 | Информационная система | |
МИНИСТЕРСТВО
СТРОИТЕЛЬСТВА ПРЕДПРИЯТИЙ
НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
вниист
 ИНСТРУКЦИЯ
ИНСТРУКЦИЯ
О ПОРЯДКЕ МАРКИРОВКИ
РАДИОГРАФИЧЕСКИХ СНИМКОВ
И ОФОРМЛЕНИЮ ЗАКЛЮЧЕНИЙ
ПО КАЧЕСТВУ СВАРКИ
ВСН 2-148-82
МИННЕФТЕГАЗСТРОЙ

Москва
В настоящей Инструкции изложены требования к радиографическим снимкам сварных соединений магистральных трубопроводов.
Инструкция предназначена для работников, занятых проведением радиографического контроля сварных соединений трубопроводов и оформлением заключений о качестве этих соединений.
Инструкцию разработали сотрудники лаборатории радиационных методов дефектоскопии ВНИИСТа Г.Р. Хакимьянов, В.Д. Парамонов, Г.В. Карпенко, Н.И. Сарпов, Г.Н. Шуберт, главный технолог Управления главного сварщика Миннефтегазстроя А.П. Лысенко и ведущий инженер Госинспекции по качеству строительства Миннефтегазстроя В.Д. Лебедев.
Замечания и предложения направлять по адресу: Москва, 105058, Окружной проезд, 19, ВНИИСТ, отдел неразрушающего контроля сварки.
|
Министерство строительства предприятий нефтяной и газовой промышленности |
Ведомственные строительные нормы |
ВСН 2-148-82 |
|
Миннефтегазстрой |
||
|
Инструкция о порядке маркировки радиографических снимков и оформлению заключений по качеству сварки |
Разработана впервые |
|
ВНИИСТом |
Утверждена Миннефтегазстроем 16 августа 1982 г. |
Срок введения 1 марта 1983 г. |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция распространяется на маркировку снимков, получаемых при радиографическом контроле качества сварных соединений трубопроводов, и оформление заключений по качеству этих соединений.
1.2. Инструкция регламентирует следующие основные положения:
разметку и маркировку стыков;
маркировку радиографических снимков;
оформление заключений о качестве стыков.
1.3. Инструкция не устанавливает правил приемки сварных соединений и применение метода радиографического контроля, которые предусматриваются действующими нормативными документами: СНиП III-42-80, ГОСТ 7512-75, ОСТ 102-51-79, Инструкциями, ТУ и т.д.
1.4. Каждому дефектоскописту полевой испытательной лаборатории (ПИЛ), специализированного или хозрасчетного участка и других подразделений (при иных формах организации службы контроля) приказом по организации, в которой он работает, присваивают шифр, который должен быть зафиксирован на радиографических снимках просвеченных им стыков.
Копия приказа о присвоении шифра должна находиться на том участке, где дефектоскопист ведет работы по радиографическому контролю.
1.5. Шифр состоит из начальной буквы фамилии дефектоскописта, к которой при наличии в данной организации нескольких дефектоскопистов с фамилиями, начинающимся с одинаковой буквы, добавляется своя определенная цифра (1, 2 и т.д.).
1.6. Контроль сварных соединений и оформление заключений по ним с обязательными подписями работников, выполнивших просвечивание стыков, должны производиться в сроки, не превышающие:
двух дней с момента сварки стыков плетей на трубосварочных базах;
трех дней с момента сварки стыков непосредственно в нитке трубопровода.
1.7. Журналы регистрации результатов контроля заполняются по мере оформления заключений в сроки, указанные в п. 1.6 настоящей Инструкции, за исключением подписи начальника или другого ответственного работника ПИЛ, которая ставится не позднее 30 дней с момента просвечивания стыка. Сведения о местонахождении стыка (километр и пикет) к трассе заносят в бланк заключения и в журнал регистрации результатов контроля по мере поступления этих сведений от соответствующих служб участка.
1.8. Качество выполняемых работ по контролю (чувствительность снимков, качество обработки, оформление документации и др.) выборочно в объеме не менее 5 % от общего количества проконтролированных с момента предыдущей проверки стыков проверяет начальник или другой ответственный работник ПИЛ не реже одного раза в месяц. При обнаружении недостатков в выполнении данных работ объем проверки удваивается (не менее 10 %). При неудовлетворительных результатах повторной проверки ее объем доводится до 100 % (проверяется весь объем работ по контролю, выполненный с момента предыдущей проверки), а лицо, допустившее брак, отстраняется от работы до переаттестации.
2. ТРЕБОВАНИЯ К МАРКИРОВКЕ РАДИОГРАФИЧЕСКИХ СНИМКОВ
2.1. На каждом радиографическом снимке должна быть изображена четко видимая маркировка, получаемая путем установки под кассету перед просвечиванием стыка определенной системы свинцовых маркировочных знаков (цифр, букв, дробей, стрелок, «тире»).
2.2. Системой свинцовых маркировочных знаков обозначают:
направление укладки кассет или рулонной пленки, соответствующее направлению, указанному стрелкой на стыке (для неповоротных стыков в нитке трубопровода - по часовой стрелке по ходу продукта);
дату сварки (число, месяц, год - последние две цифры года);
шифр (клеймо) сварщика или бригады;
шифр дефектоскописта, осуществляющего просвечивание стыка;
номер пленки;
номер стыка.
Изображение на снимке маркировочных знаков должно быть четким и не накладываться на изображение сварного шва.
Примечание. При сварке стыка несколькими сварщиками, не имеющими общего бригадного клейма, для упрощения маркировки следует использовать условный шифр в виде, например, одной буквы, используемой для обозначения состава сварщиков. Использование данного обозначения состава сварщиков должно быть оформлено протоколом за подписями начальника участка и старшего дефектоскописта. При изменении состава сварщиков шифр должен быть заменен на новый.
2.3. При просвечивании сварного шва с получением нескольких радиографических снимков общая маркировка достаточна на одном из них (предпочтительно на первом, укладываемом от начальной отметки на стыке в направлении, указанном стрелкой), на остальных снимках фиксируют только номер стыка и номер пленки. При использовании вспомогательных мерительных поясов со свинцовыми цифрами, обеспечивающими перенос изображения длины шва на снимки, номера пленок могут не ставиться.
2.4. Для маркировки снимков могут использоваться любые номера наборов маркировочных знаков, поставляемых Всесоюзным объединением «Изотоп». Предпочтительно использование цифровых наборов № 5 и 6 и буквенных № 1 и 2 с размерами цифр и букв 5×3,2×1 мм в наборах № 1 и 5; 8×5×1,5 мм в наборах № 2 и 6. Эти же цифры могут использоваться для изготовления мерительных поясов, состоящих из двух полос лейкопластыря или клейкой ленты, между которыми на расстоянии 100, 200 или 300 мм друг от друга закладывают свинцовые цифры, соответствующие длине мерительного пояса. Такая «рулетка» со свинцовыми цифрами, имеющая длину, равную периметру контролируемых сварных швов, может легко изготавливаться непосредственно в лабораториях.
2.5. Основные наборы свинцовых знаков для маркировки снимков следует подготавливать до начала просвечивания непосредственно в помещении лаборатории, для чего необходимо предварительно иметь в рабочей тетради такие сведения о намечаемых к контролю стыках, как их номера, даты сварки и клейма сварщиков или бригад, выполнявших сварку данных стыков. Необходимую систему цифр и букв выкладывают на гибкой подложке (например, на небольших отрезках рентгенографической пленки со снятым предварительно эмульсионным слоем и т.п.) и заклеивают прозрачной клейкой лентой.
2.6. Непосредственно в лаборатории может быть подготовлено необходимое количество наборов, определяемое числом намечаемых к контролю стыков за рабочую смену, которые включают:
стрелку, указывающую направление укладки кассет;
дату сварки;
клеймо сварщика или бригады;
шифр дефектоскописта;
номер первой пленки.
Номера стыков набирают непосредственно на месте производства работ по контролю путем укладки соответствующих свинцовых цифр в пеналы или между двумя слоями пластыря или клейкой ленты. Предварительно в пеналы должны быть вложены цифры, указывающие номер соответствующей пленки, номера стыков добавляются к ним на месте контроля. При повторении одной или нескольких цифр в номерах контролируемых за смену стыков эти цифры также заранее укладывают в пеналы или между слоями лейкопластыря или клейкой ленты.
2.7. Для повышения производительности работ по маркировке большую ее часть необходимо выполнять в лаборатории.
Примеры маркировки снимков
2.8. На снимках при просвечивании стыка трубопровода диаметром 1420 мм на форматную пленку без использования мерительного пояса (номер стыка 1234/251, клеймо бригады сварщиков 4, дата сварки 10.12.81 г., шифр дефектоскописта И2) должно быть изображение следующей маркировки
на первом снимке: →101281 4 И2 1 1234-251, или
→101281 4 И2 1 1234/251
на втором снимке: 2 1234-251
на третьем снимке: 3 1234-251 и т.д.
2.9. При использовании мерительного пояса эта маркировка соответственно принимает следующий вид:
→10 1281 4 И2 1234-251 и
1234-251 на остальных снимках.
2.10. При использовании рулонной пленки с получением изображения всего стыка на одном снимке маркировка имеет следующий вид:
→10 1281 4 И2 1234-251.
На рис. 1-3 в качестве примера представлены отпечатки рентгенографических снимков (позитивы), имеющих маркировку в соответствии с требованиями настоящей Инструкции.
3. ПОДГОТОВКА К РАДИОГРАФИЧЕСКОМУ КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ
3.1. Намечаемые к контролю стыки подвергают внешнему осмотру. При этом записывают в рабочую тетрадь номера стыков, даты их сварки и клейма сварщиков или бригад, выполнявших сварку данных стыков.
3.2. Принятые по внешнему осмотру швы размечают мелом на отдельные участки, длину которых определяют форматом применяемой рентгенографической пленки (кассет), и маркируют краской или специальными карандашами по металлу. При использовании вспомогательных мерительных поясов со свинцовыми цифрами, обеспечивающими перенос изображения длины шва на снимки, а также при панорамном просвечивании на рулонную пленку с получением изображения контролируемого шва на одном снимке достаточна отметка, которая соответствует началу мерительного пояса или рулонной пленки. Стрелкой отмечается направление укладки кассет.
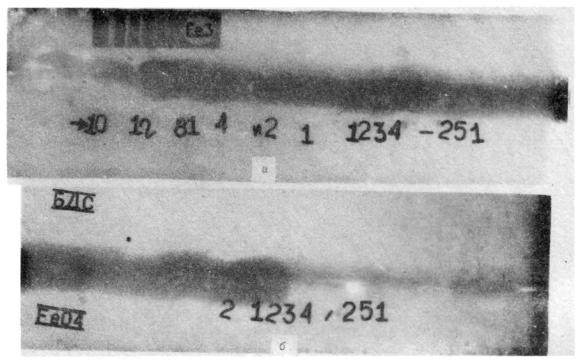
Рис. 1. Примеры маркировки при просвечивании стыка без использования мерительного пояса:
а - первого снимка; б - второго снимка
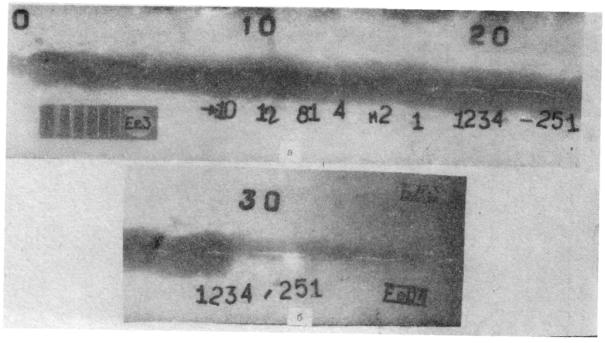
Рис. 2. Примеры маркировки при просвечивании стыка с использованием мерительного пояса:
а - первого снимка; б - любого другого снимка
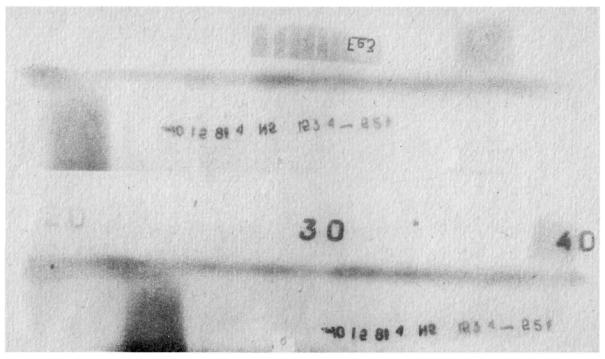
Рис. 3. Примеры маркировки при просвечивании на рулонную пленку:
а - без использования мерительного пояса; б - с использованием мерительного пояса
3.3. На контролируемом соединении закрепляют мерительный пояс, устанавливая его по границе сварного шва, а уже над ним по границе этого пояса закрепляют рулонную пленку или пояс с кассетами. С другой от мерительного пояса стороны шва под пленку или пояс с кассетами устанавливают подготовленные наборы для маркировки.
При отсутствии мерительных поясов наборы для маркировки устанавливают с любой стороны шва. Во всех случаях следует обращать особое внимание на закрепление рулонной пленки или пояса с кассетами таким образом, чтобы изображение сварного шва располагалось вдоль средней части снимка симметрично относительно его краев.
4. ПРОВЕДЕНИЕ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ И РАСШИФРОВКА ЕГО РЕЗУЛЬТАТОВ
4.1. Просвечивание сварных соединений и расшифровку результатов контроля производят в соответствии с требованиями ОСТ 102-51-79 «Контроль неразрушающий. Сварные соединения трубопроводов. Радиографический метод», а также действующими нормативными документами.
4.2. Оформление заключений по радиографическому контролю и заполнение журнала регистрации результатов контроля сварных соединений физическими методами производят в соответствии с требованиями СНиП III-42-80 «Строительные нормы и правила. Правила производства и приемки работ. Магистральные трубопроводы» или другими действующими нормативными документами.
В прил. 1 дана форма заключения по проверке качества сварного стыка физическими методами контроля.
В прил. 2 дана форма журнала регистрации результатов контроля сварных соединений физическими методами контроля.
Приложение 1_________________ Строительство______________________ (Министерство) ___________________________________ Трест________________ СМУ (СУ)_____________ Участок_______________ Заключение №.....от__________19__ г. по проверке качества сварного стыка физическими методами контроля. Проверка качества сварных швов произведена ___________________________________________________________________________________________ (указать способ проверки)
|
|||||||||||||||||||||||||||||||||||||||||||
Начальник ПИЛ _______________________
(ф.и.о.)
Заключение дал _______________________
(должность, ф.и.о.)
Приложение 2_____________________ Строительство________________ (министерство) ____________________________ _____________________ Трест________________ СМУ(СУ) ____________ Участок ______________ ЖУРНАЛ
|
|
Трассовый номер стыка или секции и номер стыка в секции (дробью) |
Привязка |
Сварщик Ф.И.О. и номер клейма |
Диаметр и толщина стенки трубы |
Способ сварки и положение при ней |
Дата контроля |
Способ контроля |
Процент контроля стыков по проекту |
Номер и дата выдачи заключения |
Тип и номер дефектоскопа |
Форма и размер искусственного дефекта в эталонном образце |
Общая оценка качества сварного шва |
Заключение о качестве стыка (указать соответствие ТУ или необходимость исправления, вырезки, производства повторного контроля) |
Подпись радиографиста |
Подпись начальника или инженера ПИЛ |
Примечание |
||
|
км |
ПК |
||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |