 | Информационная система | |
Федеральный
надзор России по ядерной
и радиационной безопасности
(Госатомнадзор России)
РУКОВОДСТВА ПО БЕЗОПАСНОСТИ
УНИФИЦИРОВАННЫЕ МЕТОДИКИ
КОНТРОЛЯ
ОСНОВНЫХ МАТЕРИАЛОВ (ПОЛУФАБРИКАТОВ),
СВАРНЫХ СОЕДИНЕНИЙ И НАПЛАВКИ
ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АЭУ
Магнитопорошковый контроль
ПНАЭ Г-7-015-89
Введены в действие
с 1 июля 1990 г.
Москва
Обязательны для всех министерств, ведомств, организаций и предприятий, осуществляющих проектирование, конструирование, изготовление, монтаж и эксплуатацию оборудования и трубопроводов атомных энергетических установок.
Методики распространяются на сварные соединения и наплавки оборудования и трубопроводов АЭУ, контролируемые в соответствии с требованиями документа «Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля» (ПНАЭ Г-7-010-89) и на основные материалы (полуфабрикаты), контролируемые в соответствии с требованиями стандартов и технических условий.
Методики устанавливают требования к проведению контроля, уровень чувствительности, виды и способы намагничивания, а также требования к средствам и организации контроля.
Данные методики разработаны в соответствии с ГОСТ 21105-87.
СОДЕРЖАНИЕ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Магнитопорошковый метод неразрушающего контроля основан на обнаружении с помощью ферромагнитных частиц магнитных полей рассеяния, возникающих над поверхностными и подповерхностными несплошностями металла контролируемого объекта при его намагничивании.
Метод предназначен для выявления несплошности металла (трещин, закатов, непроваров, включений, флокенов и т.п.) изделий и ферромагнитных материалов с относительной магнитной проницаемостью не менее 40. Метод не гарантирует выявление несплошностей, плоскости которых параллельны контролируемой поверхности или составляют с ней и направлением намагничивающего поля угол менее 30°.
1.2. Магнитопорошковый метод позволяет контролировать полуфабрикаты, изделия, сварные соединения и наплавки любых размеров и форм.
Необходимым условием для проведения магнитопорошкового контроля является наличие доступа к контролируемой поверхности, достаточного для подвода намагничивающих устройств, нанесения индикаторных средств и визуального ее осмотра.
1.2.1. Проведение контроля в вечернее и ночное время снижает внимание дефектоскописта.
1.3. Чувствительность магнитопорошкового метода определяется следующими характеристиками:
• магнитной индукцией B;
• остаточной магнитной индукцией Вr;
• коэрцитивной силой Нc;
• шероховатостью контролируемой поверхности;
• формой и размером контролируемого объекта;
• напряженностью намагничивающего поля;
• толщиной немагнитных покрытий;
• ориентацией намагничивающего поля по отношению к плоскости несплошности металла;
• качеством дефектоскопических средств;
• освещенностью контролируемой поверхности.
1.4. В зависимости от размеров выявляемых поверхностных несплошностей устанавливаются три условных уровня чувствительности, определяемых минимальной шириной и протяженностью условного дефекта. При этом под условным дефектом понимается поверхностный дефект в форме плоской щели с параллельными стенками, ориентированный перпендикулярно к контролируемой поверхности и направлению магнитного поля, и с соотношением глубины к ширине, равным 10.
1.5. Условные уровни чувствительности в зависимости от размеров условных дефектов и шероховатости контролируемой поверхности приведены в табл. 1.
1.6. Необходимость и объем магнитопорошкового контроля, а также нормы оценки качества и уровень чувствительности при контроле полуфабрикатов и основного металла изделий должны соответствовать установленным стандартам (техническим условиям) на полуфабрикаты и (или) конструкторской документации на изделие, а при контроле сварных соединений и наплавок - требованиям документа «Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля» ПНАЭ Г-7-010-89.
|
Минимальная ширина раскрытия условного дефекта, мкм (не более) |
Минимальная протяженность условного дефекта, мм |
Шероховатость контролируемой поверхности Ra, мкм (не более) |
|
|
А |
2,0 |
0,5 |
2,5 |
|
Б |
10,0 |
0,5 |
10,0 |
|
В |
25,0 |
0,5 |
10,0 |
1.7. Контролю магнитопорошковым методом подлежат поверхности изделий (полуфабрикатов), определенные в соответствии с требованиями действующей нормативно-технической документации для сварных соединений и наплавки в соответствии с требованиями ПНАЭ Г-7-010-89.
1.8. Магнитопорошковый контроль проводится по технологическим картам контроля, в которых указываются как минимум следующие сведения:
• номер документа, по которому проводится контроль;
• обозначение типов (групп) контролируемых полуфабрикатов, изделий или сварных соединений и наплавок с указанием в необходимых случаях номера чертежей изделия и стадии для проведения контроля;
• наименование изделия;
• объем контроля;
• эскиз детали с указанием габаритных размеров (при необходимости);
• размеры, расположение контролируемых участков и зоны перекрытия участков;
• условный уровень чувствительности;
• шероховатость контролируемой поверхности;
• вид и способ намагничивания;
• значение намагничивающего тока или напряженности магнитного поля;
• средства контроля (аппаратура, материалы);
• освещенность контролируемой поверхности;
• нормы оценки качества;
• необходимость размагничивания.
1.9. При применении новых методических и аппаратурных решений с учетом специфики контролируемого объекта допускается разработка другого документа, составленного с учетом настоящей методики и согласованного с головной материаловедческой организацией.
2. АППАРАТУРА ДЛЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
2.1. Для контроля магнитопорошковым методом используется следующая аппаратура:
• универсальные (стационарные, передвижные, переносные) и специализированные магнитопорошковые дефектоскопы;
• источники освещения контролируемой поверхности;
• приборы для измерения величины напряженности намагничивающего поля и (или) тока с погрешностью измерения не более 10 %, концентрации магнитной суспензии, освещенности и облученности контролируемой поверхности;
• размагничивающие устройства и приборы для оценки уровня размагниченности;
• контрольные образцы;
• другая вспомогательная аппаратура и средства контроля.
2.2. Магнитопорошковые дефектоскопы должны обеспечивать возможность создания напряженности магнитного поля на поверхности контролируемого объекта, определяемой по пп. 4.3.4 и 4.3.6.
2.3. Дефектоскопы, в которых намагничивание изделий осуществляется переменным, выпрямленным или импульсным токами, при контроле способом остаточной намагниченности должны обеспечивать выключение тока в момент времени, при котором значение остаточной индукции составляет не менее 0,9 ее максимального значения для данного материала при выбранном режиме.
2.4. Допускается применение специализированной аппаратуры и других средств контроля, в том числе и иностранных фирм, при условии соблюдения техники безопасности и требований к контролю по настоящей методике. Применение их должно быть согласовано с головной отраслевой материаловедческой организацией.
2.5. Измерительные приборы, применяемые при контроле, подлежат периодической поверке службами метрологии и стандартизации в установленном на предприятии порядке.
3. ДЕФЕКТОСКОПИЧЕСКИЕ МАТЕРИАЛЫ
3.1. В качестве индикаторов несплошностей при магнитопорошковой дефектоскопии используются черные или цветные магнитные, магнитолюминесцентные порошки или их суспензии со следующими диапазонами зернистости:
для суспензии - не более 50 мкм;
для сухого способа - не более 150 мкм.
3.2. Каждая партия материалов для дефектоскопии должна быть проконтролирована на:
• наличие на каждом упаковочном месте (пачке, коробке, емкости) этикеток (сертификатов и др. сведений) с проверкой полноты приведенных в них данных и соответствия этих данных требованиям стандартов или техническим условиям на контролируемые материалы, а также требованиям настоящего методического документа;
• отсутствие повреждений упаковки или самих материалов;
• действие срока годности.
Допускается входной контроль качества (выявляющей способности) магнитных порошков проводить с помощью прибора АКС-1С (анализатора концентрации суспензии) по методике, разработанной головной отраслевой организацией.
3.3. Нормы расхода материалов устанавливаются предприятием - производителем работ.
3.4. При приготовлении магнитных суспензий содержание черного, цветного или люминесцентного порошков в дисперсной среде должно соответствовать рекомендации производителя порошка, указанной в руководстве по его применению. В случае отсутствия рекомендации производителя порошка содержание магнитного порошка в 1 л дисперсионной среды должно составлять: черного - 25 ± 5 г, магнитолюминесцентного - 4 ± 1 г. Составы магнитных суспензий приведены в рекомендуемом приложении 1.
3.5. В качестве дисперсионной среды для приготовления магнитных суспензий применяются: вода, керосин, масло и смесь керосина с маслом.
При использовании магнитолюминесцентного порошка дисперсионная среда не должна гасить люминесценцию индикатора и создавать дополнительный люминесцирующий фон, затрудняющий расшифровку индикаций.
В состав водных магнитных суспензий должны входить поверхностно-активные, антикоррозионные и антивспенивающие компоненты.
3.6. Вязкость дисперсной среды суспензии не должна превышать 36 · 10-6 м2/с (36 сСт) при температуре контроля. При вязкости носителя выше 10 · 10-6 м2/с (10 сСт) в производственно-технологической документации должно быть указано время отекания основной массы суспензии, после которого допустим осмотр изделия.
3.7. Водную магнитную суспензию необходимо оберегать от масла, которое вызывает коагуляцию магнитного порошка, что снижает ее чувствительность к выявлению несплошностей.
3.8. Концентрация магнитной суспензии при неодноразовом использовании проверяется перед проведением контроля прибором АКС-1С или ему аналогичным.
3.9. Качество готовой магнитной суспензии перед проведением контроля проверяется на контрольном образце с несплошностями, удовлетворяющими заданному уровню чувствительности контроля.
Методика изготовления и аттестации контрольных образцов приведена в приложении 2.
3.9.1. Допускается применение импортных контрольных образцов и индикаторов поля по согласованию с головной материаловедческой организацией.
3.9.2. Контрольные образцы изготавливаются на предприятиях, их использующих, или в централизованном порядке. При этом допускается использование контрольных образцов с естественными дефектами. Каждый контрольный образец должен быть замаркирован порядковым номером.
3.9.3. К контрольному образцу прилагается паспорт, который должен содержать:
• фотографию образца с выявленными несплошностями;
• материал образца;
• размеры несплошностей (ширина раскрытия, глубина, длина);
• заключение об уровне чувствительности;
• режим намагничивания;
• результаты переаттестации;
• условия хранения;
• подпись руководителей службы неразрушающего контроля и метрологии.
Форма паспорта указана в рекомендуемом приложении 3.
Форма и содержание паспортов на импортные контрольные образцы и индикаторы поля согласовываются с головной материаловедческой организацией.
3.9.4. Переаттестация контрольных образцов должна проводиться ежегодно. Результаты проверки образцов заносятся в паспорт.
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. Перед проведением магнитопорошкового контроля необходимо:
• подготовить поверхность и оценить ее пригодность к контролю;
• проверить работоспособность дефектоскопа;
• проверить качество дефектоскопических материалов.
4.1.1. Поверхность, подлежащая контролю, должна быть очищена от шлака, окалины и других загрязнений, мешающих проведению магнитопорошкового контроля. При этом ширина контролируемой зоны сварных соединений принимается согласно нормативно-техническому документу ПНАЭ Г-7-010-89.
4.1.2. Выявленные при визуальном осмотре дефекты должны быть устранены до проведения магнитопорошкового контроля. Шероховатость контролируемой поверхности должна соответствовать значениям, указанным в табл. 1.
4.1.3. Подготовка поверхности и устранение дефектов по пп. 4.1.1 и 4.1.2 в обязанности дефектоскопистов не входит.
4.1.4. Магнитопорошковый контроль допускается проводить на объектах после нанесения немагнитного покрытия (например, оксидирования, цинкования, хромирования, кадмирования, окраски), если толщина покрытия не превышает 20 мкм.
4.1.5. Поверхность, подлежащая контролю и имеющая следы масла или жирсодержащих суспензий, обезжиривается, если контроль проводится с использованием водной магнитной суспензии, и дополнительно просушивается, если контроль проводится сухим способом. При необходимости (например, для объекта контроля с темной поверхностью) наносится контрастное покрытие толщиной до 20 мкм.
4.1.6. Проверка работоспособности дефектоскопов и качества дефектоскопических материалов осуществляется перед началом смены с помощью измерителей напряженности поля и (или) тока, контрольных образцов и приборов для измерения концентрации суспензии в соответствии с п. 3.8.
4.2. При проведении магнитопорошкового контроля выполняются следующие операции:
• выбор способа и режима контроля;
• намагничивание объекта контроля;
• нанесение магнитного индикатора;
• оценка результатов контроля;
• отметка дефектного места;
• размагничивание объекта контроля (при необходимости).
4.3. Выбор способа и режима контроля.
4.3.1. Выбор способа и режима магнитопорошкового контроля проводится в зависимости от магнитных свойств контролируемого металла и требуемой чувствительности. Магнитопорошковый контроль осуществляется способом остаточной намагниченности или способом приложенного поля.
4.3.2. Для оценки возможности применения способа остаточной намагниченности следует пользоваться графиком определения способа контроля, приведенным на рис. 1.
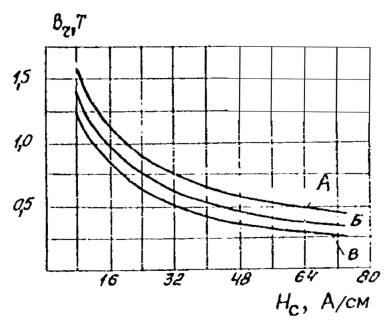
Рис. 1. График определения способа контроля:
А, Б, В - условные уровни чувствительности
Требуемый уровень чувствительности при контроле способом остаточной намагниченности определяется по известным магнитным характеристикам материала объекта контроля (коэрцитивной силе Hc, остаточной индукции Br) и кривым А, Б и В, соответствующим условным уровням чувствительности. При этом контроль способом остаточной намагниченности с требуемой чувствительностью возможен в том случае, если остаточная индукция материала при заданном значении коэрцитивной силы равна или больше значения остаточной индукции, определенной на соответствующей кривой.
4.3.3. При невозможности использования способа остаточной намагниченности и при необходимости проведения контроля с более высоким уровнем чувствительности следует применять способ приложенного поля.
4.3.4. Напряженность магнитного поля при контроле способом остаточной намагниченности определяется с учетом достижения магнитного технического насыщения материала изделия. Значения напряженности поля насыщения основных марок сталей приведены в приложении
4.3.5. Контроль магнитомягких материалов, коэрцитивная сила которых Hc > 10 А/см, проводится только способом приложенного поля. Для контроля материалов, коэрцитивная сила которых Hc > 10 А/см и остаточная магнитная индукция Br > 0,5 Т, могут применяться оба способа.
4.3.6. При контроле способом приложенного поля напряженность магнитного поля, необходимая для обеспечения требуемого уровня чувствительности, определяется исходя из коэрцитивной силы Hc материала объекта контроля по кривым, соответствующим условным уровням чувствительности А, Б, В (рис. 2), или рассчитывается по формулам:
42 + 1,3Hc; 20 + 1,1Hc; 15 + 1,1Hc соответственно.
Значения коэрцитивной силы основных марок сталей приведены в рекомендуемом приложении 4.
4.3.7. Значения напряженности магнитного поля могут быть уточнены экспериментально при контроле конкретных изделий.
4.4. Намагничивание объекта контроля.
4.4.1. Намагничивание контролируемого объекта может проводиться циркулярным, продольным (полюсным) или комбинированным видами с использованием переменного, выпрямленного и импульсного тока или магнитного поля. Виды, способы и схемы намагничивания приведены в табл. 2.
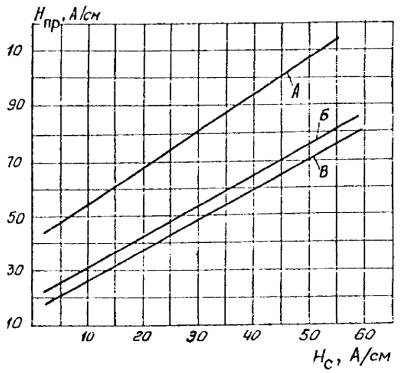
Рис. 2. Зависимость напряженности приложенного магнитного поля от коэрцитивной силы контролируемого материала: А, Б, В - условные уровни чувствительности
Циркуляционный вид намагничивания осуществляется путем пропускания тока через контролируемый объект или его участки, или через токопроводящий проводник, помещенный в отверстие объекта контроля.
Продольный (полюсный) вид намагничивания осуществляется путем помещения контролируемого объекта или его участков в магнитное поле постоянного магнита, электромагнита или соленоида.
Комбинированный вид намагничивания при контроле осуществляется путем наложения двух ортогонально направленных токов или магнитных полей одновременно способом приложенного поля.
4.4.2. Расчет тока при циркулярном намагничивании можно проводить по формулам, приведенным в рекомендуемом приложении 5.
|
Способ намагничивания |
Схема намагничивания |
|
|
Циркулярное |
Пропускание тока по изделию, его участку или через токопроводящий проводник |
|
|
Продольное (полюсное) |
Пропускание магнитного потока по изделию или его участку с помощью магнита, электромагнита или соленоида |
|
|
Комбинированное |
Пропускание по изделию или его участку тока или магнитного потока в двух ортогональных направлениях |
|
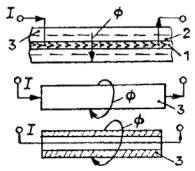
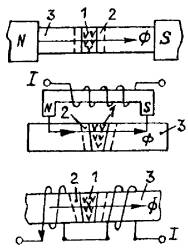

Примечание. 1 - сварной шов; 2 - околошовная зона; 3 - основной металл; Ф - магнитный поток; I - намагничивающий ток. Схемы намагничивания, приведенные для сварного соединения, справедливы и для основного материала.
Для уменьшения нагрева контролируемого объекта рекомендуется применять прерывистый режим намагничивания длительностью от 0,1 до 3,0 с с перерывами между циклами намагничивания до 5 с.
4.4.3. Для выявления различно ориентированных несплошностей намагничивание каждого контролируемого участка проводится в двух направлениях, угол между которыми составляет от 70 до 90°. Расстояние l между электродами при циркулярном намагничивании должно быть от 75 до 250 мм. При этом ширина C контролируемого участка должна быть не более 0,6l.
4.4.4. С целью исключения пропуска несплошностей в местах стыковки контролируемых участков каждый последующий намагничиваемый участок должен перекрывать предыдущий на ширину не менее 20 мм при циркулярном и не менее 30 мм при полюсном намагничивании.
4.4.5. При циркулярном намагничивании способом пропускания тока через контролируемый объект с целью предупреждения прижогов рекомендуется:
• использовать наконечники или прокладки из металла с низкой температурой плавления (свинца, цинка, сплава алюминия и цинка и др.);
• периодически зачищать наконечники электроконтактов, не допуская их почернения;
• включать и выключать ток только при надежном электрическом контакте электрода намагничивающего устройства с объектом контроля.
4.4.6. При контроле изделий в продольном магнитном поле, в разомкнутой магнитной цепи необходимо учитывать влияние на чувствительность контроля размагничивающего фактора, связанного с формой изделия, особенно для изделий, имеющих отношение длины к эквивалентному диаметру меньше 5. В этом случае необходимо:
• составлять контролируемые изделия в цепочку;
• применять удлинительные наконечники;
• применять переменный или импульсный ток намагничивания.
4.5. Нанесение магнитного индикатора.
4.5.1. Магнитный индикатор на контролируемую намагниченную поверхность наносится сухим или мокрым способом в виде порошка или суспензии соответственно.
4.5.2. При сухом способе магнитный порошок напыляется на контролируемую поверхность с одновременным удалением его с бездефектной поверхности слабым потоком воздуха или другим способом.
4.5.3. При мокром способе магнитная суспензия наносится на контролируемую поверхность путем погружения в ванну, распыления или полива слабой струёй, не смывающей осевший порошок над несплошностью, с обязательным отеканием ее с поверхности. Для отекания магнитной суспензии поверхность должна быть наклонена.
4.5.4. Магнитный индикатор на контролируемую поверхность при контроле способом приложенного поля наносится одновременно с намагничиванием объекта контроля. Намагничивание прекращается после отекания с контролируемой поверхности основной массы суспензии. При этом под отеканием основной массы суспензии понимается состояние, при котором дальнейшее отекание не изменяет картины отложения порошка над дефектом. Осмотр контролируемой поверхности проводится после прекращения намагничивания.
4.5.5. Наносится магнитный индикатор на контролируемую поверхность при контроле способом остаточной намагниченности после снятия намагничивающего поля, но не позднее чем через 1 ч. Осмотр контролируемой поверхности проводится после отекания основной массы суспензии.
4.5.6. При контроле коротких изделий в продольном поле разомкнутой магнитной цепи, согласно п. 4.4.6, магнитный индикатор наносится до разъема объектов контроля. Осмотр допускается проводить по отдельности, после отекания основной массы суспензии.
4.5.7. В зависимости от цвета (фона) контролируемой поверхности следует применять магнитные порошки, создающие наибольшую контрастность изображения несплошностей.
4.6. Оценка результатов контроля.
4.6.1. Результаты контроля оцениваются по наличию на контролируемой поверхности индикаторного следа в виде четкого плотного валика магнитного порошка, видимого невооруженным глазом или с использованием лупы до 7-кратного увеличения и воспроизводимого каждый раз при повторном нанесении магнитной суспензии или порошка, без учета принадлежности его к поверхностной или подповерхностной несплошности. При этом длина индикаторного следа линейной несплошности равна протяженности выявленной несплошности.
4.6.2. Каждая выявленная несплошность должна быть отмечена краской, цветным карандашом или другими способами.
4.6.3. Освещенность контролируемой поверхности при использовании черных и цветных магнитных порошков должна быть не менее 1000 лк. При этом следует применять комбинированное освещение (общее и местное).
При проведении контроля в затемненном помещении с использованием люминесцентных порошков ультрафиолетовая облученность контролируемой поверхности должна быть не менее 1500 мкВт/см 2 (150 отн. ед. по ГОСТ 18442-80).
Длина волны ультрафиолетового излучения должна быть в диапазоне от 315 до 400 нм.
4.6.4. К ложным индикаторным следам относятся:
• индикации, вызванные контактом с другим ферромагнитным материалом или магнитом, исчезающие после размагничивания;
• размытые нечеткие индикации, вызванные переходом одного сечения изделия к другому;
• размытые нечеткие индикации, вызванные местными изменениями магнитных свойств металла (например, по границам сварных швов);
• индикации в виде широких групп мелких и параллельных осаждений порошка, вызванные избыточным намагничивающим полем.
4.7. Размагничивание.
4.7.1. Необходимость размагничивания, проверка степени размагничивания, а также допустимая норма остаточной намагниченности каждого объекта контроля устанавливаются производственно-технологической документацией на контроль.
4.7.2. Размагничивание осуществляют путем воздействия на деталь знакопеременного магнитного поля с убывающей от начального значения до нуля амплитудой. Размагничивающее поле может быть переменным (промышленной или низкой частоты), постоянным (выпрямленным импульсным), меняющейся полярности и с разной частотой коммутации.
4.7.3. Напряженность начального размагничивающего поля должна быть не менее величины намагничивающего поля, а в случае отсутствия данных о начальном намагничивающем поле - не менее пяти значений коэрцитивной силы материала изделия.
4.7.4. Размагничивание массивных изделий целесообразно проводить по участкам с помощью электромагнитов, плоских катушек, гибкого кабеля, используя при необходимости следующие приемы:
• многократное (повторное) размагничивание изделия или его участка;
• увеличение времени процесса размагничивания до 30 - 60 с;
• уменьшение частоты магнитного переменного поля;
• вращение объекта контроля в различных плоскостях относительно размагничивающего поля.
4.7.5. При размагничивании коротких объектов контроля, имеющих малое (менее 5) отношение длины к толщине, следует располагать цепочкой или использовать удлинители с целью снижения размагничивающего фактора. Источники размагничивающего поля необходимо размещать таким образом, чтобы ось объекта контроля (особенно длинных деталей) была ориентирована с запада на восток для снижения подмагничивающего поля Земли.
4.7.6. Степень размагничивания определяется с помощью измерителей или градиентометров магнитных полей, например, типа ФП-1, ПКР-1, МФ-22Ф и т.п. с аналогичными характеристиками.
Качественную (ориентировочную) оценку степени размагничивания проводят по притяжению к размагниченному изделию малых ферромагнитных масс, по отклонению стрелки компаса и др.
5. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОКУМЕНТАЦИИ
5.1. Отчетная документация (заключение, протокол) по результатам магнитопорошкового контроля сварных соединений оформляется в соответствии с требованиями ПНАЭ Г-7-010-89.
В отчетной документации по результатам магнитопорошкового контроля указывается:
• наименование предприятия, проводившего контроль;
• наименование, шифр или обозначение изделия;
• номер чертежа;
• категория сварного соединения;
• объем контроля;
• тип прибора и дефектоскопические средства, используемые для контроля;
• дата проведения контроля;
• фамилия и инициалы контролеров, проводивших контроль, с указанием номеров их удостоверений (для контролеров, имеющих личные клейма, допускается фиксация только номеров клейм);
• сведения о выявленных дефектах, их координатах, исправлениях и результатах последующего контроля;
• окончательное заключение о результатах контроля.
5.1.1. Заключение (протокол) по результатам контроля подписывается руководителями службы неразрушающего контроля предприятия, проводившего контроль.
5.2. Результаты магнитопорошкового контроля должны регистрироваться в журнале организацией, проводившей контроль. В журнале необходимо указать сведения, изложенные в п. 5.1, со следующими дополнениями:
• номер или наименование технологической карты;
• уровень чувствительности, величина тока или поля намагничивания;
• минимальная освещенность, облученность контролируемой поверхности.
5.3. Требования к отчетной документации для сварных соединений справедливы и для основных материалов (полуфабрикатов).
5.4. Форма журнала устанавливается предприятием, осуществляющим контроль.
5.5. Журнал должен иметь сквозную нумерацию страниц, быть прошнурован и скреплен подписью руководителя службы неразрушающего контроля. Исправления должны быть подтверждены подписью руководителя службы неразрушающего контроля.
Журнал должен храниться на предприятии в архиве службы неразрушающего контроля не менее 5 лет.
5.6. Журнал и заключение могут быть дополнены и другими сведениями, предусмотренными системой, принятой на предприятии.
6. ТРЕБОВАНИЯ К УЧАСТКУ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
6.1. Участок должен быть оснащен оборудованием, необходимым для обеспечения выполнения контроля, и расположен вдали от ярких источников света и установок, загрязняющих воздух промышленной пылью.
6.2. На участке кроме общего освещения должно быть предусмотрено местное освещение контролируемых поверхностей. Освещенность контролируемой поверхности должна соответствовать требованиям п. 4.6.3 методики.
6.3. Во время проведения магнитопорошкового контроля не должны проводиться сварочно-зачистные работы на расстоянии ближе 5 м от рабочей зоны контроля.
6.4. На участке контроля следует предусматривать:
• подводку трехфазной сети переменного тока частотой 50 Гц, напряжением 380/220 В, а также однофазной сети переменного тока для переносных светильников напряжением 12, 24 или 36 В;
• заземляющую шину;
• мостики, подставки с ограждением, обеспечивающие удобный доступ дефектоскописта к контролируемой поверхности;
• поддоны для сбора отработанной магнитной суспензии;
• шкафы для хранения переносных дефектоскопов, контрольных образцов, дефектоскопических материалов и других средств контроля;
• подводку воды (горячей и холодной);
• подводку сжатого воздуха с редуктором и фильтром от маслосодержащих примесей;
• ванны для магнитной суспензии;
• закрывающиеся металлические ящики для использования обтирочных материалов.
6.5. Участок должен быть укомплектован:
• контрольными образцами с паспортом (не менее одного на дефектоскоп) и дефектограммами с видами индикаторных следов характерных дефектов;
• набором необходимого слесарного инструмента, лупами, цветными карандашами и мелками для разметки контролируемой поверхности и фиксации дефектов;
• дефектоскопическими обтирочными материалами.
6.6. Допускается проводить контроль магнитопорошковым методом на производственных (и монтажных) участках при условии полного соблюдения методики проведения контроля и требований техники безопасности.
7. АТТЕСТАЦИЯ КОНТРОЛЕРОВ
К проведению магнитопорошкового контроля сварных соединений и наплавки оборудования и трубопроводов АЭУ допускаются контролеры, аттестованные в соответствии с требованиями ПНАЭ Г-7-010-89; к проведению магнитопорошкового контроля основного металла (полуфабрикатов) допускаются контролеры, аттестованные в порядке, аналогичном изложенному в документе ПНАЭ Г-7-010-89.
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
При проведении магнитопорошкового контроля должны соблюдаться правила технической эксплуатации электроустановок и требования техники безопасности в соответствии с ГОСТ 12 3.002-75.
ПРИЛОЖЕНИЕ 1
(рекомендуемое)
СОСТАВЫ МАГНИТНЫХ СУСПЕНЗИЙ
Состав 1:
Порошок магнитный черный, ТУ 6-14-1009-79.................. 25 ± 5 г
Хромпик калиевый К2С2О7, ГОСТ 4220-75.......................... 5 ± 1 г
Сода кальцинированная, ГОСТ 5100-73.............................. 10 ± 1 г
Вещество «Сульфанол», ТУ 6-01-1043-79............................ 2 ± 0,5 г
Вода водопроводная, ГОСТ 2874-73..................................... До 1000 мл
Состав 2:
Порошок магний черный, ТУ 6-14-1009-79......................... 25 ± 5 г
Нитрит натрия, ГОСТ 19906-74............................................ 15 ± 2 г
Вещество «Сульфанол», ТУ 6-01-1043-79............................ 2 ± 1 г
Вода водопроводная, ГОСТ 2874-73..................................... До 1000 мл
Состав 3:
Порошок магнитный черный, ТУ 6-14-1009-79.................. 25 ± 5 г
Мыло хозяйственное.............................................................. 1 ± 0,5 г
Сода кальцинированная, ГОСТ 5100-73.............................. 12 ± 2 г
Вода водопроводная, ГОСТ 2874-73..................................... До 1000 мл
Состав 4:
Порошок магнитный черный, ТУ 6-14-1009-79.................. 25 ± 5 г
Керосин осветительный, ОСТ 38.01-407-86........................ 500 мл
Масло трансформаторное, ГОСТ 982-80............................. 500 мл
Состав 5:
Порошок магнитный черный, ТУ 6-14-1009-79.................. 25 ± 5 г
Масло нелюминесцирующее (марки РМ)............................ До 1000 мл
Состав 6:
Порошок магнитный черный, ТУ 6-14-1009-79.................. 25 ± 5 г
Паста (присадка) МК-1, МК-2, ТУ 6-14-26-363-81............. 28 г
Вода водопроводная, ГОСТ 2874-73..................................... 1000 мл
Состав 7:
Концентрат магнитной суспензии «Диагма»,
ТУ 88УССР 191.017.86........................................................... 45 ± 5 г
Вода водопроводная, ГОСТ 2874-73..................................... 1000 мл
Примечания:
1. В водных суспензиях вместо вещества «Сульфанол» можно использовать вещество вспомогательное ОП-7 (ОП-10), ГОСТ 8433-81 в количественном отношении 5 ± 1 г на 1 л суспензии.
2. Для получения однородной по составу суспензии необходимо вначале все компоненты тщательно смешать с небольшим количеством воды, после чего, не прекращая перемешивания, довести ее объем до требуемого.
3. Способ приготовления мыльно-водной суспензии (состав 3) осуществляется в следующем порядке: мелко измельченное (наструганное) мыло хозяйственное в количестве 1 ± 0,5 г растворить в 100 мл горячей воды (при Т = 50 ÷ 60 °C). Полученный раствор перелить в содовый раствор с последующим добавлением недостающего количества воды.
Магнитный порошок вначале тщательно перемешивается с небольшим количеством полученного раствора, а затем добавляют оставшуюся жидкость до полного объема.
4. При магнитно-люминесцетном контроле в составах 1, 3, 5 и 6 вместо черного магнитного порошка применяются магнитно-люминесцентные порошки (Люмагпор-3Б, ТУ 6-5020-82 или Люмагпор-5, ТУ 6-09-26-438-83) в количественном отношении 4 ± 1 г на 1 л суспензии.
5. Вязкость дисперсионной среды состава 5, содержащего масло трансформаторное, ГОСТ 982-80, при температуре окружающей среды 20 °C не превышает 30 · 10-6 м2/с (до 30 сСт).
Вязкость дисперсионной среды, содержащей керосин, воду, не превышает 3 · 10-6 м2/с (3 сСт) при температуре окружающей среды 20 °C.
6. Пасту МК-1, МК-2, черный и магнитно-люминесцентный порошки изготавливает химкомбинат ПО «Краситель» по адресу: 349870, г. Рубежное Ворошиловградской области, пл. Химиков, 2.
Разработчик пасты «Диагма» ВИАМ по адресу: 107005, г. Москва, ВИАМ, заместитель начальника А.Ф. Петраков.
В состав пасты «Диагма» входит черный магнитный порошок.
Вещество «Сульфанол» выпускает Сумгаитское ПО «Химпром».
ПРИЛОЖЕНИЕ 2
(рекомендуемое)
МЕТОДИКА ИЗГОТОВЛЕНИЯ И АТТЕСТАЦИИ КОНТРОЛЬНЫХ ОБРАЗЦОВ
1. Контрольный образец изготавливается из высокохромистых сталей с содержанием хрома 10 - 15 % длиной 110 ± 10 мм, шириной 20 ± 1 мм и толщиной 4 - 5 мм.
2. После предварительной механической обработки образец шлифуется на глубину 0,2 - 0,3 мм с шероховатостью поверхности Ra не более 1,6 мкм и азотируется.
3. Азотирование образца проводится в атмосфере аммиака в два этапа:
• при температуре 540 ± 15 °C с выдержкой при этой температуре 20 ± 1 ч со степенью диссоциации аммиака 30 ± 3 %;
• при температуре 580 ± 15 °C с выдержкой при этой температуре 20 ± 1 ч со степенью диссоциации аммиака 60 ± 3 %.
Охлаждается образец в печи в атмосфере аммиака до 200 °C с последующей выдержкой на воздухе.
4. После азотирования рабочие (широкие) поверхности образцов шлифуются на глубину не более 0,05 мм (с обильным охлаждением) до шероховатости, указанной в табл. 1, в зависимости от требуемого уровня чувствительности.
5. Толщина азотированного слоя измеряется с помощью металломикроскопа на приготовленном микрошлифе.
6. Для получения искусственных трещин образец устанавливается на две опоры стола винтового пресса и через призму плавно изгибается до появления характерного хруста, свидетельствующего о разрушении азотированного слоя. Глубина образовавшихся трещин принимается равной толщине азотированного слоя. При этом ширина раскрытия выявленных трещин измеряется на металломикроскопе.
7. Полученные образцы маркируются, подвергаются контролю методом магнитопорошковой дефектоскопии и фотографируются.
8. Аттестация контрольных образцов проводится службами неразрушающего контроля и метрологии.
9. Образцы после контроля в соответствии с п. 7 должны быть очищены, просушены и храниться в отдельной коробке в сухом помещении.
ПРИЛОЖЕНИЕ 3
(рекомендуемое)
ПАСПОРТ
|
|||||||||||||||
|
Номер образца |
Номер трещины от клейма |
Размеры трещин |
Дата очередной переаттестации |
||
|
ширина, мкм |
глубина, мкм |
длина, мм |
|||
|
|
|
|
|
|
|
Режим намагничивания:
Контрольный образец аттестован (дата) и признан годным для магнитопорошкового контроля по условному уровню чувствительности _______ (А, Б, В).
Фотография контрольного образца прилагается.
Контрольный образец должен храниться в сухом месте в коробке.
________________ (дата и подпись руководителя службы неразрушающего контроля)
________________ (дата и подпись руководителя метрологической службы)
ПРИЛОЖЕНИЕ 4
(рекомендуемое)
ЗНАЧЕНИЯ КОЭРЦИТИВНОЙ СИЛЫ, ОСТАТОЧНОЙ ИНДУКЦИИ И ПОЛЯ НАСЫЩЕНИЯ ДЛЯ ОСНОВНЫХ МАРОК СТАЛЕЙ
|
Термическая обработка |
Остаточная индукция Br, Т |
Коэрцитивная сила Hc, А/см |
Поле насыщения Hнас, A/см |
|
|
10 |
В состоянии поставки |
0,8 |
2,4 |
40 |
|
20 |
То же |
1,17 |
3,2 |
80 |
|
22К |
"-" |
1,1 |
5,0 |
85 |
|
25Л |
Нормализация с 880 - 900 °C, отпуск при 610 - 630 °C |
1,1 |
3,7 |
50 |
|
45 |
Закалка с 860 °C, отпуск при 380 - 420 °C |
0,79 |
22,2 |
160 |
|
|
Закалка с 820 °C, отпуск при 450 °C |
0,83 |
13,6 |
160 |
|
|
Закалка с 820 °C, отпуск при 535 °C |
1,03 |
12,0 |
100 |
|
|
Закалка с 850 °C, отпуск при 600 °C |
0,82 |
28,0 |
160 |
|
16ГНМА |
Нормализация с 920 - 940 °C, отпуск при 620 - 670 °C |
1,1 |
4,0 |
80 |
|
10ГН2МФА |
Закалка с 850 °C, отпуск при 650 °C |
1,18 |
6,6 |
90 |
|
15Х2НМФА |
Закалка с 920 °C, отпуск при 650 °C |
1,2 |
6,5 |
100 |
|
08X14МФ |
Закалка с 1000 °C, отпуск при 760 - 780 °C |
0,9 |
7,8 |
90 |
|
15Х1М1Ф |
Нормализация с 1020 - 1050 °C, отпуск при 730 - 760 °C |
1,08 |
5,0 |
50 |
|
15Х1М1ФЛ |
Нормализация с 1020 - 1050 °C; нормализация с 1000 - 1010 °C, отпуск при 720 - 750 °C |
1,4 |
5,3 |
80 |
|
Нормализация с 880 - 920 °C, отпуск при 620 - 650 °C |
1,06 |
3,6 |
50 |
|
|
12Х1МФ |
Нормализация с 950 - 980 °C, 860 °C, отпуск при 730 - 760 °C |
1,0 |
5,7 |
60 |
|
20ХМ |
Нормализация с 880 - 920 °C, отпуск при 620 - 650 °C |
1,2 |
5,3 |
50 |
|
20ХМФА |
Нормализация с 980 - 1000 °C; нормализация с 960 - 980 °C, отпуск при 710 - 740 °C |
1,3 |
12,0 |
100 |
|
6,4 |
60 |
|||
|
20Х3МВФ |
В состоянии поставки |
0,67 |
14,0 |
80 |
|
(ЭИ-415) |
Закалка с 1050 °C, отпуск при 680 °C |
1,33 |
13,5 |
60 |
|
16ГС |
Закалка с 930 °C, отпуск при 580 °C |
- |
4,8 |
- |
|
20ГСЛ |
Нормализация с 880 - 920 °C, отпуск при 520 - 550 °C |
1,15 |
3,9 |
- |
|
12ХН3А |
Цементация при 910 °C |
0,7 |
12 |
120 |
|
|
Закалка с 800 - 830 °C, отпуск при 160 - 200 °C |
0,8 |
10,3 |
200 |
|
20ХНЧФА |
Закалка с 850 °C, отпуск при 600 °C |
1,15 |
10,0 |
80 |
|
25ХГСА |
Закалка с 890 °C, отпуск при 630 °C |
1,4 |
9,5 |
70 |
|
30ХГСА |
Закалка с 880 °C отпуск при 620 - 640 °C |
1,08 |
12,0 |
- |
|
34ХН3МА |
Нормализация с 850 - 870 °C, отпуск при 600 °C |
1,17 |
7,5 |
80 |
|
38ХА |
Закалка с 860 °C отпуск при 550 °C |
1,45 |
10 |
60 |
|
38ХМЮА |
Закалка с 940 °C, отпуск при 650 °C, азотирование |
1,0 |
16,2 |
160 |
|
Закалка с 850 °C, отпуск при 600 °C |
1,15 |
10 |
100 |
|
|
08X17Т |
Отжиг при 760 - 780 °C |
0,41 |
4,0 |
100 |
|
1X17Н2 |
Закалка с 1030 °C, отпуск при 350 °C |
0,63 |
32,0 |
- |
|
|
Закалка с 1030 °C, отпуск при 680 °C |
0,7 |
16,0 |
- |
|
12X13 |
Нормализация с 1020 °C, отпуск при 750 °C |
1,11 |
4,0 |
50 |
|
20X13 |
Закалка с 1025 °C, отпуск при 620 °C |
0,58 |
11,1 |
80 |
|
22КВДП |
В состоянии поставки |
1,4 |
3,0 |
- |
|
1Х14НДЛ |
То же |
1,05 |
9,5 |
- |
|
48ТС (15Х3МФ) |
" |
1,25 |
6,0 |
- |
Примечания:
1. Магнитная проницаемость приведенных выше сталей - более 40.
2. Перечень сталей будет дополняться по мере получения данных по их магнитным характеристикам.
3. Стали 12ХН3А, 20X13, 38ХН3МФА, 30ХГСА относятся к числу азотируемых и могут быть использованы для изготовления контрольных образцов.
ПРИЛОЖЕНИЕ 5
(рекомендуемое)
РАСЧЕТ НАМАГНИЧИВАЮЩЕГО ТОКА
При циркулярном намагничивании максимальное значение намагничивающего тока I, А, для получения заданной напряженности магнитного поля Нпр, А/см, определяется по формуле:
для объектов цилиндрической формы с круглым сечением
I = 3Нпр · d,
где d - диаметр круглого сечения, см;
для объектов с прямоугольным сечением
I = 2Нпр · а при а/b ³ 10;
I = 2Hnpd · (a + b) при a/b < 10,
где а и b - длина и ширина прямоугольного сечения, см;
для участков крупногабаритных объектов
![]()
где l - расстояние между электроконтактами или длина контролируемого участка, см;
С - ширина контролируемого участка, см;
K - коэффициент, учитывающий род тока и расстояние между электроконтактами. Для действующего значения переменного тока K = 1,8, а выпрямленного - K = 1,5.
С целью упрощения и удобства пользования формулой расчета тока циркулярного намагничивания участков крупногабаритных изделий можно использовать условие, когда С = 0,6l. Тогда формула примет вид:
для переменного тока I = 2,1Нпр · l;
для выпрямленного тока I = 1,7Нпр · l.