 | Информационная система | |
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ТРУБЫ СТАЛЬНЫЕ ДЛЯ ТРУБОПРОВОДОВ
Технические условия
Часть 2
ТРЕБОВАНИЯ К ТРУБАМ КЛАССА В
ISO 3183-2:1996
Petroleum and natural gas industries - Steel pipes for pipelines - Technical
delivery conditions - Part 2: Pipes of requirement class В
(IDT)
|
|
Москва Стандартинформ 2008 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») на основе аутентичного перевода международного стандарта, указанного в пункте 4, который выполнен Федеральным государственным унитарным предприятием «Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия» (ФГУП «Стандартинформ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2007 г. № 608-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 3183-2:1996 «Промышленность нефтяная и газовая. Трубы стальные для трубопроводов. Технические условия поставки. Часть 2. Трубы класса В» (ISO 3183-2:1996 «Petroleum and natural gas industries - Steel pipes for pipelines - Technical delivery conditions - Part 2: Pipes of requirement class В»). Внесено дополнение в приложение А для удобства пользования стандартом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении Е
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
При подготовке серии международных стандартов ИСО 3183 Технический комитет не ставил задачи определения уровня качества трубопроводов, которые имеют специфическое применение.
Однако комитет признал, что существует несколько основных уровней качества.
Во-первых, комитет признал необходимость обеспечить основной уровень качества по стандарту ANSI/API Spec 5L [1], соответствующий трубам класса А, который рассматривается в ИСО 3183-1.
Во-вторых, многие потребители предъявляют дополнительные требования к трубам, например относительно ударной вязкости и испытания неразрушающими методами. Данный подход типичен, например, для магистральных трубопроводов. Такие повышенные требования соответствуют трубам класса В и рассматриваются в ИСО 3183-2.
В-третьих, имеются особые требования к применению, которые в свою очередь содержат очень высокие требования к качеству и испытаниям. Такие требования соответствуют классу С и рассматриваются в ИСО 3183-3.
Требования к работе удара по Шарпи в ИСО 3183-2 для избежания протяженного сдвигового разрушения были приняты на основе данных, имеющихся в рекомендациях EPRG (European Pipeline Research Group) [2] в отношении труб, используемых для транспортирования обедненного сухого природного газа.
О пригодности упомянутых выше требований по работе удара для решения конкретной задачи несет ответственность проектировщик. Например, насыщенный газ или двухфазная среда могут требовать повышенных свойств для труб.
Для труб, соответствующих требованиям класса В, коэффициент прочности шва, равный 1,0, может быть использован в расчетах трубопроводов на основе условий, установленных для производства труб и контроля сварных швов.
Выбор класса требований зависит от многих факторов. Следует учитывать свойства рабочего вещества, условия обслуживания, нормы проектирования и любые установленные законом требования. Поэтому стандарт не дает детальных рекомендаций. Основная задача потребителя - выбор класса труб с соответствующими требованиями для заданного применения.
Примечание - Настоящий стандарт распространяется на продукцию широкого диапазона типов, размеров и технических ограничений. В некоторых сферах применения отсутствие единого международного стандарта на проектирование трубопроводов повлекло бы за собой различия в национальных правилах и конфликтные требования к потребителю, что осложнило бы техническую гармонизацию. Следовательно, может возникнуть необходимость изменить некоторые обязательные требования настоящего стандарта для того, чтобы добиться соответствия различным национальным нормам проектирования. Однако настоящий стандарт остается основным нормативным документом. Подобные поправки должны быть указаны во время заказа (см., например, примечание к 8.2.3.3.1).
Настоящий стандарт соответствует Общеевропейскому стандарту ЕН 10208-2 [3] в соответствии с рекомендациями ИСО/ТС 67/SC 1. Различие между ИСО 3183-2 и ЕН 10208-2 [3] в основном сводится к следующему:
- нормативные ссылки (раздел 2);
- номера сталей не используются в настоящем стандарте;
- основой расчета гидравлических испытаний (по согласованию - номинальная толщина стенки; в ЕН 10208-2 [3] допускается минимальная толщина стенки);
- дополнительные требования EURONORM 168 [4] не включены в настоящий стандарт.
Обозначения сталей, приведенные в таблице 1, взяты из ЕН 10208-2, чтобы исключить недоразумения, к которым могли бы привести различные наименования одной и той же марки стали.
Следовательно, эти наименования стали не соответствуют правилам, изложенным в ИСО/TR 4949, касающимся формирования наименований стали.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ ДЛЯ ТРУБОПРОВОДОВ
Технические условия
Часть 2
ТРЕБОВАНИЯ К ТРУБАМ КЛАССА В
Steel pipes for pipelines. Specifications. Part 2. Requirements for class В pipes
Дата введения - 2008-06-01
1 Область применения
Настоящий стандарт определяет технические условия на поставку сварных и бесшовных труб из нелегированных и легированных (за исключением нержавеющих) сталей. Он содержит требования к качеству и испытаниям более строгие, чем в ГОСТ Р ИСО 3183-1. Настоящий стандарт распространяется на трубы, которые обычно используют для транспортирования горючих жидкостей, и не распространяется на литые стальные трубы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
ИСО 148-1:19831) Материалы металлические. Испытание на удар на маятниковом копре по Шарпи. Часть 1 Метод испытания
1) Действует ИСО 148-1:2006.
ИСО 377:1997 Сталь и стальные изделия. Расположение и приготовление образцов и образцов для конкретных механических испытаний
ИСО 404:1992 Сталь и стальные заготовки. Общие технические условия поставки
ИСО 1027:19832) Гамма-дефектоскопические индикаторы качества изображения для неразрушающего контроля. Принципы и идентификация
2) Действует ИСО 19232-1:2004.
ИСО 2566-1:1984 Сталь. Таблицы перевода величин относительного удлинения. Часть 1. Сталь углеродистая и низколегированная
ИСО 3183-1:1996 Промышленность нефтяная и газовая. Трубы стальные для трубопроводов. Технические условия поставки. Часть 1. Трубы класса А
ИСО 4200:1991 Трубы стальные с гладкими концами, сварные и бесшовные. Общие таблицы размеров и масс на единицу мерной длины
ИСО 4885:1996 Изделия из черных металлов. Виды термообработки. Словарь
ИСО 4948-1:1982 Стали. Классификация. Часть 1. Классификация сталей на нелегированные и легированные по химическому составу
ИСО 4948-2:1981 Сталь. Классификация. Часть 2. Классификация нелегированной и легированной стали по основным классам качества и основному свойству или области применения
ИСО/TR 4949:1989 Обозначение стали на основе буквенных символов
ИСО 6506:1986 Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания
ИСО 6508:1986 Материалы металлические. Определение твердости по Роквеллу. Часть 1. Метод определения (шкалы А, В, С, D, E, F, G, Н, К, N, Т)
ИСО 6761:1981 Трубы стальные. Разделка концов труб и фитингов под сварку
ИСО 6892:1984 Материалы металлические. Испытания на растяжение при температуре окружающей среды
ИСО 6929:1987 Продукты из стали. Определение и классификация
ИСО 7438:19851) Материалы металлические. Испытание на загиб
1) Действует ИСО 7438:2005.
ИСО 7539-2:1989 Коррозия металлов и сплавов. Испытание на коррозию под напряжением. Часть 2. Приготовление и использование образцов для испытания на изгиб
ИСО 8492:1986 Материалы металлические. Трубы. Испытание на сплющивание
ИСО 9002:1994 Системы менеджмента качества. Требования
ИСО 9303:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения продольных несовершенств
ИСО 9304:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль методом вихревых токов для обнаружения несовершенств
ИСО 9402:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Испытание труб из ферромагнитной стали методом рассеяния магнитного потока по всей поверхности для обнаружения продольных дефектов
ИСО 9764:1989 Трубы стальные, полученные электрической контактной сваркой и индукционной сваркой, напорные. Ультразвуковой контроль сварного шва для обнаружения продольных несовершенств
ИСО 9765:1990 Трубы стальные напорные, полученные дуговой сваркой под флюсом. Ультразвуковой контроль сварного шва для обнаружения продольных и/или поперечных несовершенств
ИСО/TR 9769:1991 Сталь и чугун. Обзор существующих методов анализа
ИСО 10124:1994 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля для обнаружения слоистых несовершенств
ИСО 10474:1991 Сталь и стальные изделия. Документы о контроле
ИСО 11484:1994 Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю
ИСО 11496:1993 Трубы стальные бесшовные и сварные напорные. Ультразвуковой контроль концов труб для обнаружения слоистых несовершенств
ИСО 12094:1994 Трубы стальные сварные напорные. Ультразвуковой контроль для обнаружения слоистых несовершенств в полосовом/листовом материале, используемом для изготовления сварных труб
ИСО 12096:1996 Трубы стальные напорные, полученные дуговой сваркой под флюсом. Радиографический контроль сварного шва для обнаружения несовершенств
ИСО 13663:1995 Трубы стальные сварные напорные. Ультразвуковой контроль участка, смежного со сварным швом, для обнаружения слоистых несовершенств
ИСО 14284:1996 Сталь и чугун. Отбор и приготовление образцов для определения химического состава
ANSI/API RP 51-3:19962) Проведение испытания на разрыв падающим грузом труб для магистральных трубопроводов
2) Действует ANSI/API RP 5L3:2003.
3 Термины и определения
3.1 Общие положения
В настоящем стандарте термины в 3.2 - 3.6 применяют как дополнительные или отличные от терминов:
ИСО 4948-1 и ИСО 4948-2 - классификация сталей;
ИСО 6929 - определение стальных изделий;
ИСО 4885 - виды термообработки;
ИСО 377, ИСО 404 и ИСО 10474 - варианты процедур отбора образцов, контроля и документов контроля.
3.2 Виды труб и сварки
3.2.1 бесшовная труба; БТ (seamless pipe): Трубное изделие, изготовляемое горячей прокаткой, за которой для обеспечения необходимых размеров могут следовать калибровка (6.5) или холодная деформация (3.3.4).
3.2.2 труба, изготовленная высокочастотной сваркой; ТВЧС (high frequency welded pipe): Трубное изделие, изготовленное способом формовки из рулонного проката и сварки кромок без добавления наплавляемого металла. Продольный сварной шов получают с помощью высокочастотного тока, подведенного путем индукции или кондукции.
Примечание - Высокая частота, принимаемая в настоящем стандарте, составляет не менее 100 кГц.
3.2.3 труба, изготовленная дуговой сваркой под флюсом; ДСФ (submerged arc-welded pipe): Трубное изделие, которое изготовляется формовкой рулонного или листового проката и сваркой кромок с добавлением наплавляемого металла, где продольный (ДСФП) и спиральный (ДСФС) швы получают путем автоматической дуговой сварки под флюсом (6.3). Не менее чем один проход делается на внутренней поверхности и один - на наружной поверхности трубы. Допускается прерывистая или непрерывная однопроходная прихватка, которая выполняется дуговой сваркой в среде защитного газа.
3.2.4 труба, изготовленная комбинированной электродуговой сваркой в среде защитного газа и под флюсом; КОС (combination gas metal arc and submerged arc-welded pipe): Трубные изделия, изготовленные из рулонного или листового проката, у которых кромки соединяются с добавлением наплавляемого металла. Трубы, имеющие продольный (КОСП) или спиральный (КОСС) шов, изготовляют комбинированием электродуговой сварки в среде защитного газа и сварки под флюсом. Процесс электродуговой сварки в среде защитного газа является непрерывным и первым, а за ним следует не менее чем один проход непрерывной автоматической сваркой под флюсом на внутренней и наружной поверхностях трубы.
3.2.5 сварка стыковочного шва рулонного или листового проката (strip and weld): Сварной шов, который соединяет концы рулонного или листового проката между собой.
3.2.6 соединение труб (jointer): Два отрезка трубы, соединенные кольцевым швом.
3.2.7 тело трубы (pipe body): Для сварной трубы - вся труба, исключая шов или швы и зоны термического влияния, для бесшовной трубы - вся труба полностью.
3.3 Условия обработки
3.3.1 прокатка при температуре нормализации (normalizing forming): Процесс прокатки, когда заключительная деформация осуществляется в определенном температурном диапазоне, что приводит к свойствам материала, эквивалентным тем, что получаются после нормализации. Трубы, прокатанные при температуре нормализации, сохраняют полученные механические свойства после последующей нормализации.
Буквенное обозначение данного условия поставки - N.
3.3.2 термомеханическая обработка (thermomechanical forming): Обработка, при которой заключительная деформация осуществляется в определенном температурном диапазоне, что приводит к свойствам материала с заданными параметрами, которые невозможно достигнуть или повторить только при одной термообработке. Последующий нагрев выше температуры 580 °С может понизить значение прочности.
Буквенное обозначение данного условия поставки - М.
Примечание 1 - Термомеханическая обработка, которая соответствует условию поставки М, может включать в себя процессы с возрастающей скоростью охлаждения и отпуском (или без отпуска), в том числе самоотпуск, но исключая непосредственную закалку и закалку с отпуском.
Примечание 2 - При снижении содержания углерода и углеродного эквивалента материала, соответствующего условиям поставки М, улучшается свариваемость.
3.3.3 закалка с отпуском (quenching and tempering): Термообработка, состоящая из упрочнения закалкой, за которой следует отпуск стали. Упрочнение закалкой предполагает аустенизацию, за которой следует охлаждение при таких условиях, когда аустенит переходит в мартенсит и, возможно, в бейнит.
Отпуск предполагает нагревание один или более раз до температуры, не превышающей температуру рекристаллизации (Ас1), а также выдержку при этой температуре, затем охлаждение с заданной скоростью так, чтобы структура изменилась и были достигнуты требуемые свойства.
Буквенное обозначение данного условия поставки - Q.
3.3.4 холодная формовка и холодная деформация (cold forming and cold finishing): В данном контексте холодная формовка - это процесс преобразования листового или рулонного проката в трубу без нагрева. Холодная деформация является рабочей операцией без нагрева (обычное холодное волочение) с остаточной деформацией более 1,5 %. Данная операция отличается от операции калибровки, которая описана в 6.5.
3.4 Несовершенства и дефекты
3.4.1 несовершенства (imperfections): Отклонения качества поверхности или стенки трубы, не соответствующие требованиям, которые определяются методами настоящего стандарта. Несовершенства, имеющие размеры и плотность распределения в пределах требований настоящего стандарта, рассматриваются как не имеющие практического значения для предполагаемого использования изделия.
3.4.2 дефекты (defects): Несовершенства, размеры и плотности распределения которых выходят за пределы требований настоящего стандарта. Дефекты препятствуют использованию труб по назначению.
3.5 Согласование требований
Если иное не определено, то термин «по согласованию» означает согласование требований между изготовителем и потребителем при заказе.
3.6 Символы на полях
Следующие символы используются на полях страниц и таблиц для обозначения вариантов условий поставки:
ОС - обязательное согласование [5.2, перечисление а)];
УС - на усмотрение изготовителя [5.2, перечисление b)];
ПС - произвольное согласование [5.2, перечисление с)].
4 Классификация и обозначения сталей
4.1 Классификация сталей
Стали в настоящем стандарте являются нелегированными или со специальным легированием. Их классификация в соответствии с ИСО 4948-1 и ИСО 4948-2 приведена в таблице 1.
Таблица 1 - Классификация и обозначения сталей
|
Класс стали в соответствии с ИСО 4948-1 и ИСО 4948-2 |
Обозначение стали |
|
|
Нормализация или прокатка при температуре нормализации |
Качественная нелегированная сталь |
L245NB |
|
L290NB |
||
|
L360NB |
||
|
Легированная специальная сталь |
L415NB |
|
|
Закалка с отпуском |
Легированная специальная сталь |
L360QB |
|
L415QB |
||
|
L450QB |
||
|
L485QB |
||
|
L555QB |
||
|
Термомеханическая обработка |
Качественная нелегированная сталь |
L245MB |
|
L290MB |
||
|
L360MB |
||
|
Легированная специальная сталь |
L415MB |
|
|
L450MB |
||
|
L485MB |
||
|
L555MB |
4.2 Обозначения сталей
Стали в настоящем стандарте, обозначенные в соответствии со стандартом ЕН 10208-2 [3], приведены в таблице 1. Сравнение указанных наименований сталей с теми, которые использованы в API Spec 5L [1], приведено в приложении А.
5 Информация, предоставляемая потребителем
5.1 Обязательная информация
Потребитель должен предоставить при заказе как минимум следующую информацию:
1) количество заказанного изделия (то есть масса или длина труб);
2) форму изделия (труба);
3) вид трубы (таблица 2, графа «Вид труб»);
Таблица 2 - Виды, способы изготовления и условия термообработки труб
|
Исходный материал |
Способ изготовления1) |
Условия термообработки |
Символ термообработки |
|
|
Бесшовные (БТ) |
Слиток или трубная заготовка |
Горячая прокатка |
Нормализация или нормализация при формовке |
N |
|
Закалка с отпуском |
Q |
|||
|
Горячая прокатка и холодное деформирование |
Нормализация |
N |
||
|
Закалка с отпуском |
Q |
|||
|
Изготовленные высокочастотной сваркой (ТВЧС) |
Рулонный прокат с нормализацией |
Холодная формовка |
Нормализация сварного шва |
N |
|
Рулон, полученный термомеханической прокаткой |
Термообработка сварного шва |
М |
||
|
Горячекатаный или горячекатаный нормализованный рулонный прокат |
Нормализация (всей трубы) |
N |
||
|
Холодная формовка и горячее редуцирование при контролируемой температуре, соответствующей нормализации |
- |
N |
||
|
Изготовленные дуговой сваркой под флюсом (ДСФ): - с продольным швом (ДСФП) - со спиральным швом (ДСФС) |
Рулонный или листовой прокат с нормализацией или нормализованный |
Холодная формовка |
- |
N |
|
Рулонный или листовой прокат, полученный термомеханической прокаткой |
М |
|||
|
Изготовленные комбинированной сваркой (КОС): - с продольным швом (КОСП) - со спиральным швом (КОСС) |
Рулонный или листовой прокат в состоянии после прокатки, термомеханической прокатки, прокатки с нормализацией или нормализованный прокат |
Формовка при температуре нормализации |
- |
N |
|
1) См. 3.3.4. |
||||
4) обозначение настоящего стандарта;
5) обозначение стали (таблица 1);
6) наружный диаметр трубы и толщину стенки, мм (7.6.1.2);
7) группу труб немерной длины. Если требуются мерные трубы, то указать длину, мм (7.6.3.3 и таблица 11);
8) требования к испытаниям на ударный изгиб (таблица 6 или 7);
9) требуемый документ по контролю (8.1).
5.2 Дополнительная информация
Настоящий стандарт определяет порядок согласования между потребителем и изготовителем дополнительной информации (7.3, примечание 2) или других требований в дополнение к обычно применяемым условиям поставки [перечисления а) - с) настоящего подраздела].
Необходимость в дополнительной информации или дополнительные требования должны быть четко определены при заказе.
a) Обязательное согласование (ОС) - требования, которые должны быть согласованы:
1) химический состав труб толщиной стенки более 25 мм (таблица 3, сноска 2);
2) механические свойства труб толщиной стенки более 25 мм (таблица 5, сноска 1);
3) требования по испытаниям на ударный изгиб и на разрыв падающим грузом (DWTT) для труб наружным диаметром более 1430 мм и/или толщиной стенки более 25 мм (таблицы 6 и 7, сноска 2);
4) допуски на диаметр для бесшовных труб толщиной стенки более 25 мм (таблица 9, сноска 2);
5) допуски на диаметр для труб наружным диаметром более 1430 мм (таблица 9, графа «Труба, кроме концов»);
6) сторона, ответственная за издание документа по контролю 3.2 (8.1, примечание 2).
b) Если эти требования не согласованы с потребителем, они остаются на усмотрение изготовителя (УС):
1) метод проверки геометрических размеров (8.2.3.10.4);
2) определение периодичности неразрушающего контроля бесшовных труб и труб высокочастотной сварки (приложение D, D.2.2);
3) рентгеновский контроль определения продольных несовершенств [приложение D, D.5.4, перечисление а)].
с) Произвольное согласование (ПС) - требования, которые могут быть согласованы:
1) аттестация системы качества или контроль технологии изготовления (6.1 и приложение В);
2) процесс изготовления стали (6.2.1);
3) технология производства труб электродуговой сварки под флюсом с двумя продольными швами (6.3);
4) поставка труб электродуговой сварки под флюсом со спиральным швом, содержащих стыковочные швы (6.6.1);
5) содержание молибдена [таблица 3, сноска 7)];
6) понижение показателя углеродного эквивалента (CEV) [таблица 3, сноска 4)];
7) испытание падающим грузом (DWTT) [таблицы 6 и 7, сноска 4)];
8) данные по свариваемости или испытаниям швов (7.4.2);
9) применение допусков на диаметр к внутреннему диаметру [таблица 9, сноска 3)];
10) применение допусков к наружному диаметру [таблица 9, сноска 4)];
11) специальная форма фаски или разделка торцов (7.6.4.2);
12) смещение кромок в сварных швах концов полосы [таблица 13, сноска 1)];
13) испытание на ударный изгиб зоны термического влияния (8.2.1.2);
14) направление вырезки образцов для испытаний [таблица 18, сноска 2)];
15) использование цилиндрических образцов для испытаний (8.2.2.2.2);
16) использование сплющенных и термообработанных образцов (8.2.2.2.2);
17) температуры испытания на ударный изгиб и падающим грузом, отличные от 0 °С (8.2.3.3.1 и 8.2.3.4);
18) замена макрографического контроля на альтернативный метод испытания (8.2.3.7.1);
19) испытание на твердость во время производства труб высокочастотной сварки с термообработанным швом (8.2.3.7.2);
20) давление гидравлического испытания выше 25 или 50 МПа и напряжением до 100 % минимального предела текучести (8.2.3.8.1);
21) давление гидравлического испытания в соответствии с ИСО 3183-1 (8.2.3.8.3);
22) использование специальных средств измерения диаметра трубы (8.2.3.10.1);
23) использование холодного клеймения (9.1.3);
24) специальная маркировка (9.2);
25) покрытие и грунтовка (раздел 10);
26) допустимый уровень L2/C или L2 для неразрушающего контроля бесшовных труб (приложение D, D.3.1 и D.3.2);
27) использование метода рассеяния магнитного потока (для труб бесшовных и сваренных высокочастотной сваркой) и метода вихревых токов (для труб, изготовленных высокочастотной сваркой) (приложение D, D.3.2 и D.4.1.2);
28) уровень приемки L2/C для неразрушающего контроля труб, изготовленных высокочастотной сваркой (приложение D, D.4.1.1);
29) уровень приемки L2 для неразрушающего контроля труб, изготовленных высокочастотной сваркой [приложение D, D.4.1.2, перечисление а)];
30) проверка требований к уровню качества для расслоений (приложение D, D.2.4, D.4.2, D.4.3, D.5.2 и D.5.3);
31) использование надрезов фиксированной глубины для калибровки оборудования [приложение D, D.5.1.1, перечисление d)];
32) использование пенетрометров с отверстием вместо проволочных пенетрометров ИСО [приложение D, D.5.5.1, перечисление а)];
33) использование рентгеновского контроля [приложение D, D.5.5.1, перечисление b)].
5.3 Пример заказа
Предпочтительно, чтобы информация была представлена так, как указано в примере заказа: 10000 м трубы ДСФП ИСО 3183-2-L415MB-670×72.5-r2, характеристики при ударе согласно таблице 7, с DWTT, документ о качестве труб ИСО 10474, 3.1 С.
6 Требования к технологии производства труб
6.1 Общие положения
6.1.1 Изготовитель труб и сбытовая фирма должны работать в соответствии с системой качества по ИСО 9002 или с эквивалентной системой.
ПС Принятая система качества должна быть согласована с:
- потребителем;
- представителем потребителя;
- независимой третьей стороной;
- органами по надзору.
ПС Примечание - В специальных случаях проверка технологии изготовления может быть согласована по доступным данным или в соответствии с приложением В.
6.1.2 Все операции неразрушающего контроля (НК) должны проводиться аттестованными специалистами в соответствии с ИСО 11484.
6.2 Изготовление стали
6.2.1 Сталь должна быть изготовлена кислородно-конвертерным или электропечным способом.
ПС Другие эквивалентные процессы изготовления сталей могут быть согласованы.
6.2.2 Сталь должна быть полностью раскисленной и мелкозернистой.
6.3 Изготовление труб
Виды труб описаны в 3.2 и приведены вместе с допустимыми способами изготовления в таблице 2. Вид трубы и условия термообработки выбранной стали определяет потребитель.
Трубы спирально-шовные, сваренные дуговой сваркой под флюсом, должны быть изготовлены из полос шириной не менее 0,8 и не более трех значений наружного диаметра трубы.
ПС По согласованию трубы ДСФП могут иметь два шва.
6.4 Условия термообработки
Трубы должны поставляться в соответствии с условиями изготовления и термообработки, приведенными в таблице 2.
6.5 Калибровка
Трубы доводятся до своих окончательных размеров с помощью операций экспандирования или редуцирования, которые не должны приводить к значительной деформации. В тех случаях, когда в дальнейшем не проводят термообработку или проводят только термообработку сварного шва, степень холодной калибровки Sr не должна превышать 0,015. Sr рассчитывают по формуле
![]() (1)
(1)
где Da - наружный диаметр после калибровки, мм;
Db - наружный диаметр до калибровки, мм;
D - номинальный наружный диаметр, мм.
6.6 Стыковочные швы
ПС 6.6.1 По согласованию на спирально-шовных трубах допускаются швы, соединяющие концы рулонного проката. При этом сварные швы должны располагаться не ближе 200 мм от торца трубы.
6.6.2 Для сварных труб с продольным сварным швом стыковочные швы рулонного проката не допускаются.
6.7 Составные трубы
Поставка составных труб не допускается.
7 Технические требования к качеству труб
7.1 Общие положения
Требования, установленные в настоящем стандарте, применяются при условиях, которые соответствуют техническим требованиям по отбору и подготовке образцов, а также методам испытания, приведенным в 8.2.2 и 8.2.3.
Примечание - В таблице 17 приведен обзор таблиц и разделов, которые касаются требований и технических условий на испытания.
7.2 Химический состав
7.2.1 Анализ плавки
Химический состав плавки должен полностью соответствовать требованиям таблицы 3.
Таблица 3 - Химический состав стали по плавочному анализу ковшовой пробы1) для труб при толщине стенки ≤ 25 мм2)
|
Массовая доля элементов1), %, не более |
CEV4) max |
|||||||||
|
С3) |
Si |
Mn3) |
Р |
S |
V |
Nb |
Ti |
Другие |
||
|
Стали для бесшовных и сварных труб |
||||||||||
|
L245NB |
0,16 |
0,40 |
1,1 |
0,025 |
0,020 |
- |
- |
- |
5) |
0,42 |
|
L290NB |
0,17 |
0,40 |
1,2 |
0,025 |
0,020 |
0,05 |
0,05 |
0,04 |
5) |
0,42 |
|
L360NB |
0,20 |
0,45 |
1,6 |
0,025 |
0,020 |
0,10 |
0,05 |
0,04 |
5), 6) |
0,45 |
|
L415NB |
0,21 |
0,45 |
1,6 |
0,025 |
0,020 |
0,15 |
0,05 |
0,04 |
5), 6), 7) |
По согласованию |
|
Стали для бесшовных труб |
||||||||||
|
L360QB |
0,16 |
0,45 |
1,4 |
0,025 |
0,020 |
0,05 |
0,05 |
0,04 |
5) |
0,42 |
|
L415QB |
0,16 |
0,45 |
1,6 |
0,025 |
0,020 |
0,08 |
0,05 |
0,04 |
5), 6), 7) |
0,43 |
|
L450QB |
0,16 |
0,45 |
1,6 |
0,025 |
0,020 |
0,09 |
0,05 |
0,06 |
5), 6), 7) |
0,45 |
|
L485QB |
0,16 |
0,45 |
1,7 |
0,025 |
0,020 |
0,10 |
0,05 |
0,06 |
5), 6), 7) |
0,45 |
|
L555QB |
0,16 |
0,45 |
1,8 |
0,025 |
0,020 |
0,10 |
0,05 |
0,06 |
6), 8) |
По согласованию |
|
Стали для сварных труб |
||||||||||
|
L245MB |
0,16 |
0,45 |
1,5 |
0,025 |
0,020 |
0,04 |
0,04 |
- |
5) |
0,40 |
|
L290MB |
0,16 |
0,45 |
1,5 |
0,025 |
0,020 |
0,04 |
0,04 |
- |
5) |
0,40 |
|
L360MB |
0,16 |
0,45 |
1,6 |
0,025 |
0,020 |
0,05 |
0,05 |
0,04 |
5) |
0,41 |
|
L415MB |
0,16 |
0,45 |
1,6 |
0,025 |
0,020 |
0,08 |
0,05 |
0,06 |
5), 6), 7) |
0,42 |
|
L450MB |
0,16 |
0,45 |
1,6 |
0,025 |
0,020 |
0,10 |
0,05 |
0,06 |
5), 6), 7) |
0,43 |
|
L485MB |
0,16 |
0,45 |
1,7 |
0,025 |
0,020 |
0,10 |
0,06 |
0,06 |
5), 6), 7) |
0,43 |
|
L555MB |
0,16 |
0,45 |
1,8 |
0,025 |
0,020 |
0,10 |
0,06 |
0,06 |
5), 6), 7) |
По согласованию |
|
ОС 1) Элементы, которые не перечислены в настоящей таблице, не должны добавляться без согласия потребителя, кроме элементов, которые можно добавить для раскисления и доводки плавки (сноска 5). 2) Химический состав при толщине стенки менее 40 мм принимается по согласованию с потребителем. ПС 3) Для каждого уменьшения содержания углерода на 0,01 % ниже максимального допускается увеличение содержания марганца на 0,05 % выше указанного максимального значения, но не более чем на 0,2 %. ПС 4) 5) 0,015 ≤ Aloбщ < 0,060; N ≤ 0,012; Al/N ≥ 2; Cu ≤ 0,25; Ni ≤ 0,30; Cr ≤ 0,30; Mo ≤ 0,10. 6) Сумма элементов V, Nb, Ti не должна превышать 0,15 %. 7) Для этих сталей содержание молибдена может быть согласовано до 0,35 %. 8) Al, N, Al/N и Cu (сноска 5); Ni ≤ 0,60; Cr ≤ 0,50; Mo ≤ 0,35. |
||||||||||
7.2.2 Анализ изделия
Допустимые отклонения от значений, указанных в таблице 3, приведены в таблице 4.
Таблица 4 - Допустимые отклонения по химическому составу
В процентах
|
Допустимое отклонение |
Элемент |
Допустимое отклонение |
|
|
С |
+0,020 |
V + Nb + Ti |
+0,020 |
|
Si |
+0,050 |
Cr |
+0,050 |
|
Mn |
+0,100 |
Ni |
+0,050 |
|
Р |
+0,005 |
Mo |
+0,030 |
|
S |
+0,005 |
Cu |
+0,050 |
|
V |
+0,010 |
Al |
+0,005 |
|
Nb |
+0,010 |
N |
+0,002 |
|
Ti |
+0,010 |
7.3 Механические и технологические характеристики труб
Трубы должны соответствовать требованиям, изложенным в таблицах 5, 6 или 7. Потребитель должен при заказе указать требования по ударной вязкости, зависящие от принятого коэффициента запаса прочности.
Примечание 1 - В случаях горячего деформирования и/или дополнительной термообработки при монтаже труб, поставляемых в закаленном и отпущенном состояниях или после термомеханической прокатки, у них могут измениться механические свойства (например 3.3.2). Если это целесообразно, потребителю следует установить контакт с изготовителем для получения более подробной информации.
Примечание 2 - Требования к величине работы удара в таблицах 6 и 7 были определены с учетом среди прочих параметров коэффициента запаса прочности. Значения коэффициентов запаса прочности 1,4 и 1,6 были выбраны в качестве типовых примеров.
Таблица 5 - Требования к механическим свойствам труб при испытании на растяжение и изгиб при толщине стенки не более 25 мм1) и результатам гидравлического испытания
|
Тело трубы (бесшовные и сварные трубы) |
Сварной шов |
Гидравлические испытания (8.2.3.8) |
|||||
|
Предел текучести при общем удлинении 0,5 % σт0,5, Н/мм2 |
Предел прочности σв, Н/мм2, не менее |
Отношение предела текучести к пределу прочности σт0,5/σв2), не более |
Относительное удлинение3)
при δ, %, не менее |
ТВЧС, ДСФ, КОС |
ДСФ, КОС |
||
|
Предел прочности σв, Н/мм2 |
Диаметр оправки для испытания на изгиб4) (8.2.3.5) |
||||||
|
L245NB |
От 245 до 440 |
415 |
0,80 |
22 |
Те же значения, что и для тела трубы |
3T |
Каждая труба должна выдержать испытание без течи и деформации в пределах допусков |
|
L245MB |
0,85 |
||||||
|
L290NB |
От 290 до 440 |
415 |
0,85 |
21 |
3T |
||
|
L290MB |
0,85 |
||||||
|
L360NB |
От 360 до 510 |
460 |
0,85 |
20 |
4T |
||
|
L360QB |
0,88 |
||||||
|
L360MB |
0,85 |
||||||
|
L415NB |
От 415 до 565 |
520 |
0,85 |
18 |
5T |
||
|
L415QB |
0,88 |
||||||
|
L415MB |
0,85 |
||||||
|
L450QB |
От 450 до 570 |
535 |
0,90 |
18 |
6T |
||
|
L450MB |
0,87 |
||||||
|
L485QB |
От 485 до 605 |
570 |
0,90 |
||||
|
L485MB |
0,90 |
||||||
|
L555QB |
От 555 до 675 |
625 |
0,90 |
||||
|
L555MB |
0,90 |
||||||
|
ОС 1) Механические свойства труб толщиной стенки до 40 мм должны быть согласованы. 2) Значения коэффициентов относятся к изделию «труба». Они не должны быть затребованы для исходных материалов. 3) Эти значения относятся к поперечным образцам, которые вырезаются из тела трубы. Если испытывают продольные образцы (таблица 18), то значения относительного удлинения должны быть на 2 единицы выше. 4) T - номинальная толщина стенки трубы. |
|||||||
Таблица 6 - Требования к испытаниям на ударный изгиб по Шарпи на образцах с V-образным надрезом с коэффициентом запаса прочности 1,61) и на разрыв падающим грузом (DWTT) при температуре 0 °С.
|
Испытания на удар по Шарпи образца с V-образным надрезом. Минимальная работа удара для трубы наружным диаметром D ≤ 1430 мм и толщиной стенки T ≤ 25 мм2), Дж |
DWTT4) испытание. Область вязкого разрушения, % |
||||||||||
|
Тело трубы (наружный диаметр трубы D, мм) |
Сварной шов |
Тело трубы (D, мм) |
|||||||||
|
|
> 510 |
> 610 |
> 720 |
> 820 |
> 920 |
> 1020 |
> 1120 |
> 1220 |
D ≤ 1430 Поперек шва |
500 < D ≤ 1430 |
|
|
≤ 510 |
≤ 610 |
≤ 720 |
≤ 820 |
≤ 920 |
≤ 1020 |
≤ 1120 |
≤ 1220 |
≤ 1430 |
|||
|
Поперечные к оси трубы (продольные в прямых скобках)3) |
|||||||||||
|
L245NB L245MB |
40 (30) [60 (45)] |
|
40(30) |
|
40 (30) |
40 (30) |
Не применимо |
||||
|
L290NB L290MB |
42 (32) |
||||||||||
|
L360NB L360QB L360MB |
|||||||||||
|
L415NB L415QB L415MB |
855) |
||||||||||
|
L450QB L450MB |
42 (32) |
43 (32) |
47 (35) |
||||||||
|
L485QB |
40 (30) |
41 (31) |
45 (34) |
48 (36) |
51 (38) |
53 (40) |
56 (42) |
58 (44) |
63 (47) |
||
|
L485MB |
[60 (45)] |
[62 (47)] |
[68 (51)] |
|
|
|
|
|
|
||
|
L555QB |
48 (36) |
55 (41) |
61 (46) |
66 (50) |
72 (54) |
77 (58) |
82 (62) |
87 (65) |
96 (72) |
||
|
L555MB |
[72 (54)] |
[83 (62)] |
[92 (69)] |
|
|
|
|
|
|
||
|
1) Примечание к 7.3. ОС 2) Значения применимы к стандартным образцам. Для уменьшенных образцов - по 8.2.3.3.2. Номинальные свойства (без прямых скобок) соответствуют минимальному среднему значению для трех образцов. Конкретное минимальное значение (75 % минимального среднего значения) приведено в круглых скобках. Требования к испытаниям на ударный изгиб не применимы к зоне термического влияния. Для наружного диаметра более 1430 мм и/или толщине стенки более 25 мм значения минимальной энергии удара должны быть согласованы. 3) Образцы вырезаются поперечно оси трубы, пока возможно получить без правки образцы уменьшенного размера толщиной ≥ 5 мм. ПС 4) Испытания по согласованию на трубах наружным диаметром > 500 мм, толщиной стенки > 8 мм и пределом текучески > 360 Н/мм2 5) Среднее значение по результатам двух испытаний. |
|||||||||||
Таблица 7 - Требования к испытаниям на ударный изгиб по Шарпи на образцах с V-образным надрезом с коэффициентом запаса прочности 1,41) и на разрыв падающим грузом (DWTT) при температуре 0 °С
|
Испытания на удар по Шарпи образца с V-образным надрезом. Минимальная работа удара для трубы наружным диаметром D ≤ 1430 мм и толщиной стенки T ≤ 25 мм2), Дж |
DWTT4) испытание. Область вязкого разрушения, % |
||||||||||
|
Тело трубы (наружный диаметр трубы D, мм) |
Сварной шов |
Тело трубы (D, мм) |
|||||||||
|
≤ 510 |
> 510 |
> 610 |
> 720 |
> 820 |
> 920 |
> 1020 |
> 1120 |
> 1220 |
D ≤ 1430 Поперек шва |
500 < D ≤ 1430 |
|
|
≤ 610 |
≤ 720 |
≤ 820 |
≤ 920 |
≤ 1020 |
≤ 1120 |
≤ 1220 |
≤ 1430 |
||||
|
Поперечные к оси трубы (продольные в прямых скобках)3) |
|||||||||||
|
L245NB L245MB |
40 (30) [60 (45)] |
40 (30) |
40 (30) |
40(30) |
Не применимо |
||||||
|
L290NB L290MB |
42 (32) |
||||||||||
|
L360NB |
|||||||||||
|
L360QB L360MB |
|||||||||||
|
L415NB L415QB L415MB |
40 (30) |
41 (31) |
44 (33) |
46 (35) |
48 (36) |
51 (38) |
855) |
||||
|
L450QB |
40 (30) |
41 (31) |
43 (32) |
46 (35) |
48 (36) |
51 (38) |
53 (40) |
57 (43) |
|||
|
L450MB |
[60 (45)] |
[62 (47)] |
|
|
|
|
|
|
|||
|
L485QB |
46 (35) |
50 (38) |
55 (41) |
58 (44) |
61 (47) |
65 (49) |
68 (51) |
71 (53) |
77 (58) |
||
|
L485MB |
[69 (52)] |
[75 (56)] |
[83 (62)] |
|
|
|
|
|
|
||
|
L555QB |
61(46) |
68 (51) |
76 (57) |
83 (62) |
90 (68) |
96 (72) |
102 (77) |
108 (81) |
120 (90) |
||
|
L555MB |
[92 (69)] |
[102 (77)] |
[114 (86)] |
|
|
|
|
|
|
||
|
1) Примечание к 7.3. ОС 2) Значения применимы к стандартным образцам. Для уменьшенных образцов - по 8.2.3.3.2. Номинальные свойства (без прямых скобок) соответствуют минимальному среднему значению для трех образцов. Конкретное минимальное значение (75 % минимального среднего значения) приведено в круглых скобках. Требования к испытаниям на ударный изгиб не применимы к зоне термического влияния. Для наружного диаметра > 1430 мм и/или толщине стенки > 25 мм значения минимальной энергии удара должны быть согласованы. 3) Образцы вырезаются поперечно оси трубы, пока возможно получить без правки образцы уменьшенного размера толщиной > 5 мм. ПС 4) Испытания проводят по согласованию на трубах наружным диаметром > 500 мм, толщиной стенки > 8 мм и пределом текучести > 360 Н/мм2. 5) Среднее значение по результатам двух испытаний. |
|||||||||||
7.4 Свариваемость
7.4.1 Требования по химическому составу стали и, в частности, ограничения по эквиваленту углерода CEV (таблица 3) были приняты для того, чтобы обеспечить свариваемость стали, которую поставляют в соответствии с настоящим стандартом.
Однако следует учитывать, что поведение стали во время и после сварки зависит не только от марки стали, но также от используемых расходных материалов и от условий подготовки и проведения сварки.
ПС 7.4.2 По согласованию изготовитель должен предоставить данные по свариваемости соответствующей стали или результаты испытания сварного шва. В случае предоставления результатов испытаний сварного шва должны быть также согласованы условия проведения испытаний и критерии приемки.
7.5 Состояние поверхности, несовершенства и дефекты
7.5.1 Изготовитель должен предпринять соответствующие меры предосторожности для того, чтобы минимизировать несовершенства и дефекты.
7.5.2 Конечная обработка поверхности на производстве должна быть проведена таким образом, чтобы поверхностные дефекты можно было обнаружить при визуальном контроле.
a) несовершенства глубиной не более 12,5 % номинальной толщины стенки, и не выводящие толщину стенки за пределы допустимой минимальной толщины, должны быть классифицированы как допустимые и обработаны согласно С.1;
b) несовершенства глубиной более 12,5 % номинальной толщины стенки, не выводящие толщину стенки за пределы допустимой минимальной толщины, должны быть классифицированы как недопустимые и должны быть либо ликвидированы шлифовкой в соответствии с С.2, либо обработаны согласно С.3;
c) несовершенства, которые выводят толщину стенки за пределы допустимой минимальной величины, должны быть классифицированы как недопустимые и обработаны согласно С.3.
7.5.4 Для подрезов, которые обнаружены при визуальном контроле сварных труб типов ДСФ и КОС, применяется критерий приемки, приведенный в D.5.5.2, перечисления d) - f) (приложение D).
7.5.5 Критерии приемки труб с дефектами, обнаруженными неразрушающими методами контроля в соответствии с 8.2.3.12, приведены в приложении D.
7.5.6 Все трубы должны быть без дефектов (3.4.2).
7.5.7 Отклонения от нормального цилиндрического контура трубы, возникающие в результате процесса формовки или других производственных процессов (в частности, вмятины, плоские участки, выпуклости), не должны превышать следующие пределы:
- 3 мм - для плоских участков, выпуклостей и холоднодеформированных вмятин с острой выемкой на дне;
- 6 мм - для других вмятин.
Данные пределы относятся к разнице между верхней точкой отклонения и продолжением контура трубы. Для измерения плоских участков и выпуклостей см. 8.2.3.10.3. Длина вмятин в любом направлении не должна превышать половины наружного диаметра трубы.
7.5.8 Любые участки повышенной твердости, размеры которых превышают 50 мм в любом направлении, должны иметь твердость не более 35 HRC (327 НВ) (8.2.3.9).
7.6 Размеры, масса и допуски
7.6.1 Размеры
7.6.1.1 Трубы должны поставляться размерами, которые определены в заказе, и с допусками в соответствии с 7.6.3 - 7.6.6.
7.6.1.2 Наружный диаметр и толщина стенки по ИСО 4200 приведены в таблице 8. Возможен заказ труб промежуточных размеров.
Таблица 8 - Предпочтительные значения наружного диаметра и толщины стенки (поля помечены крестиками)
В миллиметрах
|
Толщина стенки |
|||||||||||||||||||||||||||
|
2,3 |
2,6 |
2,9 |
3,2 |
3,6 |
4,0 |
4,5 |
5,0 |
5,6 |
6,3 |
7,1 |
8,0 |
8,8 |
10,0 |
11,0 |
12,5 |
14,2 |
16,0 |
17,5 |
20,0 |
22,2 |
25,0 |
28,0 |
30,0 |
32,0 |
36,0 |
40,0 |
|
|
33,7 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
42,4 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
48,3 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
|
|
|
60,3 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
|
|
88,9 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
114,3 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
168,3 |
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
219,1 |
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
273,0 |
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
323,9 |
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
355,6 |
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
406,4 |
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
457,0 |
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
508,0 |
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
559,0 |
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
610,0 |
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
660,0 |
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
711,0 |
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
762,0 |
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
813,0 |
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
864,0 |
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
914,0 |
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1016,0 |
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1067,0 |
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1118,0 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1168,0 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1219,0 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1321,0 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1422,0 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1524,0 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
1626,0 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
7.6.1.3 Длины труб указаны в 7.6.3.3, а требования к концам труб - в 7.6.4.
7.6.2 Масса труб
Масса на единицу длины М, кг/м, должна быть определена по следующей формуле
M = (D - Т) · T · 0,0246615, (2)
где D - номинальный наружный диаметр, мм;
Т - номинальная толщина стенки, мм.
В формуле использовано значение плотности стали 7,85 кг/дм3.
7.6.3 Допуски на трубы
7.6.3.1 Допуски на диаметр и овальность
Наружный диаметр и овальность, определенные в 8.2.3.10.1 и 8.2.3.10.2, должны быть в пределах допусков, приведенных в таблице 9.
Таблица 9 - Допуски на диаметр и овальность
|
Наружный диаметр D, мм |
Допуски на диаметр |
Овальность |
||||
|
Труба, кроме концов |
Концы трубы1), 2) |
Труба, кроме концов1) |
Концы трубы1), 2), 5) |
|||
|
бесшовная |
сварная |
бесшовной |
сварной |
|||
|
D ≤ 60 |
±0,5 мм или ±0,75 % D (что больше) |
±0,5 мм или ±0,75 % D (что больше), но макс. ±3 мм |
±0,5 мм или ±0,5 % D3) (что больше), но макс. ±1,6 мм |
Включен в допуск на диаметр |
||
|
60 < D ≤ 610 |
2 % |
1,5 % |
||||
|
610 < D ≤ 1430 |
±1 % D |
±0,5 % D, но макс. ±4 мм |
±2 мм4) |
±1,6 мм4) |
1,5 % (но макс. 15 мм) для D/T ≤ 75; 2 % - для D/T > 75 |
1 % для D/T ≤ 75; 1,5 % для D/T > 75 |
|
D>1430 |
По согласованию |
По согласованию4) |
По согласованию4) |
|||
|
1) Концы трубы - это участки длиной 10 мм от торцов. 2) Для бесшовных труб значения применимы для толщины стенки ≤ 25 мм; при больших значениях толщины - по согласованию. 3) По согласованию допуск может быть отнесен к внутреннему диаметру для номинального наружного диаметра > 210 мм. 4) Если нет иной договоренности, допуск на диаметр применяется к внутреннему диаметру. 5) Когда допуск на диаметр применяется к внутреннему диаметру, требования по овальности также применяются к внутреннему диаметру. |
||||||
7.6.3.2 Допуск на толщину стенки
Толщина стенки должна быть в пределах допусков, приведенных в таблице 10.
Таблица 10 - Допуски на толщину стенки
|
Допуски |
|
|
Бесшовные трубы1) |
|
|
Т ≤ 4 |
+0,6 мм |
|
-0,5 мм |
|
|
4 < T < 25 |
+15,0 % |
|
-12,5 % |
|
|
T ≥ 25 |
+3,75 мм |
|
-3,00 мм |
|
|
или ±10 % (что больше) |
|
|
Сварные трубы |
|
|
T ≤ 10 |
+1,0 мм |
|
-0,5 мм |
|
|
10 < T < 20 |
+10 % |
|
-5 % |
|
|
T ≥ 20 |
+2 мм |
|
-1 мм |
|
|
1) Для наружного диаметра ≥ 355,6 мм допускается превышение верхнего допуска на 5 % номинальной толщины стенки. Однако применимы допуски на массу, приведенные в 7.6.6. |
|
7.6.3.3.1 В зависимости от заказа поставляют трубы мерной и немерной длины.
7.6.3.3.2 Трубы немерной длины должны поставляться в соответствии с требованиями по определенным группам длин (таблица 11).
Таблица 11 - Требования по немерным группам длин
В метрах
|
Пределы длины для 90 % заказа1) |
Минимальная средняя длина в заказе |
Самая короткая длина трубы в заказе |
|
|
r1 |
От 6 до 11 |
8 |
4 |
|
r2 |
От 9 до 14 |
11 |
6 |
|
r3 |
От 10 до 16 |
13 |
7 |
|
r4 |
От 11 до 18 |
15 |
8 |
|
1) Верхний предел - это максимальное значение длины каждой отдельной трубы. |
|||
7.6.3.3.3 Трубы мерной длины должны поставляться с допуском ±500 мм.
Суммарное отклонение от прямой линии должно быть ≤ 0,2 % на всей длине трубы. Любое локальное отклонение от прямолинейности должно быть < 4 мм на 1 м длины.
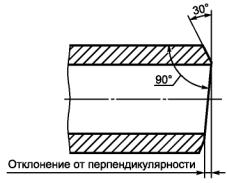
Рисунок 1 - Отклонение от перпендикулярности торца (косина реза)
7.6.4.1 Концы труб должны быть обрезаны под прямым углом к оси трубы и не иметь заусенцев. Отклонение от перпендикулярности торца (рисунок 1) не должно превышать:
- 1 мм - для наружного диаметра до 220 мм включительно;
- 0,005D, но не более 1,6 мм - для наружного диаметра свыше 220 мм.
ПС Другая подготовка концов может быть согласована, например, на основании ИСО 6761.
Если выполняют внутренний конус расточкой или шлифованием, угол внутреннего конуса, измеряемый от продольной оси, не должен превышать:
- для бесшовных труб - как указано в таблице 12;
- 7° - для сварных труб наружным диаметром не менее 114,3 мм.
Таблица 12 - Максимальный угол внутреннего скоса для бесшовных труб
|
Максимальный угол фаски |
|
|
T < 10,5 |
7,0° |
|
10,5 ≤ T < 14,0 |
9,5° |
|
14,0 ≤ T < 17,0 |
11,0° |
|
Т ≥ 17,0 |
14,0° |
7.6.5 Допуски для сварных швов
7.6.5.1 Радиальное смещение кромок листового или рулонного проката
7.6.5.1.1 Для труб ТВЧС радиальное смещение кромок листового или рулонного проката не должно приводить к остаточной толщине стенки Tr в сварном шве менее заданного минимального значения (рисунок 2а).
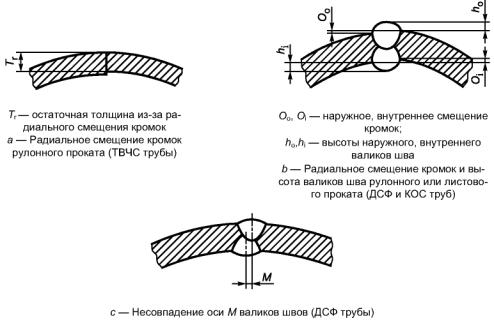
Рисунок 2 - Возможные отклонения размеров сварных швов
7.6.5.1.2 Для сварных труб типов ДСФ и КОС максимальное радиальное смещение (Оо и Оi, рисунок 2b) кромок рулонного или листового проката не должно превышать значений, приведенных в таблице 13.
Таблица 13 - Максимальное допустимое радиальное смещение кромок рулонного или листового проката для труб, изготовленных дуговой сваркой под флюсом
В миллиметрах
|
Максимальное радиальное смещение1) |
|
|
T ≤ 10 |
1,0 |
|
10 < T ≤ 20 |
0,1Т |
|
T > 20 |
2,0 |
|
1) Для сварных стыковочных швов могут быть согласованы другие значения. |
|
7.6.5.2 Высота грата или валика шва (усиление шва)
7.6.5.2.1 Наружный грат в трубах, изготовленных высокочастотной сваркой, должен быть полностью удален. Внутренний грат не должен превышать контур трубы более чем на (0,3 мм + 0,05Т), где Т - номинальная толщина стенки. При удалении грата толщина стенки не должна уменьшиться более заданного минимального значения.
Глубина выемки, которая возникла в результате удаления внутреннего грата трубы, изготовленной высокочастотной сваркой, не должна быть более значений, указанных в таблице 14.
Таблица 14 - Максимальная глубина выемки для труб, изготовленных высокочастотной сваркой
В миллиметрах
|
Максимальная глубина выемки |
|
|
T ≤ 4,0 |
0,10Т |
|
4,0 < T ≤ 8,0 |
0,40 |
|
T > 8,0 |
0,05Т |
7.6.5.2.2 Валик внутреннего шва сварных труб типов ДСФ и КОС должен быть выровнен заподлицо с допуском +0,5 мм на расстоянии 100 мм от каждого торца трубы (hi, рисунок 2b).
Высота валика сварного шва на остальной части трубы не должна превышать значений, указанных в таблице 15.
Таблица 15 - Максимальная высота валика сварного шва для труб типов ДСФ и КОС
В миллиметрах
|
Максимальная высота валика сварного шва |
||
|
внутренняя hj |
внешняя ho |
|
|
T ≤ 15 |
3 |
3 |
|
T > 15 |
3 |
4 |
7.6.5.2.3 Валик сварного шва должен быть сглажен до основного металла и для труб типов ДСФ и КОС не должен внедряться в тело трубы, за исключением того, что разрешается для подрезов [D.5.5.2, перечисление d)].
7.6.5.3 Смещение осей валиков сварного шва
Любые несовпадения центров валиков сварного шва у труб типов ДСФ и КОС (рисунок 2с) не должны превышать значений, приведенных в таблице 16.
Таблица 16 - Максимальное смещение осей валиков сварных швов у труб, сваренных под флюсом
В миллиметрах
|
Максимальное смещение осей валиков швов |
|
|
T ≤ 10 |
3 |
|
T > 10 |
4 |
Масса любой трубы, определенной в соответствии с 7.6.2, должна быть в пределах допусков +10 % или -3,5 %.
8 Контроль труб
8.1 Документы по контролю
Требования заказа должны быть подтверждены определенным контролем и испытанием изделия, соответствующим настоящему стандарту.
Потребитель должен, принимая во внимание нижеуказанные примечания, определить, какие из следующих документов по контролю по ИСО 10474 необходимы:
ИСО 10474 - 3.1.А
ИСО 10474 - 3.1.В
ИСО 10474 - 3.1.С
ИСО 10474 - 3.2.
Примечание 1 - По своему выбору потребитель должен учитывать соответствующие требования стандартов или законодательных документов для трубопроводов.
ОС Примечание 2 - Если выбран один из документов по контролю ИСО 10474 - 3.1.А, 3.1.С или 3.2, потребитель должен также указать в заказе адрес организации или ответственного за осуществление контроля, выпуска и утверждения документа по контролю. В случае выбора документа ИСО 10474 - 3.2 должно быть согласовано, какая сторона оформляет документ.
8.2 Виды контроля и испытаний
8.2.1 Виды и периодичность испытаний
8.2.1.1 Виды и периодичность испытаний труб представлены в таблице 17.
ПС 8.2.1.2 В дополнение к указанным в таблице 17 могут быть согласованы, при необходимости, испытания на ударный изгиб образцов из зоны термического влияния (например, приложение В, раздел В.0). В этих случаях необходимо согласовывать требования и условия испытания.
Таблица 17 - Виды испытаний и требования к ним
|
Вид испытания, его условное обозначение |
Статус испытания2) |
Периодичность испытания |
Условия отбора образцов |
Метод испытания |
Требования |
|||||
|
БТ |
ТВЧС |
ДСФП, КОСП |
ДСФС, КОСС |
|||||||
|
X |
X |
X |
X |
Анализ плавки, а1 |
m |
1 анализ/плавка |
Определяет изготовитель |
Таблица 3 |
||
|
X |
X |
X |
X |
Анализ изделия, а2 |
m |
1 анализ/плавка |
Таблица 4 |
|||
|
X |
X |
X |
X |
Испытание на растяжение3): - тело трубы, b1 |
m |
За исключением труб со швами, соединяющими концы полос, в тестируемую группу должны входить трубы: - одной плавки - одних условий термообработки - одного размера и а) при наружных диаметрах < 508 мм партия труб - не более 100 шт. b) в остальных случаях партия труб - не более 50 шт. Для труб со швами, соединяющими концы полос, партия труб - не более 50 шт. |
Количество образцов на один вид 1 |
Таблица 5 |
||
|
|
X |
X |
X |
- сварной шов (D ≥ 210 мм), b2 |
m |
1 |
||||
|
|
|
|
X |
- сварной шов, соединяющий концы полос (D ≥ 210 мм), b3 |
m |
1 |
||||
|
X |
X |
X |
X |
Испытание на удар по Шарпи с V-надрезом (для Т ≥ 5 мм)4): - тело трубы, с1 |
m |
3 |
||||
|
|
X |
X |
X |
- сварной шов5), с2 |
m |
3 |
||||
|
|
|
|
X |
- сварной шов, соединяющий концы полос, с3 |
m |
3 |
||||
|
X |
X |
X |
X |
Испытание на разрыв падающим грузом - тело трубы6), d |
o |
2 |
||||
|
|
|
X |
X |
Испытание на изгиб сварного шва, е1 |
m |
2 |
||||
|
|
|
|
X |
Испытание на изгиб сварного шва, соединяющего концы полос, е2 |
m |
2 |
||||
|
|
X |
|
|
Испытание на сплющивание, f |
m |
Четыре испытания на рулон, плюс два испытания в случае остановки сварки |
||||
|
|
|
X |
X |
Макро- и металлографический контроль: - макрография, g1 |
m |
Один раз за смену или при изменении размеров трубы |
||||
|
|
X |
|
|
- металлография, g2 |
m |
Один раз за смену или при изменении размера/марки стали трубы |
- |
|||
|
|
X |
X |
X |
Испытания на твердость, h1 |
m |
Для холоднодеформированных труб при наличии твердых участков, превышающих 50 мм в любом направлении |
- |
|||
|
|
X |
|
|
Испытания на твердость, h2 |
о |
По согласованию для термообработанных труб ТВЧ |
- |
- |
7) |
|
|
X |
X |
X |
X |
Гидравлические испытания, i |
m |
Каждая труба |
- |
|||
|
X |
X |
X |
X |
Внешний осмотр, j |
m |
Каждая труба |
||||
|
|
|
|
|
Контроль размеров: |
|
|
|
|
||
|
X |
X |
X |
X |
- наружный или внутренний диаметр концов трубы и овальность, k1 |
m |
Каждая труба |
||||
|
X |
X |
X |
X |
- толщина стенки концов трубы, k2 |
m |
|||||
|
X |
X |
X |
X |
- другие размеры, исключая шов, k3 |
m |
Случайная выборка. Детали на усмотрение контролера |
||||
|
|
X |
X |
X |
- сварной шов, k4 |
m |
|||||
|
X |
X |
X |
X |
Взвешивание, l |
m |
Каждая труба или партия |
||||
|
X |
X |
X |
X |
Неразрушающий контроль, m |
Таблица D.1 |
|||||
|
1) БТ - трубы бесшовные; ТВЧС - трубы, изготовленные высокочастотной сваркой; КОСП, КОСС - трубы, изготовленные комбинированной сваркой с прямым и спиральным швом; ДСФП, ДСФС - трубы, изготовленные дуговой сваркой под флюсом с прямым и спиральным швом. 2) Статус испытания: m - обязательное; о - по выбору. 3) D - наружный диаметр; 4) Т - толщина стенки. 5) При возможности изготовления поперечных к сварному шву образцов толщиной > 5 мм без правки. 6) При согласовании применимо к трубам наружным диаметром > 500 мм, толщиной стенки > 8 мм и минимальным пределом текучести > 360 Н/мм. 7) Значения твердости должны быть согласованы. |
||||||||||
8.2.2 Отбор и подготовка образцов для испытаний
8.2.2.1 Образцы для химического анализа изделия
Образцы для испытания должны быть вырезаны и подготовлены в соответствии с ИСО 14284. По выбору производителя труб они должны быть взяты из листа или полосы или трубы.
8.2.2.2 Образцы для механических испытаний
Образцы должны быть подготовлены в соответствии с общими условиями ИСО 377 для следующих видов испытаний:
- испытание на растяжение;
- ударные испытания на образцах Шарпи с V-образным надрезом;
- испытание на разрыв падающим грузом;
- испытание на изгиб;
- испытание на сплющивание.
Образцы для разных видов испытаний должны быть взяты от концов трубы в соответствии с рисунками 3, 4 и таблицей 18, с учетом дополнительных деталей, приведенных в 8.2.2.2.2 - 8.2.2.2.6.

Рисунок 3 - Расположение образцов, определение их направления (обозначение - см. таблицу 18)

1 - сварка; 2 - конец рулона; 3 - отрезанные концы, два образца; 4 - остановка сварки; 5 - два образца, по одному с каждой стороны от места остановки сварки
Рисунок 4 - Схема отбора образцов для испытания на сплющивание (см. также 8.2.3.6.1).
Таблица 18 - Вид, количество и расположение образцов, отбираемых для механических испытаний
|
Вид трубы1) |
Испытание |
Образцы, взятые из части трубы |
Наружный диаметр, мм |
Дополнительная информация |
||||
|
< 210 |
≥ 210 < 320 |
≥ 320 < 500 |
≥ 500 |
|||||
|
Количество и расположение образцов(см.рисунок 3) |
||||||||
|
Бесшовная (рисунок 3а) |
Растяжение |
Тело трубы |
1L |
1L2) |
1L2) |
1L2) |
||
|
Ударный изгиб с V-надрезом |
3T |
3T |
3T |
3T |
||||
|
Ударный изгиб падающим грузом (DWTT)3) |
- |
- |
- |
2T |
||||
|
Продольный шов (рисунок 3b) ТВЧС, ДСФ и КОС |
ТВЧС, ДСФ и КОС |
Растяжение |
Тело трубы |
1T90 |
1T90 |
1T90 |
1T90 |
|
|
Ударный изгиб с V-надрезом |
3T90 |
3T90 |
3T90 |
3T90 |
||||
|
Ударный изгиб падающим грузом (DWTT)3) |
- |
- |
- |
2Т90 |
||||
|
Растяжение |
Шов4) |
- |
|
1W |
1W |
|||
|
Ударный изгиб с V-надрезом |
3W |
3W |
3W |
3W |
||||
|
ДСФ КОС |
Изгиб |
Шов4) |
2W |
2W |
2W |
2W |
||
|
ТВЧС |
Сплющивание |
Рисунок 4 |
||||||
|
Спиральный шов (рисунок 3с) |
ДСФ, КОС |
Растяжение |
Тело трубы |
1L, w/4 |
1T, w/4 |
1T, w/4 |
1T, w/4 |
|
|
Ударный изгиб с V-надрезом |
3T, w/4 |
3T, w/4 |
3T, w/4 |
3T, w/4 |
||||
|
Ударный изгиб падающим грузом (DWTT)3) |
- |
- |
- |
2T, w/4 |
||||
|
Растяжение |
Шов |
- |
1W |
1W |
1W |
|||
|
Ударный изгиб с V-надрезом |
3W |
3W |
3W |
3W |
||||
|
Изгиб |
2W |
2W |
2W |
2W |
||||
|
Растяжение |
Швы, соединяющие концы полос |
- |
1WS |
1WS |
1WS |
|||
|
Ударный изгиб с V-надрезом |
3WS |
3WS |
3WS |
3WS |
||||
|
Изгиб |
2WS |
2WS |
2WS |
2WS |
||||
|
ПС 1) ТВЧС - трубы, изготовленные высокочастотной сваркой, ДСФ - трубы, изготовленные дуговой сваркой под флюсом, КОС - трубы, изготовленные комбинированной сваркой. 2) По согласованию, 1T вместо 1L. 4) Если по согласованию (6.3) поставляют трубы с двумя швами, то оба шва подвергают испытаниям. |
||||||||
8.2.2.2.2 Образцы для испытания на растяжение
Прямоугольные испытательные образцы, соответствующие толщине стенки трубы, должны быть взяты в соответствии с ИСО 6892 и рисунком 3. Поперечные образцы должны быть выправлены.
ПС По согласованию могут быть использованы круглые испытательные образцы, изготовленные без правки.
По выбору изготовителя для испытания труб диаметром не более 210 мм может быть использован образец в виде отрезка трубы полного сечения.
8.2.2.2.3 Образцы для испытания на ударный изгиб по Шарпи (с V-образным надрезом)
Образцы должны быть подготовлены в соответствии с ИСО 148-1 (рисунок 5а) без правки. Ось надреза должна располагаться перпендикулярно к поверхности трубы. Если образец вырезают из зоны шва, ось надреза должна быть посередине шва.
Ориентацию и размеры образцов определяют следующим образом:
- образцы изготовляют максимальной шириной от 5 до 10 мм (рисунок 5b). Минимальный наружный диаметр трубы Dmin, мм, необходимый для изготовления поперечных образцов, определяют по формуле
![]() (3)
(3)
где Т - толщина стенки, мм.
При малых толщинах стенки образцы должны изготовляться путем механической обработки (рисунок 5b).
Если нельзя получить наименьший из необходимых поперечных образцов, то следует использовать продольный образец максимально возможной ширины от 5 до 10 мм.
а - Расположение образцов (продольное, поперечное, поперечное к сварному шву)
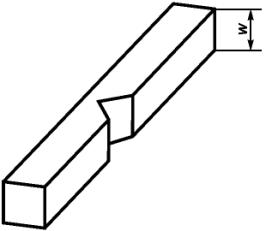
b - Ширина образцов (включая уменьшенные образцы) (5 мм ≤ w < 10 мм)
Рисунок 5 - Расположение и ширина образцов для испытания на ударный изгиб
8.2.2.2.4 Образцы для испытания на разрыв падающим грузом (DWTT)
Образцы должны быть взяты и подготовлены в соответствии с API RP 5L3.
8.2.2.2.5 Образцы для испытаний на изгиб
Образцы должны быть подготовлены в соответствии с ИСО 7438 и рисунком 6. Для труб толщиной стенки более 20 мм образцы могут быть изготовлены прямоугольного сечения толщиной 19 мм. Испытательные образцы полной толщины стенки с кривым сечением обязательны для труб толщиной стенки не более 20 мм. Усиление шва должно быть удалено с обеих поверхностей.
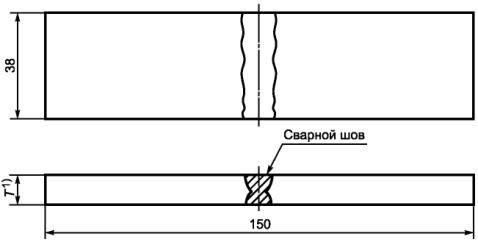
1) Если не используют образцы, изготовленные механической обработкой (8.2.2.2.5).
Рисунок 6 - Образец для испытания на изгиб
8.2.2.2.6 Образцы для испытания на сплющивание
Образцы должны быть подготовлены в соответствии с ИСО 8492. Незначительные поверхностные дефекты могут быть удалены шлифовкой.
8.2.2.3 Образцы для макрографических и металлографических испытаний
Образцы, включая поперечное сечение шва, должны быть взяты и подготовлены в соответствии ИСО 377.
8.2.3.1 Химический анализ (анализ изделия)
Химические элементы определяют в соответствии с методами, которые рассматриваются в соответствующих стандартах. Разрешается спектрографический анализ.
В случае возникновения разногласий должен быть согласован метод, который используют для химического анализа изделий.
Примечание - Стандарт ИСО/TR 9769 содержит список действующих стандартов на метод химического анализа, его применения и точность других методов.
8.2.3.2 Испытание на растяжение
8.2.3.2.1 Испытание на растяжение должно проводиться в соответствии с ИСО 6892.
Предел прочности σв, предел текучести для 0,5 %-ного удлинения σт0,5 и относительное удлинение при разрыве δ должны быть определены для тела трубы.
Относительное удлинение при разрыве должно быть
отнесено к расчетной длине, равной ![]() где S0 обозначает площадь начального поперечного сечения на расчетной
длине. Если используют другие расчетные длины, то должно быть определено
значение для длины
где S0 обозначает площадь начального поперечного сечения на расчетной
длине. Если используют другие расчетные длины, то должно быть определено
значение для длины ![]() в соответствии с ИСО 2566-1.
в соответствии с ИСО 2566-1.
Примечание - Величина σт0,5 рассматривается приблизительно равной значениям σе или σт0,2 в рамках нормального разброса результатов испытания.
8.2.3.2.2 При испытании на растяжение поперечных образцов со сварным швом должен быть определен только предел прочности σв.
8.2.3.3 Испытание на ударный изгиб
8.2.3.3.1 Испытание на ударный изгиб должно проводиться при температуре 0 °С в соответствии с ИСО 148-1.
ПС Примечание - Пока температура для испытаний на ударный изгиб и на разрыв падающим грузом (DWTT) в соответствии с национальными «Нормами проектирования» отличается от той, которая указана в настоящем стандарте, то могут быть согласованы необходимые отклонения (примечание во «Введении»). Однако требования настоящего стандарта основаны на том, что испытания на ударный изгиб и на разрыв падающим грузом (DWTT) выполняют при одной температуре.
8.2.3.3.2 Если используют образцы толщиной менее 10 мм согласно 8.2.2.2.3, то должны быть указаны измеренная работа удара KVp и поперечное сечение образца Sp, которое определяют под надрезом в квадратных миллиметрах. Для сравнения со значениями в таблицах 6 и 7 измеренная величина работы должна быть переведена в работу удара KV в джоулях (J) по формуле
 (4)
(4)
8.2.3.4 Испытание на разрыв падающим грузом (DWTT)
Испытание DWTT должно проводиться в соответствии с API RP 5L3. Температура испытания должна быть 0 °С (см. 8.2.3.3.1, примечание).
8.2.3.5.1 Испытание на изгиб проводят в соответствии с ИСО 7438. Размер оправки приведен в таблице 5 для соответствующих сталей. Оба испытуемых образца должны быть изогнуты на 180°: один с растяжением внешней стороны шва, другой с растяжением шва со стороны оправки.
При испытаниях образцы не должны:
a) полностью разрушаться;
b) иметь любые трещины или разрывы на металле шва более 3 мм в длину, независимо от глубины;
c) иметь любые трещины или разрывы в основном металле, зоне термического влияния или на линии сплавления длиной более 3 мм и глубиною 12,5 % номинальной толщины стенки. Трещины, которые появились на краях образца, длиной менее 6 мм не должны быть причиной отбраковки по перечислениям b) или с), независимо от их глубины.
Если причиной разрушения или растрескивания образца послужило несовершенство, то испытанный образец может быть забракован и заменен новым образцом.
8.2.3.6 Испытание на сплющивание
8.2.3.6.1 Испытание на сплющивание проводят в соответствии с ИСО 8492. Как показано на рисунке 4, один из двух образцов, взятых с обоих концов полосы, должен испытываться при расположении сварного шва в позиции «12 ч», а второй испытан в позиции «3 ч».
Образцы, вырезанные в месте остановки сварки, должны быть испытаны со сварным швом только в позиции «3 ч».
8.2.3.6.2 Испытание на сплющивание проводят в три этапа, со следующими критериями приемки:
- при сплющивании до 2/3 исходного наружного диаметра не должно быть раскрытия сварного шва;
- при сплющивании до 1/3 исходного наружного диаметра не должно быть ни одной трещины и разрыва, кроме как в сварном шве;
- сплющивание до противоположной стенки трубы.
Наличие расслоений или пережженного металла не должно быть обнаружено при полном испытании.
8.2.3.7 Макрографическое и металлографическое исследования
8.2.3.7.1 Для труб, полученных дуговой сваркой под флюсом или комбинированной сваркой, оценка соосности внутреннего и наружного швов (рисунок 2с) должна быть выполнена с помощью макрографического исследования.
ПС Альтернативные методы, например ультразвуковой контроль, могут быть использованы по согласованию при условии, что продемонстрирована способность оборудования определять несовмещения швов. Там, где используют альтернативные методы, макрографическое исследование проводится в начале производства для труб каждого размера (диаметра и толщины стенки).
ПС 8.2.3.7.2 Трубы, изготовленные высокочастотной сваркой, которые поставляются с термообработкой шва, должны подвергаться металлографическому контролю, подтверждающему, что зона термического влияния прошла термообработку на всю толщину стенки. Кроме того, может быть согласовано проведение испытания на твердость.
8.2.3.8 Гидравлическое испытание
ПС 8.2.3.8.1 Кроме случая по 8.2.3.8.3, давление гидравлического испытания рассчитывают согласно 8.2.3.8.2 таким образом, чтобы было достигнуто с учетом минимума толщины стенки трубы напряжение, равное 95 % заданного минимального предела текучести, для соответствующей стали (таблица 5). Если не согласовано иное, давление гидравлического испытания не должно превышать:
- 50,0 МПа - для наружного диаметра до 406,4 мм;
- 25,0 МПа - для наружного диаметра более 406,4 мм.
ПС Примечание - Окружное напряжение до 100 % от минимального предела текучести должно быть согласовано. Однако в этом случае может произойти пластическая деформация.
Исходя из этого, изготовитель определяет, какие из следующих методов (А или В) следует использовать.
Метод А
В случае, если герметизацию трубы проводят по внутреннему или наружному диаметрам трубы, то следует применять следующую формулу
![]() (5)
(5)
где р - давление гидравлического испытания, МПа;
S - напряжение, равное 95 % минимального предела текучести (8.2.3.8.1, примечание), Н/мм2;
Tmin - толщина стенки с учетом минимального допуска, мм;
D - номинальный наружный диаметр, мм.
Метод В
В случае герметизации трубы по торцу с осевым подпором для расчета давления гидравлического испытания применяют следующую формулу
![]()
 (6)
(6)
где р1 - давление гидравлического испытания, МПа;
S - напряжение, равное 95 % от предела текучести (8.2.3.8.1, примечание), Н/мм2;
pR - внутреннее давление на концы герметизирующего пуансона, МПа;
AR - площадь поперечного сечения пуансона, мм2;
Аp - площадь поперечного сечения стенки трубы, мм2;
D - номинальный наружный диаметр, мм;
Tmin - толщина стенки с учетом минимального допуска, мм;
A1 - площадь внутреннего поперечного сечения трубы, мм2.
ПС 8.2.3.8.3 По согласованию может быть использовано испытательное давление, указанное в ИСО 3183-1, расчет которого основан на номинальной толщине стенки.
8.2.3.8.4 Гидравлическое испытание проводят с выдержкой не менее 10 с, а в случае испытания труб диаметром, равным или более 114,3 мм, проводят регистрацию результатов испытания. Эти данные должны быть доступны для контроля.
Каждая труба должна быть визуально осмотрена по всей наружной поверхности. Внутренняя поверхность должна быть осмотрена следующим образом:
- со стороны каждого конца для труб наружным диаметром менее чем 610 мм;
- вся внутренняя поверхность труб наружным диаметром, равным или более 610 мм.
Осмотр должен проводиться при достаточном освещении аттестованным персоналом, не имеющим медицинских противопоказаний по зрению, чтобы проверить соответствие трубы требованиям 7.5.
Примечание - Уровень освещенности должен быть не менее 300 люкс. Поверхность сварных труб холодной формовки должна быть осмотрена на предмет определения отклонений от контура трубы. Когда при осмотре обнаруживают механические повреждения, вызывающие отклонения поверхности, но видно, что отклонение в геометрии может быть вызвано участками труб повышенной твердости, то размеры этой области и, при необходимости (7.5.8), твердость должны быть определены в соответствии с ИСО 6506 или ИСО 6508. Выбор метода испытания остается на усмотрение изготовителя. Если критерий приемки, приведенный в 7.5.8, не выполняется, то эти участки должны быть удалены.
8.2.3.10 Контроль размеров
ПС 8.2.3.10.1 Диаметр трубы должен быть измерен. По усмотрению изготовителя, может быть использована ленточная рулетка или калибр-скоба. По согласованию могут быть использованы другие допустимые средства измерения.
8.2.3.10.2 Овальность О, %, должна быть определена по формуле
![]() (7)
(7)
где Dmax - наибольший наружный (или внутренний) диаметр;
Dmin - наименьший наружный (или внутренний) диаметр;
D - номинальный наружный диаметр (или внутренний диаметр, рассчитанный по заданным значениям номинального наружного диаметра и толщины стенки).
Для того, чтобы рассчитать овальность в соответствии с требованиями таблицы 9, наибольший и наименьший внутренние диаметры должны быть измерены в одном поперечном сечении тела трубы и на концах труб.
- для трубы с продольным сварным швом - по шаблону, расположенному поперек оси трубы;
- для трубы со спиральным сварным швом - по шаблону, расположенному параллельно оси трубы.
Шаблоны должны иметь длину, равную четверти номинального наружного диаметра, но не более 200 мм.
УС 8.2.3.10.4 Для проверки других требований по размерам и геометрии труб, указанных в 7.6, должны применяться соответствующие методы. Методы, которые используют, выбираются изготовителем, если иное не согласовано.
Каждая труба наружным диаметром, равным или более 141,3 мм, должна взвешиваться отдельно. Трубы наружным диаметром менее 141,3 мм взвешивают по отдельности или подходящими группами по усмотрению изготовителя.
8.2.3.12 Контроль неразрушающими методами
Информация по неразрушающему контролю - приложение D.
8.2.4 Повторные испытания, сортировка и повторная обработка
Для повторных испытаний, сортировки и восстановления применяются требования ИСО 404.
9 Маркировка труб
9.1 Общая маркировка
9.1.1 Маркировка труб должна включать следующую информацию:
a) наименование или марку изготовителя трубы (X);
b) обозначение настоящего стандарта;
c) группу прочности стали;
d) вид трубы [БТ(S) или C(W)];
e) отметку представителя контрольных органов (Y);
f) идентификационный номер, который позволяет сопоставить партию изделий или поставки с соответствующими контрольными документами (Z).
Пример - X ГОСТ Р ИСО 3183-2 L360MB C Y Z
9.1.2 Если не согласована маркировка клеймением (9.1.3), то трубы обязательно маркируют следующим образом:
а) для труб наружным диаметром, равным 48,3 мм и менее, маркировку наносят на бирку, которая крепится к пакету труб или краской на ленту или зажим, которые используются для связывания. Альтернативно, по усмотрению изготовителя, на каждую трубу маркировку наносят краской по трафарету на наружную поверхность с одного конца трубы;
b) для бесшовных труб всех других размеров и сварных труб наружным диаметром не более 406,4 мм маркировку наносят краской по трафарету на наружную поверхность на расстоянии между 450 и 750 мм от торца трубы;
c) для сварных труб наружным диаметром, равным 406,4 мм или более, маркировку наносят краской по трафарету на внутреннюю поверхность на расстоянии не менее чем 150 мм от торца трубы.
9.1.3 Маркировка штамповкой может быть нанесена по согласованию на расстоянии до 150 мм от торца трубы и на расстоянии не менее 25 мм от сварного шва. Холодная штамповка (при температуре ниже плюс 100 °С) на листовом или рулонном прокате или трубах, не подвергающихся последующей термообработке, допускается только при специальном согласовании и в этом случае должна проводиться закругленными или затупленными штампами.
9.1.4 При применении защитных покрытий маркировка должна читаться после нанесения покрытия.
ПС 9.2 Специальная маркировка
Любые требования по дополнительной маркировке, специальному расположению или методам маркировки должны быть предметом согласования.
10 Покрытие для временной защиты труб
Если иное не определено в заказе, труба должна поставляться с консервационным покрытием, защищающим ее от коррозии при транспортировании.
ПС Если труба требуется без защитного покрытия или имеет специальное покрытие и/или грунтовку, то это должно быть согласовано при заказе.
Приложение А
(справочное)
Соответствие обозначений сталей в различных стандартах
Таблица дает соответствие между обозначениями сталей, приведенными в ГОСТ Р ИСО 3183-2-2007, API Spec 5L:95 [1] и ГОСТ Р 52079-2003 [5].
Стали, которые рассматриваются как сопоставимые, могут отличаться по другим аспектам.
Таблица А.1 - Соответствие обозначений сталей
|
ГОСТ Р ИСО 3183-2-2007 |
API Spec 5L:95 |
|
|
L245 |
В |
К38 - К42 |
|
L290 |
Х42 |
К48 |
|
L360 |
Х52 |
К52 |
|
L415 |
Х60 |
К56 |
|
L450 |
Х65 |
К60 |
|
L485 |
Х70 |
- |
|
L555 |
Х80 |
- |
Приложение В
(обязательное)
Аттестация технологического процесса
В.0 Вводные замечания
В специальных случаях (например при первой поставке или новой стали) потребитель может при заказе большого количества труб потребовать данные, свидетельствующие о том, что требования настоящего стандарта выполняются по всей технологической цепочке. Если данные о ранее выпускаемой продукции не могут быть использованы, например в случае новых сталей или новой технологии, потребитель и изготовитель должны согласовать аттестацию в соответствии с В.1 и/или В.2.
В.1 Технологические характеристики
Перед началом производства изготовитель должен предоставить потребителю информацию по основным технологическим характеристикам. Эта информация должна включать:
a) для всех труб
- изготовителя стали;
- способ производства стали и технологию литья;
- химический состав;
- метод гидравлического испытания;
- метод неразрушающего контроля;
b) для сварных труб
- способ производства листов и полос, включая способ термообработки;
- метод неразрушающего контроля листов и полос;
- технологию формовки трубы, включая подготовку концов, контроль размеров и формы;
- режимы сварки, включая технологию ремонтной сварки, вместе с актами ее предыдущей аттестации.
Дополнительная информация:
1) для труб высокочастотной сварки (ТВЧС):
- результаты механических испытаний труб с термообработанным швом, изготовленных из полос, полученных термомеханической прокаткой (в том числе испытания на твердость в зоне термического воздействия);
- металлографию;
2) для труб, полученных дуговой сваркой (ДСФ) и комбинированной сваркой (КОС):
- результаты механических испытаний (в том числе результаты испытания на твердость в зоне термического воздействия);
- анализ наплавленного металла шва;
- технологию термической обработки, включая термообработку сварного шва в производственной линии;
c) для бесшовных труб
- технологию прокатки трубы;
- технологию термообработки трубы.
В.2 Аттестационные испытания технологии производства
Для аттестации технологии производства перед началом выпуска изделий должны быть проведены обязательные испытания, которые перечислены в разделе 8. Объем испытаний должен быть согласован с потребителем. Потребитель может дополнительно запросить данные по другим свойствам изделия (например свариваемость).
Приложение С
(обязательное)
Ремонт труб с несовершенствами и дефектами, обнаруженными при визуальном контроле
С.1 Обработка несовершенств поверхности [7.5.3, перечисление а)]
По усмотрению изготовителя, несовершенства, которые не классифицируются как дефекты, разрешается оставить на трубе без ремонта. Возможно шлифование поверхности.
С.2 Обработка шлифованием поверхностных дефектов [7.5.3, перечисление b)]
Поверхностные дефекты должны быть зачищены шлифованием. Шлифование должно проводиться таким образом, чтобы зачищаемые участки были сглажены с контуром трубы. Полное удаление дефектов должно быть проверено визуальным контролем, а при необходимости использованием неразрушающего контроля. После шлифования остаточная толщина стенки в зоне зачистки должна быть проверена на соответствие с 7.6.3.2 настоящего стандарта.
С.3 Обработка поверхностных дефектов, не удаляемых шлифованием [7.5.3, перечисление с)]
Трубы, которые имеют поверхностные дефекты, не пригодные для зачистки, должны ремонтироваться одним из следующих способов:
a) дефекты на трубах, изготовленных дуговой сваркой под флюсом или комбинированной сваркой без холодного экспандирования, должны быть отремонтированы сваркой в соответствии с С.4;
b) часть трубы, которая содержит дефекты поверхности, отрезают с сохранением требований по минимальной длине трубы.
Если не удается отремонтировать трубу по перечислениям а) и b), то вся труба должна быть забракована.
Ремонт сваркой разрешается только для труб, полученных дуговой сваркой под флюсом или комбинированной сваркой. В случае холодноэкспандированных труб, полученных дуговой сваркой под флюсом или комбинированной сваркой, ремонт после операции холодного экспандирования не разрешается. Общая длина отремонтированных участков сварного шва каждой трубы ограничена 5 % всей длины шва. Дефекты сварного шва, расположенные на расстоянии менее 100 мм друг от друга, должны быть отремонтированы одним непрерывным сварным швом. Каждый отдельный ремонт должен быть проведен не менее чем в два слоя/прохода с минимальной длиной 50 мм.
Работы по ремонту сваркой проводят с использованием аттестованных технологий.
После сварки вся зона ремонта должна быть проконтролирована ультразвуковым методом в соответствии с D.5.1.1 или рентгеновским методом в соответствии с D.5.5.
Дополнительно каждая отремонтированная труба подвергается гидравлическим испытаниям (согласно 8.2.3.8).
Приложение D
(обязательное)
Неразрушающий контроль
D.1 Область применения
Настоящее приложение устанавливает требования к неразрушающему контролю (НК) и уровни приемки. Обзор методов неразрушающего контроля приведен в таблице D.1.
Таблица D.1 - Обзор методов неразрушающего контроля
|
Статус контроля1) |
Вид контроля, требуемый уровень приемки |
Ссылка |
|
|
Бесшовные и сварные трубы |
|||
|
1 Остаточный магнетизм на концах трубы |
m |
Гауссометр на основе эффекта Холла или эквивалентный: 30 Гс/Э, макс., выборочный контроль |
|
|
2 Расслоения на концах трубы |
о |
Ультразвуковой контроль по ИСО 11496, не более 6 мм по окружности |
|
|
Бесшовные трубы |
|||
|
3 Продольные несовершенства (включая концы труб, если целесообразно - D.2.5) |
m |
Ультразвуковой контроль по ИСО 9303, требуемый уровень L3/C или по согласованию L2/C или |
|
|
(по согласованию для Т < 10 мм) контроль методом рассеяния магнитного потока по ИСО 9402, требуемый уровень L3 или по согласованию L2 |
|||
|
Трубы, изготовленные высокочастотной сваркой |
|||
|
4 Продольные несовершенства в сварном шве (включая концы труб, если целесообразно - D.2.5) |
m |
Ультразвуковой контроль по ИСО 9764 или ИСО 9303, требуемый уровень L3/C или по согласованию, L2/C или |
|
|
|
(по согласованию для Т < 10 мм) контроль методом рассеяния магнитного потока по ИСО 9402, требуемый уровень L3 или по согласованию L2 или |
D.4.1.2 а) |
|
|
|
(по согласованию при D < 250 мм; S < 6 мм; T/D < 0,18) контроль вихревыми токами по ИСО 9304, требуемый уровень L2 |
D.4.1.2 b) |
|
|
5 Расслоения в теле трубы |
о |
Ультразвуковой контроль по ИСО 12094, допустимый уровень В2 или по ИСО 10124, требуемый уровень В3 |
|
|
6 Расслоения на кромках полосы, в области шва |
о |
Ультразвуковой контроль по ИСО 12094 или ИСО 13663, требуемый уровень Е2 |
|
|
Трубы, изготовленные дуговой сваркой под флюсом или комбинированной сваркой |
|||
|
7 Продольные/поперечные несовершенства сварного шва |
m |
Ультразвуковой контроль по ИСО 9765, уровень приемки L2 или калибровка по методу двух лямбд (также для концевого сварного шва листов спирально-шовной трубы) |
|
|
Рентгеновский контроль по ИСО 12096, качество изображения класса R1, требуемые уровни, как в D.5.5, для Т-соединения в спирально-шовной трубе |
|||
|
8 Расслоения в теле трубы |
о |
Ультразвуковой контроль по ИСО 12094, допустимый уровень В2 |
|
|
9 Расслоения на кромке листа/полосы или области, примыкающей к сварному шву |
о |
Ультразвуковой контроль по ИСО 12094 или ИСО 13663, требуемый уровень Е2 |
|
|
10 НК сварного шва на концах трубы (неконтролируемые концы)/зоны ремонта |
m |
Ультразвуковой контроль по ИСО 9765, требования D.5.1.1 на продольные несовершенства или (если иное не согласовано) рентгеновский контроль по ИСО 12096, качество изображения класса R1 (D.5.5) на продольные несовершенства и ультразвуковой контроль по ИСО 9765 или рентгеновский контроль по ИСО 12096 на поперечные несовершенства, требуемые пределы по D.5.4 |
|
|
1) m - обязательный контроль; о - факультативный контроль в дополнение к обязательным испытаниям. |
|||
D.2 Общие требования к неразрушающему контролю (НК) и критерии приемки
D.2.1 Персонал для проведения НК
По вопросу персонала для НК - см. 6.1.2.
D.2.2 Время проведения операций НК
УС По согласованию неразрушающий контроль бесшовных труб, а также контроль шва труб, изготовленных высокочастотной сваркой и имеющих наружный диаметр менее 200 мм, может быть проведен до или после гидравлического испытания. Неразрушающий контроль сварных швов труб, полученных комбинированной и дуговой сварками под флюсом, а также труб, сваренных высокочастотной сваркой, имеющих наружный диаметр 200 мм или более, должен проводиться после гидравлического испытания.
Последовательность всех других операций НК определяет изготовитель.
D.2.3 Остаточный магнетизм на концах трубы
Остаточный магнетизм на концах каждой трубы в направлении, параллельном оси трубы, не должен превышать 30 Гс (3 мТл). Измерения по проверке соответствия указанному требованию должны проводиться выборочно на торце/кромках трубы с использованием магнитометра, принцип действия которого основан на эффекте Холла или эквивалентного оборудования, до отгрузки потребителю на предприятии-изготовителе.
Примечание - Измерения можно проводить в эрстедах, учитывая, что 30 Гс = 30 Э (в воздухе) вследствие эквивалентности плотности потока и напряженности поля в данном случае.
D.2.4 Расслоения на концах трубы
Не допускаются расслоения длиной более 6 мм на расстоянии до 25 мм от каждого торца трубы.
ПС Проверка на соответствие данному требованию может быть проведена только по согласованию. При этом контроль ультразвуковым методом должен быть выполнен в соответствии с ИСО 11496.
D.2.5 Неконтролируемые концы труб
Следует отметить, что приборы автоматического НК, используемые в настоящем стандарте, не могут проконтролировать короткие участки концов труб. В этом случае может быть принято одно из следующих решений:
a) неконтролируемые концы отрезают;
b) у бесшовных труб или труб высокочастотной сварки непроконтролированные концы должны подвергаться ручному или полуавтоматическому контролю с использованием соответствующих методов. Потребитель может потребовать, чтобы контроль неконтролируемых концов труб проводился с использованием тех же методов, чувствительности и параметров контроля, которые установлены в соответствующих разделах настоящего стандарта. Если проводится ручной ультразвуковой контроль, скорость сканирования не должна превышать 150 мм/с;
c) в случае труб, изготовленных дуговой сваркой под флюсом или комбинированной сваркой, должны применяться условия, указанные в D.5.4.
D.2.6 Трубы, не прошедшие НК
Во всех случаях, когда сигналы от несовершенства выше допустимых при проведении неразрушающего контроля, трубы должны считаться не прошедшими НК.
Обращаться с трубой, не прошедшей НК, следует в соответствии с разделом «Приемка», приведенном в соответствующем стандарте на неразрушающий контроль труб в зависимости от вида используемого неразрушающего контроля, если иное не установлено настоящим стандартом. Ремонт сваркой допускается только на швах труб, сваренных дуговой сваркой под флюсом или комбинированной сваркой, которые не подвергались холодному экспандированию, при условии соблюдения требований С.4.
Если проводится зачистка, то любым подходящим методом НК необходимо удостовериться, что все дефекты полностью удалены.
Все методы ручного неразрушающего контроля должны использовать ту же чувствительность, параметры контроля и уровень приемки (глубину эталонного надреза), которые применялись при первоначальном контроле, который изначально показал дефект трубы. Для ручного ультразвукового контроля скорость сканирования не должна превышать 150 мм/с.
D.3 Неразрушающий контроль бесшовных труб
ПС D.3.1 Бесшовные трубы должны быть проверены ультразвуком на продольные несовершенства в соответствии с ИСО 9303 при уровне приемки L3/C или по согласованию L2/C.
ПС D.3.2 Альтернативно по согласованию бесшовные трубы номинальной толщиной стенки не более 10 мм должны контролироваться методом рассеяния магнитного потока в соответствии с ИСО 9402 при уровне приемки L3/C или по согласованию L2/C.
D.4 Неразрушающий контроль труб, изготовленных высокочастотной сваркой
D.4.1 Неразрушающий контроль сварного шва
ПС D.4.1.1 Вся длина сварного шва труб, изготовленных высокочастотной сваркой, должна быть проверена ультразвуком для определения продольных дефектов в соответствии с ИСО 9303 или, по усмотрению изготовителя, в соответствии с ИСО 9764 при требуемом уровне приемки L3/C или по согласованию L2/C.
D.4.1.2 Альтернативно, по согласованию, вся длина сварного шва может быть проконтролирована одним из следующих методов:
a) для труб номинальной толщиной стенки менее 10 мм:
ПС методом рассеяния магнитного потока в соответствии с ИСО 9402 при уровне приемки L3 или по согласованию L2;
b) для труб наружным диаметром D < 250 мм, номинальной толщиной стенки T < 6 мм и отношением толщины стенки к наружному диаметру T/D < 0,18:
методом вихревых токов (методика концентрических или сегментных катушек) в соответствии с ИСО 9304 при уровне приемки L2.
D.4.2 Расслоения в теле трубы
В теле трубы не допускаются отдельные расслоения или их скопления, плотность которых превышает требуемый уровень приемки В2 по ИСО 12094 или В3 по ИСО 10124.
Проверка соответствия указанным требованиям стандарта должна осуществляться только по согласованию. В этих случаях должен применяться ультразвуковой контроль, выполняемый на трубопрокатном стане и осуществляемый, по решению изготовителя, либо на плоских изделиях перед их сваркой, согласно ИСО 12094 при уровне приемки В2, либо на трубах после сварки, согласно ИСО 10124 при уровне приемки В3.
D.4.3 Расслоения на кромках рулонного проката в области шва
В зоне шириной 15 мм вдоль продольной кромки листа до сварки или на трубе не допускаются расслоения и их скопления, превышающие требуемый уровень приемки Е2 по ИСО 12094 или ИСО 13663.
ПС Проверка соответствия требованиям настоящего стандарта проводится только по согласованию. Ультразвуковой контроль по решению изготовителя выполняют проверкой кромок рулонного проката до сварки в соответствии с ИСО 12094 при уровне приемки Е2 или зоны, примыкающей к сварному шву, на трубе после сварки в соответствии с ИСО 13663 при уровне приемки Е2.
D.5 Неразрушающий контроль труб, изготовленных дуговой сваркой под флюсом или комбинированной сваркой
D.5.1 Ультразвуковой контроль продольных и поперечных сварных швов
D.5.1.1 Сварной шов труб, изготовленных комбинированной или дуговой сваркой под флюсом, должен контролироваться ультразвуком для выявления продольных и поперечных несовершенств в соответствии с ИСО 9765 при уровне приемки L2 с модификациями, приведенными в перечислениях а) - с):
a) максимальная глубина надреза должна быть 2,0 мм;
b) не разрешается для калибровки оборудования использовать внутренние и внешние продольные надрезы, которые находятся по оси сварного шва;
c) в качестве альтернативного варианта использованию стандартного отверстия для определения поперечных несовершенств разрешается применять для уровня приемки L2 внутренние и наружные надрезы, которые расположены ортогонально и по оси сварного шва. В этом случае внутренние и внешние усиления шва должны иметь плавные переходы к контуру исходной трубы непосредственно у надрезов и рядом с ними. Надрезы должны быть отдалены друг от друга в продольном направлении и от оставшихся усилений швов для того, чтобы четко идентифицировать отдельные ультразвуковые сигналы. Полная амплитуда сигнала от каждого из этих надрезов должна быть использована для настройки сигнала, соответствующего опасному уровню;
ПС d) в качестве альтернативы к применению калибровочных надрезов для требуемого уровня L2 разрешается по согласованию применять внутренние и внешние надрезы фиксированной глубины и увеличивать чувствительность контроля электронными средствами. В этом случае (известном, как метод двух лямбд) глубина надрезов должна быть равна удвоенной длине волны используемой ультразвуковой частоты, которую определяют по следующей формуле
![]() (D.1)
(D.1)
(Например, при частоте контроля 4 МГц длина волны равна 0,8 мм и глубина надреза - 1,6 мм).
Требующееся увеличение чувствительности контроля зависит от толщины стенки трубы, и изготовитель должен продемонстрировать потребителю доказательства, что чувствительность контроля эквивалентна той, что реализуется при использовании надрезов, соответствующих требуемому уровню L2;
е) изготовитель может применять один из методов, описанных в D.5.4, для проведения повторного контроля зон, не прошедших неразрушающий контроль.
D.5.1.2 Для спирально-шовной трубы вся длина сварного шва на концах листа должна подвергаться ультразвуковому контролю с использованием той же чувствительности и тех же параметров ультразвукового контроля, что и на основном спиральном шве согласно D.5.1.1.
В дополнение, Т-образные соединения, где крайние точки сварного шва концов полосы соединяются с основным сварным швом, должны быть проверены радиографическим контролем в соответствии с D.5.5 и приведенными там же требованиями на приемку.
D.5.2 Расслоения в теле трубы
Отдельные расслоения и их скопления в теле трубы не должны превышать пределы приемки В2, приведенные в ИСО 12094.
ПС Проверку соответствия указанным требованиям проводят только по согласованию. В этом случае проводят ультразвуковой контроль листового проката или трубы, причем в последнем случае по выбору изготовителя до или после формовки трубы в соответствии с ИСО 12094 при уровне приемки В2.
D.5.3 Расслоения на кромках листа или полосы в области сварного шва
Отдельные расслоения и их скопления, плотность которых превышает пределы приемки Е2 по ИСО 12094 и ИСО 13663 в зоне шириной 15 мм вдоль продольной кромки листового или рулонного проката, прилегающей к сварному шву, а в случае спирально-шовных труб - вдоль поперечной кромки рулонного проката и зон, прилегающих к области стыкового шва, не допускаются.
ПС Проверку соответствия требованиям настоящего стандарта проводят только по согласованию. Ультразвуковой контроль выполняют по выбору изготовителя при производстве листового проката или трубы до сварки кромок листового или рулонного проката в соответствии с ИСО 12094 при уровне приемки Е2 или на трубе после сварки в зоне, прилегающей к сварному шву, согласно ИСО 13663 при уровне приемки Е2.
D.5.4 Неразрушающий контроль сварного шва на концах трубы и зон ремонта
Длина сварного шва на концах трубы, которая не может быть проконтролирована с помощью автоматического ультразвукового оборудования, и отремонтированные участки сварного шва (С.4) должны подвергаться контролю:
УС а) для обнаружения продольных несовершенств - ручной или полуавтоматический ультразвуковой контроль с использованием тех же параметров и чувствительности, которые установлены в D.5.1.1 или, если иное не согласовано, рентгеновский контроль в соответствии с D.5.5;
b) для определения поперечных несовершенств по решению изготовителя - ручной или полуавтоматический ультразвуковой контроль с использованием тех же параметров контроля и уровня чувствительности, которые установлены в D.5.1.1, или рентгеновский контроль в соответствии с D.5.5.
При проведении ручного ультразвукового контроля скорость сканирования не должна превышать 150 мм/с.
D.5.5 Рентгеновский контроль сварного шва
D.5.5.1 При необходимости, рентгеновский контроль сварного шва должен проводиться в соответствии с ИСО 12096 при качестве изображения класса R1 при условиях, которые приведены ниже:
а) требования по чувствительности, приведенные в таблице D.2, которые относятся к основному металлу, должны быть проверены путем использования проволочных пенетрометров ИСО в соответствии с ИСО 1027 или при согласовании путем использования пенетрометра эквивалентной чувствительности с отверстием;
Таблица D.2 - Требования к чувствительности рентгеновского контроля, качество изображения класса R1 в соответствии с ИСО 12096
В миллиметрах
|
Чувствительность |
||
|
Диаметр отверстия |
Диаметр проволоки |
|
|
4,5 ≤ Т ≤ 10,0 |
0,40 |
0,16 |
|
10,0 < Т ≤ 16,0 |
0,50 |
0,20 |
|
16,0 < Т ≤ 25,0 |
0,63 |
0,25 |
|
25,0 < Т ≤ 32,0 |
0,80 |
0,32 |
|
32,0 < Т ≤ 40,0 |
1,00 |
0,40 |
b) должно применяться рентгеновское излучение с использованием мелкозернистой высококонтрастной пленки со свинцовым экраном. По согласованию может быть использован рентгеноскопический метод, но при условии, что изготовитель сможет продемонстрировать его эквивалентность рентгенографическому методу;
c) плотность рентгенограммы должна быть не менее 2 и должна быть подобрана таким образом, чтобы ее величина на наиболее толстой части сварного шва была не менее 1,5 и достигался максимальный контраст для используемого вида пленки.
D.5.5.2 Пределы приемки для рентгеновского контроля сварного шва должны соответствовать перечислениям а) - f):
a) не допускаются трещины, непровары и несплавления;
b) допускаются отдельные круглые шлаковые включения и газовые поры до 3,0 мм или T/3 в диаметре (T - номинальная толщина стенки в миллиметрах), какое значение меньше.
Сумма диаметров всех таких разрешенных отдельных несплошностей на длине шва 150 мм или 12T, какое значение меньше, не должна превышать 6,0 мм или 0,5T, какое значение меньше, при расстоянии между отдельными включениями не более 4T;
c) допускаются отдельные удлиненные шлаковые включения до 12,0 мм или T в длину, какое значение меньше, или до 1,6 мм в ширину.
Максимальная суммарная длина таких допускаемых отдельных несплошностей на любом отрезке длиной шва 150 мм или 12T, принимая во внимание, какое значение больше, не должна превышать 12,0 мм, при расстоянии между включениями менее 4T;
d) допускаются отдельные подрезы любой длины с максимальной глубиной 0,4 мм.
Отдельные подрезы с максимальной длиной 0,5T и с максимальной глубиной 0,8 мм, и не превышающие 10 % номинальной толщины стенки, допускаются при условии, что имеется не более чем два таких подреза на любом отрезке шва длиной 300 мм и что все такие подрезы удалены зачисткой;
e) любые подрезы, размеры и расположения которых превышают указанные пределы, должны быть отремонтированы (приложение С, С.4) либо отрезаны, или труба бракуется;
f) недопустимы любые подрезы на внутренней и наружной сторонах шва, любой длины и глубины, которые симметрично располагаются в продольном направлении с одной стороны шва.
Приложение Е
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации
ссылочным международным стандартам
Таблица Е.1
|
Обозначение ссылочного международного стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 3183-1:1996 |
ГОСТ Р ИСО 3183-1-2007 Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А |
|
ИСО 6506:1986 |
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю |
|
ИСО 6508:1986 |
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу |
|
ИСО 6892:1984 |
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение. ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение |
|
ИСО 7438:1985 |
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб |
|
ИСО 10124:1994 |
ГОСТ Р ИСО 10124-99 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений |
|
Примечание - Для других ссылочных международных стандартов соответствующие национальные стандарты отсутствуют. До их утверждения рекомендуется использовать перевод на русский язык этих международных стандартов. Переводы международных стандартов находятся в фонде технических регламентов и стандартов ОАО «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»). |
|
Библиография
|
API Spec 5L:95 |
Технические условия на трубы для магистральных трубопроводов, издание 41, апрель 1995 г. |
||
|
Демофонти Г., Джонс Д.Г., Пистоун Г., Ре Г., Вогт Г. «Рекомендации Европейской исследовательской группы по трубопроводам относительно вязкости материалов. Проблемы остановки трещины высокопрочной стали в магистральных трубопроводах», Хьюстон, Техас (1993-09-26/29), 13 стр., 7 рис., 3 табл. |
|||
|
|
Заказывать по адресу: |
||
|
|
American Gas Association Order and Billing Department 1515 Wilson Boulevard ARLINGTON, VA 22209 USA |
||
|
EH 10208-2:96 |
Стальные трубы для трубопроводов горючих жидкостей. Технические условия на поставку. Часть 2. Трубы класса требований В |
||
|
EURONORM 168 |
Изделия из чугуна и стали. Документы контроля. Содержание |
||
|
Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия |
|||
Ключевые слова: нефтяная и газовая промышленность, стальные трубы, требования к технологии производства труб, размеры, химический состав, испытания, контроль, маркировка, условия поставки