 | Информационная система | |
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ПРИМЕНЕНИЮ СТАНДАРТОВ
НА СТАТИСТИЧЕСКИЙ ПРИЕМОЧНЫЙ КОНТРОЛЬ
РД 50-605-86
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
РАЗРАБОТАНЫ Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
А.А. Богатырев, канд. эконом, наук (научный руководитель); А.М. Бендерский, канд. техн. наук (научный консультант); Ю.Д. Филиппов, канд. техн. наук; Л.А. Фомина; С.Г. Атамась
ВНЕСЕНЫ Государственным комитетом СССР по стандартам
Начальник Технического управления М.А. Довбенко
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31 марта 1986 г. № 851
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
Утверждены Постановлением Госстандарта от 31 марта 1986 г. № 851, срок введения установлен
с 01.01.87
Настоящие методические указания устанавливают обоснованный выбор планов выборочного контроля, содержащихся в государственных стандартах на статистический приемочный контроль.
Методические указания следует использовать при подготовке и заключении договоров на поставку продукции, контроль которой осуществляют выборочно, при разработке документов по проверке предприятий территориальными органами Госстандарта, а также при разработке стандартов, технических условий и других нормативных документов на правила приемки и методы контроля или при их пересмотре.
Методические указания разработаны на основании ГОСТ 23853-79 и государственных стандартов на статистический приемочный контроль.
Термины и определения, применяемые в настоящих методических указаниях, - по ГОСТ 15895-77, ГОСТ 15467-79 и ГОСТ 16504-81.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Под статистическим приемочным контролем качества продукции понимается выборочный контроль качества продукции, основанный на применении методов математической статистики, для проверки соответствия качества продукции установленным требованиям и принятия решения.
Статистический приемочный контроль качества продукции не следует обязательно связывать с приемкой или контролем только готовой продукции. Он может применяться на операциях входного контроля материалов, сырья и комплектующих изделий, контроля закупок, при операционном контроле и т.д., т.е. в тех случаях, где надо решить вопрос - принять или отклонить партию продукции.
Статистический приемочный контроль позволяет при небольших заранее установленных рисках поставщика и потребителя устанавливать такие планы контроля, при которых по результатам контроля выборки можно делать обоснованное заключение о качестве всей партии продукции.
1.2. Основными задачами статистического приемочного контроля являются:
обеспечение с большой достоверностью оценки качества продукции, предъявленной на контроль;
обеспечение однозначности взаимного признания результатов оценки качества продукции между поставщиком и потребителем, осуществляемой по одним и тем же планам выборочного контроля.
1.3. Планы выборочного контроля должны применяться в строгом соответствии с требованиями государственных стандартов на статистический приемочный контроль.
Под планом выборочного контроля понимается совокупность данных об объеме выборки и контрольных нормативах.
Под контрольным нормативом понимается минимальное или максимальное значение, установленное в нормативно-технической документации и представляющее собой критерий для принятия решения по результатам выборочного контроля относительно соответствия продукции установленным требованиям.
1.4. Обоснованный выбор планов контроля может быть сделан лишь на основе анализа оперативной характеристики. Каждому плану контроля соответствует своя оперативная характеристика, которая отличает его от других планов контроля.
Оперативная характеристика - выраженная уравнением, графиком или таблицей зависимость вероятности приемки партии продукции от величины, характеризующей качество этой партии для данного плана контроля.
1.5. Качество партии продукции можно оценивать долей дефектности в ней или распределением значения определенного параметра продукции, например тока анода, напряжения разрушения материала и т.д.
В соответствии с этим различают контроль качества продукции по количественному, качественному или альтернативному признакам.
В настоящих методических указаниях контроль по качественному признаку не рассматривается, так как он не стандартизован.
1.6. Для правильного применения статистических методов контроля необходимо определить:
метод статистического приемочного контроля (см. разд. 2);
уровень дефектности (см. разд. 3);
оперативную характеристику (см. разд. 4);
тип плана контроля (см. разд. 5);
вид контроля (см. разд. 6);
уровень контроля (см. разд. 7);
принцип формирования и записи единиц продукции (см. разд. 8);
принцип формирования контролируемой партии продукции (см. разд. 9);
метод отбора и формирования выборки (см. разд. 10).
1.7. С учетом исходных данных, изложенных в п. 1.6, устанавливают объем выборки, контрольные нормативы и решающие правила. Под решающим правилом понимается указание, предназначенное для принятия решения относительно приемки партии продукции по результатам ее контроля (например, контроль с заменой дефектных единиц продукции на годные, применение усеченного контроля и т.д.).
2. МЕТОДЫ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ
2.1. Статистический приемочный контроль по количественному признаку
2.1.1. Под статистическим приемочным контролем по количественному признаку понимается контроль качества продукции, в ходе которого определяют значения параметра, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от этих значений.
Контроль по количественному признаку дает больше информации о качестве продукции и поэтому требует меньшего объема выборки по сравнению с контролем по альтернативному признаку при одном и том же риске принятия ошибочных решений, с другой стороны - применим только для одного контролируемого параметра, более трудоемкий, требует более совершенных средств измерений и более высокой квалификации исполнителей.
Пример. При измерении сопротивления электрического конденсатора находим, что оно составляет 1780 Ом. В этом случае мы получили больше необходимой информации о качестве данного конденсатора, чем знали бы о том, что его сопротивление меньше предельно заданной величины.
2.1.2. Учитывая особенности, изложенные в п. 2.1.1, статистический приемочный контроль по количественному признаку целесообразно применять при высокой стоимости контроля и для наиболее важных параметров продукции.
2.1.3. При контроле по количественному
признаку контролер должен с помощью средств измерений зафиксировать значения
контролируемого параметра Xi, найти выборочное среднее арифметическое значение ![]() и оценить его отклонение Q от
одной (верхней Тв или нижней Тн) или двух значений заданных
границ. Полученные значения Q сравнивают
с заранее установленными контрольными нормативами и по результатам этого
сравнения принимают решение о контролируемой партии продукции (принять или
забраковать ее).
и оценить его отклонение Q от
одной (верхней Тв или нижней Тн) или двух значений заданных
границ. Полученные значения Q сравнивают
с заранее установленными контрольными нормативами и по результатам этого
сравнения принимают решение о контролируемой партии продукции (принять или
забраковать ее).
Если при контроле используют ГОСТ 20736-75, то контрольные нормативы следует выбирать из таблиц данного стандарта.
2.1.4. Статистический приемочный контроль по количественному признаку следует осуществлять с применением шкальных средств измерений (контроля) с ценой деления шкалы, не превышающей среднее квадратическое отклонение контролируемого параметра. В тех случаях, когда среднее квадратическое отклонение неизвестно, можно использовать его оценку, полученную по выборочным данным.
2.1.5. ГОСТ 20736-75 содержит одноступенчатые планы выборочного контроля. Область его применения ограничена нормальным законом распределения контролируемого параметра.
Проверку согласия опытного распределения с нормальным законом распределения следует осуществлять по ГОСТ 11.006-74.
Если исходные допущения о законе распределения контролируемого параметра не будут выполняться, то контроль может привести к ошибочным решениям.
На примере данного стандарта в настоящих методических указаниях рассматриваются общие принципы выбора и применения планов выборочного контроля по количественному признаку.
2.1.6. Для выбора плана контроля необходимо установить:
объем партии продукции (табл. 1 ГОСТ 20736-75);
уровень контроля (табл. 1 ГОСТ 20736-75);
приемочный уровень дефектности AQL;
вид контроля;
среднее квадратическое отклонение или метод его оценки;
способ контроля;
контролируемый параметр с указанием его границ.
На основании приведенных исходных данных по соответствующим таблицам стандарта выбирается план выборочного контроля: объем выборки и контрольный норматив.
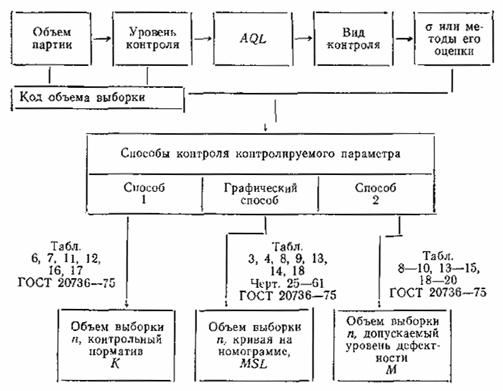
На черт. 1 приведена блок-схема, определяющая последовательность действий при выборе плана контроля по ГОСТ 20736-75 (см. пп. 2.1.6.1 - 2.1.6.6).
2.1.6.1. Объем партии может устанавливаться как одним числом (например, 100, 150, 200 и т.д.), так и предельными - верхними и нижними значениями (например, 91 - 150, 151 - 280, 281 - 500 и т.д.).
2.1.6.2. В ГОСТ 20736-75 установлено пять уровней контроля (три общих и два специальных).
Основным для применения является II общий уровень контроля, с него следует начинать контроль, если не оговорено применение другого уровня контроля. Обоснование выбора уровня контроля приведено в разд. 7 настоящих методических указаний.
2.1.6.3. При применении ГОСТ 20736-75 допускается устанавливать два разных значения приемочного уровня дефектности AQL: для верхней (AQLв) и для нижней (AQLн) границ контролируемого параметра, или одно общее значение AQL для верхней и нижней границ контролируемого параметра. В таблицах стандарта AQL выражен в процентах дефектных единиц продукции. Обоснование выбора AQL приведено в п. 3.6 настоящих методических указаний и ГОСТ 23853-79, разд. 4.
2.1.6.4. В ГОСТ 20736-75 установлены три вида контроля: нормальный, усиленный и ослабленный. Планы контроля для нормального и усиленного вида контроля выбираются из одних и тех же таблиц стандарта, сверху указаны значения AQL для нахождения контрольных нормативов при нормальном виде контроля, снизу - при усиленном. Для планов контроля при ослабленном виде контроля в стандарте приведены отдельные таблицы. Нормальный вид контроля является основным видом контроля и применяется во всех случаях, если в нормативно-технической документации не оговорено применение другого вида контроля.
Нормальный вид контроля действует до тех пор, пока поставщик предъявляет на контроль партии продукции, соответствующие установленному значению приемочного уровня дефектности. Если эти условия нарушаются, то переходят к усиленному виду контроля. В стандарте приведены правила перехода от одного вида контроля к другому. Усиление контроля осуществляется за счет уменьшения значения AQL при неизменном объеме выборки.
2.1.6.5. При контроле по количественному признаку среднее квадратическое отклонение s контролируемого параметра может быть либо известно (например, когда оно получено по результатам обработки не менее 100 наблюдений контролируемого параметра), либо неизвестно. Если среднее квадратическое отклонение известно, то используется s - план контроля (см. разд. 4 ГОСТ 20736-75). Этот метод предусматривает наименьший объем выборки по сравнению с другими методами и требует меньше вычислений. Если среднее квадратическое отклонение s неизвестно, то стандарт предусматривает два метода оценки: по выборочному среднему квадратическому отклонению S или по размаху R. В первом случае используется S-план контроля (см. разд. 2 ГОСТ 20736-75), во втором случае - R-план контроля (см. разд. 3 ГОСТ 20736-75).
При
выборе метода следует иметь в виду, что S-метод
требует меньшего объема выборки, чем R-метод. Предпочтительнее
оценивать среднее квадратическое отклонение s по выборочному среднему квадратическому
отклонению S, а не по размаху R, так как
первый метод оценки дает более точные результаты. Поэтому S-метод
является основным методом оценки s при контроле
качества продукции по количественному признаку, несмотря на то, что он требует
более сложных вычислений, чем R-метод. При использовании R-метода
следует иметь в виду, что, чем больше объем выборки, тем меньше информации дает
ее размах о значении среднего квадратического отклонения s. При объеме выборки, больше 8 единиц продукции,
оценивать среднее квадратическое отклонение по размаху вообще не рекомендуется.
В этих случаях данный стандарт предусматривает применение среднего размаха ![]() . Для
получения среднего размаха
. Для
получения среднего размаха ![]() выборку
разбивают на несколько подгрупп по пять результатов измерений в каждой подгруппе.
Затем в каждой подгруппе определяют размах как разность между максимальным и
минимальным значением контролируемого параметра в подгруппе. Средний размах
выборки определяют как среднее арифметическое значение размахов подгрупп
рассматриваемой выборки. При разбиении результатов выборки на подгруппы
необходимо располагать их в порядке получения.
выборку
разбивают на несколько подгрупп по пять результатов измерений в каждой подгруппе.
Затем в каждой подгруппе определяют размах как разность между максимальным и
минимальным значением контролируемого параметра в подгруппе. Средний размах
выборки определяют как среднее арифметическое значение размахов подгрупп
рассматриваемой выборки. При разбиении результатов выборки на подгруппы
необходимо располагать их в порядке получения.
2.1.6.6. В ГОСТ 20736-75 предусмотрены два способа контроля и графический, который является модификацией первого способа. В основе первого способа лежит оценка среднего арифметического значения контролируемого параметра, в основе второго - оценка входного уровня дефектности.
Первый способ заключается в том, что вычисленное нормированное отклонение Q сравнивают со значением контрольного норматива К (KS; Kr; Кs), который находят из таблиц стандарта.
Если Q ³ K, то партию принимают.
Если Q < K или хотя бы одна из величин Q отрицательна, то партию бракуют.
Данный способ следует применять, когда не требуется оценка входного уровня дефектности.
Второй
способ заключается в том, что по вычисленному нормированному отклонению Q
и известному объему выборки п с
помощью таблиц стандарта находят оценочное значение входного уровня дефектности
![]() . Значение
. Значение
![]() сравнивают с допускаемым уровнем
дефектности М (MS; MR;
Ms),
значение которого находят из соответствующих таблиц стандарта.
сравнивают с допускаемым уровнем
дефектности М (MS; MR;
Ms),
значение которого находят из соответствующих таблиц стандарта.
Если
![]() < М, то партию принимают.
< М, то партию принимают.
Если
![]() > М или хотя бы одна из
величин Q отрицательна, то партию бракуют.
> М или хотя бы одна из
величин Q отрицательна, то партию бракуют.
Первый cпособ контроля более простой по сравнению со вторым. Однако на практике часто возникают ситуации, когда важно не только принять решение относительно партии продукции (принять или забраковать), но и знать ее входной уровень дефектности. В этих случаях применение второго способа контроля предпочтительнее.
Графический
способ контроля применяется только при двух заданных границах контролируемого
параметра. Преимущество данного способа контроля состоит в его наглядности. По
значениям границ контролируемого параметра, среднего арифметического значения ![]() и среднего
квадратического отклонения s
(или его оценки) определяют точки: s/(Тв
- Тн)
и (
и среднего
квадратического отклонения s
(или его оценки) определяют точки: s/(Тв
- Тн)
и (![]() - Тн)/(Тв
- Тн), которые затем наносят на
номограмму, и по расположению этих точек принимают решения относительно приемки
партии продукции (см. приложение 2, черт. 1). Аналогичным образом
определяют и для S- или R-планов
контроля.
- Тн)/(Тв
- Тн), которые затем наносят на
номограмму, и по расположению этих точек принимают решения относительно приемки
партии продукции (см. приложение 2, черт. 1). Аналогичным образом
определяют и для S- или R-планов
контроля.
2.1.7. Для выбора s, S, R-планов контроля в таблицы стандарта входят со значениями AQL и кода объема выборки. Знание вида контроля и метода оценки среднего квадратического отклонения необходимо для выбора номера таблицы. В зависимости от номера таблицы одному и тому же коду объема выборки могут отвечать разные численные значения объема выборки.
Примеры применения правил настоящего стандарта приведены в справочном приложении 2, примеры 1 - 2.
2.2. Статистический приемочный контроль по альтернативному признаку
2.2.1. Под статистическим приемочным контролем по альтернативному признаку понимают контроль качества продукции по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории годных или дефектных, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от результатов сравнения числа обнаруженных в выборке дефектных единиц продукции или числа дефектов с контрольным нормативом.
Контроль по альтернативному признаку менее информативен, чем контроль по количественному признаку, поэтому он требует большего объема выборки при одних и тех же рисках поставщика и потребителя. Однако преимуществом этого метода контроля является простота и оперативность его проведения, так как при этом не требуется сложных вычислений, сложных средств измерения и высококвалифицированных специалистов.
2.2.2. Статистический приемочный контроль по альтернативному признаку можно осуществлять с помощью как простейших средств измерения (например, таких как шаблонов, пробок, калибров, скоб и т.п.), так и более сложных, включая автоматические устройства.
2.2.3. Статистический приемочный контроль по альтернативному признаку можно осуществлять как с классификацией дефектных единиц продукции, так и дефектов по их значимости на критические, значительные и малозначительные.
2.2.4. Классифицировать дефектные единицы продукции по группам необходимо так, чтобы дефекты в пределах каждой группы имели одинаковую значимость, а контролировать их следует по разным планам контроля в зависимости от значимости дефектов.
2.2.5. В тех случаях, когда в единице продукции встречается не один, а несколько дефектов, целесообразно классифицировать не дефектные единицы продукции, а дефекты. При этом следует иметь в виду, что ошибочная классификация дефектов может привести к неправильному выбору плана контроля.
Например, классификация значительного дефекта как малозначительного может привести к необоснованному применению ослабленного контроля и, наоборот, классификация малозначительного дефекта как значительного может привести к применению более жесткого контроля.
Примеры применения контроля с классификацией дефектов приведены в справочном приложении 3, примеры 1 - 5.
2.2.6. Статистический приемочный контроль по альтернативному признаку может осуществляться по ГОСТ 18242-72, ГОСТ 16493-70, ГОСТ 24660-81, а также по СТ СЭВ 293-76, который введен в действие в стране непосредственно в качестве государственного стандарта. Наиболее универсальным из них является ГОСТ 18242-72.
На примере данного стандарта в настоящих методических указаниях рассматриваются общие принципы выбора и применения планов контроля по альтернативному признаку. Основные принципы построения и применения ГОСТ 16493-70, ГОСТ 24660-81 и СТ СЭВ 293-76 приведены в справочном приложении 1, пп. 2 - 4.
2.2.7. Для выбора плана контроля из ГОСТ 18242-72 необходимо установить:
объем партии продукции (табл. 1 ГОСТ 18242-72);
уровень контроля (табл. 1 ГОСТ 18242-72);
приемочный уровень дефектности AQL;
вид контроля;
тип плана контроля;
виды дефектов;
контролируемые свойства продукции.
На основании приведенных исходных данных по соответствующим таблицам стандарта выбирается план контроля: объем выборки и контрольный норматив (приемочные и браковочные числа).
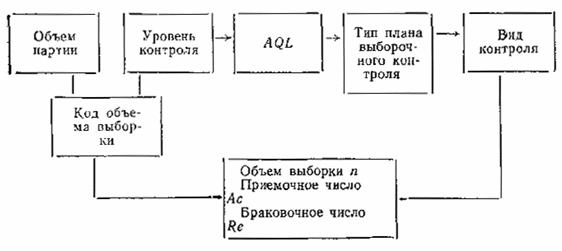
На черт. 2 приведена блок-схема, определяющая последовательность действий при выборе плана контроля по ГОСТ 18242-72 (см. пп. 2.2.7.1 - 2.2.7.6).
2.2.7.1. Объем партии устанавливается так же, как в п. 2.1.6.1 настоящих методических указаний.
2.2.7.2. В стандарте установлено семь уровней контроля (три общих и четыре специальных).
Назначение уровней контроля то же, что и в ГОСТ 20736-75.
Основным для применения является II общий уровень контроля и с него следует начинать контроль, если не оговорено применение другого уровня контроля. Обоснование выбора уровня контроля приведено в разд. 7 настоящих методических указаний.
2.2.7.3. Приемочный уровень дефектности AQL в таблицах ГОСТ 18242-72 выражен как процентом дефектных единиц продукции, так и числом дефектов на 100 единиц продукции. Приемочный уровень дефектности представляет собой исходное значение уровня дефектности, которое служит основой для выбора плана контроля. Обоснование выбора AQL приведено в п. 3.6 настоящих методических указаний и ГОСТ 23853-79, разд. 4.
2.2.7.4. В ГОСТ 18242-72 регламентированы следующие типы планов контроля: одноступенчатый, двухступенчатый, многоступенчатый и последовательный. Обоснование выбора типов планов контроля приведено в разд. 5 настоящих методических указаний.
2.2.7.5. В ГОСТ 18242-72 так же, как и в ГОСТ 20736-75, установлено три вида контроля: нормальный, усиленный и ослабленный, с правилами перехода от одного вида контроля к другому и в обратном направлении.
Усиление контроля в ГОСТ 18242-72 осуществляется за счет уменьшения приемочного числа Ас, если оно не равно нулю. При Ас, равном нулю, усиление контроля осуществляется за счет увеличения объема выборки при сохранении Ас таким же, как при нормальном виде контроля. Нормальный вид контроля является основным видом контроля и применяется во всех случаях, если в нормативно-технической документации не оговорено применение другого вида контроля.
Обоснование выбора вида контроля приведено в разд. 6 настоящих методических указаний.
2.2.7.6. Для выбора плана контроля в таблицы стандарта входят со значением кода объема выборки и AQL. Знание вида контроля и типа плана контроля необходимо для выбора номера таблицы. Пример применения правил ГОСТ 18242-72 приведен в справочном приложении 3, пример 6.
3. УРОВЕНЬ ДЕФЕКТНОСТИ
3.1. Уровень дефектности характеризует качество партии продукции. Чем меньше уровень дефектности партии, тем выше ее качество.
Уровень дефектности может быть выражен процентом дефектных единиц продукции, определяемом из соотношения:
![]()
или числом дефектов на сто единиц продукции, определяемом из соотношения:
![]()
Первое соотношение используют в том случае, когда достаточно знать число дефектных единиц продукции из числа проконтролированных. При этом единица продукции считается дефектной, если она имеет хотя бы один дефект.
Второе соотношение используют в том случае, когда важно знать число дефектов в проконтролированных единицах продукции, если в единице продукции может быть более одного дефекта. При этом дефектом считается каждое отдельное несоответствие продукции установленным требованиям.
3.2. Уровень дефектности может быть входным или выходным.
Под входным уровнем дефектности понимают уровень дефектности в партии или потоке продукции, поступающем на контроль за определенный интервал времени.
Под выходным уровнем дефектности понимают уровень дефектности в принятой партии или потоке продукции за определенный интервал времени.
Более достоверное представление о качестве продукции дают средний входной уровень дефектности и средний выходной уровень дефектности, определяемые по нескольким партиям.
3.3. Средний входной уровень дефектности ![]() характеризует качество
поставляемой продукции и обусловлен техническими возможностями производства и
не зависит от плана контроля.
характеризует качество
поставляемой продукции и обусловлен техническими возможностями производства и
не зависит от плана контроля.
Значение
![]() может быть получено по результатам
сплошного или выборочного контроля нескольких партий продукции, поступающих на
контроль по формулам, приведенным в п. 3.1. Значение
может быть получено по результатам
сплошного или выборочного контроля нескольких партий продукции, поступающих на
контроль по формулам, приведенным в п. 3.1. Значение ![]() будет тем более точным, чем по большему
числу проконтролированных единиц продукции оно будет вычислено.
будет тем более точным, чем по большему
числу проконтролированных единиц продукции оно будет вычислено.
Значение
![]() может быть использовано
в качестве исходного значения для выбора приемочного уровня дефектности. На
оценке входного уровня дефектности построен второй способ контроля в ГОСТ
20736-75.
может быть использовано
в качестве исходного значения для выбора приемочного уровня дефектности. На
оценке входного уровня дефектности построен второй способ контроля в ГОСТ
20736-75.
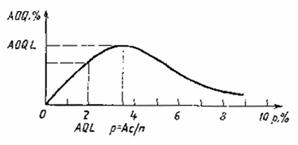
3.4. Средний выходной уровень дефектности AOQ характеризует качество принятой продукции и зависит от плана контроля. Средний выходной уровень дефектности AOQ зависит от входного уровня дефектности р. Эта зависимость определяется по формуле:
![]()
где Р - вероятность приемки партии, в долях;
р - входной уровень дефектности, в процентах;
N - объем партии;
п - объем выборки.
На черт. 3 показана графическая форма этой зависимости. Она справедлива при условии, что контроль осуществляется с разбраковыванием, при котором из забракованных партий изымают все дефектные единицы продукции и заменяют их на годные, и такие партии включают в число принятых.
Если известен входной уровень дефектности р или, по крайней мере, известно, что р не превышает значение AQL, то при приведенной формуле можно определить средний выходной уровень дефектности при известных N и п. Вероятность приемки партии Р определяют по оперативной характеристике для данного плана контроля при известном р.
Вычисление среднего выходного уровня дефектности невозможно, если неизвестно значение входного уровня дефектности р. Задача эта тем более осложняется тем, что значение р меняется от партии к партии. Поэтому в стандартах на статистический приемочный контроль вместо среднего выходного уровня дефектности AOQ приводятся значения предела среднего выходного уровня дефектности, которые вычисляют при постоянном для данного плана контроля значении р.
3.5. Предел среднего выходного уровня дефектности AOQL. Это есть максимальное значение среднего выходного уровня дефектности, соответствующее определенному плану выборочного контроля. Значение AOQL для заданного плана контроля можно вычислить по формуле, приведенной в п. 3.4 при значении р, определяемом из условия р = (Ас/п) × 100, (Ас ¹ 0) и значении Р, определяемом по оперативной характеристике для данного плана контроля при этом значении р.
При дальнейшем увеличении значения р, как видно из графика на черт. 3, средний выходной уровень дефектности AOQ начинает уменьшаться. Это происходит за счет увеличения доли забракованных партий продукции, которые должны включаться в число принятых после замены в них всех обнаруженных дефектных единиц продукции на годные. Следовательно, каким бы большим ни был входной уровень дефектности р, средний выходной уровень дефектности AOQ в длинной серии партий не может превысить предела среднего выходного уровня дефектности AOQL. Но следует иметь в виду, что это дается ценой увеличения трудоемкости контроля, связанного с разбраковыванием непринятых партий продукции.
Предел среднего выходного уровня дефектности AOQL может превышать приемочный уровень дефектности не более, чем в 1,75 раза при условии, если входной уровень дефектности в партиях, поступающих на контроль, существенно превышает допускаемое значение AQL.
В ГОСТ 18242-72 приведены коэффициенты, которые позволяют получить значение AOQL для выбранного плана контроля путем умножения их на (1 - n/N). Если объем выборки n мал по сравнению с объемом партии N, то выражение в скобках мало отличается от единицы и тогда сами коэффициенты являются достаточно точной оценкой предела среднего выходного уровня дефектности. В ГОСТ 16493-70 и СТ СЭВ 293-76 приведены значения предела среднего выходного уровня дефектности для каждого плана выборочного контроля.
3.6. Приемочный уровень дефектности AQL
3.6.1. Под приемочным уровнем дефектности понимают максимальный уровень дефектности для одиночных партий или средний уровень дефектности для последовательности партий, который для целей приемки продукции рассматривается как удовлетворительный. Приемочному уровню дефектности для определенного плана контроля соответствует высокая вероятность приемки партии Р при условии, что входной уровень дефектности р не превышает значение AQL. Приемочный уровень дефектности AQL представляет собой такое значение уровня дефектности, на которое согласны и поставщик и потребитель и которое служит основой для определения контрольного норматива.
3.6.2. При выборе значения AQL следует учитывать многие факторы, вытекающие из необходимости удовлетворения требований потребителя:
соображения экономического характера (например, стоимость контроля, убытки от брака и т.п.), назначение продукции, требования ее безопасности, условия эксплуатации, возможности устранения дефектов и т.д.
3.6.3. Потребитель заинтересован в приемке бездефектной продукции, поэтому для него предпочтительнее выбирать возможно наименьшее значение AQL, при котором его риск b принять плохую партию продукции (т.е. с браковочным уровнем дефектности) будет наименьшим. Однако выбор необоснованно малого значения AQL приведет к значительному увеличению риска поставщика a, в результате чего поставщик будет нести убытки от забракования значительной доли хорошей продукции.
3.6.4. Поставщик заинтересован в сдаче своей продукции с первого предъявления, поэтому для него предпочтительнее выбирать возможно наибольшее значение AQL, при котором его риск забраковать хорошую партию продукции (т.е. с приемочным уровнем дефектности) будет малым. Однако выбор необоснованно большого значения AQL приведет к значительному увеличению доли дефектной продукции, получаемой потребителем.
3.6.5. Приемочный уровень дефектности должен назначаться независимо от входного уровня дефектности.
Экспериментальное определение входного уровня дефектности осуществляется с целью решения вопроса о выборе вида контроля, выборочного для заданного значения AQL или сплошного для значения AQL равного нулю.
Если средний входной уровень дефектности для отлаженного и стабильного производственного процесса будет меньше заданного значения AQL, то целесообразно осуществлять статистический приемочный контроль. В этом случае, как правило, браковка партий продукции будет следствием разладки производственного процесса и указывать на необходимость его корректировки. Если средний входной уровень дефектности для отлаженного и стабильного производственного процесса будет больше заданного значения AQL, то целесообразно осуществлять сплошной контроль для значения AQL равного нулю.
3.6.6. Приемочный уровень дефектности определяет степень строгости выборочного контроля. Чем меньше значение AQL, тем более строгим является выборочный контроль. С помощью приемочного уровня дефектности осуществляется регулирующее воздействие на качество поставляемой продукции. Поэтому с целью повышения качества продукции необходимо периодически (например, через год, два и т.д.) корректировать значение AQL в сторону его уменьшения.
3.6.7. В государственных стандартах на статистический приемочный контроль (ГОСТ 18242-72, ГОСТ 20736-75, ГОСТ 24660-81, СТ СЭВ 293-76) выбор контрольных нормативов зависит от заданного значения приемочного уровня дефектности, поэтому при выборе приемочного уровня дефектности необходимо пользоваться значениями, установленными в стандартах на статистический приемочный контроль. Использование промежуточных значений AQL нецелесообразно, так как при этом необходимо будет вычислять контрольные нормативы.
3.6.8. Поставщик должен следить за тем, чтобы
средний входной уровень дефектности ![]() не превышал установленное значение AQL. При увеличении среднего входного уровня
дефектности поставщик будет нести убытки от возврата продукции, так как
вероятность приемки партии с входным уровнем дефектности р, превышающим установленное значение AQL, будет уменьшаться.
не превышал установленное значение AQL. При увеличении среднего входного уровня
дефектности поставщик будет нести убытки от возврата продукции, так как
вероятность приемки партии с входным уровнем дефектности р, превышающим установленное значение AQL, будет уменьшаться.
3.7. Браковочный уровень дефектности LQ
3.7.1. Под браковочным уровнем дефектности понимают минимальный уровень дефектности в одиночной партии, который для целей приемки продукции рассматривается как неудовлетворительный. Браковочному уровню дефектности для данного плана контроля соответствует высокая вероятность забракования партии.
3.7.2. План контроля, выбранный исходя из заданного значения браковочного уровня дефектности, дает большую гарантию, что партия продукции с браковочным уровнем дефектности не будет принята.
3.7.3. В ГОСТ 16493-70 в качестве одного из исходных параметров, определяющих план контроля, используется браковочный уровень дефектности. План контроля можно выбрать при значении риска потребителя b, равном 5 или 10 процентам.
В ГОСТ 18242-72 приведены таблицы, позволяющие определить браковочный уровень дефектности при значениях риска потребителя, равном 5 или 10 процентам, при заданном значении приемочного уровня дефектности и известном значении объема выборки. Пример выбора плана контроля на основе браковочного уровня дефектности приведен в справочном приложении 3 (пример 7).
4. ОПЕРАТИВНАЯ ХАРАКТЕРИСТИКА ПЛАНА ВЫБОРОЧНОГО КОНТРОЛЯ
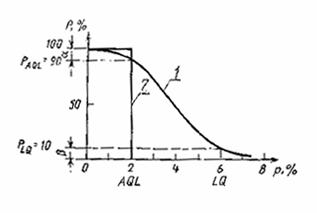
4.1. Оперативная характеристика определяет зависимость вероятности приемки партии Р от входного уровня дефектности р. Оперативная характеристика может быть выражена уравнением, таблицей или графиком. Наиболее наглядной формой ее является графическая, поэтому она обычно используется в стандартах на статистический приемочный контроль (черт. 4, график 1). Часто используется и табличная форма, которая позволяет определить точное значение вероятности приемки партии Р при заданном значении входного уровня дефектности р.
Вероятность приемки партии можно истолковать как ожидаемый процент партий (если Р выражается в процентах), которые будут приняты данным планом выборочного контроля при заданном входном уровне дефектности р, из числа предъявленных партий на контроль. Это ожидаемое значение будет тем более соответствовать фактическому проценту принятых данным планом выборочного контроля партий продукции, чем для большего числа контролируемых партий оно определено.
4.2. При выборочном контроле не всегда принимают безошибочное решение о контролируемой партии. Это объясняется тем, что решение основано на оценке входного уровня дефектности, которая бывает не всегда точной. В силу этого при выборочном контроле существует риск забраковать хорошую партию продукции, т.е. партию с входным уровнем дефектности, не превышающем заданное значение AQL. Этот риск называют риском поставщика a, так как он приводит к ущербу поставщика от ошибочного забракования хорошей партии. Из-за этого риска вероятность приемки партии Р с приемочным уровнем дефектности всегда меньше ста процентов на величину риска a, т.е. PAQL = 100 - a (см. черт. 4).
При выборочном контроле существует также риск принять плохую партию продукции, т.е. партию с браковочным уровнем дефектности. Этот риск называют риском потребителя b, так как он приводит к ущербу потребителя от приемки плохой партии продукции. Вероятность приемки партии Р с браковочным уровнем дефектности LQ равна величине этого риска, т.е. PLQ = b (см. черт. 4).
4.3. Чем меньше риски a и b, тем эффективнее план выборочного контроля. Добиться одновременного уменьшения рисков a и b можно только путем увеличения объема выборки (при этом соответственно увеличивается и трудоемкость контроля).
При объеме выборки, равном объему партии, т.е. при сплошном контроле риски a и b могут быть сведены к нулю (если дефекты выявляются полностью). Для такого случая оперативная характеристика имеет вид ломаной линии (см. черт. 4, график 2). Такая оперативная характеристика называется идеальной.
Чем меньше риски a и b, тем больше график оперативной характеристики плана выборочного контроля по своей форме приближается к графику идеальной оперативной характеристики.
4.4. Для обоснованного выбора плана выборочного контроля (по альтернативному признаку) важно знать зависимость вероятности приемки партии Р от объема выборки п и приемочного числа Ас при неизменных исходных данных.
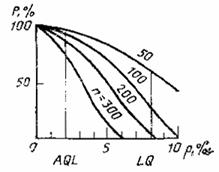
4.4.1. С увеличением объема выборки п (при неизменных значениях N, Ас и р) вероятность приемки партии Р уменьшается (см. черт. 5).
Для поставщика увеличение объема выборки невыгодно, - увеличивается риск забраковать хорошую партию продукции.
Для потребителя увеличение объема выборки выгодно - уменьшается риск принять плохую партию продукции.
4.4.2. С увеличением приемочного числа Ас (при неизменных значениях N, п и р) вероятность приемки партии увеличивается (см. черт. 6).
Зависимость Р от п
Зависимость Р от Ас
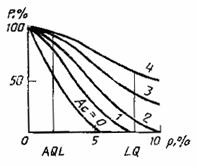
Для поставщика увеличение приемочного числа выгодно, - уменьшается риск забраковать хорошую партию продукции.
Для потребителя увеличение приемочного числа невыгодно - увеличивается риск принять плохую партию продукции.
4.4.3. С точки зрения интересов потребителя выгоднее использовать план выборочного контроля с большим объемом выборки и с малым приемочным числом, так как уменьшается риск принять плохую партию продукции.
С точки зрения интересов поставщика выгоднее использовать план выборочного контроля с малым объемом выборки и с большим приемочным числом, так как уменьшается риск забраковать хорошую партию продукции.
При таких взаимоотношениях между поставщиком и потребителем при выборе плана выборочного контроля необходим компромисс. Он в основном достигается путем соглашения сторон на приемлемое для обоих значение приемочного уровня дефектности AQL.
4.5. В государственных стандартах на статистический приемочный контроль приведены оперативные характеристики почти для всех планов выборочного контроля в графической или табличной форме. По этим оперативным характеристикам можно определить риски a и b. По графику эти риски определяют по значениям Р (на вертикальной оси), соответствующим известным значениям AQL и LQ. Тогда риск поставщика a = 100 - PAQL, а риск потребителя b = PLQ (см. черт. 4). В таблицах приведены квантили оперативных характеристик (т.е. значения входного уровня дефектности р), соответствующие заданным значениям вероятности приемки партии Р. В этом случае для определения рисков в таблице находят квантиль, равную (или близкую) заданному значению AQL или LQ, и находят соответствующее им значение Р. Тогда риски a и b определяют из тех же соотношений, что и для графика.
5. ТИПЫ ПЛАНОВ ВЫБОРОЧНОГО КОНТРОЛЯ
5.1. Государственными стандартами на статистический приемочный контроль регламентированы следующие типы планов выборочного контроля: одноступенчатые, двухступенчатые, многоступенчатые и последовательные. Данные типы планов контроля различаются числом отбираемых на контроль выборок. Все перечисленные типы планов контроля используются в ГОСТ 18242-72. В остальных государственных стандартах на статистический приемочный контроль используется только одноступенчатый тип плана контроля.
Одноступенчатые планы выборочного контроля предусматривают отбор не более одной выборки, по результатам контроля которой принимают решение о контролируемой партии продукции.
Двухступенчатые планы выборочного контроля предусматривают отбор не более двух выборок, причем решение о контролируемой партии может быть принято как по результатам контроля только первой выборки, так и по общим результатам контроля двух выборок.
Многоступенчатые планы выборочного контроля предусматривают отбор не более семи выборок, причем решение о контролируемой партии может быть принято на каждой из этих ступеней контроля в зависимости от результатов контроля.
Последовательные планы выборочного контроля предусматривают отбор на контроль по одной единице продукции, причем решение о контролируемой партии может быть принято после контроля любой единицы продукции.
5.2. По сравнению с одноступенчатыми планами выборочного контроля более сложные типы планов выборочного контроля позволяют получить выигрыш в среднем объеме выборки и тем самым сократить трудоемкость контроля. Этот выигрыш будет тем большим, чем более сложный тип плана выборочного контроля используют. Наиболее эффективными в этом отношении являются последовательные планы выборочного контроля, которые позволяют сократить средний объем контроля вдвое по сравнению с одноступенчатыми планами.
В ГОСТ 18242-72 приведена табл. 19, с помощью которой можно оценить выигрыш в среднем объеме выборки при переходе от одноступенчатого плана выборочного контроля на двухступенчатый или многоступенчатый.
При выборе типа плана выборочного контроля следует учитывать, что одноступенчатые планы выборочного контроля наиболее просты в организационном отношении.
5.3. Двухступенчатые и многоступенчатые планы выборочного контроля построены таким образом, что их оперативные характеристики мало отличаются от соответствующих оперативных характеристик одноступенчатых планов выборочного контроля, поэтому риски a и b для этих типов планов выборочного контроля определяют по оперативным характеристикам одноступенчатых планов контроля.
5.4. При высокой стоимости контроля или при разрушающем контроле можно сокращать число единиц продукции, подлежащих контролю, не снижая достоверности результатов контроля, путем использования усеченного контроля (только при контроле по альтернативному признаку). Усечение контроля осуществляют путем прекращения контроля, как только результаты контроля позволяют принять решение о контролируемой партии продукции. Например, при использовании плана усеченного одноступенчатого выборочного контроля контроль следует вести до появления (п - Ас) годных единиц продукции (партию принимают) или (Aс + 1) дефектных единиц продукции (партию бракуют).
6. КОРРЕКТИРОВКА ПЛАНА ВЫБОРОЧНОГО КОНТРОЛЯ
6.1. В зависимости от результатов приемки контролируемых партий продукции государственными стандартами на статистический приемочный контроль предусмотрена возможность корректировки плана выборочного контроля с целью защиты интересов потребителя.
Существуют различные способы корректировки плана выборочного контроля, которые позволяют либо усиливать контроль при ухудшении результатов приемки партий продукции, либо ослаблять контроль при улучшении результатов приемки партий продукции.
Усиление контроля защищает потребителя от приемки им плохих партий продукции при снижении качества поставляемой продукции. Ослабление контроля позволяет потребителю существенно уменьшить трудоемкость контроля при удовлетворительном и стабильном качестве поставляемой продукции.
Любая корректировка плана выборочного контроля в конечном счете сводится к изменению либо объема выборки, либо приемочного числа, либо приемочного уровня дефектности. Корректировку плана выборочного контроля осуществляют по правилам, предусмотренным государственными стандартами на статистический приемочный контроль.
6.2. По ГОСТ 18242-72 корректировку плана выборочного контроля осуществляют путем использования правил перехода с нормального вида контроля на усиленный или ослабленный вид контроля.
6.2.1. Нормальный вид контроля гарантирует потребителю, что средний выходной уровень дефектности будет не больше установленного приемочного уровня дефектности AQL при условии, если входной уровень дефектности р не превышает это значение AQL. При недопустимом увеличении значения р потребитель может принимать партии с уровнем дефектности, равным пределу среднего выходного уровня дефектности AOQL, который существенно превышает установленное значение AQL (в 1,5 ÷ 1,75 раза). В таком случае для защиты интересов потребителя следует перейти на усиленный вид контроля.
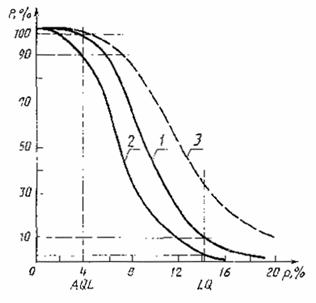
6.2.2. Усиленный вид контроля получают путем уменьшения приемочного числа Ас, если оно не равно нулю, или путем увеличения объема выборки при Ас, равном нулю. Усиленный вид контроля защищает интересы потребителя, так как с уменьшением приемочного числа Ас или с увеличением объема выборки n уменьшается вероятность приемки партии Р, а следовательно, уменьшается и риск потребителя b принять плохую партию продукции (и увеличивается риск поставщика a) (см. черт. 5 и 6). Оценить эти риски можно по оперативным характеристикам, которые приведены в стандарте как для нормального вида контроля, так и для усиленного вида.
На черт. 7 приведены оперативные характеристики (графики 1, 2 и 3): 1-й - для нормального вида контроля, 2-й - для усиленного вида контроля, построенные при равных исходных данных - объем партии N = 1000, код объема выборки J, приемочный уровень дефектности AQL = 4 %, приемочное число Ас при нормальном виде контроля 7, при усиленном виде контроля 5. Из черт. 7 видно, что при переходе с нормального вида контроля на усиленный риск потребителя (при браковочном уровне дефектности LQ = 14,2 %) уменьшается с 10 до 3 %, а риск поставщика увеличивается с 2 до 10 %. Это заставляет поставщика улучшать качество поставляемой продукции, добиваясь снижения среднего входного уровня дефектности.
6.2.3. Ослабленный вид контроля получают путем уменьшения объема выборки. Объем выборки при этом уменьшается в 2,5 раза (за исключением случаев, когда объем выборки при нормальном виде контроля меньше пяти; в этом случае при усиленном виде контроля объем выборки равен двум единицам продукции).
При ослабленном виде контроля увеличивается риск потребителя b, однако он застрахован от приемки плохих партий продукции правилом перехода на нормальный вид контроля после забракования первой же партии.
Оперативные характеристики для ослабленного вида контроля не приведены в стандарте, но, зная зависимость вероятности приемки партии Р от объема выборки, можно утверждать, что график оперативной характеристики для ослабленного вида контроля будет располагаться на оси координат правее графика для нормального вида контроля (см. черт. 7, график 3).
6.3. По ГОСТ 20736-76 корректировку плана выборочного контроля осуществляют так же, как и по ГОСТ 18242-72 и по таким же правилам с той лишь разницей, что усиленный вид контроля получают путем уменьшения приемочного уровня дефектности при неизменном объеме выборки, что приводит к ужесточению контрольных нормативов. Все соображения по этому вопросу, изложенные в п. 6.2, остаются в силе и для ГОСТ 20736-75.
6.4. По ГОСТ 16493-70 корректировку плана выборочного контроля осуществляют путем изменения риска потребителя b. В стандарте приведены планы выборочного контроля для двух значений риска b, а именно 5 и 10 %.
Изменение риска с 10 до 5 % при неизменном значении браковочного уровня дефектности возможно только путем увеличения объема выборки (при Ас = 0), а это означает усиление выборочного контроля (см. п. 6.2.2). Изменение риска в обратном направлении (т.е. с 5 до 10 %) при неизменном значении браковочного уровня дефектности (Ас = 0) возможно только путем уменьшения объема выборки, а это означает ослабление выборочного контроля (см. п. 6.2.3).
6.5. По ГОСТ 24660-81 корректировку плана выборочного контроля осуществляют путем изменения среднего относительного уровня затрат Е, который характеризует уровень затрат на контроль.
Усиление контроля достигают путем увеличения значения Е при неизменном значении приемочного уровня дефектности, что приводит к увеличению объема выборки и изменению приемочного числа (в большую или меньшую сторону). На усиленный план выборочного контроля переходят в том случае, если из определенного числа последних проконтролированных партий продукции будут забракованы две из них. На ослабленный план выборочного контроля (при меньшем значении Е) переходят в том случае, если фактическое значение Е, вычисленное при квартальном анализе технико-экономических показателей, будет меньше установленного значения Е.
6.6. По СТ СЭВ 293-76 корректировку плана выборочного контроля осуществляют путем чередования оплошного контроля с выборочным в зависимости от числа обнаруженных при этом годных единиц продукции.
6.7. Примеры корректировки плана выборочного контроля приведены в справочном приложении 3 (примеры 8, 9).
7. УРОВЕНЬ КОНТРОЛЯ
7.1. Уровень контроля определяет относительный объем контроля и позволяет при заданном объеме партии N и приемочном уровне дефектности AQL варьировать объемом выборки, что бывает необходимо по экономическим или иным соображениям.
7.2. В государственных стандартах на статистический приемочный контроль уровни контроля построены по принципу уменьшения относительного объема выборки при переходе с более высокого уровня контроля на более низкий (в таблицах справа налево).
Уровни контроля предусмотрены ГОСТ 18242-72, ГОСТ 20736-75 и СТ СЭВ 293-76.
Снижение уровня контроля осуществляют путем перехода на код с меньшим объемом выборки. Изменение кода объема выборки приводит к изменению контрольного норматива. С уменьшением объема выборки уменьшается и контрольный норматив (например, приемочное число Ас), что позволяет несколько компенсировать неизбежное при уменьшении объема выборки увеличение риска потребителя b.
7.3. Уровни контроля бывают общими и специальными. Общие уровни контроля (в стандартах их три) характеризуются большими относительными объемами выборок по сравнению со специальными уровнями контроля. Основным для применения является II общий уровень контроля. Специальные уровни контроля позволяют существенно уменьшать объем выборки (при больших объемах партий - до ста раз), что бывает необходимо, например, при разрушающем контроле. Однако при этом существенно увеличивается риск потребителя.
7.4. При выборе уровня контроля следует учитывать, что снижение уровня контроля меньше затрагивает интересы поставщика, чем интересы потребителя, так как при этом риск поставщика a меньше увеличивается, чем риск потребителя b.
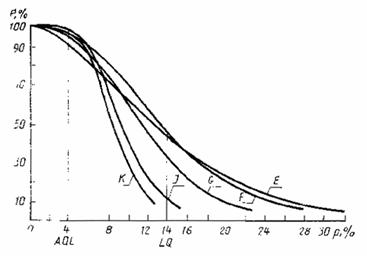
На черт. 8 показаны оперативные характеристики из ГОСТ 18242-72, построенные на разных уровнях контроля для объема партии из интервала 501 ÷ 1200 при значении AQL = 4 %. В таблице приведены квантили (т.е. значения р) оперативных характеристик, по которым построены их графики. По этим оперативным характеристикам можно определить риски a при заданном значении AQL = 4 % и риски b при LQ = 14 % на разных уровнях контроля. В данном примере при уменьшении объема выборки почти в десять раз (со 125 при коде К до 13 при коде Е, см. таблицу) риск поставщика a увеличивается примерно в пять раз (с 2 до 10 %), при этом риск потребителя b увеличивается примерно в девять раз (с 5 до 45 %)
7.5. Обоснованный выбор уровня контроля может быть сделан лишь на основе сопоставления оперативных характеристик на разных уровнях контроля, по которым определяют риски a и b.
|
Квантиль оперативной характеристики при коде объема выборки и объеме выборки |
||||||
|
С n = 5 |
Е n = 13 |
F n = 20 |
G n = 32 |
J n = 80 |
К n = 125 |
|
|
99 |
0,20 |
1,19 |
2,25 |
2,23 |
3,72 |
3,82 |
|
95 |
1,02 |
2,81 |
4,22 |
4,39 |
5,06 |
4,94 |
|
90 |
2,09 |
4,16 |
5,64 |
5,56 |
5,91 |
5,62 |
|
75 |
5,59 |
7,41 |
8,70 |
7,98 |
7,50 |
6,90 |
|
50 |
12,9 |
12,6 |
13,1 |
11,4 |
9,55 |
8,53 |
|
25 |
24,2 |
19,4 |
18,7 |
15,4 |
11,9 |
10,4 |
|
10 |
36,9 |
26,8 |
24,5 |
19,7 |
14,2 |
12,3 |
|
5 |
45,1 |
31,6 |
28,3 |
22,5 |
15,8 |
13,6 |
8. ПРИНЦИП ФОРМИРОВАНИЯ ЕДИНИЦ ПРОДУКЦИИ И КОНТРОЛИРУЕМОЙ ПАРТИИ ПРОДУКЦИИ
8.1. Под единицей продукции следует понимать отдельный экземпляр штучной продукции или определенное в установленном порядке количество нештучной или штучной продукции. Продукция может быть завершенной или незавершенной, т.е. находящейся в процессе изготовления, добывания или ремонта.
8.1.1. Количество штучной продукции исчисляют целыми числами (например, 1, 7, 10, 100 и т.п.). Количество нештучной продукции исчисляют массой (например, килограммами), длиной (например, метрами), объемом (например, кубометрами), количеством вещества (например, молями). Количество нештучной продукции принимают за единицу продукции лишь в том случае, если его достаточно для получения необходимых показателей качества. Например, при контроле качества ткани в полотне за единицу продукции можно взять отрезок определенной длины, достаточной для получения необходимых показателей качества (например, прочности на разрыв по основе и утку). Если качество продукции определяют числом дефектов на единицу площади, то за единицу продукции принимают единицу площади (например, квадратный дециметр). Если качество продукции определяют по его химическому составу, то за единицу продукции принимают определенное количество вещества, достаточное для оценки необходимых химических компонентов (например, децимоль).
8.1.2. При приемочном контроле единицу продукции используют не только для исчисления количества контролируемой продукции, но и для оценки с ее помощью качества продукции. Поэтому в нормативно-технической документации, определяющей правила приемки продукции, следует давать четкое определение единицы продукции с учетом ее производства, упаковки, транспортировки и т.п.
С учетом производства продукции за единицу продукции можно взять, например, замес какой-то массы (например, теста, сырковой массы, начинки для конфет), плавку доменной печи и т.п.
С учетом упаковки продукции за единицу нештучной продукции можно взять единицу упаковки, если ее содержимого достаточно для получения необходимых показателей качества.
С учетом транспортировки продукции за единицу продукции можно взять транспортную тару, например, контейнер, цистерну и т.п.
8.2. Под контролируемой партией продукции (партией) следует понимать предназначенную для контроля совокупность единиц продукции одного наименования, типоразмера и исполнения, произведенную в течение определенного интервала времени в одних и тех же условиях.
8.2.1. В зависимости от условий производства статистический приемочный контроль используют для приемки продукции, поступающей на контроль как в виде полностью сформированных партий продукции, так и в виде несформированных партий, когда единицы продукции поступают на контроль по мере их производства.
Статистический приемочный контроль несформированных партий позволяет осуществлять не только приемку продукции, но и оперативную обратную связь, что, в свою очередь, позволяет обеспечивать высокое и стабильное качество продукции.
8.2.2. Контролируемая партия продукции может подвергаться сплошному или выборочному контролю. При сплошном контроле каждую единицу продукции из партии подвергают контролю, в результате можно выявить все дефектные единицы продукции и заменить их на годные, тем самым доведя уровень дефектности до минимального значения (учитывая, что могут быть пропущены скрытые дефекты). При выборочном контроле из контролируемой партии продукции извлекают случайным образом выборки (для штучной продукции) или пробы (для нештучной продукции), по результатам контроля единиц продукции которых судят о качестве партии в целом. В этом случае уровень дефектности может быть доведен до некоторого заранее установленного значения.
8.2.3. Контролируемую партию продукции следует отличать от поставляемой потребителю или приобретаемой потребителем партии. Контролируемая партия продукции, признанная годной, может быть как поставляемой, так и приобретаемой партией. Контролируемую партию продукции допускается формировать из нескольких поставляемых партий с целью сокращения трудоемкости контроля. В этом случае план выборочного контроля следует назначать, исходя из общего объема этих партий.
Поставляемая или приобретаемая партия может быть сформирована как из части годной контролируемой партии продукции, так и из нескольких годных контролируемых партий продукции, что определяется условиями снабжения, требованиями потребителя, транспортными возможностями и т.п.
Для потребителя приобретаемая им партия является контролируемой, если она подвергается входному контролю.
8.2.4. Поскольку поставляемые и приобретаемые партии состоят из признанных годными контролируемых партий продукции, то потребитель может принимать их без контроля или же с входным контролем по плану выборочного контроля, согласованному с поставщиком. Во втором случае следует иметь в виду, что результаты выборочного контроля, осуществляемого по одному и тому же плану выборочного контроля, у поставщика и потребителя могут расходиться. Однако, в среднем за определенный период времени (например, за месяц, квартал, год и т.п.) эти результаты должны быть примерно равны. В противном случае необходимо осуществить контроль с представителями обеих сторон с целью выявления причин расхождения результатов выборочного контроля. Эти расхождения могут быть вызваны различными причинами, например, расхождением в точности измерительных средств, недостаточной объективностью или квалификацией контролера, влиянием внешних факторов, таких как влажность воздуха, его состав и т.п.
9. ФОРМИРОВАНИЕ ВЫБОРКИ
9.1. Необходимой предпосылкой успешного применения статистического приемочного контроля является соблюдение двух принципов: 1) обеспечение представительности выборки и 2) обеспечение случайного отбора выборки. Только при соблюдении этих двух принципов выборка будет достаточно правильно отражать качество контролируемой партии продукции.
9.1.1. Представительность выборки достигают путем обеспечения однородности партии, исключая смешивание неоднородных подпартий. В тех случаях, когда сформировать однородную партию продукции не удается, но можно выделить однородные части, для отбора представительной выборки следует использовать расслоение партии и для каждого однородного слоя отбирать единицы продукции в выборку пропорционально объему части партии.
9.1.2. Случайность выборки достигают с помощью различных методов случайного отбора выборки. Принцип случайности заключается в том, что каждая единица продукции должна иметь одинаковую вероятность попадания в выборку независимо от того, годная она или дефектная. Наилучшим образом случайность отбора выборки обеспечивается с помощью таблиц случайных чисел по ГОСТ 11.003-73.
9.2. Метод случайного отбора единиц продукции в выборку устанавливают в зависимости от способа представления продукции на контроль. ГОСТ 18321-73 предусмотрено четыре способа представления продукции на контроль: 1) ряд, 2) в упаковке, 3) россыпь, 4) поток.
9.2.1. Способ «ряд» характеризуется тем, что единицы продукции, поступающие на контроль, должны быть упорядочены и могут быть пронумерованы и легко извлечены под любым номером.
В этом случае используют метод отбора единиц продукции в выборку с применением случайных чисел, которыми определяются номера единиц продукции, извлекаемых в выборку. Номера единиц продукции, извлекаемых в выборку, можно определить также с помощью пронумерованных карточек, количество которых, равное объему выборки, извлекают затем из урны.
9.2.2. Способ «в упаковке» аналогичен способу «ряд» с той лишь разницей, что продукция находится в упаковочных (первичных, вторичных и т.д.) единицах. Условный порядковый номер единицы продукции состоит из двух, трех и т.д. подгрупп: первая подгруппа - порядковый номер первой упаковочной единицы, вторая подгруппа - порядковый номер во второй упаковочной единице и т.д. Как правило, отыскать и достать единицу продукции можно лишь при нарушении упаковки.
В этом случае используют метод многоступенчатого отбора единиц продукции в выборку. При этом выборка образуется по ступеням и единицы продукции на каждой ступени отбирают случайным образом из единиц продукции, отобранных на предыдущей ступени.
9.2.3. Способ «россыпь» характеризуется тем, что единицы продукции поступают на контроль в большом количестве неупорядоченно, их трудно нумеровать и практически невозможно отыскать, определенную единицу продукции.
В этом случае используют отбор единиц продукции в выборку методом «вслепую». Метод «вслепую» можно использовать также в случае, когда использование случайных чисел технически затруднено или экономически невыгодно. Этот метод не следует применять в тех случаях, когда дефектные единицы продукции могут быть выявлены сразу же без контроля.
9.2.4. Способ «поток» характеризуется тем, что единицы продукции поступают на контроль непрерывным потоком по мере их изготовления в большом количестве и при этом на контроль легко отобрать каждую вторую, пятую, десятую и т.д. единицу продукции.
В этом случае используют метод систематического отбора единиц продукции в выборку, при котором единицы продукции отбирают на контроль через определенный интервал времени или определенное количество единиц продукции.
ПРИЛОЖЕНИЕ 1
Справочное
ОСНОВНЫЕ ПРИНЦИПЫ ПОСТРОЕНИЯ И ПРИМЕНЕНИЯ СТАНДАРТОВ НА СТАТИСТИЧЕСКИЙ ПРИЕМОЧНЫЙ КОНТРОЛЬ
1. ГОСТ 22013-76 содержит одноступенчатые планы контроля металлических материалов и изделий по наименьшему значению механических характеристик, имеющих нормальное распределение.
Характерной особенностью стандарта является то, что его применение не требует статистических вычислений непосредственно при проведении контроля и задания исходных нормативов (риск поставщика и потребителя, приемочные и браковочные уровни дефектности) при определении контрольного норматива - приемочного значения, с которым сравнивают наименьшее значение результатов контроля. Приемочное значение является единственным параметром, который определяется по установленным в стандарте правилам. Стандарт устанавливает правила приемки и не устанавливает правила забракования продукции.
Для применения стандарта необходимо знать дисперсию контролируемой механической характеристики в объеме продукции, предъявляемой на контроль. Для определения этой величины необходимо провести контроль или испытания ряда партий продукции. Статистический контроль может быть применен при любом объеме выборки, начиная с одной единицы продукции. Поскольку приемочное значение для наименьшего значения механической характеристики зависит от объема выборки, то при установлении объема выборки необходимо быть весьма внимательными.
Зависимость приемочного значения от объема выборки представлена в таблице стандарта. В этой таблице предусмотрены два уровня контроля по назначению продукции по объему партии. Если используемые при этом нормативы не соответствуют требованиям на продукцию, то стандартом допускается применение других нормативов, рассчитанных по формуле С = С0 + ls0, приведенной в стандарте. Решение о выборе уровня контроля принимается по данным о производстве и применении продукции.
При фиксированном уровне контроля и объеме выборки величина запаса на рассеяние зависит от дисперсии характеристики в контролируемой партии.
Для статистического контроля качества продукции по длительной прочности и выносливости должны применяться режимы, позволяющие получить разрушение единиц продукции (образцов) за технологически допустимую продолжительность контроля.
Характеристикой длительной прочности, подлежащей контролю, является время t в часах до разрушения, а характеристикой выносливости - число N циклов до разрушения. Подробные вычисления приводятся в стандарте.
Как видно из графиков оперативных характеристик, приведенных в стандарте, как правило, будут приниматься с первого предъявления партии, у которых наименьшее значение механической характеристики превышает норму на 2 - 2,5 внутрипартионных стандартных отклонений.
С уменьшением превышения нормы вероятность приемки уменьшается, составляя 0,5 при превышении примерно в одно стандартное отклонение, 0,05 и 0,1 (для уровня контроля 1 и 2 соответственно) для продукции, у которой наименьшее значение равно норме и резко убывает к нулю при значениях характеристики ниже нормы. Таким образом, с первого предъявления принимается только продукция, имеющая достаточно большой запас относительно нормы.
В заключение следует отметить, что, если при контроле более 250 партий продукции ни разу не получено значение механической характеристики ниже приемочного значения, то должно быть принято решение о повышении нормы. Если при контроле более 20 % партий продукции имеют наименьшее значение механической характеристики ниже приемочного значения, то должно быть принято решение либо о корректировке процесса производства с целью повышения уровня характеристики или уменьшения межпартионной дисперсии, либо о понижении нормы. С 01.07.86 стандарт отменен.
2. ГОСТ 16493-70 является первым в мировой практике стандартом на статистический приемочный контроль, в котором даны последующие оценки средних входных и выходных уровней дефектности и доверительные границы для этих оценок.
Стандарт может применяться для контроля всех видов промышленной продукции, поступающей на контроль партиями, когда приемка партии при наличии дефектных единиц продукции в выборке является недопустимой, т.е. при условии, что приемочное число Ас = 0. При этом браковочный уровень дефектности не должен превышать 10 %. Стандартом предусмотрены одноступенчатые планы контроля. Планы контроля выбираются в зависимости от объема партии продукции, браковочного уровня дефектности и риска потребителя. Для выбора плана контроля необходимо установить:
значение браковочного уровня дефектности LQ;
значение риска потребителя b;
вариант браковки.
В стандарте установлено два значения риска потребителя: b = 0,10 и b = 0,05, которые соответственно обозначены через А и Б, и двадцать значений браковочного уровня дефектности LQ в диапазоне от 0,001 до 0,1 (в стандарте обозначается как g1).
Значение браковочного уровня дефектности выбирается, исходя из значения граничного уровня дефектности, которое представляет собой максимально допустимую долю дефектных единиц продукции в партии и устанавливается компетентными органами или соглашением между поставщиком и потребителем. По табл. 1 стандарта выбирается ближайшее к заданному значению граничного уровня дефектности значение браковочного уровня дефектности, но так, чтобы браковочный уровень дефектности не превышал значение граничного уровня дефектности.
Стандартом установлено три варианта браковки:
В - забракованная партия возвращается поставщику;
К - проводится сплошной контроль всех единиц продукции в партии с возвращением поставщику всех обнаруженных дефектных единиц продукции;
КЗ - проводится сплошной контроль всех единиц продукции в партии с заменой всех обнаруженных дефектных единиц продукции на годные.
Если сплошной контроль единиц продукции в партии невозможен, то следует применять вариант браковки В; если сплошной контроль возможен, то вариант К или КЗ.
Далее по установленным значениям LQ, b и объему партии из табл. 1 стандарта находим объем выборки. По результатам контроля выборки принимают решение о партии продукции:
если в выборке не будет обнаружено ни одной дефектной единицы продукции - партия принимается;
если в выборке будет обнаружена хотя бы одна дефектная единица продукции - партия бракуется в соответствии с установленным вариантом браковки.
Причем, контроль выборки можно прекратить после обнаружения первой дефектной единицы продукции. Если имеется необходимость в вычислении последующих оценок средних входных и выходных уровней дефектности, то выборка должна контролироваться полностью. После того, как будет выбран план контроля, необходимо построить его оперативную характеристику. Оперативная характеристика позволяет оценить вероятность приемки партии продукции при любой доле дефектности в партии.
Корректировка плана контроля может быть осуществлена двумя способами:
путем выбора нового плана контроля при другом значении риска b (0,10 вместо 0,05);
путем выбора нового плана контроля из другого стандарта, если допускается увеличение приемочного числа Ас.
Вычисление последующих оценок средних входных и выходных уровней дефектности может быть использовано для корректировки планов контроля, определения реальных значений рисков поставщика и потребителя при применении установленного плана контроля, сравнения качества продукции при различных вариантах технологии ее производства, оценки деятельности подразделений, осуществляющих контроль продукции, оценки обоснованности претензий потребителя по вопросам качества продукции и т.д.
Последующие оценки средних входных и выходных уровней дефектности вычисляют для случаев:
когда забракованная партия продукции возвращается поставщику;
когда проводится сплошной контроль партии с возвращением поставщику всех обнаруженных дефектных единиц продукции;
когда проводится сплошной контроль партии с заменой всех обнаруженных дефектных единиц продукции на годные.
Таким образом, зная средний входной и выходной уровни дефектности партии продукции, всегда можно с использованием оперативной характеристики для установленного плана контроля определить реальные значения рисков поставщика и потребителя.
Располагая значениями доверительных границ для входного и выходного уровня дефектности легко определить доверительные границы для рисков поставщика и потребителя.
Вычисления последующих оценок предельно упрощаются за счет использования специальных форм, предлагаемых в стандарте для каждого варианта браковки.
3. ГОСТ 24660-81 является первым стандартом на статистический приемочный контроль на основе экономических показателей, в котором даны последующие оценки среднего входного уровня дефектности.
Стандарт может применяться для контроля качества штучной и нештучной (в упаковочных единицах) продукции, поступающей на контроль одиночными или последовательными партиями. Планы контроля, приведенные в табл. 1 - 22 стандарта, можно использовать для неразрушающего и разрушающего контроля. Стандартом предусмотрены одноступенчатые и усеченные одноступенчатые планы контроля.
Для выбора плана контроля необходимо установить:
М - отношение убытков от забракования годной партии продукции к затратам на контроль одной единицы продукции;
AQL - приемочный уровень дефектности (в стандарте он обозначен g0);
Е - средний относительный уровень затрат.
Отношение убытков от забракования годной партии продукции к затратам на контроль одной единицы находят по формуле
![]()
где N - объем партии продукции;
![]()
где а - убытки от забракования одной годной единицы продукции по результатам контроля;
b - затраты на контроль одной единицы продукции выборки.
Приемочный уровень дефектности AQL устанавливают на основе анализа экономических показателей, заключений экспертов или зависимости между входным уровнем дефектности для одиночной партии или средним входным уровнем дефектности для последовательности партий продукции.
Если при разрушающем контроле экономически не оправдана проверка 1000 единиц продукции, допускается устанавливать приемочный уровень дефектности по согласованию между поставщиком и потребителем.
Если значение приемочного уровня дефектности в таблице стандарта отсутствует, для выбора плана контроля следует брать ближайшее табличное значение, меньше установленного.
Средний относительный уровень затрат Е равен отношению суммарных затрат на выборочный контроль одной партии и возмещение убытков от ошибочного забракования годной продукции к убыткам от забракования годной партии.
При выборе плана контроля фактическое значение Е округляют до ближайшего по величине табличного значения.
Если контроль неразрушающий и забракованные партии подвергаются сплошному контролю, причем затраты на контроль единицы продукции совпадают с затратами по контролю единицы выборки, то Е в этом случае приближенно совпадает с долей продукции, подвергающейся выборочному или сплошному контролю.
Если контроль разрушающий и убытки от забракования единицы годной продукции равны себестоимости единицы продукции, то Е приближенно характеризует отношение средств, выделенных для контроля, к себестоимости контролируемой продукции.
При применении планов контроля необходимо соответствие приемочного уровня дефектности входному уровню дефектности при условии стабильности технологического процесса.
Для проверки этого условия отбирают от 10 до 20 партий продукции, изготовленных при стабильном технологическом процессе. Эти партии продукции подвергаются выборочному или сплошному контролю (при выборочном контроле общее число проконтролированных единиц продукции должно быть не менее 1000) и вычисляют средний входной уровень дефектности.
Если средний входной уровень дефектности равен или меньше установленного приемочного уровня дефектности, то применение выбранного плана контроля целесообразно.
Если средний входной уровень дефектности больше приемочного уровня дефектности, то следует изучить причины неудовлетворительного среднего входного уровня дефектности, улучшить технологический процесс или осуществить сплошной контроль.
Если по условиям контроля возможно случайное последовательное извлечение продукции из партии и их последовательная проверка, то следует применять усеченный одноступенчатый план контроля.
В этом случае контроль следует вести до появления п - Ас годных единиц продукции (партию принимают) или Ас + 1 дефектных единиц продукции (партию бракуют).
Корректировка планов контроля производится в одном из следующих случаев:
при изменении процесса производства или ее качества;
если при проведении контроля из последних l1 партий продукции будет забраковано две, то контроль прекращают. Величину l1 определяют по табл. 24 - 44 стандарта по значениям Ас и l = n × AQL.
При остановке контроля и оценке входного уровня дефектности либо прекращают контроль до его снижения, либо устанавливают новый план контроля.
4. СТ СЭВ 293-76 у нас в стране введен в действие непосредственно в качестве государственного стандарта с 01.01.79.
Стандарт может применяться для непрерывного статистического приемочного контроля штучной продукции по альтернативному признаку. Необходимыми условиями его применения являются:
производство продукции массовое или серийное;
единицы продукции непрерывно поступают на контроль в той последовательности, в которой они производятся, а не отдельными партиями.
Под статистическим непрерывным контролем понимается статистический приемочный контроль, осуществляемый в условиях непрерывного производства с чередованием сплошного и выборочного контроля по определенным правилам в зависимости от входного уровня дефектности.
Для выбора плана контроля необходимо установить:
число единиц продукции, произведенных в одном производственном цикле;
приемочный уровень дефектности AQL;
уровень контроля.
Под производственным циклом понимается количество единиц продукции, произведенных за установленный интервал времени (например, смену, день и т.д.) в одних и тех же условиях.
Стандартом предусмотрено три уровня контроля: I, II и III. Основным уровнем контроля является уровень II, с него и начинают контроль.
План непрерывного приемочного контроля характеризуется двумя параметрами i и f, где i - число обнаруженных подряд годных единиц продукции, при сплошном контроле, f - доля единиц продукции, которая должна быть проверена при выборочном контроле. Выбор параметров i и f плана контроля осуществляется на основе заданного числа единиц продукции одного производственного цикла, уровня контроля и приемочного уровня дефектности из табл. 2 стандарта.
Во всех случаях контроль начинается со сплошного контроля в той последовательности, в которой производятся единицы продукции до тех пор, пока не обнаружится i последовательно произведенных годных единиц продукции. После этого сплошной контроль прекращается и переходят на выборочный контроль, т.е. проверяется f-я часть произведенных единиц продукции. В этом случае из каждых 1/f последовательно произведенных единиц продукции случайным образом отбирают и контролируют одну единицу продукции. При этом придерживаются следующего правила:
если во время выборочного контроля обнаружится одна дефектная единица продукции, то контроль продолжается. При этом все время следует подсчитывать количество единиц продукции, проверяемых уже после обнаружения дефектной;
если в следующих i или меньше i проверенных единицах продукции будет обнаружена дефектная единица продукции, то выборочный контроль прекращают и переходят на сплошной контроль;
если в следующих i проверенных единицах продукции не будет обнаружено дефектных единиц, то выборочный контроль следует продолжать до тех пор, пока не обнаружится дефектная единица продукции.
Если при сплошном контроле будет проверено больше верхнего предела М числа единиц продукции последовательно произведенных, то процесс производства продукции следует прекратить и возобновить только после проведения необходимых корректировок. В необходимых случаях планы контроля могут быть дополнены вычислением предела среднего выходного уровня дефектности AOQL.
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ ВЫБОРА ПЛАНА КОНТРОЛЯ ДЛЯ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ ПО ГОСТ 20736-75
Пример 1. Продукция поступает на контроль партиями по 110 единиц. Приемка осуществляется на основе результатов контроля по количественному признаку одного из важнейших параметров. Техническими условиями задан двухсторонний допуск на контролируемый параметр: верхняя граница его Тв = 64, нижняя граница Тн = 42, номинальное значение 50.
Дисперсия генеральной совокупности неизвестна. Оценим ее по выборочному среднему квадратическому отклонению.
Для границ контролируемого параметра установлены различные значения AQL: для верхней AQLв = 0,65 %, для нижней AQLн = l,5 %.
Требуется выбрать план контроля при заданных исходных данных по ГОСТ 20736-75.
По заданному объему партии на II общем уровне контроля в табл. 1 стандарта находим код объема выборки F.
Далее по табл. 5 стандарта для кода F и S-плана находим объем выборки n = 10. По этой же таблице сравним его с объемом выборки для контроля по альтернативному признаку, который составляет n = 20, т.е. вдвое больше. По этой же таблице устанавливаем, что при известной s, достаточно было бы объема выборки в 4 единицы продукции.
Рассмотрим два способа контроля и сравним результаты контроля при условии, что используется нормальный вид контроля.
Независимо от способа контроля необходимо отобрать из партии на контроль случайным образом выборку объемом 10 единиц продукции и получить десять значений контролируемого параметра Xi:
|
53 |
49 |
44 |
59 |
49 |
48 |
47 |
48 |
46 |
53 |
|
|
|
2809 |
2401 |
1936 |
3481 |
2401 |
2304 |
2209 |
2304 |
2116 |
2809 |
По этим результатам вычисляем выборочное среднее арифметическое значение:
![]()
Далее следует вычислить выборочное среднее квадратическое отклонение:

При двух заданных границах контролируемого параметра необходимо предварительно проверить выполнение условия S £ MSD, т.е. сравнить выборочное среднее квадратическое отклонение с максимальным средним квадратическим отклонением. Если это условие не выполняется, то партия не принимается.
По табл. 3 стандарта находим коэффициенты f: для AQLн = 1,5 % f = 0,276, для AQLв = 0,65 f = 0,248:
MSDв = 0,248 × (64 - 42) = 5,456;
MSDн = 0,276 × (64 - 42) = 6,072.
Следовательно, S < MSDн (4,33 < 5,456) и S < MSDн (4,33 < 6,072). По этому условию партия принимается.
Вычислим значения Qв и Qн:
![]()
![]()
Если бы одно из этих значений было бы отрицательным, то это было бы достаточным условием для забракования партии.
Поскольку имеем случай, когда для двух границ контролируемого параметра установлены различные значения AQL, то можем использовать либо способ 1, либо способ 2. Рассмотрим оба способа контроля качества партии продукции.
Способ 1. Для заданных значений AQLв = 0,65 % и AQLн = 1,5 %, n = 10 по табл. 6 стандарта находим контрольные нормативы kSв = 1,84 и kSн = 1,58 и сравниваем их соответственно с Qв = 3,33 и с Qн = 1,76. Имеем Qв = 3,33 > kSв = 1,84 и Qн = 1,76 > kSн = 1,58. Следовательно, партия продукции принимается.
Способ 2. Для заданных значений AQLв = 0,65 и AQLн = 1,5, n
= 10 из табл. 8 стандарта находим значения допускаемых уровней дефектности МSв
=
2,17 и МSн
=
4,77. Затем по значениям
Qв = 3,33 и Qн
= 1,176 при n = 10 из табл. 10 стандарта находим
оценочные значения входного уровня дефектности ![]() = 0,00,
= 0,00, ![]() = 2,83. Тогда
= 2,83. Тогда ![]() = 0,00 + 2,83 = 2,83.
Затем сравниваем значение
= 0,00 + 2,83 = 2,83.
Затем сравниваем значение ![]() с МSв,
значение
с МSв,
значение ![]() с МSн
и
значение
с МSн
и
значение ![]() с большим из значений MS, т.е. с МSн
= 4,77.
с большим из значений MS, т.е. с МSн
= 4,77.
Имеем
![]() = 0,00 < МSв
= 2,17;
= 0,00 < МSв
= 2,17; ![]() = 2,83 < МSн
= 4,77;
= 2,83 < МSн
= 4,77; ![]() = 2,83
< МSн
= 4,77.
= 2,83
< МSн
= 4,77.
Таким образом, условия приемки выполняются, следовательно, партия принимается.
Итак, оба способа контроля привели к одному и тому же решению. Преимущество второго способа состоит в том, что он позволил оценить входной уровень дефектности, который для данной партии составляет 2,83 %.
Пример 2. Если в примере 1 для верхней и нижней границы контролируемого параметра были установлены одинаковые значения AQL, то для оценки качества партии можно было использовать графический способ. Для сокращения расчетов воспользуемся данными примера 1 при AQL = 1,5 % для двух заданных границ контролируемого параметра и рассмотрим графический способ.
Определим величины:
![]()
![]()
По
коду объема выборки F и значению AQL = 1,5 % по черт. 27
стандарта для S-плана выбираем кривую, которая служит
критерием для приемки партии (см. черт. 1). На номограмме отмечаем точку
с координатами S/(Tв - Тн) = 0,197 и (![]() - Тн)/(Тв - Тн) = 0,345.
Поскольку точка располагается внутри кривой, то партия принимается.
- Тн)/(Тв - Тн) = 0,345.
Поскольку точка располагается внутри кривой, то партия принимается.
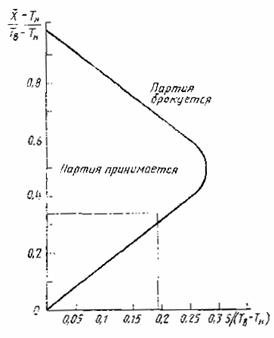
ПРИЛОЖЕНИЕ 3
Справочное
ПРИМЕРЫ ВЫБОРА ПЛАНА КОНТРОЛЯ ДЛЯ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ ПО ГОСТ 18242-72
Выбор плана контроля с классификацией дефектов по их значимости.
По ГОСТ 15467-79 дефекты по их значимости различаются на малозначительные, значительные и критические.
Для каждой группы этих дефектов целесообразно устанавливать самостоятельный план выборочного контроля - более жесткий для критических и значительных дефектов и менее жесткий для малозначительных дефектов.
Использование продукции по назначению с критическим дефектом либо практически невозможно, либо недопустимо по соображениям безопасности, поэтому для выявления таких дефектов следует применять сплошной контроль, если он не является разрушающим. При разрушающем контроле на наличие критических дефектов план выборочного контроля устанавливается следующим образом:
приемочное число Ас = 0;
браковочное число Re = l;
объем выборки определяется из соотношения n = k/p, где k - коэффициент, зависящий от установленного риска появления одной дефектной единицы продукции, р - максимально допустимый процент дефектных единиц продукции в партии.
Коэффициент k определяется из соотношения k = 230,26lg10(1/риск). В табл. 1 приведены значения коэффициента k для некоторых значений риска.
Таблица 1
|
Риск появления одной дефектной единицы продукции с критическим дефектом |
k |
|
0,1 |
230,26 |
|
0,01 |
460,52 |
|
0,001 |
690,78 |
|
0,0001 |
921,04 |
|
0,00001 |
1151,30 |
|
0,000001 |
1318,56 |
Пример 1. На контроль предъявлена партия в 10000 единиц продукции. Обнаружение критического дефекта возможно лишь с помощью разрушающего контроля.
Требуется определить объем выборки, необходимый для выявления критического дефекта при условии, что максимально допустимый процент дефектных единиц продукции с критическим дефектом составляет 2 %, а риск появления дефектной единицы продукции принят равным 0,0001.
Решение. По табл. 1 при заданном риске появления одной дефектной единицы продукции 0,0001 находим коэффициент k = 921,04. Тогда n = 921,04/2 = 460,52. Принимаем n = 461. Приемочное число Ас должно быть равным нулю, браковочное число Re единице.
Жесткость плана выборочного контроля можно обеспечивать выбором соответствующих значений AQL в зависимости от значимости дефектов. Чем меньшее значение AQL, тем жестче план выборочного контроля, поэтому для значительных дефектов следует выбирать меньшее значение AQL, а для малозначительных дефектов можно выбирать большее значение AQL.
Рассмотрим возможные варианты на примерах.
Пример 2.
|
Приемочный уровень дефектности, % |
|
|
Значительный |
0,4 |
|
Малозначительный |
1,5 |
В этом случае выбираются два плана выборочного контроля, соответствующие этим приемочным уровням дефектности. Если партия признается годной по каждому из этих планов контроля, то она принимается. В противном случае она бракуется.
Пример 3.
|
Приемочный уровень дефектности, % |
|
|
Значительный |
0,65 |
|
Малозначительный А |
1,5 |
|
Малозначительный Б |
4,0 |
В этом случае партия продукции принимается по трем планам. Партия продукции должна приниматься лишь при условии, что по каждому из этих планов она признается годной.
|
Приемочный уровень дефектности, % |
|
|
Значительный |
1,0 |
|
Малозначительный и значительный |
4,0 |
Возможен вариант, когда учитываются отдельно значительные дефекты, а затем в совокупности значительные и малозначительные.
Как и в предыдущих примерах, партия должна приниматься при условии ее приемки по каждому из этих двух планов контроля, соответствующих приведенным здесь значениям AQL.
Пример 5. Предположим, что в контролируемой единице продукции необходимо проверить пять размеров: А, В, С, D, Е. Недопустимые отклонения размеров А и В классифицируются как значительные, а недопустимые отклонения размеров С, D, Е - как малозначительные.
Для значительных дефектов установлен приемочный уровень дефектности AQL = 0,65 %, для малозначительных AQL = 2,5 %. Приемка этой продукции осуществляется по числу дефектов, подсчитанных в каждой единице продукции.
Допустим, что для обоих классов дефектов принят одноступенчатый нормальный план контроля общего уровня III. Объем партии составляет 900 единиц продукции.
По табл. 1 ГОСТ 18242-72 находим код объема выборки К. По табл. 20 стандарта находим планы контроля, соответствующие заданным значениям AQL: 0,65 % и 2,5 %.
|
Объем выборки |
Приемочное число Ас |
Браковочное число Re |
|
|
Значительный |
125 |
2 |
3 |
|
Малозначительный |
125 |
7 |
8 |
Предположим, что в результате контроля единиц продукции в выборке получены следующие результаты:
первое изделие дефектно по размеру А,
второе изделие дефектно по размерам В и D,
третье изделие дефектно по размеру С,
четвертое изделие дефектно по размерам С и D,
пятое изделие дефектно по размерам С и Е.
Таким образом, в результате контроля 125 единиц продукции было обнаружено 5 дефектных, в которых оказалось 2 значительных дефекта и 6 малозначительных дефектов. Эти значения не превышают приемочные числа 2 и 7 соответственно, поэтому партия принимается.
Выбор контроля согласно блок-схеме на черт. 2 методических указаний.
Пример 6. Рассмотрим процедуру выбора плана контроля по этапам, согласно блок-схеме на черт. 2 (см. п. 2.2.7 настоящих методических указаний).
Положим, что в автоматном цехе на контроль предъявляются партии продукции с резьбовым отверстием по 1000 штук.
Контроль качества изготовления резьбового отверстия осуществляется с помощью резьбовой пробки, т.е. по альтернативному признаку. Если пробка проходит, то продукция годная, если не проходит, то продукция дефектная.
Решение о приемке партии продукции принимается по результатам выборочного контроля, полученным путем подсчета числа дефектных единиц продукции в выборке.
Ставится задача: выбрать план контроля по ГОСТ 18242-72.
Решение.
1-й этап - определить объем партии.
В нашем примере объем партии задан 1000 единиц продукции.
2-й этап - выбрать уровень контроля (см. разд. 7).
Поскольку в нашем примере контроль неразрушающий и нетрудоемкий, то выбираем 11-й общий уровень контроля.
3-й этап - выбрать код объема выборки.
Код объема выборки определяем по табл. 1 стандарта в зависимости от объема партии и установленного уровня контроля.
Для наших условий код объема выборки j.
4-й этап - установить приемочный уровень дефектности AQL (см. п. 3.6).
5-й этап - установить тип плана выборочного контроля (см. разд. 5).
Рассмотрим выбор плана контроля для одноступенчатого, двухступенчатого, многоступенчатого и последовательного при заданных исходных данных: код j, AQL = 1,5 %.
Одноступенчатый план контроля (нормальный вид контроля) находим по табл. 20 ГОСТ 18242-72
n = 80; Ас = 3; Re = 4.
Двухступенчатый план контроля (нормальный вид контроля) находим по табл. 23 ГОСТ 18242-72
n1 = 50; Ас = 1; Re = 4;
n2 = 50; Ас2 = 4; Re2 = 5.
Многоступенчатый план контроля (нормальный вид контроля) находим по табл. 26 ГОСТ 18242-72
n1 = 20; Ас1 = #; Re1 = 3;
n2 = 20; Ас2 = 0; Re2 = 3;
n3 = 20; Ас3 = 1; Re3 = 4;
n4 = 20; Ас4 = 2; Re4 = 5;
n5 = 20; Ас5 = 3; Re5 = 6;
n6 = 20; Ас6 = 4; Re6 = 6;
n7 = 20; Ас7 = 6; Re7 = 7.
Знак # означает, что объема первой выборки недостаточно для приемки продукции. По первой выборке можно лишь забраковать партию, если в 20 единицах продукции окажется 3 дефектных.
Переходить с одной ступени контроля на другую следует лишь в том случае, если суммарное число дефектных единиц продукции попадает в интервал между значениями Ас и Re.
Последовательный план контроля (нормальный вид контроля) находим по табл. 29 ГОСТ 18242-72 максимальный объем выборки М = 140; параметры плана контроля Н = 34, b = 23.
Несмотря на то, что суммарный объем выборки при двухступенчатом и многоступенчатом планах контроля больше, чем при одноступенчатом плане, однако по среднему объему выборки одноступенчатый план контроля уступает им. Это объясняется тем, что решение может быть принято на каждой из ступеней контроля в зависимости от результатов контроля. Чем больше отклоняется входной уровень дефектности от установленного значения AQL, тем меньший средний объем выборки потребуется для принятия решения о контролируемой партии продукции.
С помощью табл. 19 ГОСТ 18242-72 мы можем сравнить эти три типа плана контроля и оценить выигрыш в среднем объеме выборки, полученный при замене одноступенчатого плана контроля двухступенчатым или многоступенчатым планам. Для этого выберем из табл. 19 графики при Ac = 3 и при значении пр = 80 × 0,015 = 1,2 (р = AQL = 0,015) на вертикальной оси получим соответствующие значения средних объемов выборок при двухступенчатом а и многоступенчатом b планах контроля в долях от одноступенчатого плана 1 (см. черт. 1).
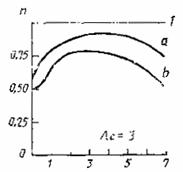
Результаты сравнения для нашего примера таковы - двухступенчатый план контроля дает выигрыш по среднему объему выборки примерно на 20 %, а многоступенчатый план - на 35 % по сравнению с одноступенчатым планом (при равных исходных данных).
Таким образом, если при одноступенчатом плане контроля объем выборки составляет 80 единиц, то при двухступенчатом плане средний объем выборки уменьшается до 64, а при многоступенчатом он будет еще меньшим - 52 единицы продукции. Последовательные планы контроля позволяют уменьшить средний объем выборки примерно в два раза по сравнению с одноступенчатыми планами. Тогда в нашем примере он будет составлять 40 единиц продукции.
Если осуществляется контроль последовательности партий продукции, то параметры плана контроля при усиленном и ослабленном виде контроля регламентируются правилами перехода от одного вида контроля к другому.
Если осуществляется контроль одиночной партии продукции, то правила перехода не работают. В этом случае необходимо задаваться AQL, LQ риском поставщика a и риском потребителя b.
Усиленный и ослабленный виды контроля выбираем по табл. 21 и 22 стандарта (одноступенчатый план контроля).
Усиленный вид контроля:
n = 80; Ас = 3; Re = 3.
Ослабленный вид контроля:
n = 32; Ас = 1; Re = 4 (при этом, если число дефектных единиц продукции в выборке больше Ас, но меньше Re, то партию принимают, но возвращаются к нормальному виду контроля).
Для двухступенчатого контроля усиленный и ослабленный планы контроля выбираем по табл. 24, 25 ГОСТ 18242-72.
Усиленный вид контроля:
n1 = 50; Ас1 = 0; Re1 = 3;
n2 = 50; Ас2 = 3; Re2 = 4.
Ослабленный вид контроля:
n1 = 20; Ас1 = 0; Re1 = 4;
n2 = 20; Ас2 = 1; Re2 = 5.
(при этом, если во второй ступени контроля число дефектных единиц продукции в выборке больше Ас, но меньше Re, то партию принимают, но возвращаются к нормальному виду контроля).
Для многоступенчатого контроля усиленный и ослабленный планы контроля выбираем по табл. 27, 28 ГОСТ 18242-72.
Усиленный вид контроля:
n1 = 20; Ас1 = #; Re1 = 2;
(при этом объеме выборки партию принять нельзя);
n2 = 20; Ас2 = 0; Re2 = 3;
n3 = 20; Ас3 = 0; Re3 = 3;
n4 = 20; Ас4 = 1; Re4 = 4;
n5 = 20; Ас5 = 2; Re5 = 4;
n6 = 20; Ас6 = 3; Re6 = 5;
n7 = 20; Ас7 = 4; Re7 = 5.
Ослабленный вид контроля:
n1 = 8; Ас1 = #; Re1 = 3;
(при этом объеме выборки партию принять нельзя);
n2 = 8; Ас2 = #; Re2 = 3;
n3 = 8; Ас3 = 0; Re3 = 4;
n4 = 8; Ас4 = 0; Re4 = 5;
n5 = 8; Ас5 = 1; Re5 = 6;
n6 = 8; Ас6 = 1; Re6 = 6;
n7 = 8; Ас7 = 2; Re7 = 7.
(при этом, если превышено приемочное число на последней ступени контроля, но не достигнуто браковочное число, партию принимают и переходят к нормальному виду контроля).
Для последовательного контроля установлен только усиленный вид контроля, который выбираем по табл. 30 ГОСТ 18242-72 максимальный объем выборки М = 140, параметры плана контроля H = 40, b = 32.
Здесь необходимо иметь в виду, что отказ от использования правил перехода на усиленный и ослабленный виды контроля существенно снижает эффективность статистического приемочного контроля особенно в тех случаях, когда поставщик ненадежный и предъявляет партии продукции с входным уровнем дефектности существенно отклоняющимися от установленного значения AQL.
Предположим, что в результате сопоставления различных типов планов контроля решено использовать двухступенчатый план контроля:
n1 = 50; Ас1 = 1; Re1 = 4;
n2 = 50; Ас2 = 4; Re2 = 5,
(при известных: коде j, AQL = 1,5 %).
Теперь задача состоит в том, чтобы оценить риск поставщика a и риск потребителя b, которые будем иметь при использовании данного плана контроля. Помня, что оперативные характеристики двухступенчатых планов контроля практически совпадают с оперативными характеристиками соответствующих одноступенчатых планов контроля, воспользуемся табл. 11 ГОСТ 18242-72, в которой приведены оперативные характеристики одноступенчатых планов контроля для кода j. На черт. 2 приведена оперативная характеристика, взятая из этой таблицы при AQL = 1,5 %. По этой оперативной характеристике определяем, что при AQL = 1,5 % риск поставщика составляет менее 5 %. Для определения риска потребителя b следует задаться значением браковочного уровня дефектности LQ. Положим, что хотим определить риск потребителя b при значении LQ = 8 %. По оперативной характеристике определяем, что при таком недопустимом значении входного уровня дефектности риск потребителя составит 10 %. Это значит, что, если на контроль будут поступать партии с уровнем дефектности 8 %, то 10 % из них будут приниматься как годные, а 90 % таких партий будут забракованы.
Можно задаться риском потребителя b = 5 % и по оперативной характеристике определить, что эти 5 % партий будут приняты с уровнем дефектности 9,39 %.
Чтобы оценить эффективность выбранного плана контроля, кроме рисков a и b следует определить предельное значение среднего выходного уровня дефектности AOQL. Предел среднего выходного уровня дефектности определяет максимально возможное значение среднего выходного уровня дефектности в принятых партиях, которое пропускает выбранный план контроля. В табл. 31 ГОСТ 18242-72 приведены коэффициенты, необходимые для вычисления значения AOQL для одноступенчатых планов контроля, которыми воспользуемся и для двухступенчатых планов при том же коде объема выборки и значении AQL. Для кода j и AQL = 1,5 % находим коэффициент 2,4. Умножив его на (1 - n/N), где N = 1000 - объем партии, n = 64 - средний объем выборки для двухступенчатого плана выборочного контроля (значение которого установили ранее), получаем: 2,4 × (1 - 64/1000) = 2,25 %.
Следовательно, принятый двухступенчатый план контроля гарантирует, что в принятых партиях будет не более 2,25 % дефектной продукции при условии, что забракованные партии после замены в них всех дефектных единиц продукции на годные будут включены в число принятых партий.
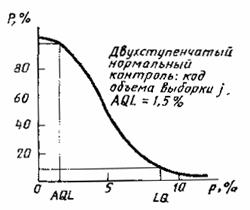
Выбор плана контроля для приемки одиночных партий продукции по заданному значению браковочного уровня дефектности LQ.
Пример 7. На контроль поступают одиночные партии продукции объемом от 1000 до 1200 штук. (Одиночными они считаются потому, что нет возможности использовать правила перехода с нормального вида контроля на усиленный или ослабленный).
Ставится задача: подобрать план контроля для приемки одиночных партий при условии, что браковочный уровень дефектности не должен превышать 8 % при риске потребителя 10 %.
Если приемочный уровень дефектности для такой продукции не установлен, то его можно принять таким же, какой установлен для аналогичной продукции. Примем для нашего примера AQL = 1,5 %.
По табл. 1 стандарта определяем код объема выборки на II общем уровне контроля j. Далее в стандарте ищем оперативные характеристики для кода объема выборки j. Они приведены в табл. 11 ГОСТ 18242-72. В этой таблице находим график оперативной характеристики при заданном значении AQL = 1,5 %. Под графиками приведены соответствующие оперативные характеристики в табличной форме, которые позволяют установить точное значение вероятности приемки партии Р при заданном значении входного уровня дефектности. Входной уровень дефектности в таблице задан в виде квантили оперативной характеристики. По табл. 11 ГОСТ 18242-72 при AQL = 1,5 % устанавливаем, что при риске потребителя 10 % (это есть вероятность приемки партии Р) входной уровень дефектности не должен превышать 8,16 %, что несколько превышает установленное значение браковочного уровня дефектности 8 %. Если такое превышение значения LQ недопустимо, то можно перейти на более высокий уровень контроля - на III, на котором код объема выборки К. Для этого кода объема выборки оперативная характеристика для наших условий приведена в табл. 12 ГОСТ 18242-72. В этой таблице для вероятности приемки партии Р = 10 % (что равно риску потребителя) при AQL = 1,5 % находим квантиль 7,42, которая меньше установленного значения LQ = 8 %. По табл. 20 ГОСТ 18242-72 находим план контроля для кода объема выборки К и AQL = 1,5 %: объем выборки n = 125, Ас = 5, Re = 6.
Выбор плана контроля для разных видов контроля.
Пример 8. Продукция предъявляется на контроль партиями по 14000 изделий. Приемочный уровень дефектности принят равным 1,5 %. Используется одноступенчатый контроль на II общем уровне контроля.
По табл. 1 стандарта при заданном N = 14000 находим, что код объема выборки определяется буквой М. По табл. 20 и 21 ГОСТ 18242-72 определяем планы одноступенчатого нормального и усиленного видов контроля.
|
Вид контроля |
||
|
нормальный |
усиленный |
|
|
Объем выборки |
315 |
315 |
|
Приемочное число Ас |
10 |
8 |
|
Браковочное число Re |
11 |
9 |
В табл. 1 приведены результаты контроля 25 последовательных партий продукции. Забракование 4-й и 10-й партий не является достаточным основанием для перехода на усиленный вид контроля, так как не удовлетворяется условие «две из пяти последовательных партий». После 12-й партии следует переходить на усиленный вид контроля, так как выполняется упомянутое условие. Усиленный контроль продолжается до 21-й партии включительно. С 22-й партии можно перейти на нормальный контроль, так как перед этим были приняты пять последовательных партий с 17-й по 21-ю.
Таблица 1
|
Объем партии |
Объем выборки |
Приемочное число Аc |
Браковочное число Re |
Число дефектных единиц |
Решение о партии |
Вид контроля |
|
|
1 |
14000 |
315 |
10 |
11 |
7 |
Принять |
Нормальный контроль |
|
2 |
14000 |
315 |
10 |
11 |
2 |
То же |
То же |
|
3 |
14000 |
315 |
10 |
11 |
4 |
» |
» |
|
4 |
14000 |
315 |
10 |
11 |
11 |
Отклонить |
» |
|
5 |
14000 |
315 |
10 |
11 |
9 |
Принять |
» |
|
6 |
14000 |
315 |
10 |
11 |
4 |
То же |
» |
|
7 |
14000 |
315 |
10 |
11 |
7 |
» |
» |
|
8 |
14000 |
315 |
10 |
11 |
3 |
» |
» |
|
9 |
14000 |
315 |
10 |
11 |
2 |
» |
» |
|
10 |
14000 |
315 |
10 |
11 |
12 |
Отклонить |
» |
|
11 |
14000 |
315 |
10 |
11 |
8 |
Принять |
» |
|
12 |
14000 |
315 |
10 |
11 |
11 |
Отклонить |
Перейти к усиленному контролю |
|
13 |
14000 |
315 |
8 |
9 |
7 |
Принять |
Усиленный контроль |
|
14 |
14000 |
315 |
8 |
9 |
8 |
То же |
То же |
|
15 |
14000 |
315 |
8 |
9 |
4 |
» |
» |
|
16 |
14000 |
315 |
8 |
9 |
9 |
Отклонить |
» |
|
17 |
14000 |
315 |
8 |
9 |
3 |
Принять |
» |
|
18 |
14000 |
315 |
8 |
9 |
5 |
То же |
» |
|
19 |
14000 |
315 |
8 |
9 |
2 |
» |
» |
|
20 |
14000 |
315 |
8 |
9 |
7 |
» |
» |
|
21 |
14000 |
315 |
8 |
9 |
6 |
» |
Перейти к нормальному контролю |
|
22 |
14000 |
315 |
10 |
11 |
7 |
» |
Нормальный контроль |
|
23 |
14000 |
315 |
10 |
11 |
2 |
» |
То же |
|
24 |
14000 |
315 |
10 |
11 |
5 |
» |
» |
|
25 |
14000 |
315 |
10 |
11 |
3 |
» |
» |
Пример 9. Продукция предъявляется на контроль партиями, по 4000 единиц. Приемочный уровень дефектности AQL = 10 %. Используется одноступенчатый тип плана контроля, уровень контроля I общий.
Находим план контроля: по табл. 1 стандарта при N = 4000 определяем код объема выборки j, по табл. 20 ГОСТ 18242-72 определяем объем выборки n = 80, приемочное число Ac = 14, браковочное число Re = 15.
В табл. 2 для примера приведены результаты контроля пятнадцати партий, начиная с 61-й. До 61-й партии применялся нормальный вид контроля, причем все партии были приняты, что свидетельствует о стабильном качестве продукции. Поэтому контролер может перейти на ослабленный вид контроля. Для верности он решает проконтролировать еще 10 партий. Для перехода на ослабленный контроль необходимо, чтобы все эти 10 партий были приняты и общее число дефектных единиц продукции в них не превышало бы предельное число дефектных единиц в этих партиях, установленное стандартом. Это число находим в табл. 2 ГОСТ 18242-72 - оно составляет 68. В наших десяти партиях (с 61-й по 70-ю) общее число дефектных единиц составляет 69, т.е. оно превышает предельно допустимое число 68. Следовательно, переход на ослабленный вид контроля после 70-й партии недопустим. После принятия следующих пяти партий контролер вновь решает перейти на ослабленный контроль. Для этого необходимо подсчитать общее число дефектных единиц продукции в последних десяти партиях, начиная с 66-й. Оно составляет 54, что меньше предельно допустимого числа 68. Следовательно, с 76-й партии можно перейти на ослабленный вид контроля. План контроля для этого вида контроля определяем по табл. 22 ГОСТ 18242-72: объем выборки n = 32, приемочное число Ас = 7, браковочное число Re = 10. Таким образом, ослабленный вид контроля позволит сократить трудоемкость контроля в 2,5 раза по сравнению с нормальным видом контроля.
Выбор плана контроля на разных уровнях контроля.
Таблица 2
|
Объем партии |
Объем выборки |
Приемочное число Ас |
Браковочное число Re |
Число дефектных единиц |
Решение о партии |
Вид контроля |
|
|
61 |
4000 |
80 |
14 |
15 |
7 |
Принять |
Нормальный контроль |
|
62 |
4000 |
80 |
14 |
15 |
5 |
То же |
То же |
|
63 |
4000 |
80 |
14 |
15 |
7 |
» |
» |
|
64 |
4000 |
80 |
14 |
15 |
6 |
» |
» |
|
65 |
4000 |
80 |
14 |
15 |
9 |
» |
» |
|
66 |
4000 |
80 |
14 |
15 |
7 |
» |
» |
|
67 |
4000 |
80 |
14 |
15 |
9 |
» |
» |
|
68 |
4000 |
80 |
14 |
15 |
8 |
» |
» |
|
69 |
4000 |
80 |
14 |
15 |
6 |
» |
» |
|
70 |
4000 |
80 |
14 |
15 |
5 |
» |
» |
|
71 |
4000 |
80 |
14 |
15 |
8 |
» |
» |
|
72 |
4000 |
80 |
14 |
15 |
4 |
» |
» |
|
73 |
4000 |
80 |
14 |
15 |
3 |
» |
» |
|
74 |
4000 |
80 |
14 |
15 |
1 |
» |
» |
|
75 |
4000 |
80 |
14 |
15 |
3 |
» |
» |
Пример 10. Потребитель получает партии по 4000 единиц продукции. С поставщиком есть договоренность на значение AQL = 1 %. Однако потребитель знает, что поставщик ненадежный и может поставлять продукцию с входным уровнем дефектности до 4 %. С целью защиты своих интересов потребитель решает сопоставить планы контроля на разных уровнях контроля и на основании оценки полученных при этом рисков b выбрать окончательный план.
По табл. 1 ГОСТ 18242-72 при заданных N = 4000 и AQL = 1 % определяем коды объемов выборок на I, II и III уровнях контроля j, L, М, соответственно. В табл. 11, 13 и 14 ГОСТ 18242-72 находим соответствующие оперативные характеристики, которые показаны на черт. 3:
I - код j, n = 80, Aс = 2, Rе = 3;
II - код L, n = 200, Aс = 5, Rе = 6;
III - код М, n = 315, Aс = 7, Re = 8.
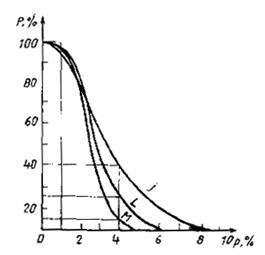
Разумеется, зная свойства оперативной характеристики, можно и без этого сравнения сказать, что наименьшую вероятность приемки партии с входным уровнем дефектности 4 % обеспечит план выборочного контроля на III уровне контроля, так как при этом используется наибольший объем выборки, равный 315 штукам. Однако по этим оперативным характеристикам мы можем получить точное значение риска потребителя. На I уровне контроля риск потребителя превышает 35 %, что явно неприемлемо. На II уровне контроля риск потребителя составляет 20 %, что также неприемлемо. На III уровне контроля риск потребителя составляет примерно 6 %, что вполне приемлемо, поэтому, несмотря на увеличение объема выборки, предпочтительнее использовать план контроля на этом уровне: n = 315, Ac = 7, Re = 8. Объем выборки можно существенно уменьшить путем использования двухступенчатого плана контроля при тех же исходных данных: n1 = 200; Ас1 = 3, Re1 = 7; n2 = 200; Aс2 = 8, Rе2 = 9.
При этом средний объем выборки сокращается до 235 деталей при сохранении значений рисков a и b (см. табл. 19 ГОСТ 18242-72).
СОДЕРЖАНИЕ