 | Информационная система | |
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
|
Методы базирования штампов на прессах простого и двойного действия |
РД Введены впервые |
Утверждены Постановлением Госстандарта от 20 января 1981 г. № 104, срок введения установлен с 1 января 1982 г.
1. Настоящие методические указания устанавливают методы базирования штампов листовой штамповки при их установке на закрытых прессах простого и двойного действия. Данные методические указания соответствуют методическому материалу СЭВ «Штампы для листовой штамповки. Методы базирования штампов на прессах простого и двойного действия».
2. Для фиксирования промежуточной (быстрозажимной) плиты на верхней части штампа и нижней части штампа на подштамповой плите пресса рекомендуется применять установочные фиксаторы двух исполнений:
исполнения 1 - для фиксирования:
промежуточной (быстрозажимной) плиты на верхней части штампа для пресса простого действия;
промежуточной (быстрозажимной) плиты наружного ползуна на прижиме штампа для пресса двойного действия;
исполнения 2 - для фиксирования нижней части штампа на подштамповой плите пресса.
3. Центрирование промежуточной плиты на верхней части штампа приведено на черт. 1 и в табл. 1 и 2.
4. Центрирование верхней промежуточной плиты (для прессов двойного действия) на прижиме приведено на черт. 2 и в табл. 3.
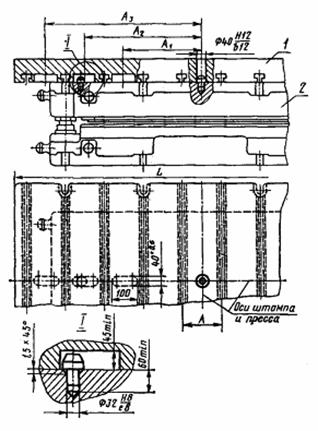
5. Центрирование нижней части штампа на штамповой плите пресса приведено на черт. 3 и в табл. 4.
6. Отверстия под установочные фиксаторы в подштамповой плите пресса приведены на черт. 4 и в табл. 4.
7. Конструкция и размеры установочных фиксаторов приведены: исполнения 1 на черт. 5, исполнения 2 на черт. 5 и в табл. 5.
8. Материал установочных фиксаторов - сталь марки 20 по ГОСТ 1050-74. Глубина цементированного слоя должна быть от 0,8 до 1,2 мм. Твердость HRC 58 ... 62.
Допускается применение конструкционной качественной стали с минимальным временным сопротивлением разрыву Rm = 610 МПа (Н/мм2). Нагрев - токами высокой частоты, глубина термообработанного слоя - не менее 1,5 мм. Твердость HRC 56 ... 62.
9. Остальные технические требования - по ГОСТ 18824-80.
1 - верхняя промежуточная плита; 2 - верхняя часть штампа
Таблица 1
|
l |
|
|
150 |
100 |
|
300 |
200 |
Таблица 2
|
А1 |
А2 |
A3 |
|
|
От 2300 до 2800 включ. |
600 |
900 |
- |
|
Св. 2800 » 3500 » |
600 |
900 |
1200 |
|
» 3500 |
900 |
1200 |
1500 |

1 - прижим; 2 - верхняя промежуточная плита
Таблица 3
|
А ± 1 |
t |
А ± 1 |
|
|
До 630 включ. |
415 |
Св. 1600 до 2000 включ. |
1100 |
|
Св. 630 до 800 включ. |
500 |
» 2000 » 2500 » |
1350 |
|
» 800 » 1000 » |
600 |
» 2500 » 3150 » |
1675 |
|
» 1000 » 1250 » |
725 |
» 3150 » 4000 » |
2100 |
|
» 1250 » 1600 » |
900 |
|
|

1 - нижняя часть штампа; 2 - нижняя (монтажная) плита; 3 - подштамповая плита
Таблица 4
мм
|
А |
А1 |
|
|
Св. 1250 до 1500 включ. |
375 |
300 |
|
» 1500 » 2500 » |
675 |
|
|
» 2500 » 4000 » |
450 |
|
|
» 4000 » 6300 » |
975 |
|
|
» 6300 |
1275 |
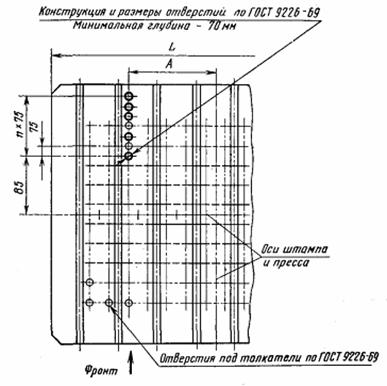

Таблица 5
мм
|
(пред. откл. по b12) |
d3 |
r |
b |
|
40 |
48 |
1 |
3 |
|
60 |
67 |
1,6 |
5 |
|
63 |
71 |