 | Информационная система | |
РЕКОМЕНДАЦИИ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА
ОФОРМЛЕНИЯ ДОКУМЕНТОВ,
ПРИМЕНЯЕМЫХ В РЕМОНТНЫХ
И ИНСТРУМЕНТАЛЬНЫХ ЦЕХАХ
Р 50-70-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РЕКОМЕНДАЦИИ
|
Единая система технологической документации ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ, ПРИМЕНЯЕМЫХ В РЕМОНТНЫХ И ИНСТРУМЕНТАЛЬНЫХ ЦЕХАХ |
Р 50-70-88 |
Дата введения 01.07.89
Настоящие рекомендации устанавливают правила оформления документов на единичные, типовые (групповые) технологические процессы (операции) изготовления и ремонта средств технологического оснащения (СТО) (далее - изделий), разрабатываемых и применяемых в инструментальных и ремонтных цехах вспомогательного производства в отраслях машиностроения и приборостроения.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. При оформлении документов на технологические процессы (операции) ремонта изделии следует руководствоваться правилами, установленными рекомендациями Р 50-60-88.
1.2. Виды и назначение документов независимо от типа производства, стадии разработки документации, степени детализации описания процессов приведены в табл. 1.
1.3. Общие требования к комплектности документов устанавливаются:
ГОСТ 3.1119-83 - для единичных технологических процессов;
ГОСТ 3.1121-84 - для типовых (групповых) технологических процессов (операций).
1.4. Независимо от типа производства и степени детализации описания технологических процессов маршрутная карта (МК) по ГОСТ 3.1118-82 является основным документом, в котором описывается технологический процесс (операция) изготовления изделий в последовательности выполнения операций.
|
Наименование и условное обозначение вида документа, выполняющего функцию другого документа |
Наименование и условное обозначение вида документа |
Назначение документа |
|
Маршрутная карта (МК) по ГОСТ 3.1118-82 формы 1, 1б, 2; 3, 3б, 4; 5, 5а, 6 |
МК |
МК предназначена для описания операций технологического процесса изготовления изделий в технологической последовательности с указанием переходов, технологических режимов, данных о СТО, материальных и трудовых затрат |
|
|
Операционная карта (ОК) |
ОК предназначена для описания отдельных операций по переходам с указанием соответствующих технологических режимов |
|
Карта типового (группового) технологического процесса (КТТП) по ГОСТ 3.1121-84 формы 1, 1а |
КТТП |
КТТП предназначена для описания типового (группового) технологического процесса изготовления деталей (сборочных единиц) в технологической последовательности по всем операциям с указанием общих данных по технологическим режимам, СТО для всей группы деталей (сборочных единиц). Применяется совместно с ВТП |
|
Маршрутная карта (МК) по ГОСТ 3.1118-82 формы 1, 16, 2; 3, 3б, 4; 5, 5а, 6 |
|
|
|
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (ВТП) по ГОСТ 3.1121-84 формы 2, 2а, 3, 3а; 4, 4а, 5, 5а; 6, 6а, 7, 7а формы 1, 1а рекомендаций |
ВТП |
ВТП предназначена для указания переменной информации к типовому (групповому) технологическому процессу или к типовой (групповой) операции по каждой детали (сборочной единицы) с привязкой к операции. Применяется совместно с КТТП |
|
Технологическая инструкция (ТИ) по ГОСТ 3.1105-84 формы 5, 5а |
ТИ |
ТИ предназначена для описания технологических процессов (операций), методов и приемов, повторяющихся при изготовлении изделий (деталей, сборочных единиц), правил эксплуатации СТО, а также действий, связанных с наладкой оборудования |
|
Карта эскизов (КЭ) по ГОСТ 3.1105-84 формы 6, 6а |
КЭ |
КЭ предназначена для графических иллюстраций. Допускается применять взамен КЭ конструкторский документ (чертеж) |
Примечания:
1. Применение документов других видов, установленных ГОСТ 3.1102-81, определяется на уровне отрасли или предприятия (организации).
2. Выбор соответствующих форм технологических документов и заполнение граф этих форм устанавливает разработчик документации.
1.5. При разработке единичных технологических процессов (операций) (ЕТП) изготовления изделии применяют МК, карту технологического процесса (КТП), операционную карту (ОК) на формах МК.
1.6. При разработке типовых (групповых) технологических процессов (операции) (ТТП или ГТП) изготовления изделий применяют:
карту типового (группового) технологического процесса (операции) изготовления изделий (и их составных частей) (КТТП) на формах по ГОСТ 3.1121-84 или по ГОСТ 3.1118-82 совместно с ВТП;
карту типовой (групповой) операции (КТО или ГО) на формах МК или КТТП совместно с ВТО;
ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции) изготовления изделий (и их составных частей) (ВТП, ВТО) формы 1, 1а настоящих рекомендаций.
1.7. Для разработки документов на ЕТП, ТТП (ГТП) могут применяться специализированные формы документов, установленные стандартами единой системой технологической документации (ЕСТД) по методам обработки, сборки и контроля.
1.8. При оформлении ТТП (ГТП) на формах МК указывают только постоянную информацию, относящуюся ко всей группе изделий (и их составных частей).
Переменные данные по средствам технологического оснащения и трудозатратам указывают на каждое изделие в ВТП для данной операции с привязкой к обозначению изделия.
1.9. В зависимости от степени детализации описания технологических процессов следует применять следующие виды описаний:
маршрутное;
маршрутно-операционное;
операционное.
Выбор соответствующего вида описания технологических процессов определяет разработчик документов в зависимости от типа производства и стадии разработки документов.
1.10. Маршрутное описание применяют при разработке ЕТП, ТТП (ГТП) в условиях единичного, мелкосерийного производства на формах МК, КТТП с указанием краткой формы записи содержания всех операций без указания переходов и технологических режимов.
В условиях единичного производства при разовом изготовлении изделий допускается в конструкторском документе (чертеже изделий) указывать технологические требования, необходимые для изготовления изделий.
1.11. Маршрутно-операционное описание применяют при разработке ЕТП, КТТП (ГТП) для единичного, мелкосерийного производства на формах МК, КТТП с указанием переходов и технологических режимов но основным операциям. Выбор операций для операционного описания устанавливает разработчик документации.
Допускается взамен МК, КТТП применять технологические инструкции (ТИ) для описания технологических процессов (операций), действий, связанных с наладкой оборудования и т.п.
При маршрутном и маршрутно-операционном описании МК является основным документом.
1.12. Операционное описание применяют при разработке КТП, ТТП (ГТП) для среднесерийного и крупносерийного производства на формах МК/ОК (КТО) с указанием краткой или полной записи содержания всех операций в технологической последовательности их выполнения, с указанием переходов, технологических режимов, материальных и трудовых затрат. В этом случае МК является основным документом.
Операции могут оформляться на формах операционных карт (ОК) с указанием переходов и соответствующих технологических режимов. В данном случае МК является сводным документом, в котором указывается сокращенное описание технологических операций и ссылка на обозначение ОК (КТО).
1.13. Требования к оформлению документов, разрабатываемых с применением средств механизации и автоматизации - по ГОСТ 3.1124-86;
без применения средств механизации и автоматизации - по ГОСТ 3.1104-81.
1.14. Отражение и оформление общих требований безопасности труда в документах - по ГОСТ 3.1120-83.
1.15. Обозначение документов - по ГОСТ 3.1201-85.
2. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ
2.1. При применении форм МК для разработки технологических процессов основные надписи оформляют в соответствии с требованиями ГОСТ 3.1103-82 с учетом следующих дополнений:
2.1.1. Для ЕТП в блоке Б5 основной надписи указывают данные по заказам:
обозначение заказа;
количество изделий (сборочных единиц, деталей) на заказ;
количество деталей, сборочных единиц в изделии;
номер технологического документа (слепыша), заполненного типографским способом и имеющего постоянную информацию по содержанию технологического процесса (операции) в зависимости от технологических признаков, изготовляемых изделий.
2.1.2. При применении форм МК в качестве документов других видов в блоке Б6 основной надписи к условному обозначению МК добавляют через разделительный знак «/» условное обозначение соответствующего вида документа, функцию которого выполняют МК, например МК/КТП, МК/КТТП, МК/ОК и т.п.
2.2. При применении форм МК в качестве КТП, КТТП, ОК и т.п. запись информации в строках со служебными символами А, Б или В, Г, Д, Е следует выполнять по ГОСТ 3.1118-82 с учетом следующих дополнений.
2.2.1. Информацию по основному материалу (материалу заготовки) размещают в МК (формы 1, 3) в строках М01 и М02. Для указания данных по материалам допускается вводить в МК (формы 1, 3) соответственно строки К/М, Л/М и Н/М.
2.2.2. При применении форм МК в качестве ОК в графах «Тп.з.» и «Тшт.» указывают соответственно:
Тв и То на операцию в строке с привязкой к служебному символу Б без заполнения остальных граф;
Тв и То на переход в строке с привязкой к служебному символу О после текста содержания перехода.
2.3. При разработке ТТП (ГТП) допускается применять формы ВТП, оформленные в соответствии с требованиями ГОСТ 3.1121-84, с учетом следующих дополнений.
2.3.1. В графах «Тп.з.» и «Тшт.» допускается вносить соответственно информацию по Тшт.к. (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции).
2.3.2. Допускается вводить дополнительный блок информации по трудозатратам для указания данных по «Тп.з.», «Тшт.» и «КОИД» по операциям с привязкой к служебным символам: «Б» (для формы 2), «Е» (для формы 3), «Ш» (для форм 4, 5, 6, 7) в соответствии с табл. 2.
Блок информации по трудозатратам
|
Опер. |
КОИД |
Тп.з. |
Тшт. |
Опер. |
КОИД |
Тп.з. |
Тшт. |
|
|
Б, Е, Ш |
|
|
|
|
|
|
|
|
Допускается не заполнять графы «Тп.з.» и «Тшт.» на формах ВТП в строках со служебными символами «Б», «Е», «Ш».
2.4. Запись данных по технологической оснастке выполняют для каждой операции с привязкой к служебному символу «Т» по всей длине строки с возможностью переноса информации на последующие строки. Последовательность записи информации по технологической оснастке в документах - по ГОСТ 3.1118-82.
Для вспомогательного производства не указывают данные по стандартизованной технологической оснастке.
2.5. Перечень параметров технологических режимов определяет разработчик документов в соответствии с конкретным методом обработки, установленным соответствующими стандартами ЕСТД.
2.6. Необходимые параметры технологических режимов могут быть внесены в бланки документов: в заголовок формы после строки со служебным символом «Б» (для формы 1 МК) или «К/М» (для формы 2 МК) в соответствии с типовым блоком режимов;
в отдельной строке со служебным символом «Р» после записи содержания операции (перехода) и данных по технологической оснастке с указанием параметров режимов;
после текста содержания операции (перехода) в строке со служебным символом «О».
Запись информации выполняют по всей длине строки с возможностью переноса ее на последующие строки.
2.7. Наименование величины параметров технологических режимов или их условное обозначение указывают в заголовке графы или непосредственно при записи параметров.
2.8. Размеры граф, входящих в блок режимов, устанавливает разработчик документов, исходя из необходимости записи в графах параметров режимов с указанием их кода единицы величины и размещением граф таким образом, чтобы вертикальные линии, разделяющие графы в строках предыдущих служебных символов, и графы режимов, по возможности, совпадали.
3. ПРАВИЛА ОФОРМЛЕНИЯ ВТП
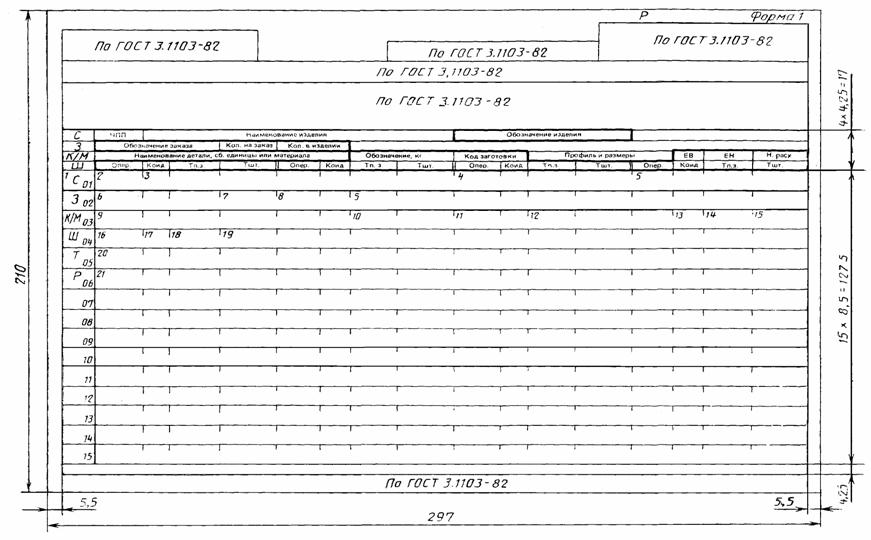
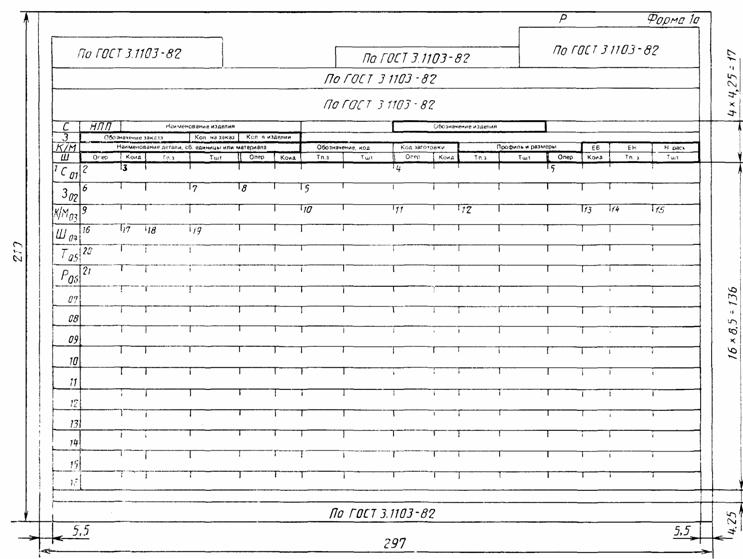
3.1. ВТП, установленная данными рекомендациями, следует составлять по формам 1 и 1а, графы которых заполняют в соответствии с табл. 3.
|
Номер rpафы |
Наименование (условное обозначение) графы |
Служебный символ строки |
Содержание информации |
|
|
1 |
- |
- |
Обозначение служебного символа и порядковый номер строки |
|
|
2 |
НПП |
С |
Номер по порядку изделия (составной его части), изготовляемого по ТТП (ГТП) или ТО (ГО) |
|
|
3 |
Наименование изделия |
С |
Наименование изделия (детали, сборочной единицы) по основному конструкторскому документу |
|
|
4 |
Обозначение |
С |
Обозначение изделия (детали, сборочной единицы) по основному конструкторскому документу |
|
|
5 |
- |
С; 3 |
Резервная графа. Заполняется по усмотрению разработчика |
|
|
6 |
Обозначение заказа |
3 |
Обозначение заказа на изготовление изделий (деталей, сборочных единиц) |
|
|
7 |
Кол. на заказ |
3 |
Количество изделий (деталей, сборочных единиц), изготовляемых по заказу |
|
|
8 |
Кол. в изделии |
3 |
Количество деталей, сборочных единиц в изделии |
|
|
9 |
Наименование детали, сборочной единицы или материала |
К/М |
Наименование деталей, сборочных единиц по конструкторскому документу или материалов, применяемых при выполнении операции |
|
|
10 |
Обозначение, код |
К/М |
Обозначение деталей, сборочных единиц по конструкторскому документу или код материалов по классификатору |
|
|
11 |
Код заготовки |
К/М |
Код заготовки по классификатору. Допускается указывать вид заготовки (отливки, прокат, поковка и т.п.) |
|
|
12 |
Профиль и размеры |
К/М |
Профиль и размеры исходной заготовки. Допускается профиль не указывать |
|
|
13 |
ЕВ |
К/М |
Код единицы величины (масса, длина и т.п.) детали, заготовки, материала по классификатору СОЕИ |
|
|
14 |
ЕН |
К/М |
Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1,10 |
|
|
15 |
Н. расх. |
К/М |
Норма расхода материала |
|
|
16 |
Опер. |
Ш |
Номер операции (процесса) в технологической последовательности изготовления изделия (включая контроль и перемещение) по КТТП или МК |
|
|
17 |
КОИД |
Ш |
Количество одновременно изготавливаемых изделий (деталей, сборочных единиц) при выполнении одной операции. Примечание. При выполнении процесса перемещения указывают объем грузовой единицы - количество деталей в таре |
|
|
18 |
Тп.з. |
Ш |
Норма подготовительно-заключительного времени на операцию. Допускается указывать норму штучно-калькуляционного времени (Тшт.к.) |
|
|
19 |
Тшт. |
Ш |
Норма штучного времени на операцию. Допускается указывать расценку на единицу нормирования, применяемую для операции, при указании в графе 17 Тшт.к. |
|
|
20 |
- |
Т |
Данные о применяемой технологической оснастке |
|
|
21 |
- |
Р |
Переменные данные по технологическим режимам |
|
3.2. Размеры граф форм ВТП выбирают в соответствии с табл. 4.
|
Размер графы |
Номер графы |
Размер графы |
|||||
|
мм |
Кол. знаков |
мм |
Кол. знаков |
||||
|
1 |
13 |
5 |
10 |
39 |
15 |
||
|
2 |
15,6 |
6 |
11 |
28,6 |
11 |
||
|
3 |
119,6 |
46 |
12 |
57,2 |
22 |
||
|
4 |
67,6 |
26 |
13 |
13 |
5 |
||
|
5 |
70,2 |
27 |
14 |
18,2 |
7 |
||
|
|
для строки со служебным символом С |
15 |
20,8 |
8 |
|||
|
|
16 |
15,6 |
6 |
||||
|
|
176,8 |
68 |
|
для первых 3 граф |
|||
|
|
для строки со служебным символом З |
|
18,2 |
7 |
|||
|
|
|
|
|||||
|
6 |
46,8 |
18 |
|
для последней графы |
|||
|
7 |
20,8 |
8 |
17 |
13 |
5 |
||
|
8 |
28,6 |
11 |
18 |
18,2 |
7 |
||
|
9 |
96,2 |
37 |
19 |
20,8 |
8 |
||
Примечания:
1. В графе «Кол. знаков» указано количество знаков, соответствующее размеру ширины графы. Максимальное количество знаков, вносимых в графы, на один знак меньше количества, указанного в табл. 4.
2. Размеры граф даны, исходя из шага печатающих устройств, равного 2,6 мм.
3. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3.3. Графы форм ВТП следует заполнять построчно с привязкой к соответствующим символам строк, указанным в табл. 5.
|
Содержание информации, вносимой в графы, расположенные в строке |
|
|
З |
Информация по заказам с указанием обозначения заказа, количества изделий на заказ, количества деталей (сборочных единиц) в изделии |
|
К |
Информация по комплектации изделия (сборочных единиц) составными частями с указанием наименования деталей (сборочных единиц), их обозначений, кода единицы счета, единицы нормирования и нормы расхода |
|
М |
Информация о применяемом материале (основном и вспомогательном) и исходной заготовке с указанием наименования и кода материала, размеров заготовки, кода единицы величины (масса, длина и т.п.), единицы нормирования и норма расхода |
|
Р |
Переменные данные по технологическим режимам |
|
С |
Номер по порядку изделия (и их составных частей), изготовляемых по ТШ (ГТП) или ТО (ГО); наименования и обозначения изделий по конструкторским документам |
|
Т |
Информация о применяемой технологической оснастке при выполнении операции |
|
Ш |
Переменные данные по номеру операции и трудозатратам |
Ведомость деталей к типовому (групповому) технологическому процессу (операции)
(первый или заглавный лист)
Ведомость деталей к типовому (групповому) технологическому процессу (операции)
(последующие листы)
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ В.Ф. Курочкин, канд. техн. наук; П.А. Шалаев, канд. техн. наук; Б.С. Мендриков (руководитель темы); Е.А. Лобода; В.А. Коновалова
2. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.07.88 № 2757
3. ВЗАМЕН ГОСТ 3.1601-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ГОСТ 3.1104-81 |
|
|
ГОСТ 3.1124-86 |
|
|
Р 50-60-88 |
СОДЕРЖАНИЕ