 | Информационная система | |
СБОРНИК
нормативных и методических
документов
системы аттестации
сварочного производства
национальная
ассоциация
контроля и сварки
Москва 2006 г.
КОММЕНТАРИИ
ПО ПРИМЕНЕНИЮ ТЕХНОЛОГИЧЕСКОГО РЕГЛАМЕНТА
ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ
СВАРОЧНОГО ПРОИЗВОДСТВА (РД
03-495-02)
Из РД 03-495-02:
1.3. Аттестацию сварщика проводят путем проверки его практических навыков и теоретических знаний в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется и направлением его производственной деятельности (группа или наименование технических устройств, сварку которых выполняет сварщик на производстве, вид выполняемых работ - изготовление, монтаж, ремонт).
|
Комментарий: Одним направлением производственной деятельности можно считать все или часть опасных технических устройств (ОТУ), входящих в одну группу из «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками», утвержденного Госгортехнадзором РФ, при условии, что способ сварки, по которому производится аттестация, применяется для всех ОТУ, объединенных в данное направление производственной деятельности с учетом характера выполняемых работ (изготовление, монтаж, ремонт). Например, можно считать одним направлением производственной деятельности все ОТУ группы котельного оборудования в случае аттестации по РД сварке и нельзя считать одним направлением производственной деятельности все ОТУ группы котельного оборудования в случае аттестации по КСО, т.к. данный способ сварки не применяется на всех ОТУ данной группы. В тех случаях, когда заявитель претендует быть аттестованным на допуск к сварке нескольких объектов (ОТУ), входящих в одну группу ОТУ, необходимо, во-первых, определить правомерность использования данного метода сварки на этих объектах и, во-вторых, определить степень соответствия требований к выполнению сварочных работ, изложенных в НД по каждому из объектов. При положительном ответе на эти два вопроса, возможно их объединение при аттестации в одно направление производственной деятельности при условии проверки на теоретическом (специальном) экзамене знаний нормативных документов, определяющих требования к сварке по каждому объекту. При проведении практического экзамена в этом случае критерии оценки качества контрольных сварных соединений должны соответствовать наиболее высоким требованиям, изложенным в НД, регламентирующей сварку на данных ОТУ (объектах). Одно направление производственной деятельности не может объединять объекты (ОТУ) различных групп ОТУ. |
Из РД 03-495-02:
Примечание к п. 1.4.
2. Разрешается проводить только специальный экзамен, если целью дополнительной аттестации сварщика является расширение направления его производственной деятельности без изменения характеристик, учитываемых при сварке контрольных сварных соединений.
|
Комментарий: При этом должны соблюдаться два условия: 1. Область распространения аттестации по параметрам сварки КОС не может быть изменена и должна соответствовать требованиям заявленного нового направления производственной деятельности. 2. Критерии оценки качества сварных соединений, характеризующих расширение направления производственной деятельности не должны быть выше тех, которые учитывались при оценке качества контрольных сварных соединений. В противном случае требуется проведение и практического экзамена. |
Из РД 03-495-02:
1.6. На общем экзамене сварщику задают 20 вопросов по теоретическим основам сварки, а на специальном экзамене - не менее 15 произвольно выбранных вопросов в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется, и направлением его производственной деятельности. Выбор вопросов проводит аттестационная комиссия по сборникам экзаменационных вопросов по общему и специальному экзаменам. Каждый сборник должен содержать не менее 100 вопросов.
Если сварщик аттестуется на два или три вида (способа) сварки (наплавки), например, ручную дуговую сварку покрытыми электродами и ручную аргонодуговую сварку неплавящимся электродом, в экзаменационном билете должно быть не менее 5 вопросов по каждому виду (способу) сварки (наплавки) из соответствующих сборников экзаменационных вопросов. При аттестации на сварку объектов, входящих в две или три группы опасных технических устройств, сварщик должен получить отдельные билеты для специального экзамена по каждой группе опасных технических устройств. В экзаменационном билете должно быть не менее 5 вопросов по каждой группе опасных технических устройств.
|
Комментарий: В одном билете специального экзамена могут быть представлены вопросы не более, чем по трем способам сварки (наплавки) одного направления производственной деятельности. Рекомендуемое количество билетов специального экзамена при одной аттестации - не более трех. При одновременной аттестации на сварку ОТУ (объектов), входящих в две или три группы ОТУ в разных билетах могут быть вопросы по разным способам сварки (наплавки). Например, в первом билете - вопросы по РД (8 вопросов) и Г (7 вопросов) паровых и водогрейных котлов, во втором билете - вопросы по способам сварки РД (8 вопросов) и МП (7 вопросов) металлических конструкций для подъемно-транспортного оборудования. При оценке специального экзамена количество правильных ответов должно учитываться по каждому способу сварки в каждом билете отдельно. При одновременной аттестации на сварку ОТУ (объектов), входящих в две или три группы ОТУ в билетах специального экзамена по каждой группе опасных технических устройств должны быть представлены вопросы, регламентирующие сварку тех опасных технических устройств, которые указаны в аттестационной заявке. |
Из РД 03-495-02:
1.11.1. Аттестацию сварщиков проводят отдельно по следующим видам (способам) сварки (наплавки):
|
Комментарий: В данном разделе изменены обозначения и наименования некоторых способов сварки, включены новые способы. При продлении срока действия удостоверений, выданных до введения в действие новой редакции технологического регламента, никаких изменений в удостоверения вносить не следует. При необходимости изменения отражаются в протоколе аттестации. |
Из РД 03-495-02:
Примечания к п. 1.11.1:
2. Аттестация на право выполнения сварки (наплавки, пайки и др.) способами, для которых не существуют разработанные и утвержденные в установленном порядке программы практического экзамена, должна выполняться по программам, разработанным Головными аттестационными центрами, согласованным с Госгортехнадзором России и утвержденным Национальным аттестационным комитетом по сварочному производству.
|
Комментарий: Головные аттестационные центры разрабатывают соответствующие программы и сборники экзаменационных вопросов. При этом должны быть соблюдены требования действующих методических указаний по их разработке |
Из РД 03-495-02:
1.11.2. При аттестации на сварку полимерных материалов необходимо дополнительно учитывать степень автоматизации применяемого сварочного оборудования:
При сварке труб нагретым инструментом:
· СР - стыковая сварка с ручным управлением;
· ССА - стыковая сварка со средней степенью автоматизации;
· СВА - стыковая сварка с высокой степенью автоматизации.
При сварке труб с использованием деталей с закладными нагревателями:
· ЗНР - сварка с ручным заданием параметров;
· ЗНШ - сварка в режиме штрих-кода или магнитной карты;
· ЗНА - сварка с автоматической обратной связью фитинга со сварочным аппаратом;
При других способах сварки конструкций, за исключением трубопроводов систем газоснабжения:
· НИР - ручная сварка нагретым инструментом независимо от типа соединения;
· НИМ - механизированная сварка нагретым инструментом независимо от типа соединения;
· НГР - ручная сварка нагретым газом независимо от типа соединения;
· НГМ - механизированная сварка нагретым газом независимо от типа соединения;
· ЭР - ручная экструзионная сварка независимо от типа соединения;
· ЭМ - механизированная экструзионная сварка независимо от типа соединения.
|
Комментарий: При определении степени автоматизации применяемого сварочного оборудования рекомендуется руководствоваться следующими критериями: СР - сварка с ручным управлением. Сварщик не только вручную задает и контролирует параметры режима сварки, но и многие операции, что особенно важно, съем нагревателя, выполняет вручную. При этом тепловой режим сварки в значительной степени зависит от квалификации сварщика. По этой причине такие машины не рекомендуют для сварки газопроводов. ССА - сварка на оборудовании со средней степенью автоматизации. Параметры режима сварки контролируются и поддерживаются автоматически. Часть операций сварщик выполняет вручную. СВА - сварка на оборудовании с высокой степенью автоматизации. Параметры режима сварки контролируются и поддерживаются автоматически. После сварки автомат выдает распечатку параметров режим сварки, фамилию или код сварщика. ЗНР - сварка с ручным вводом параметров режима сварки. Возможны ошибки, связанные с недостаточным вниманием сварщика или сознательным изменением параметров в тех случаях, когда температура окружающего воздуха не позволяет вести процесс сварки. ЗНШ - параметры режима сварки вводят путем считывания специальным датчиком (карандашом) штрих-кода, нанесенного на деталь с закладными нагревателями (на муфте или на отводе), параметры режима автоматически корректируются с учетом температуры окружающей среды. ЗНА - сварка на аппаратах с обратной связью. Они сами определяют тип и особенности характеристик нагревательного элемента и устанавливают на этой основе и с учетом температуры окружающей среды параметры режима сварки. Режимы сварки документируются автоматически. |
Из РД 03-495-02:
1.11.7. На практическом экзамене сварщик должен выполнить контрольные сварные соединения, по диаметру и толщине однотипные производственным, в соответствии с заявкой на аттестацию.
Контрольное сварное соединение считают однотипным, если оно соответствует требованиям однотипности, изложенным в нормативных документах, согласованных с Госгортехнадзором России. В случае отсутствия требований к однотипным сварным соединениям в нормативных документах, при выборе размеров контрольных сварных соединений рекомендуется пользоваться Приложением 17, табл. 3 ... 5 и заявкой на проведение аттестации.
По согласованию в установленном порядке допускается изменение области распространения аттестации, указанной в Приложении 17, табл. 3 и табл. 4, с учетом области деятельности аттестуемого сварщика и специфики применяемого вида (способа) сварки (наплавки).
|
Комментарий: Количество КСС в первом случае, т.е. при соответствии требованиям однотипности, изложенным в нормативных документах, согласованных с Госгортехнадзором России, может быть большим, чем предусмотрено в п. 1.12.4. РД 03-495-02. |
Из РД 03-495-02:
1.12.8. При аттестации на сварку полимерных материалов степень автоматизации сварочного оборудования, используемого при проведении практического экзамена, определяет заявитель. Вместе с тем, при использовании сварочных устройств со средней и высокой степенями автоматизации (ССА, СВА, ЗНШ, ЗНА) сварщик должен во время экзамена продемонстрировать умение выполнить сварку в ручном режиме управления, например, на сварочной установке с ручным управлением или вводом параметров режима сварки. При использовании сварочных устройств с высокой степенью автоматизации к журналу сварочных работ должны быть приложены распечатки регистратора процесса сварки.
|
Комментарий: Под определением «степень автоматизации сварочного оборудования, используемого при проведении практического экзамена, определяет заявитель» следует понимать, что заявитель в заявке указывает степень автоматизации используемого им сварочного оборудования в своей производственной деятельности. Требование к сварщику продемонстрировать умение выполнить сварку в ручном режиме управления реализуется выполнением в процессе практического экзамена дополнительно свайки образцов в ручном режиме управления. Это сделано для того, чтобы сварщик мог продолжать работу на объекте в случае выхода из строя автоматических систем, т.е. он должен доказать свою способность работать и в том и в другом режиме. |
Из РД 03-495-02:
1.13 Контроль качества контрольных сварных соединений
1.13.1 Контрольные сварные соединения подвергают контролю качества методами, приведенными в Приложении 17, табл. 6.
Контролю неразрушающими методами подлежит каждое контрольное сварное соединение по всей его длине (периметру).
При аттестации сварщиков на выполнение наплавок сплошному контролю подлежит вся площадь наплавки следующими методами: визуальным и измерительным, капиллярным и ультразвуковым.
|
Комментарий: При аттестации на несколько различных технических устройств оценка качества КСС (наплавок) должна производится по НД с наиболее жесткими оценочными нормами. |
Из РД 03-495-02:
1.15.1. Виды (способы) сварки и наплавки.
в) при аттестации сварщика на право выполнения сварных соединений изделий с использованием нескольких видов (способов) сварки (комбинированная сварка) в одном шве (например, корневой слой одностороннего шва без подкладки выполняют аргонодуговой сваркой неплавящимся электродом с присадочной проволокой, а заполнение разделки производят ручной дуговой сваркой покрытыми электродами), практический экзамен разрешается проводить по одному из следующих вариантов:
Вариант 1.
Сварщик выполняет корневую часть контрольного сварного соединения аргонодуговой сваркой неплавящимся электродом с присадочной проволокой без подкладки, а последующие слои шва (заполнение разделки) - ручной дуговой сваркой покрытыми электродами.
По результатам такого экзамена сварщик допускается к:
· комбинированной сварке в пределах области распространения, определяемой толщиной контрольного сварного соединения;
· аргонодуговой сварке неплавящимся электродом с присадочной проволокой всего сечения в пределах области распространения, определяемой толщиной части шва, выполненного аргонодуговой сваркой неплавящимся электродом с присадочной проволокой;
· ручной дуговой сварке покрытыми электродами сварных соединений изделий, толщина которых определяется по общей толщине контрольного сварного соединения, выполненного комбинированной сваркой. В этом случае аттестация распространяется на ручную дуговую сварку покрытыми электродами, выполняемую на подкладке или с зачисткой корня шва, или двухстороннюю сварку.
Вариант 2.
Сварщик выполняет отдельные контрольные сварные соединения аргонодуговой сваркой неплавящимся электродом с присадочной проволокой без подкладки и ручной дуговой сваркой покрытыми электродами на подкладке или с подваркой корня шва. При аттестации сварщик должен выполнить сварку контрольных сварных соединений на все сечение каждым способом сварки отдельно. Выбор контрольных сварных соединений по толщине и диаметру производит аттестационная комиссия в соответствии с аттестационной заявкой на выполнение сварных соединений с использованием нескольких способов сварки в одном шве.
Сварщик, прошедший такую аттестацию, допускается как к сварке отдельно каждым из применяемых способов сварки, так и к комбинированной сварке.
|
Комментарий: Допуск к комбинированной сварке при использовании Варианта 2 предполагает одинаковое направление производственной деятельности при аттестации отдельно по каждому из применяемых способов сварки. При этом области распространения по каждому способу сварки должны позволять выполнение соответствующего слоя при комбинированной сварке сварного соединения. Например, если сварщик аттестован на РАД сварку только котельного оборудования, а на РД сварку только газового оборудования, то у него отсутствуют условия допуска к комбинированной сварке. Если сварщик по результатам аттестации на сварку котельного оборудования допущен к РАД сварке труб диаметром от 50 до 100 мм, а к РД сварке труб диаметром от 300 мм и выше, то у него отсутствуют условия допуска к комбинированной сварке, т.к. диапазоны допуска по диаметрам не имеют общей области распространения. Если сварщик при аттестации на сварку котельного оборудования выполнял контрольные сварные соединения РАД сваркой из труб диаметром 57 мм, а РД сваркой диаметром 159 мм, то он может быть допущен к комбинированной сварке труб в диапазоне от 79,5 мм до 114 мм при условии, что остальные характеристики практического экзамена (группа материала, положение при сварке и др.) соответствуют этой общей области. Область распространения аттестации при этом указывается лишь для того способа, на который оформляется протокол (удостоверение). Запись о допуске к комбинированной сварке в протоколе аттестации и удостоверении не производится, а ее возможность определяется руководителем сварочных работ исходя из области распространения аттестации сварщика и требований конкретных НД. |
Из РД 03-495-02:
1.15.1. Виды (способы) сварки и наплавки.
г) аттестация по ручной дуговой сварке покрытыми электродами стыковых сварных соединений из стали группы М11 со сталями других групп распространяется на ручную дуговую наплавку РДН, РАДН антикоррозионного покрытия на сталях этих групп.
|
Комментарий: Способ РАДН включен ошибочно, исправление будет произведено при внесении изменений. |
Из РД 03-495-02:
1.15.3. Виды контрольных сварных соединений и наплавок.
а) область распространения аттестации по сварке деталей металлических конструкций с различными видами стыковых сварных соединений приведена в Приложении 17, табл. 8.
Аттестация по сварке стыковых сварных соединений с односторонним швом на листах или трубах на подкладке распространяется на сварные соединения, выполненные двусторонней сваркой.
|
Комментарий: Область распространения аттестации при сварке КСС с односторонним швом на подкладке следует определять по таблице 8, т.е. распространять ее на сварные соединения, выполненные двусторонней сваркой с зачисткой корня шва. |
Из РД 03-495-02:
1.15.4. Группа основного материала.
Аттестация по сварке контрольных соединений деталей из определенной марки материала распространяется на все марки материала, входящие в одну группу с материалом контрольного сварного соединения (Приложение 17, табл. 1, 2), а также на материалы других групп в соответствии с Приложением 17 табл. 9, 10.
Аттестация по сварке контрольных соединений деталей, состоящих из разных марок основных материалов, распространяется на все марки материала, входящих в группы материалов контрольного сварного соединения, а также на группы основных материалов в соответствии с Приложением 17, табл. 9, 10. Для материалов, не вошедших в табл. 9 Приложения 17, область аттестации распространяют на сварку материалов, из которых было изготовлено контрольное сварное соединение.
|
Комментарий: Например, при сварке КСС из стали группы М02 область аттестации распространяют на сварку деталей из материалов М01; М02; М02 с М01. При сварке КСС из марок материалов разных групп, область аттестации распространяют на соответствующие группы основных материалов табл. 1, а также на группы основных материалов с учетом области распространения, приведенной в табл. 9, 10. Например, при сварке КСС из стали группы М05 со сталью группы М04, область аттестации распространяют на сварку деталей из материалов групп М05; М03; М02; М01; а также М05 с М03; М05 с М02; М05 с М01; М04 с М02; М04 с М01 и М05 с М04. При сварке КСС из стали группы М11 со сталью группы М02, область аттестации распространяют на сварку деталей из материалов групп М11; М02; М01; М11 с М02; М02 с М01. При этом во всех случаях обязательно учитывается примечание к Таблице 10: При сварке изделий из материалов различных групп марка присадочного материала по химическому составу должна соответствовать группе основного материала контрольного соединения. |
Из РД 03-495-02:
1.15.7. Размеры контрольных сварных соединений.
Область распространения аттестации в зависимости от толщины листов и толщины стенки труб, а также от диаметра свариваемых деталей приведена в Приложении 17, табл. 3 ... 5.
Аттестация по электронно-лучевой сварке распространяется на сварку деталей, толщина которых отличается от фактической толщины выполненного контрольного сварного соединения не более чем на 25 %.
Область распространения аттестации по электрошлаковой сварке определяется количеством электродов, использованных при сварке контрольного образца:
· сварка двумя электродами распространяется на сварку одним электродом;
· сварка тремя электродами распространяется на сварку двумя и одним электродом;
· электрошлаковая сварка пластинчатым электродом распространяется только на этот способ сварки независимо от толщины деталей.
|
Комментарий: Определение «независимо от толщины деталей» относится ко всему абзацу, т.е. область распространения по толщине при ЭШС указывается исходя из вышеприведенных критериев. Например, при аттестации на сварку двумя электродами в таблицу области распространения по толщине заносится запись: сварка одним электродом. |
1.15.8. По согласованию с органами Госгортехнадзора России и Национальным аттестационным комитетом по сварочному производству допускается изменение области распространения аттестации с учетом толщины, диаметра контрольного сварного соединения и применяемого вида (способа) сварки (наплавки) в соответствии с Приложением 17, табл. 3 ... 5.
|
Комментарий: Решение об изменении области распространения должно быть согласовано с Госгортехнадзором России и НАКС, и направлено всем аттестационным центрам и территориальным органам Госгортехнадзора России. Ссылка на данный документ приводится в протоколе аттестации. |
Из РД 03-495-02:
1.15.9. Область распространения аттестации в зависимости от степени автоматизации сварочного оборудования.
Аттестация на сварку полимерных материалов, проведенная на оборудовании с низким уровнем автоматизации, по решению аттестационного центра может быть распространена на сварку тем же способом на оборудовании с более высокой степенью автоматизации без сварки контрольного сварного соединения при условии, что сварщик имеет удостоверение о том, что он прошел обучение практической работе на оборудовании с соответствующей степенью автоматизации. В этом случае сварщик в присутствии членов аттестационной комиссии должен подтвердить умение управлять соответствующим сварочным оборудованием.
|
Комментарий: Сварщик должен пройти обучение по использованию соответствующего оборудования, знать принцип его работы и регулировки и, в присутствии члена экзаменационной комиссии, произвести настройку оборудования на заданный режим сварки без выполнения сварки. |
Из РД 03-495-02:
1.16.4. По истечении срока действия аттестационное удостоверение может быть продлено аттестационным центром, проводившим первичную аттестацию и выдавшим аттестационное удостоверение в установленном порядке.
|
Комментарий: Не исключается возможность продления удостоверения другим аттестационным центром, имеющим соответствующую область аттестационной деятельности. В случае, если продление аттестации проводит не тот аттестационный центр, в котором специалист проходил первичную аттестацию, то аттестационный центр, осуществляющий продление аттестации, должен направить в аттестационный центр, выдавший удостоверение при первичной аттестации, копию протокола о продлении аттестации для хранения его в личном деле аттестованного специалиста сварочного производства. (письмо Госгортехнадзора России № 12-01/142 от 18.02.03 г.) |
Из РД 03-495-02:
2.2. Аттестацию на право руководства и технического контроля за проведением сварочных работ и (или) на право участия в работе органов по подготовке и (или) аттестации сварщиков и специалистов сварочного производства проводят в аттестационных центрах, зарегистрированных в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
Перед проведением аттестации специалист должен пройти проверку знаний Правил безопасности Госгортехнадзора России в установленном порядке и представить в аттестационный центр соответствующий документ.
|
Комментарий: Комментарий: Проверку знаний Правил безопасности Госгортехнадзора России специалисты проходят в порядке, установленном «Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России» (РД 03-444-02). |
Из РД 03-495-02:
2.3. Объемы теоретических знаний и практических навыков аттестуемого специалиста сварочного производства должны удовлетворять требованиям экзаменационных программ в соответствии с п. 3.2. «Правил аттестации сварщиков и специалистов сварочного производства» ПБ-03-273-99, утвержденных постановлением Госгортехнадзора России от 30.10.98 г. № 63 и зарегистрированных в Министерстве юстиции России 04.03.99 г., регистрационный № 1721.
Общие требования к экзаменационным программам приведены в Приложении 19.
Объем теоретических знаний и практических навыков аттестуемого экзаменатора и (или) преподавателя устанавливается экзаменационной комиссией Головного аттестационного центра. Аттестацию экзаменаторов и (или) преподавателей проводят по специальным программам, разрабатываемым и утверждаемым в установленном порядке.
Программа аттестации должна включать знание требований ПБ-03-273-99, настоящего «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» и других нормативных документов Системы аттестации сварщиков и специалистов сварочного производства.
|
Комментарий: Программы аттестации и сборники экзаменационных вопросов, в т.ч. для экзаменаторов и (или) преподавателей должны быть едиными для всех аттестационных центров и должны быть зарегистрированы в реестре САСв. |
Из РД 03-495-02:
2.6. Проведение одновременной аттестации специалистов сварочного производства разрешается не более, чем по трём группам опасных технических устройств. При этом по каждой группе опасных технических устройств должен быть сдан отдельный специальный экзамен.
|
Комментарий: Под отдельным специальным экзаменом по каждой группе опасных технических устройств следует понимать теоретический экзамен и практическое задание. |
Из РД 03-495-02:
2.7. На общем экзамене специалисту сварочного производства задают не менее 30, а на специальном не менее 20 произвольно выбранных вопросов и практическое задание в соответствии с направлением его производственной деятельности.
|
Комментарий: При аттестации специалистов различных уровней рекомендуется дифференцировать условия экзаменов по количеству и сложности вопросов в билетах следующим образом: На общем экзамене на II уровень специалисту сварочного производства задают 30 вопросов из сборника экзаменационных вопросов для специалистов II уровня. На общем экзамене на III уровень специалисту сварочного производства задают 35 вопросов из сборника экзаменационных вопросов для специалистов III уровня. На общем экзамене на IV уровень специалисту сварочного производства задают 40 вопросов из сборника экзаменационных вопросов для специалистов IV уровня. На специальном экзамене на II уровень специалисту сварочного производства задают 20 вопросов из сборников экзаменационных вопросов для специалистов II уровня. На специальном экзамене на III уровень специалисту сварочного производства задают 25 вопросов из сборников экзаменационных вопросов для специалистов III уровня. На специальном экзамене на IV уровень специалисту сварочного производства задают 30 вопросов из сборников экзаменационных вопросов для специалистов IV уровня. При одновременной аттестации по двум или трем группам опасных технических устройств, по каждой группе опасных технических устройств должен быть сдан отдельный специальный экзамен на тех же условиях. Практические задания при этом должны выполняться и оцениваться по каждой группе опасных технических устройств отдельно. При аттестации на право работы экзаменатором и/или преподавателем общий экзамен является обязательным, а специальный экзамен дополняется 10 - 20 вопросами, отражающими требования правил и процедур проведения подготовки и/или аттестации сварщиков и специалистов сварочного производства: ПБ 03-273-99, РД 03-495-02 и других нормативных и методических документов САСв. Содержание практических заданий специального экзамена для лиц, претендующих на участие в работе комиссий аттестационных центров, должно позволять производить оценку знаний кандидатов по специальным вопросам технологии сварки конкретных опасных технических устройств, организации проведения аттестационных работ и оформления аттестационных документов в соответствии с требования нормативных документов САСв. |
Из РД 03-495-02:
2.11. Разрешается проведение аттестации на IV уровень профессиональной подготовки руководителям службы сварки организации, не имеющим высшего специального образования по сварочному производству при соблюдении условий:
· наличие высшего технического образования;
· стаж работы в должности руководителя службы сварки организации не менее трёх лет;
· представление документа о прохождении специальной подготовки по сварочному производству в объёме не менее 108 часов по программам, утвержденным в установленном порядке.
|
Комментарий: Специальную подготовку по сварочному производству по программе в объёме 108 часов, утвержденной в установленном порядке, специалисты должны проходить в учебных организациях, имеющих согласование (аккредитацию) НАКСа на такую подготовку. |
Из РД 03-495-02:
ФОРМА ЗАЯВКИ НА ПРОВЕДЕНИЕ АТТЕСТАЦИИ СВАРЩИКА
2. Аттестационные требования
2.1. Наименования опасных технических устройств, на сварку которых аттестуется сварщик
3. Требования к оценке качества контрольных сварных соединений и наплавок
3.1. Нормативные документы, регламентирующие проведение контроля и требования к качеству
|
Комментарий: При приеме оформленных заявок необходимо обращать внимание на правильность их заполнения. В п. 2.1. должны быть указаны - группа(ы) и наименования или обозначения опасных технических устройств, в соответствии с действующим перечнем групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками, а если нормативные документы предусматривают различные требования в зависимости от характера выполняемых работ (изготовление, монтаж, ремонт), то и характер выполняемых работ. В п. 3.1. должны быть указаны и нормативные документы, регламентирующие методику контроля и в обязательном порядке нормативные документы, определяющие нормы оценки по каждому из применяемых методов контроля. |
Из РД 03-495-02:
ФОРМА КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ (НАПЛАВКИ) КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ
Требования к контролю качества контрольных сварных соединений
|
Метод контроля |
Наименование (шифр) НД |
Объем контроля (%, количество образцов) |
|
|
1. Визуальный и измерительный |
|
|
|
|
2. Радиографический |
|
|
|
|
3. Ультразвуковой |
|
|
|
|
4. Капиллярный |
|
|
|
|
5. Магнитопорошковый |
|
|
|
|
6. Анализ макрошлифов |
|
|
|
|
7. Испытания на статический изгиб (сплющивание) |
|
|
|
|
8. Испытания на излом |
|
|
|
|
Комментарий: В колонке «Наименование (шифр) НД» должны быть указаны нормативные документы, определяющие нормы оценки по каждому из применяемых методов контроля. |
Из РД 03-495-02:
Таблица 8.1
Геометрические размеры сварного шва
|
Параметры наружного грата |
Условное обозначение труб |
|||||
|
SDR11 63×5,8 |
SDR11 75×6,8 |
SDR7,6 90×5,2 |
SDR11 90×8,2 |
SDR17,6 110×6,3 |
SDR11 110×10 |
|
|
Комментарий: В третьей колонке условных обозначений труб вместо SDR7,6 следует читать SDR17,6 (допущена опечатка). |
Из РД 03-495-02:
ФОРМА ПРОТОКОЛА АТТЕСТАЦИИ СВАРЩИКА
3. Контроль качества контрольных сварных соединений и наплавок
3.1. Нормативный документ по контролю
Заключение аттестационной комиссии
|
Присвоенный уровень: |
специалист сварочного производства I уровня (аттестованный сварщик) |
Допущен к:______________________________________________________________
(вид (способ) сварки (наплавки), наименования опасных технических устройств)
|
Комментарий: В п. 3.1. должны быть указаны в обязательном порядке нормативные документы, определяющие нормы оценки по каждому из применяемых методов контроля. В данных о допуске сварщика должны содержаться вид (способ) сварки (наплавки) и группа(ы) и наименования или обозначения опасных технических устройств, в соответствии с действующим перечнем групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками, а если нормативные документы предусматривают различные требования к сварке при выполнении работ по изготовлению, монтажу, ремонту, то и характер выполняемых работ, а именно, изготовление, монтаж, ремонт, или их сочетание. |
Из РД 03-495-02:
ФОРМА АТТЕСТАЦИОННОГО УДОСТОВЕРЕНИЯ СВАРЩИКА
Форма стр. 3 аттестационного удостоверения сварщика конструкций из металлических материалов
|
стр. 3 |
|
|
№ (номер аттестационного удостоверения) |
|
|
Допущен к: |
|
|
(вид (способ) сварки (наплавки), наименования опасных технических устройств) |
|
|
Комментарий: В данных о допуске сварщика должны содержаться вид (способ) сварки (наплавки) и группа(ы) и наименования или обозначения опасных технических устройств, в соответствии с действующим перечнем групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками, а если нормативные документы предусматривают различные требования к сварке при выполнении работ по изготовлению, монтажу, ремонту, то и характер выполняемых работ, а именно, изготовление, монтаж, ремонт, или их сочетание. |
Из РД 03-495-02:
ФОРМА ВКЛАДЫША К АТТЕСТАЦИОННОМУ УДОСТОВЕРЕНИЮ СВАРЩИКА
|
(Фамилия И.О.) |
|
|
№ МР-ГАЦ-I-00000-В1 |
|
|
к удостоверению № МР-ГАЦ-I-00000 |
|
|
(без удостоверения недействительно) |
|
ФОРМА ВКЛАДЫША К АТТЕСТАЦИОННОМУ УДОСТОВЕРЕНИЮ СПЕЦИАЛИСТА
|
(Фамилия И.О.) |
|
|
№ АР-ГАИ-III-00000-В1 |
|
|
к удостоверению № АР-ГАЦ-III-00000 |
|
|
(без удостоверения недействительно) |
|
|
Комментарий: Для сохранения уникальности регистрационных номеров удостоверений и вкладышей к ним и возможности идентификации всех аттестаций каждого сварщика регистрационный номер вкладыша должен состоять из регистрационного номера удостоверения и обозначения порядкового номера вкладыша (В1, В2 и т.д.) независимо оттого, в каком аттестационном центре проводилась дополнительная аттестация. Регистрационный номер центра, проводящего дополнительную аттестацию записывается в протоколе аттестации и учитывается в отчетной форме реестра аттестованного персонала. |
Из РД 03-495-02:
ФОРМА ЗАЯВКИ НА ПРОВЕДЕНИЕ АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
2. Аттестационные требования:
2.1. Вид аттестации.
2.2. Направление производственной деятельности.
2.3. Уровень профессиональной подготовки, на который аттестуется специалист.
2.4. Наименование группы опасных технических устройств, подконтрольных Госгортехнадзору России.
|
Комментарий: При приеме оформленных заявок необходимо обращать внимание на правильность их заполнения. В п. 2.4. должны быть указаны - группа(ы) и наименования или обозначения опасных технических устройств, в соответствии с действующим перечнем групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками. |
Из РД 03-495-02:
ФОРМА ПРОТОКОЛА АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
3. Заключение аттестационной комиссии
3.1. Присвоенный уровень_________________________________________________
3.2. Допущен к___________________________________________________________
(направление производственной деятельности и наименования групп опасных технических устройств)
ФОРМА АТТЕСТАЦИОННОГО УДОСТОВЕРЕНИЯ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
|
стр. 3 |
|
№ удостоверения |
|
Допущен к: |
|
(Вид производственной деятельности и наименования групп опасных технических устройств) |
|
Комментарий: В данных о допуске в протоколе аттестации и удостоверении должны быть указаны - группа(ы) и наименования или обозначения опасных технических устройств, в соответствии с действующим перечнем групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками, а если нормативные документы предусматривают различные требования к сварке при выполнении работ по изготовлению, монтажу, ремонту, то и характер выполняемых работ, а именно, изготовление, монтаж, ремонт, или их сочетание. При аттестации на право руководства и технического контроля за проведением сварочных работ запись «включая работы по технической подготовке производства сварочных работ, разработку производственно-технической и нормативной документации» должна соответствовать функциональным обязанностям аттестуемого специалиста. Например, специалист II уровня, работающий мастером, не выполняет работы по технической подготовке производства сварочных и разработке производственно-технической и нормативной документации, т.к. обычно выполнение этих работ возложено на специалистов более высокого уровня. Специалисту III уровня не следует делать запись «включая разработку нормативной документации» или «руководству и техническому контролю за проведением сварочных работ», если он не выполняет эти виды работ на производстве. |
Приложение 1
Состав процедур и условия организации процесса аттестации сварщиков

Приложение 2
Состав процедур и условия организации процесса аттестации специалистов сварочного производства

Приложение 3
Требования к кандидатам по общему образованию и профессиональной подготовке по сварочному производству

Приложение 4
Минимальный стаж работы по специальности, необходимый для допуска специалиста сварочного производства к первичной аттестации (в месяцах)

Приложение 5
Требования к минимальному стажу работы по специальности, необходимому для допуска сварщика к первичной аттестации

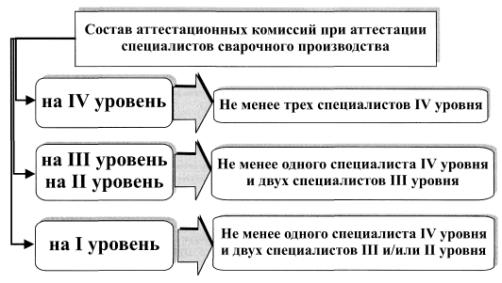
Приложение 6
Требования по составу аттестационных комиссий
Приложение 7
Процесс первичной аттестации сварщиков

Приложение 8
Процесс первичной аттестации специалистов сварочного производства

Приложение 9
Характеристики контрольных сварных соединений

Приложение 10
Характеристики, учитываемые при различных видах аттестации сварщиков
|
Вид экзамена |
Общие вопросы по сварке |
Характеристики, учитываемые на специальном экзамене |
Характеристики, учитываемые на практическом экзамене |
||||||||
|
Виды (способы) сварки и наплавки |
Группа опасных технических устройств |
Характер работ (изготовление, монтаж, ремонт) |
Типы швов |
Типы и виды КСС |
Основные и сварочные материалы |
Вид и размеры деталей КСС |
Положение при сварке |
Степень автоматизации оборудования при сварке полимеров |
Методы контроля и нормы оценки |
||
|
ОЭ |
|
|
|
|
|
|
|
|
|
|
|
|
СЭ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПЭ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание: значками отмечены классификационные признаки, учитываемые при различных видах аттестации:
![]() - Первичная аттестация - требует проведения
ОЭ, СЭ, ПЭ.
- Первичная аттестация - требует проведения
ОЭ, СЭ, ПЭ.
![]() - Дополнительная аттестация при изменении
вида (способа) сварки - требует проведения СЭ, ПЭ.
- Дополнительная аттестация при изменении
вида (способа) сварки - требует проведения СЭ, ПЭ.
![]() - Дополнительная аттестация при изменении характеристик,
учитываемых на специальном экзамене и при сварке контрольных сварных соединений
- требует проведения СЭ, ПЭ.
- Дополнительная аттестация при изменении характеристик,
учитываемых на специальном экзамене и при сварке контрольных сварных соединений
- требует проведения СЭ, ПЭ.
![]() - Дополнительная аттестация при изменении
направления производственной деятельности при условии сохранения характеристик,
учитываемых при сварке контрольных сварных соединений - требует проведения
только СЭ.
- Дополнительная аттестация при изменении
направления производственной деятельности при условии сохранения характеристик,
учитываемых при сварке контрольных сварных соединений - требует проведения
только СЭ.
![]() - Дополнительная аттестация при изменении
только характеристик, учитываемых при сварке контрольных сварных соединений -
требует проведения только ПЭ.
- Дополнительная аттестация при изменении
только характеристик, учитываемых при сварке контрольных сварных соединений -
требует проведения только ПЭ.
Виды экзаменов: ОЭ - общий экзамен, СЭ - специальный экзамен, ПЭ - практический экзамен.
Приложение 11
Количество контрольных сварных соединений, необходимое для аттестации

Приложение 12
Количество контрольных сварных соединений, необходимое для аттестации

Приложение 13
Виды и типы КСС, в зависимости от способа сварки и степени автоматизации сварочного оборудования


Приложение 14
ТРЕБОВАНИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ

Приложение 15
ТРЕБОВАНИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ

Приложение 16
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ

Приложение 17
Иллюстрации к процессу механических испытаний сварных соединений из полимеров
(испытания проводят не ранее, чем через 24 часа после сварки)
|
|
Скорость движения захватов машины: S до 10 мм 50 мм/мин; S более 10 мм 25 мм/мин |
|
|
Относительное удлинение, % |
|
I тип, d > 50 % |
|
|
II тип, 20 < d < 50 % |
|
|
|
III тип, d < 20 % |
|



При D £ 20 мм трубу испытывают целиком
· Из каждого стыка равномерно по периметру трубы вырезают не менее 5 образцов.
· Перед испытанием проводят термостатирование при температуре 23 ± 2 °С, 2 часа.
· Результаты испытания считаются положительными, если не менее 80 % образцов разрушились при d > 350 %, остальные - d > 50 %.
Разрушение по типу III недопустимо (СНиП 3.05.02-88*)
Приложение 18
Область распространения аттестации в зависимости от способа формирования корня шва контрольного сварного соединения

Область распространения аттестации в зависимости от степени автоматизации сварочного оборудования

Приложение 19
Определение области распространения аттестации при сварке КСС из материалов, относящихся к разным группам

ВНИМАНИЕ!
Для всей области распространения действует Примечание к Таблице 10:
Пример определения области распространения аттестации при сварке КСС из материалов, относящихся к разным группам

Область распространения: М02, М11, М01, М02 + М01, М02 + М11
При условии сварки изделий сварочными материалами аустенитного класса.
|
Для получения дополнительно к вышеуказанной области допуска к сварке сталей группы М01, М02 и сталей группы М02 со сталями группы М01 сварочными материалами перлитного класса необходимо при аттестации заварить дополнительно КСС из стали М02 соответствующими сварочными материалами (например электродами ЦЛ-39 или проволокой Св-08ХМФА). |
Приложение 20
Определение области распространения аттестации в зависимости от вида электродного покрытия

Приложение 21
Область распространения аттестации в зависимости от пространственного положения контрольного сварного соединения при сварке плавлением
|
Условия сварки КСС |
Область распространения аттестации |
||||
|
Стыковое соединение СШ (лист) |
Тавровое соединение УШ (лист) |
Стыковое соединение СШ (труба) |
Тавровое соединение УШ (труба) |
||
|
Стыковое соединение СШ (лист) |
Н1 |
Н1 |
Н1, Н2 |
Н1** |
Н2 |
|
Г |
Н1, Г |
Н1, Н2 |
Н1**, Г** |
Н2 |
|
|
В2 |
В2 |
В2 |
- |
- |
|
|
В1 |
Н1, В1 |
Н1, Н2, В1 |
Н1** |
Н2, В1 |
|
|
П1 |
Н1, Г, В1, П1 |
Н1, Н2, В1, П2 |
Н1** |
Н2**, В1**, П2** |
|
|
Тавровое соединение УШ (лист) |
Н1 |
- |
Н1 |
Н1** |
- |
|
Н2 |
- |
Н1, Н2 |
- |
Н2 |
|
|
В2 |
- |
В2 |
- |
- |
|
|
В1 |
- |
Н1, Н2, В1 |
- |
Н2 |
|
|
П2 |
- |
Н1, Н2, В1, П2 |
- |
Н2, П2 |
|
|
Стыковое соединение СШ (труба) |
Н1 |
Н1 |
Н1, Н2 |
Н1 |
Н2 |
|
В2 |
В2 |
В2 |
В2 |
В2 |
|
|
В1 |
Н1, Г, В1, П1 |
Н1, Н2, В1, П2 |
Н1, В1 |
Н2, В1, П2 |
|
|
Г |
Н1, Г, В1, П1 |
Н1, Н2, В1, П2 |
Н1, Г |
Н2 |
|
|
Н45 |
Н1, Г, В1, П1, В2*** |
Н1, Н2, В1, П2, В2*** |
Н1, В1, Г, Н45, В2*** |
Н2, В1, П2, Н45, В2*** |
|
|
Тавровое соединение УШ (труба) |
Н2 |
- |
Н1, Н2 |
- |
Н2 |
|
В2 |
- |
В2 |
- |
В2 |
|
|
В1 |
- |
Н1, Н2, В1, П2 |
- |
Н2, В1, П2 |
|
|
П2 |
- |
Н1, Н2, В1, П2 |
- |
Н2, В1, П2 |
|
|
Н45 |
В2*** |
Н1, Н2, В1, П2, В2*** |
В2*** |
Н2, В1, П2, Н45, В2*** |
|
Обозначения:
** - при диаметре труб более 150 мм;
*** - аттестация при сварке контрольного сварного соединения, выполненного в положении Н45 способом «сверху - вниз», распространяется только на положение В2.
СОДЕРЖАНИЕ