 | Информационная система | |
РЕКОМЕНДАЦИИ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ
НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
РЕМОНТА
Р 50-60-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РЕКОМЕНДАЦИИ
|
Единая система технологической документации ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РЕМОНТА |
Р 50-60-88 |
Дата введения 01.01.89
Настоящие рекомендации устанавливают правила оформления документов на технологические процессы (операции) ремонта изделий, применяемых при различных методах проектирования единичных и типовых (групповых) процессов (операций) в отраслях машиностроения и приборостроения.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Документы на ремонт изделий или составных частей должны разрабатываться на основании конструкторской документации и ремонтной документации, разработанной по ГОСТ 2.602-68.
Допускается разрабатывать технологическую документацию на основании нормативно-технической документации на ремонт, действующей в данной отрасли и согласованной с заказчиком.
1.2. Документы разрабатываются на текущий, средний и капитальный ремонты изделий и их составных частей.
1.3. Виды и назначение технологических документов (далее - документов) независимо от типа производства, стадии разработки документации, степени детализации описания процессов приведены в приложении 1.
1.4. Общие требования к оформлению и разработке документов устанавливаются основополагающими стандартами единой системы технологической документации (ЕСТД), приведенными в приложении 2.
2. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОКУМЕНТОВ
2.1. При применении форм маршрутных карт (МК), выполняющих функции других видов документов, их следует оформлять в соответствии с требованиями стандартов ЕСТД. При этом в графе 28 блока Б6 основной надписи, выполненной по ГОСТ 3.1103-82, следует проставлять через дробь условное обозначение соответствующего вида документа, функцию которого выполняет МК. Например, МК/КТПР, МК/КТПД, МК/КТТПО и т.д.
2.2. При применении форм МК. в качестве КТПР, КТПД, КТТПО, ОКН запись информации в строках со служебными символами А, Б или В, Г, Д, Е следует выполнять по ГОСТ 3.1118-82 с учетом следующих дополнений, изложенных в пп. 2.2.1-2.2.5.
2.2.1. При применении форм МК в качестве КТПР:
в графе «Код, наименование операции» перед наименованием операции указывается код, наименование дефекта (при наличии нескольких операций информация указывается только перед первой операцией). Допускается указывать или код, или наименование дефекта.
2.2.2. При применении форм МК в качестве КТПД:
в графах «Наименование детали, сборочной единицы или материала» и «Обозначение, код» указывается наименование детали (сборочной единицы), подлежащей дефектации, и ее обозначение (в случае разработки КТПД на изделие или сборочную единицу).
2.2.3. При применении форм МК в качестве КТТПО:
в графе «Наименование детали, сборочной единицы или материала» приводятся данные на материалы и химикаты, применяемые при очистке;
в графе «Норма расхода» следует указывать количество химикатов и материалов, необходимых для приготовления раствора.
2.2.4. При применении форм МК в качестве ОКН в графах «Тпз» и «Тшт» следует вносить данные по Тв и То:
в строке с привязкой к служебному символу Б - Тв и То на операцию без заполнения остальных граф;
в строке с привязкой к служебному символу 0 - Тв и То на переход после текста содержания перехода.
2.2.5. При применении форм МК в качестве КТПР, КТПД допускается по усмотрению разработчика в блоке Б5 основной надписи указывать код заказа, номер изделия, номер партии, вид ремонта.
2.3. При применении форм МК/КТПД данные по контролируемым дефектам, параметрам и средствам контроля следует записывать в строке со служебным символом РД в последовательности, предусмотренной в дополнительном типовом блоке информации, приведенном в приложении 1.
2.4. При применении форм МК/КТТПО, МК/ОКН следует указывать параметры технологических режимов очистки, наплавки в строке со служебным символом Р в последовательности, предусмотренной в дополнительных типовых блоках режимов, приведенных в приложении 3.
2.5. При разработке документов типового технологического процесса очистки в графах ВТП допускается указывать:
в графах «Наименование детали, сборочной единицы, материала», «Обозначение, код» - наименование детали, обозначение детали, площадь поверхности деталей;
в графе «КОИД» - количество деталей в приспособлении, агрегате.
Необходимые переменные данные следует записывать в отдельной строке с привязкой к служебному символу Р.
Состав переменных данных определяет разработчик документа.
2.6. Примеры оформления КТПР, КТПД, КТПО и ОКН, выполненных на формах МК, приведены в приложениях 4, 5, 6, 7.
ВИДЫ И НАЗНАЧЕНИЯ ДОКУМЕНТОВ
|
Наименование и условное обозначение вида документа, выполняющего функцию другого документа |
Наименование и условное обозначение вида документа |
Назначение документа |
|
|
Маршрутное, маршрутно-операционное, операционное |
Маршрутная карта (МК) по ГОСТ 3.1118-82 формы 1, 1б, 2; 3, 3б, 4; 5, 5а, 6 |
Карта технологического процесса ремонта (КТПР) |
КТПР предназначена для описания операций технологического процесса ремонта изделий (сборочных единиц, деталей) в технологической последовательности с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затрат |
|
То же |
То же |
Карта технологического процесса дефектации (КТПД) |
КТПД предназначена для описания операций технологического процесса дефектации изделия (сборочной единицы, детали) в технологической последовательности с указанием данных по контролируемым параметрам, по измерительному инструменту |
|
» |
Маршрутная карта (МК) по ГОСТ 3.1118-82 формы 1, 1б, 2; 3, 3б 4; 5, 5а, 6 |
Карта типового (группового) технологического процесса очистки (КТТПО, КГТПО) |
КТТПО (КГТПО) предназначена для описания технологического процесса очистки в технологической последовательности по всем операциям с указанием общих данных по технологическим режимам, средствам технологического оснащения, материальным и трудовым затратам для всей группы изделий. Применяется совместно с ВТПО |
|
» |
То же |
Операционная карта наплавки (ОКН) |
ОКН предназначена для описания операций наплавки по переходам с указанием технологических режимов |
|
Маршрутное, маршрутно-операционное, операционное |
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу очистки по ГОСТ 3.1121-84 (ВТПО) формы 6, 6а |
ВТПО |
ВТПО предназначена для указания переменной информации к типовому (групповому) технологическому процессу или к типовой (групповой) операции по каждой детали с привязкой к операциям |
|
То же |
Ведомость оснастки (ВО) по ГОСТ 3.1122-84 формы 2, 2а; 3, 3а Маршрутная карта (МК) по ГОСТ 3.1118-82 формы 1, 1б, 2; 3, 3б, 4; 5, 5а, 6 |
во |
ВО предназначена для указания применяемой технологической оснастки при выполнении технологического процесса ремонта, дефектации, очистки |
|
» |
Ведомость оборудования (ВОБ) формы 2, 2а; Маршрутная карта (МК) формы 1, 1б, 2; 3, 3б, 4; 5, 5а, 6 |
ВОБ |
ВОБ предназначена для указания применяемого оборудования, необходимого для выполнения технологического процесса ремонта |
|
Маршрутное, маршрутно-операционное, операционное |
Ведомость технологических документов (ВТД) формы 4, 4а; 5, 5а |
ВТД |
ВТД предназначена для указания состава изделий и документов в комплекте документов на технологический процесс ремонта |
|
То же |
Карта эскизов (КЭ) по ГОСТ 3.1105-84 формы 6, 6а |
кэ |
КЭ предназначена для графических иллюстраций. Допускается применять КЭ других форматов |
Примечания:
1. Применение документов других видов по ГОСТ 3.1102-81 устанавливается на уровне отрасли или предприятия (организации).
2. Выбор соответствующих форм технологических документов устанавливает разработчик документации.
3. Маршрутное описание технологических процессов следует применять только для процессов, не связанных с указанием переходов и технологических режимов.
ОСНОВОПОЛАГАЮЩИЕ СТАНДАРТЫ ЕСТД, ПРИМЕНЯЕМЫЕ ПРИ РАЗРАБОТКЕ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РЕМОНТА
1. Общие требования к комплектности и оформлению комплектов документов устанавливают:
для единичных технологических процессов (операций) - по ГОСТ 3.1119-83;
для типовых (групповых) технологических процессов (операций) - по ГОСТ 3.1121-84.
2. Требования к оформлению документов, разрабатываемых:
без применения средств механизации и автоматизации - по ГОСТ 3.1104-81;
с применением средств механизации и автоматизации - по ГОСТ 3.1124-86.
3. Отражение и оформление общих требований безопасности труда в технологических документах - по ГОСТ 3.1120-83.
ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОПОЛНИТЕЛЬНЫХ ТИПОВЫХ БЛОКОВ, ПРИМЕНЯЕМЫХ В ДОКУМЕНТАХ НА РЕМОНТ
1. При описании технологического процесса дефектации информацию по дефектации следует записывать в формах документов МК в отдельной строке со служебным символом РД в соответствии с табл. 2.
2. При описании типового технологического процесса очистки следует указывать параметры технологических режимов в соответствии с табл. 4.
3. При описании технологического процесса наплавки следует указывать параметры в соответствии с табл. 6.
4. Параметры технологических режимов могут быть внесены в бланки документов в заголовок формы после строки со служебным символом К/М (для формы 2 МК) или Б (для формы 1 МК) в соответствии с типовым блоком режимов; в отдельной строке со служебным символом Р или РД после записи содержания операции (перехода) и данных по технологической оснастке с указанием параметров режимов, средств контроля и единиц величин; после текста содержания операции (перехода) в строке со служебным символом О.
Запись информации следует выполнять по всей длине строки с возможностью переноса ее на последующие строки.
5. Выбор состава параметров технологических режимов осуществляет разработчик документов.
6. Наименование единиц параметров технологических режимов следует указывать в заголовке графы или непосредственно при записи параметров.
7. Размеры граф, входящих в блок режимов, устанавливает разработчик документов, исходя из необходимости записи в графах параметров режимов с указанием единиц величин и размещения граф таким образом, чтобы вертикальные линии, разделяющие графы в строках предыдущих служебных символов и графы режимов, по возможности совпадали.
8. Графы блоков режимов следует заполнять в соответствии с табл. 3, 5, 7.
Блок информации по дефектации
|
Код, наименование дефекта |
ПЗП |
ПЗПР |
ДЗП |
СТО |
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Условное обозначение графы при |
Содержание графы |
||
|
ручном способе заполнения |
автоматизированном проектировании |
||
|
1 |
Код, наименование дефекта |
Кд |
Код, наименование дефекта. Допускается не указывать код дефекта |
|
2 |
ПЗП |
Пзп |
Предельные значения контролируемого параметра по конструкторскому или нормативно-техническому документу |
|
3 |
ПЗПР |
ПЗПР |
Предельные значения контролируемого параметра по ремонтному конструкторскому или нормативно-техническому документу |
|
4 |
ДЗП |
Дзп |
Действительное значение контролируемого параметра |
|
5 |
СТО |
Сто |
Обозначение (код), наименование применяемых средств технологического оснащения |
|
6 |
- |
- |
Резервная графа. Заполняется при необходимости по усмотрению разработчика |
Блок информации по технологическим режимам очистки
|
Т-ра |
Давление |
Время |
Конц. |
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
Условное обозначение графы при |
Содержание графы |
||
|
ручном способе заполнения |
автоматизированном проектировании |
||
|
1 |
Т-ра |
Т-РА |
Температура воды, раствора, очищающей среды, сушки детали |
|
2 |
Давление |
Р |
Давление очищающей среды |
|
3 |
Время |
Т |
Время выдержки на определенном режиме |
|
4 |
Конц. |
КЦ |
Концентрация очищающего раствора |
|
5 |
- |
- |
Резервная графа. Заполняется при необходимости по усмотрению разработчика |
Блок информации по технологическим режимам наплавки
|
Пл |
I |
U |
Vнапл. |
Sм |
ЧП |
dэ |
hэ |
lэ |
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Условное обозначение графы при |
Содержание графы |
||
|
ручном способе заполнения |
автоматизированном проектировании |
||
|
1 |
Пл |
ПЛ |
Обозначение полярности (П - прямая, О - обратная) |
|
2 |
I |
I |
Сила сварочного тока |
|
3 |
U |
U |
Напряжение дуги |
|
4 |
Vнапл. |
VH |
Скорость наплавки |
|
5 |
Sм |
SM |
Подача присадочного материала |
|
6 |
ЧП |
ЧП |
Число проходов |
|
7 |
dэ |
DЭ |
Диаметр электрода |
|
8 |
hэ |
НЭ |
Вылет электрода |
|
9 |
1э |
LЭ |
Смещение электрода |
|
10 |
- |
- |
Резервная графа. Заполняется при необходимости по усмотрению разработчика |
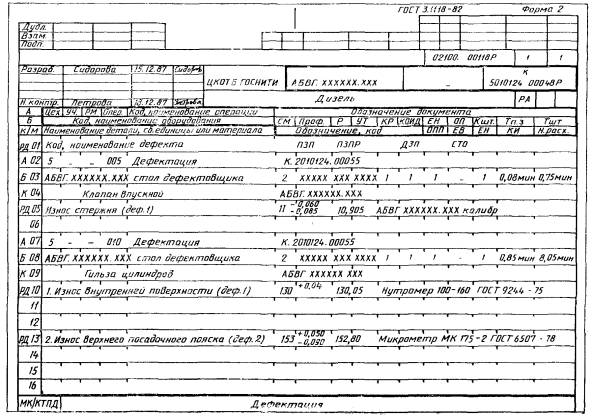
ОФОРМЛЕНИЕ КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ДЕФЕКТАЦИИ, ВЫПОЛНЕННОЙ НА МК
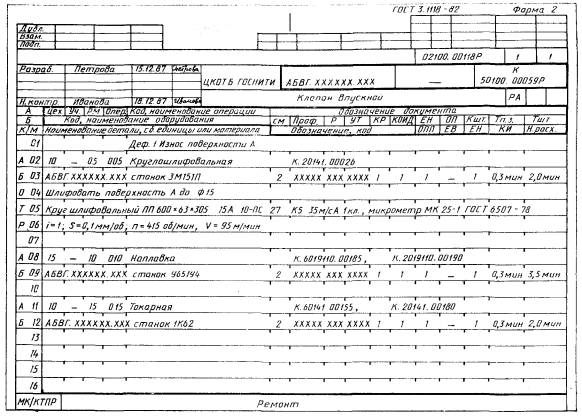
ОФОРМЛЕНИЕ КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА, ВЫПОЛНЕННОЙ НА МК
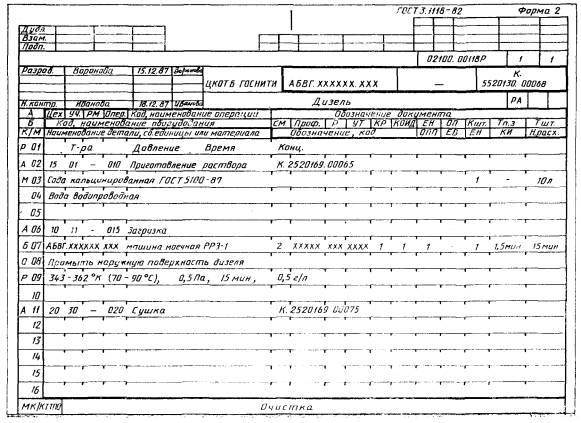
ОФОРМЛЕНИЕ КАРТЫ ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОЧИСТКИ, ВЫПОЛНЕННОЙ НА МК
ОФОРМЛЕНИЕ ОПЕРАЦИОННОЙ КАРТЫ НАПЛАВКИ, ВЫПОЛНЕННОЙ НА МК

ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ Государственным агропромышленным комитетом СССР и Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
В.Н. Лосев; П.А. Шалаев, канд. техн. наук; Р.И. Лямин, канд. техн. наук (руководитель темы); Б.С. Мендриков (руководитель темы); Е.А. Лобода; Л.С. Сергеева; З.А. Коновалова
2. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.05.88 № 1478
3. ВЗАМЕН ГОСТ 3.1115-79
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|
|
ГОСТ 2.602-68 |
|
|
ГОСТ 3.1104-81 |
|
|
ГОСТ 3.1124-86 |
|
|
ГОСТ 6507-78 |
Приложения 4; 5 |
СОДЕРЖАНИЕ