 | Информационная система | |
Ассоциация «Росэлектромонтаж»
Инструкция
по монтажу вспомогательных цепей
№ И 1.06-08
Москва
2008
|
Ассоциация «Росэлектромонтаж» |
Инструкция по монтажу вспомогательных цепей |
№ И 1.06-08 |
РАЗРАБОТАНА: ОАО «Южуралэлектромонтаж»
РАЗРАБОТЧИКИ: В.Д. Климанов, А.А. Аборнев, Н.Н. Ковков
ВЗАМЕН: ВСН 379-77 ММСС СССР
СОДЕРЖАНИЕ
АННОТАЦИЯ
В Инструкции приведены основные нормы, правила и требования, касающиеся технологии монтажа вспомогательных электрических цепей (измерительных, управления, защиты, сигнализации), прокладываемых по панелям щитов, шкафов, пультов и в ячейках распределительных устройств, указания по прокладке проводов и кабелей и присоединению их к наборным зажимам и электроаппаратам.
Требования Инструкции, регламентированные действующими нормативно-техническими документами, являются обязательными.
В приложениях к инструкции приведены правила выполнения электрических схем, условные графические изображения элементов электрических схем, монтажные принадлежности, оборудование, приборы и монтажный инструмент, применяемые при монтаже второстепенных цепей.
Инструкция предназначена для проектных, монтажных организаций и заводов Ассоциации «Росэлектромонтаж».
Инструкция может быть использована специалистами эксплуатирующих организаций.
|
УТВЕРЖДЕНА Президент
Ассоциации Е.Ф. Хомицкий |
Дата введения 01.04.2008 г.
Термины и определения
Аппаратура распределения и управления1 - общий термин для коммутационных аппаратов и их комбинации с относящимися к ним устройствами управления, измерения, защиты и регулирования, а также для узлов, в которых такие аппараты и устройства соединяются с соответствующими фидерами, комплектующим оборудованием, оболочками и опорными конструкциями.
Зажим2 - одна или несколько частей вывода, необходимые для механического крепления и электрического присоединения одного или нескольких проводников.
Знак полярности3 - дополнительная маркировка, обозначающая, к какому полюсу цепи постоянного тока подсоединен провод.
________
1ГОСТ Р 50030.1-2000 (МЭК 60947-1-99) Аппаратура распределения и управления низковольтная. Часть 1. Общие требования и методы испытаний.
2ГОСТ 18311-80 Изделия электротехнические. Термины и определения основных понятий.
3ГОСТ Р 50509 (МЭК 391-72) Маркировка изолированных проводников.
Маркировочный знак - знак, который ставится для обозначения провода или групп проводов на каждом конце и, при необходимости, на видимых частях по всей их длине.
Маркировка основная - система маркировки, которая характеризует каждый провод или группу проводов без учета их электрической функции.
Маркировка зависимая - система маркировки проводов или групп проводов, основанная на маркировке зажимов, к которым подсоединены провода, или на маркировке оборудования, к которому подсоединены группы проводов.
Маркировка независимая - система маркировки проводов или групп проводов, независимая от маркировки зажимов, к которым подсоединены провода, или от маркировки оборудования, к которому подсоединены группы проводов.
Маркировка сложная - система маркировки, которая использует одновременно зависимую и независимую маркировки.
Маркировка дополнительная - система маркировки, обычно применяемая как дополнение к основной маркировке и основанная на электрической функции каждого провода или группы проводов.
Низковольтное устройство распределения и управления (НКУ)1 - комбинация низковольтных коммутационных аппаратов с устройствами управления, измерения, сигнализации, защиты, регулирования и т.п., полностью смонтированных изготовителем НКУ со всеми внутренними электрическими и механическими соединениями с соответствующими конструктивными элементами.
Примечание: сокращение НКУ используют для обозначения низковольтных комплектных устройств распределения и управления.
Распределительное устройство (РУ)2 - электроустановка, служащая для приема и распределения электроэнергии и содержащая коммутационные аппараты, сборные и соединительные шины, вспомогательные устройства (компрессорные, аккумуляторные и др.), а также устройства защиты, автоматики и измерительные приборы.
Цепь главная (НКУ)3 - все токоведущие части НКУ, включенные в цепь, предназначенную для передачи электрической энергии (МЭС 441-13-02).
Цепь вспомогательная (НКУ) - все токоведущие части НКУ, включенные в цепь, предназначенную для управления, измерения, сигнализации, регулирования, обработки и передачи данных и т.д. и не являющуюся главной цепью (МЭС 441-13-03, с изменением).
Цепь электрическая управления4 - вспомогательная цепь электротехнического изделия (устройства), функциональное назначение которой состоит в приведении в действие электрооборудования и (или) отдельных электротехнических изделий или устройств или в изменении значений их параметров.
________
1ГОСТ Р 51321.1-2000 (МЭК 60439-1-92) Устройства комплектные низковольтные распределения и управления.
2ПУЭ. Глава 4.2. Распределительные устройства и подстанции напряжением выше 1 кВ.
3ГОСТ Р 51321.1-2000 (МЭК 60439-1-92) Устройства комплектные низковольтные распределения и управления. Часть 1. Устройства, испытанные полностью или частично. Общие технические требования и методы испытаний.
4ГОСТ 18311-80 Изделия электротехнические. Термины и определения основных понятий.
Цепь электрическая сигнализации - вспомогательная цепь электротехнического изделия (устройства), функциональное назначение которой состоит в приведении в действие сигнальных устройств.
Цепь электрическая измерения - вспомогательная цепь электротехнического изделия (устройства), функциональное назначение которой состоит в измерении и (или) регистрации значений параметров и (или) получении информации измерений электротехнического изделия (устройства) или электрооборудования.
Цепь электрическая защиты - вспомогательная цепь электротехнического изделия (устройства), функциональное назначение которой состоит в приведении в действие электрической защиты электротехнического изделия (устройства) или электрооборудования.
Электротехническое устройство - совокупность взаимосвязанных электротехнических изделий, находящихся в конструктивном и (или) функциональном единстве, предназначаемая для выполнения определенной функции по производству или преобразованию, передаче, распределению или потреблению электрической энергии.
Электрооборудование - любое оборудование, предназначенное для производства, преобразования, передачи, распределения или использования электрической энергии, такое как машины, трансформаторы, аппараты, измерительные приборы, устройства защиты, кабельная продукция, электроприемники.
Электропроводка1 - совокупность проводов и кабелей с относящимися к ним креплениями, поддерживающими защитными конструкциями и деталями, установленными в соответствии с Правилами устройства электроустановок.
________
1ПУЭ. Глава 2.1. Электропроводки
1. Общие указания по монтажу вспомогательных цепей
1.1. Монтаж вспомогательных цепей следует выполнять по утвержденному в установленном порядке проекту в соответствии с требованиями СНиП 3.05.06-85 «Электротехнические устройства», Правил устройства электроустановок (6-е и 7-е издание), СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования», «Правил техники безопасности при электромонтажных и наладочных работах» (Концерн «Электромонтаж», 1990 г.), «Правил пожарной безопасности в Российской Федерации ППБ 01-03», инструкций заводов-изготовителей электрооборудования, других нормативно-технических документов и настоящей Инструкции.
1.2. Прокладку контрольных кабелей внешних вспомогательных цепей следует выполнять в соответствии с требованиями глав ПУЭ 2.1 «Электропроводки. Общие требования» и 2.3 «Кабельные линии напряжением до 220 кВ. Общие требования».
1.31. Работы по монтажу вспомогательных цепей следует производить в соответствии:
- с рабочими чертежами основных комплектов чертежей электротехнических марок;
- с рабочей документацией электроприводов;
- с рабочей документацией нестандартизированного оборудования, выполненной проектной организацией;
- с рабочей документацией предприятий-изготовителей электротехнического оборудования.
________
1СНиП 3.05.06-85 «Электротехнические устройства».
1.4. Монтаж вспомогательных цепей необходимо производить после установки и закрепления на конструкциях всего предусмотренного технической документацией электрооборудования, аппаратов и приборов.
1.5. Панели должны иметь надписи с обслуживаемых сторон, указывающие присоединения, к которым относится панель, ее назначение, порядковый номер панели в щите, а установленная на панелях аппаратура должна иметь надписи или маркировку согласно схемам.
1.6. Маркировать аппараты следует до монтажа проводов вспомогательных цепей по схеме электрических соединений. В порядке исключения маркировать аппараты, где монтаж сложен, можно после окончания монтажа. Провода вспомогательных цепей при этом не должны закрывать места маркировки аппаратов.
1.7. В одном контрольном кабеле допускается объединение цепей управления, измерения, защиты и сигнализации постоянного и переменного тока, а также силовых цепей, питающих электроприемники небольшой мощности (например, электродвигатели задвижек).
Допускается применение общих кабелей для цепей разных присоединений, за исключением взаимно резервируемых.
1.8. Число резервных жил в контрольных кабелях и проводов в потоках определяется проектом.
1.7. Соединение контрольных кабелей с целью увеличения их длины допускается, если длина трассы превышает строительную длину кабеля. Соединение кабелей следует осуществлять на промежуточных рядах зажимов или с установкой герметичных муфт, предназначенных для данного типа кабелей.
1.9. При прокладке проводов и кабелей по горячим поверхностям или в местах, где изоляция может подвергаться воздействию масел и других агрессивных сред, следует применять специальные провода и кабели.
Провода и жилы кабеля, имеющие несветостойкую изоляцию, должны быть защищены от воздействия света.
1.10. Провода и кабели перед прокладкой необходимо проверить на обрыв жил.
1.11. При формировании потоков провода следует располагать так, чтобы при ответвлении они не перекрещивались. При необходимости перекрещивать провода следует в наиболее удобном месте: на выходе из основного потока или непосредственно у аппарата (прибора).
1.12. Обход препятствий необходимо выполнять, как показано на рис. 1.1, а. При обходе металлических конструкций под провода 1 необходимо установить изоляционную прокладку 2.

Рис. 1.1. Выполнение обхода препятствий проводом (жгутом
проводов):
а - правильное; б - неправильное
1.13. Проводки второстепенных цепей в камерах выключателей нагрузки, разъединителей, измерительных трансформаторов, а также при подводе к приборам защиты, сигнализации и контроля, установленным на силовых трансформаторах открытых и закрытых распределительных устройств, следует выполнять в коробах или стальных трубах.
1.14. В местах прохода через стальные перегородки в сборных и комплектных камерах распределительных устройств провода следует заключать в изоляционные втулки. По стенкам камер провода необходимо прокладывать в специальных нишах или коробах.
1.15. Радиус изгиба медных проводов не менее пяти диаметров провода для гибких многопроволочных проводов и не менее десяти - для однопроволочнных. При прокладке проводов разных диаметров радиус изгиба следует выбирать по проводу с наибольшим диаметром.
Необходимо точно определять места изгиба проводов, не допуская выпрямления изогнутых проводов и повторного изгибания.
1.161. Кабели второстепенных цепей, жилы кабелей и провода, присоединяемые к сборкам зажимов или аппаратам, должны иметь маркировку.
________
1ПУЭ Глава 3.4 «Вспомогательные цепи».
1.17. Монтаж цепей постоянного и переменного тока в пределах щитовых устройств (панели, пульты, шкафы, ящики и т.п.), а также внутренние схемы соединений приводов выключателей, разъединителей и других устройств по условиям механической прочности должны быть выполнены проводами или кабелями с медными жилами сечением не менее:
- для однопроволочных жил, присоединяемых винтовыми зажимами, 1,5 мм2;
- для однопроволочных жил, присоединяемых пайкой, 0,5 мм2;
- для многопроволочных жил, присоединяемых пайкой или под винт с помощью специальных наконечников, 0,35 мм2. В технически обоснованных случаях допускается применение проводов с многопроволочными медными жилами, присоединяемыми пайкой, сечением менее 0,35 мм2, но не менее 0,2 мм2;
- для жил, присоединяемых пайкой в цепях напряжением не выше 60 В (диспетчерские щиты и пульты, устройства телемеханики и т.п.), - 0,197 мм2.
Механические нагрузки на места пайки проводов не допускаются.
Для переходов на дверцы электроконструкций должны быть применены многопроволочные провода сечением не менее 0,5 мм2; допускается также применение проводов с однопроволочными жилами сечением не менее 1,5 мм2 при условии, что жгут проводов работает только на кручение.
Для монтажа следует применять провода и кабели с изоляцией, не поддерживающей горение.
Применение проводов и кабелей с алюминиевыми жилами для внутреннего монтажа электроконструкций не допускается.
1.18. Соединения аппаратов между собой в пределах одной электроконструкции следует выполнять, как правило, непосредственно без выведения соединяющих проводов на промежуточные зажимы.
1.19. Промежуточные зажимы следует устанавливать только там, где:
- провод переходит в кабель;
- объединяются одноименные цепи (сборка зажимов цепей отключения, цепей напряжения и т.п.);
- требуется включать переносные испытательные и измерительные аппараты, если нет испытательных блоков или аналогичных устройств;
- несколько кабелей переходит в один кабель или перераспределяются цепи различных кабелей.
1.20. Зажимы, относящиеся к разным присоединениям или устройствам, должны быть выделены в отдельные сборки зажимов.
1.21. При монтаже второстепенных цепей необходимо выполнять следующие требования:
- подводить провода к месту присоединения кратчайшим путем;
- стремиться к наименьшему числу перекрещиваний между жгутами проводов;
- следить, чтобы жгуты проводов не закрывали доступ к наборным зажимам, выводам приборов и аппаратов и не мешали их замене;
- провода, относящиеся к одному аппарату или группе однородных аппаратов, по возможности объединять в один жгут;
- при многослойных потоках в нижний слой укладывать провода наиболее удаленных от наборных зажимов аппаратов и приборов;
- собирать в одном ряду провода, наиболее близкие друг к другу в местах присоединения к аппаратам;
- соблюдать однотипность крепления и формирования потоков проводов;
- до укладки жгута осматривать провода и выправлять вытяжкой;
- при формировании и прокладке жгутов устранять волнистость проводов, образующуюся в результате сильной перетяжки бандажей (рис. 1.2, б); провода в жгуте укладывать плотно и строго параллельно друг другу (рис. 1.2, а); выравнивать жгуты проводов после каждого крепления;

Рис. 1.2. Формирование и бандажирование потока проводов:
1 - поток проводов; 2 - изоляционная прокладка; 3 - стяжки кабельные
- соблюдать горизонтальность и вертикальность жгутов и отдельных проводов (отклонения должны быть не более 6 мм на 1 м длины потока);
- перекрещивания и ответвления проводов от основного потока, а также повороты выполнять одинаково и под прямым углом; особое внимание уделять изгибу первого провода, так как по нему будет формироваться поворот всего жгута. Повороты жгута проводов рекомендуется выполнять так, как показано на рис. 1.3.
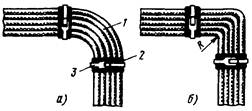
Рис. 1.3. Выполнение поворота потока проводов на 90°:
а - рекомендуемый способ; б - допускаемый способ; 1 - 3 -
см. рис. 1.2.
Радиус изгиба медных проводов не менее пяти диаметров провода для гибких многопроволочных проводов и не менее десяти - для однопроволочных.
2. Требования к электротехнической рабочей документации
2.1. Электротехническая рабочая документация на монтаж второстепенных цепей должна соответствовать требованиям Единой системы конструкторской документации (ЕСКД), Системе проектной документации для строительства (СПДС), СНиП 11.01-95 «Инструкция о порядке разработки, согласования, утверждения и составе проектной документации на строительство предприятий, зданий и сооружений», СНиП 3.05.06-85 «Электротехнические устройства», ПУЭ, Инструкции «Электротехническая рабочая документация. Общие требования и рекомендации по составу и оформлению» (Всероссийский научно-исследовательский проектно-конструкторский институт «Тяжпромэлектропроект», 1993 г.) и ведомственных правил, согласованных и утвержденных в установленном порядке.
2.2. Для выполнения работ по монтажу второстепенных цепей заказчик или генеральный подрядчик должны передать монтажной организации техническую документацию в трех экземплярах со штампом «К производству работ» в согласованные договором сроки.
2.3. Объем и содержание проектной документации должны отвечать требованиям Инструкции «Электротехническая рабочая документация. Общие требования и рекомендации по составу и оформлению».
2.4. В состав электротехнической рабочей документации для монтажа второстепенных цепей входят:
1. чертеж общего вида устройства с таблицей надписей;
2. спецификация на устанавливаемое оборудование и материалы;
3. схемы электрические соединений;
4. схемы электрические подключений;
5. схемы электрические принципиальные.
3. Подготовка и организация монтажных работ
3.11. До начала производства работ должны быть выполнены следующие мероприятия:
- получена рабочая электротехническая документация;
- согласованы графики поставки оборудования, изделий и материалов;
- приняты необходимые помещения для размещения бригад рабочих, специалистов, а также для складирования материалов и инструмента;
- разработан проект производства работ, проведено ознакомление специалистов и бригадиров с рабочей документацией, организационными и техническими решениями проекта производства работ;
- выданы заказы мастерским на изготовление изделий, заготовку и сборку узлов проводок второстепенных цепей;
- подготовлены рабочие места и укомплектованы их защитными средствами, медицинскими аптечками и противопожарным инвентарем;
- подобраны и завезены на объект монтажа инструменты, приспособления, инвентарь и проверено их техническое состояние;
- укомплектованы и завезены на объект монтажа материалы, провода, кабели, приборы, аппараты и оборудование в соответствии с комплектовочными ведомостями.
________
1СНиП 3.05.06-85 «Электротехнические устройства».
3.2. Электрооборудование, изделия и материалы следует поставлять по согласованному с электромонтажной организацией графику, который должен предусматривать первоочередную поставку материалов и изделий, включенных в спецификации на блоки, подлежащие изготовлению в МЭЗ.
3.3. При приемке оборудования в монтаж производится его осмотр, проверка комплектности (без разборки), проверка наличия и срока действия гарантий предприятий-изготовителей.
3.4. Электрооборудование, на которое истек нормативный срок хранения, указанный в государственных стандартах или технических условиях, принимается в монтаж только после проведения предмонтажной ревизии, исправления дефектов и испытаний. Результаты проведенных работ должны быть занесены в формуляры, паспорта и другую сопроводительную документацию или должен быть составлен акт о проведении указанных работ.
3.5. Электрооборудование, изделия и материалы, принятые в монтаж, следует хранить в соответствии с требованиями государственных стандартов или технических условий.
4. Индустриальные методы заготовки жгутов проводов
4.1. Комплектные электротехнические устройства со смонтированными внутренними второстепенными цепями должны изготовляться на заводах или (как исключение) в МЭЗ.
4.2. Основой для разработки технической документации является задание, выдаваемого заказчиком на изготовление электрооборудования.
4.3. На основании задания разрабатывается конструкторская документация на изделие (схемы электрические принципиальные, соединений и подключений, документация на изготовление металлических корпусов и других металлоконструкций).
4.4. На основании чертежей составляется ведомость норм расхода материалов и комплектующих изделий на устройство. На серийную продукцию разрабатывается технологическая документация.
4.5. После комплектации задание передается в производственное подразделение для выполнения работ.
4.6. При выполнении второстепенных цепей на однотипных устройствах нет необходимости прокладывать провода в каждом случае по месту. Производительнее вести предварительную заготовку жгутов проводов на специальных столах-стендах при помощи шаблонов. Для работы на этих столах предварительно необходимо составить эскиз жгута проводов.
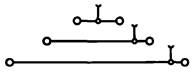
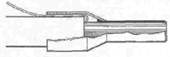
4.7. Эскиз составляют на основании схемы соединений, разметки трассы прокладки, а также мест прокладки на коммутируемом устройстве. Эскиз жгута проводов можно выполнять в однолинейном (см. рис. 4.1, а) и изометрическом (см. рис. 4.1, б) изображениях.
На эскизах жгуты проводов со всеми ответвлениями и изгибами следует вычерчивать одной линией.
На каждом прямолинейном участке жгута (от утла до угла или ответвления) наносят размеры, определенные при замере трассы прокладки жгута проводов (см. рис. 4.1, а). На эскизах прямые участки и углы изгиба жгута проводов на ребро изображают в виде линий, а углы изгиба жгута на плоскость - крестиком или другой отметкой. На всех участках потока в кружочках указывают количество проводов.
Производить замеры по месту и наносить размеры на эскизе следует с точностью, исключающей брак при монтаже и перерасход проводов при заготовке жгутов.
По эскизам определяют и отмечают на схеме соединений длину проводов.
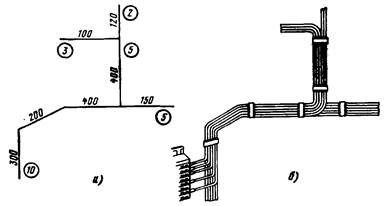
Рис. 4.1. Эскизы для заготовки проводов
4.8. При многопроводной прокладке необходимо замеры вести по среднему проводу, т.е. по центру жгута. Замеряют ответвления от основного жгута до аппарата, прибавляя длину провода, необходимую на изгиб и присоединение его к аппарату. По эскизу подсчитывают длину и количество проводов для предварительной заготовки. Рассчитанные по эскизу длины проводов проставляют на монтажной схеме.
4.9. Жгуты проводов по эскизам компонуют следующим образом. По отметкам на монтажной схеме берут требуемое количество проводов соответствующей длины, которые укладывают на столе в поток намеченной формы. Так как сборка жгута, как правило, начинается от ряда зажимов, то концы проводов имеют разную длину в зависимости от места их присоединения. Крепят жгуты временными бандажами. Первый бандаж накладывают на расстоянии 50 - 60 мм от начала первого прямолинейного участка жгута. Следующие бандажи накладывают через промежутки, необходимые для сохранения формы компонуемого жгута (через каждые 500 - 600 мм).
Если необходимо сформировать жгут с утлом на ребро, то на нем мелом делают метку по размеру прямолинейного участка на эскизе. Отступая от этой метки назад на расстояние, равное половине ширины жгута, делают на внутреннем проводе вторую метку, по которой изгибается этот провод. Все следующие провода изгибают по этому проводу. При ответвлении части жгута поступают аналогично, только в этом случае отступают на расстояние, равное половине ширины ответвления. После выполнения изгиба отмеряют согласно эскизу следующий прямолинейный участок, и так до конца жгута.
После полной сборки жгут изгибают на плоскость. Так как при изгибании жгута проводов на плоскость нижний ряд проводов натягивается, то при сборке жгута на нижний ряд дают припуск для компенсации этой натяжки.
Пакетирование (см. рис. 4.2) и изгибание жгутов проводов на плоскость (см. рис. 4.3) следует выполнять при помощи специальных приспособлений или пластин.

Рис. 4.2. Пакетирование потока проводов:
а - сжим для пакетирования; б - пакет проводов;
1 - винт с шайбой; 2 - прижимные пластины;
3 - нижняя планка сжима с резьбой для винта; 4 - прокладки
4.10. При необходимости изготовления по одной и той же схеме нескольких одинаковых жгутов или перемычек рекомендуется применять шаблоны, изготовляемые из электрокартона, фанеры или другого листового материала и представляющие собой макет части или всей монтируемой электроконструкции, универсальные шаблоны - столы, на которых установлены плиты с рядами отверстий, куда по разметке закладываются шпильки, а также объемные шаблоны.
4.11. При заготовке и монтаже жгута проводов на электроконструкциях с помощью шаблонов, выполненных из листового материала, например из электрокартона, следует:
- на листе электрокартона толщиной 0,5 мм карандашом и линейкой разметить схему панели, места креплений обозначить крестиками;

Рис. 4.3. Изгибание потока проводов на плоскость
а - с помощью деревянной пластины; б - с помощью алюминиевой скобы
1 - деревянная плита; 2 - поток проводов; 3 - деревянная пластина;
4 - бандаж; 5 - скоба из листового алюминия
- через прикрепленный к панели размеченный электрокартон с помощью кернера отметить на панели места крепления приборов, аппаратов и жгутов проводов;
- после разметки панели снять шаблон и аналогично разметить следующие однотипные электроконструкции;
- размеченные электроконструкции передать на дальнейшую обработку, а по шаблону на столе-стенде выполнить заготовку и разводку потоков и оконцевание проводов. Для того чтобы при прокладке и оконцевании проводов жгут на шаблоне не сместился, вдоль него на шаблоне в трех - четырех местах следует выполнить сквозные отверстия, с помощью которых поток проводов временно прикрепить к шаблону;
- на размеченные места электроконструкции установить приборы, аппараты и реле или их макеты (шаблоны) - вырезанные из стального листа проекции оснований. Для установки макетов на электроконструкцию в местах, соответствующих крепежным отверстиям аппаратов и приборов, запрессовать втулки высотой 10 мм, на которых расположить макеты аппаратуры, закрепляемые на электроконструкции винтами;
- заготовленные жгуты проводов уложить и закрепить на электроконструкциях;
- с электроконструкций снять макеты и взамен их установить приборы и аппараты;
- присоединить провода к наборным зажимам, приборам и аппаратам.

Рис. 4.4. Заготовка жгута проводов с применением универсального шаблона.
4.12. При заготовке жгутов проводов с применением универсальных шаблонов (см. рис. 4.4) следует:
- в отверстия наклонной деревянной плиты 1, установленной на столе, по направлению трассы жгута проводов 4 ввернуть шпильки 2, а при отсутствии отверстий - забить гвозди без шляпок; шпильки установить также в местах расположения контактных пружин и выводов катушек аппаратов;
- в соответствии со схемой соединений произвести раскладку проводов. Для этого вертушки с проводами установить недалеко от стола универсального шаблона; разматывая провод 3 с вертушки, уложить его за шпильками по направлению потока проводов и двумя - тремя витками закрепить на шпильке-выводе самого удаленного от наборных зажимов аппарата; второй конец провода закрепить таким же образом на шпильке другого аппарата или зажима, к которому провод должен быть подключен, и отрезать. Аналогично произвести раскладку остальных проводов жгута;
- выполнить бандажирование (вязку) проводов в жгутах на прямолинейных участках с шагом 150 - 200 мм в зависимости от толщины жгута, а также во всех местах выхода проводов из жгута;
- концы проводов снять со шпилек, имитирующих выводы аппаратов, распрямить и откусить по линейке-шаблону до длины, обеспечивающей возможность присоединения провода к выводу аппарата. Линейку-шаблон следует прикладывать ребром к плите, а плоскость - к откусываемым концам проводов;
- заготовленные жгуты снять с плиты, оконцевать провода и промаркировать потоки.
На универсальных шаблонах путем перестановки шпилек можно заготавливать жгуты проводов по различным схемам.
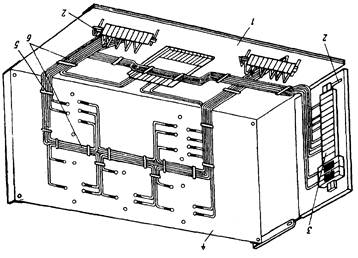
Рис. 4.5. Заготовка проводов с применением объёмного шаблона.
1 - объемный шаблон; 2 - крепежная конструкция; 3 - сборка наборных зажимов;
4 - передняя часть шаблона со жгутом оконцованных проводов; 5 - бандаж;
6 - жгут проводов
4.13. При заготовке и прокладке жгутов проводов с применением объемного шаблона (см. рис. 4.5) следует:
- уложить провода на приборном листе;
- установить приборный лист с уложенными проводами на шаблон;
- установить на крепежные конструкции наборные зажимы в соответствии с собираемой схемой;
- выполнить проладку потоков проводов, сходящих с приборного листа к аппаратам, приборам, наборным зажимам и вторичным шинкам;
- оконцевать провода и присоединить их концы к зажимам;
- отсоединить концы проводов от выводов аппаратов и второстепенных шинок;
- снять приборный лист с проводами с шаблона, перенести его в монтируемое устройство и закрепить на панели.
4.14. Изготавливать большое количество перемычек или несложных потоков, состоящих из трех-четырех проводов, следует также с помощью шаблонов (см. рис. 4.6):
- по месту изготовить одну перемычку-образец (см. рис. 4.6, а). Если перемычка получится изогнутой в разных плоскостях, ее углы развернуть (но не разогнуть) в одну плоскость;
- заготовленный образец перемычки уложить на первый шаблон - кусок фанеры или гладкой доски (см. рис. 4.6, б). В одно из колец и по внутренним сторонам углов перемычки забить шпильки 1, которые должны выступать над плоскостью фанеры (доски) на 10 - 12 мм. Таким образом образуется шаблон, по которому можно изготовить необходимое количество перемычек;
- перемычку 2 снять со шпилек, выпрямить по всей длине и уложить на второй шаблон-кусок фанеры (доски) шириной 200 - 250 мм (см. рис. 4.6,в) и длиной, на 100 - 120 мм превышающей длину выпрямленной перемычки;
- с одной стороны по ширине шаблона закрепить упор 3 высотой 5 - 8 мм. К упору прижать конец перемычки и отметить на шаблоне линию снятия изоляции 4 и линию отрезания проводов 5;
- по изготовленному шаблону отрезать куски проводов необходимой длины, снять изоляцию и оконцевать;
- изогнуть заготовленные отрезки проводов на первом шаблоне, для чего одно из колец отрезка надеть на первую шпильку, а затем рукой завести провод поочередно за последующие шпильки и изогнуть в одной плоскости. Заготовленные перемычки снять со шпилек шаблона. Изгибать перемычки в других плоскостях при необходимости следует путем развертывания по отрезку-образцу в нужных направлениях.
Для изготовления несложных (коротких) жгутов заготовленные указанным способом отрезки проводов необходимой длины и конфигурации следует уложить в пучки и забандажировать.
4.15. Крепить провода в жгутах рекомендуется лентой К226 с кнопками К227 или стяжками (хомутами) (см. рис. 5.2.2).

Рис. 4.6. Изготовление перемычек
5. Монтаж каналов для прокладки проводов
5.1. При большом количестве проводов в потоке, а также на бескаркасных электроконструкциях провода второстепенных цепей рекомендуется прокладывать в каналах прямоугольного сечения (см. рис. 5.1. и табл. 5.1).

Рис. 5.1. Вид канала прямоугольного сечения
Размеры каналов (высота х ширина), мм:
24×24, 36×24, 36×37, 36×49, 49×24, 49×37, 49×49, 49×74, 49×99, 49×124, 73×36, 73×49, 73×74, 73×99, 73×124.
5.2. Как правило, электроконструкции поступают с заводов-изготовителей с выполненным монтажом каналов. При отсутствии каналов они устанавливаются в соответствии с проектной документацией.
5.3. Каналы следует крепить к электроконструкциям скобами с применением насечных заклёпок, входящих в принадлежности для монтажа каналов (см. табл. 5.3). Кроме того, каналы можно приклеивать к панелям самоклеящейся лентой.
5.4. При небольшом количестве прокладываемых проводов, а также в местах перехода на двери шкафов целесообразно использовать каналы круглого сечения (см. рис. 5.2 и табл. 5.2). Монтаж таких каналов по стенкам электроконструкций аналогичен монтажу каналов прямоугольного сечения.
Основные характеристики каналов прямоугольного сечения
|
Поперечное сечение канала |
Перфорация боковой поверхности А |
Перфорация боковой поверхности В |
|
Перфорация дна по EN 50085. Ширина канала 20, 25, 37 и 50 мм |
Перфорация дна по EN 50085. Ширина канала 75, 100 и 125 мм |
Зажим для фиксации проводов |





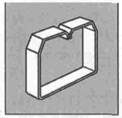

Рис 5.2. Вид канала круглого сечения
Размеры каналов (высота х ширина х длина), мм:
21×23×500, 31×33×500, 45×43×500.
Основные характеристики каналов круглого сечения
|
Вид сбоку VK flex 10 |
Крепежная планка VK flex 10 |
Вид сбоку VK flex 20, 30, 40 |
|
|
Крепежная планка VK flex 20, 30 |
Крепежная планка VK flex 40 |
||





Принадлежности для монтажа каналов










6. Монтаж крепежных элементов для электроаппаратуры
6.1. Размещение крепежных элементов
6.1.1. Настоящий раздел является одним из примеров монтажа крепёжных элементов. Набор элементов и размещение их в электроконструкции определяется проектом.
6.1.2. Элементы электроаппаратуры внутри электроконструкций крепятся к перфорированным монтажным стойкам.
6.1.3. В перфорированных монтажных стойках электроконструкций следует различать две стороны: переднюю и внутреннюю (см. рис. 6.1.1).
6.1.4. Передняя сторона.
К наружной стороне монтажных стоек (см. рис. 6.1.2) крепят монтажные рейки и
пластины для аппаратов стационарной установки с передним подключением. Вырезы ![]() предназначены
для клипс для винтов (см. рис. 6.1.4).
Клипсы закрепляются поворотом на 1/4 оборота. Отверстия диаметром 6 мм
используются для уголков на концах монтажных стоек. В монтажных стойках имеются
также отверстия диаметром 4,5 мм.
предназначены
для клипс для винтов (см. рис. 6.1.4).
Клипсы закрепляются поворотом на 1/4 оборота. Отверстия диаметром 6 мм
используются для уголков на концах монтажных стоек. В монтажных стойках имеются
также отверстия диаметром 4,5 мм.
6.1.5. Внутренняя сторона.
К внутренней стороне монтажных стоек (см. рис. 6.1.3) крепят регулируемые по глубине электроконструкции монтажные рейки. Кроме того, к внутренним сторонам крепят монтажные пластины для устройств ввода резервного питания.
Через каждые 50 мм в стойке расположены прорези. Фиксация пластин по глубине осуществляется через продолговатые отверстия в стойке.
6.2. Крепление монтажных реек
6.2.1. Точки крепления монтажной рейки определяются высотой и расположением лицевой панели. Середина вилочного кронштейна, к которому крепится монтажная рейка, должна располагаться по оси секции лицевой панели. Верхняя точка монтажной стойки соответствует верхней точке первой секции лицевой панели. Это точка называется опорной или нулевой (см. рис. 6.2.1).
6.2.2. Пример. Установка двух монтажных реек и секций лицевой панели в верхней части электроконструкции:
- первая секция лицевой панели: высота h1 = 300 мм. Положение вилочных кронштейнов относительно нулевой точки: 300/2 = 150 мм.
- вторая секция лицевой панели: высота h2 = 200 мм. Положение вилочных кронштейнов относительно нижней точки первой секции: 200/2 = 100 мм. Таким образом, расстояние от нулевой точки равно: 300 + 100 = 400 мм.
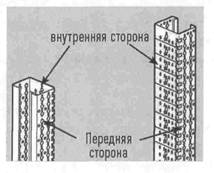
Рис. 6.1.1. Стороны перфорированных монтажных стоек

Рис. 6.1.2. Отверстия на передней стороне стойки

Рис. 6.1.3. Прорези отверстия на внутренней стороне стойки

Рис. 6.1.4. Установка клипсы под самонарезающий винт

Рис. 6.2.1. Крепление монтажной рейки к монтажной стойке
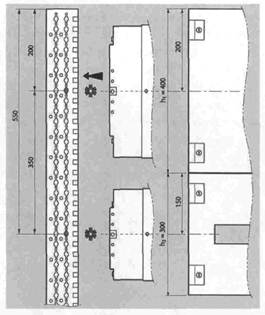
Рис. 6.3.1. Крепление монтажных пластин для
автоматических выключателей к монтажным стойкам.
6.3. Установка монтажных пластин
6.3.1. Точки крепления монтажных пластин для автоматических выключателей располагаются по оси соответствующей лицевой панели. Клипсы вставляются в отверстия, расположенные ближе к середине электроконструкции (см. рис. 6.3.1).
6.3.2. Пример. Установка двух монтажных пластин и секций лицевой панели в верхней части электроконструкции.
- первая секция лицевой панели: высота h1 = 400 мм. Отверстия, в которые необходимо вставить клипсы, расположены относительно нулевой точки на расстоянии: 400/2 = 200 мм.
- вторая секция лицевой панели: высота h2 = 300 мм. Отверстия для винтов, расположены относительно нижнего края первой секции лицевой панели на расстоянии: 300/2 = 150 мм.
Таким образом, расстояние от нулевой точки составляет: 400 + 150 = 550 мм.
6.4. Монтаж регулируемых крепежных элементов и пластин
6.4.1. Регулируемые по глубине электроконструкции крепежные элементы позволяют вертикально установить автоматические выключатели любого исполнения. Регулируемые по глубине электроконструкции монтажные пластины предназначены для горизонтальной установки аппаратов.
6.4.2. Размещение по высоте.
На лицевой поверхности крепежных элементов нанесены метки ![]() соответствующие
оси секции лицевой панели.
соответствующие
оси секции лицевой панели.
Определение точек крепления монтажных элементов с учетом того, что аппараты ограждаются в верхней части шкафа двумя секциями лицевой панели высотой по 300 мм. Первая монтажная пластина имеет высоту 150 мм, вторая - 450 мм.

Рис. 6.4.1. Регулируемые крепежные элементы и пластины
6.4.3. Размещение по глубине.
При установке аппаратов с большой глубиной необходимо отодвинуть их как можно дальше вглубь электроконструкции, так, чтобы хватило места для размещения поворотных ручек, электродвигательных приводов и т.п. Аппараты с небольшой глубиной следует выдвинуть. Для монтажа аппаратов используется регулятор глубины, имеющий 6 положений размещения аппарата по глубине электроконструкции, обозначенных буквами от А до F (см. рис. 6.4.2 - 6.4.3).
6.4.4. Установить монтажную пластину в нужном положении (см. рис. 6.4.4)
6.4.5. Пружину для фиксации крепежного элемента и монтажной пластины можно установить как справа, так и слева (см. рис. 6.4.5).
6.4.6. При нажатии на пружину пластина освобождается.

Рис. 6.4.2. Крепление регулятора глубины на монтажной стойке.

Рис. 6.4.3. 6 положений размещения аппарата по глубине
электроконструкции,
обозначаемые буквами от А до F

Рис. 6.4.4. Установка монтажной пластины.
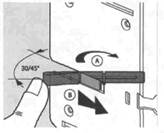
Рис. 6.4.5. Установка пружины
7. Монтаж наборных зажимов
7.1. Способы подключения проводов в наборных зажимах
7.1.1. Винтовая клемма.

7.1.1.1. Принцип действия зажима.
Корпуса клемм сконструированы таким образом, что при затягивании винтов зажима происходит эластичная деформация корпуса клеммы. Тем самым компенсируется усталостное течение зажимаемого провода. Благодаря деформации резьбовой части предотвращается ослабление винта зажима при механической (например, при вибрации) и тепловой нагрузке (при перепадах температуры).
Клеммы не требуют никакого обслуживания.
В механизме винтовой клеммы оптимально объединены лучшие свойства стали и меди. Корпус клеммы и прижимной винт изготовлены из закаленной стали, позволяющей создать высокое усилие зажима провода. Зажимной механизм прижимает подключаемый провод к токоведущей шине, изготовленной из меди или электротехнической латуни высокого качества. Контакт провода и клеммы получается герметичным и устойчивым к ударам и вибрациям.
Провод прижимается к контактной площадке с помощью винта и скобы. Необходимое усилие прижима достигается винтовым соединением. С увеличением усилия при кручении происходит трение жил провода из-за деформации изоляционного материала клеммы, что позволяет достичь максимального усилия прижима и наименьшего падения напряжения.
7.1.1.2. Преимущества винтового типа подсоединения:
- наивысшее усилие прижима и надежность контакта;
- диапазон площади поперечного сечения провода: от 0,08 до 240 мм2;
- наименьшие падения напряжения;
- возможность подсоединения нескольких проводов.
7.1.1.3. Защита клеммы от вибраций.
При завинчивании прижимного винта стальной корпус зажимной клетки деформируется, и верхняя пластина отходит от корпуса клетки. Верхняя пластина зажимает провод, работая аналогично пружинной шайбе. Этот пружинящий прижимной механизм делает винтовые клеммы устойчивыми к вибрациям.
Пружинящий зажим надежно держит подключенный провод, что устраняет необходимость подтягивания винтов при эксплуатации.
7.1.1.4. Подключение проводов.
Корпуса клемм сделаны таким образом, чтобы обеспечить надежный зажим одножильных, многожильных и гибких многожильных проводников с обжимными гильзами или без них.
Нажимное устройство или прижимная скоба предотвращают повреждение зажимаемых проводников.
При затягивании клеммных винтов рекомендуется придерживать проводник во избежание деформации монтажной шины и чтобы не подвергать основание клеммы воздействию крутящих сил.
Через несколько дней соединение необходимо дополнительно подтянуть.
7.1.2. ТОР система (торцевое подключение проводов).

7.1.2.1. Система ТОР разработана для обеспечения возможности торцевого подключения проводов со стороны прижимного винта, что обеспечивает удобство при монтаже в тесных условиях, например, в компактных клеммных коробках. Стальные детали и винт обеспечивают высокое усилие прижима провода к токовой шине, выполненной из меди или высококачественной латуни. Электрический контакт получается стабильным, гереметичным и устойчивым к вибрациям.
7.1.2.2. Защита клеммы от вибраций.
При затягивании винта металлическая клетка эластично деформируется и подпружинивает стальной винт, предупреждая его постепенное раскручивание. Сила такой стальной пружины достаточна для поддержания высокого давления в точке контакта с проводом и придания винтовой клетке большой вибростойкости.
Клеммы системы ТОР не требуют никакого обслуживания или сервисных работ.
7.1.3. Пружинный зажим.

7.1.3.1. Принцип действия зажима.
В пружинных клеммах также разделены функции между механическим прижимом и электрическим контактом.
Пружина из закаленной и кислотостойкой нержавеющей стали прижимает провод к медной токоведущей шине. Специальная форма и гальваническое покрытие токовой шины оловом гарантируют низкое переходное сопротивление контакта. Благодаря максимальному пространству для подключения проводов клеммы с пружинными зажимами обеспечивают возможность быстрого монтажа гибких и жестких проводов, в том числе и проводов номинального сечения с установленной обжимной гильзой. Пружинные клеммы не нуждаются в обслуживании.
Принцип пружинного подсоединения идентичен винтовому типу подсоединения. Пружина обеспечивает контакт провода и контактной площадки. Пружинное соединение универсальное, предполагает короткое время на монтаж, не требует дополнительного обслуживания, ударо- и виброустойчивое.
Пружина клеммы открывается с помощью отвертки, проводник вводится до упора и после извлечения отвертки захватывается зажимом. Хромоникелевая пружинная сталь зажима обеспечивает устойчивый к коррозии и вибрациям контакт проводника и клеммы.
7.1.3.2. Преимущества пружинного типа подсоединения.
- вибро- и удароустойчивое соединение;
- диапазон площади поперечного сечения кабеля: 0,08 - 16 мм2;
- более короткое время монтажа по сравнению с винтовым типом подсоединения.
7.1.3.3. Подключение проводников.
Благодаря системе пружинных зажимов одножильные, многожильные и гибкие многожильные проводники могут надежно подключаться без обжимных гильз. Рекомендуется подключать один проводник к одному зажиму. Приемная воронка для провода (она же ограничитель изоляции) сконструирована таким образом, что изоляция на проводе с номинальным поперечным сечением и следующего меньшего сечения не может пройти в зажим (длина снятия изоляции указана на клемме). В качестве защиты от расщепления гибких многожильных проводников рекомендуется лужение концов или уплотнение ультразвуком.
7.1.4. Технология IDC

7.1.4.1. Принцип действия зажима.
Технология IDC (Insulation Displacement Connection - создание контакта путем прорезания изоляции) отличается тем, что для монтажа не требуется ни снятия изоляции с провода, ни обжим кабельного наконечника. Она объединяет преимущества пружинного метода соединения с возможностью подсоединять провода без использования специальных инструментов. Нет необходимости в защите места присоединения от прикосновения. Провода необходимо отрезать по размеру и присоединить.
При подключении в клемме контактный элемент прорезает изоляцию провода и надежно зажимает его. Пружинящие точки контактирования гарантируют нагрузочную способность по току 24 А, надежный электрический контакт провода с токовой шиной клеммы и механическое закрепление провода за его изоляцию.
В клеммах IDC разделены электрическая и механическая функции. Пружина из нержавеющей стали прижимает токовую шину к проводнику и обеспечивает низкое переходное сопротивление. Контакт отличается герметичностью и вибростойкостью.
7.1.4.2. Преимущества клемм для быстрого зажима.
- непосредственный контакт без применения инструментов;
- диапазон площади поперечного сечения кабеля: 0,08 - 4 мм2;
- простота в эксплуатации;
- компактные размеры;
- экономия до 80 % времени монтажа;
- не требуются инструменты для соединения.
7.1.4.3. Подключение проводников.
Одножильные или многожильные провода вставляются непосредственно в зажим. При помощи отвертки производится монтаж или демонтаж проводов. Отвёрткой промежуточная колодка с вставленным проводом поворачивается до упора провода в контактную планку с прорезью. Контакт с контактной планкой осуществляется автоматически, когда провод вставляется в клемму.
7.1.5. Техника штекерного подключения.

7.1.5.1. В клеммах с прямым штекерным подключением одножильный изолированный провод вставляется подобно штекеру измерительного прибора. Монтаж не требуется никакого инструмента. Контакт получается надежным, герметичным и вибростойким. При применении гильзового кабельного наконечника в штекерную клемму можно подключить многожильный гибкий провод.
Пружина и направляющая клетка из нержавеющей стали гарантируют прижим провода к медной токоведущей шине с усилием большим, чем в пружинных клеммах. Гальваническое покрытие оловом гарантирует низкое сопротивление контакта и коррозионную стойкость. Направляющая клетка позволяет отключить провод от клеммы при помощи отвертки.
7.2. Типы используемых клемм для наборных зажимов.
7.2.1. Клеммы РЕ.
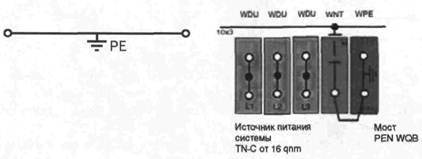
7.2.1.1. Клемма РЕ - компонент с одной или несколькими положениями зажима для подсоединения и/или разветвления проводников РЕ при помощи проводящего соединения с их опорой. Несущие рейки для наборных клемм часто применяются в качестве сборных защитных проводников. Защитные клеммы РЕ образуют соединение с несущей DIN-рейкой.
Поскольку необходимость в отдельной сборной шине РЕ отпадает, клеммы РЕ могут чередоваться с изолированными клеммами главных проводников и N-клеммами с разъединителями. Благодаря этому достигается наглядность расположения отдельных цепей.
7.2.2. Клеммы с предохранителем.
![]()
7.2.2.1. Клеммы с предохранителем состоят из клеммного основания и держателя предохранителя.
Клеммы выполняют две задачи:
- являются держателями предохранительных вставок,
- выполняют функцию распределения напряжения.
7.2.2.2. Сквозной канал для перемычек обеспечивает сквозное соединение проходных клемм и клемм с предохранителями при помощи перемычек.
7.2.3. Многоэтажные распределительные клеммы.
7.2.3.1. Многоэтажная распределительная клемма - это блок с зажимами для подключения и/или разветвления сигнальных, заземляющих или нейтральных проводов. Клеммы можно набирать в клеммный ряд и устанавливать в общем ряду с проходными шинными клеммами.
7.2.3.2. Многоэтажные клеммы могут содержать несколько изолированных друг от друга этажей для подключения проводов.
7.2.3.3. В распределительных клеммах в замкнутом пространстве находятся точки подключения внешнего проводника и/или проводников N и РЕ. Места подключения защитного провода заранее обозначены желто-зеленым, а нейтрального провода - синим цветом.
7.2.4. Шинные клеммы с расцепителем для нейтрального провода.
![]()
7.2.4.1. Данные клеммы служат для подключения проводов к нейтральной шине с возможностью разрыва этого соединения расцепителем в клемме.
Клеммы могут устанавливаться в общем ряду с проходными шинными клеммами.
7.2.5. Измерительные шинные клеммы с размыкателями.
![]()
7.2.5.1. Измерительные шинные клеммы с размыкателями служат для временного размыкания токовых цепей для измерительных целей, но не под нагрузкой.
72.5.2. Рабочее напряжение клемм соответствует напряжению изоляции, для которого проводятся соответствующие измерения сопротивления и утечек по поверхности диэлектрика корпуса клеммы.
7.2.5.3. Разрыв цепи характеризуется пиковым рабочим напряжением.
7.2.6. Шинные клеммы с размыкателями.
![]()
7.2.6.1. Шинные клеммы с размыкателями служат для разрыва токовых цепей, но не под нагрузкой.
7.2.62. Рабочее напряжение соответствует напряжению изоляции, для которого проводятся измерения сопротивления изоляции и утечек по поверхности диэлектрика корпуса клеммы.
7.2.6.3. Размыкатель используется только для работы не под нагрузкой и служит для отключения всей установки или какой-то отдельной ее части.
7.3. Монтаж наборных зажимов.
7.3.1. Наборные зажимы следует собирать на DIN-рейках шириной 35 мм, размещаемых на электроконструкциях (щитах, пультах, ячейках и т.п.) и закрепляемых в зависимости от местных условий горизонтально, вертикально, под углом 35°, на рамах или на изолирующих опорах (см. Приложение 4). Крепление реек винтами или самонарезающими винтами (соморезами) осуществляется через отверстия в центре основания рейки (см. рис. 7.3.1).

Рис. 7.3.1. DIN-рейка
7.3.2. При монтаже наборных зажимов следует:
- отрезать рейку зажимов необходимой длины;
- установить рейку на электроконструкции в соответствии с проектной документацией;
- подобрать, проверить и очистить от пыли наборные зажимы;
- установить и собрать зажимы на рейке. Клеммы защелкиваются на несущую рейку и защищаются от смещения концевым держателем. Между клеммами следует учитывать допуск на выравнивание рядов 0,2 мм;
- закрепить на собранных на рейке наборных зажимах маркировочные колодки (см. рис. 7.3.2). Дополнительно имеется возможность надписывать каждое место крепления провода отдельно.
7.3.3. В сборках рядов наборных зажимов рекомендуется устанавливать 10 - 15 % резервных зажимов.
7.3.4. Зажимы, относящиеся к разным объектам, должны быть выделены в отдельные сборки. Для этого устанавливаются секционирующие разделительные перегородки, которые выступают над профилем клемм. Они обеспечивают визуальное и электрическое разделение групп (см. рис. 7.3.4).
7.3.5. При совместной установке зажимов, рассчитанных на различные напряжения, зажимы цепей напряжением 380/220 В и выше должны быть выделены, закрыты крышками и снабжены предупредительной надписью с указанием напряжения.
7.3.6. При монтаже сборок зажимов необходимо выдерживать следующие расстояния, обеспечивающие безопасность обслуживания:
- 30 - 50 мм от сборок зажимов до нижнего края щитка;
- 30 мм от рейки зажимов (скобы) до панели щитка;
- 150 мм между сборками зажимов при нескольких горизонтальных сборках.
7.3.7. Для шунтирования двух наборных зажимов применяются переходные перемычки, обеспечивающие соединение клемм различного номинального сечения (см. рис. 7.3.5, а). Переходные перемычки позволяют быстро монтировать клеммные блоки для ввода питания, например, объединить клемму типоразмера 10 мм2 с клеммой типоразмера 2,5 или 4 мм2. Штекерные перемычки (2 - 50 - полюсные) сокращают время на монтаж, так как за одну операцию можно шунтировать до 50 клемм (см. рис. 7.3.5, б). Шунтирование с пропусками осуществляется посредством изъятия отдельных контактных штырьков из стандартной перемычки. Таким образом, при помощи клеммной колодки можно параллельно поддерживать несколько потенциалов (см. рис. 7.3.5, в).

Рис. 7.3.2. Маркировка наборных зажимов

Рис. 7.3.3. Измерительные переходники и наборные измерительные штекеры

Рис. 7.3.4. Секционирующие разделительные перегородки

Рис. 7.3.5. Шунтирование клемм.
Рис. 7.3.6. Универсальные штекерные зоны клемм с разъединителем.

Рис. 7.3.7. Установка электронного компонента в универсальной штекерной зоне клемм.

Рис. 7.3.8. Сегменты крышек для закрывания открытых частей клемм
7.3.8. Для проверки и испытания второстепенных цепей следует применять измерительные переходники для измерительных щупов □ 4 мм и наборные измерительные штекеры (см. рис. 7.3.3). При помощи наборных измерительных щупов можно собирать измерительные переходники в соответствии с индивидуальными потребностями. Присоединение измерительного провода осуществляется посредством пружинного зажима сечением 1,5 мм2.
7.3.9. В универсальных штекерных зонах клемм с разъединителем можно использовать изолированные проходные соединители, разъединительные штекеры, штекеры для электронных компонентов и штекеры с предохранителями (см. рис. 7.3.6). Штекер для электронных компонентов обеспечивает оснащение системы управления и контроля электронными компонентами. Вращательным движением отвертки зажим открывается, после чего в штекер вставляется электронный компонент (см. рис. 7.3.7).
7.3.10. Для обеспечения защиты от прикосновения при обслуживании электрооборудования используются сегменты крышек для закрывания открытых частей клемм (см. рис. 7.3.8).
8. Монтаж проводок внутри электроконструкций
8.1. Общие требования к монтажу проводок
8.1.1. К началу выполнения работ по прокладке, прозвонке, маркировке и подключению проводов и жил контрольных кабелей должны быть полностью закончены работы по установке электроконструкций, электроаппаратуры, прокладке контрольных кабелей и монтажу концевых заделок.
8.1.2. В местах выхода жил многожильных кабелей и проводов из оболочек следует наложить бандаж из поливинилхлоридной ленты. Резиновая и полиэтиленовая изоляция жил должна быть защищена от старения поливинилхлоридными трубками. Поливинилхлоридная изоляция и изоляция из самозатухающего полиэтилена защиты от старения не требуют.
8.1.3. Концы кабелей следует закреплять так, чтобы исключить возможность их смещения под действием собственной массы.
Кабели следует крепить с помощью скоб, накладок, кабельных стяжек (хомутов), ленты с кнопками (см. рис. 8.1.1).
8.1.4. Место заделки контрольного кабеля должно находиться на расстоянии не более 150 мм от нижнего наборного зажима при горизонтальном расположении сборки зажимов.

Рис. 8.1.1. Подвод контрольных кабелей снизу электроконструкции
8.1.5. Прокладку проводов и жил контрольных кабелей необходимо выполнять без лишних перекрещиваний с единообразными изгибами жил в жгуте. Места прокладки проводов и жил контрольных кабелей должны быть легко доступными внешнему осмотру. При формировании жгута жил нескольких контрольных кабелей допускается скреплять их одним бандажом.
8.1.6. Провода необходимо выравнивать. При протяжке во избежание повреждения изоляции не следует применять чрезмерных усилий. Выравнивание провода через рукоятки пассатижей, отверток и других твердых предметов не допускается.
8.1.7. Расстояние от верха зажимов до места изгиба провода должно быть не менее 50 мм.
8.1.8. Жгуты проводов и жил контрольных кабелей в соответствии с проектной документацией следует прокладывать в каналах, свободно висящими или закрепленными вдоль сборок наборных зажимов по металлическим конструкциям панелей и шкафов, предназначенных для крепления проводов и жил контрольных кабелей.
8.1.9. Места соприкосновения изоляции жил проводов и кабелей с металлическими конструкциями должны иметь дополнительную изоляцию из поливинилхлоридного пластиката, надеваемых на металлические струны или изолированные жилы.
8.1.10. Прокладку проводов и жил контрольных кабелей к наборным зажимам следует выполнять с помощью коммутационной гребенки (см. рис. 8.1.2).
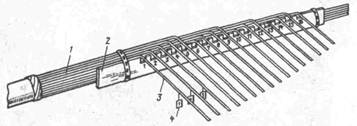
Рис. 8.1.2. Разводка жил контрольного кабеля с применением коммутационной гребенки:
1 - жилы кабеля; 2 - коммутационная гребенка; 3 - отогнутая жила кабеля;
4 - временная маркировочная бирка
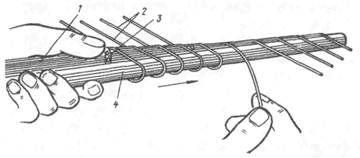
Рис. 8.1.3.
Применение линейки-шаблона для изгибания жил,
отходящих от потока проводов к наборным зажимам:
1 - поток проводов; 2 - ответвляемый от потока провод;
3 - бандаж в месте ответвления провода; 4 - линейка-шаблон
Чтобы правильно определить место изгибания первой отходящей жилы, разделанный конец кабеля следует приложить к зажимам и временно скрепить монтажной лентой с кнопками, хомутом-пряжкой или изоляционной ПВХ лентой на расстоянии 20 - 30 мм от места первого отвода.
Затем из разделанного конца кабеля (жгута) вывести и отогнуть жилу, присоединяемую к ближайшему зажиму; на разделанный конец кабеля (потока) наложить коммутационную гребенку таким образом, чтобы отогнутая от пучка первая жила попала в прорезь гребенки с номером, соответствующим порядковому номеру зажима. Последовательно сверяя по чертежу номера жил и зажимов, к которым должны быть присоединены данные жилы, следует ввести жилы в соответствующие прорези коммутационной гребенки и изогнуть на 90° по отношению к кабелю (жгуту проводов).
8.1.11. Жилы, выведенные из разделанного конца кабеля (жгута), изгибаются к наборным зажимам с помощью линейки-шаблона (см. рис. 8.1.3), имеющей закругления радиусом не менее трех диаметров жилы.
8.2. Монтаж проводов в каналах.

Рис. 8.2.1. Общий вид электроконструкции управления
с использованием каналов для прокладки проводов
8.2.1. Прокладку потоков проводов в каналах рекомендуется начинать от аппаратов с наибольшим количеством подключаемых проводов и жил кабелей.
8.2.2. Провода и жилы контрольных кабелей в каждом слое потока следует укладывать так, чтобы исключалась возможность их перекрещивания. При подходе к аппаратам, реле и наборным зажимам ответвления проводов от потока необходимо выполнять в порядке их подключения.
8.2.3. Крепление проводов производится использованием зажимов для фиксации проводов (см. табл. 5.1).
8.2.4. Концы проводов следует выводить через штампованные боковые гребенки у места подсоединения к наборным зажимам или выводам аппаратов и приборов (см. рис. 8.2.1).
8.2.5. При необходимости вывода из канала большого количества проводов (см. рис. 8.2.2) или при переходе в другой канал необходимо аккуратно выломить штампованные боковые гребенки клещами (см. табл. 5.3) без образования неровных кантов (см. рис. 8.2.3).
8.2.6. Корпус и крышка пластмассового короба в месте соединения должны образовывать прочно скрепляющий короб замок.

Рис. 8.2.2. Вывод из канала пучка проводов

Рис. 8.2.3. Выламывание боковых гребёнок
8.3. Монтаж проводов свободно висящими жгутами без крепления к электроконструкции.
8.3.1. Монтировать провода свободно висящими жгутами без крепления к электроконструкции рекомендуется при большой насыщенности приборами.
8.3.2. Для монтажа свободно висящими жгутами не рекомендуется применять гибкие многопроволочные провода.

Рис. 8.3.1. Прокладка проводов свободно висящими жгутами
8.3.3. Провода должны быть собраны в жесткие жгуты круглой формы.
8.3.4. Крепить провода в жгутах необходимо отрезками ленты К226 с кнопками К227 или стяжками (хомутами) (см. рис. 8.3.2 и Приложение 3), устанавливаемыми через 150 - 200 мм.
8.3.5. Провода свободно висящих жгутов следует прокладывать на расстоянии не менее 10 мм от поверхности электроконструкции (см. рис. 8.3.1).

Рис. 8.3.2. Стяжки (хомуты) кабельные стандартные одноразовые
8.4. Монтаж гибких соединений.
8.4.1. Переход проводов второстепенных цепей с неподвижной на подвижную (выдвигаемую, открываемую и т.п.) часть электроконструкции следует выполнять в виде петли медными проводами с многопроволочной жилой. Применение алюминиевых проводов для гибких соединений не допускается.
8.4.2. Гибкие соединения следует выполнять в виде жгутов, работающих на скручивание. Защита проводов гибкого соединения осуществляется с помощью каналов для прокладки монтажных проводов круглого сечения или обматыванием поливинилхлоридной лентой (см. рис. 8.4.1, а, б).
8.4.3. Гибкие соединения с количеством проводов до семи могут быть выполнены также в поливинилхлоридной трубке (см. рис. 8.4.1, в).
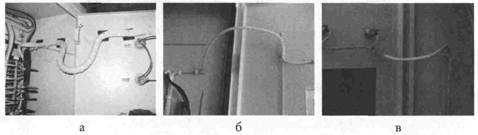
Рис. 8.4.1. Переход на подвижную часть
электроконструкции гибким соединением
8.4.4. Гибкие соединения допускается выполнять разъемными, присоединяемыми через дополнительные наборные зажимы, и неразъемными.
8.4.5. При большом количестве проводов жгут проводов в гибком соединении следует разделять на 2 - 3 жгута по 10 - 15 проводов в каждом. В этом случае жгуты проводов в гибком соединении рекомендуется выполнять в несколько рядов.
8.4.6. Провода в гибком соединении, выполняемом в виде жгута, следует скручивать аналогично скручиванию жил контрольных кабелей. Жгут должен иметь круглую форму и неплотный повив. Для придания жгуту круглой формы рекомендуется добавлять «холостые» провода в качестве заполнителей.
8.4.7. Гибкое соединение в виде жгута, выполняемое петлей, должно иметь длину не менее 550 мм.
8.4.8. При необходимости механической защиты жгут гибкого соединения следует заключать в металлический или пластмассовый рукав, который должен быть закреплен на неподвижной и подвижной частях панели крепёж-клипсами (см. рис. 8.4.2). Срез рукава необходимо зачистить от заусенцев и завальцевать. Жгут до затяжки в металлорукав следует обмотать в один слой поливинилхлоридной лентой, а в местах выхода из металлорукава - в несколько слоев.

Рис. 8.4.2. Крепёж-клипса для крепления полимерных труб и
металлорукавов.
d = 16 - 50 мм
9. Маркировка кабелей, проводов и жил контрольных кабелей
9.1. Требования к маркировке изолированных проводников.

Рис. 9.1.1. Используемая маркировка проводов и кабелей
9.1.1. Кабели, провода и жилы контрольных кабелей в местах подключения к наборным зажимам, выводы приборов и аппаратов, а также наборные зажимы должны иметь маркировку в соответствии с указаниями проекта. Маркировать провода внутренних соединений следует согласно электрическим схемам соединений, а внешних - согласно электрическим схемам подключений.
9.1.2. Маркировка должна быть читаемой, различимой, находиться на видном месте, не закрытом приборами, аппаратурой и проложенными проводами.
9.1.31. Маркировка должна наноситься на концах проводников, и, если необходимо, на видимых частях по их длине.
Проводники могут иметь дополнительную маркировку. В некоторых случаях дополнительная маркировка может быть достаточной, и тогда нет необходимости в основной маркировке.
________
1ГОСТ Р 50509 (МЭК 391-72) Маркировка изолированных проводников.
9.1.4. В случае применения зависимой маркировки маркировка проводников может включать или не включать маркировку оборудования, однако маркировка проводников всегда включает в себя маркировку оборудования, когда использование одной маркировки зажимов может внести неясность.
9.1.5. Дополнительная маркировка может иметь буквы и цифры как в основной маркировке. Допускается также использовать цветовую маркировку или соответствующие обозначения. В некоторых случаях, чтобы избежать неясности, предпочтительно отделять дополнительную маркировку от основной маркировки знаками препинания (или, например, наклонной чертой /).
9.1.6. Когда применяют фазовый знак рекомендуется использовать прописные буквы, цифры или сочетания букв и цифр для обозначения фазных проводов в порядке фазовой последовательности.
Нейтраль системы переменного тока должна быть обозначена буквой N.
Примечание. Когда возможна неясность, цифровые, буквенные обозначения или сочетания букв и цифр, применяемые для обозначения фаз, должны быть помещены между наклонными чертами (например, /8/).
9.1.7. Когда применяют обозначения полярности провода цепи постоянного тока, следует использовать следующую маркировку:
- (+) - для положительного полюса;
- (-) - для отрицательного полюса;
- (М) - для среднего провода системы постоянного тока.
Примечание. Если в обозначении может возникнуть неясность между тире и знаком отрицательного полюса, то отрицательный полюс должен быть обозначен: (-).
9.1.8. Если маркировка включает в себя различные элементы, каждый элемент должен отличаться от других, например:
- интервалом или соответствующим знаком, например, тире;
- применением различных типографских шрифтов;
- расположением в колонку.
9.1.9. Различные элементы, которые составляют маркировку, должны быть записаны:
- либо вдоль оси провода (продольная маркировка);
- либо перпендикулярно оси провода (поперечная маркировка).
В любом случае маркировка должна быть помещена так, чтобы облегчить считывание. Она может быть расположена в колонку или в строку (см. Рис. 9.1.2.) и считываться сверху вниз и слева направо.
9.1.10. Если обозначение состоит только из цифр 6 или 9, то после них нужно ставить точку.

Рис. 9.1.2. Примеры нанесения маркировки на провода или группы проводов (кабеля)
9.2. Способы маркировки.
9.2.1. Способы маркировки различаются:
- сроком эксплуатации;
- возможностью замены (постоянная, легко съемная, временная);
- материалом (бумага, пластик, фольга);
- свойствами (цвет, стойкость к воздействиям среды, изолирующая способность, пожарная безопасность и т.п.);
- методами нанесения надписи;
- способами крепления (бирка, клипса, трубка, вставка, клей);
- используемыми инструментом и оборудованием;
- стоимостью.
Выбор способов маркировки определяется проектом (см. табл. 9.2.1).
9.2.2. Самым простым способом маркировки проводов и жил контрольных кабелей являются клипсы и кольца (см. рис. 9.2.7).
Клипсы - разрезные пластиковые кольца с внутренним диаметром от 1 до 17,5 мм, надеваемые на провод или кабель после его подключения.
Кольца - часть трубки с нанесенными символами, надеваемые на провод или кабель до его подключения.
Клипсы и кольца могут быть цветными без символов или с заранее нанесенными на них знаками (цифрами от 0 до 99, буквами или другими символами). Для получения требуемого обозначения несколько клипс или колец с нужными знаками крепятся на кабель последовательно. Рекомендуется использование колец при количестве идентификаторов не более 3-х, так как при большем количестве элементов маркировки они проигрывают по трудозатратам другим способам маркировки.
9.2.3. При использовании самоклеющихся этикеток для кабелей и проводов (см. рис. 9.2.1) полоски с нужным цветом и/или знаками наматываются на кабель. Клейкие свойства обеспечивают надежную фиксацию на кабеле или проводе и позволяют наносить маркировку до его прокладки. Обычно маркерная лента поставляется в наборах по 10 катушек.
9.2.4. В случаях, когда маркировочная надпись состоит из многих символов, она наносится с помощью клипс с бумажными вставками (см. рис. 9.2.8) или бирок (см. рис. 9.2.9).
9.2.5. Маркировка тонких кабелей и отдельных жил производится с помощью флажков, которые поставляются в лентах или листах (см. рис. 9.2.2).
Таблица 9.2.1.
Способы маркировки кабелей, проводов и жил контрольных кабелей
|
Этикетки для маркировки провода и кабеля |
||
|
Рис. 9.2.1. Самоклеющиеся этикетки для кабеля и провода |
Рис. 9.2.2. Флажки для тонких кабелей и проводов |
Рис. 9.2.3. Ламинирующиеся этикетки для кабеля и провода |
|
Рис 9.2.4. Карты для маркировки кабеля и провода |
Рис. 9.2.5. Диспенсеры с рулонами для маркировки кабеля и провода |
Рис. 9.2.6. Флажки Р и Т формы для кабеля и провода |
|
Неклеевые способы маркировки провода и кабеля |
||
|
Рис 9.2.7. Клипсы и кольца для маркировки кабеля |
Рис 9.2.8. сменные клипсы для кабеля и провода |
Рис. 9.2.9. Бирки для кабеля |
|
Рис. 9.2.10. Трубки для кабеля и провода |
Рис. 9.2.11. Термоусадчные трубки для кабеля и провода |
Рис. 9.2.12. маркировка кабеля и провода термотиснением |












9.2.6. Удобным средством маркировки являются обычные (см. рис. 9.2.10.) или термоусаживаемые (см. рис. 9.2.11) трубки, причем надписи на них могут наноситься с помощью автономных принтеров. Такие трубки выполняют функции не только маркировки, но и изоляционной оконцовки.
9.2.7. Наибольшей универсальностью обладают ламинирующиеся этикетки (см. рис. 9.2.3). Они позволяют маркировать кабели и провода любого профиля с диаметром от 3 до 60 мм. Этикетки охватывают кабель с перехлестом, поэтому маркировка оказывается между двумя слоями пленки и хорошо защищена от внешних воздействий. Кроме того, такая маркировка надежно крепится даже на сильно загрязненных кабелях.
9.2.8. Для ручного нанесения надписей на месте работы применяются маркеры на картах (см. рис. 9.2.4) или рулонах, установленных в диспенсер (см. рис. 9.2.5). Маркеры в рулонах применяются при нанесении надписей на автономном принтере, а маркеры в листах - для изготовления заготовок на универсальных принтерах.
9.3. Методы нанесения надписей.
9.3.1. Методы нанесения надписей:
- применение маркировочных элементов заводского изготовления;
- нанесение надписей вручную с помощью несмываемых маркеров;
- применение машинок для холодного тиснения;
- применение машинок для горячего тиснения;
- применение специализированных автономных портативных термотрансферных принтеров (см. Приложение 5);
- применение специализированных стационарных термотрансферных принтеров совместно с персональными компьютерами (см. Приложение 5);
- применение универсальных матричных или лазерных принтеров;
- применение обычных лазерных принтеров (при использовании сменных клипс для маркировки).
9.4. Прозвонка проводов и жил контрольных кабелей.
9.4.1. Прозвонку проводов и жил кабелей небольшой длины, когда возможна переговорная связь от одного конца кабеля (провода) к другому без применения специальной аппаратуры, рекомендуется производить пробником (см. рис. 9.4.1).
9.4.2. Отыскивать тождественные жилы проводов или кабелей, концы которых находятся на большом расстоянии друг от друга или в разных помещениях, могут два электромонтажника с помощью переговорного устройства или двух телефонных трубок и батарейки от карманного фонаря, соединенных по схеме, приведенной на рис. 9.4.2. На каждом из концов кабеля 4 или проводов один из выводов телефонных трубок 1 или 2 следует присоединить к «земле», броне кабеля или жиле определенного цвета через отрицательный вывод батарейки 3. Один электромонтажник должен подключить второй вывод трубки 1 к любой жиле кабеля, а другой - вторым выводом трубки 2 найти эту жилу, поочередно присоединяя вывод к жилам кабеля, пока не послышится характерный звук. По замкнутой цепи номер жилы передается по схеме.

Рис. 9.4.1. Схема прозвонки кабеля пробником:
а - при поочередном заземлении жил на удаленном конце;
б - при использовании металлической оболочки кабеля в качестве обратного провода;
в - при использовании одной из жил кабеля в качестве обратного провода

Рис. 9.4.2. Схема прозвонки кабеля с помощью телефонных трубок
10. Присоединение проводов и жил контрольных кабелей
10.1. Требования к присоединению проводов и жил контрольных кабелей.
10.1.11. Кабели, как правило, следует присоединять к наборным зажимам. Присоединение двух медных жил кабеля под один винт не рекомендуется, а двух алюминиевых жил не допускается.
К выводам измерительных трансформаторов или отдельным аппаратам кабели допускается присоединять непосредственно.
________
1ПУЭ Глава 3.4 «Вторичные цепи».
10.1.2. По условиям механической прочности:
- жилы контрольных кабелей для присоединения под винт к зажимам панелей и аппаратов должны иметь сечения не менее:
- 1,5 мм2 (а при применении специальных зажимов - не менее 1,0 мм2)
- для меди и 2,5 мм2 для алюминия;
- для токовых цепей - 2,5 мм2 для меди и 4 мм2 для алюминия;
- для неответственных второстепенных цепей, для цепей контроля и сигнализации допускается присоединение под винт кабелей с медными жилами сечением 1 мм2;
- в цепях с рабочим напряжением 100 В и выше сечение медных жил кабелей, присоединяемых пайкой, должно быть не менее 0,5 мм2;
- в цепях с рабочим напряжением 60 В и ниже диаметр медных жил кабелей, присоединяемых пайкой, должен быть не менее 0,5 мм. В устройствах связи, телемеханики и им подобных линейные цепи следует присоединять к зажимам под винт.
Присоединение однопроволочных жил (под винт или пайкой) допускается осуществлять только к неподвижным элементам аппаратуры. Присоединение жил к подвижным или выемным элементам аппаратуры (втычным соединителям, выемным блокам и др.), а также к панелям и аппаратам, подверженным вибрации, следует выполнять гибкими (многопроволочными) жилами.
10.1.3. Жилы проводов и контрольных кабелей при присоединении к зажимам должны иметь достаточный запас по длине для возможности повторного присоединения к зажимам в случае обрыва.
10.1.4. Провода и жилы кабелей у сборок зажимов и перемычки между зажимами должны иметь одинаковые углы изгиба. Жгуты проводов длиной более 200 мм должны быть скреплены бандажами.
10.1.5. Изгибать провода при прокладке необходимо с применением шаблона. Не допускается изгибать провода и жилы кабелей плоскогубцами.
10.1.6. Изгибать однопроволочные жилы медных и алюминиевых проводов и жилы контрольных кабелей в кольцо необходимо с помощью круглогубцев или специальных механизмов и приспособлений. Применение плоскогубцев не допускается.
10.1.7. Заземление во второстепенных цепях трансформаторов тока следует предусматривать в одной точке на ближайшей от трансформаторов тока сборке зажимов или на зажимах трансформаторов тока.
Второстепенные обмотки промежуточных разделительных трансформаторов тока допускается не заземлять.
10.1.8. Второстепенные обмотки трансформатора напряжения должны быть заземлены соединением нейтральной точки или одного из концов обмотки с заземляющим устройством.
Заземление второстепенных обмоток трансформатора напряжения должно быть выполнено, как правило, на ближайшей от трансформатора напряжения сборке зажимов или на зажимах трансформатора напряжения.
Допускается объединение заземляемых второстепенных цепей нескольких трансформаторов напряжения одного распределительного устройства общей заземляющей шинкой.
10.2. Подготовка проводов и жил контрольных кабелей к присоединению.
10.2.1. При снятии изоляции с концов проводов и жил контрольных кабелей длина снятия изоляции должна соответствовать требуемой. При снятии изоляции металлическая жила и остающаяся изоляция не должны повреждаться (см. рис. 10.2.1).

Рис. 10.2.1. Правильно снятая изоляция.
Возможные ошибки при снятии изоляции.
|
Неровный разрез изоляции |
Остатки изоляции на проводе |
Повреждение изоляции провода |
|
Отдельные жилы повреждены или разрезаны |
Отдельные жилы лишком сильно скручены |
Отдельные жилы выпрямлены слишком сильно |
10.2.2. Во избежание названных ошибок необходимо применять инструмент, рассчитанный на используемые сечение и толщину изоляции провода.
Применение для снятия изоляции обычных ножей не допускается. Рекомендуется применять ручной инструмент, который автоматически настраивается на сечение провода и толщину изоляции.
10.2.3. При обжиме многожильных проводов и жил контрольных кабелей трубка наконечника должна полностью заполняться жилами кабеля. Провод должен, в зависимости от сечения, выступать из трубки на 0 - 0,5 мм.
10.2.4. Наконечники и инструмент для их обжима должны подбираться в зависимости от сечения и формы жил проводов и жил контрольных кабелей. Следует использовать сертифицированные инструменты и наконечники высокого качества.

Рис. 10.2.2. Правильно надетый наконечник.

Типичные ошибки при обжиме кабельных наконечников (см. табл. 10.2.2):
- трещины на трубках наконечника;
- разрывы гильзы наконечника;
- несимметричный обжим;
- сильные наплывы по граням после обжима;
- гильза не заполнена проводом полностью;
- отдельные жилки выбиваются из наконечника;
- отдельные жилки раздавлены и порваны;
- повреждена пластиковая втулка наконечника;
- неизолированный провод торчит из пластиковой втулки:
- трубка изогнута после обжима.
Типичные ошибки при обжиме кабельных наконечников.
|
Раздавленные или порванные жилки внутри наконечника |
Вытащенные жилки из наконечника |
Образование трещин на боковых ребрах. Ребра трубки наконечника разорваны. |
|
Образование трещин в местах контакта с обжимным инструментом |
Несимметричная форма обжима с образованием наплыва |
Несимметричная форма обжима с образованием наплыва |





11. Требования к качеству работ
11.1. Контроль качества выполняемых работ включает в себя операционный и приёмочный контроль.
11.2. Проверку в процессе и по окончании монтажа должны выполнять специалисты монтажной организации, а проверку при пусконаладочных работах - персонал пусконаладочной организации.
11.3. В процессе работы монтажный персонал должен контролировать правильность установки и монтажа аппаратуры, приборов, наборных зажимов и проводок в соответствии с указаниями проекта и заводских инструкций.
11.4. По окончании электромонтажных работ монтажный персонал должен проверить:
- правильность и надежность крепления аппаратов, приборов, наборных зажимов и проводок;
- надежность пайки или опрессовки наконечников;
- надежность подключения проводников к наборным зажимам и выводам электроаппаратов;
- правильность маркировки на оконцевателях;
- качество окраски металлоконструкций, шинок;
- правильность расцветки проводов;
- качество и правильность надписей;
- наличие на реле и приборах пломб и уплотнений.
11.5. Правильность монтажа второстепенных цепей в пределах электроконструкции следует определять с помощью пробника по уточненным схемам. Во избежание ошибок проверяемый участок должен быть подготовлен так, чтобы в нем не было обходных цепей.
11.6. Внутренние соединения станций и щитов управления следует проверять путем внешнего осмотра проложенных по панелям проводов с последующей прозвонкой их.
11.7. Контактные соединения следует проверять контрольной затяжкой винтов и гаек, через которые осуществляется электрический контакт проводов и жил контрольных кабелей со сборками наборных зажимов, приборами и другими аппаратами второстепенных цепей.
11.8. Испытывать изоляцию всех элементов вторичного устройства необходимо при всех рабочих положениях ключей управления и переключателей (как фиксированных, так и не фиксированных).
11.9. Электрические испытания второстепенных цепей следует выполнять в соответствии с объемом и нормами, приведенными в п. 1.8.37 Правил устройства электроустановок 7-го издания (Глава 1.8. «Нормы приёмосдаточных испытаний») и Приложения 3 Правил технической эксплуатации электроустановок потребителей («Нормы испытаний электрооборудования и аппаратов электроустановок потребителей»).
12. Сдача выполненных работ
Сдача выполненных работ по монтажу второстепенных цепей осуществляется по единым формам приемосдаточной документации по электромонтажным работам, представленным в Инструкции И 1.13-07 Ассоциации «Росэлектромонтаж» («Инструкция по оформлению приёмо-сдаточной документации по электромонтажным работам» 2007 г.).
13. Охрана труда при монтаже второстепенных цепей
13.11. Устройство электроустановок должны осуществляться в соответствии с требованиями Правил устройства электроустановок, Межотраслевых Правил охраны труда при эксплуатации электроустановок потребителей ПОТ РМ-016-2001, Правил технической эксплуатации электроустановок потребителей.
13.2. Штепсельные розетки на номинальные токи до 20 А, расположенные вне помещений, а также аналогичные штепсельные розетки, расположенные внутри помещений, но предназначенные для питания переносного электрооборудования и ручного инструмента, применяемого вне помещений, должны быть защищены устройствами защитного отключения (УЗО) с током срабатывания не более 30 мА либо каждая розетка должна быть запитана от индивидуального разделительного трансформатора с напряжением вторичной обмотки не более 50 В.
13.32. Электромонтажному и наладочному персоналу независимо от тарифного разряда, квалификации и группы по электробезопасности запрещается производить какие-либо работы, относящиеся к эксплуатации электроустановок на строительной площадке. Подключение и отключение кабелей и проводов к этим электроустановкам разрешается только после специального допуска со стороны персонала, эксплуатирующего эти установки.
________
1СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие положения.
2Правила безопасности при электромонтажных и наладочных работах. 1990 г.
13.4. Электропроводки временного электроснабжения должны быть выполнены кабелями на опорах или конструкциях на высоте над уровнем земли, пола, настила не менее:
- над рабочими местами - 2,5,
- над проходами - 3,5,
- над проездами - 6 м.
Провода и кабели, проложенные на высоте менее 2,5 м, должны быть защищены от механических повреждений.
13.6. При монтаже электрических сетей и аппаратов должны быть приняты меры, исключающие случайную подачу в них напряжения, в том числе путем обратной трансформации напряжения.
13.7. При необходимости подачи напряжения для опробования или испытания электрических цепей и аппаратов другие работы на данной электросети должны быть прекращены, а персонал, не занятый на этих работах, выведен из опасной зоны. Все переключения и замену оборудования при опробовании и испытаниях необходимо производить после снятия напряжения и принятия мер, исключающих его случайную подачу.
14. Правила пожарной безопасности при монтаже второстепенных цепей
14.1. Для обеспечения противопожарных мероприятий при организации и производстве работ по монтажу второстепенных цепей следует руководствоваться требованиями СНиП 12-03-01 «Безопасность труда в строительстве», комплекса ГОСТ Р 50571 «Электроустановки зданий», «Правил устройства электроустановок», ПОТ Р М-016-2001 «Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок», ППБ 01-03 «Правила пожарной безопасности в Российской Федерации», а также других специальных правил и инструкций в зависимости от условий и характера выполняемых работ.
14.21. В каждой организации должны быть разработаны инструкции о мерах пожарной безопасности для каждого взрывопожароопасного и пожароопасного участка (мастерской, цеха и т.п.).
14.32. На работу, выполняемую непосредственно вблизи от действующего оборудования, администрация объекта должна выдать письменное разрешение произвольной формы.
________
1«Правила пожарной безопасности в Российской Федерации» ППБ 01-03.
2«Правила пожарной безопасности при производстве строительно-монтажных работ» ППБ 05-86.
14.4. Все работники субподрядных организаций должны быть обучены и аттестованы на знание правил пожарной безопасности и постоянно иметь при себе соответствующее удостоверение. Допуск к работе должен осуществляться только после прохождения вводного противопожарного инструктажа на действующем предприятии и ,при необходимости, дополнительного обучения по предупреждению и тушению возможных пожаров в порядке, установленном руководителем строительного объекта.
14.5. Ответственность за пожарную безопасность отдельных участков строительства, наличие и исправное содержание средств пожаротушения несут руководители участков выполнения работ в соответствии с приказами руководителей генподрядных строительных организаций.
14.6. Ответственность за соблюдение мер пожарной безопасности при выполнении работ субподрядными организациями возлагается на руководителей этих организаций и назначенных их приказами руководителей работ.
14.7. Ответственность за полноту и качество разработки требований пожарной безопасности в проектах организации строительства и проектах производства работ несут совместно руководители проектных и строительных организаций, а также авторы - разработчики проектов.
Перечень использованных нормативных документов.
1. СНиП 3.05.06-85 «Электротехнические устройства».
2. Правила устройства электроустановок. 7-е издание.
3. ГОСТ 18311-80 «Изделия электротехнические. Термины и определения основных понятий».
4. ГОСТ Р 50030.1-2000 (МЭК 60947-1-99) «Аппаратура распределения и управления низковольтная. Часть 1. Общие требования и методы испытаний».
5. ГОСТ Р 50509 (МЭК 391-72) Маркировка изолированных проводников.
6. ГОСТ Р 51321.1-2000 (МЭК 60439-1-92) Устройства комплектные низковольтные распределения и управления.
7. ГОСТ 2.701-84 «Правила выполнения схем».
8. ГОСТ 21.614-88 «Условные графические обозначения электрооборудования и проводок на планах».
9. ГОСТ 2.723-68 «Обозначения условные графические в схемах. Катушки индуктивности, дроссели, трансформаторы, автотрансформаторы и магнитные усилители».
10 ГОСТ 2.727-68 «Обозначения условные графические в схемах. Разрядники и предохранители».
11. ГОСТ 2.755-87 «Обозначения условные графические в электрических схемах. Устройства коммутационные и контактные соединения».
12. И 1.13-07 Ассоциации «Росэлектромонтаж» «Инструкция по оформлению приёмо-сдаточной документации по электромонтажным работам» 2007 г.
13. СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие положения».
14. Правила безопасности при электромонтажных и наладочных работах. 1990 г.
15. «Правила пожарной безопасности в Российской Федерации» ППБ 01-03.
16. «Правила пожарной безопасности при производстве строительно-монтажных работ» ППБ 05-86.
Приложение 1
Правила выполнения электрических схем
11. Правила выполнения принципиальных схем.
1.1. На принципиальной схеме изображают все электрические элементы или устройства, все электрические связи между ними, а также электрические элементы (соединители, зажимы и т.п.), которыми заканчиваются входные и выходные цепи.
________
1ГОСТ 2.701-84 Правила выполнения схем.
1.2. Элементы и устройства изображают на схемах совмещенным или разнесенным способом.
1.3. При совмещенном способе составные части элементов или устройств изображают на схеме в непосредственной близости друг к другу.
1.4. При разнесенном способе составные части элементов и устройств или отдельные элементы устройств изображают на схеме в разных местах таким образом, чтобы отдельные цепи изделия были изображены наиболее наглядно.
1.5. Схемы выполняют в многолинейном или однолинейном изображении.
1.6. При многолинейном изображении каждую цепь изображают отдельной линией, а элементы, содержащиеся в этих цепях, - отдельными условными графическими обозначениями.
1.7. При однолинейном изображении цепи, выполняющие идентичные функции, изображают одной линией, а одинаковые элементы этих цепей - одним условным графическим обозначением.
1.8. Для упрощения схемы допускается несколько электрически не связанных линий связи сливать в линию групповой связи, но при подходе к контактам (элементам) каждую линию связи изображают отдельной линией.
1.9. Допускается раздельно изображенные части элементов соединять линией механической связи, указывающей на принадлежность их к одному элементу. В этом случае позиционные обозначения элементов проставляют у одного или у обоих концов линии механической связи.
1.10. На принципиальной схеме должны быть однозначно определены все элементы и устройства, входящие в состав изделия и изображенные на схеме.

Многолинейное изображение

Однолинейное изображение
2. Правила выполнения схем соединений.
2.1. На схеме соединений должны быть изображены все устройства и элементы, входящие в состав изделия, их входные и выходные элементы (соединители, платы, зажимы и т.п.), а также соединения между этими устройствами и элементами.
2.2. Устройства и элементы на схеме изображают:
- устройства - в виде прямоугольников или упрощенных внешних очертаний;
- элементы - в виде условных графических обозначений, прямоугольников или упрощенных внешних очертаний.
2.3. Расположение графических обозначений устройств и элементов на схеме должно примерно соответствовать действительному размещению элементов и устройств в изделии.
Расположение изображений входных и выходных элементов или выводов внутри графических обозначений и устройств или элементов должно примерно соответствовать их действительному размещению в устройстве или элементе.
2.4. Элементы, используемые в изделии частично, допускается изображать на схеме не полностью, ограничиваясь изображением только используемых частей.
2.5. На схеме около графических обозначений устройств и элементов указывают позиционные обозначения, присвоенные им на принципиальной схеме.
2.6. На схеме следует указывать обозначения выводов (контактов) элементов (устройств), нанесенные на изделие или установленные в их документации.
2.7. Устройства и элементы с одинаковыми внешними подключениями допускается изображать на схеме с указанием подключения только для одного устройства или элемента.
2.8. Устройства, имеющие самостоятельные схемы подключения, допускается изображать на схеме изделия без показа присоединения проводов и жил кабелей (многожильных проводов, электрических шнуров) к входным и выходным элементам.
2.9. На схеме изделия внутри прямоугольников или упрощенных внешних очертаний, изображающих устройства, допускается изображать их структурные, функциональные или принципиальные схемы.
2.10. Провода, группы проводов, жгуты и кабели должны быть показаны на схеме отдельными линиями.
Для упрощения начертания схемы допускается сливать отдельные провода или кабели, идущие на схеме в одном направлении, в общую линию.
При подходе к контактам каждый провод и жилу кабеля изображают отдельной линией.
2.11. Данные (марку, сечение и др.) о проводах и кабелях указывают около линий, изображающих провода и кабели. В этом случае допускается обозначения проводам и кабелям не присваивать.
2.12. Если на схеме не указаны места присоединений, то данные о проводах, жгутах и кабелях и адреса их соединений сводят в таблицу, именуемую «Таблицей соединений».
Таблицу соединений следует помещать на первом листе схемы или выполнять в виде самостоятельного документа.
3. Правила выполнения схем подключения.
3.1. На схеме подключения должны быть изображены изделие, его входные и выходные элементы (соединители, зажимы и т.п.) и подводимые к ним концы проводов и кабелей внешнего монтажа, около которых помещают данные о подключении изделия, характеристики внешних цепей и (или) адреса.
3.2. Изделие на схеме изображают в виде прямоугольника, а его входные и выходные элементы - в виде условных графических обозначений.
3.3. Размещение изображений входных и выходных элементов внутри графического обозначения изделия должно примерно соответствовать их действительному размещению в изделии.
3.4. На схеме должны быть указаны позиционные обозначения входных и выходных элементов, присвоенные им на принципиальной схеме изделия.
3.5. На схеме следует указывать обозначения входных, выходных или выводных элементов, нанесенные на изделие.
3.6. Провода и кабели должны быть показаны на схеме отдельными линиями.
3.7. При необходимости на схеме указывают марки, сечения, расцветку проводов, а также марки кабелей, количество, сечение и занятость жил.
Приложение 2
Условные графические изображения элементов электрических схем.
11. Изображения условные графические электрооборудования и проводок на планах.
________
1ГОСТ 21.614-88 «Условные графические обозначения электрооборудования и проводок на планах»
21. Условные графические обозначения катушек индуктивности, дросселей, трансформаторов и автотрансформаторов
________
1ГОСТ 2.723-68 «Обозначения условные графические в схемах. Катушки индуктивности, дроссели, трансформаторы, автотрансформаторы и магнитные усилители».




31. Условные графические обозначения предохранителей.
________
1ГОСТ 2.727-68 «Обозначения условные графические в схемах. Разрядники и предохранители».
|
Предохранитель плавкий |
|
|
Выключатель-предохранитель |
|
|
Катушка термическая (предохранительная) |
|
|
Предохранитель с сигнализирующим устройством: |
|
|
а) с самостоятельной цепью сигнализации |
|
|
б) с общей цепью сигнализации |
|
|
в) без указания цепи сигнализации |
|



41. Условные графические изображения устройств коммутационных и контактных соединений.
________
1ГОСТ 2.755-87 «Обозначения условные графические в электрических схемах. Устройства коммутационные и контактные соединения».

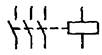


Приложение 3
1. Стяжки (хомуты) кабельные стандартные одноразовые - предназначены для быстрого и надежного бандажирования пучков проводов (кабелей) и крепления одиночных проводов (пучков) к различным конструкциям.

Для стягивания кабелей или пучков больших диаметров можно соединять несколько хомутов до достижения необходимого размера, что позволяет решить практически любую задачу монтажа кабеля. На одном из концов хомута (стяжки) расположен замок, на внутренней стороне - выступы. Затянув хомут (стяжку), получается очень прочная фиксация стяжки в замке, при этом «обратный ход» невозможен - для демонтажа потребуется разрезать хомут.
2. Термостойкие стяжки (хомуты) - изготовлены из термостойкого найлона, устойчивого к продолжительному воздействию высоких температур (до 120 °С). Такие стяжки используют для вешних работ.
3. Стяжки (хомуты) многоразового использования с креплением (со специальным замком, который позволяет снимать хомуты и использовать их повторно).

4. Стяжки (хомуты) с крепежным отверстием.

5. Стяжки (хомуты) с анкерным креплением (одноразовые и многоразового использования).

6. Стяжки (хомуты) кабельные маркировочные (с площадкой для нанесения надписи маркером или наклейки этикетки).

7. Стяжки шариковые разъемные.
![]()
8. Стяжки шариковые разъемные с шильдиком.

Приложение 4
Монтажные DIN-рейки и принадлежности
Монтажные DIN-рейки
Монтажная DIN-рейка, на сегодняшний день, является распространенным, недорогим, удобным и быстрым при монтаже приспособлением. На нее устанавливаются проходные и заземляющие клеммы, реле, автоматы защиты сети, преобразователи сигналов, контроллеры и многое другое. Монтажные DIN-рейки могут использоваться в качестве заземляющей шины. Монтажная DIN-рейка представляет собой металлический профиль из стали, имеющий гальваническое покрытие с хромированием. DIN-рейки поставляются отрезками длиной один или два метра. Для удобства монтажа DIN-рейки имеют перфорацию.

|
Краткое описание DIN-рейки |
Обозначение |
|
Ширина 35 мм, высота 7,5 мм |
TS 35×7,5 |
|
Ширина 35 мм, высота 15 мм |
TS 35×15 |
|
Ширина 15 мм, высота 5 мм |
TS 15×5 |
|
Ширина 15 мм, высота 5 мм |
TS 15×5 |
Принадлежности
Держатель монтажной DIN-рейки TSTW 5/М5 предназначен для наклонного закрепления DIN-рейки под углом 35°. В держателе имеется отверстие с резьбой М5 для закрепления DIN-рейки.
Держатель монтажной DIN-рейки TST 2/М5 предназначен для установки DIN-рейки на рамах или над монтажными вырезами в панелях. В держателе имеется отверстие с резьбой М5 для установки DIN-рейки.
Изолирующие опоры SH 2 и SH 1 используются в случаях, когда необходимо изолировать монтажную DIN-рейку от корпуса электроустановки. Опора SH 2 для DIN-рейки TS 35, SH 1 для TS 15.
Монтажная опора FM 4/TS35 предназначена для установки различных устройств на монтажную DIN-рейку TS 35. Монтажная опора представляет собой металлическую конструкцию, имеющую пружинные свойства. В монтажной опоре имеется отверстие с резьбой М4 для монтажа опоры к корпусу устройства.
Приложение 5
Портативные термотрансферные принтеры
Портативный термотрансферный принтер BRADY TLS 2200

TLS2200® - это термотрансферный принтер, позволяющий решать максимально возможное количество задач, связанных с маркировкой и идентификацией. Это ручной портативный принтер, весом 1,25 кг, производящий термотрансферную печать на материалах для маркировки и идентификации, а также печать штрих кодов, и различных надписей.
Термотрансферный принтер TLS2200 представляет собой полностью автономную систему печати. Идеален для работы в полевых условиях: при монтаже и обслуживании электрических и кабельных сетей внутри помещения и за его пределами.
IDXpert - Портативная термотрансферная система печати использующая картриджи

IDXpert представлен в двух модификациях. Первая удобна расположением клавиатуры, а вторая возможностью печатать, что называется, «на ходу».
Разработчики соединили в одном принтере все виды принтеров и этикеток с цветными лентами, необходимыми для маркировки по технике безопасности.
Это следующее поколение принтеров ID Pro Plus, весьма удачно зарекомендовавшего себя на рынке.
1. У принтера IDXPERT больше типов этикеток, размеров, его редактирующие способности выше принтеров, заявленных в низком ценовом диапазоне, как например, только непрерывных ID PAL и его «одноклассников».
2. IDXPERT отличается от матричных принтеров, таких, как ID Pro и другие, улучшенным качеством печати, большей скоростью, более простым и легким в обращении интерфейсом.
IDPAL - Портативный термотрансферный принтер.

Высококачественная термотрансферная печать, масса всего 540 грамм, эргономичный корпус, символы применяемые в электромонтаже м монтаже цифровых сетей, 10 предустановок длины этикетки в режиме маркировки проводов м кабеля, печать верхних и нижних индексов, уникальный механизм сокращающий потери неэффективно использованной площади этикеток при маркировке более чем в 2 раза, печать вдоль и поперек этикетки.
LABXPERT - портативный настольный термотрансферный принтер.

Принтер представляет маркировочную систему для лабораторий. Имеет QWERTY клавиатуру. Создайте профессиональные четкие, несмазывающиеся этикетки для идентификации Ваших лабораторных проб, образцов и оборудования, существенно уменьшив время на их изготовление.
Стационарные термотрансферные принтеры
Термотрансферный принтер ТНТ 300Х Plus-II/ТНТ 360Х Plus-II/ТНТ 600Х Plus-II

Все детали конструкции и корпус выполнены из металла, что обеспечивает высокую надежность принтеров в условиях промышленного производства с 24-часовым циклом работы. Нанесение печати на весь спектр материалов Brady: полиэстер, полиимид, синтетическая бумага и термоусадочные кабельные маркеры толщиной от 0,08 до 0,30 мм. Разрешение печати от 300 до 600 dpi для высококачественной печати графики, изображений, всех распространенных штрих и 2D-кодов. Возможность печати этикеток высотой от 3 мм. Печать цифробуквенных символов, информации из баз данных, переменной информации.
Термотрансферный принтер ТНТ 2461 / 3481 / 6441

Автоматическая настройка и калибровка принтеров существенно сокращает затраты материалов и времени при подготовке к печати. Печать на всем широком спектре этикеточных материалов толщиной от 0,06 до 0,60 мм. Принтеры Brady серии Х4 (красные принтеры) - принтеры для печати на непрерывной термоусадочной трубке. Разрешение печати до 600 dpi. Алюминиевый корпус и модульная конструкция делает модернизацию принтера и замену комплектующих удобной и простой операцией. Печать цифробуквенных символов, информации из баз данных, переменной информации.
Термотрансферный принтер ТНТ 200 МУР / ТНТ 300 МУР

Интуитивное создание и управление печатью. Легкость и удобство при совершении операций. Множество вспомогательных устройств и элементов.
Принтеры серии МУР представляют собой удачный вариант термотрансфеного принтера для промышленности. Разрешение печати 203 dpi (для принтера 200 МУР) и 300 dpi (для принтера 300 МУР). Принтерами МУР легко пользоваться и настраивать, для удобства оператора применено цветовое кодирование и ЖК дисплей. Прочный и надежный алюминиевый каркас корпуса является гарантом бесперебойной работы в условиях где требуется печать этикеток по 12 часов в день и 5 дней в неделю. Проверенная прошивка обеспечит аккуратную печать даже на этикетках шириной 3,175 мм.
Термотрансферный принтер ТНТ 1244 /1344

Настольные принтеры разработаны для малого и среднего объема печати. Принтер может переноситься туда где нужно выполнить маркировку. Может использоваться автономно с клавиатурой или же при подключении к персональному компьютеру (в этом режиме доступна кириллица). Разрешение печати 203 и 300 dpi.
Приложение 6

Предназначен для проверки целостности цепей вторичной коммутации сопротивлением до 100 кОм (режим I) и до 10 Ом (режим II) при полном снятии с них напряжения, а также для индикации наличия напряжения переменного и постоянного тока от 6 до 380 В. Индикация цепи и наличия напряжения осуществляется с помощью светодиодов повышенной яркости и пьезокерамического излучателя звука. Прибор не предназначен для работы в качестве указателя напряжения в электрических цепях, заведомо находящихся под напряжением.
|
Сопротивление вторичной цепи коммутации при проверке в режиме I, кОм |
от 0 до 80 ± 20 |
|
Сопротивление вторичной цепи коммутации при проверке в режиме II, Ом |
от 0 до 10 ± 3 |
|
Индицируемые значения напряжения постоянного и переменного тока частотой (45 - 65) Гц, В |
от 6 до 380 |
|
Напряжение встроенного источника питания, В |
3 |
|
Максимальная сила тока, потребляемого от элементов питания, мА, не более: |
|
|
при работе в режиме индикации напряжения |
5 |
|
при работе в режиме I |
5 |
|
при работе в режиме II |
100 |
|
в нерабочем режиме |
1 мкА |
|
Условия эксплуатации: |
|
|
температура, °С |
от -30 до +40 |
|
влажность при температуре 25 °С, % |
до 80 |
|
Габаритные размеры без соединительного провода, мм, не более: |
225×55×40 |
|
Длина соединительного провода, м, не менее |
1,5 |
|
Масса кг, не более |
0,18 |
|
Срок службы, лет, не менее |
5 |
Приложение 7
Указатель низкого напряжения универсальный УННУ 40 ÷ 1000

Двухполюсный указатель, выполненный в особо прочном, защищенном от пыли и влаги корпусе, предназначен для определения наличия или отсутствия напряжения в электроустановках постоянного и переменного тока напряжением от 40 до 1000 В. Наличие напряжения индицируется с помощью светодиодов.
|
Напряжение индикации, В, не более |
40 |
|
Ток, протекающий через указатель при напряжении 1000 В, мА, не более |
10 |
|
Длительность протекания тока, с, не более |
10 |
|
Длина соединительного провода, м, не менее |
1,0 |
|
Условия эксплуатации: температура, °С влажность при температуре 25 °С, % |
от -45 до +40 до 98 |
|
Габаритные размеры (в упаковке), мм, не более |
170×80×30 |
|
Масса, г, не более |
80 |
|
Срок службы, лет, не менее |
5 |
Указатель напряжения комбинированный УНК-04
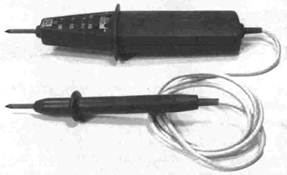
Двухполюсный указатель предназначен для определения наличия или отсутствия напряжения постоянного и переменного тока от 12 до 380 В, определения полярности напряжения постоянного тока и фазы сети переменного тока, а также для проверки электрической цепи сопротивлением до 20 кОм. Наличие напряжения и электрической цепи индицируется с помощью светодиодов повышенной яркости и пьезоизлучателя звука. Корпус указателя выполнен из ударопрочного полистирола.
|
Диапазон рабочего напряжения, В |
12 ÷ 380 |
|
Напряжение индикации, В, не более |
12 |
|
Ток, протекающий через указатель при напряжении 380 В, мА, не более |
10 |
|
Дискретные значения индицируемого напряжения, В |
12, 25, 50,110, 220, 380 |
|
Время зарядки от сети 220 - 380 В, с, не более |
20 |
|
Время сохранения заряда, час, не менее |
12 |
|
Время непрерывной работы после одной зарядки, с, не менее |
60 |
|
Длина соединительного провода, м, не менее |
1,0 |
|
Длина неизолированной части контактов-наконечников, мм, не более |
7,0 |
|
Условия эксплуатации: температура, °С влажность при температуре 25 °С, % |
от -45 до +40 до 98 |
|
Габаритные размеры (в упаковке), мм, не более |
250×80×40 |
|
Масса, г, не более |
165 |
|
Срок службы, лет, не менее |
5 |
Указатель низкого напряжения однополюсный УННО ~ (25 ÷ 1000)

Однополюсный указатель предназначен для определения наличия (отсутствия) фазного или наведенного напряжения переменного тока промышленной частоты в электроустановках и на линиях электропередачи напряжением до 1000 В, а также на линиях связи. Наличие напряжения индицируется с помощью светодиодов повышенной яркости и электромагнитного излучателя звука при непосредственном контакте с токоведущими частями электроустановок, находящихся под напряжением. Указатель выполнен в стеклопластиковом корпусе с резиновой рукояткой.
|
Диапазон рабочего напряжения, В |
25 - 1000 |
|
Напряжение индикации, В, не более |
25 |
|
Ток, протекающий через указатель при напряжении 1000 В, мА, не более |
0,5 |
|
Напряжение питания, В |
3 |
|
Ток, потребляемый от элементов питания, мА, не более |
50 |
|
Условия эксплуатации: температура, °С влажность при температуре 25 °С, % |
от -30 до +40 до 98 |
|
Габаритные размеры (в упаковке), мм, не более |
420×50×50 |
|
Масса, г, не более |
200 |
|
Срок службы (кроме элементов питания), лет, не менее |
5 |
Приложение 8
Инструменты для электромонтажных работ
Набор НКО
Набор инструментов НКО предназначен для производства работ при монтаже линий вторичной коммутации на промышленных объектах.
|
Наименование |
L, мм |
Кол-во |
|
Инструмент МБ-1М для снятия изоляции с проводов |
|
1 |
|
Плоскогубцы |
205 |
1 |
|
Кусачки боковые |
160 |
1 |
|
Круглогубцы |
160 |
1 |
|
Отвертки с прямым шлицем: |
||
|
Ø 5 0,8×5,5 |
190 |
1 |
|
Ø 6 1,0×6,5 |
190 |
1 |
|
Отвертка ОДВ-0,8 |
|
1 |
|
Нож монтерский НМ-3 |
|
1 |
|
Ключи: |
||
|
8×10 |
|
1 |
|
10×2 |
|
1 |
|
12×13 |
|
1 |
|
13×14 |
|
1 |
|
Указатель напряжения |
|
1 |
|
Рулетка измерительная, 1 м |
|
|
|
Габаритные размеры футляра, мм 350×314×80 |
|
|
|
Масса, кг 4,7 |
|
|
Нож монтерский НМ-4.

Нож монтерский НМ-4 имеет два лезвия: одно обычное, другое специальное с «чечевичкой» на конце. Предназначен для снятия бумажной, полимерной и нейритовой изоляции с проводов и кабелей толщиной до 5 мм, с проводов СИП, а также для зачистки от окисной пленки оголенных жил.
|
Тип |
L×B×H, мм |
L1 в открытом положении, мм |
М, кг |
|
НМ-4 |
120×15×32 |
205 |
0,17 |
Клещи для снятия изоляции МБ-1М
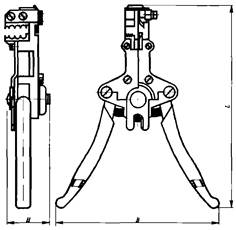
Инструмент МБ-1М предназначен для снятия резиновой и пластмассовой изоляции с круглых проводов и их перерезания. Обеспечивает быстрое снятие изоляции без нарушения целостности токоведущих жил.
|
Тип |
Сечение проводов, мм2 |
L×B×H, мм |
М, кг |
|
МБ-1М |
0,75 - 6 |
167×125×38 |
0,24 |
Ножницы секторные НС-1М

Предназначены для перерезания проводов и кабелей с медными и алюминиевыми жилами, в том числе и бронированных.
|
Тип |
Сечение жилы, мм2 |
Ø перерезаемого кабеля, мм |
L×B×H,мм |
М, кг |
|
|
Медные жилы |
Алюминиевые жилы |
||||
|
НС-1 |
3×10 |
3×25 |
24 |
200×86×18 |
0,35 |
Пресс-клещи для опрессовки кабельных наконечников.
Пресс-клещи применяются для опрессовки кабельных наконечников всех типов от 0,5 до 25 мм2. Встроенный в пресс механический усилитель рычажного типа значительно уменьшает усилие на рукоятках, что делает работу с инструментом высокопроизводительной. Некоторые пресс-клещи снабжены принудительной системой зажима, не позволяющей обжимать наконечники с усилием, слабее установленного. Это повышает надежность обжима и увеличивает эффективность работы электротехнического оборудования.
Преимущества инструмента:
- обеспечивается равномерное прессование хвостовика наконечника и кабельной жилы по всему периметру с максимальной площадью контактного соединения;
- снижается вероятность образования микротрещин в материале наконечника, а, следовательно, увеличивается срок службы контактного соединения;
- при опрессовке не происходит нарушения целостности самой жилы.









Приложение 9
Ручной инструмент фирмы Weidmuller
Инструмент для нарезки кабеля.
Инструмент для нарезки кабеля К8, К12.

К8 - Инструмент для чистой нарезки медных и алюминиевых кабелей диаметром до 8 мм без замятия краев
К12 - Инструмент для чистой нарезки медных и алюминиевых кабелей диаметром до 12 мм без замятия краев
- Лезвия специального профиля позволяет повысить качество нарезки кабеля с малым сечением.
- Не подходит для стальной проволоки, армированного сталью кабеля, алюминиевых сплавов и закаленной меди.
|
Технические данные |
||
|
При работе с медным кабелем |
КТ8 |
КТ12 |
|
Одножильный (макс, сечение), мм2 |
16 |
16 |
|
Многожильный (макс, сечение), мм2 |
16 |
25 |
|
Гибкий (макс, сечение), мм2 |
16 |
35 |
|
Гибкий многожильный (макс, диаметр), мм |
8 |
12 |
|
При работе с алюминиевым кабелем |
|
|
|
Многожильный (макс, сечение), мм2 |
16 |
16 |
|
Многожильный (макс, диаметр), мм |
8 |
|
|
Макс, диаметр мм |
8 |
12 |
|
Размеры |
|
|
|
Длина/ширина/высота, мм |
165/65/25 |
215/66/28 |
|
Вес, г |
180 |
300 |
Инструмент для нарезки кабеля К20.

Инструмент для чистой нарезки медных и алюминиевых кабелей диаметром до 20 мм без замятия краев.
- Автоматическое открывание обеспечивает удобство работы.
- Предохранительный фиксатор уменьшает риск получения травмы.
- Не подходит для стальной проволоки, армированного сталью кабеля, алюминиевых сплавов и закаленной меди.
|
Технические данные |
|
|
При работе с медным кабелем |
|
|
Одножильный (макс, сечение), мм2 |
16 |
|
Многожильный (макс, сечение), мм2 |
35 |
|
Гибкий (макс, сечение), мм2 |
70 |
|
Гибкий многожильный (макс, диаметр), мм |
20 |
|
При работе с алюминиевым кабелем |
|
|
Многожильный (макс, сечение), мм2 |
70 |
|
Многожильный (макс, диаметр), мм |
20 |
|
Макс, диаметр, мм |
20 |
|
Размеры |
|
|
Длина/ширина/высота мм |
215/66/29 |
|
Вес, г |
400 |
Инструмент для нарезки кабеля KTF25, KTF36.

KTF25 - Инструмент для чистой нарезки медных и алюминиевых кабелей диаметром до 25 мм.
KTF36 - Инструмент для чистой нарезки медных и алюминиевых кабелей диаметром до 36 мм.
- удобная работа
- небольшие затраты ручного труда
- кусачки можно раскрыть в любом положении при резке
- разделка кабеля в труднодоступных местах.
- механический усилитель эксцентрикового типа
- не подходит для стальной проволоки, армированного сталью кабеля, алюминиевых сплавов и закаленной меди.
|
Технические параметры |
||
|
При работе с медным кабелем |
KTF25 |
KTF36 |
|
многожильный (макс, сечение), мм2 |
120 |
300 |
|
гибкий (макс, сечение), мм2 |
120 |
300 |
|
гибкий многожильный (макс, диаметр), мм |
25 |
35 |
|
При работе с алюминиевым кабелем |
|
|
|
многожильный (макс, сечение) мм2 |
150 |
300 |
|
многожильный (макс, диаметр) мм |
25 |
35 |
|
макс, диаметр, ммО |
25 |
35 |
|
Размеры |
|
|
|
длина/ширина/высота, мм |
245/80/40 |
330/100/49 |
|
Вес, г |
900 |
1400 |
Инструмент для снятия изоляции.
Инструменты Stripax® гарантируют стабильное и высокое качество снятия изоляции, соответствующее всем предписаниям стандарта DIN. Данный инструмент рассчитан на общепромышленный провод в ПВХ-изоляции стандартной толщины. При применении нестандартных проводов с нестандартной толщиной ПВХ-изоляции возможна ручная подстройка инструмента для обеспечения высокого качества работы. Ограничитель длины снятия изоляции и кусачки оптимально дополняют возможности нашего инструмента.
Для особых материалов изоляции, таких как тефлон, силикон и каптон, требуются специальные инструменты, снимающие изоляцию ножом особой формы.
Инструмент для снятия изоляции и нарезки кабеля Stripах®, Stripax® 16

- Предназначается для многожильного и одножильного кабеля с ПВХ-изоляцией.
- Регулировка длины снятия изоляции с помощью ограничителя.
- Автоматическое отпускание кабеля после снятия изоляции
- Строгий контроль каждого провода
- Регулировка в соответствии с толщиной изоляции.
- Не повреждает кабель благодаря применению специальных самонастраивающихся ножей.
- Подходит для обработки многожильных и плоских кабелей, способен обрабатывать несколько кабелей за один цикл.
- Снятие двойной изоляции за два цикла без специальной регулировки.
- Режущее приспособление жестко зафиксировано и является самонастраивающимся.
- Длительный срок службы.
- Оптимизированный эргономичный режим.
|
Технические данные |
||
|
При работе с медным кабелем |
Stripax® |
Stripax® 16 |
|
Тип кабеля |
Гибкий и одножильный кабель с ПВХ-изоляцией |
|
|
Сечение провода, мм2 |
0,08 - 2 |
6 - 16 |
|
Макс, длина снятия изоляции, мм |
20 |
|
|
Макс, сечение провода мм2 |
6,00 |
|
|
Длина, мм |
190 |
|
|
Вес, г |
155 |
|
Инструмент для снятия ПВХ-изоляции с кабеля круглого сечения АМ25, АМ35 и AM12

АМ25: для круглого кабеля диаметром 6 - 25 мм.
АМ35: для круглого кабеля диаметром 25 - 36 мм.
- Снятие изоляции возможно в любом нужном месте кабеля.
- Поворотный нож для выполнения продольных, поперечных и спиральных разрезов.
- Зажимной кронштейн со встроенным ножом для переламывания и надрезания изоляции.
- Встроенный запасной нож.
АМ12: для нарезки сигнальных кабелей и снятия изоляции
- Нарезка сигнальных кабелей типа неэкранированной (UTP) и экранированной (STP) витой пары, а также прочих гибких медных кабелей с сечением до 4 мм2.
- Снятие наружной изоляции с сигнальных кабелей UTP и STP, а также прочих круглых кабелей диаметром 0,5 - 12,5 мм.
- Не повреждает экран и провода благодаря применению регулируемого ножа.
|
Технические данные |
|||
|
При работе с медным кабелем |
АМ25 |
АМ35 |
АМ12 |
|
Тип кабеля |
Круглый кабель с ПВХ-изоляцией |
Кабели данных UTP и STP |
|
|
Сечение провода, мм2 |
6-25 |
25 - 36 |
|
|
Диаметр провода, мм |
|
|
1 - 12,5 |
|
Устанавливаемая глубина изоляции, мм |
|
|
регулируется |
|
Кусачки |
регулируется в диапазоне до 4,5 мм |
|
|
|
Макс, сечение провода мм2 |
|
|
|
|
Неэкранированные и экранированные кабели данных |
|
|
8,0 |
|
Гибкий медный кабель мм2 |
|
|
4 |
|
Длина, мм |
|
|
97 |
|
Вес, г |
|
|
36 |
Инструмент для обжима кабельных наконечников.
Инструмент для обжима кабельных наконечников Stripax® plus 2,5
Инструмент для нарезки кабеля, снятия изоляции и обжима соединенных кабельных наконечников Weidmuller с сечением 0,5 - 2,5 мм2.
- Нарезка кабеля.
- Снятие изоляции.
- Автоматическая подача наконечников.
- Обжим наконечников.
- Храповик гарантирует качественный обжим.
- Эффективная работа (все операции обработки кабеля выполняются с помощью одного инструмента существенная экономия времени).
- Удобство работы с кабельными наконечниками (достаточно просто вставить ленту с наконечниками в инструмент, подача осуществляется автоматически).
|
Технические данные |
|
|
Тип и данные контактов |
Stripax plus 2,5 |
|
Тип контактов |
ленты соединенных наконечников |
|
Диапазон обжима, мм2 |
0,5 - 2,5 |
|
Диапазон обжима 1, мм2 |
0,5 - 0,75 |
|
Диапазон обжима 2, мм2 |
1,0- 1,5 |
|
Диапазон обжима 3, мм2 |
2,50 |
|
Длина, мм |
210 |
|
Вес, г |
260 |
Инструмент для обжима кабельных наконечников PZ1,5

Инструмент для обжима кабельных наконечников с сечением 0,25 - 1,5 мм2 с пластиковыми втулками или без пластиковых втулок и двойных наконечников с сечением 0,5 - 1,0 мм2.
- Храповик для прецизионного обжима.
- Возможность разблокировки храповика в случае ошибки.
- Только одна обжимная форма для всего сечения.
- Подача наконечников спереди.
|
Технические данные |
|
|
Тип и данные контактов |
PZ1,5 |
|
Тип контактов |
наконечники с пластиковой втулкой/без пластиковой втулки |
|
Диапазон обжима, мм2 |
0,5 -1,5 |
|
Длина, мм |
170 |
|
Вес, г |
170 |
Инструмент для обжима кабельных наконечников PZ 6 hex.

Инструмент для обжима кабельных наконечников с сечением 0,14 - 6 мм2 и двойных наконечников с сечением 0,5 - 4,0 мм2.
- Храповик для прецизионного обжима.
- Возможность разблокировки храповика в случае ошибки.
- Только одна обжимная форма для всего сечения.
- Подача наконечников сбоку.
|
Технические данные |
|
|
Тип и данные контактов |
PZ 6 hex |
|
Тип контактов |
наконечники с пластиковой втулкой/без пластиковой втулки |
|
Диапазон обжима, мм2 |
0,14 - 6,00 |
|
Длина, мм |
180 |
|
Вес, г |
380 |
Инструмент для обжима кабельных наконечников PZ16 и PZZH16

Инструмент для обжима кабельных наконечников с пластиковыми втулками или без пластиковых втулок, с сечением 6 - 16 мм2.
- Храповик гарантирует качественный обжим.
- Инструмент можно раскрыть в любой момент при обжиме.
- Подача наконечников сбоку.
- Три паза для обжима для всего диапазона сечений.
|
Технические данные |
||
|
Тип и данные контактов |
PZ16 |
PZZH16 |
|
Тип контактов |
наконечники с пластиковой втулкой/без пластиковой втулки |
двойные наконечники |
|
Диапазон обжима 1, мм2 |
6,00 - 16,00 |
6,00 - 16,00 |
|
Диапазон обжима 2, мм2 |
6,00 |
|
|
Диапазон обжима 3, мм2 |
10,00 |
|
|
Ширина контакта, мм |
16,00 |
|
|
Длина, мм |
200 |
260 |
|
Вес, г |
418 |
700 |
Отвертки электрические динамометрические.
Аккумуляторная динамометрическая отвертка DMS3 и DMS3 Set.

- Работа одной рукой в любых условиях.
- Переключение направления вращения.
- Две скорости: 200 и 400 об/мин.
- Прецизионная 6-ступенчатая регулировка момента затяжки в диапазоне 0,2 - 3 Н⋅м.
- Высокая повторяемость значения усилия затягивания вплоть до полной разрядки аккумулятора.
- Рукоятка трансформируется из прямой формы в форму пистолета.
- Сменный инструмент: стандартные шестигранные биты 1/4" с фиксацией шариковым зажимом.
- Предохранительное приспособление исключает возможность случайного включения.
- Легко переключается с работы от аккумулятора в ручной режим с моментом до 15 Н⋅м.
|
Технические данные |
|
|
Отвертка |
|
|
Двигатель |
2,4 В постоянного тока |
|
Число оборотов на холостом ходу |
200/400 об/мин |
|
Макс, момент затяжки |
3,0 Н⋅м |
|
Зажимной патрон |
1/4" С6,3 DIN 3126 |
|
Длина |
239 мм |
|
Вес |
400 г |
|
Аккумулятор |
|
|
Тип |
2 никель-кадмиевые батареи по 1,2 В |
|
Вес |
122 г |
|
Зарядное устройство |
|
|
Вход |
230 В переменного тока, 50 Гц, 50 мА |
|
Выход |
2,9 В переменного тока, 1,4 А, 4,1 В-А |
|
Время зарядки |
1 час |
|
Вес |
700 г |
Приложение 10
Применяемые провода для монтажа вспомогательных цепей
Российский стандарт.
Область применения1.
________
1ГОСТ 6323-79 Провода с поливинилхлоридной изоляцией для электрических установок. Технические условия (переиздание 1998 г.).
Для электрических установок - при стационарной прокладке в осветительных и силовых сетях, а также для монтажа электрооборудования, машин, механизмов и станков на номинальное переменное напряжение до 450 В (для сетей до 450/750 В), с частотой до 400 Гц или постоянным напряжением 1000 В.
|
Обозначение |
Наименование |
Преимущественные способы прокладки или монтажа |
|
ПВ1 |
Провод с медной жилой с поливинилхлоридной изоляцией |
Для прокладки в стальных трубах, пустотных каналах строительных конструкций, на лотках и др., для монтажа электрических цепей |
|
ПВ2 |
Провод с медной жилой с поливинилхлоридной изоляцией гибкий |
Для монтажа участков электрических цепей, где возможны изгибы проводов |
|
ПВ3 |
Провод с медной жилой с поливинилхлоридной изоляцией повышенной гибкости |
То же |
|
ПВ4 |
Провод с медной жилой с поливинилхлоридной изоляцией особо гибкий |
Для монтажа участков электрических цепей, где возможны частые изгибы проводов. |
|
ППВ |
Провод с медными жилами с поливинилхлоридной изоляцией, плоский с разделительным основанием |
Для негибкого монтажа |
К марке провода холодного исполнения через дефис добавляют буквы «ХЛ»
|
Номинальное напряжение |
450В |
|
Температура окружающей среды при эксплуатации кабеля |
от -50 °С до +45 °С |
|
Относительная влажность воздуха (при температуре до +35 °С) |
100 % |
|
Минимальная температура прокладки кабеля без предварительного подогрева |
-15 °С |
|
Предельная длительно допустимая рабочая температура жил |
70 °С |
|
Минимально допустимый радиус изгиба при прокладке: |
|
|
с однопроволочными жилами |
10 диаметров провода |
|
с многопроволочными жилами |
5 диаметров провода |
|
Срок службы |
15 лет |
|
Гарантийный срок эксплуатации кабеля |
2 года |
Провода должны изготовляться различных цветов. Расцветка должна быть сплошная или выполнена нанесением двух продольных полос на изоляции натурального цвета, расположенных диаметрально.
|
Цвет |
Обозначение |
|
Белый, натуральный или серый |
Б |
|
Красный или розовый |
Ж |
|
Желтый, или оранжевый, или фиолетовый |
К |
|
Синий или голубой |
С |
|
Зеленый |
3 |
|
Коричневый |
Кч |
|
Черный |
Ч |
|
Зелено-желтый |
3-Ж |
Европейский стандарт.
Провода с поливинилхлоридной изоляцией для электрических установок VDE 0281-3, МЭК 60227-3-97
Область применения
Для электрических установок - при стационарной прокладке в осветительных и силовых сетях, а также монтажа электрооборудования, машин, механизмов и станков на номинальное переменное напряжение до 450 В (для сетей до 450/750 В).
Основные технические и эксплуатационные характеристики
|
Номинальное напряжение |
до 450/750 В |
|
Температура окружающей среды при эксплуатации кабеля |
от -25 °С до +40 °С |
|
Относительная влажность воздуха (при температуре до +35 °С) |
100 % |
|
Минимальная температура прокладки кабеля без предварительного подогрева |
-15 °С |
|
Предельная длительно допустимая рабочая температура жил |
70 °С |
|
Минимально допустимый радиус изгиба при прокладке: |
|
|
с однопроволочными жилами |
10 диаметров провода |
|
с многопроволочными жилами |
5 диаметров провода |
|
Срок службы |
15 лет |
|
Гарантийный срок эксплуатации кабеля |
2 года |
|
Марка |
Сечение, мм2 |
Конструкция |
Условия эксплуатации |
|
HO5V K |
0,5; 0,75; 1,0 |
Провод с многопроволочной медной жилой, поливинилхлоридной изоляцией. |
Для монтажа участков электрических цепей, где возможны изгибы проводов. |
|
HO5V R |
0,5; 0,75; 1,0 |
||
|
HO5V U |
0,5; 0,75; 1,0 |
Провод с медной однопроволочной жилой, изоляцией из поливинилхлоридного (ПВХ) пластиката, на номинальное напряжение 300/500 В. |
Для прокладки в стальных трубах, пустотных каналах строительных конструкций, на лотках и др., монтажа электрических цепей. |
|
HO7V K |
1,5; 2,5; 4,0 |
Провод с медной особо гибкой жилой, изоляцией из поливинилхлоридного (ПВХ) пластиката, на номинальное напряжение 450/750 В. |
Для прокладки в стальных трубах, пустотных каналах, строительных конструкций, на лотках и др., монтажа электрических цепей. |
|
HO7V R |
16; 25; 35; 50; 70; 95 |
Многопроволочная медная жила сечением 16 - 95 мм2. Изоляция из ПВХ пластиката. |
|
|
HO7V U |
1,5; 2,5; 4,0; 6,0; 10,0 |
Однопроволочная медная жила сечением 1,5 - 10 мм2. Изоляция из ПВХ пластиката. |