 | Информационная система | |
ЦЕНТРАЛЬНОЕ
БЮРО НОРМАТИВОВ ПО ТРУДУ
ПРИ ВСЕРОССИЙСКОМ ЦЕНТРЕ ПРОИЗВОДИТЕЛЬНОСТИ
МИНИСТЕРСТВА ТРУДА РОССИЙСКОЙ ФЕДЕРАЦИИ
УКРУПНЕННЫЕ НОРМАТИВЫ
ВРЕМЕНИ
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНЫХ,
СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКАХ
В УСЛОВИЯХ РЕМОНТНЫХ ЦЕХОВ
И МАСТЕРСКИХ
Москва 1994 г.
Укрупненные нормативы времени утверждены постановлением Министерства труда Российской Федерации № 26 от 23.03.94. и рекомендованы для применения в ремонтных цехах и мастерских на машиностроительных и немашиностроительных предприятиях независимо от ведомственной подчиненности, форм собственности и хозяйствования.
Нормативы времени разработаны Центральным бюро нормативов по труду при участии нормативно-исследовательских организаций и предприятий машиностроительных и немашиностроительных министерств и ведомств.
Сборник содержит нормативы подготовительно-заключительного времени, вспомогательного времени на установку и снятие детали, неполного штучного времени на обработку плоскостей, уступов, пазов на фрезерных, строгальных и долбежных станках.
Нормативы времени предназначены для нормировщиков и технологов, а также инженерно-технических работников, занятых разработкой технически обоснованных норм времени на станочные работы в ремонтных цехах и мастерских в условиях единичного производства.
1. ОБЩАЯ ЧАСТЬ
1.1. Укрупненные нормативы времени на работы, выполняемые на фрезерных, строгальных и долбежных станках, предназначены для расчета норм времени и выработки, выдачи нормированных заданий, составления плана и текущего задания, расчета численности рабочих-станочников и определения количества обслуживаемых рабочим станков и рекомендуются для применения в ремонтно-механических цехах и мастерских с единичным типом производства.
Применение нормативов не потребует дополнительного изменения времени для каждого нового задания. Нормативы, приведенные в сборнике по видам обработки, позволят определить норму штучного времени на деталь.
1.2. В основу разработки укрупненных нормативов положены:
материалы производственных наблюдений за режимами резания и затратами времени на операцию, результаты анализа трудовых процессов, изучения рациональных методов труда и организации рабочего места на металлорежущих станках;
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках (Мелкосерийное и единичное производство);
Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках. Единичное, мелкосерийное и среднесерийное производство:
Часть II. Фрезерные станки;
Часть IV. Строгальные и долбежные станки;
Отраслевые укрупненные нормативы и нормы времени на работы, выполняемые на металлорежущих станках;
Техническая литература по теме и паспортные данные металлорежущих станков.
1.3. Сборник содержит нормативы подготовительно-заключительного времени, времени на установку и снятие детали, укрупненные нормативы при обработке плоскостей, уступов, пазов, выраженные в минутах, на поперечно-строгальных, продольно-строгальных, долбежных, горизонтально-вертикально-фрезерных и продольно-фрезерных станках.
1.4. Режимы резания, припуски на механическую обработку, теоретическая масса заготовки, механические свойства основных конструкционных углеродистых и легированных сталей, чугуна и медных сплавов в качестве справочных материалов приводятся в приложениях 1...7.
1.5. Укрупненные нормативы времени установлены на принятый измеритель (на обработку плоскостей, пазов и уступов) и выражены в мин.
Нормативы времени на обработку крупногабаритных деталей рассчитываются по общемашиностроительным нормативам времени и режимов резания для тяжелых станков.
1.6. Нормирование станочных работ в механических цехах основного производства данными нормативами не предусматривается, ввиду различных условий организации производства и технологии обработки.
1.7. Нормативы времени рассчитаны на организационно-технические условия, соответствующие единичному типу производства.
В случаях изменения партионности к нормативам времени следует применять поправочные коэффициенты, приведенные в карте 1.
Принятый в нормативах уровень производительности труда учитывает опыт работы ремонтных цехов и мастерских предприятий различных отраслей промышленности.
В тех случаях, когда время на обработку по действующим на предприятии местным нормативам меньше норм времени, рассчитанных по данным нормативам, увеличивать эти, более прогрессивные нормативы времени, не следует.
1.8. Нормативы времени рассчитаны для выполнения работ при одностаночном обслуживании. При многостаночном обслуживании нормы времени, рассчитанные по данным нормативам, следует применять с коэффициентами, приведенными в карте 1.
1.8.1. Нормативы времени могут быть использованы при расчете комплексных норм времени при внедрении коллективной формы организации труда.
1.9. Тарификация работ проводиться по единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16.01.85 г. № 17/2-54, применяемому на территории Российской Федерации в соответствии с Постановлением Министерства труда России от 9 июня 1992 г. № 20.
Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по сборнику.
1.10. Норма времени и ее составляющие.
Норма времени на работы, выполняемые на металлорежущих станках, состоит из штучного времени Тш и подготовительно-заключительного времени tп.з и определяется по формуле:
![]() (1.1)
(1.1)
где: Нвр - норма времени, мин;
1.11. Норма штучного времени по настоящим нормативам определяется путем суммирования времени на установку и снятие детали и неполного штучного времени на обработку поверхностей с учетом числа рабочих ходов:
![]() (1.2)
(1.2)
где: tву - вспомогательное время на установку и снятие детали, мин;
tн.ш1; tн.ш2; …tн.шn - неполное штучное время на обработку поверхности, мин.;
i - число рабочих ходов;
Ктш - поправочный коэффициент на норму штучного времени в зависимости от числа деталей в партии;
Кос - поправочный коэффициент на норму штучного времени в зависимости от числа обслуживаемых станков;
Корм - поправочный коэффициент на норму штучного времени в зависимости от организации рабочих мест.
1.10.2. Нормативы подготовительно-заключительного времени предусматривают выполнение следующей работы:
- получение наряда и технической документации;
- ознакомление с работой, чертежами и получение инструктажа от мастера;
- подбор материалов и заготовок, перемещение их к рабочему месту на расстояние до 20 м;
- получение инструмента и приспособлений, подготовка рабочего места, наладка оборудования, инструмента и приспособлений;
- частичная переналадка оборудования в процессе выполнения работы;
- снятие инструмента и приспособлений по окончании обработки партии деталей, их сдача.
Приведенное в карте 2 подготовительно-заключительное время дифференцировано по группам оборудования в зависимости от технических характеристик (диаметра устанавливаемой заготовки, диаметра планшайбы или шпинделя и т.д.) и дано в процентах от штучного времени, рассчитанного на организацию труда, при которой рабочее место станочника обслуживается самим исполнителем.
1.10.3. Нормативы вспомогательного времени на установку и снятие деталей приведены в зависимости от массы детали, способа и характера установки, выверки и состояния установочной поверхности.
Время на установку и снятие детали приведено укрупненно на комплексы приемов по видам оборудования.
Например, при работе со штучными заготовками в универсальном или специальном приспособлении в комплексы включены приемы: взять деталь (заготовку), установить в зажимное приспособление, выверить и закрепить, включить и выключить станок, открепить деталь, снять и отложить на место, очистить приспособление или поверхность стола от стружки (по необходимости).
Кроме перечисленных основных приемов в состав комплексов включены также приемы:
- (при работе краном) - вызвать кран, застропить и отстропить деталь.
В целях упрощения расчетов время на установку и снятие детали включает соответствующее время на обслуживание рабочего места, перерыв на отдых и личные потребности.
Нормативами предусматривается установка и снятие детали массой до 30 кг вручную и свыше 30 кг с помощью подъемных механизмов.
1.10.4. Нормативы неполного штучного времени на обработку поверхности включают:
- основное время;
- вспомогательное время, связанное с обработкой поверхности в зависимости от ее размеров, вида и характера обработки, технических условий на обработку;
- вспомогательное время на изменение режима работы станка и смену инструмента;
- время на обслуживание рабочего места, перерывы на отдых и личные потребности (включенные в неполное штучное время) - см. таблицу 1.1.
Время на обслуживание рабочего места, отдых и личные потребности
|
Наименование оборудования |
Время в % % от оперативного |
|
Горизонтально-вертикально-фрезерные |
10,5 |
|
Продольно-фрезерные |
11,5 |
|
Поперечно-строгальные |
12,5 |
|
Продольно-строгальные |
13,5 |
|
Долбежные |
12,0 |
В комплексы приемов вспомогательного времени, связанного с обработкой поверхности, включено время на контрольные измерения с учетом их периодичности, применяемого измерительного инструмента и средней продолжительности измерения.
Периодичность контрольных измерений установлена в зависимости от вида обработки и типа оборудования, размеров и точности обрабатываемой поверхности, способа достижения точности заданного размера.
Основное (технологическое) время определено исходя из рационального сочетания факторов режимов резания (глубины резания t, подачи S, скорости резания V и стойкости инструмента Т), при которых обеспечивается наибольшая производительность труда.
Режимы резания установлены применительно к условиям обработки универсальными режущими инструментами из наиболее часто применяемых марок инструментальных материалов на распространенном в ремонтных цехах оборудовании.
Основное время рассчитано по средним режимам в расчете не на конкретный станок, а на группу аналогичного по виду оборудования, так как при большой номенклатуре моделей станков в ремонтных цехах рассчитывать нормы с учетом выполнения работы на конкретном станке нецелесообразно.
Неполное штучное время в картах приведено на полную обработку поверхностей, пазов с учетом заданного числа рабочих ходов при нормальных припусках и в зависимости от размеров обрабатываемой поверхности, а также технических условий на обработку.
Для стальных заготовок приводится время отдельно на обработку поверхностей из проката и из поковки, причем черновой рабочий ход для поковки учитывает работу по корке.
При большем числе рабочих ходов, чем предусмотрено в картах, время на дополнительные рабочие ходы принимать по черновой обработке Rz80.
При обработке уступов приведено время на один рабочий ход в зависимости от глубины.
Неполное штучное время в картах нормативов рассчитано для определенных, заданных технологических условий выполнения работы.
Для случаев обработки, отличных от принятых при расчете нормативов, в тех же картах, а также в карте 1 приводятся поправочные коэффициенты, учитывающие другие условия выполнения работ.
Для продольно-строгальных станков нормативы неполного штучного времени рассчитаны на обработку поверхности одним резцом.
В целях лучшего использования оборудования и повышения производительности труда следует там, где это возможно, вести обработку двумя суппортами, что сократит время обработки.
1.10.5. Примеры расчета норм времени
Пример 1
|
|
Эскиз обработки |
Определение элементов норм времени |
Горизонтально- и вертикально-фрезерные станки |
||
|
Обозначение |
Время, мин |
Обоснование |
|||
|
|
Установить и снять деталь, переустановить 3 раза tву1 = tву ´ 4 ´ К = 2 ´ 4 ´ 1,2 |
tву |
2 |
Карта 3 поз. 2г |
|
|
К=1,2 tвy1 |
9,6 |
Примечание п. 1 расчетное |
|||
|
Фрезеровать поверхность 1 и 4 шероховатостью до Rz80 tнш1 = tнш ´ 2 Ктв ´ КN ´ К = 2,9 ´ 2 ´ 1,0 ´ 1,0 ´ 1,2 = 6,96 = 7,0 |
tнш Ктв = 1,0 |
2,9 |
Карта 5 поз. 1ж |
||
|
KN = 1,0 К = 1,2 tнш1 |
7,0 |
Примечание п. 2 расчетное |
|||
|
1. |
Исходные данные: Наименование операции: Фрезерная |
Фрезеровать поверхности 2 и 3 шероховатостью до Rz80 tнш2 = tнш ´ 2 ´ Ктв ´ КN ´ К = 5,1 ´ 2 ´ 1,0 ´ 1,0 ´ 1,2 = 12,24 |
tнш Ктв = 1,0 KN = 1,0 К = 1,2 tнш2 |
5,1 |
Карта 5 поз. 3э |
|
2. |
Содержание работы: фрезеровать 4-е поверхности в размер 45×90 на длине 500 и 530 мм |
12,2 |
расчетное |
||
|
3. |
Станок - вертикально-фрезерный, модель 6Н12 |
Штучное время на операцию tнш = (tву1 + Etнш1...2) ´ Кп ´ Кос хКорм = (9,6 + 6,9 + 12,7) ´ 0,7 ´ 1,0 ´ 1,0 = 20,16 = 20,2 |
Кп = 0,7 Кос = 1,0 Комр = 1,0 |
|
Карта 1 п. 1, 2, 3 |
|
4. |
Наименование детали - Тяга |
tш |
20,2 |
расчетное |
|
|
5 |
Обрабатываемый материал - чугун серый, НВ = 1760... 2360 МПа |
Норма времени составит:
|
tпз = 8,0 % |
|
Карта 2 |
|
6. |
Масса детали - 9,6 кг |
Hвр |
21,8 |
расчетное |
|
|
7. |
Заготовка - отливка с припуском 8 мм |
||||
|
8. |
Режущий инструмент - фреза ВК-8 |
||||
|
9. |
Способ установки - в тисках |
||||
|
10. |
Число обслуживаемых станков - 1 |
||||
|
11. |
Число деталей в партии - 30 шт. |
||||

Пример 2
|
Эскиз обработки |
Определение элементов норм времени |
Продольно- и поперечно-строгальные, долбежные станки |
|||
|
Обозначение |
Время, мин |
Обоснование |
|||
|
Исходные данные: |
Установить и снять деталь tву1 = tву ´ К = 20 ´ 1,2 |
tву К = 1,2 tву1 |
20 |
Карта 34 поз. 6л |
|
|
24 |
Примечание п. 1 расчетное |
||||
|
Строгать поверхности 1 и 2 шероховатостью до Rz40 |
tнш Кпп = 0,9 Кj = 1,0 К = 1,0 Кm = 0,83 tнш1 |
172 |
Карта 43 поз. 21р |
||
|
tнш1 = tнш ´ 2 ´ Кпп ´ Кj ´ К ´ Кm = 172 ´ 2 ´ 0,9 ´ 1,0 ´ 1,0 ´ 0,83 = 257 |
257 |
расчетное |
|||
|
1. |
Наименование операции: Строгальная |
Переустановить деталь 3 раза tву2 = tву ´ 3 ´ К ´ К = 20 ´ 3 ´ 1,2 ´ 0,8 = 57,6 |
tву К = 1,2 К = 0,8 tву2 |
20 |
Карта 34 поз. 6л Примечание п. 1, 2 |
|
2. |
Содержание работы: строгать 4-е поверхности в размеры 300´100, = 2500 мм |
57,6 |
расчетное |
||
|
3. |
Станок - продольно-строгальный, модель 7231А |
Строгать поверхности 3 и 4 шероховатостью до Rz40 tнш2 = tнш ´ 2 ´ Кпп ´ Кj ´ К ´ Кm = 64 ´ 2 ´ 0,9 ´ 1,0 ´ 1,0 ´ 0,83 = 95,6 |
tнш Кпп = 0,9 Kj = 1,0 К = 1,0 Кm = 0,83 tш2 |
64 |
Карта 43 поз. 17р |
|
4. |
Наименование детали - пластина |
95,6 |
расчетное |
||
|
5. |
Обрабатываемый материал - сталь 3,sв = 370... 460 МПа |
Штучное время на операцию tш = (Σtву1…2 + tнш1...2) ´ Кп ´ Кос ´ Корм = (24 + 57,6 + 257 + 95,6) ´ 1,0 ´ 1,0 ´ 1,0 = 434 |
Кп = 1,0 Кос = 1,0 Корм = 1,0 tш |
434 |
Карта 1, п. 1, 2, 3 расчетное |
|
6. |
Масса детали - 400 кг |
||||
|
7. 8. 9. |
Заготовка - поковка Резец - Т5К10 Способ установки - на столе с креплением болтами и планками |
||||
|
10. |
Число деталей в партии - 2 шт. |
Норма времени составит:
Нвр = 434 ´ 1,075 = 466,5 |
tпз = 7,5 % Hвр |
466,5 |
Карта 2 расчетная |

При обработке одновременно двумя резцами должен приниматься следующий порядок расчета неполного штучного времени:
1. Определяют время на каждую из обрабатываемых поверхностей;
2. Сравнивают неполное штучное время на обработку поверхностей;
3. В норму штучного времени включают время обработки только одной поверхности с наибольшей величиной строгания. При этом неполное штучное время, установленное по нормативной карте на обработку этой поверхности, принимают с коэффициентом К = 1,2.
Время обработки другой поверхности считается перекрываемым и в норму штучного времени не включается.
При обработке одной поверхности двумя суппортами неполное штучное время, устанавливаемое по карте нормативов на обработку поверхности одним резцом, умножают на коэффициент 0,6.
Для пояснения порядка пользования нормативами ниже приведены примеры расчета нормы времени.
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы времени рассчитаны при нормировании работ, выполняемых на универсальном оборудовании отечественного производства, широко распространенного в ремонтных цехах и мастерских.
Краткие технические характеристики металлорежущих станков и их паспортные данные представлены в таблице 2.1.
|
Наименование станка |
Модель станка |
Основные параметры |
|||
|
Основные размеры |
Частота вращения, об/мин |
Мощность кВт |
|||
|
|
1 |
2 |
3 |
4 |
5 |
|
1. |
Горизонтально-фрезерный консольный станок |
6Р81Г |
Рабочая поверхность стола, мм 250´1000 |
50 - 1600 |
5,5 |
|
2. |
Горизонтально-фрезерный консольный станок |
6Р82Г |
320´1250 |
31,5 - 1600 |
7,5 |
|
3. |
То же |
6Р83Г |
400´600 |
31,5 - 1600 |
10,0 |
|
4. |
Горизонтально-фрезерный универсальный станок |
6Р81 |
250´1000 |
50 - 1600 |
5,5 |
|
5. |
То же |
6Р82 |
320´1250 |
31,5 - 1600 |
7,5 |
|
6. |
То же |
6Р83 |
400´1600 |
31,5 - 1600 |
10,0 |
|
7. |
Вертикально-фрезерный консольный станок |
6Р12 |
320´1250 |
31,5 - 1600 |
7,5 |
|
8. |
То же |
6Р13 |
460´1600 |
31,5 - 1600 |
10,0 |
|
9. |
Продольно-фрезерный двухстоечный станок |
6Г610 |
1000´3200 |
16 - 1250 |
17,0 ´ 4 |
|
10. |
То же |
6620 |
2000´6300 |
20 - 1000 |
30,0 ´ 4 |
|
11. |
То же |
6625 |
2500´8000 |
20 - 1000 |
30,0 ´ 4 |
|
|
|
|
|
Частота хода стола, дв.ход/мин |
|
|
12. |
Продольно-строгальный двухстоечный станок |
7210 |
1000´3000 |
4 - 80 |
100 |
|
13. |
То же |
7212 |
1250´4000 |
4 - 80 |
100 |
|
14. |
То же |
7216 |
1600´6000 |
4 - 80 |
100 |
|
|
|
|
Наибольший ход ползуна, мм |
Частота движения ползуна, дв.ход/мин |
|
|
15. |
Поперечно-строгальный станок |
7Е35 |
500 |
13,2 - 150 |
5,5 |
|
16. |
То же |
7310Д |
1000 |
3 - 48 |
11,0 |
|
|
|
|
Наибольший ход долбяка, мм |
Частота движения долбяка, дв.ход/мин |
|
|
17. |
Долбежный станок |
7А420М |
200 |
40 - 163 |
3,0 |
|
18. |
То же |
7Д430 |
320 |
3 - 38 |
7,5 |
|
19. |
То же |
7Д450 |
500 |
5 - 30 |
10 |
2.2. Транспортные средства, приспособления, оснастка применяются универсальные.
2.3. В ремонтных цехах и мастерских разрабатываются маршрутам технологические процессы и нормы времени устанавливаются по укрупненным нормативам на операцию по видам работ (фрезерная, строгальная, долбежная и т.п.).
2.4. При проектировании нормативов учитывались характеристики обрабатываемого материала, режим работы оборудования, количество одновременно обрабатываемых деталей, шероховатость и точность обработки.
3. ОРГАНИЗАЦИЯ ТРУДА
Нормативы времени рассчитаны на организацию труда в ремонтно-механических цехах и мастерских с единичным типом производства.
Условия работы характеризуются широкой номенклатурой и малым количеством изготовляемых деталей.
При изготовлении нормализованных деталей, имеющих общее назначение в конструкциях различного ремонтируемого оборудования, имеется возможность организовать изготовление деталей мелкими партиями (мелкосерийный тип производства).
Изготовление деталей осуществляется по картам маршрутной технологии или по детали-образцу. Режимы резания в картах технологического процесса не проставляются.
Рабочее место станочников оснащается всем необходимым, с соблюдением правил санитарии и гигиены, техники безопасности.
Освещение рабочих мест должно быть достаточным и правильным. Требуемая освещенность определяется характером выполняемой работы и действующими санитарными нормами. При местном освещении свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь.
Инструменты и приспособления необходимо располагать на рабочем месте в определенном, удобном для пользования порядке.
Рабочее место оснащается:
- тумбочкой, стеллажом, тарой для хранения технологической оснастки, заготовок и готовой продукции;
- комплектом приспособлений и принадлежностей технологической оснастки (тиски, универсальные и специальные зажимные приспособления, оправки, державки, ключи и т.п.);
- комплектом постоянно применяемых режущих и измерительных инструментов.
Нормативы времени рассчитаны на организацию производства, при которой исполнителем выполняется следующая работа:
- заточка режущих инструментов, за исключением сложной формы;
- получение наряда, чертежам технологически документации;
- подбор материалов и заготовок, перемещение их к рабочему месту на расстояние 20 м, отправление и сдача готовых деталей;
- получение и сдача инструментов, приспособлений в инструментальной раздаточной кладовой;
- наладка оборудования и необходимые в процессе обработки вспомогательные работы.
Технический инструктаж проводится на рабочем месте мастером.
Размещение на рабочем месте основного, вспомогательного оборудования и оргоснастки должно обеспечивать:
- подъезд средств внутрицехового и межоперационного транспорта;
- свободный доступ к зонам, требующим профилактического осмотра и ремонта;
- хороший обзор шкал и приборов, досягаемость органов управления;
- возможность организации многостаночного обслуживания.
Ниже приведены примеры планировок рабочих мест станочников.
РАБОЧЕЕ МЕСТО ФРЕЗЕРОВЩИКА
Вертикально-фрезерный станок
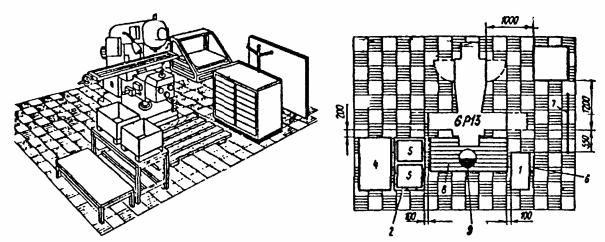
Рис. 3
1 - тумбочка инструментальная двухсекционная С3746.05; 2 - стол производственный С3702.51; 3 - стеллаж для приспособлений СД3725.01А; 4 - стеллаж-подставка СД3702.10А; 5 - тара производственная; 6 - планшет для чертежей СД3750.04; 7 - щит экранный; 8 - решетка под ноги рабочему; 9 - место рабочего
Горизонтально-фрезерный станок

Рис. 4
1 - тумбочка инструментальная двухсекционная С3746.05; 2 - стол производственный С3702.51; 3 - стеллаж для приспособлений СД3725.01А; 4 - стеллаж для вертикального хранения СМ3721.16; 5 - стеллаж-подставка СД3702.10А; 6 - тара производственная; 7 - планшет для чертежей СД3750.04; 8 - решетка под ноги рабочему; 9 - место рабочего
Универсально-фрезерный станок

Рис. 5
1 - тумбочка инструментальная двухсекционная С3746.05; 2 - стол производственный С3702.51; 3 - стеллаж для приспособлений СД 3725.01А; 4 - стеллаж для вертикального хранения СМ3750.04; 5 - стеллаж-подставка СД3702.10А; 6 - тара производственная; 7 - планшет для чертежей СД3750.04; 8 - решетка под ноги рабочему; 9 - место рабочего
РАБОЧЕЕ МЕСТО СТРОГАЛЬЩИКА
Поперечно-строгальный станок

Рис. 6
1 - тумбочка инструментальная двухсекционная С3746.05; 2 - стол производственный С3702.51; 3 - стеллаж-подставка СД3702.10А; 4 - тара производственная; 4 - планшет для чертежей СД3750.04; 6 - решетка под ноги рабочему; 7 - место рабочего
Продольно-строгальный станок

Рис. 7
1 - шкаф инструментальный СМ3712.09; 2 - площадка к станку СМ3744.11; 3 - стеллаж-подставка СД3702.10А; 4 - подставка под корпусные детали СД3738.05; 5 - планшет для чертежей СМ3799.05; 6 - решетка под ноги рабочему; 7 - место рабочего
ОРГОСНАСТКА РАБОЧИХ МЕСТ
Оснащение рабочих мест станочников оргоснасткой (инструментальными тумбочками, приемными столиками и т.д.) должно производиться на основе типовых конструкций.
Специальная оргоснастка проектируется в исключительных случаях, если по тем или иным причинам не подходит типовая.
Ниже в качестве примера приведены отдельные конструкции типовой оргоснастки.
Тумбочка инструментальная двухсекционная С3746.05

Рис. 8
Тумбочка предназначена для хранения необходимого инструмента на рабочих местах станочников, документации и средств по уходу за оборудованием.
Каждое отделение тумбочки закрывается дверцей и закрепляется за одним рабочим. В каждом отделении имеются ящики для инструмента и полки для хранения документации, небольших принадлежностей и приспособлений, масленок, обтирочных материалов и др. Верхняя полка тумбочки может быть покрыта пластиком. Съемный планшет для крепления чертежей закрепляется в кронштейнах.
Стол производственный С3702.51

Рис. 9
На верхней полке стола размещается тара с обрабатываемыми деталями или сами детали. При необходимости на нижней полке могут храниться приспособления и принадлежности.
На отдельных рабочих местах стол может быть использован для раскладки на нем непосредственно используемого в работе инструмента.
Столик приемный передвижной С3705.02А

Рис. 10
Столик предназначен для размещения деталей, легких приспособлений, тары с заготовками. Он используется на тех рабочих местах, где по условиям работы стационарная оргоснастка (инструментальные тумбочки или столы приемные) не может быть установлена достаточно близко и удобно около станка.
Шкаф инструментальный СМ3712.09

Рис. 11
Шкаф предназначен для оснащения рабочих мест станочников. В нем хранятся необходимый на рабочем месте инструмент, техническая документация, средства по уходу за оборудованием.
Стеллаж для приспособлений (с выдвижной платформой) СД3725.01А

Рис. 12
Стеллаж устанавливается на рабочих местах станочников, работающих на горизонтально-фрезерном, вертикально-фрезерном, универсально-фрезерном станках и предназначен для хранения приспособлений. Грузоподъемность стеллажа до 300 кг.
4. НОРМАТИВНАЯ ЧАСТЬ
Поправочные коэффициенты на штучное время |
Все станки |
|
||||||||||||
Карта 1 лист 1 |
|
|||||||||||||
|
1. Поправочные коэффициенты в зависимости от числа деталей в партии |
||||||||||||||
|
Число деталей в партии* |
1 - 2 |
3…5 |
6...10 |
11…20 |
21…40 |
41...90 |
свыше 90 |
|
||||||
|
Коэффициент Кп |
при обработке на станках с ручным управлением |
1,0 |
0,9 |
0,8 |
0,75 |
0,7 |
0,6 |
0,55 |
|
|||||
|
при обработке на станках с полуавтоматическим циклом (зубообрабатывающие, дисковые пилы и т.д.) |
1,0 |
0,98 |
0,95 |
0,92 |
0,9 |
0,86 |
0,85 |
|
||||||
|
2. Поправочные коэффициенты в зависимости от числа обслуживаемых станков |
|
|||||||||||||
|
Коэффициент занятости, Kз, до |
Форма организации труда |
Количество станков, обслуживаемых одним рабочим |
|
|||||||||||
|
2 |
3 |
4 |
|
|||||||||||
|
Коэффициент изменения штучного времени, Кос |
|
|||||||||||||
|
0,25 |
Индивидуальная |
0,56 |
0,39 |
0,33 |
|
|||||||||
|
0,35 |
0,65 |
0,48 |
0,39 |
|
||||||||||
|
0,45 |
0,75 |
0,55 |
0,47 |
|
||||||||||
|
0,25 |
Бригадная |
0,53 |
0,37 |
0,30 |
|
|||||||||
|
0,35 |
0,60 |
0,44 |
0,37 |
|
||||||||||
|
0,45 |
0,67 |
0,51 |
0,45 |
|
||||||||||
|
Поправочные коэффициенты на штучное время |
Все станки |
|
||||||||||||
|
Карта 1 лист 2 |
|
|||||||||||||
|
3. Поправочные коэффициенты в зависимости от организации труда рабочих мест |
|
|||||||||||||
|
Организация рабочих мест на предприятиях |
|
|||||||||||||
|
1 группа |
2 группа |
|
||||||||||||
|
Коэффициент Корм |
|
|||||||||||||
|
1,0 |
0,8 |
|
||||||||||||
|
||||||||||||||
1 группа - предприятия, на которых получение, доставка и сдача заготовок, деталей, инструмента, приспособлений, а также заточка инструмента производится самим станочником.
2 группа - предприятия, на которых рабочее место обслуживают вспомогательные рабочие, заточка инструмента - централизована.
Примечание. При изготовлении деталей по образцу (отсутствие маршрутной карты и эскиза) приведенные в картах сборника нормативы времени следует применять с коэффициентом К = 1,2.
* При одновременной установке на станок нескольких деталей эта величина определяется как частное от деления числа деталей в партии на число одновременно устанавливаемых деталей.
Подготовительно-заключительное время |
Все станки |
|||
Карта 2 |
||||
|
№ позиции |
Тип станков |
Основные параметры станков |
Подготовительно-заключительное время в % % от штучного времени |
|
|
1 |
Горизонтально-вертикально-фрезерные |
Длина стола, мм, до |
750 |
7,0 |
|
2 |
1600 |
8,0 |
||
|
3 |
2500 |
9,0 |
||
|
4 |
Продольно-фрезерные и строгальные |
Длина стола мм, до |
3000 |
7,5 |
|
5 |
6000 |
8,5 |
||
|
6 |
Поперечно-строгальные |
Длина хода ползуна, мм, до |
500 |
5,5 |
|
7 |
750 |
6,0 |
||
|
8 |
1000 |
6,5 |
||
|
9 |
Долбежные |
Длина хода ползуна, мм, до |
500 |
5,5 |
|
10 |
1000 |
6,5 |
||
|
11 |
1400 |
7,0 |
||
4.1. Горизонтально-вертикально-продольно-фрезерные станки
Вспомогательное время на установку и снятие детали
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА СТОЛЕ ИЛИ В ПРИСПОСОБЛЕНИИ |
Горизонтально-вертикально и продольно-фрезерные станки Карта 3 |
||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Вручную |
Мостовым краном |
|||||||||||
|
Масса детали, кг, до |
|||||||||||||||
|
1 |
3 |
5 |
10 |
20 |
30 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
|||
|
Время, tву, мин |
|||||||||||||||
|
1 |
В тисках с креплением винтом
|
без выверки |
0,6 |
0,7 |
0,8 |
1,0 |
1,2 |
1,4 |
- |
- |
- |
- |
- |
- |
- |
|
2 |
с выверкой в одной плоскости |
1,1 |
1,5 |
1,7 |
2,0 |
2,3 |
2,7 |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
с выверкой в двух плоскостях |
2,5 |
3,2 |
3,5 |
4,0 |
4,3 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
На столе, крепление болтами и планками |
без выверки |
1,0 |
1,4 |
1,6 |
1,8 |
2,3 |
3,0 |
5,0 |
5,8 |
6,6 |
7,7 |
8,8 |
10,5 |
12 |
|
5 |
с выверкой в одной плоскости |
2,0 |
2,6 |
3,0 |
3,5 |
4,2 |
4,7 |
8,6 |
9,7 |
11 |
13 |
15 |
18 |
20 |
|
|
6 |
с выверкой в двух плоскостях |
2,8 |
3,6 |
4,3 |
4,8 |
5,7 |
6,3 |
13 |
15 |
17 |
20 |
21 |
24 |
28 |
|
|
7 |
На столе с домкратами, подставками, крепление болтами и планками |
без выверки |
1,4 |
1,8 |
2,1 |
2,7 |
3,2 |
3,8 |
6,4 |
7,5 |
8,6 |
10,4 |
12 |
13 |
16 |
|
6 |
с выверкой в одной плоскости |
2,4 |
3,4 |
3,8 |
4,8 |
5,2 |
5,8 |
10 |
11 |
14 |
16 |
19 |
23 |
25 |
|
|
9 |
с выверкой в двух плоскостях |
3,0 |
4,0 |
5,0 |
5,5 |
6,8 |
7,5 |
14 |
16 |
18 |
21 |
24 |
29 |
32 |
|
|
10 |
Ha столе с угольником, креплении болтами и планками
|
без выверки |
1,4 |
1,7 |
2,0 |
2,4 |
2,8 |
3,5 |
6,2 |
8,2 |
9,2 |
9,6 |
10 |
12 |
13 |
|
11 |
с выверкой в одной плоскости |
2,1 |
3,0 |
3,4 |
4,0 |
4,5 |
5,5 |
11 |
12 |
14 |
16 |
18 |
21 |
24 |
|
|
12 |
с выверкой в двух плоскостях |
3,1 |
4,2 |
4,9 |
5,6 |
6,7 |
7,8 |
14 |
16 |
19 |
21 |
24 |
29 |
32 |
|
|
13 |
На призмах с крепление болтами и планками |
без выверки |
1,1 |
1,7 |
1,8 |
2,1 |
2,7 |
3,5 |
4,5 |
4,7 |
5,8 |
6,5 |
8,4 |
9,6 |
- |
|
14 |
|
с выверкой в одной плоскости |
2,2 |
3,0 |
3,4 |
4,0 |
5,0 |
6,0 |
7,5 |
8,6 |
9,6 |
12 |
14 |
18 |
21 |
|
Время в карте предусматривает крепление детали болтами в количестве |
4 |
6 |
|||||||||||||
|
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных |
0,4 |
0,6 |
0,7 |
1,1 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||




Примечания: 1. При установке деталей с необработанной поверхностью (литье, поковка) время по карте следует применять с коэффициентом К = 1,2.
2. При переустановке деталей вручную время по карте следует применять без изменений, мостовым краном - с коэффициентом К = 0,8
3. При установке одновременно двух - четырех деталей время по карте для каждой последующей детали за первой следует применять с коэффициентом К = 0,8.
Вспомогательное время на установку и снятие детали при работе в центрах с делительной головкой и в самоцентрирующем патроне |
Горизонтально-вертикально и продольно-фрезерные станки Карта 4 |
||||||||
|
№ позиции |
Способ установки |
Масса детали, кг, до |
|||||||
|
1 |
3 |
5 |
8 |
12 |
20 |
30 |
|||
|
Время, мин |
|||||||||
|
1 |
|
В центрах с делительной головкой |
0,7 |
1,1 |
1,2 |
1,5 |
1,7 |
2,0 |
2,3 |
|
2 |
|
В центрах на оправке с делительной головкой |
1,3 |
1,9 |
2,2 |
2,5 |
2,9 |
3,4 |
3,9 |
|
3 |
На каждую последующую деталь при одновременной обработке нескольких деталей |
0,12 |
0,24 |
0,4 |
0,4 |
- |
- |
- |
|
|
4 |
|
В самоцентрирующем патроне с делительной головкой с поджатием центром задней бабки или с поддержкой домкратом, люнетом |
0,6 |
0,9 |
1,1 |
1,3 |
1,5 |
1,8 |
- |
|
5 |
|
В самоцентрирующем патроне с делительной головкой с поджатием центром задней бабки и поддержкой домкратом или люнетом |
1,1 |
1,5 |
1,7 |
2,0 |
2,2 |
2,5 |
- |
|
6 |
|
В самоцентрирующем патроне |
0,6 |
0,8 |
1,0 |
1,2 |
1,4 |
1,7 |
- |
|
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |





Примечание: При переустановке деталей вручную время по карте следует применять без изменений.
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
4.1.1. Горизонтально - и вертикально-фрезерные станки
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейЧугун серый, НВ = 1760...2150 МПа |
Горизонтально и вертикально-фрезерные станки Фрезы торцовые с пластинками ВК8 Карта 5 |
|||||||||||||||
|
|
||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм |
Число рабочих ходов i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
70 |
0 |
800 |
1000 |
|||||
|
Время на поверхность, tнш, мин |
||||||||||||||||
|
1 |
Rz80 14…12 квалитет |
50 |
1 |
1,5 |
1,7 |
1,9 |
1,2 |
2,4 |
2,6 |
2,9 |
3,2 |
3,4 |
3,5 |
3,9 |
||
|
2 |
75 |
1,7 |
1,9 |
2,2 |
2,4 |
2,7 |
3,0 |
3,3 |
3,7 |
4,1 |
4,5 |
4,8 |
||||
|
3 |
110 |
2,1 |
2,4 |
2,8 |
3,2 |
3,6 |
4,0 |
4,5 |
5,1 |
5,6 |
6,1 |
6,7 |
||||
|
4 |
150 |
2,4 |
2,8 |
3,2 |
3,6 |
4,2 |
4,8 |
5,4 |
6,0 |
6,7 |
7,7 |
8,8 |
||||
|
5 |
200 |
2,8 |
3,2 |
3,7 |
4,3 |
4,9 |
5,6 |
6,5 |
7,5 |
8,6 |
10 |
11 |
||||
|
6 |
250 |
3,2 |
3,7 |
4,3 |
5,1 |
5,9 |
6,8 |
8,0 |
9,3 |
11 |
12 |
14 |
||||
|
7 |
Rz40…Rz20 11 квалитет |
50 |
2 |
4,7 |
5,2 |
5,8 |
6,4 |
7,1 |
7,7 |
8,3 |
8,9 |
9,3 |
9,7 |
10 |
||
|
8 |
75 |
5,2 |
5,8 |
6,4 |
7,1 |
7,9 |
8,7 |
9,5 |
10 |
11 |
12 |
13 |
||||
|
9 |
110 |
6,3 |
6,8 |
7,4 |
8,2 |
9,0 |
9,8 |
11 |
12 |
14 |
15 |
16 |
||||
|
10 |
150 |
6,8 |
7,5 |
8,3 |
9,3 |
10 |
12 |
13 |
14 |
16 |
17 |
19 |
||||
|
11 |
200 |
7,8 |
8,6 |
9,5 |
11 |
12 |
13 |
14 |
16 |
17 |
19 |
22 |
||||
|
12 |
250 |
9,0 |
10 |
11 |
12 |
14 |
16 |
17 |
20 |
22 |
25 |
27 |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||
|
Твердости обрабатываемого материала |
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
|||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
||||||||||||||
|
Мощности привода станка |
N, кВт |
4,5 |
7,5 |
св. 10 |
||||||||||||
|
Коэффициент КN |
1,2 |
1,1 |
1,0 |
|||||||||||||

Примечания: 1. При фрезеровании одновременно нескольких заготовок ширина обрабатываемой поверхности (или длина) и, соответственно, время на обработку определяются с учетом количества деталей, установленных на станке.
2. При предварительном фрезеровании по корке время на поверхность для Rz80 следует применять с коэффициентом К = 1,2.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейСталь конструкционная, sв = 590...740 МПа |
Горизонтально и вертикально-фрезерные станки Фрезы торцовые из стали Р6М5 Карта 6 |
|||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||
|
№ позиции |
Шероховатость и точность |
Ширина обрабатываемой поверхности, В, мм |
Заготовка из проката |
Поковка или отливка |
||||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||||||
|
1 |
Rz80, 14...12 квалитет |
50 |
2,3 |
2,7 |
3,2 |
3,7 |
4,4 |
5,1 |
6,0 |
7,2 |
8,4 |
9, 3 |
10,5 |
4,8 |
5,7 |
6,7 |
7,8 |
9,2 |
11 |
13 |
15 |
18 |
20 |
22 |
||
|
2 |
75 |
2,6 |
3,1 |
3,6 |
4,2 |
5,0 |
6,0 |
7,2 |
8,5 |
9,8 |
11 |
12,5 |
5,5 |
6,5 |
7,6 |
8,8 |
11 |
13 |
15 |
18 |
21 |
23 |
26 |
|||
|
5 |
110 |
3,0 |
3,6 |
4,2 |
4,8 |
5,7 |
6,5 |
8,0 |
9,5 |
11 |
12 |
14 |
6,3 |
7,6 |
8,8 |
10 |
12 |
14 |
17 |
20 |
23 |
25 |
29 |
|||
|
4 |
150 |
3,2 |
3,8 |
4,5 |
5,2 |
6,3 |
7,4 |
8,2 |
10 |
12 |
13 |
15 |
6,7 |
8,0 |
9,5 |
11 |
13 |
16 |
18 |
21 |
25 |
27 |
31 |
|||
|
5 |
200 |
3,7 |
4,3 |
5,1 |
5,9 |
7,0 |
8,4 |
9,7 |
11 |
13 |
15 |
17 |
7,8 |
9,0 |
11 |
12 |
15 |
18 |
20 |
23 |
27 |
31 |
36 |
|||
|
6 |
250 |
4,2 |
5,1 |
6,0 |
7,0 |
8,5 |
10 |
11 |
13 |
15 |
17 |
20 |
9,0 |
11 |
12 |
15 |
18 |
20 |
23 |
27 |
32 |
36 |
40 |
|||
|
Число рабочих ходов |
1 |
2 |
||||||||||||||||||||||||
|
7 |
Rz40, Rz20, квалитет |
50 |
6,3 |
7,2 |
8,3 |
9,0 |
11 |
12 |
14 |
16 |
18 |
20 |
22 |
8,8 |
10 |
12 |
14 |
16 |
18 |
21 |
24 |
27 |
30 |
34 |
||
|
8 |
75 |
7,3 |
8,4 |
9,5 |
11 |
12 |
14 |
17 |
19 |
22 |
24 |
26 |
10 |
12 |
14 |
17 |
19 |
21 |
24 |
28 |
33 |
36 |
40 |
|||
|
9 |
110 |
9,5 |
11 |
12 |
14 |
16 |
18 |
21 |
25 |
28 |
31 |
35 |
13 |
15 |
17 |
19 |
22 |
25 |
30 |
35 |
40 |
43 |
49 |
|||
|
10 |
150 |
11 |
13 |
14 |
16 |
18 |
20 |
23 |
28 |
31 |
35 |
40 |
15 |
17 |
20 |
22 |
25 |
29 |
32 |
39 |
45 |
49 |
56 |
|||
|
11 |
200 |
14 |
15 |
17 |
19 |
22 |
25 |
29 |
33 |
38 |
42 |
47 |
18 |
20 |
23 |
25 |
30 |
35 |
39 |
45 |
52 |
58 |
66 |
|||
|
12 |
250 |
15 |
17 |
19 |
22 |
25 |
28 |
32 |
38 |
42 |
47 |
52 |
20 |
23 |
25 |
30 |
35 |
40 |
45 |
52 |
58 |
66 |
75 |
|||
|
Число рабочих ходов |
2 |
3 |
||||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
х |
ц |
||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||||
|
1. Предела прочности обрабатываемого материала |
Прочность, sв, МПа |
до 590 |
590...740 |
св. 740 |
||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||||||||
|
2. Мощности привода станка |
N, кВт |
4,5 |
7,0 |
10 |
||||||||||||||||||||||
|
Коэффициент КN |
1,2 |
1,1 |
1,0 |
|||||||||||||||||||||||

Примечание: При фрезеровании одновременно нескольких заготовок ширина обрабатываемой поверхности (или длина) и, соответственно, время на обработку определяются с учетом количества деталей, установленных на станке.
|
Неполное штучное время Фрезерование плоскостейСталь конструкционная, sв = 590...740 МПа |
Горизонтально и вертикально-фрезерные станки Фрезы торцовые с пластинками Т5К10 Карта 7 |
|||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм |
Заготовка из проката |
Поковка или отливка |
||||||||||||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||||||||||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||||||||||||||
|
1 |
Rz80; 14…12 квалитет |
50 |
2,1 |
2,5 |
2,9 |
3,3 |
3,9 |
4,6 |
5,3 |
6,1 |
6,9 |
7,3 |
8,7 |
4,6 |
5,5 |
6,4 7,3 |
8,6 |
10 |
12 |
13 |
15 |
16 |
19 |
|||||||||||
|
2 |
75 |
2,3 |
2,7 |
3,1 |
3,7 |
4,4 |
5,2 |
6,0 |
7,2 |
8,4 |
9,6 |
11 |
5,1 |
5,9 |
6,8 |
8,1 |
9,7 |
11 |
13 |
15 |
18 |
21 |
24 |
|||||||||||
|
3 |
110 |
2,8 |
3,3 |
3,8 |
4,5 |
5,3 |
6,1 |
7,2 |
8,4 |
9,6 |
11 |
12 |
6,2 |
7,3 |
8,4 |
9,9 |
11 |
13 |
16 |
18 |
21 |
24 |
26 |
|||||||||||
|
4 |
150 |
3,0 |
3,5 |
4,1 |
4,8 |
5,6 |
6,6 |
7,7 |
9,0 |
11 |
12 |
13 |
6,6 |
7,7 |
9,0 |
11 |
12 |
14 |
17 |
20 |
23 |
26 |
29 |
|||||||||||
|
5 |
200 |
3,3 |
3,8 |
4,5 |
5,3 |
6,1 |
7,1 |
8,4 |
10 |
12 |
13 |
14 |
7,3 |
8,4 |
9,9 |
12 |
13 |
16 |
18 |
21 |
25 |
29 |
31 |
|||||||||||
|
6 |
250 |
4,2 |
4,7 |
5,4 |
6,0 |
6,6 |
7,6 |
8,6 |
11 |
13 |
14 |
15 |
9,2 |
10 |
12 |
13 |
15 |
17 |
19 |
23 |
26 |
31 |
33 |
|||||||||||
|
Число рабочих ходов |
1 |
2 |
||||||||||||||||||||||||||||||||
|
7 |
Rz40...120 9 квалитет |
50 |
5,4 |
6,1 |
6,8 |
7,8 |
8,8 |
9,8 |
11 |
12 |
13 |
14 |
15 |
7,7 |
8,9 |
10 |
11 |
13 |
15 |
17 |
19 |
22 |
23 |
25 |
||||||||||
|
8 |
75 |
5,8 |
6,6 |
7,5 |
8,6 |
9,8 |
11 |
13 |
14 |
16 |
17 |
18 |
8,4 |
9,7 |
11 |
13 |
15 |
17 |
19 |
22 |
25 |
28 |
31 |
|||||||||||
|
9 |
110 |
7,0 |
8,0 |
9,0 |
10 |
11 |
12 |
14 |
16 |
18 |
20 |
22 |
10 |
11 |
13 |
15 |
17 |
20 |
23 |
26 |
29 |
32 |
35 |
|||||||||||
|
10 |
150 |
7,6 |
8,6 |
9,7 |
11 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
11 |
12 |
14 |
16 |
18 |
22 |
24 |
28 |
32 |
35 |
38 |
|||||||||||
|
11 |
200 |
8,7 |
9,6 |
11 |
12 |
13 |
15 |
17 |
19 |
22 |
25 |
28 |
12 |
14 |
16 |
18 |
20 |
23 |
27 |
31 |
35 |
38 |
42 |
|||||||||||
|
12 |
250 |
11 |
12 |
13 |
14 |
15 |
17 |
20 |
23 |
26 |
28 |
30 |
15 |
16 |
18 |
20 |
22 |
26 |
30 |
34 |
38 |
42 |
47 |
|||||||||||
|
Число рабочих ходов |
2 |
3 |
||||||||||||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
х |
ц |
||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||||||||||||
|
1. |
Предела прочности обрабатываемого материала |
Прочность, sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||||||||||||||||
|
2. |
Мощности привода станка |
N, кВт |
4,5 |
7,5 |
св. 10 |
|||||||||||||||||||||||||||||
|
Коэффициент КN |
1,2 |
1,1 |
1,0 |
|||||||||||||||||||||||||||||||
Примечание: При фрезеровании одновременно нескольких заготовок ширина обрабатываемой поверхности (или длина) и, соответственно, время на обработку определяются с учетом количества деталей, установленных на станке.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Медные сплавы НВ = 980...1370 МПа Фрезерование плоскостей |
Горизонтально и вертикально-фрезерные станки Фрезы торцовые из стали Р6М5 Карта 8 |
|||||||||||||||||
|
|
||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности В, мм |
Число рабочих ходов, i |
Длина обрабатываемой поверхности l, мм, до |
||||||||||||||
|
100 |
150 |
200 |
300 |
400 |
600 |
800 |
1000 |
|||||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||
|
1 |
Rz80 14…12 квалитет |
50 |
|
1,6 |
1,9 |
2,2 |
2,5 |
3,0 |
3,5 |
3,8 |
4,3 |
|||||||
|
2 |
75 |
|
1,7 |
2,0 |
2,3 |
2,7 |
3,0 |
3,8 |
4,2 |
4,8 |
||||||||
|
3 |
110 |
|
2,0 |
2,3 |
2,7 |
3,3 |
3,8 |
4,6 |
5,2 |
6,9 |
||||||||
|
4 |
150 |
1 |
2,1 |
2,5 |
2,9 |
3,6 |
4,2 |
5,1 |
5,8 |
6,7 |
||||||||
|
5 |
200 |
|
2,3 |
2,7 |
3,1 |
3,7 |
4,4 |
5,2 |
6,1 |
7,0 |
||||||||
|
6 |
250 |
|
2,5 |
2,9 |
3,4 |
4,0 |
4,5 |
5,4 |
6,4 |
7,7 |
||||||||
|
7 |
Rz20 11 квалитет |
50 |
|
5,2 |
6,0 |
6,9 |
8,1 |
9,0 |
10 |
11 |
13 |
|||||||
|
8 |
75 |
|
6,0 |
7,1 |
8,2 |
9,5 |
11 |
13 |
15 |
17 |
||||||||
|
9 |
110 |
|
7,8 |
8,7 |
9,8 |
11 |
13 |
15 |
18 |
21 |
||||||||
|
10 |
150 |
2 |
8,4 |
9,8 |
11 |
13 |
15 |
18 |
21 |
24 |
||||||||
|
11 |
200 |
|
9,4 |
11 |
12 |
14 |
16 |
19 |
22 |
26 |
||||||||
|
12 |
250 |
|
11 |
13 |
15 |
17 |
20 |
24 |
29 |
34 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||
|
1. |
Твердости обрабатываемого материала |
Твердость НВ, МПа |
590...980 |
980...1370 |
1370...2450 |
|||||||||||||
|
Коэффициент Жт.в |
0,7 |
1,0 |
1,2 |
|||||||||||||||
|
2. |
Материала режущего инструмента |
Режущий инструмент |
Резцы из стали Р6М5 |
Резцы с пластинками ВК8 |
||||||||||||||
|
Коэффициент Кри |
1,0 |
0,6 |
||||||||||||||||

Примечание.
При фрезеровании одновременно нескольких заготовок ширина обрабатываемой поверхности (или длина), и соответственно, время на обработку определяется с учетом количества деталей, установленных на станке.

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Чугун серый, НВ = 1760...2150 МПа Фрезерование плоскостей |
Горизонтально и вертикально-фрезерные станки Фрезы торцовые из стали Р6М5 Карта 9 |
|||||||||||||||||||
|
№ позиции |
Характер обработки |
Диаметр фрезы, Д, мм и число зубьев, Z |
Ширина обрабатываемой поверхности, В, мм |
Число рабочих ходов |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||
|
1 |
Rz80 14…12 квалитет |
16/4 |
20...30 |
1 |
1,8 |
2,2 |
2,5 |
2,7 |
3,4 |
- |
- |
- |
- |
- |
- |
- |
||||
|
2 |
16/3 |
2,0 |
2,3 |
2,6 |
2,8 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
3 |
20/5; 25/5 |
20...40 |
1,9 |
2,3 |
2,6 |
2,8 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
||||||
|
4 |
20/3; 25/3 |
2,2 |
2,5 |
3,0 |
3,5 |
4,2 |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
5 |
32/6; 40/6; 50/6 |
20...60 |
2,3 |
2,7 |
3,2 |
3,7 |
4,5 |
4,8 |
5,6 |
6,7 |
7,6 |
9,0 |
10 |
13 |
||||||
|
6 |
32/4; 40/4; 50/4 |
2,4 |
3,2 |
3,8 |
4,4 |
5,0 |
5,8 |
6,7 |
8,0 |
9,0 |
11 |
12 |
15 |
|||||||
|
7 |
Rz20 9 квалитет |
16/4 |
20...30 |
2 |
4,2 |
5,0 |
5,6 |
6,4 |
7,5 |
- |
- |
- |
- |
- |
- |
- |
||||
|
8 |
16/3 |
4,5 |
5,5 |
6,0 |
7,0 |
8,5 |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
9 |
20/5; 25/5 |
20...40 |
4,4 |
5,1 |
5,7 |
6,6 |
8,0 |
9,0 |
|
|
|
- |
- |
- |
||||||
|
10 |
20/3; 25/3 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,5 |
- |
- |
- |
- |
- |
- |
|||||||
|
11 |
32/6; 40/6 |
20...60 |
4,9 |
5,4 |
6,0 |
7,0 |
8,2 |
8,8 |
10 |
12 |
14 |
16 |
18 |
20 |
||||||
|
12 |
32/4; 40/4 |
5,5 |
6,2 |
7,3 |
8,4 |
9,5 |
11 |
12 |
14 |
16 |
19 |
21 |
25 |
|||||||
|
13 |
50/6 |
20...60 |
5,0 |
6,0 |
6,5 |
7,5 |
8,5 |
9,2 |
11 |
13 |
15 |
17 |
19 |
22 |
||||||
|
14 |
50/4 |
6,0 |
6,5 |
7,5 |
8,6 |
10 |
12 |
13 |
15 |
18 |
20 |
22 |
26 |
|||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||
|
1. |
Твердости обрабатываемого материала |
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
||||||||||||||||
|
Коэффициент Кт.в |
1,0 |
1,2 |
||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
прямолинейная |
криволинейная (фасонная) |
||||||||||||||||
|
Коэффициент Кф.н |
1,0 |
1,2 |
||||||||||||||||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование уступов, Rz40... Rz20Чугун серый, НВ = 1760...2150 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 10 |
||||||||||||||||||||
|
|
|||||||||||||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, Z |
Ширина фрезерования, В, мм, до |
Глубина резания, t, мм, до |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
||||||||||
|
Время на проход, tнш, мин |
|||||||||||||||||||||
|
1 |
16/4 |
18 |
5 |
2,4 |
3,0 |
3,2 |
3,5 |
4,0 |
4,5 |
5,0 |
6,0 |
6,7 |
8,0 |
8,5 |
9,0 |
||||||
|
2 |
10 |
2,5 |
3,1 |
3,5 |
4,0 |
4,5 |
5,0 |
5,7 |
7,0 |
8,0 |
9,0 |
9,5 |
11 |
||||||||
|
3 |
20/5 |
20 |
2,6 |
3,2 |
3,8 |
4,5 |
5,5 |
6,0 |
6,7 |
8,2 |
9,0 |
11 |
12 |
14 |
|||||||
|
4 |
30 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
6,6 |
8,0 |
9,0 |
11 |
12 |
14 |
16 |
||||||||
|
5 |
25/5 |
40 |
3,1 |
4,0 |
4,7 |
5,7 |
7,0 |
8,0 |
9,0 |
11 |
13 |
15 |
17 |
19 |
|||||||
|
6 |
25/5 |
22 |
10 |
2,6 |
3,2 |
4,0 |
4,5 |
5,0 |
5,6 |
6,8 |
8,0 |
9,0 |
11 |
12 |
14 |
||||||
|
7 |
20 |
2,7 |
3,3 |
4,1 |
4,6 |
5,5 |
6,0 |
7,0 |
8,1 |
9,5 |
12 |
13 |
15 |
||||||||
|
8 |
30 |
3,0 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,5 |
11 |
13 |
15 |
17 |
20 |
||||||||
|
9 |
45 |
3,5 |
4,5 |
5,6 |
6,7 |
8,5 |
9,0 |
11 |
14 |
16 |
18 |
20 |
23 |
||||||||
|
10 |
32/6 |
25 |
10 |
2,5 |
3,0 |
3,5 |
4,0 |
4,7 |
5,0 |
5,7 |
7,0 |
8,0 |
9,0 |
10 |
12 |
||||||
|
11 |
20 |
2,6 |
3,4 |
4,0 |
4,5 |
5,4 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
11 |
14 |
||||||||
|
12 |
40/6 |
30 |
3,0 |
3,6 |
4,4 |
5,0 |
6,0 |
6,7 |
8,0 |
9,6 |
11 |
12 |
13 |
16 |
|||||||
|
13 |
40 |
3,2 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,5 |
11 |
13 |
15 |
17 |
20 |
||||||||
|
14 |
50/6 |
60 |
3,5 |
4,7 |
5,7 |
7,0 |
8,5 |
9,0 |
11 |
14 |
16 |
18 |
20 |
23 |
|||||||
|
15 |
50/6 |
30 |
10 |
2,6 |
3,2 |
3,6 |
4,2 |
4,8 |
5,5 |
6,0 |
7,2 |
8,2 |
9,0 |
10 |
11 |
||||||
|
16 |
20 |
3,2 |
3,8 |
4,5 |
5,5 |
6,5 |
7,0 |
8,0 |
9,5 |
11 |
12 |
13 |
16 |
||||||||
|
17 |
30 |
3,5 |
4,5 |
5,5 |
6,5 |
7,5 |
8,5 |
9,5 |
10 |
13 |
15 |
17 |
20 |
||||||||
|
18 |
40 |
4,0 |
5,0 |
6,0 |
7,5 |
8,6 |
9,5 |
11 |
14 |
17 |
19 |
21 |
24 |
||||||||
|
19 |
60 |
4,5 |
5,7 |
7,5 |
8,6 |
10 |
12 |
14 |
17 |
19 |
22 |
24 |
29 |
||||||||
|
20 |
50/6 |
45 |
10 |
3,0 |
3,5 |
4,0 |
4,7 |
5,6 |
6,0 |
7,0 |
8,5 |
9,5 |
10 |
12 |
14 |
||||||
|
21 |
20 |
3,2 |
4,0 |
4,5 |
5,5 |
6,5 |
7,0 |
8,0 |
9,5 |
10 |
12 |
13 |
16 |
||||||||
|
22 |
30 |
4,0 |
5,0 |
6,0 |
7,5 |
9,0 |
9,5 |
12 |
14 |
16 |
18 |
20 |
23 |
||||||||
|
23 |
40 |
4,5 |
6,0 |
7,5 |
8,6 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
||||||||
|
24 |
60 |
5,0 |
6,7 |
8,6 |
10 |
12 |
14 |
17 |
21 |
25 |
29 |
33 |
38 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||
|
1. |
Твердости обрабатываемого материала |
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
|||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
|||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
прямолинейная |
криволинейная |
|||||||||||||||||
|
Коэффициент Kф |
1,0 |
1,2 |
|||||||||||||||||||
Примечание: Карта рассчитана на фрезерование уступов типа А. При фрезеровании уступов типа Б неполное штучное время следует принимать с коэффициентом К = 0,85.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование Т-образных пазов, Rz40...Rz20; 11 квалитетЧугун серый, НВ = 1760...2150 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 11 |
|||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||
|
№ позиции |
Длина Т-образного паза, l, мм, до |
Ширина Т-образного паза, B1, мм, до |
||||||||||||||||||||||||||||||
|
16 |
19 |
23 |
30 |
37 |
46 |
56 |
68 |
80 |
90 |
|||||||||||||||||||||||
|
Ширина прямоугольного паза, В, мм, до |
||||||||||||||||||||||||||||||||
|
10 |
12 |
14 |
18 |
22 |
28 |
36 |
42 |
48 |
54 |
|||||||||||||||||||||||
|
Глубина прямоугольного паза, Н, мм, до |
||||||||||||||||||||||||||||||||
|
17 |
21 |
20 |
25 |
23 |
28 |
30 |
36 |
38 |
45 |
48 |
56 |
61 |
71 |
74 |
85 |
84 |
95 |
94 |
106 |
|||||||||||||
|
Время на один паз, tнш, мин |
||||||||||||||||||||||||||||||||
|
1 |
25 |
3,2 |
4,0 |
3,6 |
4,2 |
3,8 |
4,5 |
4,0 |
4,8 |
5,0 |
5,5 |
6,0 |
6,5 |
6,8 |
7,7 |
7,3 |
8,2 |
10 |
14 |
12 |
16 |
|||||||||||
|
2 |
50 |
4,6 |
6,0 |
5,0 |
6,2 |
5,2 |
6,5 |
5,5 |
6,5 |
7,0 |
7,6 |
8,0 |
8,7 |
10 |
11 |
11 |
12 |
15 |
22 |
16 |
24 |
|||||||||||
|
3 |
100 |
6,5 |
8,0 |
6,8 |
8,5 |
7,0 |
8,0 |
7,5 |
8,7 |
9,0 |
10 |
10 |
11 |
14 |
15 |
15 |
16 |
21 |
29 |
23 |
31 |
|||||||||||
|
4 |
150 |
8,0 |
9,5 |
8,2 |
10 |
8,4 |
11 |
8,6 |
11 |
12 |
13 |
13 |
14 |
16 |
21 |
18 |
20 |
25 |
36 |
28 |
39 |
|||||||||||
|
5 |
200 |
10 |
11 |
10,5 |
11,5 |
11 |
12 |
12 |
13 |
13 |
14 |
15 |
16 |
20 |
23 |
22 |
25 |
31 |
44 |
34 |
46 |
|||||||||||
|
6 |
250 |
12 |
14 |
13 |
15 |
14 |
14 |
15 |
17 |
16 |
18 |
18 |
20 |
25 |
27 |
26 |
29 |
36 |
51 |
40 |
55 |
|||||||||||
|
7 |
300 |
14 |
16 |
15 |
17 |
16 |
17 |
17 |
19 |
20 |
21 |
20 |
34 |
27 |
32 |
29 |
34 |
42 |
60 |
46 |
64 |
|||||||||||
|
8 |
400 |
17 |
19 |
18 |
20 |
19 |
21 |
20 |
22 |
22 |
24 |
25 |
29 |
34 |
39 |
36 |
42 |
52 |
72 |
56 |
75 |
|||||||||||
|
9 |
500 |
19 |
23 |
20 |
24 |
21 |
25 |
22 |
26 |
28 |
30 |
30 |
35 |
41 |
45 |
45 |
48 |
64 |
90 |
69 |
95 |
|||||||||||
|
10 |
600 |
- |
- |
- |
- |
- |
- |
23 |
30 |
33 |
35 |
35 |
40 |
47 |
55 |
51 |
59 |
74 |
102 |
79 |
107 |
|||||||||||
|
11 |
700 |
- |
- |
- |
- |
- |
- |
25 |
33 |
35 |
38 |
39 |
45 |
54 |
64 |
58 |
68 |
84 |
112 |
91 |
118 |
|||||||||||
|
12 |
800 |
- |
- |
- |
- |
- |
- |
29 |
38 |
41 |
44 |
43 |
50 |
61 |
71 |
66 |
76 |
93 |
118 |
101 |
128 |
|||||||||||
|
13 |
1000 |
- |
- |
- |
- |
- |
- |
32 |
42 |
46 |
48 |
46 |
57 |
68 |
77 |
74 |
83 |
104 |
127 |
112 |
136 |
|||||||||||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||||||||||
|
Твердости обрабатываемого материала |
Твердость, НВ, МПа |
До 2150 |
|
|||||||||||||||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,12 |
||||||||||||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов типа «Ласточкин хвост», Rz40...Rz20Чугун серый, НВ = 1760...2150 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые угловые из стали Р6М5 Карта 12 |
|||||||||||||||||||
|
|
||||||||||||||||||||
|
№ позиции |
Глубина паза, Н, мм |
Диаметр фрезы, Д, мм и число зубьев, Z |
Угол, j, градусы |
Число рабочих ходов, i |
Длина обрабатываемого паза, l, мм, до |
|||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
||||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||
|
1 |
6 |
|
70...80 |
|
4,2 |
4,7 |
5,2 |
5,6 |
6,0 |
7,0 |
7,5 |
8,5 |
9,5 |
10 |
12 |
13 |
15 |
|||
|
2 |
8 |
|
70...80 |
|
4,4 |
5,0 |
5,5 |
6,0 |
6,6 |
7,8 |
8,2 |
9,5 |
11 |
12 |
14 |
15 |
17 |
|||
|
3 |
60...65 |
2 |
4,6 |
5,2 |
6,0 |
6,5 |
7,0 |
8,0 |
9,0 |
10 |
12 |
14 |
16 |
17 |
19 |
|||||
|
4 |
10 |
|
75...80 |
4,3 |
4,8 |
5,4 |
5,8 |
6,0 |
7,0 |
7,5 |
8,4 |
10 |
11 |
12 |
13 |
15 |
||||
|
5 |
65...70 |
|
4,6 |
5,3 |
6,2 |
6,6 |
7,5 |
8,5 |
9,5 |
11 |
13 |
15 |
17 |
18 |
20 |
|||||
|
6 |
55...60 |
|
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
12 |
14 |
16 |
19 |
21 |
24 |
28 |
|||||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||
|
Твердости обрабатываемого материала |
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
|||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,12 |
||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов, В40...В20; 11 квалитетЧугун серый, НВ = 1760...2150 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 13 |
||||||||||||||||||||||
|
|
|||||||||||||||||||||||
|
№ позиции |
Режущий инструмент |
Ширина паза, В, мм |
Глубина паза, Н, мм |
Число рабочих ходов i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||
|
Время на паз, tнш, мм |
|||||||||||||||||||||||
|
1 |
Фрезы концевые из стали Р6М5 |
6 |
3 |
1 |
1,7 |
1,9 |
2,5 |
|
|
|
|
|
|
|
|
|
|
||||||
|
2 |
5 |
1,9 |
2,1 |
2,8 |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
3 |
10 |
12 |
2,0 |
2,3 |
3,4 |
4,3 |
5,2 |
6,5 |
7,5 |
9,5 |
11 |
- |
- |
- |
- |
||||||||
|
4 |
16 |
20 |
2,2 |
2,6 |
3,6 |
4,4 |
5,5 |
6,8 |
7,8 |
9,8 |
10 |
- |
- |
- |
- |
||||||||
|
5 |
25 |
16 |
1,6 |
1,8 |
2,1 |
2,4 |
3,0 |
3,6 |
4,3 |
5,0 |
6,0 |
6,8 |
7,7 |
8,5 |
9,3 |
||||||||
|
6 |
20 |
1,9 |
2,1 |
2,9 |
3,8 |
4,3 |
5,4 |
6,0 |
7,6 |
9,2 |
10 |
11 |
13 |
15 |
|||||||||
|
7 |
30 |
2,1 |
2,5 |
3,2 |
4,0 |
4,9 |
5,8 |
6,6 |
8,3 |
9,8 |
11 |
13 |
15 |
16 |
|||||||||
|
8 |
32 |
20 |
2,0 |
2,5 |
3,5 |
4,0 |
4,5 |
5,5 |
6,0 |
7,5 |
9,0 |
10 |
12 |
13 |
15 |
||||||||
|
9 |
30 |
2,5 |
3,0 |
4,0 |
4,5 |
5,5 |
7,0 |
8,0 |
9,5 |
11 |
13 |
15 |
17 |
21 |
|||||||||
|
10 |
40 |
30 |
2 |
5,0 |
7,0 |
9,0 |
11 |
13 |
16 |
18 |
22 |
27 |
31 |
35 |
40 |
50 |
|||||||
|
11 |
40 |
5,5 |
8,0 |
10 |
13 |
16 |
19 |
22 |
27 |
32 |
38 |
45 |
52 |
64 |
|||||||||
|
12 |
50 |
30 |
6,0 |
8,5 |
11 |
14 |
17 |
20 |
23 |
28 |
33 |
39 |
46 |
53 |
65 |
||||||||
|
13 |
40 |
6,5 |
9,5 |
13 |
16 |
20 |
24 |
27 |
34 |
43 |
50 |
56 |
62 |
70 |
|||||||||
|
14 |
Фрезы концевые с пластинками ВК8 |
10 |
8 |
1 |
1,5 |
1,6 |
2,0 |
2,1 |
2,3 |
2,8 |
3,0 |
3,5 |
4,2 |
|
|
|
- |
||||||
|
15 |
12 |
1,6 |
1,8 |
2,1 |
2,4 |
2,7 |
3,3 |
3,5 |
4,3 |
5,0 |
- |
- |
- |
- |
|||||||||
|
16 |
16 |
16 |
1,7 |
1,9 |
2,4 |
2,7 |
3,2 |
3,6 |
3,8 |
5,0 |
6,0 |
|
- |
- |
- |
||||||||
|
17 |
20 |
1,8 |
2,3 |
3,2 |
3,9 |
4,7 |
5,4 |
6,2 |
8,0 |
9,0 |
- |
- |
- |
- |
|||||||||
|
18 |
25 |
16 |
1,5 |
1,6 |
1,8 |
2,2 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
6,0 |
6,5 |
8,0 |
||||||||
|
19 |
20 |
1,6 |
1,8 |
2,2 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,5 |
6,0 |
6,6 |
7,0 |
8,5 |
|||||||||
|
20 |
30 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,5 |
5,0 |
5,5 |
7,0 |
8,0 |
9,0 |
10 |
12 |
|||||||||
|
21 |
32 |
20 |
2,0 |
2,4 |
3,2 |
3,8 |
4,6 |
5,5 |
6,2 |
7,5 |
9,0 |
10 |
11 |
13 |
15 |
||||||||
|
22 |
30 |
2,3 |
2,8 |
3,6 |
4,6 |
5,5 |
6,5 |
7,3 |
9,0 |
11 |
13 |
14 |
16 |
18 |
|||||||||
|
23 |
40 |
30 |
2 |
3,6 |
5,0 |
6,5 |
8,0 |
9,5 |
11 |
13 |
15 |
18 |
21 |
24 |
27 |
32 |
|||||||
|
24 |
40 |
4,0 |
6,0 |
7,5 |
9,5 |
11 |
13 |
15 |
18 |
22 |
26 |
29 |
33 |
40 |
|||||||||
|
25 |
50 |
30 |
4,5 |
6,0 |
8,0 |
10 |
12 |
14 |
16 |
19 |
23 |
27 |
30 |
34 |
41 |
||||||||
|
26 |
40 |
5,0 |
7,0 |
9,0 |
11 |
13 |
15 |
18 |
23 |
27 |
31 |
36 |
40 |
47 |
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||
|
1. |
Твердости обрабатываемого материала |
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
|||||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
|||||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
|||||||||||||||||||
|
Коэффициент Kф |
1,0 |
1,2 |
|||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейСталь конструкционная, sв = 590...740 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6M5 Карта 14 |
|||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Вид заготовки |
Диаметр фрезы, Д и число зубьев, Z |
Ширина обработки, В, мм |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||||
|
1 |
Rz80 14…12 квалитет |
Прокат |
16/4 |
20...30 |
1 |
1,8 |
2,0 |
2,4 |
2,6 |
3,4 |
3,5 |
4,2 |
5,0 |
5,6 |
6,7 |
7,3 |
8,5 |
|||||||
|
2 |
16/3 |
1,9 |
2,3 |
2,5 |
2,8 |
3,5 |
4,0 |
4,7 |
5,7 |
6,5 |
7,6 |
8,4 |
9,5 |
|||||||||||
|
3 |
20/5 |
20...60 |
1,9 |
2,4 |
2,6 |
3,0 |
3,6 |
4,2 |
4,8 |
5,8 |
6,7 |
7,8 |
8,6 |
10 |
||||||||||
|
4 |
20/3 |
2,0 |
2,5 |
3,0 |
3,5 |
4,2 |
4,7 |
5,6 |
7,0 |
7,8 |
8,5 |
10 |
12 |
|||||||||||
|
5 |
50/6 |
20...60 |
2,2 |
2,6 |
3,2 |
3,7 |
4,4 |
5,0 |
5,8 |
7,0 |
8,0 |
9,0 |
11 |
13 |
||||||||||
|
6 |
50/4 |
2,3 |
2,8 |
3,5 |
4,0 |
4,8 |
5,5 |
6,5 |
8,0 |
9,0 |
11 |
13 |
15 |
|||||||||||
|
7 |
Rz20 9 квалитет |
16/4 |
20...30 |
2 |
3,4 |
4,5 |
5,0 |
5,6 |
6,5 |
7,5 |
8,0 |
10 |
12 |
14 |
16 |
18 |
||||||||
|
8 |
16/3 |
4,0 |
4,8 |
5,4 |
6,2 |
7,5 |
8,5 |
10 |
11 |
14 |
16 |
18 |
21 |
|||||||||||
|
9 |
20/5 |
20...60 |
4,2 |
5,0 |
5,5 |
6,6 |
7,8 |
9,0 |
11 |
13 |
15 |
17 |
19 |
22 |
||||||||||
|
10 |
20/3 |
4,5 |
5,5 |
6,0 |
7,0 |
8,5 |
10 |
12 |
14 |
16 |
18 |
20 |
23 |
|||||||||||
|
11 |
50/6 |
20...60 |
4,8 |
5,8 |
6,5 |
7,5 |
9,0 |
11 |
13 |
15 |
17 |
19 |
21 |
24 |
||||||||||
|
12 |
50/4 |
5,0 |
6,0 |
7,0 |
8,0 |
9,5 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
|||||||||||
|
13 |
Rz80 14…12 квалитет |
Поковка или отливка |
16/4 |
20...30 |
2 |
3,5 |
4,2 |
4,5 |
5,0 |
6,0 |
7,0 |
7,5 |
9,0 |
11 |
13 |
15 |
18 |
|||||||
|
14 |
16/3 |
3,8 |
4,4 |
4,8 |
5,5 |
6,5 |
7,5 |
8,5 |
10 |
12 |
14 |
16 |
20 |
|||||||||||
|
15 |
20/5 |
20...60 |
4,0 |
4,5 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
11 |
13 |
15 |
17 |
21 |
||||||||||
|
16 |
20/3 |
4,5 |
5,0 |
5,5 |
6,5 |
7,5 |
9,0 |
11 |
13 |
15 |
17 |
19 |
23 |
|||||||||||
|
17 |
50/6 |
20...60 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,5 |
12 |
14 |
16 |
18 |
21 |
24 |
||||||||||
|
18 |
50/4 |
5,5 |
6,0 |
7,0 |
8,0 |
9,5 |
11 |
13 |
15 |
17 |
20 |
22 |
26 |
|||||||||||
|
19 |
Rz20 9 квалитет |
16/4 |
20...30 |
3 |
6,4 |
7,0 |
7,8 |
8,5 |
9,5 |
11 |
13 |
15 |
17 |
19 |
22 |
26 |
||||||||
|
20 |
16/3 |
6,5 |
7,5 |
8,3 |
9,0 |
10 |
12 |
14 |
16 |
18 |
20 |
23 |
27 |
|||||||||||
|
21 |
20/5 |
20...60 |
6,6 |
7,8 |
8,5 |
9,5 |
11 |
13 |
15 |
17 |
19 |
21 |
25 |
29 |
||||||||||
|
22 |
20/3 |
6,7 |
8,0 |
9,0 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
26 |
32 |
|||||||||||
|
23 |
50/6 |
20...60 |
7,0 |
8,3 |
9,5 |
11 |
13 |
15 |
17 |
19 |
22 |
25 |
29 |
35 |
||||||||||
|
24 |
50/4 |
7,5 |
8,8 |
10 |
12 |
14 |
16 |
19 |
22 |
25 |
28 |
31 |
37 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||
|
1. |
Предела прочности обрабатываемого материала |
Прочность, sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
||||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейСталь конструкционная, sв = 590...740 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые с пластинками Т5К10 Карта 15 |
|||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Вид заготовки |
Диаметр фрезы, Д, и число зубьев, Z |
Ширина обработки, В, мм |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||||
|
1 |
Rz80 14…12 квалитет |
Прокат |
16/4 |
10...30 |
1 |
1,6 |
2,0 |
2,2 |
2,5 |
3,0 |
3,2 |
3,6 |
4,4 |
5,0 |
5,7 |
6,5 |
7,0 |
|||||||
|
2 |
20/4 |
1,6 |
1,8 |
2,0 |
2,3 |
2,8 |
3,0 |
3,2 |
4,0 |
4,4 |
5,0 |
5,5 |
6,5 |
|||||||||||
|
3 |
40/6 |
1,6 |
1,7 |
1,8 |
2,0 |
2,5 |
2,7 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
|||||||||||
|
4 |
Rz20 9 квалитет |
25/4 |
10...30 |
2 |
4,0 |
4,4 |
5,0 |
5,7 |
6,6 |
7,2 |
8,2 |
9,5 |
10 |
12 |
13 |
15 |
||||||||
|
5 |
20/4 |
20 |
3,8 |
4,2 |
4,8 |
5,4 |
6,0 |
6,5 |
7,0 |
8,3 |
9,0 |
10 |
11 |
13 |
||||||||||
|
6 |
40/6 |
30 |
4,2 |
4,5 |
5,2 |
6,0 |
7,0 |
7,5 |
8,5 |
10 |
11 |
12 |
14 |
16 |
||||||||||
|
7 |
Rz80 14…12 квалитет |
Поковка или отливка |
16/4 |
10...30 |
2 |
3,5 |
4,0 |
4,5 |
5,0 |
6,0 |
6,6 |
7,8 |
9,0 |
10 |
12 |
13 |
15 |
|||||||
|
8 |
20/4 |
3,5 |
3,8 |
4,2 |
4,7 |
5,5 |
6,2 |
7,2 |
8,5 |
9,0 |
10 |
11 |
13 |
|||||||||||
|
9 |
40/6 |
3,4 |
3,6 |
4,0 |
4,4 |
5,0 |
5,5 |
6,0 |
7,2 |
8,0 |
9,0 |
10 |
12 |
|||||||||||
|
10 |
Rz20 9 квалитет |
25/4 |
10...30 |
3 |
5,7 |
6,6 |
7,3 |
8,5 |
9,5 |
10 |
12 |
14 |
16 |
18 |
20 |
23 |
||||||||
|
11 |
20/4 |
20 |
5,6 |
6,4 |
7,0 |
7,6 |
8,6 |
9,0 |
10 |
12 |
14 |
16 |
17 |
20 |
||||||||||
|
12 |
40/6 |
30 |
5,7 |
6,5 |
7,2 |
8,0 |
9,0 |
9,5 |
11 |
13 |
15 |
17 |
18 |
21 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||
|
1. |
Предела прочности обрабатываемого материала |
Прочность стали, sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||
|
Коэффициент Кпп |
0,8 - 0,9 |
1,0 |
1,2 |
|||||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
||||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование уступов, Rz40... 520; 11 квалитетСталь конструкционная, sв = 590...740 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 16 |
|||||||||||||||||||||
|
№ позиции |
Диаметр, фрезы, Д и число зубьев, Z |
Ширина фрезерования, В, мм, до |
Глубина резания, t, мм, до |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||
|
Время на рабочий ход, tнш, мин |
||||||||||||||||||||||
|
1 |
16/4 20/5 25/5 |
18 |
5 |
2,4 |
2,7 |
3,2 |
3,5 |
4,0 |
4,5 |
5,0 |
6,0 |
6,8 |
7,8 |
8,5 |
10 |
|||||||
|
2 |
10 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,7 |
6,8 |
8,0 |
9,0 |
10 |
11 |
|||||||||
|
3 |
20 |
2,6 |
3,2 |
3,8 |
4,5 |
5,3 |
6,0 |
6,7 |
8,0 |
9,0 |
10 |
12 |
14 |
|||||||||
|
4 |
30 |
3,0 |
4,0 |
4,8 |
5,8 |
7,0 |
8,0 |
9,0 |
11 |
13 |
15 |
17 |
20 |
|||||||||
|
5 |
40 |
3,4 |
4,4 |
5,6 |
6,8 |
8,2 |
9,0 |
11 |
13 |
16 |
18 |
20 |
23 |
|||||||||
|
6 |
25/5 |
22 |
10 |
2,6 |
3,2 |
3,8 |
4,5 |
5,4 |
6,0 |
6,7 |
8,0 |
9,0 |
10 |
11 |
13 |
|||||||
|
7 |
20 |
2,7 |
3,5 |
4,2 |
5,0 |
6,0 |
6,7 |
7,8 |
9,0 |
11 |
13 |
15 |
18 |
|||||||||
|
8 |
30 |
3,5 |
4,5 |
5,6 |
6,7 |
8,2 |
9,0 |
11 |
13 |
15 |
17 |
19 |
24 |
|||||||||
|
9 |
45 |
4,0 |
5,0 |
6,6 |
8,0 |
9,5 |
11 |
14 |
17 |
20 |
23 |
26 |
31 |
|||||||||
|
10 |
32/6 40/6 50/6 |
25 |
10 |
2,8 |
3,4 |
3,9 |
4,6 |
5,5 |
6,0 |
6,8 |
8,4 |
9,4 |
11 |
12 |
14 |
|||||||
|
11 |
20 |
3,0 |
3,8 |
4,5 |
5,5 |
6,5 |
7,0 |
8,5 |
9,6 |
11 |
12 |
13 |
16 |
|||||||||
|
12 |
30 |
3,5 |
4,5 |
5,5 |
6,5 |
7,5 |
8,5 |
9,7 |
11 |
13 |
15 |
17 |
20 |
|||||||||
|
13 |
40 |
4,0 |
5,0 |
6,0 |
7,5 |
8,6 |
9,5 |
12 |
15 |
17 |
19 |
21 |
24 |
|||||||||
|
14 |
60 |
4,5 |
5,7 |
7,5 |
8,6 |
10 |
12 |
14 |
17 |
19 |
22 |
25 |
29 |
|||||||||
|
15 |
50/6 |
30 |
10 |
3,0 |
3,5 |
4,0 |
4,7 |
5,6 |
6,2 |
7,0 |
8,5 |
9,5 |
11 |
12 |
14 |
|||||||
|
16 |
20 |
3,5 |
4,5 |
5,5 |
6,5 |
7,5 |
8,5 |
9,7 |
11 |
13 |
15 |
17 |
20 |
|||||||||
|
17 |
30 |
4,0 |
5,0 |
6,0 |
7,5 |
9,0 |
10 |
12 |
14 |
16 |
18 |
20 |
23 |
|||||||||
|
18 |
40 |
4,5 |
5,7 |
7,5 |
9,0 |
10 |
12 |
15 |
17 |
20 |
23 |
26 |
31 |
|||||||||
|
19 |
60 |
5,0 |
6,7 |
8,6 |
10 |
12 |
14 |
17 |
21 |
25 |
29 |
33 |
39 |
|||||||||
|
20 |
50/6 |
45 |
10 |
3,2 |
4,0 |
4,7 |
5,5 |
6,5 |
7,0 |
8,2 |
9,5 |
11 |
13 |
15 |
18 |
|||||||
|
21 |
20 |
3,8 |
5,0 |
6,0 |
7,5 |
8,6 |
9,0 |
11 |
13 |
15 |
18 |
20 |
23 |
|||||||||
|
22 |
30 |
4,5 |
6,0 |
7,5 |
8,6 |
11 |
12 |
15 |
18 |
21 |
24 |
27 |
32 |
|||||||||
|
23 |
40 |
5,0 |
6,7 |
8,6 |
10 |
12 |
14 |
17 |
21 |
25 |
29 |
33 |
40 |
|||||||||
|
24 |
60 |
6,0 |
8,0 |
10 |
12 |
14 |
17 |
21 |
25 |
30 |
34 |
39 |
46 |
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||
|
1. |
Предела прочности обрабатываемого материала |
Прочность, sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||
|
Коэффициент Кпп |
0,8 - 0,9 |
о |
1,2 |
|||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
||||||||||||||||||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование Т-образных пазов, Rz40...Rz20Сталь конструкционная, sв = 590...740 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 17 |
|||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||
|
№ позиции |
Длина Т-образного паза, l, мм, до |
Ширина Т-образного паза, В, мм, до |
||||||||||||||||||||||||
|
16 |
19 |
23 |
30 |
37 |
46 |
56 |
68 |
80 |
90 |
|||||||||||||||||
|
Ширина прямоугольного паза, В, мм, до |
||||||||||||||||||||||||||
|
10 |
12 |
14 |
18 |
22 |
28 |
36 |
42 |
48 |
54 |
|||||||||||||||||
|
Глубина прямоугольного паза, Н, мм, до |
||||||||||||||||||||||||||
|
15 |
21 |
17 |
25 |
21 |
28 |
26 |
36 |
33 |
45 |
40 |
56 |
51 |
71 |
61 |
85 |
69 |
95 |
79 |
106 |
|||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||||||||
|
1 |
25 |
4,0 |
4,5 |
4,8 |
5,0 |
5,2 |
5,3 |
5,5 |
5,8 |
6,0 |
6,3 |
6,5 |
7,0 |
8,0 |
9,0 |
8,5 |
9,5 |
12 |
13 |
14 |
18 |
|||||
|
2 |
50 |
5,5 |
6,0 |
6,5 |
7,0 |
7,3 |
7,5 |
8,0 |
8,2 |
8,5 |
8,8 |
9,0 |
9,5 |
11 |
13 |
12 |
14 |
18 |
26 |
21 |
27 |
|||||
|
3 |
100 |
7,5 |
7,8 |
8,0 |
8,2 |
8,5 |
8,8 |
9,0 |
9,5 |
10 |
11 |
12 |
13 |
16 |
17 |
18 |
20 |
25 |
35 |
27 |
37 |
|||||
|
4 |
150 |
9,5 |
10 |
10 |
11 |
11 |
12 |
12 |
13 |
14 |
15 |
16 |
17 |
19 |
21 |
23 |
25 |
31 |
44 |
34 |
46 |
|||||
|
5 |
200 |
11 |
12 |
12 |
13 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
21 |
23 |
25 |
28 |
29 |
35 |
53 |
37 |
56 |
|||||
|
6 |
230 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
21 |
23 |
25 |
27 |
29 |
31 |
33 |
36 |
40 |
47 |
50 |
66 |
|||||
|
7 |
300 |
14 |
15 |
15 |
16 |
17 |
18 |
19 |
21 |
23 |
25 |
27 |
29 |
31 |
33 |
36 |
42 |
46 |
58 |
60 |
76 |
|||||
|
8 |
400 |
20 |
22 |
23 |
25 |
24 |
27 |
26 |
29 |
27 |
31 |
29 |
33 |
42 |
46 |
45 |
49 |
59 |
92 |
65 |
97 |
|||||
|
9 |
500 |
24 |
26 |
27 |
30 |
28 |
32 |
29 |
33 |
34 |
35 |
36 |
40 |
47 |
56 |
51 |
60 |
72 |
110 |
79 |
117 |
|||||
|
10 |
600 |
- |
- |
- |
- |
- |
- |
27 |
35 |
38 |
40 |
40 |
46 |
57 |
66 |
61 |
70 |
85 |
129 |
95 |
138 |
|||||
|
11 |
700 |
- |
- |
- |
- |
- |
|
31 |
38 |
42 |
45 |
45 |
53 |
65 |
76 |
70 |
82 |
98 |
147 |
107 |
156 |
|||||
|
12 |
800 |
- |
- |
- |
- |
- |
- |
35 |
45 |
48 |
52 |
53 |
60 |
71 |
85 |
78 |
93 |
111 |
156 |
121 |
166 |
|||||
|
13 |
1000 |
- |
- |
- |
- |
- |
- |
38 |
49 |
53 |
56 |
60 |
67 |
79 |
96 |
86 |
104 |
124 |
191 |
135 |
193 |
|||||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||||
|
Предела прочности обрабатываемого материала |
Прочность стали, sв, МПа |
до 590 |
590...740 |
св. 740 |
||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов типа «Ласточкин хвост», Rz40...Rz20Сталь конструкционная, sв = 590...740 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые угловые из стали Р6М5 Карта 18 |
||||||||||||||||||||||
|
|
|||||||||||||||||||||||
|
№ позиции |
Глубина паза, Н, мм |
Диаметр фрезы, Д, мм, и число зубьев, Z |
Угол, j, град. |
Число рабочих ходов |
Длина обрабатываемого паза, l, мм, до |
||||||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||
|
Время на паз, tнш, мин |
|||||||||||||||||||||||
|
1 |
6 |
10/8 |
70...80 |
2 |
4,4 |
4,6 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
8,0 |
9,0 |
10 |
11 |
12 |
14 |
||||||
|
2 |
8 |
16/10 |
70...80 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,5 |
10 |
11 |
12 |
13 |
15 |
|||||||
|
3 |
60...65 |
4,6 |
5,2 |
6,0 |
6,5 |
7,0 |
7,5 |
8,5 |
10 |
11 |
12 |
13 |
14 |
16 |
|||||||||
|
4 |
10 |
25/12 |
75...80 |
4,6 |
4,8 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
8,0 |
9,0 |
10 |
11 |
12 |
14 |
|||||||
|
5 |
65...70 |
4,7 |
5,2 |
6,0 |
6,5 |
7,0 |
6,8 |
8,5 |
10 |
11 |
12 |
13 |
14 |
17 |
|||||||||
|
6 |
55...60 |
5,0 |
5,5 |
6,5 |
7,0 |
7,5 |
8,5 |
9,5 |
11 |
13 |
15 |
17 |
19 |
22 |
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||
|
Предела прочности обрабатываемого материала |
Прочность, sв, МПа |
до 590 |
590...740 |
св. 740 |
|
||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|
|||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов, Rz40...Rz20; 11 квалитетСталь конструкционная, sв = 590...740 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Т15К6, Р6М5 Карта 19 |
|||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
№ позиции |
Режущий инструмент |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
||||||||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||||||
|
1 |
Фрезы концевые из стали Р6М5 |
6 |
3 |
1 |
2,0 |
2,3 |
3,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
2 |
5 |
2,5 |
3,2 |
4,8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
3 |
10 |
8 |
1,8 |
2,1 |
2,8 |
3,1 |
3,5 |
4,3 |
5,0 |
5,9 |
7,2 |
- |
- |
- |
- |
|||||||||
|
4 |
12 |
2,1 |
2,5 |
3,5 |
4,6 |
5,5 |
6,9 |
7,9 |
10 |
12 |
- |
- |
- |
- |
||||||||||
|
5 |
16 |
16 |
2,0 |
2,4 |
3,1 |
3,9 |
4,6 |
5,6 |
6,5 |
7,9 |
9,5 |
- |
- |
- |
- |
|||||||||
|
6 |
20 |
2,3 |
2,7 |
3,8 |
4,7 |
5,8 |
7,2 |
8,2 |
10 |
12 |
- |
- |
- |
- |
||||||||||
|
7 |
25 |
16 |
1,8 |
2,0 |
2,4 |
2,8 |
3,3 |
4,0 |
4,5 |
5,3 |
6,4 |
7,3 |
8,2 |
9,0 |
10 |
|||||||||
|
8 |
20 |
2,0 |
2,4 |
3,2 |
4,0 |
4,7 |
5,9 |
6,6 |
8,2 |
10 |
12 |
14 |
16 |
19 |
||||||||||
|
9 |
30 |
2,3 |
2,7 |
3,5 |
4,4 |
5,3 |
6,4 |
7,3 |
9,0 |
11 |
13 |
15 |
17 |
21 |
||||||||||
|
10 |
32 |
20 |
2,3 |
2,8 |
3,6 |
4,5 |
5,4 |
6,6 |
7,3 |
9,0 |
11 |
13 |
15 |
17 |
21 |
|||||||||
|
11 |
30 |
2,5 |
3,2 |
4,3 |
5,3 |
6,4 |
7,8 |
8,8 |
10 |
12 |
14 |
16 |
18 |
22 |
||||||||||
|
12 |
40 |
30 |
2 |
5,2 |
7,3 |
10 |
12 |
15 |
18 |
21 |
27 |
32 |
37 |
42 |
47 |
60 |
||||||||
|
13 |
40 |
6,4 |
10 |
12 |
14 |
18 |
21 |
25 |
32 |
38 |
47 |
54 |
61 |
76 |
||||||||||
|
14 |
50 |
30 |
6,8 |
9,5 |
13 |
16 |
20 |
24 |
27 |
34 |
41 |
48 |
55 |
62 |
77 |
|||||||||
|
15 |
40 |
7,7 |
11 |
15 |
18 |
21 |
25 |
29 |
38 |
47 |
56 |
64 |
73 |
90 |
||||||||||
|
16 |
Фрезы концевые с пластинками Т15К6 |
10 |
8 |
1 |
1,5 |
1,6 |
2,0 |
2,3 |
2,4 |
3,1 |
3,3 |
3,8 |
4,6 |
- |
- |
- |
- |
|||||||
|
17 |
12 |
1,6 |
1,8 |
2,2 |
2,4 |
2,7 |
3,3 |
3,5 |
4,3 |
5,1 |
- |
- |
- |
- |
||||||||||
|
18 |
16 |
16 |
1,8 |
2,0 |
2,4 |
2,7 |
3,2 |
4,0 |
4,3 |
5,2 |
6,3 |
- |
- |
- |
- |
|||||||||
|
19 |
20 |
2,0 |
2,4 |
3,2 |
4,0 |
4,7 |
5,6 |
6,5 |
8,2 |
10 |
- |
- |
- |
- |
||||||||||
|
20 |
25 |
16 |
1,7 |
1,8 |
2,3 |
2,7 |
3,0 |
3,8 |
4,2 |
5,0 |
5,8 |
6,5 |
7,5 |
8,5 |
10 |
|||||||||
|
21 |
20 |
1,9 |
2,0 |
2,4 |
2,8 |
3,2 |
3,9 |
4,4 |
5,2 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
||||||||||
|
22 |
30 |
2,0 |
2,2 |
2,7 |
3,2 |
3,6 |
4,5 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
- |
||||||||||
|
23 |
32 |
20 |
2,1 |
2,4 |
3,2 |
3,9 |
4,6 |
5,8 |
6,2 |
7,5 |
9,0 |
10 |
11 |
13 |
15 |
|||||||||
|
24 |
30 |
2,4 |
2,8 |
3,8 |
4,5 |
5,4 |
6,8 |
7,7 |
9,0 |
11 |
13 |
15 |
17 |
20 |
||||||||||
|
25 |
40 |
30 |
2 |
4,5 |
6,0 |
7,5 |
9,0 |
11 |
13 |
15 |
19 |
23 |
26 |
29 |
33 |
40 |
||||||||
|
26 |
40 |
5,0 |
6,5 |
8,7 |
10 |
13 |
15 |
18 |
22 |
27 |
31 |
35 |
40 |
48 |
||||||||||
|
27 |
50 |
30 |
5,4 |
7,1 |
9,0 |
11 |
14 |
16 |
19 |
23 |
28 |
32 |
36 |
41 |
49 |
|||||||||
|
28 |
40 |
6,0 |
8,3 |
11 |
13 |
16 |
19 |
23 |
28 |
33 |
39 |
45 |
50 |
60 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||
|
1. |
Предела прочности обрабатываемого материала |
Прочность,sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
||||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейМедные сплавы, НВ = 980...1370 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 20 |
|||||||||||||||||||||
|
|
||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Диаметр фрезы, Д, и число зубьев, Z |
Ширина обработки, В, мм |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||
|
1 |
Rz80 14 квалитет |
16/4 |
20...30 |
1 |
1,6 |
1,8 |
2,1 |
2,4 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||
|
2 |
20/5 |
20...40 |
1,7 |
1,9 |
2,2 |
2,6 |
2,9 |
3,2 |
3,6 |
4,2 |
4,7 |
5,3 |
6,0 |
7,2 |
||||||||
|
3 |
32/6 |
1,8 |
2,0 |
2,3 |
2,7 |
3,3 |
3,7 |
4,3 |
5,0 |
5,8 |
6,7 |
7,6 |
8,5 |
|||||||||
|
4 |
40/6 |
20...60 |
1,9 |
2,2 |
2,5 |
2,9 |
3,5 |
4,0 |
4,6 |
5,3 |
6,2 |
7,1 |
8,0 |
9,0 |
||||||||
|
5 |
50/6 |
2,0 |
2,4 |
2,7 |
3,2 |
3,8 |
4,3 |
5,0 |
5,7 |
6,6 |
7,5 |
8,6 |
9,5 |
|||||||||
|
6 |
Rz20 9 квалитет |
16/4 |
20...30 |
2 |
3,8 |
4,2 |
4,5 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||
|
7 |
20/5 |
20...40 |
3,9 |
4,3 |
4,7 |
5,2 |
5,9 |
6,4 |
7,3 |
8,4 |
9,5 |
11 |
12 |
13 |
||||||||
|
8 |
32/6 |
20...50 |
4,1 |
4,5 |
4,9 |
5,4 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
12 |
13 |
15 |
||||||||
|
9 |
40/6 |
20...60 |
4,5 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
11 |
12 |
13 |
14 |
16 |
||||||||
|
10 |
50/6 |
|
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
11 |
12 |
13 |
14 |
15 |
17 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||
|
1. |
Твердости обрабатываемого сплава |
Твердость, НВ, МПа |
590...880 |
980...1370 |
1370...2450 |
|||||||||||||||||
|
Коэффициент Ктв |
0,7 |
1,0 |
1,20 |
|||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
||||||||||||||||||||
|
3. |
Материала режущего инструмента |
Режущий инструмент |
Резцы из стали Р6М5 |
Резцы с пластинками ВК8 |
||||||||||||||||||
|
Коэффициент Кри |
1,0 |
0,6 |
||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование уступов, Rz40...Rz20; 11 квалитетМедные сплавы, НВ = 980...1370 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 21 |
||||||||||||||||||||
|
|
|||||||||||||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, Z |
Ширина фрезерования, В, мм |
Глубина резания, t, мм |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
||||||||||
|
Время на проход, tнш, мин |
|||||||||||||||||||||
|
1 |
16/4 |
18 |
5 |
2,2 |
2,4 |
2,6 |
2,8 |
3,4 |
3,6 |
4,0 |
4,7 |
5,3 |
6,0 |
6,4 |
7,0 |
||||||
|
2 |
10 |
2,3 |
2,5 |
2,7 |
3,0 |
3,5 |
4,0 |
4,4 |
5,3 |
5,7 |
6,7 |
7,3 |
8,0 |
||||||||
|
3 |
20 |
2,4 |
2,6 |
3,0 |
3,4 |
4,0 |
4,4 |
5,0 |
6,0 |
6,7 |
7,8 |
8,5 |
9,0 |
||||||||
|
4 |
30 |
2,5 |
2,7 |
3,5 |
3,8 |
4,8 |
5,4 |
6,0 |
7,5 |
8,5 |
9,5 |
11 |
12 |
||||||||
|
5 |
40 |
2,7 |
3,4 |
4,2 |
5,3 |
6,0 |
6,7 |
7,8 |
9,0 |
11 |
13 |
14 |
16 |
||||||||
|
6 |
25/5 |
22 |
10 |
2,4 |
2,6 |
2,8 |
3,2 |
3,7 |
4,2 |
4,5 |
5,5 |
6,0 |
6,8 |
7,8 |
8,5 |
||||||
|
7 |
20 |
2,5 |
2,8 |
3,2 |
3,5 |
4,2 |
4,5 |
5,2 |
6,2 |
7,0 |
8,0 |
8,7 |
9,5 |
||||||||
|
8 |
30 |
2,6 |
3,0 |
3,6 |
4,0 |
5,0 |
5,5 |
6,3 |
7,8 |
9,0 |
10 |
12 |
13 |
||||||||
|
9 |
45 |
2,8 |
3,5 |
4,5 |
5,5 |
6,5 |
7,0 |
8,0 |
9,5 |
12 |
14 |
15 |
17 |
||||||||
|
10 |
32/6 |
25 |
10 |
2,3 |
2,5 |
2,7 |
3,0 |
3,6 |
4,0 |
4,4 |
5,4 |
5,8 |
6,7 |
7,5 |
8,4 |
||||||
|
11 |
20 |
2,4 |
2,7 |
3,0 |
3,4 |
4,0 |
4,4 |
5,0 |
6,0 |
6,8 |
7,8 |
8,6 |
9,4 |
||||||||
|
12 |
30 |
2,5 |
2,8 |
3,5 |
3,8 |
4,5 |
5,0 |
5,8 |
7,4 |
8,5 |
9,0 |
10 |
12 |
||||||||
|
13 |
40 |
2,7 |
3,0 |
4,0 |
5,0 |
6,0 |
6,5 |
7,0 |
8,5 |
9,5 |
11 |
12 |
14 |
||||||||
|
14 |
60 |
3,2 |
3,8 |
4,5 |
5,5 |
6,5 |
7,0 |
8,5 |
10 |
11 |
13 |
15 |
18 |
||||||||
|
15 |
50/6 |
30 |
10 |
2,4 |
2,8 |
3,2 |
3,5 |
4,0 |
4,5 |
5,5 |
6,5 |
7,0 |
8,0 |
8,6 |
10 |
||||||
|
16 |
20 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
11 |
||||||||
|
17 |
30 |
3,0 |
3,5 |
4,0 |
4,7 |
5,6 |
6,0 |
7,0 |
8,5 |
9,5 |
11 |
12 |
13 |
||||||||
|
18 |
40 |
3,2 |
3,8 |
4,5 |
5,4 |
6,5 |
7,0 |
8,2 |
9,5 |
11 |
13 |
15 |
19 |
||||||||
|
19 |
60 |
3,4 |
4,4 |
5,4 |
6,5 |
7,5 |
8,5 |
11 |
12 |
14 |
16 |
18 |
23 |
||||||||
|
20 |
50/6 |
45 |
10 |
2,6 |
3,2 |
3,6 |
4,2 |
4,8 |
5,4 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
11 |
||||||
|
21 |
20 |
3,0 |
3,5 |
4,0 |
4,7 |
5,5 |
6,0 |
7,0 |
8,5 |
9,5 |
11 |
12 |
14 |
||||||||
|
22 |
30 |
3,2 |
3,8 |
4,5 |
5,5 |
6,5 |
7,0 |
8,0 |
9,5 |
11 |
13 |
15 |
18 |
||||||||
|
23 |
40 |
3,5 |
4,5 |
5,5 |
6,5 |
7,5 |
8,5 |
10 |
12 |
14 |
16 |
18 |
22 |
||||||||
|
24 |
60 |
4,0 |
5,0 |
6,0 |
7,5 |
3,5 |
9,5 |
11 |
14 |
17 |
19 |
21 |
23 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||
|
1. |
Твердости обрабатываемого сплава |
Твердость, НВ, МПа |
590...880 |
980...1370 |
1470...2450 |
||||||||||||||||
|
Коэффициент Ктв |
0,7 |
1,0 |
1,20 |
||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
|||||||||||||||||
|
Коэффициент Kф |
1,0 |
1,2 |
|||||||||||||||||||
|
3. |
Материала режущего инструмента |
Режущий инструмент |
Резцы из стали Р6М5 |
Резцы с пластинками ВК8 |
|||||||||||||||||
|
Коэффициент Кри |
1,0 |
0,6 |
|||||||||||||||||||

Примечание: Карта рассчитана на фрезерование уступов типа А. При фрезеровании уступов типа Б неполное штучное время следует применять с коэффициентом К = 0,85 (припуск h = t мм учитывался согласно ГОСТу 1855-55).
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов, Rz40...Rz20; 11 квалитетМедные сплавы, НВ = 980...1370 МПа |
Горизонтально - и вертикально-фрезерные станки Фрезы концевые из стали Р6М5 Карта 22 |
||||||||||||||||||||||
|
|
|||||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||||
|
Время на паз, tнш, мин |
|||||||||||||||||||||||
|
1 |
6 |
3 |
1 |
1,6 |
1,9 |
2,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
2 |
5 |
2,0 |
2,3 |
3,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
3 |
10 |
8 |
1,5 |
1,6 |
2,0 |
2,2 |
2,6 |
3,1 |
3,6 |
4,2 |
5,2 |
- |
- |
- |
- |
||||||||
|
4 |
12 |
1,7 |
2,0 |
2,5 |
3,7 |
3,2 |
3,8 |
4,5 |
5,3 |
6,3 |
- |
- |
- |
- |
|||||||||
|
5 |
16 |
16 |
1,6 |
1,8 |
2,2 |
2,6 |
3,0 |
3,8 |
4,4 |
5,2 |
6,2 |
- |
- |
- |
- |
||||||||
|
6 |
20 |
1,6 |
2,0 |
2,4 |
2,8 |
3,3 |
4,0 |
4,7 |
5,5 |
6,5 |
- |
- |
- |
- |
|||||||||
|
7 |
25 |
16 |
1,4 |
1,5 |
1,7 |
2,0 |
2,2 |
2,7 |
3,0 |
3,4 |
4,2 |
4,5 |
5,0 |
5,5 |
6,0 |
||||||||
|
8 |
20 |
1,5 |
1,7 |
2,0 |
2,3 |
2,7 |
3,4 |
4,0 |
4,5 |
5,6 |
6,2 |
7,0 |
7,5 |
8,5 |
|||||||||
|
9 |
30 |
1,6 |
2,0 |
2,4 |
3,0 |
3,4 |
4,2 |
4,8 |
5,7 |
6,6 |
7,7 |
8,4 |
9,6 |
10 |
|||||||||
|
10 |
32 |
20 |
1,6 |
1,8 |
2,0 |
2,4 |
2,8 |
3,5 |
4,2 |
4,6 |
5,7 |
6,3 |
7,0 |
7,6 |
8,6 |
||||||||
|
11 |
30 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,2 |
5,5 |
5,8 |
6,8 |
7,8 |
8,5 |
9,0 |
10 |
|||||||||
|
12 |
40 |
50 |
2 |
3,6 |
4,7 |
5,9 |
7,1 |
8,1 |
9,5 |
11 |
13 |
15 |
18 |
20 |
22 |
25 |
|||||||
|
13 |
70 |
3,8 |
5,2 |
6,6 |
8,1 |
9,5 |
11 |
13 |
16 |
18 |
21 |
24 |
26 |
29 |
|||||||||
|
14 |
50 |
50 |
4,0 |
5,4 |
7,0 |
8,3 |
9,5 |
11 |
13 |
16 |
18 |
21 |
24 |
26 |
29 |
||||||||
|
15 |
70 |
4,5 |
6,2 |
8,0 |
9,5 |
11 |
13 |
15 |
18 |
21 |
26 |
29 |
33 |
39 |
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||
|
1. |
Твердости обрабатываемого сплава |
Твердость, НВ, МПа |
590...880 |
980...1370 |
1480...2450 |
||||||||||||||||||
|
Коэффициент Ктв |
0,7 |
1,0 |
1,20 |
||||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
|||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
|||||||||||||||||||||
|
3. |
Материала режущего инструмента |
Режущий инструмент |
Резцы из стали Р6М5 |
Резцы с пластинками ВК8 |
|||||||||||||||||||
|
Коэффициент Кри |
1,0 |
0,6 |
|||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов, Rz40...Rz20; 11 квалитетЧугун серый, НВ = 1760...2150 МПа |
Горизонтально-фрезерные станки Фрезы дисковые трехсторонние из стали Р6М5 Карта 23 |
|||||||||||||||||||
|
|
||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
||||||||
|
Время на паз tнш, мин. |
||||||||||||||||||||
|
1 |
25 |
10 |
1 |
2,0 |
2,4 |
2,5 |
2,7 |
3,2 |
3,5 |
3,9 |
4,4 |
5,0 |
5,8 |
6,6 |
7,2 |
8,4 |
||||
|
2 |
15 |
2,2 |
2,6 |
2,7 |
3,2 |
3,5 |
4,3 |
4,7 |
5,3 |
6,4 |
7,2 |
8,3 |
9,0 |
11 |
||||||
|
3 |
20 |
2 |
3,2 |
4,3 |
4,5 |
4,9 |
5,7 |
6,4 |
7,0 |
8,0 |
9,0 |
10 |
12 |
13 |
15 |
|||||
|
4 |
30 |
3,6 |
4,7 |
4,9 |
5,7 |
6,4 |
7,7 |
8,5 |
9,5 |
11 |
13 |
15 |
16 |
20 |
||||||
|
5 |
28 |
10 |
1 |
2,1 |
2,4 |
2,7 |
3,1 |
3,4 |
4,0 |
4,5 |
5,0 |
5,9 |
6,7 |
7,7 |
8,4 |
10 |
||||
|
6 |
15 |
2,3 |
2,8 |
2,9 |
3,4 |
4,2 |
4,7 |
5,4 |
6,2 |
7,3 |
8,5 |
10 |
11 |
15 |
||||||
|
7 |
20 |
2 |
3,4 |
4,4 |
4,9 |
5,5 |
6,2 |
7,2 |
8,2 |
9,0 |
11 |
12 |
14 |
15 |
18 |
|||||
|
8 |
30 |
3,8 |
5,1 |
5,3 |
6,1 |
7,5 |
8,5 |
10 |
11 |
13 |
15 |
18 |
20 |
26 |
||||||
|
9 |
32 |
10 |
1 |
2,4 |
2,9 |
3,2 |
3,8 |
4,4 |
5,2 |
5,8 |
7,0 |
8,2 |
9,0 |
11 |
12 |
14 |
||||
|
10 |
15 |
2,7 |
3,4 |
3,8 |
4,6 |
5,4 |
6,5 |
7,2 |
8,5 |
10 |
12 |
14 |
16 |
19 |
||||||
|
11 |
20 |
2 |
3,9 |
5,3 |
5,7 |
6,9 |
7,8 |
9,0 |
10 |
12 |
15 |
17 |
19 |
21 |
25 |
|||||
|
12 |
30 |
4,5 |
6,2 |
6,9 |
8,4 |
10 |
12 |
13 |
16 |
19 |
22 |
25 |
28 |
34 |
||||||
|
13 |
36 |
20 |
2 |
4,0 |
5,4 |
5,9 |
7,3 |
8,2 |
9,5 |
11 |
13 |
15 |
17 |
20 |
22 |
26 |
||||
|
14 |
30 |
4,7 |
6,4 |
7,3 |
8,6 |
10 |
12 |
13 |
16 |
19 |
22 |
26 |
30 |
36 |
||||||
|
15 |
40 |
5,2 |
7,3 |
8,0 |
9,5 |
11 |
13 |
15 |
18 |
21 |
25 |
29 |
32 |
38 |
||||||
|
16 |
45 |
20 |
2 |
4,7 |
6,4 |
7,1 |
8,2 |
9,5 |
11 |
12 |
14 |
16 |
18 |
20 |
22 |
26 |
||||
|
17 |
30 |
5,2 |
7,3 |
8,0 |
9,5 |
11 |
13 |
15 |
18 |
21 |
24 |
27 |
30 |
35 |
||||||
|
18 |
40 |
5,6 |
8,0 |
8,5 |
10 |
12 |
14 |
16 |
19 |
22 |
25 |
29 |
33 |
39 |
||||||
|
19 |
50 |
6,4 |
9,0 |
10 |
12 |
14 |
16 |
19 |
23 |
27 |
31 |
35 |
40 |
48 |
||||||
|
20 |
50 |
30 |
2 |
5,4 |
7,8 |
8,7 |
10 |
12 |
13 |
15 |
18 |
22 |
25 |
29 |
32 |
38 |
||||
|
21 |
40 |
6,4 |
9,0 |
10 |
12 |
14 |
17 |
19 |
23 |
27 |
31 |
35 |
40 |
48 |
||||||
|
22 |
50 |
8,2 |
12 |
14 |
16 |
18 |
21 |
24 |
29 |
34 |
39 |
44 |
49 |
60 |
||||||
|
индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
|||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||
|
Твердости обрабатываемого материала |
Твердость чугуна, НВ, МПа |
до 2150 |
св. 2150 |
|||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов Rz40...Rz20; 11 квалитет |
Горизонтально-фрезерные станки Фрезы дисковые трехсторонние из стали Р6М5 Карта 24 |
||||||||||||||||||||
|
|
|||||||||||||||||||||
|
№ позиции |
Ширина паза В, мм, до |
Глубина паза Н, мм, до |
Число рабочих ходов, i |
Длина обрабатываемой поверхности l, мм, до |
|||||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||
|
Время на паз tнш, мин. |
|||||||||||||||||||||
|
1 |
25 |
10 |
1 |
2,2 |
2,6 |
2,8 |
3,0 |
3,4 |
3,7 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
11 |
|||||
|
2 |
15 |
2,5 |
3,2 |
3,6 |
4,5 |
5,1 |
6,2 |
7,0 |
9,0 |
11 |
13 |
15 |
17 |
20 |
|||||||
|
3 |
20 |
2 |
3,6 |
4,7 |
5,2 |
6,0 |
6,8 |
7,2 |
8,0 |
9,0 |
11 |
13 |
15 |
17 |
20 |
||||||
|
4 |
30 |
4,2 |
5,7 |
6,5 |
8,2 |
9,0 |
11 |
13 |
16 |
19 |
22 |
25 |
28 |
33 |
|||||||
|
5 |
28 |
10 |
1 |
2,2 |
2,6 |
2,8 |
3,4 |
3,7 |
4,5 |
5,0 |
5,6 |
6,9 |
7,8 |
8,9 |
10 |
12 |
|||||
|
6 |
15 |
2,6 |
3,4 |
3,8 |
5,0 |
5,5 |
6,5 |
7,5 |
9,0 |
11 |
13 |
15 |
17 |
20 |
|||||||
|
7 |
20 |
2 |
3,6 |
4,8 |
5,3 |
6,2 |
7,0 |
8,2 |
9,0 |
11 |
13 |
15 |
16 |
18 |
21 |
||||||
|
8 |
30 |
4,5 |
6,0 |
6,8 |
9,0 |
9,5 |
11 |
13 |
16 |
19 |
21 |
24 |
28 |
34 |
|||||||
|
9 |
32 |
10 |
1 |
2,5 |
3,2 |
4,0 |
4,3 |
5,0 |
5,9 |
6,7 |
7,8 |
9,5 |
11 |
12 |
14 |
17 |
|||||
|
10 |
15 |
3,0 |
3,7 |
4,2 |
5,2 |
6,5 |
7,8 |
8,5 |
11 |
13 |
15 |
17 |
19 |
23 |
|||||||
|
11 |
20 |
2 |
4,0 |
5,7 |
7,2 |
7,7 |
9,0 |
10 |
12 |
14 |
17 |
19 |
22 |
25 |
31 |
||||||
|
12 |
30 |
4,7 |
6,7 |
7,5 |
9,0 |
11 |
13 |
15 |
19 |
23 |
27 |
31 |
35 |
42 |
|||||||
|
13 |
36 |
20 |
2 |
4,5 |
6,2 |
7,7 |
8,0 |
9,5 |
11 |
13 |
15 |
18 |
20 |
23 |
26 |
32 |
|||||
|
14 |
30 |
5,0 |
7,1 |
7,8 |
9,5 |
12 |
14 |
16 |
20 |
24 |
28 |
32 |
36 |
43 |
|||||||
|
15 |
40 |
5,9 |
8,4 |
10 |
12 |
14 |
16 |
18 |
22 |
26 |
30 |
34 |
38 |
47 |
|||||||
|
16 |
45 |
20 |
2 |
4,7 |
6,4 |
8,2 |
8,6 |
10 |
12 |
14 |
16 |
19 |
21 |
24 |
27 |
33 |
|||||
|
17 |
30 |
5,2 |
7,3 |
9,0 |
10 |
12 |
14 |
16 |
20 |
24 |
28 |
32 |
36 |
43 |
|||||||
|
18 |
40 |
5,9 |
8,7 |
10 |
12 |
14 |
16 |
19 |
23 |
27 |
31 |
35 |
39 |
48 |
|||||||
|
19 |
50 |
9,0 |
12 |
14 |
17 |
20 |
23 |
27 |
33 |
39 |
45 |
51 |
57 |
69 |
|||||||
|
20 |
50 |
30 |
2 |
5,9 |
8,7 |
10 |
12 |
14 |
16 |
18 |
22 |
26 |
30 |
34 |
38 |
47 |
|||||
|
21 |
40 |
7,3 |
10 |
12 |
15 |
17 |
20 |
23 |
28 |
33 |
38 |
43 |
48 |
56 |
|||||||
|
22 |
50 |
10 |
16 |
19 |
22 |
26 |
30 |
35 |
42 |
49 |
56 |
63 |
70 |
85 |
|||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||
|
Предел прочности обрабатываемого материала |
Предел прочности sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование пазов, Rz40...Rz20; 11 квалитетМедные сплавы, HВ = 980...1370 МПа |
Горизонтально- и вертикально-фрезерные станки Фрезы дисковые трехсторонние из стали Р6М5 Карта 25 |
||||||||||||||||||||
|
|
|||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||
|
25 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||
|
Время на паз, tнш, мин |
|||||||||||||||||||||
|
1 |
25 |
10 |
1 |
1,8 |
2,2 |
2,3 |
2,4 |
2,5 |
3,0 |
3,3 |
3,5 |
4,0 |
4,5 |
4,8 |
5,2 |
6,0 |
|||||
|
2 |
15 |
2,0 |
2,3 |
2,4 |
2,5 |
2,8 |
3,3 |
3,5 |
3,8 |
4,5 |
5,0 |
5,6 |
6,2 |
6,9 |
|||||||
|
3 |
20 |
2 |
3,0 |
3,8 |
4,0 |
4,3 |
4,5 |
5,3 |
5,7 |
6,2 |
7,0 |
7,7 |
8,5 |
9,0 |
10 |
||||||
|
4 |
30 |
3,2 |
4,0 |
4,3 |
4,5 |
5,0 |
6,0 |
6,5 |
7,0 |
8,2 |
9,0 |
10 |
11 |
12 |
|||||||
|
5 |
28 |
10 |
1 |
1,8 |
2,2 |
2,3 |
2,4 |
2,7 |
3,2 |
3,5 |
3,6 |
4,3 |
4,7 |
5,3 |
5,8 |
6,5 |
|||||
|
6 |
15 |
2,1 |
2,4 |
2,5 |
3,0 |
3,3 |
4,0 |
4,3 |
4,8 |
5,8 |
6,4 |
7,4 |
8,2 |
9,5 |
|||||||
|
7 |
20 |
2 |
3,0 |
3,8 |
4,0 |
4,5 |
5,0 |
5,7 |
6,2 |
6,5 |
7,7 |
8,5 |
9,5 |
10 |
12 |
||||||
|
8 |
30 |
3,4 |
4,5 |
4,6 |
5,4 |
5,8 |
7,0 |
7,7 |
8,6 |
10 |
12 |
14 |
15 |
17 |
|||||||
|
9 |
32 |
10 |
1 |
2,0 |
2,4 |
2,5 |
2,7 |
3,0 |
3,5 |
3,8 |
4,0 |
4,7 |
5,3 |
6,2 |
6,6 |
7,5 |
|||||
|
10 |
15 |
2,2 |
2,5 |
2,7 |
3,0 |
3,3 |
4,0 |
4,4 |
5,0 |
6,0 |
6,5 |
7,5 |
8,3 |
9,5 |
|||||||
|
11 |
20 |
2 |
3,2 |
4,3 |
4,5 |
5,0 |
5,3 |
6,4 |
6,8 |
7,2 |
8,5 |
9,5 |
11 |
12 |
14 |
||||||
|
12 |
30 |
3,4 |
4,5 |
5,0 |
5,5 |
5,9 |
7,2 |
7,8 |
9,0 |
10 |
12 |
14 |
15 |
17 |
|||||||
|
13 |
36 |
20 |
2 |
3,3 |
4,4 |
4,6 |
5,2 |
5,6 |
6,5 |
7,0 |
7,8 |
9,0 |
10 |
12 |
13 |
15 |
|||||
|
14 |
30 |
3,6 |
4,7 |
5,0 |
5,5 |
6,0 |
7,2 |
7,8 |
9,0 |
10 |
12 |
13 |
15 |
17 |
|||||||
|
15 |
40 |
3,8 |
5,0 |
5,6 |
6,2 |
7,0 |
8,0 |
9,0 |
10 |
12 |
13 |
15 |
16 |
18 |
|||||||
|
16 |
45 |
20 |
2 |
3,6 |
4,7 |
5,0 |
5,6 |
6,2 |
7,3 |
7,8 |
8,5 |
10 |
11 |
13 |
14 |
16 |
|||||
|
17 |
30 |
3,8 |
5,0 |
5,6 |
6,2 |
7,0 |
8,0 |
9,0 |
10 |
12 |
13 |
15 |
16 |
18 |
|||||||
|
18 |
40 |
4,2 |
5,2 |
6,2 |
7,0 |
8,0 |
9,0 |
10 |
12 |
14 |
15 |
17 |
19 |
23 |
|||||||
|
19 |
50 |
4,5 |
6,5 |
7,1 |
8,4 |
9,0 |
11 |
12 |
14 |
16 |
18 |
21 |
24 |
28 |
|||||||
|
20 |
50 |
30 |
2 |
3,8 |
5,0 |
5,6 |
6,2 |
7,0 |
8,0 |
9,0 |
10 |
12 |
13 |
15 |
16 |
18 |
|||||
|
21 |
40 |
4,5 |
6,5 |
7,0 |
8,4 |
9,0 |
11 |
12 |
14 |
16 |
18 |
21 |
24 |
28 |
|||||||
|
22 |
50 |
5,6 |
8,0 |
8,7 |
10 |
11 |
14 |
15 |
17 |
20 |
23 |
26 |
29 |
36 |
|||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||
|
Твердости обрабатываемого сплава |
Твердость сплава, НВ, МПа |
590...980 |
980...1370 |
1470...2450 |
|||||||||||||||||
|
Коэффициент Ктв |
0,7 |
1,0 |
1,20 |
||||||||||||||||||
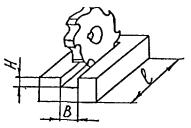
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование шлицев по сплошному металлу, Rв 2,5Сталь конструкционная, sв = 590...740 МПа |
Горизонтально- и шлицефрезерные станки Фрезы дисковые модульные и червячные из стали Р6М5 Карта 26 |
|||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
|
I. Горизонтально-фрезерные станки Фрезерование шлицев дисковой модульной фрезой методом деления |
||||||||||||||||||||||||||||
|
№ позиции |
Ширина шлицев, В, мм, до |
Длина шлицев, l, мм, до |
||||||||||||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
|||||||||||||||||||||
|
Время на нарезание одного шлица, tнш, мин |
||||||||||||||||||||||||||||
|
1 |
6 |
2,3 |
2,6 |
3,2 |
3,4 |
3,9 |
4,4 |
5,4 |
6,0 |
|||||||||||||||||||
|
2 |
8 |
2,7 |
3,4 |
4,1 |
4,8 |
5,4 |
6,0 |
7,6 |
9,0 |
|||||||||||||||||||
|
3 |
10 |
2,9 |
3,6 |
4,5 |
5,3 |
6,0 |
7,0 |
8,5 |
10 |
|||||||||||||||||||
|
4 |
12 |
3,4 |
4,7 |
6,0 |
7,0 |
8,7 |
10 |
11 |
14 |
|||||||||||||||||||
|
5 |
14 |
3,8 |
5,4 |
7,1 |
7,6 |
10 |
11 |
14 |
17 |
|||||||||||||||||||
|
6 |
16 |
4,4 |
7,1 |
7,6 |
9,5 |
11 |
13 |
16 |
19 |
|||||||||||||||||||
|
7 |
18 |
4,9 |
7,1 |
9,0 |
11 |
13 |
15 |
19 |
23 |
|||||||||||||||||||
|
8 |
20 |
6,5 |
7,6 |
10 |
12 |
15 |
17 |
22 |
26 |
|||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||||||||||||||||||||
|
II. Шлицефрезерные станки фрезерование шлицев червячными фрезами |
||||||||||||||||||||||||||||
|
№ позиции |
Диаметр вала, Д, мм |
Ширина шлицев, В, мм, до |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||||||||||
|
50 |
75 |
100 |
125 |
150 |
175 |
200 |
250 |
300 |
350 |
400 |
500 |
|||||||||||||||||
|
Время на деталь, tнш, мин |
||||||||||||||||||||||||||||
|
9 |
14 - 28 |
6 |
8,5 |
13 |
17 |
21 |
25 |
29 |
33 |
39 |
35 |
51 |
57 |
68 |
||||||||||||||
|
10 |
30 - 52 |
8 - 10 |
13 |
20 |
27 |
33 |
39 |
45 |
51 |
62 |
72 |
83 |
94 |
114 |
||||||||||||||
|
11 |
54 - 70 |
12 - 14 |
24 |
35 |
47 |
58 |
70 |
81 |
92 |
107 |
127 |
145 |
168 |
200 |
||||||||||||||
|
12 |
72 - 82 |
16 |
34 |
55 |
71 |
85 |
99 |
108 |
129 |
151 |
180 |
209 |
243 |
273 |
||||||||||||||
|
13 |
90 - 100 |
18 |
37 |
55 |
73 |
91 |
109 |
127 |
145 |
168 |
204 |
238 |
273 |
300 |
||||||||||||||
|
14 |
105 - 125 |
20 |
44 |
71 |
90 |
109 |
127 |
140 |
164 |
191 |
227 |
267 |
304 |
359 |
||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||||||
|
Предела прочности обрабатываемого материала |
Предел прочности, sв, МПа |
до 590 |
590...740 |
св. 740 |
||||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ОтрезкаЧугун серый, НВ = 1760...2150 МПа |
Горизонтально- и вертикально-фрезерные станки Фрезы отрезные из стали Р6М5 Карта 27 лист 1 |
||||||||||
|
|
|||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм, и число зубьев z |
Глубина резания, t, мм |
Длина обрабатываемой поверхности, l, мм, до |
||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
||||
|
Время, t, мин |
|||||||||||
|
1 |
63/100...80 |
6 |
1,8 |
2,0 |
2,3 |
2,7 |
3,1 |
3,5 |
4,0 |
4,8 |
|
|
2 |
63/64...32 |
10 |
2,0 |
2,2 |
2,5 |
2,9 |
3,5 |
4,0 |
4,7 |
5,4 |
|
|
3 |
63/24...16 |
10 |
2,2 |
2,6 |
3,0 |
3,5 |
4,3 |
5,0 |
5,8 |
7,0 |
|
|
4 |
15 |
2,7 |
3,2 |
4,0 |
4,8 |
5,8 |
6,9 |
8,2 |
9,5 |
||
|
5 |
80/64...32 |
10 |
1,8 |
2,0 |
2,3 |
2,6 |
3,0 |
3,4 |
3,8 |
4,5 |
|
|
6 |
15 |
2,0 |
2,3 |
2,7 |
3,1 |
3,6 |
4,3 |
4,8 |
6,0 |
||
|
7 |
80/24...14 |
10 |
2,7 |
3,1 |
3,7 |
4,4 |
5,3 |
6,0 |
7,1 |
8,7 |
|
|
8 |
15 |
3,2 |
3,8 |
4,7 |
5,9 |
7,2 |
8,2 |
10 |
12 |
||
|
9 |
100/80...40 |
15 |
1,9 |
2,2 |
2,4 |
2,9 |
3,4 |
3,6 |
4,3 |
5,0 |
|
|
10 |
25 |
2,1 |
2,4 |
2,8 |
3,2 |
3,8 |
4,3 |
4,8 |
6,0 |
||
|
11 |
100/32...16 |
15 |
2,7 |
3,1 |
3,7 |
4,4 |
5,7 |
6,0 |
7,1 |
8,0 |
|
|
12 |
25 |
3,0 |
4,0 |
5,1 |
6,3 |
7,5 |
9,0 |
10 |
11 |
||
|
13 |
125/80...48 |
15 |
2,3 |
2,9 |
3,1 |
3,8 |
4,6 |
5,2 |
6,0 |
7,3 |
|
|
14 |
25 |
3,1 |
3,7 |
4,4 |
5,2 |
6,4 |
7,5 |
8,6 |
10 |
||
|
15 |
125/32...18 |
15 |
3,3 |
4,0 |
4,8 |
5,6 |
7,0 |
8,0 |
9,0 |
11 |
|
|
16 |
25 |
3,6 |
4,5 |
5,5 |
6,5 |
7,8 |
8,7 |
10 |
13 |
||
|
17 |
160/80...48 |
20 |
2,4 |
3,0 |
3,4 |
4,0 |
5,0 |
5,8 |
6,5 |
7,7 |
|
|
18 |
30 |
3,3 |
4,0 |
4,6 |
5,5 |
6,6 |
7,8 |
8,8 |
10 |
||
|
19 |
45 |
3,9 |
4,5 |
5,8 |
6,5 |
8,1 |
9,0 |
11 |
14 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Отрезка Чугун серый, НВ = 1760...2150 МПа |
Горизонтально- и вертикально-фрезерные станки Фрезы отрезные из стали Р6М5 Карта 27 лист 2 |
|||||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, z |
Глубина резания, t, мм |
Длина обрабатываемой поверхности, l, мм, до |
|
||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
|
||||||
|
Время, tнш, мин |
|
|||||||||||||
|
20 |
160/40...20 |
20 |
3,8 |
4,2 |
5,6 |
6,3 |
7,7 |
8,5 |
10 |
13 |
|
|||
|
21 |
30 |
4,5 |
5,2 |
6,5 |
8,0 |
9,5 |
11 |
13 |
16 |
|
||||
|
22 |
45 |
5,5 |
6,3 |
8,0 |
9,5 |
11 |
13 |
15 |
18 |
|
||||
|
23 |
200/100...48 |
20 |
3,2 |
3,8 |
4,4 |
5,0 |
5,8 |
6,7 |
7,7 |
9,5 |
|
|||
|
24 |
30 |
3,3 |
4,0 |
4,6 |
5,5 |
6,6 |
7,3 |
8,7 |
11 |
|
||||
|
25 |
45 |
4,2 |
4,6 |
5,8 |
6,9 |
8,2 |
9,0 |
11 |
13 |
|
||||
|
26 |
70 |
6,3 |
7,0 |
8,7 |
10 |
12 |
14 |
17 |
21 |
|
||||
|
27 |
200/40...20 |
20 |
4,2 |
4,6 |
5,8 |
7,0 |
8,2 |
9,0 |
11 |
13 |
|
|||
|
28 |
30 |
4,5 |
5,8 |
6,6 |
7,7 |
9,5 |
11 |
13 |
16 |
|
||||
|
29 |
45 |
8,1 |
9,5 |
11 |
13 |
15 |
17 |
20 |
24 |
|
||||
|
30 |
70 |
9,5 |
11 |
12 |
16 |
19 |
22 |
26 |
30 |
|
||||
|
31 |
250/100...64 |
30 |
4,4 |
4,8 |
6,0 |
7,3 |
8,5 |
9,4 |
11 |
14 |
|
|||
|
32 |
50 |
7,0 |
7,8 |
9,5 |
11 |
13 |
15 |
17 |
20 |
|
||||
|
33 |
80 |
8,1 |
9,5 |
11 |
13 |
15 |
17 |
20 |
24 |
|
||||
|
34 |
250/40...22 |
30 |
6,2 |
6,9 |
8,5 |
10 |
12 |
14 |
17 |
20 |
|
|||
|
35 |
50 |
8,3 |
9,5 |
11 |
14 |
16 |
18 |
22 |
26 |
|
||||
|
36 |
80 |
10 |
12 |
14 |
17 |
20 |
24 |
28 |
33 |
|
||||
|
37 |
315/100...80 |
50 |
7,5 |
8,3 |
9,0 |
11 |
14 |
16 |
18 |
21 |
|
|||
|
38 |
100 |
9,0 |
10 |
12 |
15 |
17 |
19 |
23 |
27 |
|
||||
|
39 |
315/48...40 |
50 |
8,0 |
9,0 |
10 |
13 |
15 |
17 |
19 |
23 |
|
|||
|
40 |
100 |
12 |
15 |
17 |
20 |
23 |
27 |
31 |
36 |
|
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|
|||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||||||
|
Твердости обрабатываемого материала |
Твердость чугуна, НВ, МПа |
до 2150 |
св. 2150 |
|
||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
|
|||||||||||
|
||||||||||||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ОтрезкаСталь конструкционная, sв = 590...740 МПа |
Горизонтально- и вертикально-фрезерные станки Фрезы отрезные из стали Р6М5 Карта 28 лист 1 |
||||||||||||||
|
|
|||||||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, Z |
Глубина резания, t, мм |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
||||
|
Время, tнш, мин |
|||||||||||||||
|
1 |
63/160...80 |
6 |
2,0 |
2,3 |
2,7 |
3,1 |
3,7 |
4,5 |
5,2 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
|
|
2 |
63/64...32 |
10 |
2,2 |
2,6 |
3,0 |
3,5 |
4,3 |
5,2 |
6,2 |
7,4 |
8,6 |
9,8 |
11 |
13 |
|
|
3 |
15 |
2,5 |
3,0 |
3,8 |
4,5 |
5,2 |
6,2 |
7,4 |
8,6 |
9,2 |
10 |
12 |
15 |
||
|
4 |
63/24...14 |
10 |
2,4 |
2,8 |
3,4 |
4,2 |
4,8 |
5,8 |
7,0 |
8,0 |
9,0 |
9,8 |
11 |
14 |
|
|
5 |
15 |
2,6 |
3,2 |
3,8 |
4,8 |
5,5 |
6,6 |
8,0 |
9,0 |
10 |
12 |
14 |
6 |
||
|
6 |
80/64...32 |
10 |
2,8 |
3,4 |
4,0 |
5,2 |
6,6 |
8,0 |
9,0 |
10 |
11 |
13 |
15 |
17 |
|
|
7 |
15 |
2,9 |
3,7 |
4,4 |
5,8 |
7,6 |
8,5 |
9,5 |
11 |
13 |
15 |
17 |
19 |
||
|
8 |
80/24...14 |
10 |
3,0 |
4,0 |
5,0 |
6,2 |
7,8 |
8,7 |
10 |
12 |
14 |
16 |
18 |
21 |
|
|
9 |
15 |
3,3 |
4,1 |
5,1 |
6,3 |
8,0 |
8,9 |
11 |
12 |
15 |
17 |
19 |
24 |
||
|
10 |
100/80...40 |
15 |
3,5 |
4,3 |
5,2 |
6,3 |
7,8 |
9,2 |
11 |
12 |
15 |
18 |
21 |
26 |
|
|
11 |
25 |
2,8 |
4,5 |
5,3 |
6,4 |
8,0 |
9,4 |
12 |
13 |
16 |
20 |
24 |
30 |
||
|
12 |
100/32...16 |
15 |
3,7 |
4,2 |
5,1 |
6,5 |
7,6 |
8,5 |
11 |
13 |
15 |
19 |
23 |
29 |
|
|
13 |
25 |
4,0 |
4,7 |
5,6 |
6,7 |
8,2 |
9,6 |
13 |
14 |
17 |
21 |
25 |
31 |
||
|
14 |
125/80...48 |
15 |
3,8 |
4,5 |
5,2 |
6,4 |
8,0 |
9,4 |
11 |
13 |
16 |
19 |
23 |
30 |
|
|
15 |
25 |
4,3 |
5,0 |
6,4 |
7,7 |
9,0 |
11 |
13 |
16 |
19 |
22 |
26 |
33 |
||
|
16 |
125/32...18 |
15 |
4,2 |
4,8 |
5,7 |
6,6 |
8,5 |
10 |
12 |
14 |
17 |
20 |
24 |
31 |
|
|
17 |
25 |
5 |
5,2 |
6,8 |
8,0 |
9,4 |
11 |
13 |
16 |
20 |
23 |
27 |
35 |
||
|
18 |
160/80...48 |
20 |
4,4 |
5,0 |
5,9 |
7,0 |
8,2 |
11 |
13 |
15 |
18 |
21 |
25 |
32 |
|
|
19 |
30 |
4,8 |
5,4 |
6,2 |
8,2 |
9,5 |
11 |
14 |
17 |
21 |
25 |
31 |
38 |
||
|
20 |
45 |
5,3 |
6,1 |
7,0 |
8,6 |
11 |
12 |
15 |
18 |
22 |
26 |
33 |
40 |
||
|
21 |
160/32...20 |
20 |
4,6 |
5,2 |
5,8 |
6,5 |
8,6 |
11 |
13 |
16 |
19 |
23 |
28 |
36 |
|
|
22 |
30 |
5,0 |
5,6 |
6,5 |
7,5 |
10 |
12 |
15 |
18 |
22 |
25 |
30 |
33 |
||
|
23 |
45 |
5,6 |
6,2 |
7,4 |
9,8 |
12 |
14 |
16 |
19 |
24 |
28 |
34 |
45 |
||
|
24 |
200/100...48 |
20 |
5,0 |
5,6 |
6,5 |
7,5 |
10 |
12 |
15 |
17 |
22 |
25 |
30 |
38 |
|
|
25 |
30 |
5,7 |
6,4 |
8,0 |
10 |
12 |
15 |
18 |
21 |
25 |
29 |
35 |
43 |
||
|
26 |
45 |
6,2 |
7,2 |
8,5 |
11 |
13 |
16 |
19 |
23 |
27 |
31 |
37 |
45 |
||
|
27 |
70 |
7,0 |
8,3 |
9,4 |
11 |
14 |
17 |
21 |
25 |
29 |
33 |
39 |
47 |
||
|
28 |
200/32...20 |
20 |
5,8 |
6,8 |
8,3 |
10 |
12 |
15 |
18 |
22 |
26 |
30 |
36 |
44 |
|
|
29 |
30 |
6,3 |
7,4 |
8,8 |
11 |
13 |
16 |
20 |
24 |
28 |
32 |
38 |
46 |
||
|
30 |
45 |
7,0 |
8,3 |
9,4 |
11 |
14 |
17 |
21 |
25 |
29 |
33 |
39 |
47 |
||
|
31 |
70 |
7,7 |
9,6 |
10 |
12 |
15 |
18 |
22 |
26 |
30 |
35 |
41 |
49 |
||
|
|
Индекс |
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Отрезка Сталь конструкционная, sв = 590...740 МПа |
Горизонтально- и вертикально-фрезерные станки Фрезы отрезные из стали Р6М3, Р6М5 Карта 28 лист 2 |
|
||||||||||||||||||
|
№ позиции |
Диаметр фрезы Д, мм, и число зубьев, z |
Глубина резания, t, мм |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||
|
Время tнш, мин |
||||||||||||||||||||
|
32 |
250/100...64 |
30 |
7,2 |
8,5 |
9,6 |
11 |
14 |
17 |
22 |
26 |
30 |
34 |
40 |
47 |
||||||
|
33 |
50 |
7,8 |
9,0 |
10 |
12 |
16 |
18 |
23 |
27 |
29 |
33 |
39 |
48 |
|||||||
|
34 |
80 |
8,5 |
10 |
12 |
14 |
17 |
20 |
24 |
28 |
33 |
36 |
43 |
45 |
|||||||
|
35 |
250/40...22 |
30 |
7,8 |
9,0 |
10 |
12 |
16 |
18 |
23 |
27 |
29 |
33 |
39 |
48 |
||||||
|
36 |
50 |
8,3 |
9,8 |
11 |
13 |
16 |
19 |
20 |
24 |
27 |
31 |
42 |
52 |
|||||||
|
37 |
80 |
9,0 |
11 |
13 |
16 |
18 |
22 |
26 |
31 |
36 |
41 |
47 |
54 |
|||||||
|
38 |
315/100...80 |
50 |
8,5 |
10 |
12 |
14, |
17 |
20 |
24 |
28 |
33 |
36 |
43 |
52 |
||||||
|
39 |
100 |
9,2 |
11,6 |
13,6 |
16,5 |
19 |
22 |
27 |
32 |
37 |
42 |
48 |
55 |
|||||||
|
40 |
315/48...40 |
50 |
9,0 |
11 |
13 |
16 |
18 |
22 |
26 |
31 |
36 |
41 |
47 |
54 |
||||||
|
41 |
100 |
10 |
12 |
14 |
17 |
20 |
23 |
28 |
33 |
38 |
43 |
49 |
57 |
|||||||
|
Индекс |
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||
|
Предела прочности обрабатываемого материала |
Предел прочности стали sв, МПа |
до 590 |
590...740 |
св. 740 |
||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ОтрезкаМедные сплавы, НВ = 980...1370 МПа |
Горизонтально- и вертикально-фрезерные станки Фрезы отрезные из стали Р6М5 Карта 29 лист 1 |
||||||||||
|
|
|||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, Z |
Глубина, резания t, мм |
Длина обрабатываемой поверхности, l, мм мм, до |
||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
||||
|
Время, tнш, мин |
|||||||||||
|
1 |
63/100...32 |
10 |
1,6 |
1,7 |
1,9 |
2,0 |
2,5 |
2,7 |
3,0 |
3,6 |
|
|
2 |
63/24...16 |
15 |
1,9 |
2,1 |
2,4 |
2,7 |
3,4 |
3,7 |
4,3 |
5,2 |
|
|
3 |
80/64...32 |
10 |
1,5 |
1,6 |
1,7 |
1,8 |
2,2 |
2,4 |
2,6 |
2,9 |
|
|
4 |
15 |
1,6 |
1,8 |
1,9 |
2,1 |
2,4 |
2,6 |
2,9 |
3,5 |
||
|
5 |
80/24...14 |
10 |
1,8 |
2,0 |
2,2 |
2,6 |
3,1 |
3,6 |
3,8 |
4,5 |
|
|
6 |
15 |
2,1 |
2,4 |
2,7 |
3,2 |
3,9 |
4,3 |
5,0 |
6,2 |
||
|
7 |
100/80...40 |
15 |
1,5 |
1,6 |
1,8 |
1,9 |
2,2 |
2,4 |
2,7 |
3,0 |
|
|
8 |
25 |
1,6 |
1,8 |
2,0 |
2,1 |
2,5 |
2,7 |
3,1 |
3,6 |
||
|
9 |
100/32...16 |
15 |
1,8 |
2,0 |
2,2 |
2,5 |
2,8 |
3,2 |
3,6 |
4,0 |
|
|
10 |
25 |
2,0 |
2,2 |
2,5 |
2,9 |
3,5 |
4,1 |
4,6 |
5,3 |
||
|
11 |
125/80...48 |
15 |
1,6 |
1,8 |
2,0 |
2,1 |
2,5 |
2,7 |
3,1 |
3,6 |
|
|
12 |
25 |
2,1 |
2,4 |
2,7 |
3,0 |
3,3 |
3,7 |
4,2 |
4,8 |
||
|
13 |
125/32...18 |
15 |
2,2 |
2,5 |
2,8 |
3,1 |
3,5 |
4,0 |
4,6 |
5,3 |
|
|
14 |
25 |
2,5 |
2,9 |
3,3 |
4,0 |
4,7 |
5,5 |
6,3 |
7,5 |
||
|
15 |
160/80...48 |
20 |
1,8 |
2,0 |
2,2 |
2,5 |
2,8 |
3,1 |
3,6 |
4,2 |
|
|
16 |
30 |
2,1 |
2,4 |
2,7 |
3,1 |
3,5 |
4,0 |
4,7 |
5,4 |
||
|
17 |
45 |
2,7 |
3,1 |
3,6 |
4,3 |
5,0 |
5,8 |
6,7 |
7,8 |
||
|
18 |
160/40...20 |
20 |
2,0 |
2,1 |
2,4 |
2,7 |
3,1 |
3,5 |
4,0 |
4,7 |
|
|
19 |
30 |
2,4 |
2,7 |
3,1 |
3,5 |
4,0 |
4,7 |
5,5 |
6,4 |
||
|
20 |
45 |
3,1 |
3,5 |
4,1 |
4,8 |
5,6 |
6,4 |
7,5 |
9,0 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Отрезка Медные сплавы, HВ = 980...1370 МПа |
Горизонтально- и вертикально-фрезерные станки Фрезы отрезные из стали Р6М5 Карта 29 лист 2 |
||||||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, z |
Глубина резания t, мм |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
||||||||
|
Время, tнш, мин |
|||||||||||||||
|
21 |
200/100...48 |
20 |
2,0 |
2,2 |
2,5 |
2,8 |
3,2 |
3,6 |
4,0 |
4,7 |
|||||
|
22 |
30 |
2,2 |
2,5 |
2,8 |
3,2 |
3,6 |
4,0 |
4,5 |
5,4 |
||||||
|
23 |
45 |
2,8 |
3,2 |
3,7 |
4,3 |
5,1 |
5,9 |
6,7 |
7,9 |
||||||
|
24 |
70 |
4,0 |
4,5 |
5,2 |
6,0 |
7,0 |
8,2 |
9,5 |
11 |
||||||
|
25 |
200/40...20 |
20 |
2,4 |
2,7 |
3,1 |
3,4 |
4,0 |
4,6 |
5,2 |
6,4 |
|||||
|
26 |
30 |
2,7 |
3,1 |
3,5 |
4,0 |
4,8 |
5,8 |
6,6 |
7,7 |
||||||
|
27 |
45 |
3,1 |
3,5 |
4,3 |
5,0 |
5,8 |
6,6 |
7,7 |
9,5 |
||||||
|
28 |
70 |
4,6 |
5,3 |
6,3 |
7,4 |
8,6 |
10 |
12 |
14 |
||||||
|
29 |
250/100...64 |
30 |
3,0 |
3,7 |
4,5 |
5,2 |
6,0 |
7,0 |
8,0 |
9,5 |
|||||
|
30 |
50 |
3,5 |
4,3 |
5,2 |
6,0 |
7,0 |
8,0 |
9,5 |
11 |
||||||
|
31 |
80 |
4,3 |
5,0 |
5,7 |
6,4 |
7,5 |
8,5 |
10 |
12 |
||||||
|
32 |
250/40...22 |
30 |
4,0 |
4,7 |
5,5 |
6,3 |
7,3 |
8,3 |
9,8 |
11 |
|||||
|
33 |
50 |
4,8 |
5,4 |
6,4 |
7,5 |
8,8 |
10 |
12 |
14 |
||||||
|
34 |
80 |
5,5 |
6,6 |
7,9 |
9,5 |
11 |
13 |
15 |
17 |
||||||
|
35 |
315/100...80 |
50 |
4,4 |
5,2 |
6,0 |
6,8 |
8,0 |
9,0 |
10 |
12 |
|||||
|
36 |
100 |
5,0 |
5,7 |
6,4 |
7,1 |
8,5 |
9,5 |
11 |
13 |
||||||
|
37 |
315/48...40 |
50 |
5,5 |
6,3 |
7,0 |
7,8 |
9,0 |
10 |
12 |
14 |
|||||
|
38 |
100 |
7,0 |
8,0 |
9,4 |
11 |
13 |
15 |
17 |
19 |
||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||
|
Твердости обрабатываемого материала |
Твердость сплава НВ, МПа |
590...880 |
980...1370 |
1470...2450 |
|||||||||||
|
Коэффициент Ктв |
0,7 |
1,0 |
1,20 |
||||||||||||
4.1.2. Горизонтально-вертикально- и шпоночно-фрезерные станки
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование шпоночных пазов, Rа 2,5Сталь конструкционная, sв = 590...740 МПа |
Горизонтально-вертикально- и шпоночно-фрезерные станки Фрезы шпоночные из стали Р6М5 Карта 30 |
||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||
|
№ позиции |
Оборудование |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число рабочих ходов, i |
Длина паза, l, мм, до |
||||||||||||||||||||||
|
25 |
40 |
55 |
70 |
90 |
110 |
125 |
140 |
160 |
180 |
200 |
250 |
300 |
350 |
400 |
500 |
||||||||||||
|
Время на один паз, tнш, мин |
|||||||||||||||||||||||||||
|
1 |
Горизонтально-вертикально-фрезерный станок |
6 |
3,5 |
1 |
2,5 |
2,9 |
3,4 |
3,9 |
4,2 |
4,7 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
2 |
8 |
4,0 |
2,7 |
3,2 |
3,6 |
4,2 |
4,4 |
5,2 |
5,5 |
6,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
3 |
12 |
4,5 |
2,9 |
3,4 |
4,0 |
4,5 |
5,2 |
5,9 |
6,5 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
4 |
16 |
5,0 |
3,0 |
3,5 |
4,3 |
4,8 |
5,6 |
6,6 |
7,2 |
7,8 |
8,7 |
9,5 |
10 |
12 |
- |
- |
- |
- |
|||||||||
|
5 |
18 |
5,5 |
- |
3,6 |
4,5 |
5,1 |
6,0 |
7,0 |
7,8 |
8,4 |
9,5 |
10 |
11 |
13 |
- |
- |
- |
- |
|||||||||
|
6 |
20 |
6,0 |
- |
3,7 |
4,6 |
5,2 |
6,2 |
7,2 |
8,0 |
8,6 |
9,7 |
11 |
12 |
14 |
- |
- |
- |
- |
|||||||||
|
7 |
24 |
7,0 |
- |
3,9 |
4,7 |
5,4 |
6,5 |
7,7 |
8,8 |
9,0 |
10 |
11 |
12 |
15 |
- |
- |
- |
- |
|||||||||
|
8 |
28 |
8,0 |
- |
5,1 |
5,9 |
6,9 |
7,8 |
8,8 |
9,5 |
10 |
11 |
12 |
13 |
16 |
19 |
22 |
25 |
30 |
|||||||||
|
9 |
32 |
9,0 |
- |
- |
6,5 |
7,2 |
8,2 |
9,5 |
10 |
11 |
12 |
13 |
14 |
17 |
20 |
23 |
26 |
31 |
|||||||||
|
10 |
36 |
10 |
- |
- |
6,6 |
7,4 |
8,5 |
9,5 |
10 |
11 |
12 |
13 |
14 |
17 |
20 |
23 |
26 |
31 |
|||||||||
|
11 |
40 |
11 |
- |
- |
7,4 |
8,2 |
9,0 |
10 |
11 |
12 |
13 |
14 |
15 |
17 |
21 |
24 |
27 |
32 |
|||||||||
|
12 |
Шпоночно-фрезерный станок |
6 |
3,5 |
18 |
1,4 |
2,1 |
2,9 |
3,6 |
4,6 |
5,6 |
6,4 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
13 |
8 |
4,0 |
20 |
1,5 |
2,4 |
3,4 |
4,4 |
5,4 |
6,7 |
7,7 |
8,6 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
14 |
12 |
4,5 |
23 |
1,6 |
2,7 |
3,9 |
5,0 |
6,5 |
8,0 |
9,0 |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
15 |
16 |
5,0 |
25 |
1,6 |
2,7 |
4,0 |
5,3 |
7,1 |
8,8 |
10 |
12 |
14 |
15 |
16 |
20 |
- |
- |
- |
- |
||||||||
|
16 |
18 |
5,5 |
28 |
- |
2,7 |
4,4 |
5,8 |
7,8 |
8,9 |
11 |
13 |
15 |
17 |
19 |
23 |
- |
- |
- |
- |
||||||||
|
17 |
20 |
6,0 |
30 |
- |
2,7 |
4,6 |
6,2 |
8,4 |
11 |
12 |
14 |
16 |
19 |
21 |
25 |
- |
- |
- |
- |
||||||||
|
18 |
24 |
7,0 |
35 |
- |
2,8 |
5,2 |
7,2 |
10 |
13 |
15 |
17 |
20 |
23 |
26 |
32 |
- |
- |
- |
- |
||||||||
|
19 |
28 |
8,0 |
40 |
- |
2,8 |
5,6 |
8,2 |
12 |
15 |
18 |
21 |
24 |
27 |
30 |
38 |
50 |
59 |
66 |
75 |
||||||||
|
20 |
32 |
9,0 |
45 |
- |
- |
5,8 |
8,4 |
13 |
16 |
20 |
23 |
27 |
31 |
35 |
50 |
59 |
68 |
76 |
87 |
||||||||
|
21 |
36 |
10 |
50 |
- |
- |
5,9 |
8,9 |
14 |
18 |
22 |
26 |
30 |
35 |
40 |
48 |
67 |
78 |
88 |
101 |
||||||||
|
22 |
40 |
11 |
55 |
- |
- |
6,4 |
10 |
14 |
19 |
24 |
28 |
33 |
38 |
44 |
54 |
75 |
85 |
98 |
110 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||||
|
1. |
Предела прочности обрабатываемого материала |
Предел прочности стали, sв, МПа |
до 590 |
590...740 |
св. 740 |
||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
||||||||||||||||||||||||
|
2. |
Шероховатости обрабатываемой поверхности |
Шероховатость поверхности |
Ra 2,5 |
Ra 1,25 |
|||||||||||||||||||||||
|
Коэффициент К |
1,0 |
1,1 |
|||||||||||||||||||||||||

4.1.3. Фрезерно-центровальные станки
|
ШТУЧНОЕ ВРЕМЯ Фрезерование торцов и центрование отверстий. Сталь конструкционная sв = 590...740 МПа |
Фрезерно-центровальные станки Фрезы торцовые с пластинками Т15К6, сверла центровочные из стали Р6М5 Карта 31 |
||||||||||||
|
|
|||||||||||||
|
№ позиции |
Диаметр заготовки, Д, мм, до |
Длина заготовки, l, мм, до |
|||||||||||
|
100 |
200 |
400 |
600 |
800 |
1000 |
1200 |
|||||||
|
Штучное время, tш, мин |
|||||||||||||
|
1 |
30 |
1,3 |
1,4 |
1,4 |
- |
- |
- |
- |
|||||
|
2 |
50 |
1,7 |
1,8 |
1,9 |
2,0 |
- |
- |
- |
|||||
|
3 |
75 |
2,4 |
2,5 |
2,6 |
2,7 |
- |
- |
- |
|||||
|
4 |
100 |
3,8 |
4,0 |
4,2 |
4,4 |
4,8 |
5,4 |
- |
|||||
|
5 |
125 |
4,7 |
4,8 |
5,0 |
5,3 |
5,8 |
6,2 |
6,3 |
|||||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
|||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||
|
Предела прочности обрабатываемого материала |
Прочность стали, sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
||||||||||

4.1.4. Продольно-фрезерные станки
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейЧугун серый, НВ = 1760...2150 МПа |
Продольно-фрезерные станки Фрезы торцовые с пластинками ВК8, ВК6 Карта 32 |
||||||||||||||||||
|
|
|||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||
|
100 |
200 |
300 |
400 |
500 |
750 |
1000 |
1250 |
1500 |
1750 |
2000 |
2500 |
||||||||
|
Время на поверхность, tнш, мин |
|||||||||||||||||||
|
1 |
Rz80 14…12 квалитет |
50 |
1 |
2,6 |
2,7 |
2,9 |
3,1 |
3,3 |
3,7 |
4,1 |
5,0 |
5,3 |
5,8 |
6,3 |
7,2 |
||||
|
2 |
60 |
2,6 |
2,8 |
3,1 |
3,2 |
3,4 |
4,0 |
4,6 |
5,4 |
6,0 |
7,0 |
7,1 |
8,3 |
||||||
|
3 |
70 |
2,6 |
2,9 |
3,2 |
3,4 |
3,6 |
4,4 |
5,1 |
6,0 |
6,7 |
7,4 |
8,2 |
9,0 |
||||||
|
4 |
110 |
2,8 |
3,3 |
3,6 |
4,1 |
4,6 |
5,5 |
6,6 |
7,9 |
9,0 |
11 |
12 |
14 |
||||||
|
5 |
150 |
2,9 |
3,5 |
4,0 |
4,6 |
5,2 |
6,3 |
7,0 |
9,0 |
11 |
12 |
13 |
16 |
||||||
|
6 |
200 |
3,4 |
4,3 |
5,2 |
6,0 |
6,8 |
8,5 |
10 |
13 |
15 |
18 |
20 |
25 |
||||||
|
7 |
250 |
3,8 |
4,9 |
6,0 |
7,1 |
8,2 |
10 |
13 |
16 |
19 |
22 |
25 |
30 |
||||||
|
8 |
Rz40…Rz20 11 квалитет |
50 |
2 |
6,3 |
6,7 |
7,3 |
7,8 |
8,4 |
9,5 |
11 |
12 |
14 |
15 |
16 |
19 |
||||
|
9 |
60 |
6,4 |
7,0 |
7,5 |
8,0 |
8,6 |
10 |
12 |
13 |
15 |
16 |
18 |
20 |
||||||
|
10 |
75 |
6,5 |
7,2 |
7,8 |
8,4 |
9,0 |
11 |
13 |
14 |
16 |
17 |
19 |
21 |
||||||
|
11 |
110 |
7,1 |
8,0 |
8,7 |
9,5 |
10 |
12 |
14 |
17 |
19 |
21 |
23 |
28 |
||||||
|
12 |
150 |
7,7 |
8,9 |
10 |
11 |
12 |
15 |
17 |
20 |
23 |
26 |
28 |
33 |
||||||
|
13 |
200 |
9,0 |
10 |
12 |
14 |
16 |
18 |
22 |
26 |
30 |
34 |
39 |
46 |
||||||
|
14 |
250 |
10 |
12 |
14 |
16 |
18 |
23 |
28 |
33 |
38 |
43 |
48 |
57 |
||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||
|
Твердости обрабатываемого материала |
Твердость чугуна, НВ, МПа |
до 2150 |
св. 2150 |
||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
|||||||||||||||||

Примечание: При фрезеровании фрезами с пластинками ВК8 время по карте следует применять с коэффициентом К = 0,85.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейСталь конструкционная, sв = 590...740 МПа |
Продольно-фрезерные станки Фрезы торцовые из стали Р6М5 Карта 33 |
||||||||||||||||||||||
|
|
|||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Длина обрабатываемой поверхности, l, мм, до |
Заготовка из проката |
Поковка или отливка |
|||||||||||||||||||
|
Ширина обрабатываемой поверхности, В, мм |
|||||||||||||||||||||||
|
50 |
65 |
75 |
110 |
150 |
200 |
250 |
50 |
60 |
75 |
110 |
150 |
200 |
250 |
||||||||||
|
Время на поверхность, tнш, мин |
|||||||||||||||||||||||
|
1 |
Rz80; 14…12 квалитет |
100 |
3,2 |
3,3 |
3,4 |
3,5 |
3,6 |
4,4 |
5,0 |
6,7 |
7,0 |
7,2 |
7,4 |
7 |
9,0 |
10 |
|||||||
|
2 |
200 |
4,3 |
4,6 |
4,7 |
4,8 |
5,1 |
6,0 |
7,2 |
8,9 |
9,5 |
10 |
11 |
12 |
13 |
14 |
||||||||
|
3 |
300 |
5,4 |
5,9 |
6,0 |
6,2 |
6,4 |
7,6 |
9,0 |
11 |
12 |
14 |
15 |
16 |
17 |
18 |
||||||||
|
4 |
400 |
6,4 |
7,4 |
7,5 |
7,6 |
7,7 |
9,0 |
11 |
13 |
14 |
15 |
16 |
18 |
21 |
24 |
||||||||
|
5 |
500 |
7,5 |
8,6 |
8,9 |
9,0 |
10 |
12 |
14 |
15 |
17 |
18 |
19 |
20 |
22 |
25 |
||||||||
|
6 |
750 |
9,5 |
10 |
11 |
12 |
14 |
16 |
18 |
20 |
21 |
23 |
24 |
25 |
31 |
37 |
||||||||
|
7 |
1000 |
12 |
14 |
14 |
15 |
17 |
20 |
23 |
26 |
28 |
30 |
32 |
35 |
41 |
48 |
||||||||
|
8 |
1250 |
15 |
17 |
18 |
19 |
22 |
25 |
28 |
32 |
35 |
39 |
43 |
48 |
54 |
59 |
||||||||
|
9 |
1500 |
18 |
20 |
21 |
23 |
27 |
31 |
35 |
37 |
41 |
44 |
50 |
58 |
64 |
72 |
||||||||
|
10 |
1750 |
20 |
23 |
24 |
25 |
27 |
34 |
39 |
44 |
48 |
51 |
56 |
63 |
73 |
83 |
||||||||
|
11 |
2000 |
23 |
26 |
27 |
28 |
33 |
38 |
44 |
50 |
54 |
58 |
65 |
73 |
84 |
95 |
||||||||
|
12 |
2500 |
28 |
31 |
32 |
34 |
40 |
46 |
53 |
59 |
64 |
70 |
76 |
84 |
98 |
113 |
||||||||
|
|
Число рабочих ходов |
1 |
2 |
||||||||||||||||||||
|
13 |
Rz40…Rz20; 11 квалитет |
100 |
7,6 |
8,4 |
9,0 |
11 |
13 |
16 |
20 |
11 |
12 |
13 |
15 |
17 |
21 |
26 |
|||||||
|
14 |
200 |
9,5 |
11 |
12 |
14 |
16 |
20 |
25 |
14 |
16 |
17 |
19 |
23 |
28 |
33 |
||||||||
|
15 |
300 |
11 |
13 |
15 |
17 |
20 |
24 |
29 |
18 |
20 |
21 |
24 |
29 |
34 |
39 |
||||||||
|
16 |
400 |
13 |
15 |
17 |
20 |
24 |
29 |
35 |
21 |
23 |
25 |
29 |
35 |
41 |
47 |
||||||||
|
17 |
500 |
15 |
18 |
20 |
24 |
29 |
34 |
40 |
24 |
26 |
30 |
36 |
41 |
47 |
55 |
||||||||
|
18 |
750 |
19 |
23 |
27 |
32 |
37 |
42 |
48 |
29 |
31 |
36 |
42 |
48 |
58 |
68 |
||||||||
|
19 |
1000 |
23 |
28 |
32 |
38 |
42 |
47 |
62 |
38 |
41 |
48 |
55 |
60 |
73 |
86 |
||||||||
|
20 |
1250 |
29 |
35 |
40 |
45 |
52 |
62 |
72 |
46 |
54 |
60 |
66 |
75 |
96 |
116 |
||||||||
|
21 |
1500 |
35 |
42 |
46 |
53 |
62 |
73 |
85 |
54 |
63 |
70 |
78 |
88 |
105 |
123 |
||||||||
|
22 |
1750 |
40 |
45 |
51 |
60 |
70 |
85 |
109 |
63 |
74 |
83 |
90 |
110 |
126 |
141 |
||||||||
|
23 |
2000 |
44 |
50 |
59 |
67 |
79 |
100 |
123 |
71 |
83 |
95 |
111 |
129 |
144 |
159 |
||||||||
|
24 |
2500 |
52 |
64 |
68 |
82 |
104 |
115 |
127 |
83 |
98 |
114 |
130 |
145 |
160 |
186 |
||||||||
|
|
Число рабочих ходов |
2 |
3 |
||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
|||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||
|
Предела прочности обрабатываемого материала |
Предел прочности стали, sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Фрезерование плоскостейСталь конструкционная, sв = 590...740 МПа |
Продольно-фрезерные станки Фрезы торцовые с пластинками Т5К10 Карта 34 |
|||||||||||||||||||
|
|
||||||||||||||||||||
|
№ позиции |
Характер обработки |
Длина обрабатываемой поверхности, l, мм, до |
Заготовка из проката |
Поковка или отливка |
||||||||||||||||
|
Ширина обрабатываемой поверхности, В, мм |
||||||||||||||||||||
|
60 |
75 |
110 |
150 |
200 |
250 |
60 |
75 |
110 |
150 |
200 |
250 |
|||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||
|
1 |
Rz80 14…12 квалитет |
100 |
2,6 |
2,7 |
3,1 |
3,2 |
3,6 |
4,4 |
5,4 |
5,6 |
6,4 |
6,6 |
7,7 |
9,0 |
||||||
|
2 |
200 |
3,1 |
3,2 |
4,0 |
4,2 |
4,7 |
6,3 |
6,4 |
6,6 |
8,4 |
8,6 |
9,5 |
13 |
|||||||
|
3 |
300 |
3,4 |
3,5 |
4,7 |
5,0 |
5,8 |
8,0 |
7,2 |
7,6 |
10 |
11 |
13 |
16 |
|||||||
|
4 |
400 |
3,7 |
4,0 |
5,4 |
5,8 |
7,0 |
9,5 |
8,0 |
8,4 |
11 |
12 |
16 |
20 |
|||||||
|
5 |
500 |
4,0 |
4,4 |
6,3 |
6,6 |
8,0 |
11 |
8,4 |
9,0 |
12 |
14 |
16 |
24 |
|||||||
|
6 |
750 |
4,8 |
5,4 |
8,0 |
8,4 |
10 |
15 |
10 |
11 |
13 |
18 |
25 |
31 |
|||||||
|
7 |
1000 |
5,6 |
6,4 |
10 |
11 |
14 |
18 |
12 |
14 |
21 |
28 |
34 |
40 |
|||||||
|
8 |
1250 |
6,8 |
8,0 |
12 |
13 |
18 |
23 |
14 |
16 |
24 |
32 |
39 |
47 |
|||||||
|
9 |
1500 |
7,8 |
9,0 |
14 |
15 |
19 |
25 |
16 |
18 |
29 |
36 |
42 |
52 |
|||||||
|
10 |
1750 |
8,6 |
10 |
16 |
18 |
23 |
28 |
18 |
20 |
33 |
39 |
49 |
59 |
|||||||
|
11 |
2000 |
9,0 |
11 |
17 |
19 |
25 |
31 |
20 |
22 |
36 |
42 |
54 |
65 |
|||||||
|
12 |
2500 |
11 |
14 |
22 |
24 |
31 |
38 |
24 |
28 |
47 |
59 |
69 |
79 |
|||||||
|
Число рабочих ходов |
1 |
2 |
||||||||||||||||||
|
13 |
Rz40…Rz20 11 квалитет |
100 |
6,3 |
6,6 |
7,5 |
8,5 |
10 |
13 |
9,0 |
9,5 |
11 |
12 |
15 |
18 |
||||||
|
14 |
200 |
7,1 |
7,6 |
9,0 |
10 |
13 |
16 |
10 |
11 |
13 |
15 |
19 |
23 |
|||||||
|
15 |
300 |
7,8 |
8,7 |
10 |
12 |
15 |
19 |
11 |
12 |
16 |
20 |
24 |
28 |
|||||||
|
16 |
400 |
8,6 |
9,5 |
12 |
14 |
19 |
23 |
12 |
15 |
18 |
20 |
26 |
33 |
|||||||
|
17 |
500 |
9,0 |
10 |
14 |
15 |
20 |
26 |
14 |
16 |
20 |
26 |
32 |
38 |
|||||||
|
18 |
750 |
11 |
12 |
16 |
19 |
25 |
31 |
16 |
18 |
26 |
32 |
40 |
47 |
|||||||
|
19 |
1000 |
13 |
15 |
21 |
25 |
32 |
39 |
19 |
21 |
30 |
40 |
50 |
60 |
|||||||
|
20 |
1250 |
15 |
18 |
25 |
30 |
38 |
46 |
23 |
27 |
37 |
47 |
59 |
71 |
|||||||
|
21 |
1500 |
18 |
21 |
28 |
33 |
43 |
52 |
26 |
30 |
42 |
55 |
67 |
79 |
|||||||
|
22 |
1750 |
19 |
22 |
32 |
36 |
46 |
59 |
28 |
34 |
50 |
63 |
76 |
89 |
|||||||
|
23 |
2000 |
21 |
26 |
36 |
40 |
52 |
65 |
32 |
37 |
56 |
72 |
86 |
100 |
|||||||
|
24 |
2500 |
26 |
31 |
44 |
50 |
64 |
79 |
37 |
46 |
68 |
85 |
102 |
118 |
|||||||
|
Число рабочих ходов |
2 |
3 |
||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||
|
Предела прочности обрабатываемого материала |
Предел прочности стали, sв, МПа |
до 590 |
590...740 |
св. 740 |
||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||

4.2. Продольно- и поперечно-строгальные станки, долбежные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА СТОЛЕ ИЛИ В ПРИСПОСОБЛЕНИИ |
Продольно- и поперечно-строгальные, долбежные станки Карта 35 Лист 1 |
|||||||||||||||||
|
№ позиции |
Способ установки |
Характер выверки |
Вручную |
Мостовым краном |
|
|||||||||||||
|
Масса детали, кг, до |
|
|||||||||||||||||
|
1 |
3 |
5 |
10 |
20 |
30 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
|
|||||
|
Время, tву, мин |
|
|||||||||||||||||
|
1 |
В тисках
|
без выверки |
0,65 |
0,8 |
0,9 |
1,0 |
1,2 |
1,5 |
- |
- |
- |
- |
- |
- |
- |
|
||
|
2 |
с выверкой в одной плоскости |
1,4 |
1,6 |
1,8 |
2,2 |
2,5 |
3,0 |
- |
- |
- |
- |
- |
- |
- |
|
|||
|
3 |
В кулачках самоцентрирующего патрона |
без выверки |
0,5 |
0,8 |
0,9 |
1,2 |
1,5 |
1,8 |
6,0 |
6,5 |
7,0 |
8,0 |
8,5 |
- |
- |
|
||
|
4 |
|
с выверкой |
0,9 |
1,2 |
1,4 |
1,7 |
2,1 |
2,6 |
8,0 |
8,3 |
9,0 |
9,8 |
10,9 |
- |
- |
|
||
|
5 |
На столе с креплением болтами и планками |
без выверки |
1,2 |
1,5 |
1,7 |
2,0 |
2,5 |
3,5 |
6,5 |
7,4 |
8,5 |
9,8 |
11 |
- |
- |
|
||
|
6 |
|
с выверкой в одной плоскости |
2,0 |
3,0 |
3,2 |
3,8 |
4,6 |
5,6 |
11 |
12 |
14 |
17 |
20 |
- |
- |
|
||
|
7 |
|
с выверкой в двух плоскостях |
3,0 |
4,0 |
5,0 |
5,7 |
6,8 |
8,0 |
17 |
19 |
22 |
25 |
28 |
- |
- |
|
||
|
8 |
На столе с домкратами, подставками с креплением болтами и планками |
без выверки |
1,5 |
2,0 |
2,3 |
2,9 |
3,5 |
4,2 |
7,5 |
8,5 |
10 |
12 |
14 |
17 |
20 |
|
||
|
9 |
|
с выверкой в одной плоскости |
2,6 |
3,7 |
4,0 |
5,0 |
6,3 |
7,2 |
13 |
15 |
18 |
21 |
25 |
31 |
35 |
|
||
|
10 |
с выверкой в двух плоскостях |
3,2 |
4,5 |
5,4 |
6,5 |
8,0 |
10 |
18 |
21 |
23 |
28 |
32 |
38 |
43 |
|
|||
|
11 |
с выверкой в трех плоскостях |
- |
- |
- |
8,0 |
10 |
12 |
22 |
26 |
29 |
35 |
40 |
48 |
54 |
|
|||
|
|
Индекс |
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
|
||
|
||||||||||||||||||




|
ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА СТОЛЕ ИЛИ В ПРИСПОСОБЛЕНИИ |
Продольно- и поперечно-строгальные, долбежные станки Карта 35 лист 2 |
||||||||||||||||||||
|
№ позиции |
Способ установки |
Характер выверки |
Вручную |
Мостовым краном |
|
||||||||||||||||
|
Масса детали, кг, до |
|
||||||||||||||||||||
|
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
30 |
50 |
100 |
200 |
400 |
800 |
1000 |
|
||||||||
|
Время, tву, мин |
|
||||||||||||||||||||
|
12 |
На столе с угольником (или сбоку стола) с краплением болтами и планками
|
без выверки |
1,5 |
1,8 |
2,0 |
2,6 |
3,0 |
3,5 |
7,5 |
8,3 |
10 |
12 |
13 |
15 |
17 |
|
|||||
|
13 |
с выверкой в одной плоскости |
2,3 |
3,2 |
4,0 |
4,5 |
5,5 |
6,5 |
14 |
15 |
18 |
21 |
23 |
28 |
32 |
|
||||||
|
14 |
с выверкой в двух плоскостях |
3,4 |
4,6 |
5,4 |
7,0 |
8,0 |
9,0 |
19 |
21 |
25 |
29 |
32 |
38 |
44 |
|
||||||
|
15 |
Время в карте предусматривает крепление детали болтами в количестве |
2 |
4 |
|
|||||||||||||||||
|
16 |
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных |
0,3 |
0,4 |
0,5 |
|
||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
|
|||||||
|
|||||||||||||||||||||

Примечания: 1. При установке деталей с необработанной поверхностью время по карте следует применять с коэффициентом К = 1,2.
2. При переустановке деталей вручную время по карте следует принимать без изменения, при переустановке мостовым краном - с коэффициентом К = 0,8.
3. При установке одновременно нескольких деталей время по карте для каждой последующей детали за первой следует применять с коэффициентом К = 0,8.
Вспомогательное время на приемку детали на станке |
Продольно-строгальные станки Карта 36 |
||||||||||||||||
|
№ позиции |
Характер измерений |
Квалитет (класс точности размеров) |
Число обмеров (количество контрольных размеров) |
Наибольшая измеряемая длина детали, L, мм, до |
|
||||||||||||
|
3000 |
6000 |
8000 |
|
||||||||||||||
|
Наибольшая измеряемая ширина, В, или высота, Н, мм |
|
||||||||||||||||
|
500 |
1000 |
2000 |
500 |
1000 |
2000 |
500 |
1000 |
2000 |
2000 |
|
|||||||
|
Время, t, мин |
|
||||||||||||||||
|
1 |
Измерение поверхностей детали универсальными или простыми специальными измерительными инструментами, не требующими их наладки и настройки |
12...14 |
4 |
1,6 |
1,9 |
2,2 |
2,2 |
2,6 |
3,0 |
2,5 |
2,9 |
3,4 |
3,8 |
|
|||
|
2 |
6 |
2,3 |
2,6 |
3,0 |
3,1 |
3,6 |
4,1 |
3,5 |
4,1 |
4,6 |
5,3 |
|
|||||
|
3 |
8 |
2,9 |
3,3 |
3,8 |
3,9 |
4,5 |
5,1 |
4,4 |
5,1 |
5,8 |
6,7 |
|
|||||
|
4 |
10 |
3,5 |
4,0 |
4,6 |
4,7 |
5,4 |
6,2 |
5,3 |
6,1 |
7,0 |
8,1 |
|
|||||
|
5 |
15 |
4,8 |
5,5 |
6,3 |
6,5 |
7,4 |
8,5 |
6,2 |
8,4 |
9,6 |
11 |
|
|||||
|
6 |
20 |
6,0 |
7,0 |
8,0 |
8,1 |
9,5 |
11 |
9,2 |
11 |
12 |
14 |
|
|||||
|
7 |
25 |
7,2 |
8,4 |
9,7 |
9,7 |
11 |
13 |
11 |
13 |
15 |
17 |
|
|||||
|
8 |
35 |
9,4 |
11 |
12 |
13 |
15 |
17 |
14 |
16 |
19 |
21 |
|
|||||
|
9 |
45 |
11 |
13 |
15 |
15 |
18 |
21 |
17 |
20 |
24 |
26 |
|
|||||
|
10 |
55 |
13 |
16 |
18 |
18 |
21 |
24 |
20 |
24 |
27 |
31 |
|
|||||
|
11 |
70 |
16 |
19 |
22 |
22 |
26 |
30 |
25 |
29 |
34 |
37 |
|
|||||
|
12 |
9...11 |
2 |
1,3 |
1,8 |
2,1 |
1,7 |
2,4 |
2,7 |
1,9 |
2,7 |
3,0 |
3,5 |
|
||||
|
13 |
4 |
2,4 |
3,3 |
3,8 |
3,1 |
4,3 |
5,0 |
3,5 |
4,8 |
5,6 |
6,5 |
|
|||||
|
14 |
6 |
3,4 |
4,6 |
5,3 |
4,5 |
6,0 |
6,9 |
5,0 |
6,7 |
7,7 |
9,0 |
|
|||||
|
15 |
8 |
4,3 |
5,9 |
6,8 |
5,6 |
7,7 |
8,9 |
6,3 |
8,6 |
10 |
12 |
|
|||||
|
16 |
10 |
5,3 |
7,2 |
8,3 |
7,0 |
9,4 |
11 |
7,8 |
11 |
12 |
14 |
|
|||||
|
17 |
12 |
6,2 |
8,5 |
9,8 |
8,1 |
11 |
13 |
9,1 |
12 |
15 |
18 |
|
|||||
|
18 |
15 |
7,5 |
10 |
12 |
9,8 |
13 |
16 |
11 |
15 |
18 |
21 |
|
|||||
|
19 |
20 |
9,5 |
13 |
15 |
12 |
17 |
20 |
14 |
19 |
22 |
26 |
|
|||||
|
20 |
7 |
2 |
1,6 |
2,2 |
2,5 |
2,0 |
2,9 |
3,2 |
2,3 |
3,2 |
3,6 |
4,2 |
|
||||
|
21 |
4 |
2,9 |
4,0 |
4,6 |
3,8 |
5,2 |
6,1 |
4,3 |
5,8 |
6,8 |
7,9 |
|
|||||
|
22 |
6 |
4,1 |
5,5 |
6,4 |
5,4 |
7,2 |
8,3 |
6,0 |
8,1 |
9,3 |
11 |
|
|||||
|
23 |
8 |
5,1 |
7,1 |
8,2 |
6,7 |
9,3 |
11 |
7,5 |
10,5 |
12 |
14 |
|
|||||
|
24 |
Измерение инструментами, требующими сложных настроек. Определение размеров геометрических форм и их взаимного расположения путем сложных вычислений |
9 - 11 |
1 |
2,1 |
2,5 |
2,9 |
2,7 |
3,2 |
3,7 |
3,0 |
3,5 |
4,1 |
4,8 |
|
|||
|
25 |
2 |
4,0 |
4,7 |
5,5 |
5,1 |
6,0 |
7,1 |
5,6 |
6,6 |
7,8 |
9,1 |
|
|||||
|
26 |
3 |
5,9 |
6,9 |
8,0 |
7,6 |
8,9 |
10 |
8,4 |
9,8 |
11 |
13 |
|
|||||
|
27 |
4 |
7,7 |
9,0 |
11 |
9,9 |
11 |
14 |
11 |
12 |
15 |
18 |
|
|||||
|
28 |
5 |
9,5 |
11 |
13 |
12 |
14 |
17 |
13 |
15 |
19 |
22 |
|
|||||
|
29 |
6 |
11 |
13 |
16 |
14 |
17 |
21 |
15 |
19 |
23 |
27 |
|
|||||
|
30 |
7 |
13 |
15 |
18 |
17 |
19 |
23 |
19 |
21 |
25 |
29 |
|
|||||
|
31 |
7 (2) |
1 |
2,5 |
3,0 |
3,5 |
3,2 |
3,8 |
4,4 |
3,6 |
4,2 |
4,9 |
5,8 |
|
||||
|
32 |
2 |
4,8 |
5,6 |
6,6 |
6,1 |
7,2 |
8,5 |
6,7 |
7,9 |
9,3 |
11 |
|
|||||
|
33 |
3 |
6,9 |
7,1 |
3,3 |
9,1 |
11 |
12 |
10 |
12 |
13 |
16 |
|
|||||
|
34 |
4 |
9,3 |
11 |
13 |
12 |
13 |
17 |
13 |
14 |
18 |
22 |
|
|||||
|
35 |
5 |
11 |
13 |
16 |
14 |
17 |
20 |
16 |
18 |
23 |
26 |
|
|||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
||||||
|
|||||||||||||||||
Примечание: Время на приемку деталей на станке контролером включается в норму станочника в тех случаях, когда она не перекрывается другими работами и присутствие станочника при приемке предусмотрено технологическим процессом.
Неполное штучное время
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание фасок, Rz40Сталь конструкционная. Чугун |
Продольно-поперечно-строгальные станки Резцы с пластинками твердого сплава Т15К6, ВК8 Карта 37 |
|||||
|
|
||||||
|
№ позиции |
Наименование станка |
Длина строгания, l, мм, до |
Размер фаски d´a° |
|||
|
5´45 |
10´45 |
15´45 |
||||
|
Глубина резания, t, мм |
||||||
|
3,5 |
7,0 |
11 |
||||
|
Время на поверхность, tнш, мин |
||||||
|
1 |
Продольно-строгальный |
500 |
1,7 |
2,6 |
4,3 |
|
|
2 |
1000 |
1,8 |
2,8 |
4,7 |
||
|
3 |
1500 |
1,9 |
3,0 |
5,0 |
||
|
4 |
2000 |
2,0 |
3,2 |
5,5 |
||
|
5 |
2500 |
2,2 |
3,5 |
6,0 |
||
|
6 |
3000 |
2,4 |
3,7 |
6,6 |
||
|
7 |
4000 |
2,6 |
4,3 |
7,5 |
||
|
8 |
5000 |
2,8 |
4,6 |
7,8 |
||
|
9 |
6000 |
3,0 |
5,0 |
8,5 |
||
|
10 |
Поперечно-строгальный |
500 |
1,4 |
1,8 |
- |
|
|
11 |
600 |
2,0 |
2,5 |
- |
||
|
12 |
800 |
2,9 |
3,7 |
- |
||
|
|
Индекс |
|
а |
б |
в |
|

4.2.1. Продольно-строгальные станки
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостейЧугун серый, НВ = 1760...2150 МПа |
Продольно-строгальные станки Резцы проходные с пластинками ВК8 Карта 38 |
|||||||||||||||||||||
|
|
||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Длина обрабатываемой поверхности, l, мм |
Число проходов, i |
Ширина обрабатываемой поверхности, В, мм, до |
||||||||||||||||||
|
50 |
75 |
100 |
150 |
200 |
250 |
300 |
350 |
400 |
500 |
600 |
700 |
800 |
1000 |
|||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||
|
1 |
Rz80; 14…12 квалитет |
200 |
1 |
5,0 |
5,5 |
6,0 |
6,8 |
7,7 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||
|
2 |
500 |
6,5 |
7,0 |
8,0 |
9,5 |
12 |
14 |
15 |
17 |
19 |
22 |
- |
- |
- |
- |
|||||||
|
3 |
1000 |
8,3 |
9,0 |
11 |
14 |
17 |
21 |
24 |
27 |
31 |
35 |
43 |
52 |
56 |
60 |
|||||||
|
4 |
1500 |
10 |
11 |
14 |
17 |
22 |
27 |
31 |
42 |
47 |
50 |
58 |
67 |
77 |
85 |
|||||||
|
5 |
2000 |
12 |
14 |
17 |
21 |
27 |
33 |
41 |
45 |
52 |
60 |
73 |
86 |
95 |
104 |
|||||||
|
6 |
2500 |
14 |
16 |
20 |
25 |
32 |
41 |
49 |
58 |
65 |
77 |
95 |
110 |
125 |
138 |
|||||||
|
7 |
3000 |
16 |
20 |
23 |
29 |
39 |
48 |
56 |
67 |
76 |
91 |
107 |
127 |
146 |
162 |
|||||||
|
8 |
4000 |
20 |
23 |
28 |
36 |
48 |
60 |
71 |
83 |
95 |
111 |
135 |
158 |
179 |
182 |
|||||||
|
9 |
5000 |
24 |
27 |
35 |
46 |
60 |
75 |
86 |
105 |
120 |
149 |
171 |
204 |
228 |
282 |
|||||||
|
10 |
6000 |
27 |
32 |
41 |
54 |
72 |
90 |
107 |
125 |
142 |
176 |
205 |
243 |
273 |
362 |
|||||||
|
11 |
Rz40…Rz20 11 квалитет |
200 |
2 |
9,5 |
11 |
11,5 |
13 |
14,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||
|
12 |
500 |
11,5 |
13,5 |
14,5 |
18 |
21 |
23 |
26 |
28 |
31 |
36 |
- |
- |
- |
- |
|||||||
|
13 |
1000 |
14,5 |
16 |
19 |
23 |
27 |
31 |
35 |
40 |
45 |
52 |
62 |
73 |
80 |
87 |
|||||||
|
14 |
1500 |
17 |
18 |
23 |
27 |
35 |
40 |
45 |
56 |
65 |
71 |
82 |
94 |
107 |
118 |
|||||||
|
15 |
2000 |
19 |
21 |
26 |
33 |
40 |
50 |
59 |
66 |
74 |
85 |
103 |
121 |
135 |
150 |
|||||||
|
16 |
2500 |
22 |
26 |
31 |
39 |
47 |
59 |
71 |
82 |
91 |
107 |
130 |
151 |
171 |
189 |
|||||||
|
17 |
3000 |
24 |
30 |
35 |
45 |
56 |
69 |
81 |
94 |
106 |
126 |
149 |
176 |
200 |
223 |
|||||||
|
18 |
4000 |
29 |
34 |
43 |
55 |
70 |
85 |
100 |
116 |
132 |
156 |
186 |
218 |
245 |
268 |
|||||||
|
19 |
5000 |
31 |
37 |
49 |
62 |
79 |
98 |
113 |
135 |
153 |
190 |
200 |
269 |
302 |
373 |
|||||||
|
20 |
6000 |
36 |
43 |
54 |
72 |
94 |
116 |
137 |
160 |
181 |
223 |
262 |
308 |
346 |
453 |
|||||||
|
|
Индекс |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
|||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||
|
Обрабатываемого материала |
Чугун, твердость НВ, МПа |
до 2150 |
св. 2150 |
|||||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
||||||||||||||||||||
|
Угла в плане резца |
j, град. |
45°...60° |
90° |
|||||||||||||||||||
|
Коэффициент Кj |
1,0 |
1,3 |
||||||||||||||||||||
|
Числа одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
|||||||||||||||||||
|
Коэффициент при обработке Крс |
одной поверхности |
1,0 |
0,6 |
|||||||||||||||||||
|
нескольких поверхностей |
1,0 |
1,2 |
||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгания прямоугольных пазов, Rz80; 14...12 квалитетЧугун серый, НВ = 1760...2150 МПа |
Продольно-строгальные станки Резцы с пластинками ВК8 Карта 39 |
|||||||||||||||||||||
|
|
||||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число проходов, i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||
|
200 |
500 |
750 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
||||||||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||||
|
1 |
10 |
5 |
1 |
4,5 |
5,0 |
5,5 |
6,0 |
6,4 |
7,5 |
8,0 |
11 |
12 |
14 |
15 |
||||||||
|
2 |
12 |
5,5 |
6,5 |
7,0 |
8,0 |
9,0 |
11,0 |
13 |
17 |
18 |
21 |
24 |
||||||||||
|
3 |
20 |
6,0 |
7,0 |
7,5 |
8,0 |
10 |
12,0 |
14 |
18 |
21 |
28 |
32 |
||||||||||
|
4 |
15 |
10 |
1 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
8,6 |
11 |
13 |
14 |
17 |
19 |
||||||||
|
5 |
20 |
6,0 |
7,5 |
8,0 |
8,5 |
11 |
13 |
16 |
19 |
22 |
27 |
31 |
||||||||||
|
6 |
30 |
6,5 |
8,0 |
8,5 |
10 |
13 |
15 |
18 |
23 |
27 |
36 |
42 |
||||||||||
|
7 |
20 |
30 |
1 |
6,5 |
3,5 |
9,0 |
11 |
13 |
16 |
20 |
24 |
28 |
37 |
45 |
||||||||
|
8 |
40 |
7,5 |
9,5 |
11 |
13 |
16 |
20 |
26 |
31 |
36 |
44 |
57 |
||||||||||
|
9 |
25 |
30 |
2 |
10 |
12 |
13 |
15 |
19 |
24 |
31 |
38 |
45 |
55 |
72 |
||||||||
|
10 |
40 |
12 |
14 |
15 |
18 |
24 |
31 |
40 |
48 |
56 |
72 |
93 |
||||||||||
|
11 |
30 |
40 |
2 |
12 |
14 |
16 |
18 |
24 |
31 |
40 |
48 |
56 |
72 |
93 |
||||||||
|
12 |
50 |
13 |
15 |
18 |
22 |
28 |
36 |
47 |
59 |
70 |
86 |
113 |
||||||||||
|
13 |
50 |
50 |
3 |
15 |
20 |
22 |
27 |
36 |
47 |
64 |
76 |
91 |
129 |
135 |
||||||||
|
14 |
70 |
18 |
24 |
26 |
33 |
43 |
56 |
77 |
91 |
109 |
155 |
162 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Чугун, твердость НВ, МПа |
до 2150 |
св. 2150 |
||||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
||||||||||||||||||||
|
2. |
Число одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
||||||||||||||||||
|
Коэффициент Крс |
одной поверхности |
1,0 |
0,6 |
|||||||||||||||||||
|
нескольких поверхностей |
1,0 |
1,2 |
||||||||||||||||||||
|
3. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому, до |
0,2 |
0,5 |
0,7 |
|||||||||||||||||
|
Коэффициент Кm |
0,83 |
1,0 |
1,1 |
|||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание прямоугольных пазов, Rz80; 14...12 квалитетЧугун серый, НВ = 1760...2150 МПа |
Продольно-строгальные станки Резцы из стали Р6М5 Карта 40 |
|||||||||||||||||||||
|
|
||||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число проходов, i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||
|
200 |
500 |
750 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
||||||||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||||
|
1 |
10 |
5 |
1 |
5,0 |
6,0 |
6,5 |
7,0 |
8,0 |
9,0 |
11 |
14 |
15 |
18 |
21 |
||||||||
|
2 |
12 |
6,5 |
8,0 |
9,0 |
10 |
12 |
14 |
17 |
22 |
26 |
31 |
35 |
||||||||||
|
3 |
20 |
7,0 |
9,0 |
10 |
11,0 |
13 |
16 |
21 |
26 |
31 |
45 |
53 |
||||||||||
|
4 |
15 |
10 |
1 |
5,5 |
6,5 |
7,5 |
8,0 |
9,5 |
12 |
14 |
17 |
20 |
24 |
27 |
||||||||
|
5 |
20 |
7,0 |
9,0 |
10 |
12 |
14 |
17 |
22 |
27 |
32 |
39 |
45 |
||||||||||
|
6 |
30 |
7,5 |
10 |
11 |
13 |
16 |
20 |
28 |
35 |
42 |
54 |
64 |
||||||||||
|
7 |
20 |
30 |
1 |
8,0 |
11 |
12 |
14 |
17 |
21 |
30 |
36 |
43 |
53 |
63 |
||||||||
|
8 |
40 |
10 |
13 |
14 |
16 |
21 |
30 |
38 |
46 |
55 |
68 |
78 |
||||||||||
|
9 |
25 |
30 |
2 |
13 |
15 |
16 |
20 |
25 |
32 |
46 |
56 |
67 |
83 |
100 |
||||||||
|
10 |
40 |
15 |
18 |
20 |
25 |
32 |
41 |
58 |
73 |
86 |
108 |
134 |
||||||||||
|
11 |
30 |
40 |
2 |
15 |
18 |
20 |
25 |
32 |
41 |
58 |
73 |
86 |
108 |
134 |
||||||||
|
12 |
50 |
16 |
20 |
23 |
30 |
39 |
51 |
71 |
90 |
106 |
132 |
159 |
||||||||||
|
13 |
50 |
50 |
2 |
20 |
28 |
32 |
41 |
54 |
71 |
94 |
117 |
140 |
174 |
196 |
||||||||
|
14 |
70 |
25 |
34 |
39 |
50 |
65 |
86 |
113 |
141 |
168 |
209 |
236 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Чугун, твердость, НВ, МПа |
до 2150 |
св. 2150 |
||||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
||||||||||||||||||||
|
2. |
Числа одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
||||||||||||||||||
|
Коэффициент при обработке Крс |
одной поверхности |
1,0 |
0,6 |
|||||||||||||||||||
|
нескольких поверхностей |
1,0 |
1,2 |
||||||||||||||||||||
|
3. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому, до |
0,2 |
0,5 |
0,7 |
|||||||||||||||||
|
Коэффициент Кm |
0,83 |
1,0 |
1,1 |
|||||||||||||||||||
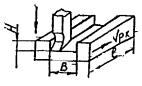
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание Т-образных пазов, Rz80; 14...12 квалитетЧугун серый, НВ = 1760...2150 МПа |
Продольно-строгальные станки Резцы с пластинками ВК8 Карта 41 |
||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||
|
№ позиции |
Длина Т-образного паза, l, мм, до |
Ширина Т-образного паза, В, мм |
|||||||||||||||||||||||||||
|
16 |
19 |
23 |
30 |
37 |
46 |
56 |
68 |
80 |
96 |
||||||||||||||||||||
|
Ширина прямоугольного паза, В1, мм |
|||||||||||||||||||||||||||||
|
10 |
12 |
14 |
18 |
22 |
28 |
36 |
42 |
48 |
54 |
||||||||||||||||||||
|
Глубина прямоугольного паза, h, мм |
|||||||||||||||||||||||||||||
|
13 |
21 |
16 |
25 |
19 |
28 |
24 |
36 |
31 |
45 |
38 |
56 |
48 |
71 |
58 |
85 |
65 |
95 |
75 |
106 |
||||||||||
|
Время на паз, tнш, мин |
|||||||||||||||||||||||||||||
|
1 |
250 |
25 |
27 |
26 |
33 |
27 |
34 |
39 |
43 |
41 |
45 |
46 |
51 |
56 |
60 |
63 |
64 |
65 |
72 |
74 |
79 |
||||||||
|
2 |
500 |
27 |
30 |
29 |
36 |
30 |
37 |
46 |
50 |
48 |
53 |
54 |
59 |
68 |
74 |
76 |
83 |
85 |
104 |
102 |
109 |
||||||||
|
3 |
750 |
29 |
31 |
30 |
42 |
31 |
41 |
52 |
57 |
56 |
63 |
64 |
70 |
80 |
88 |
90 |
101 |
102 |
113 |
110 |
124 |
||||||||
|
4 |
1000 |
31 |
35 |
33 |
45 |
35 |
48 |
57 |
65 |
63 |
71 |
74 |
80 |
95 |
104 |
108 |
121 |
124 |
136 |
133 |
147 |
||||||||
|
5 |
1500 |
36 |
39 |
38 |
54 |
41 |
57 |
74 |
82 |
79 |
90 |
93 |
102 |
121 |
136 |
140 |
158 |
162 |
181 |
177 |
198 |
||||||||
|
6 |
2000 |
41 |
44 |
44 |
63 |
45 |
68 |
85 |
96 |
94 |
113 |
116 |
127 |
147 |
166 |
170 |
195 |
198 |
223 |
221 |
243 |
||||||||
|
7 |
2500 |
45 |
48 |
49 |
66 |
53 |
80 |
103 |
116 |
113 |
130 |
132 |
155 |
181 |
203 |
212 |
242 |
243 |
274 |
271 |
305 |
||||||||
|
8 |
3000 |
49 |
53 |
52 |
85 |
59 |
90 |
116 |
130 |
127 |
147 |
153 |
176 |
201 |
237 |
249 |
283 |
286 |
321 |
316 |
356 |
||||||||
|
9 |
3500 |
56 |
57 |
56 |
95 |
65 |
103 |
131 |
149 |
146 |
167 |
174 |
203 |
237 |
269 |
282 |
319 |
321 |
369 |
364 |
407 |
||||||||
|
10 |
4000 |
57 |
62 |
63 |
102 |
71 |
110 |
142 |
164 |
161 |
182 |
189 |
221 |
261 |
294 |
304 |
356 |
361 |
404 |
400 |
448 |
||||||||
|
11 |
5000 |
- |
- |
73 |
122 |
87 |
130 |
170 |
203 |
200 |
236 |
226 |
261 |
299 |
334 |
348 |
395 |
407 |
424 |
435 |
508 |
||||||||
|
12 |
6000 |
- |
- |
- |
- |
- |
- |
217 |
254 |
250 |
304 |
261 |
294 |
334 |
365 |
396 |
435 |
452 |
496 |
487 |
565 |
||||||||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Чугун, твердость, НВ, МПа |
до 2150 |
св. 2150 |
|||||||||||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,20 |
|||||||||||||||||||||||||||
|
2. |
Числа одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
|||||||||||||||||||||||||
|
Коэффициент Крс при обработке |
одной поверхности |
1,0 |
0,6 |
||||||||||||||||||||||||||
|
нескольких поверхностей |
1,0 |
1,2 |
|||||||||||||||||||||||||||
|
3. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому, до |
0,2 |
0,5 |
0,7 |
||||||||||||||||||||||||
|
Коэффициент Кm |
0,83 |
1,0 |
1,1 |
||||||||||||||||||||||||||
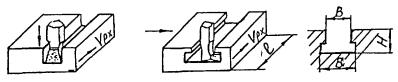
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание угловых и прямоугольных смазочных канавокЧугун серый, НВ = 1760...2150 МПа |
Продольно-строгальные станки Резцы с пластинками ВК8 Карта 42 |
||||||||||||
|
№ позиции |
Длина канавки, l, мм, до |
Ширина канавки, В, мм, до |
|||||||||||
|
3 - 4 |
5 - 7 |
8 - 10 |
св. 10 |
||||||||||
|
Глубина канавки, h, мм, до |
|||||||||||||
|
3 |
4 |
5 |
6 |
||||||||||
|
Время на канавку, tнш, мин |
|||||||||||||
|
1 |
200 |
4,5 |
5,5 |
6,5 |
7,0 |
||||||||
|
2 |
500 |
5,0 |
6,0 |
7,0 |
8,0 |
||||||||
|
3 |
750 |
6,0 |
6,5 |
8,0 |
9,0 |
||||||||
|
4 |
1000 |
6,5 |
7,0 |
9,0 |
10 |
||||||||
|
5 |
1250 |
7,0 |
8,0 |
10 |
11,5 |
||||||||
|
6 |
1500 |
8,5 |
10 |
13 |
15,5 |
||||||||
|
7 |
2000 |
10 |
12 |
17 |
20 |
||||||||
|
8 |
2500 |
12 |
15 |
20 |
22 |
||||||||
|
9 |
3000 |
13 |
17 |
22 |
25 |
||||||||
|
10 |
3500 |
16 |
20 |
25 |
27 |
||||||||
|
11 |
4000 |
18 |
22 |
27 |
30 |
||||||||
|
12 |
5000 |
21 |
25 |
30 |
34 |
||||||||
|
13 |
6000 |
23 |
29 |
36 |
39 |
||||||||
|
|
Индекс |
а |
б |
в |
г |
||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||
|
1. |
Обрабатываемого материала |
Чугун, твердость, НВ, МПа |
до 2150 |
св. 2150 |
|||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
|||||||||||
|
2. |
Числа одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
|||||||||
|
Коэффициент при обработке Крс |
одной поверхности |
1,0 |
0,6 |
||||||||||
|
нескольких поверхностей |
1,0 |
1,2 |
|||||||||||
|
3. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому, до |
0,2 |
0,5 |
0,7 |
||||||||
|
Коэффициент Кm |
0,83 |
1,0 |
1,1 |
||||||||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостейСталь конструированная, sв = 590…740 МПа |
Продольно-строгальные станки Резцы из стали Р6М5 Карта 43 лист 1 |
|||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм |
Заготовка из проката |
Поковка или отливка |
||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||||||||
|
200 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
200 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
|||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||||
|
1 |
Rz80; 14...12 квалитет |
50 |
7 |
11 |
15 |
21 |
26 |
33 |
40 |
48 |
59 |
69 |
15 |
23 |
33 |
44 |
54 |
70 |
84 |
102 |
124 |
146 |
||
|
2 |
75 |
8 |
12 |
19 |
24 |
31 |
39 |
47 |
58 |
72 |
84 |
17 |
26 |
40 |
52 |
65 |
82 |
99 |
122 |
151 |
175 |
|||
|
3 |
100 |
10 |
15 |
24 |
32 |
41 |
52 |
63 |
76 |
90 |
111 |
20 |
28 |
50 |
67 |
87 |
110 |
131 |
162 |
189 |
233 |
|||
|
4 |
150 |
12 |
20 |
32 |
44 |
55 |
71 |
85 |
104 |
132 |
154 |
25 |
43 |
67 |
92 |
117 |
149 |
178 |
214 |
277 |
322 |
|||
|
5 |
200 |
15 |
26 |
43 |
58 |
75 |
96 |
115 |
144 |
177 |
211 |
31 |
54 |
90 |
122 |
158 |
204 |
245 |
304 |
373 |
442 |
|||
|
6 |
250 |
- |
33 |
54 |
74 |
95 |
122 |
145 |
186 |
227 |
269 |
- |
70 |
112 |
154 |
200 |
259 |
304 |
386 |
477 |
560 |
|||
|
7 |
300 |
- |
39 |
66 |
92 |
115 |
146 |
178 |
223 |
273 |
318 |
- |
94 |
140 |
195 |
241 |
309 |
377 |
473 |
582 |
669 |
|||
|
8 |
350 |
- |
45 |
74 |
103 |
136 |
174 |
209 |
259 |
325 |
377 |
- |
94 |
158 |
218 |
286 |
368 |
436 |
545 |
682 |
795 |
|||
|
9 |
400 |
- |
50 |
85 |
118 |
154 |
200 |
236 |
300 |
372 |
440 |
- |
103 |
179 |
250 |
327 |
423 |
500 |
636 |
777 |
922 |
|||
|
10 |
500 |
- |
59 |
110 |
150 |
204 |
236 |
285 |
368 |
468 |
550 |
- |
124 |
209 |
318 |
413 |
500 |
600 |
782 |
982 |
1154 |
|||
|
11 |
600 |
- |
- |
123 |
176 |
218 |
286 |
345 |
436 |
540 |
636 |
- |
153 |
259 |
373 |
464 |
600 |
718 |
918 |
1136 |
1336 |
|||
|
12 |
700 |
- |
- |
144 |
204 |
264 |
336 |
414 |
509 |
636 |
750 |
- |
178 |
304 |
436 |
554 |
718 |
872 |
1082 |
1336 |
1564 |
|||
|
13 |
800 |
- |
- |
165 |
236 |
304 |
404 |
464 |
591 |
827 |
864 |
- |
204 |
345 |
491 |
636 |
854 |
982 |
1245 |
1536 |
1818 |
|||
|
14 |
1000 |
- |
- |
209 |
296 |
395 |
491 |
582 |
745 |
895 |
1073 |
- |
247 |
436 |
618 |
827 |
1036 |
1227 |
1564 |
1873 |
2254 |
|||
|
Число проходов |
1 |
2 |
||||||||||||||||||||||
|
15 |
Rz40; 11 квалитет |
50 |
14 |
19 |
25 |
32 |
38 |
47 |
56 |
68 |
83 |
95 |
21 |
31 |
43 |
54 |
67 |
84 |
100 |
122 |
147 |
166 |
||
|
16 |
75 |
15 |
23 |
30 |
38 |
47 |
58 |
68 |
84 |
102 |
119 |
24 |
35 |
56 |
65 |
81 |
100 |
122 |
148 |
182 |
211 |
|||
|
17 |
100 |
17 |
26 |
36 |
47 |
60 |
75 |
89 |
109 |
136 |
156 |
25 |
40 |
63 |
84 |
106 |
133 |
157 |
194 |
227 |
278 |
|||
|
16 |
150 |
21 |
34 |
48 |
65 |
82 |
103 |
120 |
150 |
180 |
203 |
34 |
56 |
84 |
114 |
143 |
181 |
214 |
350 |
331 |
386 |
|||
|
19 |
200 |
25 |
44 |
63 |
84 |
107 |
137 |
161 |
214 |
236 |
267 |
42 |
71 |
110 |
147 |
190 |
245 |
291 |
373 |
444 |
524 |
|||
|
20 |
250 |
- |
53 |
76 |
105 |
135 |
172 |
200 |
254 |
309 |
349 |
- |
90 |
136 |
186 |
236 |
309 |
359 |
464 |
568 |
652 |
|||
|
21 |
300 |
- |
62 |
94 |
129 |
161 |
204 |
245 |
304 |
379 |
441 |
- |
105 |
167 |
232 |
282 |
364 |
441 |
554 |
664 |
782 |
|||
|
22 |
350 |
- |
71 |
104 |
144 |
186 |
236 |
280 |
354 |
409 |
536 |
- |
121 |
186 |
259 |
336 |
432 |
509 |
636 |
790 |
936 |
|||
|
23 |
400 |
- |
82 |
119 |
164 |
209 |
273 |
323 |
409 |
506 |
596 |
- |
136 |
209 |
295 |
362 |
500 |
591 |
736 |
918 |
1022 |
|||
|
24 |
500 |
- |
98 |
142 |
204 |
268 |
327 |
390 |
500 |
604 |
745 |
|
163 |
250 |
373 |
482 |
582 |
700 |
909 |
1145 |
1345 |
|||
|
Число проходов |
2 |
3 |
||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостей Сталь конструкционная, sв = 590...740 МПа |
Продольно-строгальные станки Резцы из стали Р6М5 Карта 43 Лист 2 |
|||||||||||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности В, мм, до |
Заготовка из проката |
Поковка или отливка |
|
|||||||||||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
|
|||||||||||||||||||||||||||||||||
|
200 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
200 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
|
||||||||||||||
|
Время на поверхность, tнш, мин |
|
|||||||||||||||||||||||||||||||||
|
25 |
Rz80; 11 квалитет |
600 |
- |
- |
171 |
245 |
300 |
382 |
473 |
600 |
695 |
873 |
- |
- |
309 |
436 |
545 |
709 |
845 |
1082 |
1336 |
1568 |
|
|||||||||||
|
26 |
700 |
- |
- |
200 |
282 |
364 |
464 |
554 |
700 |
827 |
1018 |
- |
- |
359 |
509 |
654 |
836 |
991 |
1273 |
1573 |
1832 |
|
||||||||||||
|
27 |
800 |
- |
- |
227 |
323 |
414 |
545 |
627 |
809 |
945 |
1164 |
- |
- |
409 |
582 |
745 |
1018 |
1173 |
1454 |
1809 |
2154 |
|
||||||||||||
|
28 |
1000 |
- |
- |
287 |
404 |
532 |
668 |
786 |
850 |
1154 |
1464 |
- |
- |
532 |
740 |
972 |
1182 |
1427 |
1818 |
2254 |
2573 |
|
||||||||||||
|
Число проходов |
2 |
3 |
|
|||||||||||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|
|||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||||||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Труппа стали |
Углеродистые конструкционные |
Коррозионностойкие |
Жаропрочные |
|
||||||||||||||||||||||||||||
|
Предел прочности, sв, МПа |
до 590 |
590...740 |
св. 740 |
1,35 |
1,45 |
|
||||||||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|
||||||||||||||||||||||||||||||
|
2. |
Угла в плане резца |
j, град. |
45...60 |
50 |
|
|||||||||||||||||||||||||||||
|
Коэффициент Кj |
1,0 |
1,4 |
|
|||||||||||||||||||||||||||||||
|
3. |
Числа одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
|
|||||||||||||||||||||||||||||
|
Коэффициенты |
одной поверхности |
1,0 |
0,6 |
|
||||||||||||||||||||||||||||||
|
при обработке Крс |
нескольких поверхностей |
1,0 |
1,2 |
|
||||||||||||||||||||||||||||||
|
4. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому |
0,2 |
0,5 |
0,7 |
|
||||||||||||||||||||||||||||
|
Коэффициент Кm |
0,83 |
1,0 |
1,1 |
|
||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостейСталь конструкционная, sв = 590...740 МПа |
Продольно-строгальные станки Резцы с пластинками Т5К10 Карта 44 Лист 1 |
|||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм, до |
Заготовка из проката |
Поковка или отливка |
||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||||||||
|
200 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
200 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
|||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||||
|
1 |
Rz80; 14…12 квалитет |
50 |
5 |
7 |
9 |
11 |
13 |
15 |
19 |
23 |
26 |
29 |
11 |
15 |
19 |
24 |
28 |
32 |
40 |
49 |
56 |
61 |
||
|
2 |
75 |
6 |
8 |
11 |
13 |
16 |
19 |
23 |
27 |
31 |
36 |
12 |
16 |
22 |
27 |
33 |
36 |
47 |
56 |
71 |
74 |
|||
|
3 |
100 |
7 |
9 |
13 |
16 |
18 |
23 |
28 |
35 |
44 |
45 |
13 |
18 |
26 |
33 |
39 |
47 |
54 |
74 |
92 |
105 |
|||
|
4 |
150 |
8 |
11 |
15 |
20 |
25 |
31 |
35 |
48 |
59 |
70 |
15 |
23 |
32 |
44 |
54 |
64 |
74 |
102 |
119 |
136 |
|||
|
5 |
200 |
9 |
13 |
21 |
27 |
34 |
40 |
50 |
65 |
76 |
85 |
18 |
29 |
44 |
53 |
72 |
94 |
97 |
136 |
156 |
176 |
|||
|
6 |
250 |
- |
16 |
25 |
34 |
43 |
50 |
64 |
82 |
100 |
105 |
- |
34 |
54 |
72 |
89 |
103 |
122 |
172 |
207 |
220 |
|||
|
7 |
300 |
- |
19 |
31 |
40 |
51 |
59 |
70 |
98 |
119 |
127 |
- |
40 |
64 |
84 |
107 |
124 |
146 |
209 |
250 |
267 |
|||
|
8 |
350 |
- |
22 |
35 |
47 |
62 |
70 |
80 |
113 |
139 |
149 |
- |
45 |
74 |
99 |
129 |
146 |
169 |
236 |
294 |
309 |
|||
|
9 |
400 |
- |
24 |
39 |
54 |
67 |
79 |
93 |
130 |
161 |
171 |
- |
52 |
82 |
112 |
142 |
166 |
195 |
273 |
336 |
356 |
|||
|
10 |
500 |
|
29 |
48 |
66 |
84 |
99 |
115 |
161 |
200 |
213 |
- |
62 |
102 |
139 |
176 |
209 |
236 |
336 |
418 |
445 |
|||
|
11 |
600 |
- |
- |
56 |
77 |
98 |
114 |
132 |
186 |
233 |
247 |
- |
- |
119 |
160 |
209 |
241 |
277 |
395 |
491 |
523 |
|||
|
12 |
700 |
- |
- |
66 |
90 |
114 |
134 |
155 |
218 |
273 |
289 |
- |
- |
139 |
190 |
236 |
282 |
327 |
463 |
573 |
609 |
|||
|
13 |
800 |
- |
- |
75 |
103 |
130 |
153 |
177 |
250 |
314 |
330 |
- |
- |
159 |
218 |
273 |
318 |
372 |
527 |
663 |
718 |
|||
|
14 |
1000 |
- |
- |
94 |
129 |
163 |
191 |
212 |
350 |
395 |
418 |
- |
- |
198 |
273 |
343 |
400 |
468 |
663 |
827 |
882 |
|||
|
Число проходов |
1 |
2 |
||||||||||||||||||||||
|
15 |
14...12 квалитет |
50 |
10 |
13 |
17 |
20 |
24 |
27 |
34 |
41 |
49 |
53 |
16 |
21 |
26 |
33 |
39 |
43 |
54 |
66 |
81 |
85 |
||
|
16 |
75 |
11 |
14,5 |
18 |
23 |
27 |
32 |
40 |
48 |
59 |
64 |
17 |
23 |
30 |
37 |
44 |
51 |
64 |
78 |
96 |
103 |
|||
|
17 |
100 |
12 |
17 |
23 |
29 |
34 |
40 |
48 |
63 |
74 |
83 |
19 |
26 |
36 |
46 |
54 |
64 |
76 |
102 |
120 |
133 |
|||
|
18 |
150 |
15 |
21 |
27 |
37 |
46 |
55 |
65 |
85 |
103 |
114 |
23 |
34 |
44 |
61 |
74 |
89 |
104 |
136 |
167 |
182 |
|||
|
19 |
200 |
17 |
26 |
37 |
48 |
60 |
72 |
85 |
113 |
138 |
151 |
27 |
42 |
61 |
78 |
98 |
116 |
136 |
182 |
225 |
245 |
|||
|
20 |
250 |
- |
31 |
45 |
60 |
74 |
90 |
104 |
142 |
174 |
190 |
- |
49 |
74 |
107 |
121 |
143 |
169 |
232 |
286 |
305 |
|||
|
21 |
300 |
- |
35 |
54 |
71 |
90 |
106 |
126 |
172 |
207 |
231 |
- |
56 |
87 |
115 |
145 |
172 |
204 |
282 |
336 |
370 |
|||
|
22 |
350 |
- |
40 |
62 |
82 |
106 |
125 |
146 |
200 |
244 |
271 |
- |
64 |
100 |
132 |
173 |
200 |
236 |
323 |
398 |
436 |
|||
|
23 |
400 |
- |
45 |
68 |
94 |
117 |
142 |
169 |
227 |
278 |
308 |
- |
73 |
112 |
152 |
191 |
227 |
273 |
368 |
454 |
495 |
|||
|
24 |
500 |
- |
55 |
84 |
115 |
146 |
178 |
209 |
282 |
347 |
385 |
- |
88 |
137 |
186 |
236 |
286 |
336 |
454 |
568 |
618 |
|||
|
Число проходов |
2 |
3 |
||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостей Сталь конструкционная, sв = 590...740 МПа |
Продольно-строгальные станки Резцы с пластинками Т5К10 Карта 44 Лист 2 |
|||||||||||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм, до |
Заготовка из проката |
Поковка или отливка |
|
|||||||||||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
|
|||||||||||||||||||||||||||||||||
|
250 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
200 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
|
||||||||||||||
|
Время на поверхность, tнш, мин |
|
|||||||||||||||||||||||||||||||||
|
25 |
Rz40; 11 квалитет |
600 |
- |
- |
98 |
133 |
171 |
204 |
241 |
323 |
404 |
449 |
- |
- |
161 |
218 |
277 |
332 |
386 |
527 |
663 |
723 |
|
|||||||||||
|
26 |
700 |
- |
- |
114 |
154 |
200 |
241 |
282 |
386 |
473 |
525 |
- |
- |
186 |
254 |
323 |
391 |
454 |
627 |
785 |
845 |
|
||||||||||||
|
22 |
800 |
- |
- |
130 |
178 |
227 |
273 |
323 |
441 |
543 |
603 |
- |
- |
214 |
290 |
368 |
441 |
518 |
718 |
891 |
964 |
|
||||||||||||
|
23 |
1000 |
- |
- |
162 |
222 |
285 |
343 |
404 |
550 |
682 |
762 |
- |
- |
265 |
363 |
464 |
554 |
650 |
900 |
1109 |
1227 |
|
||||||||||||
|
Число проходов |
2 |
3 |
|
|||||||||||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|
|||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||||||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Группа стали |
Углеродистые конструкционные |
Коррозионностойкие |
Жаропрочные |
|
||||||||||||||||||||||||||||
|
Предел прочности, sв, МПа |
до 590 |
590...740 |
св. 740 |
1,35 |
1,45 |
|
||||||||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|
||||||||||||||||||||||||||||||
|
2. |
Угла в плане резца |
j, град. |
45...60 |
90 |
|
|||||||||||||||||||||||||||||
|
Коэффициент Кj |
1,0 |
1,4 |
|
|||||||||||||||||||||||||||||||
|
3. |
Числа одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
|
|||||||||||||||||||||||||||||
|
Коэффициент при обработке Крс |
одной поверхности |
1,0 |
0,6 |
|
||||||||||||||||||||||||||||||
|
нескольких поверхностей |
1,0 |
1,2 |
|
|||||||||||||||||||||||||||||||
|
4. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому, до |
0,2 |
0,5 |
0,7 |
|
||||||||||||||||||||||||||||
|
Коэффициент Кm |
0,83 |
1,0 |
1,1 |
|
||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание прямоугольных пазов, Rz80; 14... 12 квалитетСталь конструкционная, sв = 590...740 МПа |
Продольно-строгальные станки Резцы с пластинками Р6М5 Карта 45 |
||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубина паза Н, мм, до |
Число рабочих ходов, i |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||||||||||||
|
200 |
500 |
750 |
1000 |
1500 |
2000 |
2500 |
3000 |
4000 |
5000 |
6000 |
|||||||||||||||
|
Время на паз, tнш, мин |
|||||||||||||||||||||||||
|
1 |
10 |
5 |
1 |
7 |
8 |
9 |
10 |
12 |
15 |
18 |
23 |
26 |
32 |
36 |
|||||||||||
|
2 |
12 |
10 |
12 |
13 |
15 |
20 |
24 |
32 |
40 |
47 |
59 |
68 |
|||||||||||||
|
3 |
20 |
12 |
16 |
18 |
23 |
30 |
36 |
48 |
60 |
71 |
86 |
104 |
|||||||||||||
|
4 |
15 |
10 |
1 |
9 |
11 |
12 |
14 |
18 |
22 |
27 |
34 |
41 |
50 |
59 |
|||||||||||
|
5 |
20 |
12 |
16 |
18 |
23 |
28 |
30 |
47 |
59 |
72 |
87 |
104 |
|||||||||||||
|
6 |
30 |
14 |
22 |
24 |
31 |
40 |
52 |
67 |
83 |
103 |
127 |
149 |
|||||||||||||
|
7 |
20 |
30 |
1 |
15 |
19 |
22 |
27 |
35 |
44 |
59 |
74 |
87 |
111 |
131 |
|||||||||||
|
8 |
40 |
16 |
24 |
27 |
34 |
44 |
56 |
77 |
95 |
114 |
144 |
170 |
|||||||||||||
|
9 |
25 |
30 |
2 |
25 |
34 |
39 |
51 |
66 |
85 |
114 |
141 |
173 |
227 |
254 |
|||||||||||
|
10 |
40 |
31 |
44 |
51 |
65 |
85 |
110 |
150 |
173 |
218 |
283 |
336 |
|||||||||||||
|
11 |
30 |
40 |
2 |
31 |
44 |
51 |
65 |
85 |
110 |
150 |
173 |
218 |
283 |
336 |
|||||||||||
|
12 |
50 |
36 |
52 |
60 |
76 |
103 |
132 |
179 |
221 |
269 |
343 |
401 |
|||||||||||||
|
13 |
40 |
50 |
2 |
37 |
54 |
62 |
79 |
105 |
136 |
184 |
227 |
276 |
353 |
412 |
|||||||||||
|
14 |
70 |
54 |
83 |
98 |
126 |
169 |
224 |
295 |
365 |
457 |
559 |
664 |
|||||||||||||
|
Индекс |
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Группа стали |
Углеродистые конструкционные |
Коррозионностойкие |
Жаропрочные |
||||||||||||||||||||
|
предел прочности sв, МПа |
до 590 |
590...740 |
св. 740 |
||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
1,35 |
1,45 |
||||||||||||||||||||
|
2. |
Числа одновременно работающих суппортов |
Число одновременно работающих суппортов |
1 |
2 |
|||||||||||||||||||||
|
Коэффициент при обработке Крс |
одной поверхности |
1,0 |
0,6 |
||||||||||||||||||||||
|
нескольких поверхностей |
1,0 |
1,2 |
|||||||||||||||||||||||
|
3. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому, до |
0,2 |
0,5 |
0,7 |
||||||||||||||||||||
|
Коэффициент Кm |
0,83 |
1,0 |
1,1 |
||||||||||||||||||||||

4.22. Поперечно-строгальные станки
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостейЧугун серый, НВ = 1760...2150 МПа |
Поперечно-строгальные станки Резцы проходные с пластинками ВК8, ВК6 Карта 46 Лист 1 |
||||||||||||
|
|
|||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм, до |
Число рабочих ходов |
Длина обрабатываемой поверхности, l,мм |
|||||||||
|
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
||||||
|
Время на поверхность, tнш, мин |
|||||||||||||
|
1 |
Строгание горизонтальных поверхностей |
Rz80, 14...12 квалитет |
25 |
1 |
2,0 |
2,3 |
2,5 |
2,7 |
3,2 |
3,4 |
3,6 |
3,8 |
|
|
2 |
50 |
2,3 |
2,5 |
2,7 |
3,3 |
3,8 |
4,3 |
5,0 |
6,0 |
||||
|
3 |
75 |
3,0 |
3,2 |
3,4 |
4,3 |
5,0 |
5,5 |
7,2 |
9,5 |
||||
|
4 |
100 |
|
|
|
|
|
|
|
|
||||
|
5 |
150 |
|
|
|
|
|
|
|
|
||||
|
6 |
200 |
5,0 |
6,3 |
7,0 |
9,0 |
11 |
13 |
16 |
18 |
||||
|
7 |
250 |
6,0 |
8,0 |
8,5 |
11 |
14 |
16 |
19 |
23 |
||||
|
8 |
300 |
6,6 |
9,0 |
10 |
13 |
17 |
20 |
23 |
27 |
||||
|
9 |
350 |
7,6 |
10,5 |
12 |
15 |
20 |
23 |
26 |
32 |
||||
|
10 |
400 |
8,6 |
12 |
15 |
16 |
21 |
26 |
30 |
36 |
||||
|
11 |
Rz40, Rz20 11 квалитет |
25 |
2 |
5,0 |
5,2 |
5,4 |
6,0 |
6,7 |
7,0 |
8,0 |
8,5 |
||
|
12 |
50 |
5,4 |
5,6 |
6,0 |
7,0 |
8,0 |
8,6 |
11 |
12 |
||||
|
13 |
75 |
6,0 |
6,7 |
7,5 |
9,0 |
10 |
11 |
14 |
17 |
||||
|
14 |
100 |
7,5 |
8,0 |
8,6 |
11 |
12 |
14 |
18 |
19 |
||||
|
15 |
150 |
3,5 |
9,5 |
11 |
13 |
16 |
19 |
23 |
25 |
||||
|
16 |
200 |
10 |
13 |
14 |
17 |
21 |
25 |
30 |
33 |
||||
|
17 |
250 |
12,5 |
14,5 |
16 |
21 |
26 |
30 |
36 |
41 |
||||
|
18 |
300 |
13 |
17 |
19 |
25 |
32 |
36 |
43 |
49 |
||||
|
19 |
350 |
15 |
19 |
22 |
29 |
36 |
43 |
49 |
55 |
||||
|
20 |
400 |
18 |
21 |
24 |
33 |
41 |
48 |
57 |
65 |
||||
|
Индекс |
|
а |
б |
в |
г |
д |
е |
ж |
з |
||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостей Чугун серый, НВ = 1760...2150 МПа |
Поперечно-строгальные станки Резы проходные с пластинками ВК8, ВК6 Карта 46 Лист 2 |
||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности В, мм, до |
Число |
Длина обрабатываемой поверхности, l, мм, до |
|
||||||
|
100 |
200 |
500 |
400 |
500 |
600 |
|
|||||
|
Время на поверхность, tнш, мин |
|
||||||||||
|
21 |
Строгание вертикальных поверхностей |
Rz80, 14...12 квалитет |
10 |
|
1,8 |
2,0 |
2,2 |
2,4 |
2,5 |
2,6 |
|
|
22 |
25 |
|
2,0 |
2,4 |
2,6 |
3,0 |
3,3 |
3,5 |
|
||
|
23 |
40 |
|
2,3 |
2,7 |
3,2 |
3,5 |
3,8 |
4,4 |
|
||
|
24 |
50 |
1 |
2,6 |
3,0 |
3,5 |
4,0 |
4,4 |
5,0 |
|
||
|
25 |
60 |
|
2,9 |
3,3 |
3,8 |
4,6 |
5,0 |
5,6 |
|
||
|
26 |
80 |
|
3,2 |
3,7 |
4,6 |
5,4 |
6,0 |
6,9 |
|
||
|
27 |
100 |
|
3,8 |
4,2 |
5,2 |
6,3 |
6,4 |
8,0 |
|
||
|
28 |
Rz40, Rz20 11 квалитет |
10 |
|
4,5 |
4,8 |
5,4 |
5,6 |
5,8 |
6,3 |
|
|
|
29 |
25 |
|
5,4 |
6,0 |
6,9 |
7,6 |
8,5 |
9,0 |
|
||
|
30 |
40 |
|
6,3 |
7,0 |
8,4 |
9,5 |
11 |
12 |
|
||
|
31 |
50 |
2 |
7,0 |
7,9 |
9,5 |
11 |
13 |
14 |
|
||
|
32 |
60 |
|
8,0 |
8,6 |
11 |
13 |
14 |
16 |
|
||
|
33 |
80 |
|
8,9 |
10 |
13 |
16 |
18 |
20 |
|
||
|
34 |
100 |
|
9,5 |
12 |
14 |
18 |
20 |
24 |
|
||
|
Индекс |
а |
б |
в |
г |
д |
е |
|
||||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание поверхностей Чугун серый, НВ = 1760...2150 МПа |
Поперечно-строгальные станки Резцы проходные с пластинками ВК8, ВК6 Карта 46 Лист 3 |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||
|
1. |
Обрабатываемого материала |
Материал |
Чугун серый |
Бронза |
Баббит |
||||||
|
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
Латунь |
Алюминий |
|||||||
|
Коэффициент Кпп |
1,0 |
1,2 |
0,8 |
0,7 |
|||||||
|
2. |
Мощности привода станка |
Мощность, кВт |
3,0 |
5,0 |
8 - 10 |
||||||
|
Коэффициент КN |
1,2 |
1,1 |
1,0 |
||||||||
|
3. |
Угла в плане резца |
j град. |
45...60 |
90 |
|||||||
|
Коэффициент Кj |
1,0 |
1,2 |
|||||||||
|
4. |
Формы обрабатываемой поверхности |
Поверхность |
прямолинейная |
криволинейная |
|||||||
|
Коэффициент Кф |
1,0 |
1,2 |
|||||||||
|
5. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому |
0,8 |
0,70 |
0,6 |
||||||
|
Коэффициент Кт |
1,0 |
0,9 |
0,8 |
||||||||
Примечания:
1. При строгании одновременно нескольких заготовок ширина обрабатываемой поверхности (или длина) и, соответственно, время на обработку определяются с учетом количества деталей, устанавливаемых на станке.
2. При строгании наклонных плоскостей (типа «Ласточкин хвост») к времени по карте для вертикальных плоскостей следует добавлять время на поворот суппорта на угол и на измерения в размере 4 - 5 мин.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание прямоугольных пазов, Rz80; 14...12 квалитетЧугун серый, НВ = 1760...2150 МПа |
Поперечно-строгальные станки Резцы с пластинками из стали Р6М5, ВК8 Карта 47 |
|||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубина паза, Н, мм, до |
Число проходов, i |
Резцы с пластинками ВК8 |
Резцы из стали Р6М5 |
|||||||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||||||||||||||
|
50 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
50 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
|||||||||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||||||||||||
|
1 |
10 |
5 |
1 |
1,6 |
1,9 |
2,3 |
2,5 |
2,7 |
3,4 |
3,8 |
4,3 |
4,6 |
1,8 |
2,3 |
2,7 |
3,0 |
3,6 |
4,3 |
4,8 |
5,4 |
6,2 |
|||||||||
|
2 |
12 |
2,3 |
2,7 |
3,0 |
3,3 |
4,0 |
4,6 |
5,2 |
5,5 |
6,3 |
2,7 |
3,2 |
3,8 |
4,2 |
5,3 |
6,2 |
6,9 |
7,9 |
8,8 |
|||||||||||
|
3 |
20 |
2,7 |
3,2 |
3,9 |
4,3 |
5,4 |
6,4 |
7,2 |
7,7 |
8,7 |
3,6 |
4,2 |
5,0 |
5,5 |
7,3 |
8,6 |
10 |
11 |
12 |
|||||||||||
|
4 |
15 |
10 |
1,8 |
2,3 |
2,5 |
2,8 |
3,4 |
4,2 |
4,5 |
5,0 |
5,6 |
2,0 |
2,5 |
3,2 |
3,6 |
4,5 |
5,4 |
6,2 |
7,0 |
7,9 |
||||||||||
|
5 |
20 |
2,7 |
3,2 |
3,8 |
4,2 |
5,0 |
5,9 |
6,9 |
7,3 |
8,6 |
3,6 |
4,2 |
5,0 |
5,5 |
7,3 |
8,6 |
10 |
11 |
12 |
|||||||||||
|
6 |
30 |
3,3 |
3,8 |
4,6 |
5,3 |
6,6 |
7,8 |
9,0 |
10 |
11 |
4,5 |
5,4 |
6,3 |
7,4 |
10 |
11 |
14 |
15 |
19 |
|||||||||||
|
7 |
25 |
30 |
2 |
4,0 |
5,0 |
6,7 |
8,0 |
10 |
12 |
14 |
18 |
20 |
7,3 |
8,5 |
10 |
12 |
15 |
19 |
23 |
27 |
31 |
|||||||||
|
8 |
40 |
5,0 |
5,8 |
7,7 |
10 |
13 |
15 |
18 |
22 |
26 |
9,0 |
11 |
13 |
15 |
20 |
25 |
29 |
34 |
40 |
|||||||||||
|
9 |
30 |
40 |
5,0 |
5,8 |
7,7 |
10 |
13 |
15 |
18 |
22 |
26 |
9,0 |
11 |
13 |
15 |
20 |
25 |
29 |
34 |
40 |
||||||||||
|
10 |
50 |
5,9 |
6,9 |
9,5 |
12 |
15 |
19 |
22 |
26 |
31 |
10 |
12 |
15 |
18 |
55 |
$9 |
35 |
43 |
50 |
|||||||||||
|
11 |
35 |
50 |
3 |
5,0 |
7,0 |
9,5 |
12 |
15 |
19 |
22 |
26 |
31 |
10 |
12 |
14 |
18 |
25 |
29 |
35 |
43 |
50 |
|||||||||
|
12 |
70 |
8,6 |
10 |
13 |
16 |
21 |
26 |
31 |
35 |
42 |
14 |
16 |
20 |
24 |
33 |
42 |
48 |
56 |
66 |
|||||||||||
|
13 |
50 |
50 |
9,0 |
11 |
14 |
16 |
23 |
27 |
32 |
40 |
46 |
14 |
17 |
22 |
26 |
35 |
43 |
52 |
64 |
74 |
||||||||||
|
14 |
70 |
11 |
14 |
17 |
23 |
31 |
32 |
45 |
53 |
62 |
19 |
23 |
30 |
36 |
48 |
60 |
72 |
85 |
100 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Материал |
Чугун серый |
Бронза |
Баббит, |
|
||||||||||||||||||||||||
|
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
латунь |
алюминий |
|
|||||||||||||||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
0,8 |
0,7 |
|
|||||||||||||||||||||||||
|
2. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому |
0,8 |
0,70 |
0,6 |
|
||||||||||||||||||||||||
|
Коэффициент Кm |
1,0 |
0,90 |
0,8 |
|
||||||||||||||||||||||||||
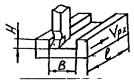
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание плоскостейСталь конструкционная, sв = 590...740 МПа |
Поперечно-строгальные станки Резцы из стали Р6М5 Карта 48 Лист 1 |
|||||||||||||||||||
|
|
||||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм, до |
Заготовка из проката |
Поковка или отливка |
||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||||
|
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
|||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||
|
1 |
Строгание горизонтальных поверхностей Rz80; 14...12 квалитет |
25 |
2,4 |
2,7 |
3,0 |
3,3 |
3,5 |
4,0 |
4,2 |
4,6 |
5,0 |
5,6 |
6,4 |
7,0 |
7,5 |
8, 3 |
8, 8 |
9,0 |
||
|
2 |
50 |
3,0 |
3,5 |
4,4 |
5,0 |
5,6 |
6,3 |
7,0 |
7,5 |
6,0 |
7,5 |
9,0 |
11 |
12 |
13 |
15 |
16 |
|||
|
3 |
75 |
3,3 |
4,4 |
5,6 |
6,7 |
7,6 |
8,6 |
9,5 |
11 |
7,0 |
9,0 |
12 |
14 |
16 |
18 |
20 |
23 |
|||
|
4 |
100 |
3,8 |
5,4 |
7,0 |
8,4 |
9,5 |
11 |
12 |
13 |
8,0 |
11 |
14 |
17 |
20 |
23 |
26 |
29 |
|||
|
5 |
150 |
4,7 |
7,0 |
9,0 |
11 |
13 |
15 |
16 |
18 |
10 |
15 |
19 |
23 |
27 |
31 |
34 |
39 |
|||
|
6 |
200 |
5,6 |
8,6 |
12 |
15 |
17 |
20 |
22 |
24 |
12 |
18 |
24 |
31 |
36 |
41 |
47 |
52 |
|||
|
7 |
250 |
6,6 |
10,4 |
14 |
18 |
21 |
24 |
28 |
31 |
14 |
22 |
29 |
37 |
44 |
51 |
58 |
64 |
|||
|
8 |
300 |
7,7 |
12 |
16 |
22 |
25 |
29 |
33 |
37 |
16 |
25 |
34 |
46 |
53 |
61 |
69 |
77 |
|||
|
9 |
350 |
8,6 |
14 |
19 |
24 |
29 |
34 |
39 |
44 |
18 |
29 |
41 |
52 |
61 |
73 |
83 |
92 |
|||
|
10 |
400 |
9,5 |
16 |
22 |
28 |
33 |
39 |
45 |
50 |
20 |
33 |
46 |
58 |
69 |
83 |
94 |
104 |
|||
|
Число проходов |
1 |
2 |
||||||||||||||||||
|
11 |
Строгание горизонтальных поверхностей Rz40, Rz20; 11 квалитет |
25 |
5,5 |
6,0 |
7,5 |
8,0 |
8,4 |
9,0 |
9,5 |
11 |
8,0 |
9,0 |
11 |
12 |
13 |
14 |
15 |
16 |
||
|
12 |
50 |
6,3 |
7,4 |
9,5 |
11 |
12 |
13 |
16 |
18 |
9,5 |
11 |
15 |
16 |
18 |
20 |
24 |
26 |
|||
|
13 |
75 |
7,5 |
9,0 |
13 |
15 |
16 |
18 |
23 |
24 |
11 |
14 |
18 |
22 |
24 |
28 |
33 |
35 |
|||
|
14 |
100 |
6,5 |
11 |
16 |
18 |
20 |
24 |
28 |
32 |
13 |
17 |
24 |
28 |
31 |
35 |
42 |
47 |
|||
|
15 |
150 |
10,5 |
14 |
21 |
25 |
27 |
32 |
38 |
44 |
16 |
22 |
31 |
37 |
41 |
48 |
56 |
63 |
|||
|
16 |
200 |
13 |
18 |
27 |
32 |
35 |
42 |
52 |
56 |
19 |
28 |
39 |
48 |
54 |
63 |
76 |
83 |
|||
|
17 |
250 |
14 |
22 |
33 |
39 |
44 |
52 |
63 |
71 |
21 |
33 |
48 |
58 |
67 |
79 |
94 |
104 |
|||
|
18 |
300 |
18 |
27 |
39 |
47 |
54 |
63 |
76 |
85 |
27 |
39 |
58 |
71 |
81 |
94 |
112 |
126 |
|||
|
19 |
350 |
20 |
29 |
46 |
54 |
63 |
73 |
89 |
99 |
29 |
44 |
66 |
81 |
94 |
109 |
132 |
147 |
|||
|
20 |
400 |
22 |
33 |
52 |
63 |
71 |
83 |
102 |
114 |
33 |
51 |
76 |
93 |
107 |
117 |
151 |
163 |
|||
|
Число проходов |
2 |
3 |
||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строганин плоскостей Сталь конструкционная, sв = 590...740 МПа |
Поперечно-строгальные станки Резцы из стали Р6М5 Карта 48 Лист 2 |
|||||||||||||||||||||||||||
|
№ позиции |
Характер обработки |
Ширина обрабатываемой поверхности, В, мм, до |
Заготовка из проката |
Поковка или отливка |
|
|||||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
|
|||||||||||||||||||||||||||
|
100 |
200 |
300 |
400 |
500 |
600 |
100 |
200 |
300 |
400 |
500 |
600 |
|
||||||||||||||||
|
Время на поверхность, tнш, мин |
|
|||||||||||||||||||||||||||
|
21 |
Строгание вертикальных поверхностей Rz80; 14…12 квалитет |
10 |
2,0 |
2,7 |
3,0 |
3,4 |
3,8 |
4,2 |
4,0 |
5,6 |
6,3 |
7,0 |
8,0 |
8,8 |
|
|||||||||||||
|
22 |
25 |
3,0 |
3,8 |
4,6 |
5,6 |
6,3 |
7,0 |
6,0 |
8,0 |
9,5 |
2 |
13 |
15 |
|
||||||||||||||
|
23 |
40 |
3,5 |
5,0 |
6,5 |
7,6 |
9,0 |
10 |
7,5 |
10,5 |
13 |
6 |
18 |
21 |
|
||||||||||||||
|
24 |
50 |
4,0 |
5,6 |
7,5 |
9,0 |
11 |
12 |
6,5 |
12 |
16 |
9 |
22 |
25 |
|
||||||||||||||
|
25 |
60 |
4,5 |
6,4 |
8,5 |
11 |
13 |
14 |
9,0 |
13 |
18 |
2 |
25 |
29 |
|
||||||||||||||
|
26 |
80 |
5,0 |
8,0 |
11 |
13 |
16 |
18 |
11 |
16 |
22 |
8 |
33 |
37 |
|
||||||||||||||
|
27 |
100 |
6,0 |
9,0 |
13 |
16 |
19 |
22 |
13 |
19 |
27 |
4 |
41 |
46 |
|
||||||||||||||
|
Число проходов |
1 |
2 |
|
|||||||||||||||||||||||||
|
28 |
Строгание вертикальных поверхностей Rz20; 11 квалитет |
10 |
5,5 |
7,0 |
8,0 |
9,5 |
11 |
12 |
8,0 |
10 |
11 |
13 |
14,5 |
16 |
|
|||||||||||||
|
29 |
25 |
8,0 |
11 |
14 |
17 |
20 |
22 |
11 |
16 |
19 |
23 |
27 |
31 |
|
||||||||||||||
|
30 |
40 |
10 |
15 |
20 |
25 |
28 |
33 |
14 |
20 |
27 |
33 |
38 |
44 |
|
||||||||||||||
|
31 |
50 |
11 |
16 |
24 |
29 |
34 |
39 |
16 |
22 |
32 |
39 |
46 |
54 |
|
||||||||||||||
|
32 |
60 |
13 |
20 |
28 |
34 |
41 |
47 |
18 |
27 |
37 |
46 |
54 |
63 |
|
||||||||||||||
|
33 |
80 |
16 |
25 |
34 |
44 |
54 |
63 |
22 |
34 |
46 |
60 |
71 |
81 |
|
||||||||||||||
|
34 |
100 |
18 |
31 |
43 |
56 |
66 |
76 |
25 |
41 |
57 |
73 |
86 |
101 |
|
||||||||||||||
|
Число проходов |
2 |
3 |
|
|||||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Группа стали |
Углеродистые конструкционные |
Коррозионностойкие |
Жаропрочные |
|||||||||||||||||||||||
|
Предел прочности, sв, МПа |
до 590 |
590...740 |
св. 740 |
|
|
|||||||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
1,35 |
1,45 |
|||||||||||||||||||||||
|
2. |
Мощности привода |
Мощность, N, кВт |
3 |
5 |
8...10 |
|||||||||||||||||||||||
|
Коэффициент КN |
1,2 |
1,1 |
1,0 |
|||||||||||||||||||||||||
|
3. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
||||||||||||||||||||||||||
|
4. |
Угла в плане резца |
j, град. |
45...60° |
90° |
||||||||||||||||||||||||
|
Коэффициент Кj |
1,0 |
1,4 |
||||||||||||||||||||||||||
|
5. |
Материала режущего инструмента |
Материал инструмента |
Быстрорежущая сталь |
Твердый сплав |
||||||||||||||||||||||||
|
Коэффициент Кри |
1,0 |
0,6 |
||||||||||||||||||||||||||
|
6. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому |
0,8 |
0,70 |
0,6 |
|||||||||||||||||||||||
|
Коэффициент Кm |
1,0 |
0,90 |
0,8 |
|||||||||||||||||||||||||
Примечание. При строгании наклонных плоскостей (типа «Ласточкин хвост») к времени по карте следует добавлять время на поворот суппорта на угол и на измерения в размере 4 - 5 мин.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Строгание прямоугольных пазов, Rz80; 14... 12 квалитетСталь конструкционная, sв = 590...740 МПа |
Поперечно-строгальные станки Резцы из стали Р6М5 Карта 49 |
|||||||||||||||||||||
|
|
||||||||||||||||||||||
|
№ позиции |
Ширина паза, В, мм, до |
Глубине паза, Н, мм, до |
Число проходов, i |
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||
|
50 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
||||||||||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||||
|
1 |
10 |
5 |
1 |
2,0 |
2,7 |
3,4 |
4,0 |
4,8 |
6,0 |
6,7 |
7,4 |
8,6 |
||||||||||
|
2 |
12 |
3,6 |
4,5 |
5,4 |
6,4 |
8,3 |
11 |
12 |
13 |
16 |
||||||||||||
|
3 |
20 |
5,5 |
6,7 |
7,7 |
9,0 |
13 |
16 |
18 |
19 |
23 |
||||||||||||
|
4 |
15 |
10 |
1 |
2,7 |
4,2 |
5,0 |
6,0 |
7,5 |
9,0 |
11 |
12 |
13 |
||||||||||
|
5 |
20 |
5,5 |
6,7 |
8,0 |
9,5 |
13 |
16 |
19 |
20 |
23 |
||||||||||||
|
6 |
30 |
6,8 |
9,0 |
11 |
13 |
17 |
21 |
27 |
28 |
33 |
||||||||||||
|
7 |
25 |
30 |
2 |
8,0 |
10 |
15 |
21 |
28 |
35 |
39 |
50 |
56 |
||||||||||
|
8 |
40 |
16 |
18 |
23 |
27 |
36 |
46 |
50 |
63 |
73 |
||||||||||||
|
9 |
30 |
40 |
2 |
16 |
20 |
23 |
27 |
36 |
46 |
50 |
63 |
73 |
||||||||||
|
10 |
50 |
17 |
20 |
27 |
33 |
44 |
55 |
62 |
78 |
89 |
||||||||||||
|
11 |
35 |
30 |
2 |
17 |
20 |
27 |
33 |
44 |
55 |
62 |
78 |
89 |
||||||||||
|
12 |
70 |
23 |
27 |
38 |
44 |
63 |
78 |
85 |
104 |
123 |
||||||||||||
|
13 |
50 |
50 |
3 |
25 |
29 |
39 |
48 |
66 |
83 |
91 |
118 |
136 |
||||||||||
|
14 |
70 |
36 |
42 |
56 |
67 |
94 |
109 |
123 |
159 |
186 |
||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||
|
1. |
Обрабатываемого материала |
Группа стали |
Углеродистые конструкционные |
Коррозионностойкие |
Жаропрочные |
|||||||||||||||||
|
Предел прочности sв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
1,35 |
1,45 |
|||||||||||||||||
|
2. |
Мощности привода станка |
Мощность, N, кВт |
3 |
5 |
8...10 |
|||||||||||||||||
|
Коэффициент КN |
1,2 |
1,1 |
1,0 |
|||||||||||||||||||
|
3. |
Отношения скорости рабочего хода к холостому |
Отношение скорости рабочего хода к холостому, до |
0,8 |
0,70 |
0,6 |
|||||||||||||||||
|
Коэффициент Кm |
1,0 |
0,90 |
0,8 |
|||||||||||||||||||

4.2.3. Долбежные станки
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Обработка плоскостейЧугун серый, НВ = 1760...2150 МПа |
Долбежные станки Резцы из стали Р6М5 Карта 50 |
||||||||||||||
|
|
|||||||||||||||
|
№ позиции |
Шероховатость и точность |
Ширина обрабатываемой поверхности, В, мм, до |
Число проходов, i |
Длина обрабатываемой поверхности, l, мм, до |
|||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
||||||||
|
Время на поверхность, tнш, мин |
|||||||||||||||
|
1 |
Rz80; 14...12 квалитет |
25 |
1 |
2,2 |
2,7 |
3,3 |
3,8 |
4,3 |
4,6 |
5,5 |
6,3 |
||||
|
2 |
50 |
3,0 |
3,7 |
4,6 |
5,2 |
6,0 |
6,7 |
8,3 |
9,6 |
||||||
|
3 |
75 |
3,4 |
4,8 |
6,0 |
7,0 |
8,1 |
9,3 |
11 |
13 |
||||||
|
4 |
100 |
4,6 |
5,8 |
7,4 |
8,6 |
10 |
11 |
14 |
17 |
||||||
|
5 |
150 |
6,3 |
8,2 |
10 |
12 |
14 |
16 |
20 |
24 |
||||||
|
6 |
200 |
7,7 |
10 |
13 |
15 |
18 |
21 |
26 |
31 |
||||||
|
7 |
250 |
9,3 |
12 |
16 |
19 |
22 |
25 |
32 |
38 |
||||||
|
8 |
300 |
11 |
14 |
19 |
22 |
26 |
30 |
38 |
45 |
||||||
|
9 |
400 |
14 |
18,4 |
24,5 |
29 |
34 |
39 |
50 |
59 |
||||||
|
10 |
500 |
17 |
23 |
30 |
36 |
42 |
49 |
62 |
73 |
||||||
|
11 |
Rz40...Rz20 точность измерения 0,3...0,5 |
25 |
2 |
5,0 |
6,1 |
7,5 |
8,6 |
9,8 |
10 |
12 |
14 |
||||
|
12 |
50 |
6,8 |
8,4 |
10 |
12 |
14 |
15 |
19 |
22 |
||||||
|
13 |
75 |
7,7 |
11 |
14 |
16 |
18 |
21 |
25 |
30 |
||||||
|
14 |
100 |
10 |
13 |
17 |
20 |
23 |
25 |
32 |
38 |
||||||
|
15 |
150 |
14 |
18 |
24 |
28 |
32 |
36 |
45 |
54 |
||||||
|
16 |
200 |
17 |
23 |
29 |
34 |
41 |
47 |
59 |
79 |
||||||
|
17 |
250 |
21 |
27 |
36 |
43 |
50 |
57 |
73 |
86 |
||||||
|
18 |
300 |
25 |
32 |
43 |
50 |
59 |
68 |
86 |
102 |
||||||
|
19 |
400 |
32 |
42 |
56 |
66 |
77 |
88 |
113 |
134 |
||||||
|
20 |
500 |
38 |
52 |
68 |
82 |
95 |
111 |
141 |
166 |
||||||
|
|
Индекс |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||
|
1. Твердости чугуна |
Твердость, НВ, МПа |
до 2150 |
св. 2150 |
||||||||||||
|
Коэффициент Ктв |
1,0 |
1,2 |
|||||||||||||
|
2. Формы обрабатываемой поверхности |
Форма поверхности |
прямолинейная |
криволинейная (фасонная) |
||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
|||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Обработка плоскостейСталь конструкционная, sв = 590...740 МПа |
Долбежные станки Резцы из стали Р6М5 Карта 51 |
|||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
№ позиции |
Шероховатость и точность |
Ширина обработки, В, мм, до |
Заготовка из проката |
Поковка или отливка |
||||||||||||||||||||
|
Длина обрабатываемой поверхности, l, мм, до |
||||||||||||||||||||||||
|
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
50 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
|||||||||
|
Время на поверхность, tнш, мин |
||||||||||||||||||||||||
|
1 |
Rz80; 14...12 квалитет |
25 |
2,6 |
3,2 |
4,0 |
4,6 |
5,0 |
5,3 |
6,0 |
7,0 |
5,6 |
6,4 |
6,6 |
7,2 |
7,5 |
8,0 |
8,5 |
9,5 |
||||||
|
2 |
50 |
3,6 |
4,4 |
5,5 |
6,2 |
7,0 |
7,7 |
9,0 |
10 |
6,5 |
7,5 |
8,5 |
9,0 |
10 |
11 |
13 |
15 |
|||||||
|
3 |
75 |
4,1 |
5,8 |
7,2 |
8,4 |
9,3 |
11 |
12 |
14 |
7,0 |
8,5 |
11 |
12 |
13 |
15 |
17 |
20 |
|||||||
|
4 |
100 |
5,5 |
7,0 |
9,0 |
10 |
11 |
13 |
15 |
19 |
7,5 |
8,5 |
12 |
14 |
16 |
18 |
22 |
26 |
|||||||
|
5 |
150 |
7,6 |
9,8 |
12 |
14 |
16 |
18 |
22 |
26 |
9,0 |
12 |
13 |
18 |
22 |
25 |
32 |
37 |
|||||||
|
6 |
200 |
9,2 |
12 |
15 |
18 |
21 |
24 |
29 |
34 |
10 |
14 |
18 |
22 |
27 |
31 |
37 |
47 |
|||||||
|
7 |
250 |
10 |
14 |
18 |
22 |
25 |
29 |
35 |
42 |
11 |
16 |
22 |
27 |
32 |
37 |
48 |
58 |
|||||||
|
8 |
300 |
- |
16 |
22 |
25 |
30 |
34 |
42 |
49 |
- |
18 |
25 |
31 |
37 |
45 |
55 |
69 |
|||||||
|
9 |
400 |
- |
20 |
27 |
32 |
37 |
43 |
55 |
65 |
- |
23 |
32 |
39 |
50 |
68 |
75 |
93 |
|||||||
|
10 |
500 |
- |
25 |
33 |
40 |
46 |
54 |
68 |
80 |
- |
28 |
38 |
50 |
61 |
71 |
93 |
114 |
|||||||
|
Число проходов |
1 |
2 |
||||||||||||||||||||||
|
11 |
Rz40...Rz20 точность измерения 0,3...0,5 |
25 |
5,8 |
7,2 |
9,0 |
10 |
11 |
12 |
13 |
16 |
7,0 |
8,6 |
10,8 |
11 |
12 |
13 |
14 |
17 |
||||||
|
12 |
50 |
8,0 |
10 |
12 |
14 |
16 |
17 |
20 |
22 |
9,6 |
12 |
14 |
15 |
18 |
19 |
21 |
24 |
|||||||
|
13 |
75 |
9,2 |
13 |
16 |
19 |
21 |
25 |
27 |
31 |
11 |
16 |
19 |
21 |
23 |
27 |
29 |
33 |
|||||||
|
14 |
100 |
12 |
16 |
20 |
22 |
26 |
29 |
34 |
43 |
14 |
19 |
21 |
24 |
29 |
32 |
46 |
45 |
|||||||
|
15 |
150 |
17 |
22 |
28 |
33 |
36 |
40 |
49 |
58 |
20 |
26 |
34 |
36 |
40 |
44 |
52 |
61 |
|||||||
|
16 |
200 |
21 |
27 |
35 |
40 |
47 |
54 |
65 |
76 |
23 |
30 |
38 |
44 |
52 |
59 |
69 |
80 |
|||||||
|
17 |
250 |
24 |
31 |
40 |
49 |
56 |
65 |
79 |
94 |
26 |
34 |
44 |
54 |
62 |
72 |
84 |
99 |
|||||||
|
18 |
3000 |
- |
36 |
49 |
56 |
67 |
76 |
94 |
110 |
- |
40 |
54 |
62 |
74 |
84 |
99 |
117 |
|||||||
|
19 |
400 |
- |
45 |
61 |
72 |
83 |
97 |
123 |
146 |
- |
48 |
65 |
76 |
88 |
103 |
130 |
186 |
|||||||
|
20 |
500 |
- |
56 |
74 |
90 |
103 |
121 |
153 |
180 |
- |
59 |
78 |
95 |
109 |
128 |
162 |
191 |
|||||||
|
Число проходов |
2 |
3 |
||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||
|
1. |
Предела прочности обрабатываемого материала |
Прочность, σв, МПа |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||
|
Коэффициент Кпп |
0,9 |
1,0 |
1,2 |
|||||||||||||||||||||
|
2. |
Формы обрабатываемой поверхности |
Поверхность |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||||||||||||
|
Коэффициент Кф |
1,0 |
1,2 |
||||||||||||||||||||||

|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Долбление пазов, Rz40...Rz20; 11 квалитетЧугун серый, сталь конструкционная |
Долбежные станки Резцы из стали Р6М5 Карта 52 |
|||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||
|
№ позиции |
Длина паза, l, мм, до |
Ширина паза, В, мм, до |
Обрабатываемый материал |
|||||||||||||||||||||||
|
Чугун серый, НВ = 1760...2150 МПа |
Сталь конструкционная, sв = 590...740 МПа |
|||||||||||||||||||||||||
|
Глубина паза, Н, мм, до |
||||||||||||||||||||||||||
|
3 |
5 |
10 |
15 |
20 |
30 |
40 |
3 |
5 |
10 |
15 |
20 |
30 |
40 |
|||||||||||||
|
Время на паз, tнш, мин |
||||||||||||||||||||||||||
|
1 |
50 |
10 |
1,8 |
2,1 |
2,9 |
3,2 |
3,6 |
- |
- |
3,2 |
3,5 |
4,3 |
5,0 |
6,0 |
- |
- |
||||||||||
|
2 |
20 |
1,7 |
1,9 |
2,5 |
3,2 |
3,8 |
4,2 |
5,0 |
3,0 |
3,4 |
4,0 |
4,8 |
5,5 |
6,5 |
7,7 |
|||||||||||
|
3 |
100 |
10 |
2,2 |
2,8 |
4,1 |
4,7 |
5,2 |
- |
- |
3,4 |
4,0 |
5,2 |
6,7 |
7,7 |
- |
- |
||||||||||
|
4 |
20 |
2,0 |
2,4 |
3,4 |
4,3 |
5,3 |
6,3 |
7,4 |
3,3 |
3,8 |
5,0 |
6,5 |
7,5 |
8,6 |
11 |
|||||||||||
|
5 |
150 |
16 |
2,8 |
3,5 |
5,3 |
7,0 |
9,1 |
10 |
- |
4,0 |
4,6 |
7,0 |
9,0 |
12 |
14 |
- |
||||||||||
|
6 |
20 |
2,5 |
3,2 |
4,8 |
6,4 |
7,7 |
11 |
16 |
3,8 |
4,5 |
6,5 |
8,6 |
11 |
13 |
17 |
|||||||||||
|
7 |
200 |
16 |
4,2 |
5,5 |
9,1 |
12 |
15 |
18 |
- |
4,5 |
5,2 |
7,7 |
11 |
14 |
16 |
- |
||||||||||
|
8 |
20 |
3,8 |
4,9 |
7,7 |
10 |
13 |
19 |
24 |
4,4 |
5,0 |
7,0 |
10 |
12 |
15 |
20 |
|||||||||||
|
9 |
300 |
16 |
4,8 |
6,3 |
9,8 |
14 |
17 |
21 |
- |
5,0 |
6,0 |
9,0 |
14 |
16 |
20 |
|
||||||||||
|
10 |
20 |
4,2 |
5,6 |
9,0 |
12 |
15 |
22 |
28 |
4,5 |
5,6 |
9,0 |
13 |
15 |
19 |
27 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||||||
|
Обрабатываемого материала |
Чугун, твердость, НВ, МПа |
Сталь конструкционная, sв, МПа |
Коррозионностойкие |
Жаропрочные |
||||||||||||||||||||||
|
до 1760 |
1760...2150 |
св. 2150 |
до 590 |
590...740 |
св. 740 |
|||||||||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,2 |
0,9 |
1,0 |
1,2 |
1,35 |
1,45 |
||||||||||||||||||
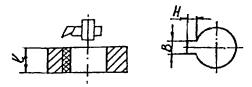
Примечания: 1. При долблении пазов с шероховатостью Ra 2,5; 9 квалитет время по карте следует применять с коэффициентом К = 1,2.
2. При долблении шлицевых отверстий время по карте следует применять с коэффициентом К = 2,0.
Режимы резания |
Горизонтально- и вертикально-фрезерные станки Приложение 1 Лист 1 |
||||||||||||||||
|
Обработка поверхностей. Фрезы торцовые |
|||||||||||||||||
|
№ позиции |
Обрабатываемый материал |
Материал режущей части |
Шероховатость поверхности |
Глубина резания, t, мм, до |
Диаметр фрезы, Д, мм, и число зубьев, Z |
||||||||||||
|
80/10 |
125/14 |
160/16 |
200/20 |
250/24 |
315/30 |
||||||||||||
|
Ширина обрабатываемой поверхности, В, мм |
|||||||||||||||||
|
50 |
75 |
110 |
150 |
200 |
250 |
||||||||||||
|
Режимы резания |
|||||||||||||||||
|
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
||||||
|
1 |
Чугун серый |
ВК8 |
Rz 80; 14...12 квалитет |
3 |
480 |
960 |
300 |
750 |
150 |
480 |
96 |
480 |
96 |
600 |
75 |
480 |
|
|
2 |
5 |
380 |
750 |
190 |
490 |
96 |
300 |
75 |
300 |
60 |
380 |
48 |
300 |
||||
|
3 |
8 |
240 |
480 |
120 |
300 |
96 |
190 |
75 |
190 |
- |
- |
- |
- |
||||
|
4 |
Rz40 - Rz20 11 квалитет |
3 |
600 |
480 |
380 |
300 |
300 |
240 |
240 |
190 |
190 |
160 |
160 |
120 |
|||
|
5 |
5 |
480 |
380 |
300 |
240 |
240 |
190 |
190 |
150 |
150 |
120 |
120 |
90 |
||||
|
6 |
8 |
380 |
300 |
240 |
190 |
150 |
120 |
150 |
120 |
- |
- |
- |
- |
||||
|
7 |
Rz20 11 квалитет |
2 |
960 |
750 |
600 |
480 |
480 |
380 |
380 |
300 |
300 |
240 |
240 |
190 |
|||
|
8 |
Сталь |
15К10 |
Rz80; 14...12 квалитет |
3 |
380 |
380 |
300 |
300 |
150 |
190 |
120 |
160 |
96 |
150 |
75 |
140 |
|
|
9 |
5 |
290 |
190 |
150 |
150 |
120 |
130 |
100 |
120 |
80 |
110 |
65 |
100 |
||||
|
10 |
8 |
160 |
180 |
120 |
120 |
100 |
100 |
90 |
100 |
- |
- |
- |
- |
||||
|
11 |
Rz40 - Rz20 11 квалитет |
3 |
380 |
300 |
300 |
240 |
240 |
190 |
190 |
150 |
160 |
120 |
150 |
110 |
|||
|
12 |
5 |
240 |
190 |
150 |
120 |
120 |
96 |
96 |
75 |
80 |
100 |
65 |
100 |
||||
|
13 |
8 |
200 |
160 |
120 |
100 |
100 |
96 |
80 |
65 |
- |
- |
- |
- |
||||
|
14 |
Rz20; 11 квалитет |
2 |
1200 |
600 |
960 |
400 |
750 |
320 |
600 |
260 |
480 |
200 |
380 |
160 |
|||
|
15 |
Сталь |
Р6М5 |
Rz80; 14...12 квалитет |
3 |
150 |
190 |
96 |
150 |
75 |
150 |
60 |
150 |
- |
- |
- |
- |
|
|
16 |
5 |
120 |
150 |
75 |
120 |
60 |
110 |
48 |
100 |
48 |
90 |
- |
- |
||||
|
17 |
8 |
120 |
150 |
75 |
120 |
60 |
120 |
48 |
96 |
- |
- |
- |
- |
||||
|
18 |
Rz20; 11 квалитет |
2 |
240 |
196 |
150 |
150 |
120 |
96 |
96 |
75 |
75 |
60 |
- |
- |
|||
|
19 |
Медные сплавы НВ = 980...1370 МПа и алюминиевые |
|
Rz80; 14...12 квалитет |
3 |
|
750 |
|
600 |
|
600 |
|
600 |
- |
- |
- |
- |
|
|
20 |
5 |
240 |
600 |
190 |
480 |
120 |
480 |
96 |
480 |
- |
- |
- |
- |
||||
|
21 |
8 |
|
480 |
|
380 |
|
380 |
|
380 |
- |
- |
- |
- |
||||
|
22 |
12 |
|
380 |
|
380 |
|
300 |
|
300 |
- |
- |
- |
- |
||||
|
23 |
Rz20 11 квалитет |
2 |
380 |
300 |
240 |
190 |
190 |
150 |
150 |
120 |
- |
- |
- |
- |
|||
|
Режимы резания при обработке плоскостей Фрезы концевые. Обработка поверхностей |
Горизонтально-вертикально-фрезерные станки Приложение 1 Лист 2 |
|||||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, Z |
Шероховатость поверхности |
Глубина резания, t, мм, до |
Обрабатываемый материал |
||||||||
|
Сталь |
Чугун серый |
Медные сплавы |
||||||||||
|
Режущий инструмент |
||||||||||||
|
Фрезы концевые из стали Р6М5 |
Фрезы концевые с пластинками Т5К10, Т15К6 |
Фрезы концевые из стали Р6М5 |
||||||||||
|
Режимы резания |
||||||||||||
|
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
|||||
|
24 |
|
Rz80 Rz40…Rz20 |
3 |
1180 |
190 |
- |
- |
600 |
150 |
1180 |
250 |
|
|
25 |
5 |
950 |
150 |
1500 |
250 |
600 |
125 |
1180 |
250 |
|||
|
26 |
1...2 |
1180 |
125 |
1600 |
200 |
750 |
150 |
1600 |
250 |
|||
|
27 |
|
Rz80 Rz40…Rz20 |
3 |
750 |
190 |
1500 |
375 |
475 |
190 |
950 |
300 |
|
|
28 |
5 |
750 |
150 |
1500 |
300 |
375 |
150 |
950 |
250 |
|||
|
29 |
1...2 |
1180 |
250 |
1250 |
250 |
750 |
250 |
1180 |
375 |
|||
|
30 |
|
Rz80 Rz40…Rz20 |
3 |
750 |
150 |
- |
- |
475 |
150 |
950 |
300 |
|
|
31 |
5 |
750 |
125 |
- |
- |
375 |
125 |
950 |
250 |
|||
|
32 |
1...2 |
950 |
150 |
- |
- |
750 |
190 |
1180 |
300 |
|||
|
33 |
|
Rz80 Rz40…Rz20 |
3 |
600 |
190 |
1500 |
375 |
475 |
190 |
750 |
300 |
|
|
34 |
5 |
600 |
150 |
1180 |
300 |
375 |
150 |
750 |
250 |
|||
|
35 |
1...2 |
750 |
190 |
800 |
200 |
600 |
190 |
950 |
300 |
|||
|
36 |
|
Rz80 Rz40…Rz20 |
3 |
600 |
150 |
- |
- |
475 |
150 |
750 |
250 |
|
|
37 |
5 |
475 |
125 |
- |
- |
375 |
125 |
750 |
190 |
|||
|
38 |
1...2 |
750 |
150 |
- |
- |
600 |
150 |
750 |
250 |
|||
|
39 |
|
Rz80 Rz40…Rz20 |
3 |
375 |
190 |
- |
- |
375 |
250 |
600 |
375 |
|
|
40 |
5 |
375 |
150 |
- |
- |
300 |
190 |
475 |
250 |
|||
|
41 |
1...2 |
600 |
250 |
- |
- |
475 |
250 |
600 |
300 |
|||
|
42 |
|
Rz80 Rz40…Rz20 |
3 |
375 |
150 |
950 |
300 |
300 |
190 |
600 |
300 |
|
|
43 |
5 |
375 |
125 |
950 |
250 |
300 |
150 |
475 |
250 |
|||
|
44 |
1...2 |
475 |
190 |
800 |
200 |
475 |
190 |
600 |
250 |
|||
|
45 |
|
Rz80 Rz40…Rz20 |
3 |
300 |
190 |
950 |
625 |
300 |
250 |
475 |
300 |
|
|
46 |
5 |
300 |
150 |
950 |
375 |
300 |
190 |
475 |
250 |
|||
|
47 |
8 |
300 |
95 |
750 |
250 |
235 |
125 |
475 |
190 |
|||
|
48 |
1...2 |
375 |
190 |
700 |
190 |
375 |
190 |
475 |
300 |
|||
|
49 |
|
Rz80 Rz40…Rz20 |
3 |
300 |
150 |
- |
- |
300 |
190 |
475 |
250 |
|
|
50 |
5 |
300 |
125 |
- |
- |
235 |
150 |
475 |
190 |
|||
|
51 |
8 |
275 |
75 |
- |
- |
235 |
95 |
475 |
150 |
|||
|
52 |
1...2 |
375 |
150 |
- |
- |
375 |
150 |
475 |
250 |
|||
|
53 |
|
Rz80 Rz40…Rz20 |
3 |
235 |
150 |
750 |
500 |
300 |
250 |
375 |
300 |
|
|
54 |
5 |
235 |
125 |
600 |
300 |
235 |
190 |
375 |
250 |
|||
|
55 |
6 |
235 |
95 |
600 |
250 |
190 |
125 |
300 |
150 |
|||
|
56 |
1...2 |
375 |
190 |
700 |
190 |
375 |
150 |
375 |
250 |
|||
|
57 |
|
Rz80 Rz40…Rz20 |
3 |
235 |
125 |
- |
- |
235 |
190 |
375 |
250 |
|
|
58 |
5 |
190 |
95 |
- |
- |
235 |
150 |
375 |
190 |
|||
|
59 |
8 |
190 |
63 |
|
- |
190 |
95 |
300 |
125 |
|||
|
60 |
1...2 |
250 |
125 |
- |
- |
375 |
125 |
375 |
190 |
|||
Примечания: 1. Меньшее число зубьев у фрез с пластинками Т5К10.
2. Режимы резания приведены для обработки поверхности с шероховатостью Rz80 фрезами Т5К10, а с шероховатостью Rz40...Rz20 - фрезами Т15К6.
|
Режимы резания |
Горизонтально-вертикально-фрезерные станки Приложение 1 Лист 3 |
|||||||||
|
Фрезы концевые. Обработка уступов Rz40...Rz20 |
|
|||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, Z |
Ширина обрабатываемой поверхности, В, мм |
Глубина резания, t, мм, до |
Обрабатываемый материал |
|
|||||
|
Сталь |
Чугун серый |
Медные сплавы |
|
|||||||
|
Режущий инструмент |
|
|||||||||
|
Фрезы концевые из стали Р6М5 |
Фрезы концевые из стали Р6М5 |
Фрезы концевые из стали Р6М5 |
|
|||||||
|
Режимы резания |
|
|||||||||
|
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
|
||||
|
61 |
16/4 |
12...18 |
5 |
980 |
150 |
750 |
190 |
950 |
250 |
|
|
62 |
10 |
150 |
125 |
600 |
150 |
750 |
190 |
|
||
|
63 |
20/5 |
20 |
600 |
95 |
600 |
125 |
600 |
150 |
|
|
|
64 |
30 |
475 |
63 |
375 |
75 |
475 |
125 |
|
||
|
65 |
|
40 |
375 |
50 |
300 |
63 |
375 |
75 |
|
|
|
66 |
25/5 |
18 |
10 |
475 |
125 |
375 |
125 |
950 |
250 |
|
|
67 |
20 |
475 |
95 |
300 |
95 |
600 |
190 |
|
||
|
68 |
30 |
375 |
63 |
235 |
75 |
475 |
150 |
|
||
|
69 |
45 |
300 |
50 |
235 |
63 |
475 |
125 |
|
||
|
70 |
25/5 |
22 |
10 |
475 |
125 |
300 |
95 |
600 |
190 |
|
|
71 |
20 |
375 |
95 |
300 |
95 |
475 |
150 |
|
||
|
72 |
30 |
300 |
63 |
235 |
63 |
475 |
125 |
|
||
|
73 |
45 |
300 |
50 |
235 |
50 |
375 |
95 |
|
||
|
74 |
32/6 |
25 |
10 |
300 |
95 |
375 |
125 |
475 |
190 |
|
|
75 |
20 |
235 |
75 |
235 |
95 |
375 |
150 |
|
||
|
76 |
30 |
235 |
63 |
235 |
75 |
300 |
125 |
|
||
|
77 |
40 |
190 |
50 |
190 |
63 |
235 |
75 |
|
||
|
78 |
60 |
150 |
31,5 |
150 |
50 |
190 |
65 |
|
||
|
Режимы резания |
Горизонтально- и вертикально-фрезерные станки Приложение 1 Лист 4 |
|||||||||
|
Фрезы концевые. Обработка уступов Rz40...Rz20 |
|
|||||||||
|
№ позиции |
Диаметр фрезы, Д, мм и число зубьев, Z |
Ширина обрабатываемой поверхности, В, мм |
Глубина резания, t, мм, до |
Обрабатываемый материал |
|
|||||
|
Сталь |
Чугун серый |
Медные сплавы |
|
|||||||
|
Режущий инструмент |
|
|||||||||
|
Фрезы концевые из стали Р6М5 |
Фрезы концевые из стали Р6М5 |
Фрезы концевые из стали Р6М5 |
|
|||||||
|
Режимы резания |
|
|||||||||
|
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
n, об/мин |
s, мм/мин |
|
||||
|
79 |
40/6 |
38 |
10 |
300 |
95 |
235 |
125 |
375 |
150 |
|
|
80 |
20 |
235 |
75 |
190 |
95 |
300 |
125 |
|
||
|
81 |
30 |
190 |
50 |
190 |
75 |
235 |
95 |
|
||
|
82 |
40 |
190 |
37,5 |
150 |
63 |
190 |
75 |
|
||
|
83 |
60 |
190 |
31,5 |
150 |
50 |
150 |
63 |
|
||
|
84 |
50/6 |
18 |
10 |
235 |
95 |
235 |
125 |
475 |
190 |
|
|
85 |
20 |
190 |
75 |
190 |
95 |
375 |
150 |
|
||
|
86 |
30 |
150 |
63 |
190 |
75 |
300 |
125 |
|
||
|
87 |
40 |
150 |
50 |
150 |
63 |
235 |
95 |
|
||
|
88 |
60 |
150 |
37,5 |
150 |
50 |
235 |
75 |
|
||
|
89 |
30 |
10 |
235 |
95 |
235 |
125 |
375 |
150 |
|
|
|
90 |
20 |
190 |
63 |
190 |
75 |
300 |
125 |
|
||
|
91 |
30 |
150 |
50 |
150 |
63 |
235 |
95 |
|
||
|
92 |
40 |
150 |
37,5 |
150 |
50 |
235 |
75 |
|
||
|
93 |
60 |
118 |
31,5 |
118 |
37,5 |
150 |
63 |
|
||
|
94 |
45 |
10 |
235 |
75 |
235 |
95 |
375 |
125 |
|
|
|
95 |
20 |
190 |
50 |
190 |
75 |
300 |
95 |
|
||
|
96 |
30 |
150 |
37,5 |
150 |
50 |
235 |
75 |
|
||
|
97 |
40 |
150 |
31,5 |
118 |
37,5 |
190 |
63 |
|
||
|
98 |
60 |
118 |
25 |
118 |
31,5 |
190 |
50 |
|
||
Режимы резания |
Продольно-фрезерные станки Приложение 2 |
|||||||||||||||||||
|
Фрезы торцовые. Обработка плоскостей |
|
|||||||||||||||||||
|
№ позиции |
Материал режущей части |
Обрабатываемый материал |
Шероховатость поверхности |
Глубина резания, t, мм, до |
Диаметр фрезы, Д, мм и число зубьев, Z* |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Ширина обрабатываемой поверхности, В, мм |
|
|||||||||||||||||||
|
50 |
60 |
75 |
110 |
150 |
200 |
250 |
|
|||||||||||||
|
Режимы резания (n, об/мин; s, мм/мин) |
|
|||||||||||||||||||
|
1 |
Т15К6 |
Сталь |
Rz80 Rz40…Rz20 |
5 |
- |
- |
300 |
300 |
235 |
235 |
95 |
118 |
75 |
118 |
60 |
95 |
47,5 |
60 |
|
|
|
2 |
Т5К10 |
8 |
- |
- |
190 |
190 |
150 |
150 |
95 |
75 |
75 |
60 |
60 |
50 |
47,5 |
30 |
|
|||
|
3 |
|
2 |
- |
- |
475 |
235 |
375 |
190 |
300 |
150 |
235 |
118 |
190 |
95 |
150 |
75 |
|
|||
|
4 |
Р6М5 |
Rz80 Rz40…Rz20 |
5 |
190 |
95 |
150 |
75 |
118 |
75 |
95 |
75 |
75 |
75 |
60 |
60 |
47,5 |
50 |
|
||
|
5 |
8 |
150 |
60 |
150 |
60 |
118 |
75 |
95 |
50 |
75 |
60 |
60 |
60 |
47,5 |
50 |
|
||||
|
6 |
2 |
235 |
118 |
190 |
95 |
150 |
75 |
118 |
60 |
95 |
50 |
95 |
50 |
75 |
40 |
|
||||
|
7 |
|
Чугун серый |
Rz80 Rz40…Rz20 |
8 |
300 |
600 |
235 |
500 |
150 |
400 |
95 |
235 |
75 |
190 |
60 |
118 |
47,5 |
95 |
|
|
|
8 |
ВК8 |
12 |
190 |
400 |
150 |
300 |
118 |
235 |
95 |
150 |
75 |
118 |
60 |
95 |
47,5 |
60 |
|
|||
|
9 |
ВК6 |
2 |
600 |
300 |
600 |
300 |
600 |
300 |
475 |
235 |
375 |
190 |
300 |
150 |
235 |
118 |
|
|||
|
||||||||||||||||||||
Поправочные коэффициенты на режимы резания в зависимости от:
|
Предела прочности или твердости обрабатываемого материала |
Обрабатываемый материал |
Сталь конструкционная |
Чугун серый |
|||
|
Предел прочности sв, МПа |
до 590 |
590...740 |
св. 740 |
- |
- |
|
|
Твердость НВ, ГПа |
- |
- |
- |
до 2150 |
св. 2150 |
|
|
Коэффициент Кпп |
1,1 |
1,0 |
0,8 |
1,0 |
0,8 |
|
Примечания: 1. При обработке торцовыми фрезами Т15К6 режимы резания принимать с коэффициентом К = 1,5.
2. * Меньшее число зубьев у фрез с пластинками Т5К10.
Режимы резания |
Продольно-строгальные станки Приложение 3 |
|||||||||||||
|
№ позиции |
Шероховатость поверхности и точность |
Вид обработки |
Глубина резания, мм, до или ширина паза, В, мм, до |
Обрабатываемый материал |
|
|||||||||
|
Сталь |
Чугун |
|
||||||||||||
|
Режущий инструмент |
|
|||||||||||||
|
Резцы из стали Р6М5 |
Резцы с пластинками Т5К10, Т15К6 |
Резцы из стали Р6М5 |
Резцы с пластинками ВК8, ВК6 |
|
||||||||||
|
Режимы резания |
|
|||||||||||||
|
s, мм/дв.ход |
v, м/мин |
s, мм/дв.ход |
v, м/мин |
s, мм/дв.ход |
v, м/мин |
s, мм/дв.ход |
v, м/мин |
|
||||||
|
1 |
Rz80; |
14 квалитет |
Строгание плоскостей |
5 |
- |
- |
0,9 |
33 |
- |
- |
2,5 |
|
|
|
|
2 |
12 квалитет |
12 |
- |
- |
0,9 |
28 |
- |
- |
2,0 |
27 |
|
|||
|
3 |
|
20 |
- |
- |
- |
- |
- |
- |
1,2 |
|
|
|||
|
4 |
Rz40; |
11 квалитет |
2 |
0,7 |
25 |
0,6 |
58 |
- |
- |
3 |
24 |
|
||
|
5 |
Rz20; |
11 квалитет |
0,8 |
2,0 |
11 |
|
|
- |
- |
15 |
12,5 |
|
||
|
6 |
Rz2,5 |
8 квалитет |
0,2 |
8,0 |
12 |
|
|
- |
- |
12 |
7,0 |
|
||
|
7 |
Rz80; 14...12 квалитет |
|
Строгание прямоугольных пазов |
10 |
0,25 |
13,5 |
- |
- |
0,5 |
12 |
0,5 |
16,8 |
|
|
|
8 |
15 |
0,37 |
10 |
- |
- |
0,6 |
|
0,6 |
|
|||||
|
9 |
20 |
|
|
- |
- |
0,7 |
|
0,7 |
|
|||||
|
10 |
25 |
0,48 |
7,5 |
- |
- |
0,7 |
10,1 |
0,7 |
|
|||||
|
11 |
30 |
|
|
- |
- |
0,7 |
|
0,7 |
|
|||||
|
12 |
50 |
0,36 |
9,5 |
- |
- |
0,65 |
12 |
0,85 |
|
|||||
|
||||||||||||||
Поправочные коэффициенты на скорость резания в зависимости от:
|
Предела прочности или твердости обрабатываемого материала |
Обрабатываемый материал |
Сталь конструкционная |
Чугун серый |
||||
|
Предел прочности, sв, МПа |
до 590 |
590...740 |
св. 740 |
||||
|
Твердость, НВ, МПа |
|
|
|
до 1760 |
1760-2150 |
св. 2150 |
|
|
Коэффициент Кпп |
1,1 |
1,0 |
0,8 |
1,1 |
1,0 |
0,8 |
|
Режимы резания |
Поперечно-строгальные и долбежные станки Приложение 4 |
|||||||||||||||||||||||
|
1. Поперечно-строгальные станки |
||||||||||||||||||||||||
|
№ позиции |
Мощность станка, λ, кВт |
Шероховатость поверхности и точность |
Вид обработки |
Глубина резания, t, мм, до |
Обрабатываемый материал |
|||||||||||||||||||
|
Сталь |
Чугун |
|||||||||||||||||||||||
|
Режущий инструмент |
||||||||||||||||||||||||
|
Резцы из стали Р6М5 |
Резцы из стали Р6М5 |
Резцы с пластинками ВК8, ВК6 |
||||||||||||||||||||||
|
Режимы резания |
||||||||||||||||||||||||
|
s, мм/дв.ход |
v, м/мин |
s, мм/дв.ход |
v, м/мин |
s, мм/дв.ход |
v, м/мин |
|||||||||||||||||||
|
1 |
3 |
Rz80 14...12 квалитет |
Строгание горизонтальных поверхностей |
3 |
- |
- |
- |
- |
1,0 |
29 |
||||||||||||||
|
2 |
5 |
0,6 |
15 |
- |
- |
0,8 |
26 |
|||||||||||||||||
|
3 |
5 |
3 |
0,9 |
21 |
- |
- |
1,4 |
|
||||||||||||||||
|
4 |
5 |
- |
- |
- |
- |
1,1 |
26 |
|||||||||||||||||
|
5 |
8 |
0,6 |
16,5 |
- |
- |
0,8 |
|
|||||||||||||||||
|
6 |
8...10 |
5 |
1,0 |
17 |
- |
- |
1,5 |
|
||||||||||||||||
|
7 |
8 |
0,75 |
15 |
- |
- |
1,2 |
20 |
|||||||||||||||||
|
8 |
3...10 |
Rz40 11 квалитет |
1 - 2 |
0,6 |
47 |
- |
- |
0,8 |
40 |
|||||||||||||||
|
9 |
Rz20 11 квалитет |
0,45 |
40 |
- |
- |
0,6 |
48 |
|||||||||||||||||
|
10 |
3...5 |
Rz80 14...12 квалитет |
Строгание вертикальных поверхностей |
5 |
|
19 |
- |
- |
0,4 |
38 |
||||||||||||||
|
11 |
8 |
0,4 |
16 |
- |
- |
0,4 |
34 |
|||||||||||||||||
|
12 |
8...10 |
5 |
0,7 |
14 |
- |
- |
1,0 |
24 |
||||||||||||||||
|
13 |
8 |
0,6 |
|
- |
- |
0,8 |
|
|||||||||||||||||
|
14 |
3...10 |
Rz40...Rz20 |
1 |
0,35 |
28 |
- |
- |
0,35 |
37 |
|||||||||||||||
|
15 |
- |
Rz80 |
Строгание прямоугольных пазов |
- |
0,22 |
12,5 |
0,3 - 0,4 |
11 - 10 |
0,3 - 0,4 |
17,5 - 15,3 |
||||||||||||||
|
2. Долбежные станки |
||||||||||||||||||||||||
|
16 |
- |
Rz80 |
Обработка плоскостей |
5 |
0,7 |
16 |
1,3 |
10 |
||||||||||||||||
|
17 |
8 |
0,5 |
|
1,0 |
|
|||||||||||||||||||
|
18 |
- |
Rz40...Rz20 |
10 |
0,35 |
31 |
0,6 |
18 |
|||||||||||||||||
|
19 |
|
Rz40...Rz20 |
Долбление пазов |
5 |
0,1 |
12,6 |
0,18 |
8 |
||||||||||||||||
|
20 |
10 |
0,12 |
11 |
0,22 |
|
|||||||||||||||||||
|
21 |
16 |
0,14 |
9,7 |
0,26 |
7 |
|||||||||||||||||||
|
22 |
20 |
0,18 |
8,5 |
0,30 |
6 |
|||||||||||||||||||
|
Поправочные коэффициенты на скорость резания в зависимости от: |
||||||||||||||||||||||||
|
Предела прочности и твердости обрабатываемого материала |
Обрабатываемый материал |
Сталь конструкционная |
Чугун серый |
|||||||||||||||||||||
|
Предел прочности, sв, МПа |
до 590 |
590...740 |
св. 740 |
- |
- |
- |
||||||||||||||||||
|
Твердость, НВ, МПа |
- |
- |
- |
до 1760 |
1760...2150 |
св. 2150 |
||||||||||||||||||
|
Коэффициент К |
1,1 |
1,0 |
0,8 |
1,1 |
1,0 |
0,8 |
||||||||||||||||||
Припуски на механическую обработкуДетали типа валов и плоские Прокат и поковка |
Приложение 5 Лист 1 |
|||||
|
I. Прокат |
||||||
|
№ позиции |
Характер заготовки |
Окончательный размер обработки, мм, до |
Припуск, мм |
|||
|
По диаметру или ширине |
По длине |
По диаметру или ширине «а» |
По длине «В» |
|||
|
1 |
Круглое сечение |
30 |
100 |
5 |
5 |
|
|
2 |
|
> 100 |
6 |
5 |
||
|
3 |
|
100 |
5 |
5 |
||
|
4 |
50 |
> 100 |
6 |
5 |
||
|
5 |
|
250 |
7 |
6 |
||
|
6 |
80 |
> 250 |
8 |
7 |
||
|
7 |
|
250 |
8 |
7 |
||
|
8 |
> 80 |
> 250 |
9 |
7 |
||
|
9 |
|
250 |
5 |
6 |
||
|
10 |
50 |
> 250 |
6 |
7 |
||
|
11 |
Прямоугольное сечение |
|
£ 250 |
5 |
6 |
|
|
12 |
80 |
> 250 |
6 |
7 |
||
|
13 |
|
£ 250 |
6 |
7 |
||
|
14 |
120 |
> 250 |
6 |
9 |
||
|
15 |
|
£ 250 |
6 |
7 |
||
|
16 |
> 120 |
> 250 |
6 |
9 |
||
|
Припуски на механическую обработку Детали типа валов и плоские |
Приложение 5 Лист 2 |
||||||||||||||
|
II. Поковки Прямоугольное и круглое сечение |
|||||||||||||||
|
№ позиции |
Длина детали, L, мм |
Припуск по диаметру или ширине - а, по длине - В, мм |
Диаметр детали, Д, или размер сечения, В, Н, мм |
||||||||||||
|
до 50 |
св. 50 до 70 |
св. 70 до 90 |
св. 90 до 120 |
св. 120 до 160 |
св. 160 до 200 |
св. 200 до 250 |
св. 250 до 300 |
св. 300 до 360 |
св. 360 до 500 |
св. 500 до 650 |
св. 650 до 800 |
||||
|
Припуск, мм |
|||||||||||||||
|
17 |
|
а |
5 |
6 |
7 |
8 |
9 |
- |
- |
- |
- |
- |
- |
- |
|
|
18 |
до 250 |
В |
13 |
15 |
18 |
20 |
23 |
- |
- |
- |
- |
- |
- |
- |
|
|
19 |
св. 250 |
а |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
- |
- |
- |
|
|
20 |
до 500 |
В |
15 |
18 |
20 |
23 |
25 |
28 |
30 |
33 |
- |
- |
- |
- |
|
|
21 |
св. 500 |
а |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
- |
- |
|
|
22 |
до 800 |
В |
18 |
20 |
23 |
25 |
28 |
30 |
33 |
35 |
38 |
40 |
- |
- |
|
|
23 |
св. 800 |
а |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
|
24 |
до 1200 |
В |
20 |
23 |
25 |
28 |
30 |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
|
|
25 |
св. 1200 |
а |
- |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
|
26 |
до 1700 |
В |
- |
25 |
28 |
30 |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
50 |
|
|
27 |
св. 1700 |
а |
- |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
|
|
28 |
до 2300 |
В |
- |
28 |
30 |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
50 |
53 |
|
|
29 |
св. 2300 |
а |
- |
- |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
|
|
30 |
до 3000 |
В |
- |
- |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
50 |
53 |
55 |
|
|
31 |
св. 3000 |
а |
- |
- |
- |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
|
|
32 |
до 4000 |
В |
- |
- |
- |
38 |
40 |
43 |
45 |
48 |
50 |
53 |
55 |
58 |
|
Примечание:
Для заготовки прямоугольного сечения припуск на обработку следует назначать по наибольшему размеру стороны заготовки.
|
Припуски на механическую обработку Детали типа шайб, фланцев, кубиков |
Приложение 5 лист 3 |
|||||
|
№ позиции |
Высота детали, Н, мм |
Диаметр детали, Д, или размер А, В, мм |
Припуск, мм |
|||
|
на высоту |
на диаметр или размер А, В (d) |
на диаметр отверстия (С) |
||||
|
33 |
до 50 |
до 180 |
8 |
11 |
15 |
|
|
34 |
|
181 - 250 |
9 |
12 |
16 |
|
|
35 |
|
до 180 |
8 |
11 |
16 |
|
|
36 |
51 - 80 |
181 - 250 |
9 |
12 |
17 |
|
|
37 |
|
251 - 360 |
11 |
14 |
20 |
|
|
38 |
|
до 180 |
11 |
12 |
17 |
|
|
39 |
81 - 120 |
181 - 250 |
12 |
14 |
19 |
|
|
40 |
|
251 - 360 |
13 |
16 |
22 |
|
|
41 |
|
до 180 |
13 |
13 |
18 |
|
|
42 |
121 - 180 |
181 - 250 |
14 |
16 |
21 |
|
|
43 |
|
251 - 360 |
15 |
18 |
24 |
|
|
44 |
|
361 - 500 |
15 |
20 |
26 |
|
|
45 |
|
до 250 |
17 |
17 |
22 |
|
|
46 |
181 - 250 |
251 - 360 |
18 |
18 |
25 |
|
|
47 |
|
361 - 500 |
18 |
21 |
27 |
|
|
Припуски на механическую обработку Отливки из серого чугуна и стали Отливки |
Приложение 5 лист 4 |
|||||||||||||||
|
№ позиции |
Наибольший габаритный размер детали, мм |
Положение поверхности при заливке |
Чугун серый |
Сталь |
||||||||||||
|
Номинальный размер, мм |
||||||||||||||||
|
до 120 |
св. 120 до 260 |
св. 260 до 500 |
св. 500 до 800 |
св. 800 до 1250 |
св. 1250 до 2000 |
до 120 |
св. 120 до 260 |
св. 260 до 500 |
св. 500 до 800 |
св. 800 до 1250 |
св. 1250 до 2000 |
|||||
|
Припуск, мм |
||||||||||||||||
|
48 |
|
Верх |
4,5 |
- |
- |
- |
- |
- |
5 |
- |
- |
- |
- |
- |
||
|
49 |
до 120 |
Низ, бок |
3,5 |
- |
- |
- |
- |
- |
4 |
- |
- |
- |
- |
- |
||
|
50 |
св. 120 |
Верх |
5 |
5,5 |
- |
- |
- |
- |
5 |
6 |
- |
- |
- |
- |
||
|
51 |
до 260 |
Низ, бок |
4 |
4,5 |
- |
- |
- |
- |
4 |
5 |
- |
- |
- |
- |
||
|
52 |
св. 260 |
Верх |
6 |
7 |
7 |
- |
- |
- |
6 |
8 |
о |
- |
- |
- |
||
|
53 |
до 500 |
Низ, бок |
4,5 |
|
6 |
- |
- |
- |
5 |
6 |
6 |
- |
- |
- |
||
|
54 |
св. 500 |
Верх |
7 |
7 |
8 |
о |
- |
- |
7 |
8 |
10 |
11 |
- |
- |
||
|
55 |
до 800 |
Низ, бок |
5 |
5 |
6 |
7 |
- |
- |
5 |
6 |
7 |
7 |
- |
- |
||
|
56 |
св. 800 |
Верх |
7 |
8 |
8 |
9 |
10 |
- |
9 |
10 |
11 |
12 |
13 |
- |
||
|
57 |
до 1250 |
Низ, бок |
5,5 |
6 |
6 |
7 |
7,5 |
- |
6 |
7 |
8 |
8 |
9 |
- |
||
|
58 |
св. 1250 |
Верх |
8 |
8 |
9 |
9 |
10 |
12 |
10 |
11 |
12 |
13 |
14 |
16 |
||
|
59 |
до 2000 |
Низ, бок |
6 |
6 |
7 |
7 |
8 |
9 |
7 |
8 |
9 |
9 |
10 |
11 |
||
|
60 |
св. 2000 |
Верх |
9 |
9 |
10 |
10 |
11 |
12 |
10 |
11 |
13 |
14 |
15 |
16 |
||
|
61 |
до 3150 |
Низ, бок |
7 |
7 |
8 |
8 |
9 |
9 |
8 |
9 |
10 |
10 |
11 |
12 |
||
|
62 |
св. 3150 |
Верх |
9 |
10 |
10 |
11 |
12 |
14 |
12 |
13 |
14 |
15 |
16 |
17 |
||
|
63 |
до 5000 |
Низ, бок |
7 |
8 |
8 |
9 |
9 |
11 |
9 |
10 |
11 |
11 |
12 |
13 |
||
Теоретическая масса заготовки |
Приложение 6 Лист 1 |
|||||||||||||||||||||
|
1. Заготовка цилиндрическая |
||||||||||||||||||||||
|
Диаметр заготовки, Д, мм |
10 |
12 |
16 |
20 |
25 |
32 |
40 |
|||||||||||||||
|
Теоретическая масса на длину 1 м, кг |
0,617 |
0,888 |
1,58 |
2,47 |
3,85 |
6,32 |
9,87 |
|||||||||||||||
|
Диаметр заготовки, Д, мм |
100 |
120 |
160 |
200 |
250 |
320 |
400 |
|||||||||||||||
|
Теоретическая масса на длину 1 м, кг |
61,7 |
88,8 |
158,0 |
247,0 |
385,0 |
632,0 |
987,0 |
|||||||||||||||
|
2. Заготовка прямоугольная |
||||||||||||||||||||||
|
№ позиции |
Ширина заготовки, В, мм |
Высота заготовки, Н, мм |
||||||||||||||||||||
|
40 |
50 |
60 |
80 |
100 |
120 |
140 |
160 |
200 |
220 |
250 |
320 |
400 |
||||||||||
|
Теоретическая масса на длину 1 м, кг |
||||||||||||||||||||||
|
1 |
50 |
15,7 |
19,6 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
2 |
60 |
18,8 |
23,6 |
28,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
3 |
80 |
25,1 |
31,4 |
37,7 |
50,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
4 |
100 |
31,4 |
39,3 |
47,1 |
62,8 |
78,5 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
Теоретическая масса заготовки |
Приложение 6 Лист 2 |
||||||||||||||
|
№ позиции |
Ширина заготовки, В, мм |
Высота заготовки, Н, мм |
|||||||||||||
|
40 |
50 |
60 |
80 |
100 |
120 |
140 |
160 |
200 |
220 |
250 |
320 |
400 |
|||
|
Теоретическая масса на длину 1 м, кг |
|||||||||||||||
|
5 |
120 |
37,7 |
47,1 |
56,5 |
75,4 |
94,2 |
113 |
- |
- |
- |
- |
- |
- |
- |
|
|
6 |
140 |
44,0 |
55,0 |
65,9 |
87,9 |
110 |
132 |
154 |
- |
- |
- |
- |
- |
- |
|
|
7 |
160 |
50,2 |
62,8 |
75,4 |
100 |
126 |
151 |
176 |
201 |
- |
- |
- |
- |
- |
|
|
8 |
180 |
56,5 |
70,7 |
84,8 |
113 |
141 |
170 |
198 |
226 |
282 |
310 |
354 |
452 |
565 |
|
|
9 |
200 |
62,8 |
78,5 |
94,2 |
126 |
157 |
188 |
220 |
251 |
314 |
346 |
392 |
502 |
628 |
|
|
10 |
220 |
69,1 |
86,4 |
104 |
138 |
173 |
207 |
242 |
276 |
346 |
380 |
432 |
553 |
691 |
|
|
11 |
250 |
78,5 |
98,1 |
118 |
157 |
196 |
236 |
275 |
314 |
392 |
432 |
490 |
628 |
785 |
|
|
12 |
280 |
87,9 |
110 |
132 |
176 |
220 |
264 |
308 |
352 |
440 |
484 |
550 |
703 |
879 |
|
|
13 |
320 |
100 |
126 |
151 |
201 |
251 |
301 |
352 |
402 |
502 |
553 |
628 |
804 |
1005 |
|
|
14 |
360 |
- |
- |
- |
226 |
283 |
339 |
396 |
452 |
565 |
622 |
706 |
904 |
1130 |
|
|
15 |
400 |
- |
- |
- |
251 |
314 |
377 |
440 |
502 |
628 |
691 |
785 |
1005 |
1256 |
|
|
16 |
450 |
- |
- |
- |
283 |
353 |
424 |
495 |
565 |
707 |
777 |
883 |
1130 |
1413 |
|
Группы материалов по обрабатываемости |
Приложение 7 |
|
|
Обрабатываемый материал |
Марки материалов |
Группа |
|
Стали конструкционные углеродистые и легированные хромом, марганцем, никелем и инструментальные углеродистые |
20, 40, 45, 50Г, 65Г, 15Х, 40Х, 40М, 12ХНЗА, 12Х2Н4А, 20ХНЗА, 20ХГНР, У7А, У8А, У10А, У12А и другие близкие к ним |
I |
|
Стали конструкционные, легированные вольфрамом, титаном, кремнием, молибденом |
33ХСА, 33ХМЮА, 30ХГС, 12ХНВА, 30ХГТ, 38ХСА, 18ХГТ, 12ХМФ, 20ХМ, 30ХМ, 34ХН1М, 40ХМВА, 34ХНЗМФ, 15Х1М1Ф, ХВГ, 50ХФА, ШХ-15 и другие близкие к ним |
II |
|
Стали жаропрочные и нержавеющие типа |
1Х12В2МФ, 15Х12ВМФ, 15МФКР, 20X13, 30X13, 40X13, 14Х17В2, 20Х23Н13, 20Х23Н18, 20Х25Н20С2, Х20Н80, 30Х14А, Х15Н60, 45Х17МФ6 и другие близкие к ним |
III |
|
Стали жаропрочные и нержавеющие (содержащие титан), быстрорежущие инструментальные стали типа |
12Х18Н9Т, 12Х18Н10Т, 10Х11Н203Р, 4Х12НВГ8МФВ, Р18, Р9, Р6М3 и другие близкие к ним |
IV |
|
Чугуны и бронзы |
Чугуны: СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35 Бронзы: ОЦ10-2, ОЦСБ-6-3, АЖ9-4 и другие близкие к ним |
V |
Механические свойства основных конструкционных углеродистых и легированных сталей |
Приложение 8 Лист 1 |
|||||||||
|
№ позиции |
Группа стали |
Механические свойства |
|
|||||||
|
Марка |
В состоянии поставки по ГОСТу |
После термической обработки |
|
|||||||
|
ГОСТ |
Состояние |
sв, НВ, МПа |
Типовая термическая обработка |
МПа |
НВ, МПа |
|
||||
|
1 |
Углеродистая обыкновенного качества |
Ст.0 |
|
|
sв = 310 |
- |
- |
- |
|
|
|
2 |
Ст.1 |
|
|
310...390 |
- |
- |
- |
|
||
|
3 |
Ст.2 |
|
|
330...410 |
- |
- |
- |
|
||
|
4 |
Ст.3 |
380-71 |
Г* |
370...460 |
- |
- |
- |
|
||
|
5 |
Ст.4 |
|
|
410...500 |
- |
- |
- |
|
||
|
6 |
Ст.5 |
|
|
490...600 |
- |
- |
- |
|
||
|
7 |
Ст.6 |
|
|
500..710 |
- |
- |
- |
|
||
|
8 |
Ст.7 |
|
|
690...740 |
- |
- |
- |
|
||
|
9 |
С8 |
1050-74 |
Г |
НВ £ 1280 |
- |
- |
- |
|
||
|
10 |
|
105С-74 |
Г |
1340 |
|
|
|
|
||
|
11 |
10 |
|
н |
1830 |
Нормализация |
< 330 |
³ 1400 |
|
||
|
12 |
|
1051-73 |
О |
1400 |
910°...930° |
|
|
|
||
|
13 |
|
1050-74 |
г |
1400 |
Нормализация |
|
|
|
||
|
14 |
15 |
|
н |
1930 |
910°...930° |
³ 360 |
£ 1530 |
|
||
|
15 |
|
1051-73 |
О |
1460 |
|
|
|
|
||
|
16 |
|
1050-74 |
г |
1530 |
|
|
|
|
||
|
17 |
20 |
1051-73 |
н |
2030 |
Нормализация |
³ 400 |
1340...1710 |
|
||
|
18 |
|
|
О |
1600 |
900°...920° |
|
|
|
||
|
19 |
|
1050-74 |
Б |
1670 |
- |
- |
- |
|
||
|
20 |
25 |
1051-73 |
Н |
2130 |
- |
- |
- |
|
||
|
21 |
|
|
С |
1670 |
- |
- |
- |
|
||
|
22 |
|
1050-74 |
Г |
1750 |
- |
- |
- |
|
||
|
23 |
Углеродистая качественная |
30 |
|
н |
2240 |
- |
- |
- |
|
|
|
24 |
|
1051-73 |
О |
1750 |
- |
- |
- |
|
||
|
25 |
35 |
1050-74 |
г |
1830 |
Нормализация 860°...880° |
³ 510 |
1530...1920 |
|
||
|
26 |
|
1051-73 |
н |
2240 |
Закатка 880°. Отпуск 600° |
|
1830 |
|
||
|
27 |
35 |
|
О |
1830 |
|
|
|
|
||
|
28 |
|
|
г |
2130 |
Нормализация |
|
|
|
||
|
|
40 |
1050-73 |
О |
1830 |
860°...880° |
³ 560 |
1530...2030 |
|
||
|
|
|
|
Н |
2360 |
|
|
|
|
||
|
29 |
|
1051-73 |
О |
1930 |
Отпуск 550°...620° |
³ 690 |
1880...2230 |
|
||
|
30 |
|
|
г |
2360 |
Нормализация |
|
|
|
||
|
31 |
45 |
1050-74 |
О |
1930 |
850°...870° |
|
|
|
||
|
32 |
|
|
н |
2360 |
или |
³ 590 |
1670...2130 |
|
||
|
33 |
|
1051-73 |
|
НВ £ 2030 |
Отжиг 840°...860° |
|
|
|
||
|
||||||||||
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
Приложение 8 Лист 2 |
||||||||
|
№ позиции |
Группа стали |
Марка |
Механические свойства |
|
|||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
|
|||||||
|
ГОСТ |
Состояние |
sв, МПа или НВ, МПа |
Типовая термическая обработка |
sв, МПа |
НВ, МПа |
|
|||
|
34 |
Углеродистая качественная с повышенным содержанием марганца |
|
|
Г |
2360 |
Нормализация |
|
|
|
|
35 |
50 |
1050-74 |
О |
2030 |
840°...860° |
> 630 |
1750...2240 |
|
|
|
36 |
|
|
Н |
2500 |
Закалка 840° |
|
|
|
|
|
37 |
|
1051-73 |
О |
2150 |
Отпуск 600° |
- |
2130 |
|
|
|
38 |
|
|
Г |
2500 |
Нормализация |
|
|
|
|
|
39 |
55 |
1050-74 |
О |
2130 |
810° |
680 |
2240 |
|
|
|
40 |
|
1050-74 |
Г |
2500 |
|
|
|
|
|
|
41 |
60 |
|
О |
2240 |
- |
- |
- |
|
|
|
42 |
|
1051-73 |
О |
2240 |
|
|
|
|
|
|
43 |
|
|
Г |
2210 |
|
|
|
|
|
|
44 |
65 |
1050-74 |
О |
2240 |
- |
- |
- |
|
|
|
45 |
|
1050-74 |
Г |
1600 |
Нормализация |
|
|
|
|
|
46 |
15Г |
|
Н |
2030 |
920° |
390 |
£ 1600 |
|
|
|
47 |
|
1051-73 |
О |
1600 |
|
|
|
|
|
|
48 |
20Г |
1050-74 |
г |
1930 |
Нормализация 900° |
420 |
£ 1930 |
|
|
|
49 |
|
|
г |
2130 |
Нормализация |
|
|
|
|
|
50 |
30Г |
1050-74 |
О |
1830 |
880° |
540 |
1830 |
|
|
|
51 |
|
|
г |
2240 |
Нормализация |
|
£ 2240 |
|
|
|
52 |
40Г |
1050-74 |
О |
2030 |
660° |
590 |
£ 2050 |
|
|
|
53 |
|
|
г |
2500 |
Нормализация |
|
|
|
|
|
54 |
50Г |
1050-74 |
О |
2130 |
840° |
|
|
|
|
|
55 |
|
|
н |
2640 |
Закалка 800° |
640 |
2240 |
|
|
|
56 |
|
1051-73 |
О |
2240 |
Отпуск 600° |
|
|
|
|
|
57 |
|
|
г |
2640 |
Отжиг 800°...830° |
- |
1920...2240 |
|
|
|
56 |
60Г |
105С-74 |
О |
2240 |
Нормализация 840° |
³ 690 |
£ 2240 |
|
|
|
59 |
|
|
г |
2790 |
Отжиг 790°...810° |
40 |
1920...2240 |
|
|
|
60 |
65Г |
1050-74 |
О |
2240 |
Нормализация |
³ 740 |
£ 2360 |
|
|
|
61 |
|
|
г |
2790 |
Отжиг 790°...810° |
- |
1980...2300 |
|
|
|
62 |
70Г |
1050-74 |
О |
2240 |
Нормализация |
³ 790 |
£ 2360 |
|
|
|
63 |
Автоматная |
А12 |
|
X |
1640...2130 |
- |
- |
- |
|
|
64 |
А20 |
|
X |
1640...2140 |
- |
- |
- |
|
|
|
65 |
А30 |
1414-75 |
X |
1710...2190 |
- |
- |
- |
|
|
|
66 |
А40Г |
|
X |
1670...2240 |
- |
- |
- |
|
|
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
Приложение 8 Лист 3 |
|||||||||
|
№ позиция |
Группа стали |
Марка |
Механические свойства |
|
||||||
|
В состоянии поставки по ГОСТ |
После термической обработки |
|
||||||||
|
ГОСТ |
Состояние |
sв, МПА или НВ, МПа |
Типовая термическая обработка |
sв, МПа |
НВ, МПа |
|
||||
|
67 |
Хромистая |
15Х |
4543-71 |
ОП |
1750 |
Нормализация 890°...910° |
690 |
1400...1750 |
|
|
|
68 |
20Х |
543-71 |
ОП |
1750 |
Нормализация 690°...910° |
790 |
1430...2030 |
|
||
|
69 |
30Х |
4543-71 |
ОП |
1830 |
Закалка 860°. Отпуск 500° |
890 |
1820 |
|
||
|
70 |
35Х |
4543-71 |
ОП |
1930 |
Закалка 860°. Отпуск 500° Отжиг 680°...900° |
930 |
1930 |
|
||
|
71 |
38ХА |
4543-71 |
ОП |
2030 |
Закалка 860°. Отпуск 550° |
930 |
1670...2240 |
|
||
|
72 |
40Х |
4543-71 |
ОП |
2030 |
Отжиг 860°...900° Закалка 650°. Отпуск 500° |
990 |
1750...2240 |
|
||
|
73 |
45Х |
4543-71 |
ОП |
2030 |
Отжиг 840°...870° Закалка 840°. Отпуск 520° |
1030 |
1750...2240 |
|
||
|
74 |
Хромо-ванадиевая |
50Х |
4573-71 |
ОП |
2240 |
Закалка 630°. Отпуск 520° |
1080 |
2240 |
|
|
|
75 |
15XФ |
4543-71 |
ОП |
1830 |
- |
- |
- |
|
||
|
76 |
80ХФ |
4543-71 |
ОП |
1830 |
Нормализация 880°...900° |
790 |
1670...2130 |
|
||
|
77 |
40ХФА |
4543-71 |
ОП |
1930 |
Отпуск 650° |
880 |
2460 |
|
||
|
78 |
Хромомолибденовая |
30ХМ |
4543-71 |
ОП |
2240 |
Закалка 880°. Отпуск 540° |
730 |
2890 |
|
|
|
79 |
35ХМ |
4543-71 |
ОП |
2360 |
Отжиг 840°...860° Закалка 650°. Отпуск 560° |
970 |
1830...2240 |
|
||
|
80 |
Хромокремнистая |
33ХС |
4543-71 |
ОП |
2360 |
Закалка 920°. Отпуск 630° |
890 |
2720 |
|
|
|
81 |
38ХС |
45-3-71 |
ОП |
2500 |
Закалка 900°. Отпуск 630° |
930 |
2890 |
|
||
|
82 |
Хромомарганцевая |
40ХС |
4543-71 |
ОП |
- |
Закалка 900°. Отпуск 650° |
1230 |
- |
|
|
|
83 |
20ХГ |
4543-71 |
ОП |
1830 |
Закалка 880°. Отпуск 480° |
890 |
2610 |
|
||
|
84 |
40ХГ |
4593-71 |
ОП |
2240 |
Закалка 80°. Отпуск 520° |
930 |
2890 |
|
||
|
85 |
Кремнемарганцевая |
35ХГА |
4543-71 |
ОП |
- |
Закалке 860°. Отпуск 600° |
630 |
- |
|
|
|
86 |
27СГ |
4543-71 |
ОП |
2130 |
Закалка 920°. Отпуск 420° |
930 |
1250 |
|
||
|
87 |
35СГ |
4543-71 |
ОП |
2240 |
Закалка 900°. Отпуск 650° |
890 |
2610 |
|
||
|
86 |
Хромокремномарганцевая |
36Г26 |
4543-71 |
ОП |
1240 |
Закалка 880° |
770 |
2290 |
|
|
|
89 |
20ХГСА |
4543-71 |
ОП |
2030 |
Закалка 880°. Отпуск 500° |
740 |
2030 |
|
||
|
90 |
25ХГСА |
4543-71 |
СП |
2130 |
Закалка 880°. Отпуск 480° |
1060 |
2300 |
|
||
|
91 |
30ХГС |
4543-71 |
ОП |
2240 |
Закалка 880°. Отпуск 540° |
1080 |
3190 |
|
||
|
92 |
35ХГСА |
4543-71 |
ОП |
2240 |
Закалка 950°. Отпуск 700° |
1080 |
- |
|
||
|
93 |
Хромоникелевая |
12ХН2 |
4543-71 |
ОП |
2030 |
Закалка. Отпуск 110° |
790 |
1600...2080 |
|
|
|
94 |
12X2Н4 |
4543-71 |
ОП |
2500 |
Закалка 760°...810° Отпуск 180° |
930 |
1830...2300 |
|
||
|
95 |
13Н2ХН |
4543-71 |
ОП |
2030 |
Закалка Отпуск 180° |
590 |
|
|
||
|
96 |
40ХН |
4573-71 |
ОП |
2030 |
Закалка ...500° Отпуск 500° |
990 |
1780...2130 |
|
||
|
97 |
Хромоникелевая |
20ХЧ |
4573-71 |
ОП |
1930 |
Закалка 860°...910° Отпуск 180° |
790 |
1600...2030 |
|
|
|
98 |
30ХН3А |
4543-71 |
ОП |
2360 |
Закалка 820°. Отпуск 530° |
990 |
1780...2130 |
|
||
|
99 |
45ХН |
4543-71 |
ОП |
2030 |
Отжиг 850°. Закалка 820° |
- |
1830...2240 |
|
||
|
100 |
50ХН |
4543-71 |
ОП |
2030 |
Отпуск 530°. Отжиг 830° - 650° |
1030 |
1830...2240 |
|
||
|
||||||||||
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
Приложение 8 Лист 4 |
||||||||
|
№ позиции |
Группа стали |
Марка |
Механические свойства |
|
|||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
|
|||||||
|
ГОСТ |
Состояние |
sв, МПА, НВ, МПА |
Типовая термическая обработка |
sв, МПа |
НВ, МПа |
|
|||
|
101 |
Хромомарганцевая с титаном |
18ХГТ |
4543-71 |
ОП |
2130 |
Нормализация 920°...950° |
990 |
1540...2030 |
|
|
102 |
20ХГТ |
4543-71 |
оп |
2240 |
Отжиг 870°...890° |
1470 |
1750...240 |
|
|
|
103 |
Боросодержащая |
20ХГР |
4573-71 |
оп |
- |
Отжиг 860°...880° |
990 |
1530...1930 |
|
|
104 |
40ХГР |
4573-71 |
оп |
2360 |
Закалка 850° Отпуск 550°...600° |
990 |
2890 |
|
|
|
105 |
Хромоникельмарганцевая |
38ХГН |
4543-71 |
оп |
2240 |
Закалка 850°. Отпуск 510° |
890 |
2610 |
|
|
106 |
30ХГНА |
4543-71 |
оп |
2240 |
Закалка 880°. Отпуск 500° |
1080 |
3190 |
|
|
|
107 |
Хромоникельмолибденовая |
40ХНМА |
4573-71 |
оп |
2640 |
Отжиг 840°...880° Закалка 850° Отпуск 620° |
- 1080 |
1750...2240 2890 |
|
|
108 |
Хромомолибденоалюминиевая |
38ХНМА |
4543-71 |
оп |
2640 |
Отжиг 930°...980° |
- |
1830...2240 |
|
|
109 |
Хромовольфрамоалюминиевая с ванадием |
38ХВНРР |
4573-71 |
оп |
2240 |
Закалка 930° Отпуск 640° |
990 |
2890 |
|
|
110 |
Нержавеющая |
2X13 |
5949-75 |
г |
1240...1930 |
Закалка 1000°...1050° Отпуск 660°...770° |
- 650 |
1830 1910 |
|
|
111 |
4X13 |
5949-75 |
г |
- |
Закалка 1000°...1050° Отпуск 200°...300° |
- |
490 |
|
|
|
112 |
Х18Н9 |
5949-75 |
г |
- |
Закалка 1050°...1100° |
490 |
- |
|
|
|
113 |
Х18Н9Т |
5949-75 |
г |
- |
Закалка 1050°...1100° |
540 |
- |
|
|
Механические свойства чугуна и медных сплавов |
Приложение 9 |
||
|
Серый чугун |
(ГОСТ 1412-79) |
Ковкий чугун |
|
|
Марка отливки |
НВ, МПа |
Марка отливки |
НВ, МПа |
|
- |
- |
КЧ 30-6 |
980...1590 |
|
СЧ 10 |
1400...2240 |
КЧ 33-8 |
980...1590 |
|
СЧ 15 |
1590...2240 |
КЧ 35-10 |
980...1590 |
|
СЧ 18 |
1670...2240 |
КЧ 37-12 |
1070...1590 |
|
СЧ 20 |
1670...2260 |
КЧ 45-7 |
1470...2020 |
|
СЧ 25 |
1760...2450 |
КЧ 50-5 |
1670...2250 |
|
СЧ 30 |
1770...2490 |
КЧ 55-4 |
1860...2360 |
|
СЧ 35 |
1930...2630 |
КЧ 60-3 |
1960...2630 |
|
СЧ 40 |
2090...2790 |
КЧ 65-3 |
2070...2630 |
|
СЧ 45 |
2240...2830 |
КЧ 70-2 |
2630...2790 |
|
- |
- |
КЧ 80-15 |
2640...3130 |
Примечание: Перлитоферритный ковкий чугун (ПФ) в ГОСТ 1215-79 не входит.
Медные сплавы (ГОСТы 17711-80, 613-79, 493-79, 5017-74)
Группа Марка НВ, МПа
Гетерогенные
Высокой БрАЛСН 11-6-6 2450
твердости БрАЛСН 10-4-4л 1670
Средней БрАОСц 10-3-1,5 1180
твердости БР АХ 9-4 1070...1760
БрАМу 9-2л 780
ЛМцК 52-4-1 980
БрОУСК 3-7-5-1 590
ЛО 67-2,5 880
ЛК-80-3Л 980...1080
БрОФ 6,5-0,15 780...880
Перевод минут в часы |
Приложение 10 |
|||||||
|
0,30…0,57 мин час |
0,58...0,85 мин час |
0,86...1,75 мин час |
1,8...3,3 мин час |
3,4...6,1 мин час |
6,2...12,5 мин час |
13...27 мин час |
27,5...52 мин час |
53...80 мин час |
|
0,30 0,0050 |
0,58 0,0097 |
0,86 0,0143 |
1,8 0,030 |
3,4 0,0567 |
6,2 0,103 |
13,0 0,217 |
27,5 0,459 |
53 0,884 |
|
0,31 0,0052 |
0,59 0,0098 |
0,87 0,0145 |
1,85 0,0309 |
3,5 0,0584 |
6,3 0,105 |
13,5 0,225 |
28,0 0,467 |
54 0,90 |
|
0,32 0,0053 |
0,60 0,010 |
0,88 0,0146 |
1,90 0,0317 |
3,6 0,060 |
6,4 0,106 |
14,0 0,234 |
28,5 0,475 |
55 0,917 |
|
0,33 0,0055 |
0,61 0,0102 |
0,89 0,0148 |
1,95 0,0325 |
3,7 0,0617 |
6,5 0,108 |
14,5 0,242 |
29,0 0,484 |
56 0,934 |
|
0,34 0,0057 |
0,62 0,0103 |
0,90 0,0150 |
2,0 0,0333 |
3,8 0,0634 |
6,6 0,110 |
15,0 0,250 |
29,5 0,492 |
57 0,950 |
|
0,35 0,0058 |
0,63 0,0106 |
0,92 0,0153 |
2,05 0,0342 |
3,9 0,0650 |
6,7 0,112 |
15,5 0,258 |
30 0,50 |
58 0,957 |
|
0,36 0,0060 |
0,64 0,0107 |
0,93 0,0155 |
2,10 0,0350 |
4,0 0,0667 |
6,8 0,113 |
16,0 0,267 |
31 0,517 |
59 0,964 |
|
0,37 0,0062 |
0,65 0,0108 |
0,94 0,0157 |
2,15 0,0359 |
4,1 0,0684 |
6,9 0,115 |
16,5 0,275 |
32 0,535 |
60 1,0 |
|
0,38 0,0064 |
0,66 0,0110 |
0,95 0,0158 |
2,20 0,0367 |
4,2 0,070 |
7,0 0,117 |
17,0 0,284 |
33 0,550 |
61 1,02 |
|
0,39 0,0070 |
0,67 0,0112 |
0,96 0,0160 |
2,25 0,0375 |
4,3 0,0718 |
8,7 0,145 |
17,5 0,292 |
34 0,567 |
62 1,03 |
|
0,40 0,0067 |
0,68 0,0113 |
0,97 0,0161 |
2,30 0,0384 |
4,4 0,0734 |
8,8 0,146 |
18,0 0,30 |
35 0,584 |
63 1,05 |
|
0,41 0,0068 |
0,69 0,0115 |
0,98 0,0163 |
2,35 0,0392 |
4,5 0,0750 |
8,9 0,146 |
18,5 0,309 |
36 0,60 |
64 1,07 |
|
0,42 0,0070 |
0,70 0,0117 |
1,00 0,0167 |
2,40 0,040 |
4,6 0,0767 |
9,0 0,150 |
19,0 0,317 |
37 0,617 |
65 1,08 |
|
0,43 0,0072 |
0,71 0,0118 |
1,05 0,0175 |
2,45 0,0409 |
4,7 0,0784 |
9,1 0,151 |
19,5 0,325 |
38 0,634 |
66 1,10 |
|
0,44 0,0074 |
0,72 0,0120 |
1,10 0,0184 |
2,50 0,0417 |
4,8 0,080 |
9,2 0,153 |
20,0 0,333 |
39 0,650 |
67 1,12 |
|
0,45 0,0075 |
0,73 0,0122 |
1,15 0,0192 |
2,55 0,0425 |
4,9 0,0817 |
9,3 0,155 |
20,5 0,342 |
40 0,667 |
68 1,13 |
|
0,46 0,0077 |
0,74 0,0123 |
1,20 0,020 |
2,60 0,0434 |
5,0 0,0834 |
9,4 0,157 |
21,0 0,350 |
41 0,684 |
69 1,15 |
|
0,47 0,0078 |
0,75 0,0125 |
1,25 0,0288 |
2,65 0,0442 |
5,1 0,0850 |
9,5 0,158 |
21,5 0,359 |
42 0,70 |
70 1,17 |
|
0,48 0,0080 |
0,76 0,0127 |
1,30 0,2170 |
2,70 0,0450 |
5,2 0,0867 |
9,6 0,160 |
22,0 0,367 |
43 0,718 |
71 1,18 |
|
0,49 0,0082 |
0,77 0,0128 |
1,35 0,0225 |
2,75 0,0459 |
5,3 0,0884 |
9,7 0,161 |
22,5 0,375 |
44 0,734 |
72 1,20 |
|
0,50 0,0083 |
0,76 0,0130 |
1,40 0,0234 |
2,80 0,0467 |
5,4 0,090 |
9,8 0,163 |
23,0 0,384 |
45 0,750 |
73 1,22 |
|
0,51 0,0085 |
0,79 0,0132 |
1,45 0,0242 |
2,85 0,0475 |
5,5 0,0917 |
9,9 0,165 |
23,5 0,392 |
46 0,767 |
74 1,23 |
|
0,52 0,0087 |
0,80 0,0133 |
1,50 0,0250 |
2,90 0,0484 |
5,6 0,0934 |
10,0 0,167 |
24,0 0,40 |
47 0,784 |
75 1,25 |
|
0,53 0,0088 |
0,81 0,0135 |
1,55 0,0258 |
2,95 0,0492 |
5,7 0,0950 |
10,5 0,179 |
24,5 0,409 |
48 0,80 |
76 1,27 |
|
0,54 0,0090 |
0,82 0,0137 |
1,60 0,0267 |
3,0 0,050 |
5,8 0,0967 |
11,0 0,183 |
25,0 0,417 |
49 0,817 |
77 1,28 |
|
0,55 0,0092 |
0,83 0,0138 |
1,65 0,0275 |
3,1 0,0517 |
5,9 0,0984 |
11,5 0,192 |
25,5 0,425 |
50 0,834 |
78 1,30 |
|
0,56 0,0094 |
0,84 0,0140 |
1,70 0,0284 |
3,2 0,0535 |
6,0 0,10 |
12,0 0,20 |
26,0 0,434 |
51 0,850 |
79 1,32 |
|
0,57 0,0095 |
0,85 0,0142 |
1,75 0,0292 |
3,3 0,0550 |
6,1 0,102 |
12,5 0,208 |
27,0 0,450 |
52 0,867 |
80 1,33 |
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
|
Обозначение |
Единица измерения |
Наименование параметров |
|
1 |
2 |
3 |
|
|
|
Размеры обработки |
|
D, d |
мм |
Диаметр обрабатываемой детали, инструмента |
|
В |
мм |
Ширина обрабатываемой поверхности, паза |
|
t |
мм |
Глубина резания |
|
н |
мм |
Глубина обрабатываемого паза |
|
l |
мм |
Путь резания |
|
l1 |
мм |
Величина врезания инструмента |
|
l2 |
мм |
Величина перебега инструмента |
|
i |
|
Число рабочих ходов инструмента |
|
L |
мм |
Расчетный путь резания |
|
2h |
мм |
Общий припуск на обработку |
|
h |
мм |
Припуск на одну сторону |
|
v |
м/мин |
Скорость главного движения |
|
n |
об/мин или |
Частота вращения шпинделя |
|
nдв.х |
дв.ход/мин |
Число двойных ходов стола |
|
Р |
мм |
Шаг резьбы (звездочки к приводным цепям) |
|
|
|
Режимы обработки |
|
Si |
мм/об |
Подача на 1 оборот шпинделя |
|
Sz |
мм/зуб |
Подача на 1 зуб режущего инструмента |
|
St |
мм/ход |
Подача инструмента на глубину резания на один ход стола |
|
Sдв.t |
мм/дв.ход |
Подача инструмента за двойной ход стола |
|
Sм |
мм/мин |
Подача инструмента за одну минуту (минутная) |
|
Sпоп |
мм/ход |
Подача круга поперечная за один ход стола |
|
Nд |
кВт |
Мощность электродвигателя станка |
|
Т |
мин |
Период стойкости инструмента |
|
j |
град |
Главный угол в плане |
|
нв |
МПа |
Твердость материала по Бринелю |
|
sв |
МПа |
Предел прочности материала при растяжении |
|
m |
- |
Величина отношения р.х./х.х. |
|
Vр.х. |
м/мин |
Скорость главного движения резания |
|
Vх.х. |
м/мин |
Скорость холостого хода |
|
τ |
мин |
Затраты времени на реверсирование хода стола |
|
z |
- |
Число зубьев (зенкера, развертки) |
|
|
|
Время |
|
Нвр |
мин |
Норма времени |
|
Тпз (пз) |
мин |
Подготовительно-заключительное время |
|
Тш |
мин |
Штучное время на операцию |
|
tпер |
мин |
Вспомогательное время, связанное с переходом |
|
tву |
мин |
Вспомогательное время на установку и снятие детали |
|
tнш |
мин |
Неполное штучное время |
|
Tотл |
- |
Время на отдых и личные потребности в % от оперативного времени |
|
Tобc |
|
Время на обслуживание рабочего места (техническое и организационное) в % от оперативного времени |
|
Поправочные коэффициенты |
||
|
Ктш |
- |
Число деталей в партии |
|
Ктв |
- |
Твердость обрабатываемого материала |
|
Кпп |
- |
Предел прочности обрабатываемого материала |
|
Ксп |
- |
Состояние обрабатываемой поверхности |
|
Крж |
- |
Материал режущего инструмента |
|
Кз |
- |
Занятость рабочего |
|
Корм |
- |
Организация рабочих мест на предприятии |
|
Крс |
- |
Число работающих суппортов |
|
Кm |
- |
Отношение рабочего хода к холостому ходу |
|
КN |
- |
Мощность привода станка |
|
Кч |
- |
Главный угол в плане |
|
Кф |
- |
Форма обрабатываемой поверхности |
|
Кш |
- |
Шероховатость поверхности |
|
Кρ |
- |
Угол наклона (зуба) |
|
Кв |
- |
Вид нарезаемого зуба (внутренний, наружный) |
|
Кт |
- |
Точность обработки |
|
Ктж |
- |
Точность и жесткость станка |
|
Кс |
- |
Изменение штучного времени в зависимости от количества станков, обслуживаемых одним рабочим |
СОДЕРЖАНИЕ