 | Информационная система | |
ОТРАСЛЕВОЙ СТАНДАРТ
|
БОЛТЫ И ВИНТЫ ИЗ ПОЛИАМИДА Технические условия |
ОСТ 1 01007-81Введен впервые |
|
Проверено в 1986 г. Срок действия продлен до 01.07.96 Срок действия продлен до 01.12.2002 до 01.12.2004 (в) до 01.12.2002 (д) |
Распоряжением Министерства от 17 сентября 1981 г. № 087-16 срок действия установлен с 1 июля 1982 г. до 1 июля 1987 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на болты и винты из полиамидной смолы, предназначенные для эксплуатации в соединениях при температуре от минус 60 до плюс 100 °С.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Болты и винты должны изготовляться в соответствии с требованиями настоящего стандарта и требованиями стандартов конструкции и размеров, в которых имеется ссылка на настоящий стандарт.
1.2. Моменты затяжки болтов и винтов должны соответствовать указанным в табл. 1.
Таблица 1
|
Н · м (кгс · м), не более |
|
|
М3 |
0,0392 (0,004) |
|
М4 |
0,245 (0,025) |
|
М5 |
0,49 (0,05) |
|
М6 |
0,784 (0,08) |
|
М8 |
1,127 (0,15) |
1.3. Не допускаются:
- сколы резьбы более 0,2 длины окружности витка на заходной части и более 0,05 длины на каждом из последующих витков;
- углубление на детали, получающееся при удалении литника, размером более 1 мм, причем оно не должно составлять более 25 % толщины стенки, на которой расположен литник;
- разностность окраски, составляющей более 20 % поверхности детали.
1.4. Допускаются:
- включения окисленного литьевого материала или другого неметаллического материала в виде отдельных точек размером до 0,3 мм в количестве от 1 до 3 шт. на 1 см2 площади детали;
- отдельные внутренние пузыри, площадь которых в сумме не должна составлять более 2 % площади детали;
- торцевое биение X головок болтов и винтов относительно оси стержня не более 0,01 от диаметра головки D (черт. 1);
- смещение головок, шлицев относительно оси стержня в зависимости от диаметра болта или винта:
от 3 до 4 мм - не более 0,15 мм;
от 5 до 8 мм - не более 0,24 мм.
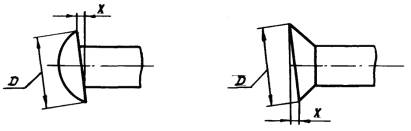
Черт. 1
2. ПРАВИЛА ПРИЕМКИ
2.1. Каждая партия болтов и винтов должна сопровождаться паспортом, удостоверяющим их качество.
2.2. Болты и винты предъявляются к приемке партиями. Партия должна состоять из одного обозначения, изготовленная из одной партии материала и на одной пресс-форме.
2.3. Количество болтов и винтов в партии устанавливается изготовителем.
2.4. От каждой предъявленной к сдаче партии отбираются болты и винты для контроля:
- внешнего вида;
- размеров;
- прочности (испытание на разрыв).
2.5. Минимальное время выдержки деталей после извлечения из пресс-форм до контроля их размеров должно соответствовать указанному в ГОСТ 11710-66.
2.6. Количество болтов и винтов для контроля и испытаний устанавливается согласно табл. 2.
Таблица 2
|
Количество деталей для контроля |
Количество деталей для испытания на разрыв, шт. |
||
|
внешнего вида |
размеров |
||
|
До 500 вкл. |
100 % |
5 %, но не более 100 шт. |
5 |
|
Св. 500 до 1000 |
10 |
||
|
Св. 1000 до 5000 |
15 |
||
|
Св. 5000 |
20 |
||
2.7. Контроль и испытание болтов и винтов проводятся при температуре 25 °C ± 10 °C.
2.8. Если из числа болтов или винтов, взятых из партии для контроля размеров, более пяти не удовлетворяют требованиям настоящего стандарта, проводится повторная проверка, для которой отбирается удвоенное количество болтов или винтов. Если при повторной проверке более пяти болтов или винтов не удовлетворяют указанным требованиям, партия бракуется.
2.9. Партия деталей, забракованных по наружному виду, может быть повторно предъявлена к приемке после сортировки и исправления.
2.10. Если из числа болтов или винтов, взятых из партии для испытания на прочность, хотя бы один болт или винт не удовлетворяет требованиям настоящего стандарта, партия бракуется.
3. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3.1. Контроль внешнего вида и размеров.
3.1.1. Внешний вид болтов и винтов проверяется невооруженным глазом под рефлектором лампы мощностью 100 Вт с непрозрачным абажуром.
3.1.2. Контроль размеров проводится предельными калибрами, шаблонами, универсальным или специальным измерительным инструментом. Резьба должна проверяться предельными калибрами.
3.1.3. Контроль высоты H потайной головки болтов и винтов рекомендуется проводить по схеме, приведенной на черт. 2.

Черт. 2
3.2. Испытание на разрыв
3.2.1. Испытание болтов и винтов на разрыв проводить с гайками из того же материала.
Испытание на разрыв проводится по схеме, приведенной на черт. 3.

Черт. 3
Допускается уменьшение размера 1,2d, если при этом в процессе испытаний не происходит цепного среза винтов резьбы.
Расчетная разрушающая нагрузка (сила) на разрыв болтов и винтов должна быть не менее указанной в табл. 3.
Таблица 3
|
Разрушающая нагрузка Н (кгс) |
|
|
М3 |
350 (35) |
|
М4 |
700 (70) |
|
М5 |
1400 (140) |
|
М6 |
1800 (180) |
|
М8 |
2500 (250) |
3.2.2. При испытании болтов и винтов на разрыв допускается отрыв головок при нагрузках, не менее указанных в табл. 3.
3.2.3. Расчетные разрушающие усилия на срез болтов должны быть не менее указанных в табл. 4.
Таблица 4
|
Разрушающая нагрузка Н (кгс) |
|
|
М6 |
1800 (180) |
|
М8 |
2800 (280) |
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировать обозначение и клеймить окончательную приемку на бирке для партии деталей.
4.2. Упаковка, транспортирование и хранение - по ОСТ 1 80063-73.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
№ изм. |
Номера страниц |
Номер «Изв. об изм.» |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
1 |
1, 2, 3, 4, 5 |
- |
- |
- |
10318 |
|
27.04.87 |
с 01.07.87 |
|
б |
1 |
- |
- |
- |
12721 |
|
|
3.11.2000 |
|
в |
1 |
- |
- |
- |
13057 |
|
|
27.12.2004 |
|
д |
1 |
- |
- |
- |
13145 |
|
14.08.06 |
доп. из. 7-9-2005 |
|
|
|
|
|
|
|
|
|
|
СОДЕРЖАНИЕ