 | Информационная система | |
ОТРАСЛЕВОЙ СТАНДАРТ
|
ЭКРАНИРОВАНИЕ ПРОВОДОВ, ЖГУТОВ, Общие технические требования |
ОСТ 1 01025-82Взамен ОСТ 1 00680-74 ОСТ 1 00681-74 |
|
Срок действия продлен до 01.01.90 Срок действия продлен до 01.01.95 |
Распоряжением Министерства от 23 марта 1982 г. № 087-16 срок действия установлен с 1 января 1983 г. до 1 января 1988 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает общие технические требования к:
- экранированию проводов, жгутов и кабелей (в дальнейшем изложении - проводов и жгутов) бортовой электрической сети (включая электрическую сеть двигателей), электрической сети системы зажигания силовых установок самолетов (вертолетов);
- металлизации элементов конструкции и агрегатов, экранирующих покрытий проводов и жгутов самолетов (вертолетов).
Настоящий стандарт не устанавливает требований к металлизации двигателей.
1. ТРЕБОВАНИЯ К ЭКРАНИРОВАНИЮ ПРОВОДОВ И ЖГУТОВ БОРТОВОЙ ЭЛЕКТРИЧЕСКОЙ СЕТИ И СИСТЕМЫ ЗАЖИГАНИЯ СИЛОВЫХ УСТАНОВОК
1.1. Экранирование проводов и жгутов бортовой электрической сети самолетов (вертолетов) с целью повышения ее помехозащищенности должно производиться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
1.2. Необходимость экранирования проводов и жгутов бортовой электрической сети и системы зажигания должна устанавливаться в результате прогнозирования электромагнитной совместимости бортового оборудования самолетов (вертолетов).
1.3. Обязательной экранировке подлежат:
- провода и жгуты приборов и устройств, работа которых связана с резкими перерывами электропитания, кроме цепей коммутации, в том числе высоковольтные провода систем зажигания;
- провода и жгуты восприимчивых к радиопомехам и электромагнитным полям приборов и взрывоопасных устройств;
- провода и жгуты, идущие к приборам и устройствам, для которых экранирование должно производиться согласно техническим условиям.
1.4. Экранирование проводов и жгутов должно осуществляться с помощью металлических плетенок, рукавов, труб, коллекторов, коробок и т.п. экранирующих покрытий. Экранирующие покрытия должны быть электрически непрерывными на всем протяжении экранированной цепи. Относительная плотность металлической плетенки, применяемой в качестве экранирующего покрытая, должна быть не менее 80 %. Допускается применять в качестве экранирующего покрытия металлические плетенки с относительной плотностью не менее 70 % при обеспечении помехозащищенности проводов и жгутов.
1.5. Экранированные провода, несущие радиопомехи, должны объединяться в жгуты с общими узлами металлизации экранирующих покрытий. В отдельные жгуты объединяются экранированные провода восприимчивых к радиопомехам приборов и взрывоопасных устройств.
1.6. Размещение на борту экранированных проводов и жгутов, несущих радиопомехи, и проводов и жгутов, восприимчивых к радиопомехам, должно выполняться согласно ОСТ 1 00406-80.
1.7. В жгутах, состоящих из экранированных и неэкранированных проводов, экранирующие плетенки должны соединяться между собой пайкой и выводиться на контакты электрического соединителя или заделываться в наконечники и выводиться на корпус самолета (вертолета).
Со стороны приборной части соединителя этот вывод должен соединяться с корпусом прибора на расстоянии не более 100 мм от соединителя.
1.8. Провода и жгуты, выходящие из фильтра, должны быть экранированы, а экранирующие плетенки должны быть соединены с корпусом фильтра. Выходящие из фильтра экранированные провода и жгуты должны прокладываться на расстоянии не менее 200 мм от неэкранированных проводов и жгутов.
1.9. Экранированные провода и жгуты должны быть защищены от химических, механических воздействий, вызывающих нарушение электрической непрерывности экранирующего покрытия или появление переменного электрического контакта между экраном и узлом металлизации.
1.10. Экранирующие покрытия электрической сети должны быть разработаны во всеклиматическом исполнении и должны обеспечивать помехозащищенность бортовой электрической сети во всех эксплуатационных условиях работы самолета (вертолета).
1.11. Все провода, фильтры и другие элементы системы зажигания должны иметь непрерывное автономное экранирующее покрытие.
1.12. Экранированные провода системы зажигания и противообледенительной системы должны прокладываться отдельно от других проводов и жгутов бортовой электрической сети.
По усмотрению разработчика:
- допускается применение двойных экранов, при этом экраны между собой разделяются изолирующим материалом (трубкой, чехлом и т.п.) и оба экрана должны иметь вывод металлизации;
- допускается на отдельных участках совместная прокладка проводов противообледенительной системы и системы зажигания с проводами, жгутами других систем бортовой электрической сети.
1.13. Параллельная прокладка высоковольтных экранированных проводов системы зажигания допускается на расстоянии не менее 100 мм от проводов других систем.
1.14. Экранированные провода системы зажигания должны иметь отдельный электрический соединитель.
1.15. Экранированные провода в системе зажигания, идущие от магнето к переключателям и от первичной обмотки катушки к пусковым двухполюсным кнопкам, должны иметь изоляционное покрытие.
1.16. Экранированные провода системы зажигания должны металлизироваться с корпусом силовой или энергетической установки следующим образом:
- экраны проводов низкого напряжения от катушек зажигания до фильтров - с шагом между точками соединения не более 500 мм;
- экраны проводов высокого напряжения - с шагом между точками соединения не более 200 мм.
1.17. Длина экранированных проводов, идущих от агрегатов зажигания к выносному электрическому фильтру, должна быть не более 300 мм.
1.18. Для ввода экранированных проводов и их ответвлений в экраны запальных свечей должны использоваться экранированные штуцерные соединения.
1.19. Значения переходных сопротивлений соединений экранов бортовой электрической сети и электрической сети системы зажигания должны соответствовать нормам, указанным в табл. 1.
Таблица 1
|
Соединение экранирующих покрытий |
Значение переходного сопротивления, мкОм, не более |
||
|
контакта |
узла металлизации |
||
|
1 |
Стыковое соединение отдельных участков экранов между собой: |
|
|
|
- для бортовой электрической сети |
600 |
- |
|
|
- для системы зажигания: |
|
|
|
|
по низкому напряжению |
600 |
- |
|
|
по высокому напряжению при кратковременном действии |
300 |
- |
|
|
по высокому напряжению при длительном действии |
100 |
- |
|
|
2 |
Соединение экранов со штуцерами выносных фильтров и др. |
600 |
- |
|
3 |
Соединение экрана провода или жгута с корпусом прибора через контакт электрического соединителя |
|
2 · 103 |
Примечание. При невозможности обеспечения значения переходного сопротивления контакта при соединении экрана по п. 3 табл. 1 необходимо использовать дополнительно (параллельно) 2 - 3 контакта электрического соединителя, обеспечивающих переходное сопротивление экран - корпус прибора 2 · 103 мкОм.
1.20. Примеры экранирования жгутов приведены в обязательном приложении 1.
2. ТРЕБОВАНИЯ К МЕТАЛЛИЗАЦИИ ЭКРАНИРУЮЩИХ ПОКРЫТИЙ ПРОВОДОВ И ЖГУТОВ, ЭЛЕМЕНТОВ КОНСТРУКЦИИ И АГРЕГАТОВ САМОЛЕТОВ (ВЕРТОЛЕТОВ)
2.1. Общие требования к металлизации
Металлизация экранирующих покрытий проводов и жгутов, элементов конструкции и агрегатов самолетов (вертолетов) должна производиться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Металлизацию необходимо производить крепежными деталями (заклепками, болтами), установочными деталями (металлическими хомутами, колодками), гибкими соединениями (перемычками, лентами металлизации).
Материалы контактирующих поверхностей металлизируемых элементов должны составлять допустимые по электрохимическому потенциалу контактные пары в соответствии с ГОСТ 9.005-72. В случае применения материалов контактных пар недопустимых по электрохимическому потенциалу следует особо тщательно защищать соединения от попадания влаги.
2.2. Металлизации должны подлежать:
- металлические части конструкции самолета (вертолета), его оборудования площадью наружной поверхности более 0,2 м2 или длиной более 0,5 м и конструкции, размещенные на внешней поверхности самолета (вертолета), имеющие линейные размеры более 0,1 м;
- составные металлические части самолета (вертолета), а именно: баки, люки и т.д.;
- подвижные и складывающиеся конструкции (кресла, рули стабилизатора, тяги и т.п.);
- трубопроводы топливных, гидравлических, воздушных систем;
- электро- и радиооборудование;
- экранирующие покрытия проводов и жгутов.
2.3. Требования к металлизации заклепками, болтами и перемычками
2.3.1. Металлизацию необходимо производить во всех заклепочных швах, имеющих более 20 заклепок, каждая десятая заклепка должна быть без антикоррозионного покрытия. Неанодированные (металлизирующие) заклепки должны размещаться равномерно.
Отверстия под металлизирующие заклепки не должны иметь смазки и токонепроводящего покрытия, поверхность их должна быть очищена и обезжирена. Допускается применение анодированных заклепок вдоль всего заклепочного шва при условии соответствия переходного сопротивления нормам, указанным в табл. 2.
2.3.2. При металлизации посредством болтов под гайки или головки болтов должны подкладываться пружинные шайбы, стыкующиеся поверхности должны быть зачищены по действующей в отрасли документации.
2.3.3. Металлизация перемычками должна производиться только в местах, доступных для проверки.
Перемычки необходимо применять по ОСТ 1 11303-73.
Перемычки должны быть возможно короче и иметь минимальные изгибы и искривления.
2.4. Требования к металлизации элементов масляной, топливной, воздушной и других систем с конструкцией самолета (вертолета)
2.4.1. Трубопроводы на всем протяжении должны металлизироваться с корпусом самолета (вертолета). Шаг металлизации 3 - 5 м. При длине трубопроводов менее 3 м металлизацию необходимо производить в одной точке. Отдельные участки труб в местах соединения между собой должны также металлизироваться на корпус.
Трубопроводы металлизируются колодками по ОСТ 1 13107-78 - ОСТ 1 13284-78 и хомутами по ОСТ 1 14452-86 и ОСТ 1 14453-86.
Не должны металлизироваться:
- отдельные участки труб длиной не более 0,5 м;
- концы труб, присоединенные к заметаллизированным элементам конструкции самолетов (вертолетов) с помощью фланцев, фитингов и т.п.
2.4.2. Топливные баки должны металлизироваться в двух точках, максимально удаленных друг от друга. Топливные баки-кессоны должны иметь все стенки, металлизированные с конструкцией самолета (вертолета). Аппаратура, расположенная внутри топливных баков-кессонов, должна быть металлизирована.
Протектированные и мягкие баки должны металлизироваться перемычкой, закрепленной на горловине бака. При наличии внутри бака металлического каркаса последний должен металлизироваться с горловиной.
2.4.3. Конструкции внешней подвески (баки, контейнеры и т.д.) должны металлизироваться с корпусом самолета (вертолета).
2.5. Требования к металлизации систем управления и подвижных агрегатов самолетов (вертолетов)
2.5.1. Системы управления жесткого типа (штурвал, педали, тяги) должны металлизироваться перемычками с корпусом со стороны управляемого органа. Трубы тяг управления должны металлизироваться также на опорные узлы.
2.5.2. Системы управления тросового типа должны металлизироваться путем установки в системы управления текстолитовых роликов, а также за счет электрического контакта концевых заделок тросов с органами управления и управляемыми агрегатами.
2.5.3. Подвижные части самолета (рули поворота и высоты, элероны, триммеры, створки люков, шасси, трап, входные двери) должны металлизироваться с корпусом самолета (вертолета). Металлизация подвижных агрегатов должна производиться установкой рядом с точками их подвеса перемычек металлизации.
2.5.4. Все люки, пазы, крышки, закрывающие места, в которых находятся воспламеняющиеся вещества, независимо от площади должны быть надежно по всему контуру соединены с корпусом самолета (вертолета). Если крепления не обеспечивают надежного электрического соединения, то дополнительно устанавливаются перемычки металлизации.
2.5.5. Съемные замки, откидные и другие устройства в целях обеспечения металлизации должны иметь конструкцию с минимальным количеством переходов, а все соприкасающиеся поверхности элементов замка должны в закрытом положении обеспечивать постоянное переходное сопротивление.
Элементы замка, через которые обеспечивается электрический контакт, должны изготовляться из токопроводящего материала или иметь токопроводящее покрытие.
2.5.6. Подвижные конструкции, выполненные на подшипниках скольжения из проводящих материалов, металлизации не подлежат.
2.6. Требования к металлизации агрегатов оборудования, фильтров, экранирующих покрытий проводов и жгутов.
2.6.1. Блоки радио- и электрооборудования, а также приборные доски, пульты, электрощитки и т.п. должны металлизироваться с корпусом самолета (вертолета).
Место металлизации должно быть указано на чертежах.
Перемычки металлизации не должны препятствовать свободной амортизации приборов.
2.6.2. Металлизацию отдельных блоков оборудования, устанавливаемых на панелях (при наличии разрешения изготовителя), осуществлять зачисткой контактирующих поверхностей блоков и панелей по контуру с последующей закраской излишне зачищенных мест.
2.6.3. Отдельные элементы конструкции самолета (вертолета), на которые устанавливаются антенны, фильтры, конденсаторы (проходные и разделительные), должны быть металлизированы с корпусом самолета (вертолета).
2.6.4. Экранирующие покрытия (крышки, кожухи и т.п.) оборудования - источников радиопомех - должны иметь самостоятельные узлы металлизации.
2.6.5. Экранирующие покрытия проводов и жгутов, несущих радиопомехи, необходимо металлизировать с корпусом самолета (вертолета) в одной точке на расстоянии не более 100 мм от источника помех или на входе бортового распределительного устройства электропитания.
При длине электрожгута более 2 м допускается металлизация в нескольких точках.
2.6.6. Средства металлизации съемного оборудования должны находиться в доступных для контроля местах.
2.6.7. Элементы металлизации должны быть работоспособны во всех климатических эксплуатационных условиях самолетов (вертолетов).
2.6.8. Примеры металлизации элементов конструкции и агрегатов приведены в рекомендуемом приложении 2.
2.6.9. Пример металлизации экранирующих оплеток проводов, жгутов с использованием контактов электрического соединителя приведен в справочном приложении 4.
2.6.10. Термины и их определения, используемые в стандарте, приведены в справочном приложении 5.
2.7. Требования к контактирующим поверхностям и защите мест металлизации
2.7.1. Контактирующие поверхности деталей, изготовленных из титановых сплавов, нержавеющих сталей и других материалов, не требующих антикоррозийной защиты, деталей, имеющих токопроводящие антикоррозийные покрытия (кадмирование, цинкование и т.п.), необходимо зачистить от неметаллических покрытий и обезжирить.
Зачистка контактирующих поверхностей должна производиться не более чем за 3 ч до сборки (магниевых - не более чем за 2 ч).
2.7.2. Контактирующие поверхности деталей, имеющих токонепроводящее антикоррозийное покрытие, необходимо зачистить до металлического блеска, обезжирить. Зачищаемая поверхность должна быть на (4 ± 1) мм больше контактной поверхности деталей. Наличие остатков (в виде точек, следов и т.п.) лакокрасочных анодированных и других покрытий в указанной зоне недопустимо. После выполнения металлизации излишне зачищенные поверхности с крепежными деталями необходимо покрыть по действующей в отрасли документации.
Зачистку под металлизацию алюминиевых трубопроводов не производить при условии обеспечения переходного сопротивления не более 15000 мкОм.
2.7.3. Места металлизации, узлы металлизации, заклепочные и болтовые соединения, обеспечивающие металлизацию, должны быть покрыты в соответствии с ОСТ 1 00723-74.
2.7.4. Для узлов металлизации, работающих в агрессивных средах, необходимо использовать только коррозионностойкие металлы и сплавы.
2.8. Требования к контролю металлизации
2.8.1. Контроль металлизации должен осуществляться в процессе производства элементов конструкции самолета (вертолета) на этапе сборки узлов металлизации, при монтаже оборудования, в процессе эксплуатации - при регламентных работах и ремонте.
2.8.2. Контроль выполнения узлов металлизации должен осуществляться внешним осмотром целостности узлов металлизации и измерением переходных сопротивлений. При этом контролируется целостность перемычек металлизации, надежность их крепления и т.д.
2.8.3. Контроль переходных сопротивлений контактов и узлов металлизации производить по ОСТ 1 80489-81 приборами ИПС или другим измерителем малых сопротивлений класс точности не более 4 при отключенном питании оборудования. В соединениях, выполненных пайкой или сваркой, переходные сопротивления контролю не подлежат.
2.8.4. Установка щупов прибора при измерении переходных сопротивлений должна производиться на расстоянии не более 20 мм от контакта двух металлических поверхностей.
2.8.5. Измерение переходных сопротивлений в шарнире перемещающихся конструкций должно производиться в двух крайних положениях.
2.8.6. Пример контроля и измерений переходных сопротивлений приведен в справочном приложении 3.
2.8.7. Нормы переходных сопротивлений контактов и узлов металлизации должны соответствовать указанным в табл. 2.
Таблица 2
|
Материал контактирующих поверхностей |
Значение переходного сопротивления, мкОм, не более |
||
|
контакта |
узла металлизации |
||
|
Элемент конструкции или экран провода около источника помех |
Алюминиевые и медные сплавы |
600 |
2000 |
|
Титановые сплавы |
1000 |
3000 |
|
|
Сталь |
1000 |
3000 |
|
|
Магниевые сплавы |
1000 |
3000 |
|
|
Блоки оборудования БЦВМ |
- |
600 |
2000 |
|
Электрический экран аппаратуры электрооборудования и радиопередатчиков мощностью не более 10 кВт в импульсе |
- |
600 |
2000 |
|
Элементы антенно-фидерного устройства, экраны блоков модуляторов, радиооборудования, передатчиков РЛС и радиоаппаратуры мощностью 10,0 кВт и более в импульсе или 0,1 кВт средней мощности и более |
- |
200 |
- |
|
Трубопроводы |
Алюминиевые сплавы |
- |
15000 |
|
Титановые сплавы |
1000 |
3000 |
|
|
Сталь |
1000 |
3000 |
|
|
Магниевые сплавы |
1000 |
3000 |
|
|
Подвижные элементы конструкций и амортизированные агрегаты |
- |
- |
2000 |
|
Элементы конструкции пилонов |
- |
600 |
2000 |
|
Каркасы мягких баков для топлива |
- |
- |
6000 |
ПРИЛОЖЕНИЕ 1
Обязательное
Примеры экранирования жгутов
1. Экранирование жгута плетенками, соединенными спаянной проволокой, продернутой через наружный экран, приведено на черт. 1.
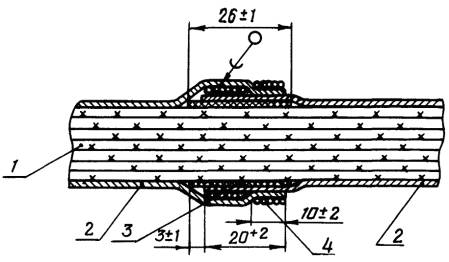
1 - жгут; 2 - плетенка по ТУ 22-3708-76; 3 - лента ЛЭТСАР по ТУ 38.103171-80 или трубка Радпласт Т-2 ТУ 6-19-299-86; 4 - проволока медная луженая 0,35 или 0,50 по ТУ 16-505.850-75
Черт. 1
2. Экранирование плетенкой ответвления жгута приведено на черт. 2.
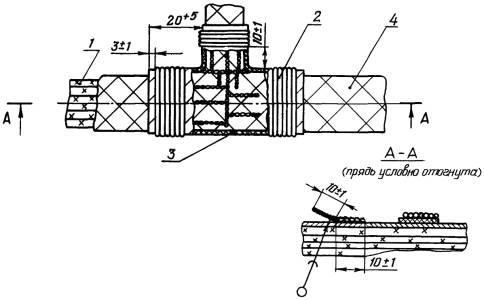
1 - жгут; 2 - бандаж по ОСТ 1 03856-79; 3 - лента ЛЭТСАР по ТУ 38.103171-80; 4 - плетенка по ТУ 22-3708-76
Черт. 2
3. Экранирование плетенкой разветвленных жгутов приведено на черт. 3.
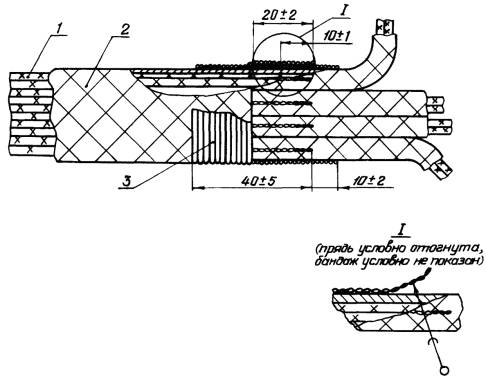
1 - жгут; 2 - плетенка по ТУ 22-3708-76; 3 - бандаж по ОСТ 1 03856-79
Черт. 3
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ МЕТАЛЛИЗАЦИИ ЭЛЕМЕНТОВ КОНСТРУКЦИИ И АГРЕГАТОВ
1. Металлизация заклепками приведена на черт. 1.
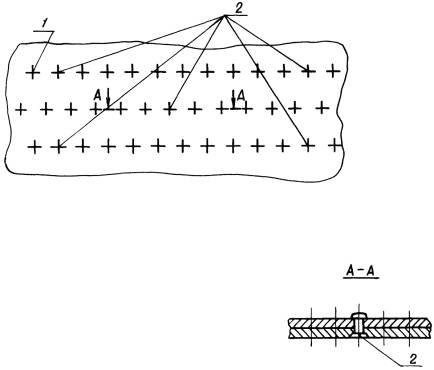
1 - заклепка; 2 - заклепка металлизирующая
Черт. 1
2. Металлизация с использованием болтовых соединений приведена на черт. 2.
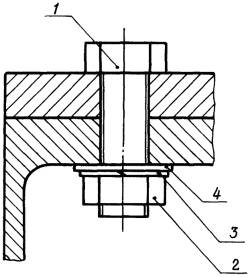
1 - болт; 2 - гайка; 3 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 4 - шайба
Черт. 2
3. Металлизация перемычками приведена на черт. 3.
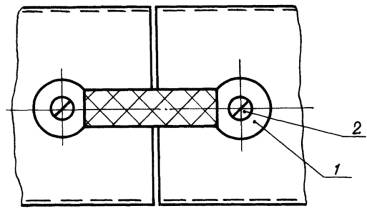
1 - перемычка металлизации по ОСТ 1 11303-73; 2 - винт
Черт. 3
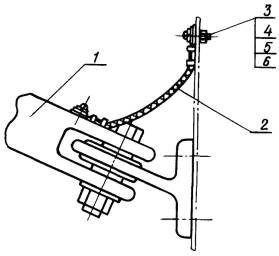
4. Металлизация трубопроводов с помощью ленты металлизации, прокладываемой в колодках крепления трубопровода, приведена на черт. 4.
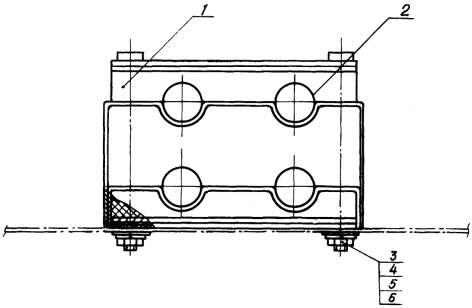
1 - колодки по ОСТ 1 13107-78 - ОСТ 1 13284-78; 2 - трубопровод; 3 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 4 - винт; 5 - гайка; 6 - шайба защитная по ОСТ 1 14088-81 - ОСТ 1 14090-81
Черт. 4
5. Металлизация металлических баков перемычками металлизации приведена на черт. 5.
1 - ушко бака; 2 - перемычка металлизации по ОСТ 1 11303-73; 3 - винт; 4 - гайка; 5 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 6 - шайба защитная по ОСТ 1 14088-81 - ОСТ 1 14090-81
Черт. 5
6. Металлизация резиновых баков перемычкой металлизации приведена на черт. 6.
1 - бак резиновый; 2 - перемычка металлизации по ОСТ 1 11303-73; 3 - винт; 4 - гайка; 5 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 6 - шайба защитная по ОСТ 1 14088-81 - ОСТ 1 14090-81
Черт. 6
7. Металлизация тяг управления перемычками металлизации приведена на черт. 7.
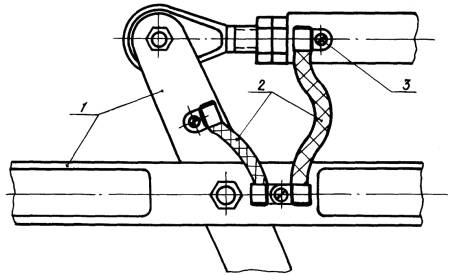
1 - тяги; 2 - перемычки металлизации по ОСТ 1 11303-73; 3 - винт
Черт. 7
8. Металлизация тросового управления перемычкой металлизации приведена на черт. 8.
1 - перемычка металлизации по ОСТ 1 11303-73; 2 - трос
Черт. 8
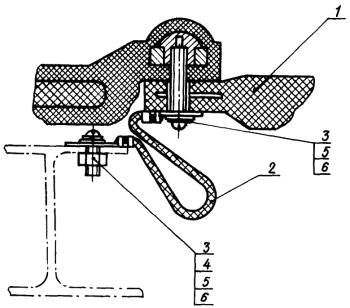
9. Металлизация агрегатов оборудования перемычками металлизации приведена на черт. 9.
1 - агрегат оборудования; 2 - перемычка металлизации по ОСТ 1 11303-73; 3 - винт; 4 - гайка; 5 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 6 - шайба защитная по ОСТ 1 14088-81 - ОСТ 1 14090-81
Черт. 9
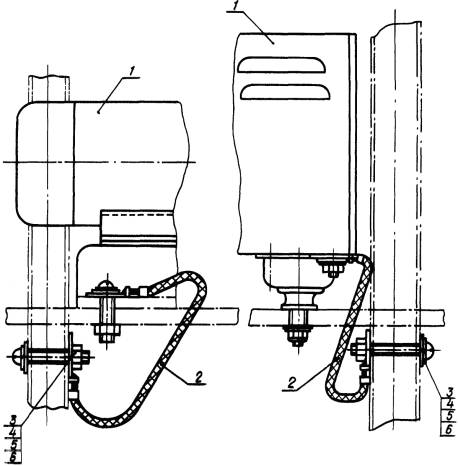
10. Металлизация агрегатов оборудования перемычками металлизации приведена на черт. 10.
1 - агрегат оборудования; 2 - перемычка металлизации по ОСТ 1 11303-73; 3 - винт; 4 - гайка; 5 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 6 - шайба защитная по ОСТ 1 14088-81 - ОСТ 1 14090-81
Черт. 10
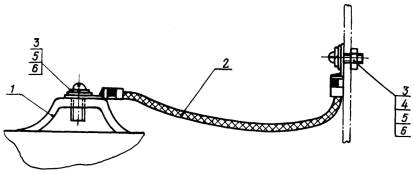
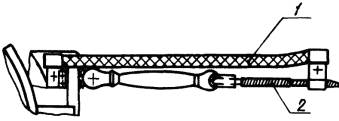
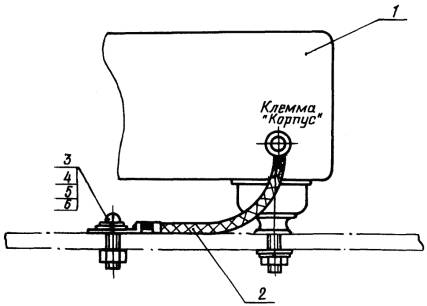
11. Металлизация экранированных проводов с помощью провода заземления приведена на черт. 11.
1 - провод экранированный; 2 - провод заземления площадью сечения 0,20 - 0,35 мм2; 3 - трубка Радпласт Т-2 ТУ 6-19-299-86; 4 - соединитель
Черт. 11
12. Металлизация экранированных проводов с помощью провода заземления приведена на черт. 12.
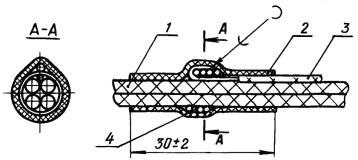
1 - провод экранированный; 2 - трубка Радпласг Т-2 ТУ 6-19-299-86; 3 - провод заземления площадью сечения 0,20 - 0,35 мм2; 4 - бандаж проволочный
Черт. 12
13. Металлизация блоков оборудования непосредственным контактом поверхностей приведена на черт. 13.
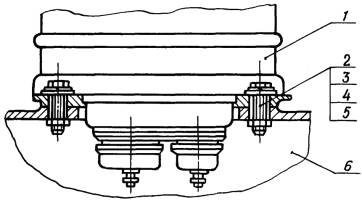
1 - блок оборудования; 2 - болт; 3 - гайка; 4 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 5 - шайба защитная по ОСТ 1 14088-81 - ОСТ 1 14090-81; 6 - кронштейн
Черт. 13
14. Металлизация подкосов крепления двигателей перемычкой металлизации приведена на черт. 14.
1 - подкос крепления двигателя; 2 - перемычка металлизации по ОСТ 1 11303-73; 3 - винт; 4 - гайка; 5 - шайба пружинная по ОСТ 1 11532-74 - ОСТ 1 11533-74; 6 - шайба защитная по ОСТ 1 14088-81 - ОСТ 1 14090-81
Черт. 14
ПРИЛОЖЕНИЕ 3
(Справочное)
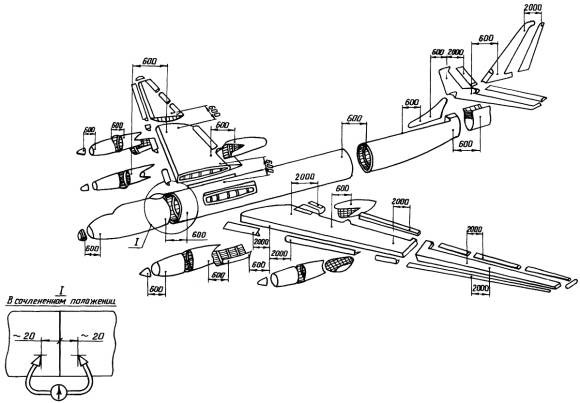
Пример контроля и измерений переходных сопротивлений
ПРИЛОЖЕНИЕ 4
(Справочное)
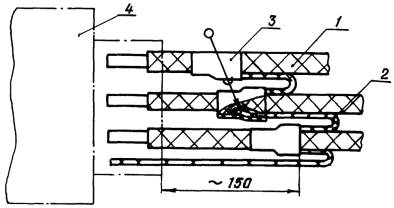
Пример металлизации экранирующих оплеток проводов, жгутов с использованием контактов электрического соединителя
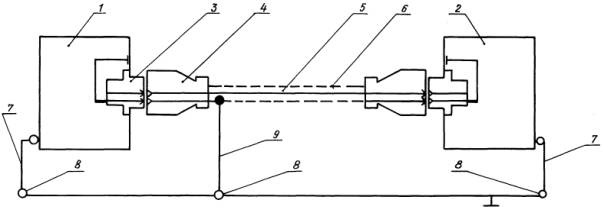
1 - источник помех; 2 - приемник помех; 3 - блочная часть электрического соединителя; 4 - кабельная часть электрического соединителя; 5 - экранированный провод; 6 - экранирующая оплетка экранированного провода; 7 - перемычки металлизации; 8 - узлы металлизации; 9 - провод заземления
ПРИЛОЖЕНИЕ 5
Справочное
ТЕРМИНЫ, ИСПОЛЬЗУЕМЫЕ В СТАНДАРТЕ, И ИХ ОПРЕДЕЛЕНИЯ
|
Термин |
Определение |
|
Экранирование |
Заключение проводов, жгутов, кабелей в металлические трубы, рукава и другие токопроводящие покрытия, обеспечивающие снижение или компенсацию электромагнитного поля при определенном способе металлизации |
|
Металлизация |
Соединение металлических элементов самолета (вертолета) и его агрегатов надежными электропроводящими связями для приведения всех элементов к одному электрическому потенциалу |
|
Узел металлизации |
Совокупность соединений, обеспечивающих электрическую проводимость между металлизируемой конструкцией и общей металлической поверхностью |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
№ изм. |
Номера страниц |
Номер «изв. об изм.» |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
1 |
1, 2, 8, 9, 10, 11, 18, 19 |
- |
- |
- |
10543 |
|
18.12.87 |
01. 01.88 |
|
2 |
1, 2, 3, 4, 5, 6, 7, 8, 9, 18 |
- |
- |
- |
11531 |
|
30.03.90 |
01.01.91 |
|
|
|
|
|
|
|
|
|
|
СОДЕРЖАНИЕ