 | Информационная система | |
|
|
УТВЕРЖДАЮЗаместитель руководителя организации п/я Г-4668 ___________ Н.В. Архипов «17» XI 1982 г. |
ОТРАСЛЕВОЙ СТАНДАРТ
|
АРМАТУРА ТРУБОПРОВОДНАЯ. ТЕХНОЛОГИЯ И МЕТОДЫ |
ОСТ 26-07-2047-82Взамен |
Письмом организации от «17» ноября 1982 г. № 11-10-4/1623
НЕСОБЛЮДЕНИЕ СТАНДАРТА ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ
Настоящий стандарт распространяется на затворы трубопроводной арматуры клапанного типа и устанавливает методы крепления уплотнительных колец из фторопласта-4. В затворах, выполненных в соответствии с ОСТ 26-07-1375-82.
1. МАТЕРИАЛЫ И ОБОРУДОВАНИЕ, НЕОБХОДИМЫЕ ДЛЯ КРЕПЛЕНИЯ КОЛЕЦ В ЗАТВОРАХ
1.1. Для очистки и обезжиривания поверхностей уплотнительных колец и золотников должны применяться материалы - моющие жидкости и протирочные ткани, указанные в табл. 1.
Таблица 1
|
Стандарт или технические условия |
Применение материала |
|
|
Бензин ВГ-1 «Галоша» |
Промывка золотника, кольца и рабочих поверхностей оснастки |
|
|
Бензин Б-70 |
||
|
Ацетон |
||
|
Препарат МЛ-51 |
ТУ 84-228-76 |
|
|
Бензин-растворитель для лакокрасочной промышленности |
||
|
Обрезки № 361 |
Протирка золотника, кольца и рабочих поверхностей оснастки |
1.2. Для запрессовки, завальцовки и обжатия следует применять оборудование и специальную оснастку, характеристика и технические требования к которым указаны в табл. 2.
1.3. Метод крепления должен определять разработчик конструкторской документации с учетом выбранного материала, формы и размеров конструкций.
Таблица 2
|
Механическое оборудование и оснастка |
Характеристика и технические требования |
|
|
Завальцовка* |
Токарный станок. Оснастка (черт. 1) |
Станок должен обеспечивать крепление золотниковых узлов диаметром до 300 мм |
|
Запрессовка |
Прессовое оборудование, обеспечивающее усилие до 60 т. Оснастка (черт. 2) |
Допуск параллельности поверхностей плит прессового оборудования - не более 0,25 мм на длину 400 мм |
|
Материал оснастки - сталь термообработанная HRC 30 - 40. |
||
|
Обжатие* |
Прессовое оборудование, обеспечивающее усилие до 60 т. Оснастка (черт. 3) |
Поверхности деталей оснастки, соприкасающиеся с золотником и фторопластовым кольцом должны иметь шероховатость не более 0,40. |
|
Для прижатия уплотнительного кольца и деталей оснастки к золотнику необходимо применение амортизаторов в виде набора тарельчатых пружин, резиновых шайб или механическое прижатие их к плоскости золотника. |
* Крепление уплотнительного кольца обжатием и завальцовкой допускается для золотников, изготовленных из материалов, имеющих предел текучести sт £ 36 и твердость НВ £ 200.
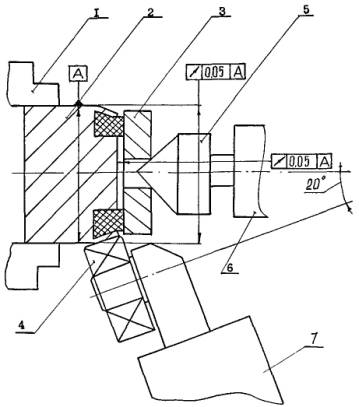
1 - шпиндель; 2 - золотник; 3 - прижимы; 4 - ролик; 5 - вращающийся центр; 6 - скалка; 7 - резцедержатель.
Черт. 1
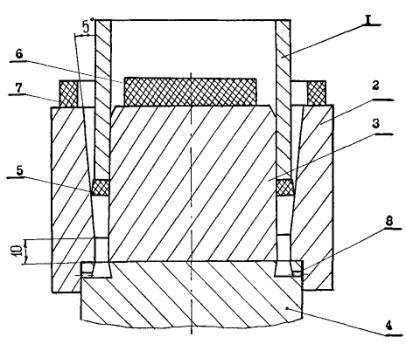
1 - пуансон; 2 - внешняя обойма; 3 - внутренняя обойма; 4 - золотник; 5 - фторопластовое кольцо; 6 - 7 - амортизаторы; 8 - дренажные отверстия.
Черт. 2
* размер обеспеч. инстр.
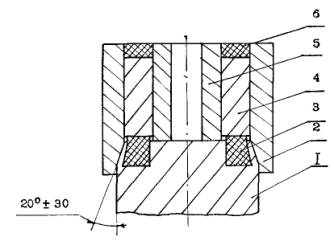
1 - золотник; 2 - обжимка; 3 - уплотнительный элемент; 4 - пуансон; 5 - упор; 6 - амортизатор.
Черт. 3
2. ТЕХНОЛОГИЯ КРЕПЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ
2.1. Завальцовка
2.1.1. Завальцовку фторопластовых колец производить в следующей последовательности:
а) проверить фторопластовое кольцо и паз золотника на отсутствие забоин, заусенцев, стружки и загрязнений;
б) рабочие поверхности оснастки, паз золотника и фторопластовое кольцо тщательно протереть тканью, смоченной моющей жидкостью, указанной в табл. 1, и просушить;
в) закрепить золотник в патроне или специальной оснастке;
г) установить в задней бабке токарного станка вращающийся центр (вращающийся прижим);
д) уложить фторопластовое кольцо в паз золотника и прижать через прижим вращающимся центром (вращающимся прижимом);
е) установить ролик оснастки в резцедержателе станка (черт. 1);
ж) произвести завальцовку, обеспечив режимы:
линейная скорость в точке вальцевания 50 м/мин;
подача ролика 0,1 ÷ 0,5 мм/мин.
2.2. Запрессовка
2.2.1. Произвести подготовку оснастки, золотника и фторопластового кольца и запрессовке в соответствии с п. 2.1.1, а) и б).
2.2.2. Собрать оснастку с золотником, уложить в нее фторопластовое кольцо (черт. 2).
2.2.3. Запрессовать кольцо усилием, соответствующим удельной нагрузке на уплотнительное кольцо 1000 - 1500 кг/см2.
2.2.4. Обеспечить выдержку под давлением не менее 5 мин.
2.3. Обжатие
2.3.1. Произвести подготовку оснастки, золотника и фторопластового кольца к обжатию в соответствии с п. 2.1.1, а) и б).
2.3.2. Уложить фторопластовое кольцо в паз золотника, собрав оснастке золотником.
2.3.3. Произвести обжатие кромки золотника до упора (черт. 3). Усилие G пресса устанавливается в соответствии с графиком зависимости усилия обжатия от условного прохода (черт. 4).
2.4. Крепление с помощью резьбового соединения
2.4.1. Крепление с помощью резьбового соединения осуществляется с помощью гайки и шайбы (черт. 5). Допускается для Ду свыше 50 мм крепление уплотнительного кольца четырьмя болтами (черт. 6).
2.4.2. Допускается применение дополнительной пружинной шайбы по ГОСТ 6402-70.
2.5. Требования безопасности при выполнении работ по креплению уплотнительных колец в соответствии с ГОСТ 12.2.003-74 и ГОСТ 12.2.061-81.
3. КОНТРОЛЬ КАЧЕСТВА КРЕПЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ
3.1. При внешнем осмотре золотника не допускается:
а) расслоение фторопласта в месте выступания фторопласта из золотника;
б) неравномерное выступание фторопласта из металла золотника;
в) наличие трещин на поверхности золотника в зоне деформации металла при обжатии или завальцовке;
г) отклонение угла наклона обжатой (завальцованной) кромки металла и ее высоты от заданных по ОСТ 26-07-1375-82;
д) на поверхности уплотнения наличие посторонних включений, трещин, сколов, поперечных рисок и вмятин, глубиной превышающих припуск на последующую механическую обработку.
График зависимости усилия обжатия от условного прохода
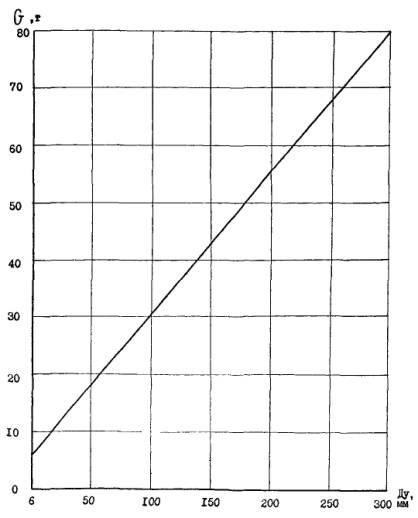
Черт. 4
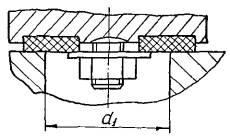
Черт. 5

Черт. 6
3.2. При запрессовке колец дренажные отверстия должны быть заполнены фторопластом-4 на глубину не менее 0,5 мм.
3.3. Контроль качества крепления следует производить замером высоты обжатия (завальцовки) уса золотника и его угла.
3.5. Окончательный контроль качества крепления производится при испытании изделия в сборе на герметичность в соответствии с технической документацией.
«ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ».
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ОСТ 26-07-1375-82 |
С. 2 п. 3.1. |
|
ТУ 84-228-76 |
СОДЕРЖАНИЕ
|
1. Материалы и оборудование, необходимые для крепления колец в затворах. 1 |