 | Информационная система | |
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
СИСТЕМЫ
АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ.
ПОДГОТОВКА УПРАВЛЯЮЩИХ
ПРОГРАММ
ДЛЯ ОБОРУДОВАНИЯ С ЧПУ.
БАЗА ТЕХНОЛОГИЧЕСКИХ ДАННЫХ
РД 50-603-86
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
РАЗРАБОТАНЫ Государственным комитетом СССР по стандартам Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ:
А.М. Берман; А.В. Алексеев; канд. техн. наук В.Д. Костюков; канд. техн. наук П.А. Шалаев; А.А. Лиферов; канд. техн. наук С.В. Скородумов; доктор техн. наук Г.В. Евгенов (руководители темы); канд. техн. наук О.Н. Татур; А.В. Горбунов; канд. техн. наук Ю.И. Караванов; канд. техн. наук В.Ф. Соколов; Г.В. Войкова; канд. техн. наук Ю.Я. Венгеровский; Л.М. Юшкина; Г.Г. Сафонов; И.М. Грабовский; А.Н. Петухов; канд. техн. наук И.С. Макаров; В.В. Кулагин; канд. техн. наук Б.И. Ломакин; канд. техн. наук С.Н. Гротова; Ю.А. Звоницкий; С.Д. Бейнарович; А.К. Филиппов
ВНЕСЕНЫ УПРАВЛЕНИЕМ машиностроения Государственного комитета СССР по стандартам
Начальник Управления машиностроения Л.Л. Акинфиев
УТВЕРЖДЕНЫ И ВНЕСЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 марта 1986 г. № 737
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
|
Системы автоматизированного проектирования. Подготовка управляющих программ для оборудования с ЧПУ. База технологических данных |
РД |
Утверждены Постановлением Госстандарта от 27 марта 1986 г. № 737, срок введения установлен
с 01.01.87
Настоящие методические указания распространяются на базы данных (БД), создаваемые при автоматизированном проектировании технологических процессов и подготовке управляющих программ с помощью систем автоматизированного программирования (САП) оборудования с ЧПУ.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. База технологических данных (БТД) в составе САП* оборудования с ЧПУ представляет собой идентифицированную совокупность взаимосвязанных данных, используемых при расчете траектории движения инструмента и параметров относительного перемещения заготовки и инструмента, а также при задании технологических циклов и команд в составе управляющих программ (УП) для оборудования с ЧПУ.
* САП - по ГОСТ 23501.603-84.
1.2. Использование БТД позволяет сократить объем исходной информации при автоматизированной подготовке УП и, таким образом, снизить трудоемкость ТПП для оборудования с ЧПУ на всех ее стадиях.
(Измененная редакция, Изм. № 1).
1.3. БТД служит инструментом адаптации САП к конкретному производству.
1.4. БТД в период использования хранится на внешних запоминающих устройствах (ВЗУ) ЭВМ с прямым доступом.
1.5. Копии БТД, а также ее части, не используемые в текущий период, могут храниться в ВЗУ с последовательным доступом.
1.6. Управление данными осуществляет система управления базами данных (СУБД), в функции которой входит:
создание системы баз данных (логической и физической структуры данных);
добавление записей в БД;
исключение записей из БД;
изменение значений полей в записях БД;
выбор записей и полей из БД по определенным критериям;
преобразование из формы входных данных в форму записей БД;
преобразование их формы записей БД в форму выходных данных;
обеспечение секретности, целостности и защита данных от несанкционированного использования и изменения, а также возможность восстановления данных при повреждении БТД;
перевод данных из ВЗУ с последовательным доступом в ВЗУ с прямым доступом и обратно.
(Измененная редакция, Изм. № 1).
2. СОСТАВ И СТРУКТУРА БАЗ ТЕХНОЛОГИЧЕСКИХ ДАННЫХ
2.1. Для подготовки УП необходима:
нормативно-справочная информация о средствах технологического оснащения (инструмент, оснастка, оборудование и др.);
информация о типовых проектно-технологических решениях (типовые маршруты, операции, переходы, типовые циклы обработки и др.).
Совокупность данных, включаемых в состав БТД, должна описывать средства технологического оснащения, которые используются при обработке деталей в данной производственной системе оборудования с ЧПУ.
Эти данные должны характеризовать:
функциональные возможности;
параметры и характеристики соответствующих средств технологического оснащения.
Данные из различных источников:
из технической документации на эти средства;
из протоколов непосредственного измерения.
2.2. В общем случае в состав БТД должны включаться следующие данные:
о технологическом оборудовании;
о средствах технологической оснастки (приспособлениях);
о рабочем и вспомогательном инструменте;
об обрабатываемых материалах в видах заготовки;
о схемах базирования и крепления;
о режимах резания;
о типовых технологических процессах;
управляющие программы и сопроводительная документация;
унифицированные фрагменты УП (технологические циклы обработки.)
2.3. Состав данных, заносимых в БТД, зависит от состава и методов решения задач, на которые рассчитана конкретная САП.
Структура БТД показана на рис. 1. Структура каждого из разделов БТД определяется на основе анализа состава и формы представления данных на каждом из этапов технологического проектирования.
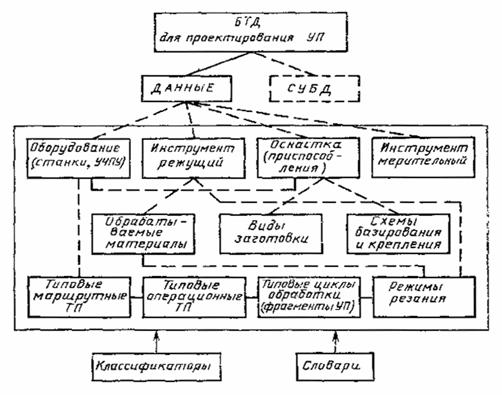
Рис. 1. Структура БТД
2.4. Наличие БТД в составе САП:
исключает ручной поиск нормативно-справочной информации;
обеспечивает автоматическое подключение библиотек стандартных программ;
делает данные независимыми от прикладных программ;
позволяет оперативно вносить коррективы, отражающие текущее состояние производственной системы.
2.5. Расширение составных данных, хранящихся в БТД и используемых функциональными модулями САП, позволяет значительно расширить состав задач, решаемых системой. Кроме того, наличие в БТД данных о средствах технологического оснащения позволяет реализовать контроль информации, вводимой технологом при проектировании ТП и подготовке УП.
В табл. 1 приводится взаимосвязь данных из состава БТД и задач, реализуемых САП.
Таблица 1
ВЗАИМОСВЯЗЬ СОСТАВА БТД И ЗАДАЧ, РЕШАЕМЫХ САП
|
Задачи, реализуемые САП |
|
|
1. Данные об оборудовании и устройствах ЧПУ: |
|
|
1.1. Пределы перемещений рабочих органов и размеров обрабатываемых деталей |
Контроль запрограммированных перемещений инструмента |
|
1.2. Характеристики привода главного движения: вид регулирования, ряды частот вращения и другие данные |
Автоматическое назначение частоты вращения шпинделя по скорости, выбор диапазона частот вращения |
|
1.3. Характеристики привода подач: вид регулирования, число диапазонов регулирования, ряды значений подач, подача ускоренного хода и другие данные |
Автоматический расчет минутной подачи по заданной оборотной, выбор диапазона подач, расчет времени работы по УП |
|
1.4. Характеристики устройства автоматической смены инструмента: емкость магазина и револьверной головки, время смены инструмента и другие данные |
Автоматическое распределение инструментов по блокам магазина или позициям револьверной головки, расчет времени работы по УП, контроль числа инструментов, задаваемых технологом |
|
1.5. Допустимый радиус интерполяции |
Контроль исходной геометрической информации, аппроксимация дуг окружностей большого радиуса |
|
1.6. Число и распределение блоков коррекции |
Автоматическое назначение блоков коррекции на инструменты, контроль назначения блоков коррекции |
|
1.7. Фиксированные исходные точки траектории движения инструментов |
Автоматический расчет перемещений подвода и отвода инструментов |
|
2. Данные об инструментах: |
|
|
2.1. Назначение инструмента |
Контроль за правильностью назначения инструментов технологом, автоматическое назначение инструментов |
|
2.2. Вылет инструмента относительно базовой точки резцедержки |
Автоматический расчет перемещений отвода и подвода |
|
2.3. Размерные характеристики инструмента (в зависимости от назначения) |
Контроль за правильностью назначения инструмента технологом, автоматический выбор инструмента |
|
2.4. Показатели режущей способности инструмента |
Контроль за назначением режимов резания, автоматическое назначение режимов резания на заданный обрабатываемый материал. Расчет схем перемещения инструмента |
|
2.5. Рекомендуемые величины вспомогательных движений: врезание, выход и другие данные |
Автоматическое формирование схем обработки конструктивно-технологических элементов детали |
(Измененная редакция, Изм. № 1).
2.6. В качестве основных структур БТД могут использоваться иерархическая, сетевая, реляционная, смешанная.
2.8. Характер данных, входящих в состав БТД, наилучшим образом соответствует реляционной структуре.
2.9. Пример состава и структуры БТД для одной из САП приведен в разд. 5.
Структура БТД должна обеспечивать:
объединение данных, допускающее совместное их использование функциональными модулями САП для различных задач с учетом возможной интеграции с САПР и АС ТПП при: оптимальном времени обработки данных, минимальной их избыточности, минимальном объеме памяти ВЗУ для хранения данных, наиболее эффективном доступе к ним.
2.10. На современном этапе технологические службы предприятий оснащаются в основном автоматизированными рабочими местами технолога (АРМ-Т) на базе мини- и микро-ЭВМ, и при разработке БТД следует ориентироваться на их возможности.
2.11. При создании БТД рекомендуется организация единого хранилища фотографических копий (микрофишей) технологической документации, где по выданному ЭВМ адресу (номеру микрофиши и номеру страницы на ней) можно оперативно отыскать нужный документ и получить его «твердую» копию на бумаге или передать изображение на экран дисплея непосредственно пользователю.
2.12. Различным пользователям может быть нужна различная информация об одних и тех же объектах, поэтому структура БД должна быть многоуровневой (как минимум должны быть выделены два уровня - первичные и вторичные файлы БД).
Первичные файлы содержат полные информационные модели объектов.
К ним предъявляются следующие требования:
простота и оперативная актуализация (накопление и обновление) данных;
обеспечение возможностей длительного их хранения.
Структура записей в первичных файлах должна соответствовать структуре записей в технологических документах, соответствующих ЕСТД.
Вторичные файлы содержат усеченные информационные модели объектов. Создаются они на базе первичных, могут быть постоянными или временными. Форма записей, способ их упорядочения должны быть ориентированы на соответствующие пакеты прикладных программ.
Доступ к первичным файлам для пользователя БД может быть запрещен или разрешен только в режиме чтения. Актуализация первичных файлов должна быть доступна только администратору БД. Тем самым обеспечивается целостность БТД.
2.13. Укрепленная схема обмена информацией между САП и БТД показана на рис. 2.

Рис. 2. Схема обмена информацией между САП и БТД
Технолог-программист, взаимодействуя с САП, формирует на языке манипулирования данными (ЯМД) запрос о некотором информационном объекте.
С помощью СУБД формируется поисковый образ запроса (ПОЗ) и осуществляется поиск во вторичном файле соответствующего образа объекта (ПОО).
При сравнении ПОЗ и ПОО система определяет адрес, по которому находится и передается в оперативную модель данных САП или на терминал технолога необходимая информация из вторичного или первичного файла.
По запросу технолога могут быть найдены соответствующие микрофиши в центральном хранилище; получены твердые копии документов соответствующих разделов из памяти ЭВМ.
2.14. Приведенный состав БТД является базовым и может дополняться при создании и развитии конкретных САП, в т.ч. использующих интерактивные средства машинной графики.
3. ОСНОВНЫЕ ТРЕБОВАНИЯ К СУБД
3.1. Требования к набору основных функций:
СУБД должна обеспечивать загрузку, разгрузку, чтение и модификацию БТД, контроль данных при вводе и модификациях, восстановление БТД после повреждений, управление привилегиями пользователей БТД.
3.2. Требования по скорости доступа к данным:
СУБД должна иметь временные характеристики, обеспечивающие функционирование в масштабе времени, близком к реальному.
3.3. Требования к простоте использования определяют:
время освоения пользователями и системными программистами процедур взаимодействия с СУБД;
время установки, передачи и переконфигурации СУБД;
возможность использования непрограммирующим пользователем.
3.4. Требования по восстановлению информации:
СУБД должна обеспечивать автоматические восстановления информации при непрерывной организации доступа к данным из программ пользователя;
СУБД должна иметь средства, позволяющие восстанавливать информацию при аппаратных сбоях.
3.5. В многопультовой вычислительной системе СУБД должна обеспечивать возможность многопользовательской работы в режиме «одновременного чтения» данных.
3.6. Необходимо наличие средств диалогового взаимодействия технологов с БТД.
3.7. Характеристики наиболее распространенных СУБД и методика выбора приведены в РД 50-604-86 «Методические указания, САПР. Порядок создания, эксплуатации и развития автоматизированных баз данных».
4. ПОРЯДОК РАЗРАБОТКИ БАЗЫ ТЕХНОЛОГИЧЕСКИХ ДАННЫХ
4.1. БТД разрабатывается в соответствии с назначением и проектными решениями САП. Стадии создания БТД - по ГОСТ 24.6-86.
(Измененная редакция, Изм. № 1).
4.2. На стадии исследования и обоснования создания необходимо проводить научно-исследовательскую работу с целью:
определения состава и структуры данных;
требований к технологическим средствам оснащения;
разработки новой СУБД;
возможности использования существующей СУБД.
(Измененная редакция, Изм. № 1).
4.3. Необходимым условием создания БТД является:
определение минимально необходимого перечня объектов, образы которых составляют БД;
выявление наборов признаков, достаточных для решения технологических задач.
4.4. На стадии технического проекта уточняется состав и форматы данных, входящих в состав БТД в соответствии с разработанными алгоритмами решения задач проектирования ТП и подготовки УП. При разработке специализированной СУБД уточняется набор ее функций и алгоритмы.
4.5. На стадии «рабочая документация» разрабатывается документация информационного обеспечения САП в соответствии с РД 50-617-86; программного обеспечения САП по ГОСТ 19.101-77.
(Измененная редакция, Изм. № 1).
4.6. Испытание БТД производится в составе САП в соответствии с программой и методикой испытания.
5. ПРИМЕР ИСПОЛЬЗОВАНИЯ СУБД ДЛЯ СОЗДАНИЯ И СОПРОВОЖДЕНИЯ БАЗ ТЕХНОЛОГИЧЕСКИХ ДАННЫХ В СОСТАВЕ САП
5.1. Начало сеанса работы с базой технологических данных
HEL 350,1
PASSWORD: BTD
ASM DK<N>: = SY:
где N - номер дискового устройства, на котором находится СУБД.
Запуск процедур внешнего языка манипулирования данными СУБД осуществляется директивой:
@ PRETP,
Сообщения оператору и команды оператора
Ниже приводятся запросы, выводимые на терминал и форма ответов на них.
Запрос: «ВВЕДИТЕ НОМЕР ДИСКОВОГО УСТРОЙСТВА, НА КОТОРОМ УСТАНОВЛЕН FBR».
Ответ: Указывается номер дискового устройства, на котором расположен пакет прикладных программ и файл сообщений FBR.
Запрос: «ВВЕДИТЕ ТИП АНКЕТ».
Ответ: Вводится модификатор, типа анкеты, с которой предстоит работать:
АТИ - анкета токарного инструмента;
АСФИ - анкета стержневого, фрезерного инструмента и расточных оправок;
ACT - анкета станка;
AM - анкета материала;
? - вводится в том случае, если ответ на этот запрос вызывает затруднения. При этом на экран выводится подсказка по возможным модификаторам и повторяется запрос.
Нажатием на терминале клавиши <CR> (<ESC>) - обозначают конец работы.
Если тип анкеты введен неверно, то на терминал выводится
сообщение: *** ОШИБКА! ТАКОЙ АНКЕТЫ НЕТ ***
и повторяется запрос.
Далее выполняется работа с анкетами указанного типа. После окончания работы с данным типом анкет можно перейти к работе с анкетами другого типа или закончить сеанс работы.
5.2. Работа с анкетами инструментов
Выбор режима работы
Запрос: «ВВЕДИТЕ РЕЖИМ РАБОТЫ».
Ответ: Номер режима работы:
1 - занесение новой анкеты в существующий массив анкет;
2 - редактирование анкеты (изменение значений параметров в ранее занесенную анкету);
3 - вывод всех занесенных анкет на печать;
4 - вывод указываемых вами анкет на печать;
5 - просмотр занесенных ранее анкет с удалением ненужных;
? - вводится в том случае, если ответ на данный запрос вызывает затруднения. В этом случае на экран выводится подсказка с расшифровкой номеров режимов, после чего запрос повторяется.
<CR> (<ESC>) - конец работы с данным типом анкет.
Если режим введен неверно, то на терминал выдается сообщение
*** ОШИБКА! ТАКОЙ РЕЖИМ НЕ ПРЕДУСМОТРЕН ***
и запрос повторяется.
По окончании работы в данном режиме можно перейти к следующему режиму или закончить работу с данным типом анкет.
5.2.1. Пополнение массива анкет инструментов
Назначение процедуры
Процедура ввода новых анкет служит для занесения новых записей в массив анкет стержневого, фрезерного инструмента и расточных оправок и в массив анкет токарного инструмента с предварительной проверкой значений некоторых параметров на соответствие их принятой системе классификации и кодирования и контрольным выводом занесенной анкеты на терминал.
Ниже приводятся запросы системы, выводимые на терминал, и допустимые варианты ответов на них пользователя.
Запрос: «ВВЕДИТЕ КОЛИЧЕСТВО АНКЕТ».
Ответ: Целое число - количество анкет, вводимых за один вызов внутренней процедуры. Определяется по усмотрению пользователя в зависимости от количества машинного времени или количества анкет, которое надо ввести.
Далее последовательно система запрашивает значения всех параметров очередной вводимой анкеты, например:
«ВВЕДИТЕ ХАРАКТЕР ОБРАБОТКИ»,
«ВВЕДИТЕ НАПРАВЛЕНИЕ ВРАЩЕНИЯ ШПИНДЕЛЯ» и т.д.
Ответы на эти запросы должны соответствовать описаниям значений параметров согласно системе классификации и кодирования БТД (см. приложение 2).
В случае отсутствия какого-либо параметра пользователь в ответ на запрос отвечает символом «|__|» - пробел.
После ввода значений всех параметров анкеты, в том случае, когда они не вышли за ограничения, анкета выводится на терминал по частям, величина которых определяется числом строк экрана. Это дает возможность проконтролировать введенные значения параметров визуально. Для продолжения вывода анкеты на терминал пользователь должен нажать клавишу «Д» - «дальше». После того, как закончен вывод анкеты на терминал, система выдает следующий запрос.
Запрос: «ВВЕДИТЕ ДА, ЕСЛИ ЗАПИСЬ ЗАНЕСЕНА ВЕРНО»
или
«ВВЕДИТЕ ПОДТВЕРЖДЕНИЕ ПРАВИЛЬНОСТИ».
Ответ: ДА - анкета записывается в массив анкет;
НЕТ - анкета не записывается.
В случае обнаружения ошибки выполнение процедуры прекращается, на терминал выдается сообщение об ошибке, например:
«НЕВЕРНО ЗАДАНО НАЗНАЧЕНИЕ» и т.п.
В случае ответа «НЕТ» на предыдущий вопрос, выполнение процедуры также прекращается и на экран выводится сообщение:
«ЗАПИСЬ НЕ ПРОИЗВОДИТСЯ, ВЫПОЛНЕНИЕ ПРЕКРАЩЕНО ПОЛЬЗОВАТЕЛЕМ».
Если все параметры введенной анкеты занесены верно, то в случае положительного ответа, после записи анкеты в массив анкет, система начинает запрашивать параметры следующей вводимой анкеты.
Естественный выход из процедуры ввода анкет инструмента происходит после ввода указанного количества анкет.
Пользователь может по своему усмотрению прекратить ввод анкет и выйти из процедуры, введя с терминала символ «ÙZ».
В случае такого выхода из процедуры ввода анкет на терминал выдается запрос о продолжении работы.
Запрос: «БУДЕТ ЕЩЕ ВВОД? (ДА/НЕТ)».
Ответ: ДА - если оператор хочет продолжить ввод;
НЕТ (<CR>) - если ввод закончен.
В случае положительного ответа выполняется повторная загрузка процедуры ввода анкет и повторяется полный цикл работы, начиная с первого запроса:
«ВВЕДИТЕ КОЛИЧЕСТВО АНКЕТ».
5.2.2. Редактирование анкеты инструмента. Изменение значений параметров.
5.2.2.1. Изменение значений параметров в анкетах стержневого, фрезерного инструмента и расточных оправок
Назначение процедуры
Процедура служит для изменения значений любых параметров в анкетах стержневых, фрезерных инструментов и расточных оправок с последующим выводом анкет с измененными параметрами на дисплей.
Ниже приводятся запросы системы, выводимые на терминал, и допустимые варианты ответов на них пользователя.
Запрос: «ВВЕДИТЕ КОД ИНСТРУМЕНТА»
Ответ: Вводится символьное обозначение - код инструмента из анкеты, параметры которой должны быть изменены.
Запрос: «ВВЕДИТЕ КОД СТАНКА».
Ответ: Вводится символьное обозначение - код станка из соответствующей анкеты.
Запрос: «ВВЕДИТЕ МОДЕЛЬ СТАНКА».
Ответ: Вводится целое число - шифр - модели станка из соответствующей анкеты. Если модель станка в анкете не была указана, в ответ на данный запрос вводится символ «|__|».
Запрос: «ВВЕДИТЕ КОД ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА».
Ответ: Вводится символьное обозначение - код вспомогательного инструмента из соответствующей анкеты.
Запрос: «ВВЕДИТЕ ИМЯ ИЗМЕНЯЕМОГО ПАРАМЕТРА».
Ответ: Вводится шифр - краткое обозначение соответствующего параметра (см. анкету инструмента. Приложение 1, табл. 1). Например, если надо изменить значение параметра «характер обработки», в ответ на этот запрос вводится F1 - 4 и т.п. Этот запрос будет выдаваться столько раз, сколько параметров будет меняться в анкете соответствующего инструмента. Указанием на то, что имена всех изменяемых параметров введены, является ответ на очередной запрос системы об имени параметра нажатием клавиши ВК (возврат каретки). После этого на терминал выводятся запросы на ввод новых значений указанных изменяемых параметров, например:
Запрос: «ВВЕДИТЕ ХАРАКТЕР ОБРАБОТКИ».
Ответ: Аналогичен ответу на соответствующий запрос в процедуре занесения новых записей.
После ввода всех значений параметров, которые были назначены для изменения, анкета выводится на терминал по частям, величина которых определяется числом строк экрана, что дает возможность проверить правильность занесения новых значений параметров визуально. Для продолжения вывода анкеты на терминал пользователю надо нажать клавишу «Д».
После того, как контрольный вывод анкеты на терминал полностью закончен, выдается запрос:
Запрос: «ХОТИТЕ ИЗМЕНИТЬ ЗНАЧЕНИЯ ЕЩЕ КАКИХ-НИБУДЬ ПАРАМЕТРОВ (Y/N)?».
Ответ: Y - если пользователь хочет изменить еще какие-нибудь параметры в этой или любой другой анкете стержневого или фрезерного инструмента;
N (CR) - если пользователь хочет завершить работу процедуры редактирования анкеты инструмента.
В случае положительного ответа будет повторен полный цикл работы, начиная с запроса:
«ВВЕДИТЕ КОД ИНСТРУМЕНТА».
5.2.2.2. Изменение значений параметров в анкетах токарного инструмента
Назначение процедуры
Процедура служит для изменения значений любых параметров в анкетах токарных инструментов с последующим выводом текста анкет с измененными параметрами на терминал для контроля.
Ниже приводятся запросы системы, выводимые на терминал, и допустимые варианты ответов на них пользователя.
Запрос: ВВЕДИТЕ КОД ИНСТРУМЕНТА».
Ответ: Вводится символьное обозначение - код инструмента из анкеты, значения параметров которой должны быть изменены.
Запрос: «ВВЕДИТЕ ИМЯ ИЗМЕНЯЕМОГО ПАРАМЕТРА».
Ответ: Вводится краткое обозначение соответствующего параметра (см. анкету токарного инструмента). Например, если надо изменить значение параметра «характер обработки», то в ответ на этот запрос вводится F1 - 4 и т.п. Этот запрос будет выдаваться столько раз, сколько параметров будет изменяться в анкете соответствующего инструмента. Указанием на то, что обозначения всех изменяемых параметров введены, является ответ на очередной запрос об обозначении параметра нажатием клавиши ВК (возврат каретки). После этого на терминал выводятся запросы на ввод новых значений указанных изменяемых параметров, например:
Запрос: «ВВЕДИТЕ ХАРАКТЕР ОБРАБОТКИ».
Ответ: Аналогичен ответу на соответствующий запрос в процедуре занесения новых записей.
После ввода всех значений параметров, которые были назначены для изменения, анкета выводится на терминал по частям, величина которых определяется числом строк экрана, что позволяет проверить правильность занесения новых значений параметров визуально. Для продолжения вывода анкеты на терминал пользователю надо нажать клавишу.
После завершения контрольного вывода анкеты на терминал выдается запрос:
«ХОТИТЕ ИЗМЕНИТЬ ЗНАЧЕНИЯ ЕЩЕ КАКИХ-НИБУДЬ ПАРАМЕТРОВ (Y-N)?».
Ответ: Y - если пользователь хочет изменить еще какие-нибудь параметры в этой или какой-либо другой анкете токарного инструмента:
N (CR) - если пользователь решает закончить работу процедуры редактирования.
В случае положительного ответа следует повторение полного цикла работы, начиная с запроса:
«ВВЕДИТЕ КОД ИНСТРУМЕНТА».
В случае отрицательного ответа следует выход из процедуры.
5.2.3. Вывод анкет инструментов на устройство печати.
5.2.3.1. Вывод на печать всех анкет, содержащихся в массиве анкет стержневого, фрезерного инструмента и расточных оправок или в массиве анкет токарного инструмента
Назначение процедуры
Процедура служит для вывода на печать всех анкет, содержащихся в указанных выше массивах.
От пользователя никаких дополнительных действий не требуется. На терминал выводится сообщение об установке словаря и о запуске соответствующей внутренней процедуры.
5.2.3.2. Вывод на печать указанных пользователем анкет стержневого, фрезерного инструмента и расточных оправок
Назначение процедуры
Процедура служит для вывода на LP анкет стержневого, фрезерного инструмента и расточных оправок, указываемых оператором.
Ниже приводятся запросы, выводимые на терминал, и форма ответов на них.
Запрос: «ВВЕДИТЕ КОД ИНСТРУМЕНТА».
Ответ: Вводится символьное обозначение - код инструмента из анкеты, которая должна быть выведена на терминал.
Запрос: «ВВЕДИТЕ КОД СТАНКА».
Ответ: Вводится символьное обозначение - код станка из соответствующей анкеты.
Запрос: «ВВЕДИТЕ МОДЕЛЬ СТАНКА».
Ответ: Вводится целое число - шифр модели станка из соответствующей анкеты. Если модель станка в анкете не была указана, в ответ на этот запрос вводится 0.
Запрос: «ВВЕДИТЕ КОД ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА».
Ответ: Вводится символьное обозначение - код вспомогательного инструмента из соответствующей анкеты.
После этого указанная анкета выводится на печать.
После окончания вывода на печать указанной анкеты выдается запрос:
Запрос: «ХОТИТЕ РАСПЕЧАТКУ ЕЩЕ КАКОЙ-НИБУДЬ АНКЕТЫ (Y/N)?».
Ответ: Y - если необходим вывод какой-либо анкеты;
N (CR) - если процедура вывода анкет закончена.
В случае положительного ответа, повторяется полный цикл работы, начиная с запроса:
«ВВЕДИТЕ КОД ИНСТРУМЕНТА».
В случае отрицательного ответа - выход из процедуры.
5.2.3.3. Вывод на печать указанных пользователем анкет токарного инструмента
Назначение процедуры
Процедура служит для вывода на LP: анкет токарного инструмента, указанных пользователем.
Ниже приводятся запросы системы, выводимые на терминал и допустимые варианты ответов на них пользователя.
Запрос: «ВВЕДИТЕ КОД ИНСТРУМЕНТА».
Ответ: Вводится символьное обозначение - код инструмента из анкеты, которая должна быть выведена на терминал.
Далее следует сообщение системы об установке словаря и подготовке домена, содержащего анкеты токарного инструмента, для чтения.
После этого указанная анкета выводится на печать.
По окончании вывода указанной анкеты на терминал выдается запрос:
«ХОТИТЕ РАСПЕЧАТАТЬ ЕЩЕ КАКУЮ-НИБУДЬ АНКЕТУ (Y/N)?».
Ответ: Y - если предполагается вывод на LP: этой либо еще какой-нибудь другой анкеты;
N (CR) - если процедура вывода анкет закончена.
В случае положительного ответа следует повторение полного цикла работы, начиная с запроса:
«ВВЕДИТЕ КОД ИНСТРУМЕНТА».
В случае отрицательного ответа следует выход из процедуры.
5.2.4. Последовательный просмотр и удаление ненужных анкет инструментов
Назначение процедуры
Процедура служит для последовательного вывода на терминал всех анкет, содержащихся в массиве анкет стержневого, фрезерного инструмента, а также в массиве анкет токарного инструмента с целью их просмотра и удаления ненужных.
Сообщение пользователю и его ответные команды
Сообщение системы об установке словаря, подготовке домена, содержащего соответствующие анкеты, для записи и о запуске соответствующей процедуры.
После этого анкеты последовательно выводятся на терминал по частям, величина которых определяется числом строк экрана. Для продолжения вывода очередной анкеты на терминал пользователю надо нажать клавишу «Д».
По окончании вывода каждой анкеты на терминал выдается запрос:
«ВВЕДИТЕ ДА, ЕСЛИ ЗАПИСЬ ДОЛЖНА БЫТЬ УДАЛЕНА»,
«ВВЕДИТЕ УКАЗАНИЕ»
Ответ: ДА - в том случае, если только что выведенная на терминал анкета должна быть удалена из массива анкет;
НЕТ (CR) - если анкета не должна быть удалена.
После этого, в ответ на запрос пользователя, на экран терминала выводится следующая анкета инструмента и т.д. до тех пор, пока все анкеты не будут просмотрены.
Пользователь может по своему усмотрению прекратить просмотр анкет, вводя с терминала символ «ÙZ».
5.3. Работа с анкетами станков
5.3.1. Выбор режима работы
Запрос: «ВВЕДИТЕ РЕЖИМ РАБОТЫ».
Ответ: Указывается номер режима работы:
1 - ввод новых анкет в уже существующие массивы после их редактирования;
2 - вывод указанных анкет станков на LP;
3 - удаление указанных анкет станков из существующего массива;
? - вводится в том случае, если ответ на данный запрос вызывает затруднения. При этом на экран выводится подсказка с номерами режимов, после чего запрос повторяется;
<CR> (<ESC>) - конец работы с данным типом анкет.
Если режим введен неверно, то на терминал выдается сообщение
*** ОШИБКА! ТАКОЙ РЕЖИМ НЕ ПРЕДУСМОТРЕН ***, и запрос повторяется.
По окончании работы в данном режиме имеется возможность перейти к следующему режиму или закончить работу с данным типом анкет.
5.3.2. Занесение и редактирование анкет станков
Назначение процедуры
Процедура служит для ввода новых анкет станков в уже существующий массив анкет, а также для изменения значений параметров (в случае необходимости) как в новой анкете, так и в анкетах, введенных ранее.
Сообщения системы пользователю и его ответные команды
Так как анкета станка включает в себя достаточно большое количество параметров, для облегчения работы с ней было принято целесообразным разделить ее на семь частей, под каждую из которых отводится свой файл данных (примеры файлов анкеты станка приведены в приложении 1).
Процедура предусматривает последовательную работу с каждой из частей анкеты по вводу и модификации параметров. Для проведения редактирования ранее записанной анкеты необходимо ответить отрицательно на все запросы, касающиеся записи. После этого возможно редактирование пользователем ранее введенной анкеты.
Ниже приводятся запросы, выводимые процедурой на терминал и форма ответов на них.
Запрос: «ВВЕДИТЕ КОД СТАНКА».
Ответ: Код (модель) станка. Символьное обозначение (до 20 символов).
Запрос: «ВВЕДИТЕ ИМЯ ПОСТПРОЦЕССОРА».
Ответ: Имя постпроцессора. Символьное обозначение (до 20 символов).
Запрос: «БУДЕТЕ ВВОДИТЬ ПЕРВУЮ ТАБЛИЦУ (Y/N)».
Ответ: Y - в этом случае будет вводиться первая таблица;
N (CR) - первая таблица вводиться не будет.
При положительном ответе на запрос далее последовательно запрашиваются значения всех параметров первой таблицы анкеты станка, например:
«ВВЕДИТЕ СПОСОБ СМЕНЫ ИНСТРУМЕНТОВ»,
«ВВЕДИТЕ МОДЕЛЬ ЧПУ» и т.д.
Ответы на эти запросы должны соответствовать описаниям значений параметров согласно системе классификации кодирования БТД.
В случае отсутствия какого-либо параметра в ответ на запрос нажимается клавиша - «|__|».
Введенная информация высвечивается постранично на экране терминала. Для ввода на экран очередной страницы в ответ на запрос о продолжении надо ответить - «Д».
Запрос: «ХОТИТЕ ИЗМЕНИТЬ ЗНАЧЕНИЯ КАКИХ-ЛИБО ПАРАМЕТРОВ В ПЕРВОЙ ТАБЛИЦЕ?» (выводится на терминал после окончания распечатки первой таблицы)
Ответ: Y - если должны быть изменены значения каких-либо параметров в первой таблице;
N (CR) - если изменения в первой таблице производиться не будут.
В случае положительного ответа появится запрос системы:
Запрос: «ВВЕДИТЕ ИМЯ ИЗМЕНЯЕМОГО ПАРАМЕТРА».
Ответ: Краткое обозначение параметра, значение которого необходимо изменить. Например, если надо изменить значение параметра «принцип регулирования скоростей», то в ответ на этот запрос вводится F2-1 и т.п. Этот запрос будет выдаваться столько раз, сколько параметров будет меняться в первой таблице анкеты станка, которая заново вводится или редактируется. Указанием на то, что обозначения всех изменяемых параметров введены, является при ответе на очередной запрос об имени параметра нажатие клавиши ВК (возврат каретки).
Запрос: «ХОТИТЕ ЕЩЕ РАЗ ВЫВЕСТИ НА ТЕРМИНАЛ ПЕРВУЮ ТАБЛИЦУ?».
Ответ: Y - если есть необходимость просмотреть содержимое первой таблицы после проведения модификации;
N (CR) - если вывод на терминал содержания первой таблицы после модификации не требуется.
После этого на терминал выводятся запросы на ввод новых значений указанных изменяемых параметров. Например,
Запрос: «ВВЕДИТЕ F2-1»
Ответ: Аналогичен ответу на соответствующий запрос при работе по занесению новых записей.
После ввода всех новых значений параметров, назначенных для изменения, первая таблица, в том случае, когда было указано, что вывод нужен, выводится на терминал так же, как она выводилась при работе по записи.
Запрос: «ХОТИТЕ ЕЩЕ ЧТО-НИБУДЬ ИЗМЕНИТЬ В ПЕРВОЙ ТАБЛИЦЕ (Y/N)?».
Ответ: Y - если модификация первой таблицы проведена не полностью или неверно;
N (CR) - работа с первой таблицей анкеты станка закончена. В случае положительного ответа проводится повторное редактирование первой таблицы, т.е. повторяется весь цикл работы, начиная с запроса:
«ВВЕДИТЕ ИМЯ ИЗМЕНЯЕМОГО ПАРАМЕТРА».
Запрос: «БУДЕТЕ ВВОДИТЬ ПЕРВУЮ ЧАСТЬ ТАВ2 (F20, F21, F22) (Y/N)?»
Далее, в случае необходимости, проводится весь цикл работ по занесению и редактированию первой части табл. 2 аналогично циклу работ табл. 1. Аналогично заполняются и редактируются вторая, третья и четвертая части табл. 2. По окончании работы с табл. 2 на терминал выдается запрос:
«БУДЕТЕ ВВОДИТЬ ТАБЛИЦУ РЯДОВ СКОРОСТЕЙ (Y/N)?».
Ответ: Y - если будет вводиться таблица рядов скоростей;
N (CR) - если таблица рядов скоростей вводиться не будет. В случае положительного ответа начинается ввод таблицы рядов скоростей.
Запрос: «ВВЕДИТЕ КОЛИЧЕСТВО СКОРОСТЕЙ В ДИАПАЗОНЕ».
Ответ: Количество скоростей в очередном диапазоне. Целое число.
Запрос: «ВВЕДИТЕ НОМЕР ДИАПАЗОНА».
Ответ: Номер очередного диапазона. Целое число.
Запрос: «ВВЕДИТЕ НОМЕР СКОРОСТИ».
Ответ: Номер скорости. Целое число.
Запрос: «ВВЕДИТЕ ВЕЛИЧИНУ СКОРОСТИ»,
Ответ: Величина очередной скорости. Действительное число. Число повторений запросов о номере и величине скорости соответствует введенному количеству скоростей в очередном диапазоне.
Запрос: «ХОТИТЕ ВВЕСТИ ЕЩЕ ДИАПАЗОН (Y/N)?».
Ответ: Y - если требуется ввести следующий диапазон;
N (CR) - если ввод таблицы скоростей для данного станка закончен.
В случае положительного ответа, повторяется весь цикл по вводу очередного диапазона.
Запрос: «ХОТИТЕ РАСПЕЧАТАТЬ ВВЕДЕННУЮ ИНФОРМАЦИЮ (Y/N)?».
Ответ: Y - таблица рядов скоростей будет выдана на терминал постранично. Для вывода очередной страницы необходимо нажать клавишу «Д».
N (CR) - таблица рядов скоростей на терминал выдана не будет.
Запрос: «ХОТИТЕ ВНЕСТИ КАКИЕ-НИБУДЬ ИЗМЕНЕНИЯ В ТАБЛИЦУ РЯДОВ СКОРОСТЕЙ» (Y/N)?».
Ответ: Y - если требуется выполнить редактирование таблицы рядов скоростей: ввод новых скоростей, изменение величин скоростей, удаление ненужных скоростей;
N (CR) - редактирование таблицы рядов скоростей не требуется.
В случае положительного ответа пользователь приступает к редактированию таблицы рядов скоростей.
Запрос: «ХОТИТЕ ПОЛУЧИТЬ ИНСТРУКЦИЮ ПО МОДИФИКАЦИИ ТАБЛИЦЫ РЯДОВ СКОРОСТЕЙ (Y/N)?».
Ответ: Y - если краткую инструкцию необходимо выдать на терминал;
N (CR) - если инструкция не нужна.
Запрос: «ВВЕДИТЕ РЕЖИМ РЕДАКТИРОВАНИЯ».
Ответ: D - удаление одной или нескольких скоростей;
М - изменение значений величины скоростей;
Е - дополнение таблицы рядов скоростей.
Режим удаления
Запрос: «ВВЕДИТЕ НОМЕР ДИАПАЗОНА УДАЛЯЕМОЙ СКОРОСТИ».
Ответ: Вводится номер диапазона (целое число) или нажимается клавиша «ВК», если указаны спецификации всех удаляемых скоростей.
Запрос: «ВВЕДИТЕ НОМЕР УДАЛЯЕМОЙ СКОРОСТИ».
Ответ: Вводится целое число (номер скорости).
Эти запросы будут повторяться до тех пор, пока не будет нажата клавиша ВК.
Режим дополнения.
Запрос: «ВВЕДИТЕ КОЛИЧЕСТВО ВВОДИМЫХ СКОРОСТЕЙ».
Ответ: Вводится целое число - количество скоростей, которое предполагается ввести.
Запрос: «ВВЕДИТЕ НОМЕР ДИАПАЗОНА».
Ответ: Вводится целое число - номер диапазона, к которому относится данная скорость.
Запрос: «ВВЕДИТЕ НОМЕР СКОРОСТИ».
Ответ: Вводится целое число - номер вводимой скорости.
Запрос: «ВВЕДИТЕ ВЕЛИЧИНУ СКОРОСТИ».
Ответ: Вводится целое число - величина скорости.
Число повторений запросов на ввод диапазона, номера и величины скорости соответствуют введенному количеству скоростей, которое предполагается занести в таблицу.
Режим модификации
Запрос: «ВВЕДИТЕ НОМЕР ДИАПАЗОНА СКОРОСТИ, ВЕЛИЧИНУ КОТОРОЙ ВЫ ХОТИТЕ ИЗМЕНИТЬ».
Ответ: Вводится целое число - номер диапазона, или <CR>, если указаны уже спецификации всех изменяемых скоростей.
Запрос: «ВВЕДИТЕ НОМЕР СКОРОСТИ, ВЕЛИЧИНУ КОТОРОЙ ВЫ ХОТИТЕ ИЗМЕНИТЬ».
Ответ: Вводится целое число - номер скорости.
Эти запросы будут повторяться до тех пор, пока не будет нажата клавиша «ВК».
После ответа на все запросы по одному режиму редактирования пользователь может перейти к следующему режиму или отказаться от дальнейшего редактирования.
Запрос: «ХОТИТЕ ПОСЛЕ РЕДАКТИРОВАНИЯ ЕЩЕ РАЗ ВЫВЕСТИ НА ТЕРМИНАЛ РЯДЫ СКОРОСТЕЙ?».
Ответ: Y - если нужен повторный вывод на терминал рядов скоростей;
N (BK) - если вывод рядов скоростей на терминал не требуется.
В случае положительного ответа на терминал будут выведены ряды скоростей после окончания модификации.
Запрос: «ХОТИТЕ ЕЩЕ ЧТО-НИБУДЬ ИЗМЕНИТЬ В РЯДАХ СКОРОСТЕЙ?».
Ответ: Y - если требуется дальнейшая модификация таблицы рядов скоростей;
N(BK) - редактирование таблицы рядов скоростей закончено.
Запрос: «БУДЕТЕ ВВОДИТЬ ТАБЛИЦУ РЯДОВ ПОДАЧ?».
Ответ: Y - если таблица рядов подач должна быть введена;
N (BK) - если таблица рядов подач вводиться не будет. В случае положительного ответа на запрос, выполняется полный цикл работы по занесению и модификации, если это требуется, таблицы рядов подач, аналогичный циклу работ с таблицей рядов скоростей.
Запрос: «БУДЕТЕ ВЫВОДИТЬ РАСПЕЧАТКУ АНКЕТЫ ДАННОГО СТАНКА НА LP?».
Ответ: Y - если требуется распечатка анкеты;
N (CR) - если распечатка анкеты станка не нужна.
Примечание. При вызове в процессе работы внутренних процедур пакета прикладных программ FBR на терминал будут выдаваться сообщения об установке словаря FBR и вызове соответствующей процедуры.
5.3.3. Удаление анкеты указанного пользователем станка из БТД
Назначение процедуры
Процедура служит для удаления из БТД анкеты любого, указанного пользователем станка.
Сообщения системы пользователю и его ответные команды
При работе с процедурой пользователю необходимо ответить на следующий запрос, выводимый на терминал.
Запрос: «ВВЕДИТЕ КОД СТАНКА».
Ответ: Вводится код станка (модель). Символьное обозначение (до 20 символов).
После этого на терминал выводится сообщение системы:
«ИЗ БАНКА ДАННЫХ УДАЛЯЕТСЯ АНКЕТА СТАНКА <код станка>».
5.3.4. Вывод на печать анкеты любого указанного пользователем станка.
Назначение процедуры
Процедура служит для вывода на печать: анкеты любого станка, занесенного ранее в файлы анкет станков. Код станка должен быть указан пользователем.
Сообщение системы пользователю и его ответные команды.
При работе с процедурой пользователю необходимо ответить на следующий запрос, выводимый на терминал.
Запрос: «ВВЕДИТЕ КОД СТАНКА».
Ответ: Вводится код (модель) станка. Символьное обозначение (до 20 символов). После этого на терминал выводятся сообщения об установке словаря FBR, о подготовке доменов, содержащих анкеты станков, и о запуске внутренних процедур пакета прикладных программ FBR, служащих для распечатки таблиц анкет станка. Анкета указанного станка выводится на печать.
5.4. Работа с анкетами материалов.
5.4.1. Выбор группы материалов и режима работы. Все марки обрабатываемых материалов разделены на три группы.
Первый этап работы сводится к выбору группы материалов.
Запрос: «ВВЕДИТЕ НОМЕР ГРУППЫ МАТЕРИАЛОВ».
Ответ: Вводится целое число - номер группы материалов:
1 - сталь;
2 - чугун;
3 - легкий сплав;
<CR> (<ESC>) - окончание работы с анкетами материалов;
? - вводится, если ответ на данный запрос вызывает затруднения. В этом случае на терминал выдается подсказка, после чего запрос повторяется.
Если номер группы введен неверно, на терминал выдается сообщение:
*** ОШИБКА! ГРУППА С ТАКИМ НОМЕРОМ НЕ СУЩЕСТВУЕТ ***
После чего запрос повторяется снова.
По окончании работы с данной группой материалов можно перейти к другой группе или закончить работу с анкетами материалов.
Запрос: «ВВЕДИТЕ РЕЖИМ РАБОТЫ»
Ответ: Вводится целое число - номер режима работы:
1 - занесение новой анкеты материала;
2 - редактирование анкеты, занесенной ранее;
3 - распечатка анкет материалов данной группы;
4 - просмотр и удаление ненужных записей из анкет;
<СR> - конец работы с данной группой материалов;
<ESC> - конец работы с анкетами материалов;
? - вводится, если ответ на данный запрос вызывает затруднения. В этом случае на терминал выдается подсказка и запрос повторяется.
Если режим введен неверно, на терминал выдается сообщение:
*** ОШИБКА! ТАКОЙ РЕЖИМ НЕ ПРЕДУСМОТРЕН ***.
После чего запрос повторяется.
По окончании работы в данном режиме с указанной группой материалов можно перейти к работе в другом режиме с этой же группой материалов или закончить работу с этой группой.
5.4.2. Занесение новых анкет материалов
Назначение процедуры
Процедура служит для занесения новых анкет материалов в уже существующие массивы анкет.
Сообщения пользователю системы и его ответные команды.
Ниже приводятся запросы системы, выводимые на терминал и форма ответов на них.
Запрос: «ВВЕДИТЕ КОЛИЧЕСТВО АНКЕТ».
Ответ: Вводится целое число - количество анкет, вводимых за один вызов процедуры. Определяется по усмотрению пользователя в зависимости от предоставленного ему машинного времени и количества анкет, которые предстоит поместить в БТД.
Далее последовательно запрашиваются значения всех параметров, входящих в состав анкеты. Например:
Запрос: «ВВЕДИТЕ МАРКУ МАТЕРИАЛА».
Ответ: Вводится группа символов - краткое обозначение соответствующего параметра.
В случае отсутствия какого-либо параметра в ответ на запрос вводится символ - «|__|».
После ввода значений всех параметров анкета выводится на терминал по частям, что дает возможность проконтролировать правильность введенной информации визуально.
Для продолжения вывода анкеты на терминал следует отвечать нажатием клавиши «Д».
Естественный выход из процедуры происходит после ввода указанного количества анкет. Пользователь имеет возможность по своему усмотрению прекратить ввод анкет и выйти из процедуры, введя с терминала символ «ÙZ».
5.4.3. Редактирование анкет материалов.
Процедуры редактирования служат для изменения значения любого параметра в анкете для любой группы материалов.
Сообщения пользователю системы и его ответные команды
Ниже приводятся запросы, выводимые на терминал и варианты допустимых ответов на них.
Запрос: «ВВЕДИТЕ МАРКУ МАТЕРИАЛА».
Ответ: Вводится группа символов - код марки материала.
Запрос: «ВВЕДИТЕ ИМЯ ИЗМЕНЯЕМОГО ПАРАМЕТРА».
Ответ: Вводится группа символов - краткое обозначение соответствующего параметра (см. приложение 3).
Например, при изменениях значения коэффициента для случая фрезерования инструментом из быстрорежущей стали в ответ на запрос вводится F31. Этот запрос будет выдаваться столько раз, сколько параметров будет меняться в анкете соответствующего материала.
Если обозначения всех изменяемых параметров введены, в ответ на запрос следует нажать клавишу <CR> (BK).
После ввода имен изменяемых параметров на терминал выводятся запросы на ввод новых значений соответствующих параметров. После этого отредактированная анкета выдается на терминал. А затем на экран выводится новый запрос:
«ХОТИТЕ ПРОДОЛЖИТЬ ВНЕСЕНИЕ ИЗМЕНЕНИЙ (Y/N)?».
Ответ: Y - если пользователь сочтет необходимым изменить еще какие-либо параметры в данной или в другой анкете материалов данной группы;
N (CR) - если пользователь решил закончить процедуру редактирования.
В случае положительного ответа следует повторение полного цикла работы, начиная с запроса:
«введите марку материала».
5.4.4. Вывод анкет материалов на печать
Назначение процедуры
Процедура служит для вывода на печать всех анкет, содержащихся в массиве анкет материалов указанной группы.
Сообщения пользователю системы и его ответные команды
От оператора никаких дополнительных действий не требуется.
На терминал выдается сообщение об установке словаря и о запуске соответствующей внутренней процедуры.
5.4.5. Просмотр и удаление записей из анкет материалов
Назначение процедуры
Процедура служит для последовательного вывода на терминал всех анкет материалов указанной группы с целью их просмотра и удаления ненужных.
Сообщения пользователю системы и его ответные команды
На терминал выводятся последовательно все анкеты материалов соответствующей группы. После окончания вывода очередной анкеты выдается запрос:
«ХОТИТЕ ЗАПИСЬ УДАЛИТЬ (Y/N)?».
Ответ: Y - указанная запись удаляется из массива анкет данной группы материалов. При нажатии любого другого символа просмотр анкет продолжится.
Пользователь имеет возможность по своему усмотрению прекратить просмотр анкет, введя с терминала символ «ÙZ».
ПРИЛОЖЕНИЕ 1
Справочное
Анкета станка
Таблица 1
|
Наименование параметра |
Формат |
Длина кода на машинном носителе (байты) |
Примечание |
|
|
F1-1 |
Модель станка |
А20 |
20 |
|
|
F1-2 |
Имя постпроцессора |
А20 |
20 |
|
|
F1-30 |
Предельные габариты изделий: длина (диаметр) |
F6.1 |
4 |
Диаметр заносится для тел вращения |
|
F1-31 |
Ширина (длина) |
F6.1 |
4 |
Длина заносится для тел вращения |
|
F1-32 |
Высота |
F6.1 |
4 |
|
|
F1-4 |
Назначение станка |
А4 |
4 |
Заносится в соответствии со словарем |
|
F1-6 |
Количество шпинделей |
12 |
2 |
|
|
F2-1 |
Принцип регулирования скоростей |
А4 |
4 |
СТС - ступенчатое, БСТС - бесступенчатое |
|
F2-2 |
Возможность работы с постоянной скоростью |
11 |
2 |
1 - да, 0 - нет |
|
F2-3 |
Число диапазонов скоростей |
11 |
|
|
|
F2-4 |
Переключение диапазонов |
A3 |
3 |
РУЧ - ручное, АВТ - автоматическое |
|
F2-5 |
Мощность электродвигателя |
F7.1 |
4 |
|
|
F2-6 |
Направление вращения шпинделя |
А4 |
4 |
ШПЧ - по часовой стрелке, ШПРЧ - против часовой стрелки, ШЛЮБ - любое |
|
F2-7 |
Время выстоя при смене диапазонов |
F3.2 |
4 |
|
|
F2-8 |
Время выстоя при смене скоростей |
F3.2 |
4 |
|
|
F3-1 |
Число диапазонов подач |
F1 |
2 |
|
|
F3-2 |
Принцип регулирования подачи |
А4 |
4 |
СТП - ступенчатое, БСТП - бесступенчатое |
|
F3-3 |
Мощность привода подач |
F7.1 |
4 |
|
|
F4-1 |
Количество инструментов в магазине |
13 |
2 |
|
|
F4-2 |
Межцентровое расстояние между инструментами |
F4.1 |
4 |
|
|
F4-3 |
Количество инструментов в револьверной головке |
12 |
2 |
|
|
F4-4 |
Способ смены инструмента |
А4 |
4 |
НИ - по номеру инструмента, ЯЧМ - по номеру ячейки магазина, РЧС - вручную |
|
F4-50 |
Время смены инструмента (время поворота револьверной головки на одну позицию) |
F4.2 |
4 |
Для станков с магазином время поиска инструмента между соседними позициями |
|
F4-51 |
Время смены инструмента (время фиксации револьверной головки) |
F4.2 |
4 |
|
|
F4-6 |
Расстояние от центра револьверной головки до торца |
F5.2 |
4 |
|
|
F6-1 |
Время выборки люфта |
F3.2 |
4 |
|
|
F7-1 |
Направление поворота стола |
А4 |
4 |
СПЧ - по часовой стрелке, СПРЧ - против часовой стрелки |
|
F7-2 |
Время позиционирования стола |
F3.2 |
4 |
|
|
F7-3 |
Время точного позиционирования стола |
F3.2 |
4 |
|
|
F8-1 |
Модель ЧПУ |
А20 |
20 |
|
|
F8-4 |
Допустимый радиус интерполяции |
F7.3 |
4 |
|
|
F8-8 |
Максимальная подача линейного интерполятора |
F6.1 |
4 |
|
|
F8-9 |
Максимальная подача кругового интерполятора |
F6.1 |
4 |
|
|
F10-1 |
Минимальное время отработки кадров |
F3.2 |
4 |
|
|
F11-1 |
Сочетания осей, по которым возможна линейная интерполяция |
А3.2 |
3 |
ХУ, XZ, YZ, XYZ |
|
F11-2 |
То же для круговой интерполяции |
A3 |
3 |
» |
|
F11-3 |
Сочетания осей, по которым возможно одновременное перемещение на ускоренном ходу |
|
|
ХУ, XZ, YZ, XYZ |
|
|
Координаты точек смены инструмента |
|
|
|
|
F20-1 |
X |
F6.2 |
4 |
|
|
F20-2 |
У |
F6.2 |
4 |
|
|
F20-3 |
Z |
F6.2 |
4 |
|
|
F20-4 |
U |
F6.2 |
4 |
|
|
F20-5 |
V |
F6.2 |
4 |
|
|
F20-6 |
W |
F6.2 |
4 |
|
|
F20-7 |
А |
F6.2 |
4 |
|
|
F20-8 |
В |
F6.2 |
4 |
|
|
F20-9 |
C |
F6.2 |
4 |
|
|
|
Начальное положение рабочих органов станка |
|
|
|
|
F21-10 |
X1 |
F6.2 |
4 |
По каждой из осей указывается до трех начальных положений |
|
F21-11 |
Х2 |
F6.2 |
4 |
|
|
F21-12 |
Х3 |
F6.2 |
4 |
|
|
|
Аналогично по другим осям |
|
|
|
|
|
Пределы перемещений рабочих органов станка |
|
|
|
|
F22-10 |
Xmax |
F6.2 |
4 |
|
|
F22-11 |
Xmin |
F6.2 |
4 |
|
|
|
Аналогично по другим осям |
|
|
|
|
|
Скорость быстрого хода по осям |
|
|
|
|
F25-1 |
X |
F7.2 |
4 |
|
|
|
Аналогично по другим осям |
|
|
|
|
|
Точность позиционирования |
|
|
|
|
F26-10 |
X1 |
F5.4 |
4 |
|
|
|
Дискретность отсчета в режиме быстрого хода (б. х.)/рабочего хода (р. х.) |
|
|
|
|
F27-10 |
Хб.х |
F4.3 |
4 |
|
|
F27-11 |
Хр.х |
F4.3 |
4 |
|
|
|
Аналогично по другим осям |
|
|
|
|
|
Скорость подачи по осям |
|
|
|
|
F28-10 |
Xmax |
F6.2 |
4 |
|
|
F28-11 |
Xmin |
F6.2 |
4 |
|
|
|
Аналогично по другим осям |
|
|
|
Таблица 2
Ряды скоростей
|
Наименование параметра |
Формат |
Длина кода на машинном носителе (байты) |
Примечание |
|
|
F1-1 |
Модель станка |
А20 |
20 |
|
|
F40-1 |
Номер диапазона |
12 |
2 |
|
|
F40-2 |
Номер скорости |
13 |
2 |
|
|
F40-3 |
Величина скорости |
F5.1 |
4 |
|
ПРИЛОЖЕНИЕ 2
Анкета токарного инструмента
|
Наименование параметра |
Формат |
Длина кода на машинном носителе (байты) |
Примечание |
|
|
F1-1 |
Код инструмента |
А20 |
20 |
|
|
F1-2 |
Номер инструмента на участке |
13 |
2 |
|
|
F1-3 |
Назначение инструмента |
А4 |
4 |
По словарю |
|
F1-4 |
Характер обработки |
А2 |
2 |
ЧН - черновая, ЧС - чистовая |
|
F1-5 |
Марка материала |
А16 |
16 |
|
|
F1-6 |
Направление вращения шпинделя |
А4 |
4 |
ЛЕВ - левое, ПРАВ - правое |
|
F1-7 |
Стойкость (мин) |
13 |
2 |
|
|
F1-8 |
Признак специального инструмента |
А4 |
4 |
СПЕЦ |
|
F1-9 |
Нормативное количество инструментов на участке |
12 |
2 |
|
|
F1-10 |
Код места хранения |
А10 |
10 |
|
|
F2-1 |
Диаметр обработки номинальный (минимальный) |
F5.2 |
4 |
|
|
F2-2 |
Вылет по X |
F6.1 |
4 |
|
|
F2-3 |
Вылет по Z |
F6.1 |
4 |
|
|
F2-4 |
Максимальная длина обработки |
F4.1 |
4 |
|
|
F2-5 |
Главный угол в плане |
F3.1 |
4 |
|
|
F2-6 |
Вспомогательный угол в плане |
F3.1 |
4 |
|
|
F2-7 |
Радиус закругления при вершине |
F2.1 |
4 |
|
|
F2-8 |
Ширина режущей части |
F4-2 |
4 |
Для канавочных резцов |
|
F2-9 |
Квадрант режущей части |
12 |
2 |
|
|
F2-10 |
Шаг резьбы |
F3.2 |
4 |
Для метчиков |
|
F2-11 |
Допустимая глубина обработки |
F4.2 |
4 |
Для канавочных резцов |
|
F3-1 |
Скорость резания при черновой обработке |
F5.1 |
4 |
|
|
F3-2 |
Скорость резания при чистовой обработке |
F5.1 |
4 |
|
|
F3-3 |
Подача при черновой обработке |
F3.2 |
4 |
|
|
F3-4 |
Подача при чистовой обработке |
F3.2 |
4 |
|
|
F4-1 |
Глубина резания |
F4.2 |
4 |
|
|
F4-2 |
Припуск на торце (черновой) |
F4.2 |
4 |
|
|
F4-3 |
Припуск на торце (чистовой) |
F4.2 |
4 |
|
|
F4-4 |
Припуск на цилиндрической поверхности (черновой) |
F4.2 |
4 |
|
|
F4-5 |
Припуск на цилиндрической поверхности (чистовой) |
F4.2 |
4 |
|
|
F4-6 |
Отскок |
F4.2 |
4 |
|
|
F4-7 |
Угол врезания |
F3.1 |
4 |
|
|
F4-8 |
Величина врезания |
F4.2 |
4 |
|
|
F4-9 |
Перебег |
F4.2 |
4 |
|
|
F4-10 |
Величина безопасного подвода |
F4.2 |
4 |
|
ПРИЛОЖЕНИЕ 3
Анкеты материалов
|
Наименование параметра |
Формат |
Примечание |
|
|
F11 |
Марка материала |
А12 |
|
|
F20 |
Группа материала |
11 |
|
|
|
Сверлильно-расточная обработка |
|
|
|
F21 |
Быстрорез |
F5.2 |
|
|
F22 |
Быстрорез |
F5.2 |
|
|
F23 |
Твердый сплав |
F5.2 |
|
|
F24 |
Твердый сплав |
F5.2 |
|
|
|
Фрезерная обработка |
|
|
|
F31 |
Быстрорез |
F5.2 |
|
|
F32 |
Быстрорез |
F5.2 |
|
|
F33 |
Твердый сплав |
F5.2 |
|
|
F34 |
Твердый сплав |
F5.2 |
|
|
|
Токарная обработка |
|
|
|
F41 |
Быстрорез |
F5.2 |
|
|
F42 |
Быстрорез |
F5.2 |
|
|
F43 |
Твердый сплав |
F5.2 |
|
|
F44 |
Твердый сплав |
F5.2 |
|
УСЛОВНЫЕ СОКРАЩЕНИЯ
АРМ - автоматизированное рабочее место
АРМ/ТП - автоматизированное рабочее место технолога-программиста
АТД - архив технической документации
АСТПП - автоматизированная система технологической подготовки производства
АСУП - автоматизированная система управления предприятием
БД - база данных
БТД - база технологических данных
ВЗУ - внешнее запоминающее устройство
ВС - вычислительная система
ГАП - гибкое автоматизированное производство
ГПС - гибкая производственная система
ИПС - информационно-поисковая система
МД - модель данных
ОЗУ - оперативное запоминающее устройство
ОП - оперативная память
ОС - операционная система
ОСРВ - операционная система реального времени для УВК СМ-4
ОСПО - общее специальное программное обеспечение
ОЦ - обрабатывающий центр
ПО - программное обеспечение
ПОЗ - поисковый образ запроса
ПОО - поисковый образ объекта
ПП - прикладная программа
ППП - пакет прикладных программ
ПЗУ - постоянное запоминающее устройство
ПР - промышленный робот
САП - система автоматизированного программирования
САПР - система автоматизированного проектирования
СПО - системное программное обеспечение
СУ - система управления
СУБД - система управления базами данных
ТД - технологическая документация
ТЗ - техническое задание
ТП - технологический процесс
ТПП - технологическая подготовка производства
УВК - управляющий вычислительный комплекс
УП - управляющая программа для станка с ЧПУ
УПД - устройство передачи данных
УСО - устройство сопряжения с объектом
УЧПУ - устройство числового программного управления
ЧПУ - числовое программное управление
ЭД - элемент данных
ЭО - элементарный объект
ЯМД - язык манипулирования данными
СОДЕРЖАНИЕ