту необходимость) |
|
2. разрешенное давление _______________________, |
|
3. пробное давление гидравлического испытания _______________, |
|
4. _________________________________________________________________________. |
|
Заключение по результатам экспертного технического диагностирования ________________________________________________, оформленное в соответствии с |
|
(наименование технического устройства и зав. номер) |
|
требованиями РД 26.260.16-2002, с указанием нового назначенного срока службы, будет представлено согласно календарному плану выполнения работ по договору ________________________________. |
|
(Номер и дата х/договора) |
|
Срок действия предварительного заключения: до «___»___________200_ г. |
|
______________________________________ |
|
(Руководитель экспертной организации) |
|
_________________ ____________________ |
|
(Подпись) (И.О. Фамилия) |
|
М.П. |