 | Информационная система | |
госудАРствЕнНЫй кОмИтЕт ссср по стАНДАРтАМ
(Госстандарт
СССР)
Всесоюзный
научно-исследовательский институт по
нормализации в машиностроении
(ВНИИНМАШ)
Утверждены
Приказом ВНИИНМАШ
№ 219 от 19.08.1987 г.
Стандартизация
испытаний
промышленных роботов
Исследовательские испытания
Рекомендации
Р 50-51-23-87
Москва 1988
|
СТАНДАРТИЗАЦИЯ ИСПЫТАНИЙ ПРОМЫШЛЕННЫХ РОБОТОВ. ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ |
Р 50-54-23-87 Разрабатываются |
Срок введения с 1 января 1988 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Среди видов испытаний, которым должны подвергаться ПР на различных стадиях их создания и эксплуатации, важное место занимают исследовательские испытания. В ходе проведения исследовательских испытаний решаются следующие задачи:
1. Исследование и оценка значений основных функциональных характеристик и параметров ПР.
2. Выявление дефектов конструкции механизмов, привода, системы управления и изыскание путей их совершенствования
3. Разработка рекомендаций по улучшению технологии изготовления, сборки, приработки, методов технического обслуживания и проверки качества ремонта ПР.
4. Исследование областей работоспособных состояний и определение признаков дефектных состояний различных элементов и систем ПР.
5. Получение данных для разработки методов диагностирования ПР и упрощенных динамических способов их контроля и регулировки в производственных условиях.
6. Установление и оценка основных характеристик и динамических свойств ПР при ресурсных и других испытаниях на надежность.
Решение перечисленных задач исследовательских испытаний требует расчета большого числа характеристик и параметров ПР [1, 2] , определяющих показатели качества.
1.2. Исследовательские испытания включают следующие основные этапы:
1. Статические испытания.
2. Сокращенные динамические испытания.
3. Расширенные динамические испытания.
4. Испытания на надежность.
1.2.1. Основная цель статических испытаний - определение жесткости испытательных органов и несущих систем, люфтов и зазоров в передаточных механизмах и опорах.
1.2.2. Основная цель динамических испытаний - определение параметров ПР, которые характеризуют их динамические свойства. Эти испытания являются наиболее трудоемкими и предусматривают определение наибольшего числа характеристик и параметров (табл. 1 и 2). Исследования характеристик и параметров ПР могут проводиться при последовательном выполнении исполнительными механизмами составляющих цикла или одновременном выполнении нескольких движений в наиболее часто встречающихся комбинациях. Выбор этих комбинаций осуществляется в зависимости от особенности работы и конструкции испытуемых роботов.
По количеству проводимых исследований и их сложности динамические испытания подразделяются на сокращенные и расширенные.
При сокращенных динамических испытаниях определяются основные характеристики и параметры роботов при последовательном выполнении элементарных составляющих цикла, что делает эти испытания универсальными и позволяет проводить их по единой методике независимо от места.
|
Виды испытаний |
||
|
Сокращенные |
Расширенные |
|
|
Грузоподъемность |
+ |
+ |
|
Быстродействие |
+ |
+ |
|
Быстроходность |
+ |
+ |
|
Зона обслуживания |
+ |
+ |
|
Погрешность позиционирования |
+ |
+ |
|
(погрешность воспроизведения заданной траектории) |
+ |
+ |
|
Нагрузка на детали механизмов и привода |
+ |
+ |
|
Воспроизводимость заданного закона движения |
- |
+ |
|
Жесткость исполнительных устройств и опорных систем |
- |
+ |
|
Вибрационные характеристики и уровни шума |
- |
+ |
|
Температурные поля и деформации |
- |
+ |
|
Общий расход энергии, сжатого воздуха, охлаждающей и рабочей жидкостей |
- |
+ |
|
Ресурс и другие показатели надежности |
- |
+ |
|
Измеряемые величины |
Единица измерения |
Виды испытаний |
||
|
Сокращенные |
Расширенные |
|||
|
2 |
3 |
4 |
5 |
6 |
|
Максимальная скорость рабочего органа |
Скорость |
м/с (рад/с) |
+ |
+ |
|
Средняя скорость рабочего органа: |
|
|
|
|
|
а) без учета колебаний |
Путь (угол) перемещения, время перемещения без учета колебаний. |
м/с (рад/с) |
+ |
+ |
|
б) с учетом колебаний |
Путь (угол) перемещения малые перемещения; время перемещения с учетом колебаний |
м/с (рад/с) |
+ |
+ |
|
Максимальное значение ускорения рабочего органа |
Ускорение |
м/с |
+ |
+ |
|
Временные параметры |
Время |
с |
+ |
+ |
|
Параметры колебаний рабочего органа |
Малые перемещения; частота |
мм Гц |
- |
+ |
|
Усилия (моменты), действующие на звенья |
Усилие (момент) |
Н (Н∙м) |
- |
+ |
|
Давления в полостях пневмогидродвигателей |
Давление |
Па |
- |
+ |
|
Температура деталей робота, масла в гидросистеме, привода и т.д. |
Температура |
°С |
- |
+ |
|
Мощность, потребляемая электродвигателями |
Мощность |
кВт |
- |
+ |
|
Расход рабочего тела и охлаждающей жидкости |
Расход |
м3/с |
- |
+ |
|
Параметры вибрации исполнительных органов, корпуса, привода и опорной системы |
Виброускорение, виброскорости виброперемещения |
м/с2 (рад/с2) м/с (рад/с) м (рад) |
- |
+ |
|
Уровень шума в заданных точках лабораторного помещения |
Шум |
дб |
- |
+ |
|
Сила тока или напряжение в силовых цепях и цепях системы управления |
Ток, напряжение |
А В |
- |
+ |
|
Максимальное рабочее перемещение захвата по координатам |
Ход (угол) |
м (рад) |
+ |
+ |
|
Величина отклонения захвата: |
|
|
|
|
|
а) от заданного положения |
Малые перемещения |
мм |
+ |
+ |
|
б) от заданной траектории |
Малые перемещения |
мм |
- |
+ |
|
Смещение исполнительных органов и опорных систем под действием приложенных сил |
Малые перемещения |
мм |
- |
+ |
В ходе расширенных динамических испытаний определяются, кроме основных, ряд дополнительных характеристик и параметров, которые позволяют более детально оценить работу промышленного робота. Вследствие повышенной сложности расширенные динамические испытания проводят, как правило, в лабораторных условиях.
2. МЕТОДИКА ПРОВЕДЕНИЯ СТАТИЧЕСКИХ ИСПЫТАНИЙ
2.1. Статические испытания предусматривают определение следующих основных параметров и характеристик ПР:
статической жесткости руки робота в трех взаимно перпендикулярных направлениях;
деформации звеньев и стыков под действием собственного веса;
жесткости опорных и несущих конструкций, зазоров и люфтов в механизмах передач.
2.2. Испытания обычно проводятся в рабочем пространстве испытательных механизмов в наиболее невыгодном положении с точки зрения их жесткости.
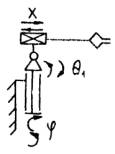
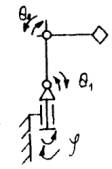
Для типовых кинематических схем ПР, работающих в декартовой, цилиндрической, сферической и угловой системах координат, в табл. 3а, б приведены положения рук, в которых необходимо определять жесткость. Там же указаны направления, в которых производят измерения.
2.2.1. При измерении жесткости в вертикальной плоскости нагружение руки может осуществляться посредством груза, прикрепляемого к захвату (например, с помощью троса) или зажатого непосредственно в захвате. Для определения жесткости в горизонтальной плоскости трос дополнительно перекидывается через блок, ось которого перпендикулярна направлению измерения жесткости.
|
Кинематическая схема |
Координаты исслед. движений |
Значение варьируемых параметров в % от максимума |
Положение руки по координатам в долях от максимального перемещения |
Виды испытаний |
||||||
|
Ход руки |
Скорость руки |
Грузоподъемность |
X |
Y |
Z |
j |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Декартова |
|
X |
- |
- |
- |
- |
Ymax |
Zmax |
- |
Статические |
|
- |
- |
- |
- |
(0; 0,5; 1,0) Ymax |
(0; 0,5; 1,0) Zmax |
|
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
- |
(0; 0,5; 1,0) Ymax |
(0; 0,5; 1,0) Zmax |
- |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 100 |
0; 25; 50; 75; 100 |
|
(0; 0,25; 0,50; 0,75; 1,0) Ymax |
(0; 0,25; 0,5; 0,75; 1,0) Zmax |
|||||
|
У |
- |
- |
- |
Xmax |
- |
Zmax |
- |
Статические |
||
|
- |
- |
- |
(0; 0,5; 1,0) Хmax |
- |
(0; 0,5; 1,0) Zmax |
|||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
(0; 0,5; 1,0) Хmax |
- |
(0; 0,5; 1,0) Zmax |
- |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 100 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 0,75; 1,0) Хmax |
|
(0; 0,25; 0,5; 0,75; 1,0) Zmax |
|||||
|
Z |
- |
- |
- |
Xmax |
Ymax |
- |
- |
Статические |
||
|
- |
- |
- |
(0; 0,5; 1,0) Хmax |
(0; 0,5; 1,0) Ymax |
- |
- |
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
(0; 0,5; 1,0) Хmax |
(0; 0,5; 1,0) Ymax |
- |
- |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 100 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,50; 0,75; 1,0) Хmax |
(0; 0,25; 0,5; 0,75; 1,0) Ymax |
||||||
|
Цилиндрическая |
|
X |
- |
- |
- |
- |
- |
Zmax |
jmax |
Статические |
|
- |
- |
- |
- |
- |
(0; 0,5; 1,0) Zmax |
(0; 0,5; 1,0) jmax |
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
- |
- |
(0; 0,5; 1,0) Zmax |
(0; 0,5; 1,0) jmax |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 100 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 0,75; 1,0) Zmax |
(0; 0,25; 0,5; 0,75; 1,0) jmax |
||||||
|
Z |
- |
- |
- |
Xmax |
- |
- |
jmax |
Статические |
||
|
- |
- |
- |
(0; 0,5; 1,0) Хmax |
- |
- |
(0; 0,5; 1,0) jmax |
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
(0; 0,5; 1,0) Хmax |
- |
- |
(0; 0,5; 1,0) jmax |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 100 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 1,0) Хmax |
|
|
(0; 0,25; 0,5; 0,75; 1,0) jmax |
||||
|
j |
- |
- |
- |
Xmax |
- |
Zmax |
- |
Статические |
||
|
- |
- |
- |
(0; 0,5; 1,0) Хmax |
- |
(0; 0,5; 1,0) Zmax |
|||||
|
20; 60; 100 20; 40; 60; 80; 100 |
50; 100 25; 50; 75; 100 |
0; 50; 100 0; 0,25; 50; 75; 100 |
(0; 0,5; 1,0) Хmax (0; 0,25; 0,5; 0,75; 1,0) Хmax |
- |
(0; 0,5; 1,0) Zmax (0; 0,25; 0,5; 0,75; 1,0) Zmax |
- |
Динамические |
|||
|
|
|
|
|
|
|
|
|
|
|
|


|
Кинематическая схема |
Координаты послед. движений |
Значения варьируемых параметров в % от максимума |
Положение руки по координатам в долях от максимального перемещения |
Виды испытаний |
||||||
|
Ход руки |
Скорость руки |
Грузоподъемность |
X |
j |
Θ1 |
Θ2 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Сферическая |
|
Y |
- |
- |
- |
- |
jmax |
θ1max |
- |
Статические |
|
- |
- |
- |
- |
(0; 0,5; 1,0) jmax |
(0; 0,5; 1,0) θ1max |
- |
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
- |
(0; 0,5; 1,0) jmax |
(0; 0,5; 1,0) θ1max |
- |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 10 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 0,75; 1,0) jmax |
(0; 0,25; 0,5; 0,75; 1,0) θ1max |
||||||
|
j |
- |
- |
- |
Xmax |
- |
θ1max |
- |
Статические |
||
|
- |
- |
- |
(0; 0,5; 1,0) Xmax |
- |
(0; 0,5; 1,0) θ1max |
- |
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
(0; 0,5; 1,0) Xmax |
- |
(0; 0,5; 1,0) θ1max |
- |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 10 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 0,75; 1,0) Xmax |
(0; 0,25; 0,5; 0,75; 1,0) θ1max |
||||||
|
Θ1 |
- |
- |
- |
Xmax |
jmax |
- |
- |
Статические |
||
|
- |
- |
- |
(0; 0,5; 1,0) Xmax |
(0; 0,5; 1,0) jmax |
- |
- |
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
(0; 0,5; 1,0) Xmax |
(0; 0,5; 1,0) jmax |
- |
- |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 10 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 0,75; 1,0) Xmax |
(0; 0,25; 0,5; 0,75; 1,0) jmax |
||||||
|
Угловая |
|
j |
- |
- |
- |
- |
- |
θ1max |
Θ2max |
Статические |
|
- |
- |
- |
- |
- |
(0; 0,5; 1,0) θ1max |
(0; 0,5; 1,0) θ2max |
||||
|
20; 60; 100
|
50; 100
|
0; 50; 100
|
- |
- |
(0; 0,5; 1,0) θ1max |
(0; 0,5; 1,0) θ2max |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 10 |
0; 25; 50; 75; 100 |
|
|
(0; 0,25; 0,5; 0,75; 1,0) θ1max |
(0; 0,25; 0,5; 0,75; 1,0) θ2max |
||||
|
Θ1 |
- |
- |
- |
- |
jmax |
- |
Θ2max |
Статические |
||
|
- |
- |
- |
- |
(0; 0,5; 1,0) jmax |
- |
(0; 0,5; 1,0) θ2max |
||||
|
20; 60; 100
|
50; 100
|
0; 50; 100
|
- |
(0; 0,5; 1,0) jmax |
- |
(0; 0,5; 1,0) θ2max |
Динамические |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 10 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 0,75; 1,0) jmax |
(0; 0,25; 0,5; 0,75; 1,0) θ2max |
||||||
|
Θ2 |
- |
- |
- |
- |
jmax |
θ1max |
- |
Статические |
||
|
- |
- |
- |
- |
(0; 0,5; 1,0) jmax |
(0; 0,5; 1,0) θ1max |
- |
||||
|
20; 60; 100 |
50; 100 |
0; 50; 100 |
- |
0; 0,5; 1,0) jmax |
(0; 0,5; 1,0) θ1max |
- |
Динамически |
|||
|
20; 40; 60; 80; 100 |
25; 50; 75; 10 |
0; 25; 50; 75; 100 |
(0; 0,25; 0,5; 0,75; 1,0) jmax |
(0; 0,25; 0,5; 0,75; 1,0) θ1max |
||||||
Примечание: цифровые данные, приведенные в верхних строках таблиц 3а и 3б, представляют собой значения параметров для сокращенных испытаний, в нижних - для расширенных испытаний.
2.2.2. Нагружающую силу изменяют ступенчато от нуля до максимального значения и обратно до нуля. Значения нагружающей силы рекомендуется брать равными 25; 50; 75; 100 % от максимальной грузоподъемности ПР. При измерении необходимо устранить влияние зазоров. Для этого нагружающая сила должна нарастать до величины, при которой достигается линейная зависимость между ней и измеряемым отклонением.
Для измерения деформаций могут использоваться индикаторы часового типа или индуктивные датчики перемещений.
2.2.3. Для снижения значений случайных погрешностей замеры производят не менее трех раз для каждого направления нагружающей силы.
2.2.1. Результаты оформляются в виде графиков зависимостей деформаций от действующей силы для каждого направления силы. Статические жесткости определяются как отношение нагрузочной силы к соответствующей деформации на участках графиков, в которых исключены влияния зазоров. Из графиков зависимостей деформаций от действующей силы находят также приведенный к захвату суммарный зазор в механизмах привода руки ПР и гистерезис. Зазоры в механизмах можно определить по отклонению выходного звена и замером перемещений индикатором часового типа.
2.2.5. Часто возникает необходимость определения смещений отдельных звеньев в суммарном перемещении захватного устройства. Это осуществляется путем одновременных измерений упругих перемещений основных звеньев руки ПР под действием нагружающих сил.
2.2.6. Схемы нагружения для определения жесткости несущих и опорных систем ПР (корпуса робота, монорельсов, порталов и т.п.) зависят от конструкции систем и указываются в руководствах по испытаниям конкретных моделей.
2.2.7. У ряда роботов значительное влияние на общую податливость выходных звеньев оказывают зазоры в шарнирных и других соединениях. В этих случаях рекомендуется использовать специальную методику испытаний, разработанную в [13].
3. МЕТОДИКА ПРОВЕДЕНИЯ СОКРАЩЕННЫХ ДИНАМИЧЕСКИХ ИСПЫТАНИЙ
3.1. К основным характеристикам, исследуемым при сокращенных испытаниях, относятся: грузоподъемность, быстродействие, быстроходность, зона обслуживания, погрешность позиционирования или воспроизведения заданной траектории, инерционные нагрузки. Первые пять из них являются взаимозаменяемыми, что учтено при построении методики. В частности, грузоподъемность робота, которая характеризуется максимальной массой груза, перемещаемого захватным устройством, существенно зависит от заданных точности позиционирования и быстроходности, а также от вылета руки, т.е. геометрии.
3.1.1. Грузоподъемность определяется путем измерения установленной в захватном устройстве массы груза при заданной быстроходности и мощности привода, допустимой нагрузке на детали механизмов и обеспечении требуемой точности позиционирования. Зависимость грузоподъемности от быстроходности часто отражается в паспортных данных путем указания грузоподъемности при нормальной и пониженной скоростях.
3.1.2. Быстродействие робота, характеризуемое временем движения рабочего органа на заданную величину хода, определяется:
1) по измерениям величин скорости, ускорения и малых перемещений в конце хода;
2) по измерениям непосредственно временных интервалов.
В первом случае характерные участки движения, определяемые по измерениям параметра скорости, уточняются по измерениям величин ускорений и малых перемещений. Быстродействие зависит не только от скорости, задаваемой приводом, но и от величины и направления перемещения, грузоподъемности и сил демпфирования. От величины этих параметров зависит время, затрачиваемое на доведение до заданного уровня колебаний в конце хода. Допустимые амплитуды колебаний определяются требованиями технологического процесса (операции), выполняемого роботом, условиями захватывания перемещаемой детали и т.п. Допустимый уровень ускорений руки при захвате объекта ограничивается в случаях перемещения сосудов с жидкостью и при захвате нежестких деталей, когда возникающие инерционные нагрузки могут привести к повреждению зажимаемых деталей, и в других подобных случаях.
3.1.3. Быстроходность является производной характеристикой. Она рассчитывается по быстродействию с учетом заданной величины перемещения. При оценке этой характеристики необходимо определить допустимый диапазон изменения средних скоростей рабочего органа с учетом факторов, влияющих на него в наибольшей степени. На быстроходность и быстродействие наиболее сложное влияние оказывают характер изменения скорости движения и колебание узла после окончания его перемещения. Сокращение общего времени перемещения приводит не только к повышению быстродействия, но и к понижению точности работы робота и возрастанию динамических нагрузок. Для каждой конструкции при испытаниях необходимо находить наилучшее соотношение составляющих времени, позволяющих не допустить динамических перегрузок и снижения точности.
3.1.4. Зона обслуживания робота характеризуется рабочим объемом, который ограничивается траекторией движения между конечными точками всех возможных поступательных и вращательных перемещений рабочего органа, всех его длин ходов и углов поворота для региональных движений.
При экспериментальном определении обслуживаемого пространства ПР вначале производится оценка паспортного значения допустимой длины хода и угла поворота по. всем степеням подвижности. Величины ходов исполнительных механизмов, предусмотренные конструкцией робота, в ряде случаев не могут быть полностью реализованы при некоторых соотношениях грузоподъемности и быстроходности из-за возникновения сильных колебаний руки, препятствующих выполнению заданной операции. В случае недостижения при максимальных вылетах рабочего органа заданной точности позиционирования следует определить, при каком вылете руки (радиусе поворота) и данной нагрузке погрешности снижаются до допустимых. Таким же образом для нескольких значений нагрузок получают данные для расчета действительного объема зоны обслуживания.
Для предупреждения столкновения с периферийным оборудованием при определении зоны обслуживания необходимо оценить и неиспользованную зону, зависящую от конструктивного исполнения ПР. При этом величина отношения объема зоны обслуживания к объему неиспользуемой зоны может служить показателем, который характеризует эффективность применения испытуемой конструкции ПР для данного техпроцесса.
3.1.5. Погрешность позиционирования является одной из основных характеристик ПР, определяющей их точностные свойства. Под погрешностью позиционирования δD понимается отклонение действительного положения исполнительного органа ПР Хi от запрограммированного Хпрог при его многократном двухстороннем позиционировании в различных точках по пути перемещения по каждому из направлений движения. Погрешность позиционирования формируется всем комплексом - механической частью и системой управления ПР и зависит от погрешности блоков и элементов системы управления, погрешности привода, жесткости руки, жесткости и динамических свойств механизмов позиционирования, сил демпфирования и других факторов. Погрешность позиционирования должна определяться в общем случае для различных положений рабочего органа в зоне обслуживания при заданных соотношениях грузоподъемности и быстроходности (с учетом прогиба руки манипулятора), которые изменяются в зависимости от значений масс объектов манипулирования и перемещений рабочего органа в радиальном направлении.
В связи с тем, что при расчете погрешности позиционирования приходится иметь дело со случайными величинами, меняющими свое значение при каждом испытании, для оценки погрешности позиционирования необходимо использовать методы статистического анализа [3]. При этом величина δD определяется следующими статистическими показателями:
а)
алгебраической разностью наибольшего и наименьшего (во всем диапазоне
перемещений) средних арифметических значений ![]() отклонений фактических
положений рабочего органа от запрограммированных хпрог. Этот
показатель характеризует накопленное отклонение;
отклонений фактических
положений рабочего органа от запрограммированных хпрог. Этот
показатель характеризует накопленное отклонение;
б) значением рассеяния отклонений Dх при многократном подходе рабочего органа к запрограммированному положению (отклонение рабочего органа от заданного положения). Этот показатель характеризует среднее квадратическое отклонение.
Накопленное
отклонение ![]() представляет собой
разницу средних значений действительных позиций рабочего органа, образующуюся
при подходе его к заданной координате на оси различных направлений (с правого
представляет собой
разницу средних значений действительных позиций рабочего органа, образующуюся
при подходе его к заданной координате на оси различных направлений (с правого ![]() и левого
и левого ![]() направлений). Данная
величина позволяет определить среднее отклонение рабочего органа, проявляющееся
при позиционировании запрограммированного положения.
направлений). Данная
величина позволяет определить среднее отклонение рабочего органа, проявляющееся
при позиционировании запрограммированного положения.
Среднее квадратическое стандартное отклонение DХ характеризует диапазон отклонений координат рабочего органа от средней действительной координаты, возникающей при подходе к запрограммированной заданной координате с правой (DХпр) или левой (DХл) стороны. Эта величина позволяет установить, в каком диапазоне ожидаются отклонения действительных координат рабочего органа от средней действительной координаты, если заданная координата позиционируется в одном направлении.
При сокращенных испытаниях погрешность позиционирования рассчитывают для одной из точек зоны обслуживания. Выбор метода определения погрешности позиционирования зависит от типа системы управления, которой оснащен ПР. Для ПР с позиционной системой управления погрешность позиционирования оценивается по величине погрешности, подвода захвата в заданную точку при многократном повторении цикла. Для этого в заданную точку рабочего пространства устанавливается измерительный прибор для определения малых перемещений и снимается серия замеров при подходе руки робота к заданной точке. При измерениях применяются контрольные тела [1, 5], закрепляемые на фланце захватного устройства или в самом захватном устройстве. Используются контрольные тела, имеющие форму шара, куба, цилиндра, призмы, линейки, и сложные тела, позволяющие более точно определить угловые смещения. Число приборов или датчиков перемещения и зависимости от задач измерений изменяется в пределах 1 ÷ 6. Измерения проводятся для движений руки по всем программируемым координатам в нескольких точках рабочего пространства. Для последующей статической обработки целесообразно, чтобы каждая серия измерений включала не менее 10 замеров. Обработка результатов измерений производится статистическими методами в предположении, что случайные отклонения от заданного положения подчиняются закону нормального распределения Гаусса. Замеры производятся в автоматическом режиме работы ПР.
Для ПР с контурной системой управления задача контроля точности отличается большей сложностью и заключается в следующем. В процессе обучения ПР задаваемая вручную пространственная траектория воспроизводится автоматически. Требуется определить отклонения заданной траектории от фактической δD, воспроизведенной ПР. Данная величина характеризуется [3]:
а) отклонением действительной средней траектории от запрограммированной заданной (погрешность траектории);
б) колебанием (разбросом) действительной траектории вокруг средней (погрешность перемещения).
Оба эти значения объединяются понятием отклонения заданной траектории от фактической.
Методы и схемы измерительных устройств для решений этой задачи рассмотрены в работах [6, 7, 8]. В работе [7] предложен метод контроля точности воспроизведения пространственной кривой, основанный на использовании специальной измерительной головки. Головка, оснащенная двумя индуктивными датчиками малых перемещений, крепится к рабочему органу ПР. Во время обучения измерительная головка перемещается на определенном расстоянии вдоль проверяемой линии. Это перемещение регистрируется системой управления. При автоматическом воспроизведении траектории производят сравнение (с помощью ЭВМ) фактического и запрограммированного перемещений. С целью упрощения метода на практике проверка осуществляется путем перемещения головки вдоль призматического бруска, расположенного диагонально в пространстве. Рассмотренный метод, требующий специального измерительного стенда, может применяться, как правило, при лабораторных испытаниях ПР.
Для измерения значений отклонения заданной траектории от фактической можно использовать и датчик малых перемещений, который устанавливается в рабочем органе и перемещается по проверяемой пространственной траектории.
3.1.6. Для промышленных роботов, выполняющих технологические операции (например, сварочных ПР), важное значение имеет обеспечение и оценка устойчивости перемещения их исполнительных механизмов. Поэтому при испытаниях целесообразно определить степень и характер влияния различных факторов и параметров на неравномерность перемещения исполнительных механизмов ПР.
Оценка неравномерности перемещения исполнительных механизмов ПР, выполняющих технологические операции, в период установившегося движения может проводиться с помощью коэффициента неравномерности Кv или Кw. Значение коэффициента Кv или Кw зависит от конструкции, жесткости, качества изготовления, регулировки, смазки механизма, качества обработки и состояния направляющих, определяющих нелинейность характеристик трения. Поэтому при условии получения достаточного количества экспериментальных данных для их статистической обработки коэффициент Кv или Кw может использоваться в качестве критерия как для сравнения различных вариантов конструкции, так и для выявления дефектов изготовления и регулировки механизмов ПР.
Неравномерность
движения исполнительных механизмов ПР может быть оценена также о помощью
коэффициента неравномерности ускорения ![]() или
или ![]() .
.
Для исследования указанных выше характеристик достаточна регистрация скорости, ускорения и малых перемещений руки в конце хода. Эти параметры целесообразно регистрировать одновременно при движении по каждой координате в обоих направлениях (вверх-вниз, вперед-назад, по часовой стрелке, против часовой стрелки). В этом случае время позиционирования связывается с заданным уровнем колебаний. Испытания проводятся в автоматическом режиме работы ПР.
При сокращенных испытаниях варьируются следующие параметры:
1. Масса груза m. Испытания проводятся на холостом ходу (m = 0) и при значениях массы груза m = 0,5mmax; m = mmax, где mmax - максимальная грузоподъемность ПР.
2. Величины перемещений по каждой степени подвижности;
а) для механизмов линейного позиционирования руки рекомендуются интервалы 0,2Lmax; 0,6Lmax; 1,0Lmax, где Lmax - максимальный ход;
б) для механизмов углового позиционирования рекомендуются интервалы 0,2Ψmax; 0,6Ψmax; 1,0Ψmax, где Ψmax - максимальный угол поворота.
3. Скорости перемещений и закон движения - для тех ПР, у которых это предусмотрено конструкцией. При этом величины скоростей перемещений по каждой степени подвижности рекомендуется варьировать в следующих интервалах:
а) для механизмов линейного позиционирования от 0,5vmax до 1,0vmax, где vmax - максимальная линейная скорость;
б) для механизмов углового позиционирования от 0,5wmax до 1,0wmax, где wmax - максимальная угловая скорость.
Для повышения достоверности результатов обработки каждое измерение целесообразно проводить не менее трех раз.
3.2. Обработка данных испытаний.
3.2.1. Значения временных интервалов, характеризующих длительность составляющих цикла и весь процесс в целом, можно определить, измеряя электрические сигналы в цепи управления (например, в соленоидах, реле и др.), причем наиболее просто найти время циклов. Для измерения других временных интервалов (например, времени разгона и торможения) необходимо получить информацию о моментах прохождения исполнительным устройством робота отдельных точек его хода. С этой целью вводят в схему измерения дополнительные первичные преобразователи, но это усложняет испытания и увеличивает их трудоемкость.
3.2.2. Временные интервалы можно получить и путем измерения скорости v (или w) исполнительного устройства робота. В этом случае характерные точки начала и конца отдельных временных интервалов уточняются по ускорениям a (или e) и малым перемещениям D в конце хода исполнительного механизма робота, которые регулируются вместе с его скоростью. При этом определяются:
1. Время разгона tр (как обычно, интервал времени с момента v = 0 до момента v = 0,95vmax, где vmax - максимальная скорость движения).
2. Время установившегося движения tуст.
3. Время торможения tт (интервал времени от конца установившегося движения до момента, когда v = 0).
4. Время успокоения колебаний tусп. (интервал времени от конца торможения до момента, когда амплитуда колебаний исполнительного устройства робота уменьшится до заданной величины (например, до паспортного значения погрешности позиционирования).
5. Максимальные линейные vmax и угловые wmax скорости
![]()
где L и Ψ - заданные линейное и угловое перемещение исполнительного устройства робота; Ln и Ψn - линейное и угловое перемещения, определяемые путем интегрирования измеряемой скорости движения исполнительного устройства робота; h - максимальная ордината измеряемой скорости.
6. Наибольшие величины ускорений при разгоне aр и торможении aт.
7. Амплитуда А и период Т колебаний рабочего органа по измерениям параметров малых перемещений в конце исполнительного устройства робота.
С помощью параметров, определяемых экспериментально, рассчитываются:
1. Время движения tп без учета времени колебаний в конце хода
![]()
2. Общее время движения Тп с учетом времени колебаний в конце хода
Тп = tп + tуст.
3. Средние линейные и
угловые скорости без учета (![]() ,
, ![]() ) и с учетом (vср, wср)
колебаний в конце хода
) и с учетом (vср, wср)
колебаний в конце хода
![]()
![]()
4. Угловое ускорение для механизмов углового позиционирования
![]()
где R - радиус установки линейного датчика ускорения.
5. Инерционные нагрузки по максимальным величинам масс ведомых звеньев М или их моментов инерции j
Рир = Мар; Рит = Мат;
Мир = jeр; Мит = jeт.
6. Частота колебаний f по намеренным величинам периода колебаний Т
![]()
7. Логарифмический декремент δ затухания колебаний определяется по результатам измерения амплитуд двух последовательных колебаний Аi и Аi+1
![]() (i = 1, 2, ..., n - номер измерения).
(i = 1, 2, ..., n - номер измерения).
На основании полученных данных строятся графики зависимостей между основными характеристиками ПР: vср = f(L); vср = f(m) и др.
8. Значения погрешности позиционирования по измерениям величин отклонения рабочего органа от заданного положения:
а) при одностороннем подходе к запрограммированной позиции (см. рис. 1) и нормальном распределении рассеяния можно определить по формулам
![]()
![]()
где ![]() и
и ![]() - накопленная погрешность
при правом и левом подходе рабочего органа к заданной точке:
- накопленная погрешность
при правом и левом подходе рабочего органа к заданной точке:
![]() и
и ![]()
- среднее арифметическое значение действительного положения рабочего органа ПР при многократном одностороннем соответственно правом и левом подходе; m - число измерений; Xiпр, Xiл, Xпрог. - соответственно действительное при правом и левом подходе и запрограммированное положения рабочего органа ПР; DХпр = bSпр; DХл = bXл - границы доверительных интервалов для принятой надежности и числа измерений m [9] при правом и левом подходе рабочего органа:

- средние квадратические отклонения от средних
арифметических значений ![]() и
и ![]() при правом и левом
подходах; b - соответствующий коэффициент Стьюдента;
при правом и левом
подходах; b - соответствующий коэффициент Стьюдента;
б) при подходе к запрограммированной позиции с двух направлений и нормальном распределении рассеяния:
![]()
где ![]() - накопленная
погрешность;
- накопленная
погрешность;
![]()
![]() и
и ![]()
- средние арифметические отклонения при подходе рабочего органа к заданной позиции соответственно с правой и левой стороны, которые учитывают несовпадение центра рассеивания и заданного в режиме обучения исходного положения.
Xiпр и Хiл - результаты отдельных замеров в серии при подходе рабочего органа к заданной позиции соответственно с правой и левой стороны;
m - число измерений в серии;
![]() - границы
доверительных интервалов для принятой надежности и числа измерений m [9], определяемые при подходе рабочего
органа к заданной позиции соответственно с правой и левой стороны;
- границы
доверительных интервалов для принятой надежности и числа измерений m [9], определяемые при подходе рабочего
органа к заданной позиции соответственно с правой и левой стороны;
 и
и  - средние
квадратические отклонения, определяемые при подходе рабочего органа к заданной
позиции соответственно с правой и левой стороны; b - соответствующий коэффициент Стьюдента;
- средние
квадратические отклонения, определяемые при подходе рабочего органа к заданной
позиции соответственно с правой и левой стороны; b - соответствующий коэффициент Стьюдента; ![]() - зона
нечувствительности, имеющая место при реверсе перемещения рабочего органа ПР.
- зона
нечувствительности, имеющая место при реверсе перемещения рабочего органа ПР.
9. Коэффициент неравномерности перемещения Кv или Кw [10]:
![]() или
или ![]()
![]() или
или ![]()
где vmax, vmin и wmax, wmin - соответственно максимальные и минимальные линейные и угловые скорости движения исследуемого механизма ПР.
10. Коэффициент неравномерности ускорения Ка или Кe:
![]() или
или ![]()
где aср, amax и eср, emax - средние и максимальные значения соответственно линейных и угловых ускорений испытуемых механизмов ПР.
4. ОСОБЕННОСТИ ПРОВЕДЕНИЯ РАСШИРЕННЫХ ДИНАМИЧЕСКИХ ИСПЫТАНИЙ
4.1. Методика сокращенных динамических испытаний является составной частью методик расширенных динамических испытаний. Однако основные характеристики, определяемые при сокращенных испытаниях, при расширенных испытаниях исследуются более детально (см. табл. 1, 2, 3), что позволяет установить зависимости между исследуемыми параметрами. В частности, исследования проводятся при следующих значениях массы груза: 0, 25, 50, 75, 100 % от mmax.
4.2. Исследование каждого из региональных движений производят при пяти положениях руки по остальным координатам (см. табл. 3).
4.3. Для каждого из региональных движений погрешность позиционирования определяются для пяти точек - (20, 40, 60, 80, 100 %) от Lmax или (20, 40, 60, 80, 100 %) от Ψmax. Дополнительно определяется влияние на погрешность позиционирования температурных факторов в течение длительного времени. Первый замер производится через полчаса после начала работы, второй - через час, последующие - через каждые два часа в течение двух смен.
4.4. При расширенных испытаниях кроме указанных характеристик определяются также давления в различных точках гидро- или пневмосистемы ПР температура поля, деформации, виброакустические параметры и др. (см. табл. 1 и 2).
В частности, дополнительно к инерционным составляющим усилий и моментов при расширенных испытаниях рассчитывают усилия зажима детали в захвате и усилия и моменты в природе.
Усилие захватывания определяется как при неподвижной руке, так и при ее движении. В жесткопрограммируемых роботах усилие захватывания контролируется, как правило, с помощью специальных динамометров, тензометрических динамометров, динамометров с индуктивными датчикам и др., обеспечивающих возможность непрерывной регистрации данного параметра. В ПР с тактильными захватами для этой цели могут использоваться датчики внутренней информации.
4.5. Усилия и моменты в приводе регистрируются совместно с кинематическими параметрами руки с целью более подробного анализа особенностей работы основных механизмов и расчета деталей ПР на прочность.
Максимальные нагрузки, испытываемые деталями механизмов ПР, определяются по измеренным значениям ускорений и усилий (крутящих моментов). Одновременная регистрация ускорений и усилий (моментов) на звеньях позволяет оценить силы трения в механизмах. Усилия (крутящие моменты) регистрируются с помощью специальных датчиков усилий (моментов), устанавливаемых в местах соединения подвижных звеньев (в шарнирах, муфтах и т.п.) механизмов ПР. При разработке и установке подобных датчиков следует прежде всего учитывать особенности конструкции ПР.
Этим же целям у ПР с гидравлическим и пневматическим приводом служит измерение давлений в различных точках гидро- или пневмосистемы, особенно у цилиндров или гидро- и пневмомоторов, так как это позволяет определить перепады давлений.
4.6. Методика определения соответствующих работоспособным состояниям ПР давлений в гидро- и пневмосистемах должна предусматривать испытания при нескольких значениях давлений. Это особенно важно для ПР с пневмоприводом, на работу которых может оказывать существенное влияние колебание давления в заводской пневмосети.
Некоторые конструкции ПР, в особенности ПР с гидроприводом, потребляют значительно больше мощности, чем это принципиально необходимо для приведения в движение элементов конструкции, включая груз. В этой связи представляет интерес исследование затрат энергии, требуемой мощности привода и кпд, для чего следует измерять расходы воздуха, рабочей и охлаждающей жидкостей и мощность, потребляемую электродвигателем, при различных режимах работы ПР. Известно, что дополнительное измерение расходов жидкости или воздуха позволяет по давлению и расходу рассчитать затрачиваемую мощность.
4.7. Изучение вибрационных характеристик обеспечивает получение информации, которая используется для выявления дефектов конструкции, изготовления и сбора исполнительных механизмов ПР, а также определения условий их работоспособности и диагностирования.
Например, исследования спектральных плотностей сигналов виброускорения с акселерометров, установленных на руке ПР с гидроприводом, амплитудно-фазовых частотных характеристик и форм колебаний исполнительных устройств ПР позволяют выявить особенности динамики движения, определить баланс виброперемещений и оценить динамическую податливость элементов конструкции исследуемого робота [11].
Для измерения виброакустических параметров применяется стандартная виброаппаратура.
4.8. Закон движения исполнительного устройства ПР определяется прежде всего законом изменения управляющего воздействия, который может носить как детерминированный, так и случайный характер. Поэтому оценка влияния различных факторов на характер изменения этого закона, а также на условия его обеспечения должна способствовать улучшению работоспособности ПР.
Оценка работоспособности ПР может производиться также на основе анализа частотного состава законов движения исполнительных механизмов ПР.
4.9. Отличительная особенность расширенных испытаний состоит в том, что они предусматривают, наряду с исследованием отдельных движений, определение основных характеристик ПР при одновременном движении по нескольким степеням подвижности. При этом испытания необходимо осуществлять для наиболее неблагоприятных сочетаний движений, обеспечиваемых системой управления и указанных в руководстве по эксплуатации.
Для измерения параметров ПР в условиях одновременного многокоординатного движения рабочего органа применяется несколько датчиков ускорений и малых перемещений. Перспективным решением при этом будет измерение ускорений с помощью трехкомпонентных акселерометров с последующим двойным интегрированием на ЭВМ и получением значений скоростей и перемещений, а также применение измерительной системы [8] для непосредственного измерения параметров движения исполнительного устройства ПР.
4.10. Для создания безопасных условий в зоне работы ПР, а также для предотвращения неконтролируемых действий чрезвычайно важно знать поведение робота при его аварийном отключении. С этой целью при расширенных испытаниях ПР регистрируются сигналы останова, перемещения, скорости и ускорения исполнительного устройства ПР [3, 4]. По результатам измерений, выполненных для наиболее неблагоприятного случая при максимальной скорости движения, определяются: наибольшее ускорение при замедлении, которое может вызвать нарушение положения объекта манипулирования в захвате или даже его выбрасывание, время реакции на аварийный сигнал, дополнительное время, необходимое до остановки, и соответствующие им перемещения руки робота. По ним устанавливают общее время остановки и общий путь до остановки, который может составить существенную часть заданного перемещения. Регистрация кинематических параметров позволит рассчитать не только усилие, действующее на привод захватного устройства при внезапной остановке, но и возможную силу удара руки робота о препятствие.
5. ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
5.1. Исследовательские испытания на надежность проводят для определения номенклатуры и фактических значений показателей надежности и динамических свойств ПР в процессе этих испытаний, а также разработки мероприятий по улучшению данных показателей. Программа и методика исследовательских испытаний на надежность должны разрабатываться на основе ГОСТ 13216-74 «Приборы и средства автоматизации ГСП. Надежность. Общие технические требования и методы испытаний» и включать следующие разделы:
- входной контроль, включающий перечень нормируемых показателей по СТ СЭВ 878-78 и перечень деталей и соединений для контроля износа и определения ресурса;
- испытания на безотказность, где приводятся критерии отказов, порядок регистрации и анализа отказов, методы обработки данных об отказах, методы определения и оценка основных характеристик и динамических свойств ПР при испытаниях на безотказность;
- испытания на ремонтопригодность с указанием перечня узлов и деталей, по которым необходимо провести разборочно-сборочные работы, определить основные характеристики и динамические свойства ПР, выполнить операции технического обслуживания для оценки ремонтопригодности;
- ресурсные испытания с указанием количества и периодичности замеров основных параметров, износа деталей и соединений, методов определения основных характеристик и динамических свойств ПР, а также характера и распределения износа;
- календарный план испытаний;
- перечень средств испытаний.
5.2. Ресурсные испытания ПР представляют собой комплексные испытания ПР, позволяющие провести прямую оценку как надежности ПР (безотказности, ремонтопригодности, долговечности), так и основных характеристик, динамических свойств, контролепригодности, степени диагностируемыми и стойкости ко внешним воздействиям ПР в течение длительного периода времени.
Ресурсные испытания (РИ) конкретных моделей ПР проводятся, как правило, на заводе-изготовителе.
5.2.1. Цели ресурсных испытаний:
определение фактических показателей надежности (безотказности, ремонтопригодности, долговечности);
разработка рекомендаций по повышению показателей надежности (безотказности, ремонтопригодности, долговечности).
5.2.2. Указанные цели достигаются:
оценкой среднестатистических показателей безотказности, ремонтопригодности, долговечности и законов распределения этих показателей для определенных совокупностей единиц продукции;
оценкой соответствия рабочего объема ПР паспортным характеристикам;
оценкой стабильности показателей надежности указанных ПР;
оценкой динамических свойств ПР;
оценкой контролепригодности ПР;
оценкой степени диагностируемости ПР;
оценкой стойкости совокупности экземпляров ПР к внешним воздействиям (климатическим условиям, вибрациям, изменениям напряжения питающей электросети и внутренних источников электропитания, изменениям параметров внешней и внутренней пневмо- и гидросети).
Объектами ресурсных испытаний являются, в частности, следующие группы изделий одной марки, типа, модели:
- партия изделий;
- совокупность единиц продукции, отмеченных Государственным знаком качества;
- номенклатура изделий, отмеченных сертификационным знаком;
- совокупный объем продукции, экспортируемой или импортируемой в соответствии с заключенными договорами;
- совокупность всех серийно выпускаемых единиц рассматриваемой продукции.
Ресурсное испытание включает два основных этапа. На первом этапе формируется репрезентативная выборка единиц продукции, отражающая свойства всей исследуемой совокупности. Каждая единица продукции, вошедшая в выборку, подвергается штучному испытанию. Кроме того, производится сбор всей доступной априорной информации об исследуемой совокупности (например, информации о форме закона распределения параметра продукции). На втором этапе выполняется статистическая обработка всех имеющихся априорных и экспериментальных данных и оценивание (или контроль) среднестатистических характеристик исследуемого выпуска ПР.
5.2.3. В соответствии с правилами задания показателей надежности в стандартах и конструкторской документации по ГОСТ 23642-79 устанавливается, к какому классу систем, типу режимов эксплуатации, группе надежности и принципу ограничения длительности использования относится указанная совокупность экземпляров ПР. На основании установленной классификации выбираются показатели надежности, по которым проводится оценка совокупности экземпляров ПР, прошедших РИ.
5.2.4. В качестве основных оцениваемых при РИ показателей безотказности целесообразно использовать:
вероятность безотказной работы за время установленной безотказной наработки;
среднее количество отказов на 1000 ч наработки;
средняя наработка между отказами.
5.2.5. В качестве основных оцениваемых при РИ показателей ремонтопригодности предлагаем учитывать:
среднее
время восстановления ![]() , ч;
, ч;
среднюю
оперативную трудоемкость текущего ремонта и межремонтного обслуживания ![]() чел.-ч;
чел.-ч;
аналогичный
показатель среднего ремонта ![]() чел.-ч.;
чел.-ч.;
аналогичный
показатель капитального ремонта ![]() чел.-ч.
чел.-ч.
5.2.6. В качестве основных оцениваемых при РИ показателей долговечности предлагается использовать:
вероятность перехода ПР в предельное состояние за время установленного срока службы (или установленного ресурса);
средний
ресурс, ![]() ч;
ч;
средний
ресурс до капитального ремонта, ![]() ч;
ч;
средний
срок службы, ![]() лет;
лет;
средний
срок службы до капитального ремонта, ![]() лет.
лет.
5.2.7. Динамические свойства оцениваются согласно пп. 3 или 4 настоящих Р.
5.2.8. Контролепригодность проверяется согласно ГОСТ 23563-79.
5.2.9. Конкретные показатели, указанные в пп. 5.2.4 - 5.2.8, принимаются согласно ТУ на ПР. Показатели, указанные в п. 5.2.5, могут быть рассчитаны и на основании существующих норм.
5.2.10. Ресурсные испытания подразделяются на:
ресурсные испытания в нормальном режиме (НР);
ресурсные испытания в ускоренном режиме (УР).
5.2.11. Расчет времени наработки в ПР проводится по формуле
![]()
где tH - установленный ТУ срок службы до cписания, лет;
μ - средний коэффициент загрузки оборудования по отрасли;
![]() - наибольшее время
непрерывной работы в сутки, установленное ТУ, ч;
- наибольшее время
непрерывной работы в сутки, установленное ТУ, ч;
![]() - среднее расчетное количество
рабочих дней в году, обычно
- среднее расчетное количество
рабочих дней в году, обычно ![]() = 225 дней.
= 225 дней.
Средний ресурс до капитального ремонта обычно задается в ТУ.
Среднее время наработки в течение суток
![]()
5.2.12. Средняя величина коэффициента ускорения оценки ресурса КНУ с учетом его составляющих по величинам скорости перемещения (движения) руки, грузоподъемности, числа изменений режимов в единицу времени не должно быть меньше 2,5.
5.2.13. Коэффициент ускорения оценки ресурса
Кну =Кv ∙ кL ∙ КИ ∙ Kn;
здесь КV - коэффициент ускорения оценки ресурса по величине скорости движения руки:
![]()
где VУ - максимальная скорость движения руки при УР;
VH - максимальная скорость движения руки при НР;
КL - коэффициент ускорения оценки ресурса по величине перемещений:
![]()
где LУ, LH - максимальная величина перемещения руки при УР и НР испытаний, соответственно, м;
КИ - коэффициент ускорения оценки ресурса по величине силы инерции;
где ![]() - коэффициент
ускорения оценки ресурса по величине грузоподъемности;
- коэффициент
ускорения оценки ресурса по величине грузоподъемности;
mу, mH - грузоподъемность при УР и НР испытаний соответственно, кг;
Kn - коэффициент ускорения оценки ресурса по числу изменений режимов в единицу времени:
![]()
где nу, nH - число изменений режимов при УР и НР испытаний, соответственно, 1/с.
Величины nу и nH подсчитываются на основании основных данных расчетных циклограмм ресурсных испытаний в НР и УР, полученных на основании тест-программ испытаний в НР и УР в ТУ.
5.2.14. Время наработки в УР определяется формулой

5.2.15. С учетом предельных значений температуры окружающей среды, напряжения питающей электросети и вибрационных (ударных) нагрузок величина
КНУ ³ 3,15 - 3,3.
5.2.16. Величина коэффициента ускорения оценки ресурса по температуре окружающей среды
где Tmax, TH, Tmin - максимально допустимая (допускаемая), номинальная и минимально допустимая (допускаемая) температуры окружающей среды.
5.2.17. Средняя величина коэффициента ускорения оценки ресурса по напряжению питающей электросети

где Ucmax, Uc, Ucmin - максимально допустимое (допускаемое), номинальное, минимально допустимое (допускаемое) значение напряжения питающей электросети.
Аналогично определяется средняя величина коэффициента оценки ресурса по напряжению внутренних электроисточников.
5.2.18. Средняя величина того же коэффициента по вибрации

где n - число проведенных (проводимых) этапов
испытаний (![]() );
);
![]() - средние значения
частот вибраций для i-го
этапа при УР и НР, соответственно, Гц;
- средние значения
частот вибраций для i-го
этапа при УР и НР, соответственно, Гц;
![]() - средние значения
амплитуд вибраций (первой гармоники) для i-го этапа при УР и НР испытаний
соответственно, мм.
- средние значения
амплитуд вибраций (первой гармоники) для i-го этапа при УР и НР испытаний
соответственно, мм.
Графически интерпретация области реализации УР с заданным коэффициентом ускорения оценки ресурса КНУ приведена на рис. 2.
5.2.19. Расчет среднего значения коэффициента ускорения оценки ресурса ведется по формуле

где, кроме известных величин, Тэi - длительность i-го этапа испытаний;
χij - удельный вес j-го режима в течение того же этапа;
КНУij - коэффициент ускорения оценки ресурса при j-м режиме на том же этапе;
Кi - количество режимов при i-м этапе испытаний;
n - количество этапов испытаний.
Если при РИ реализуется несколько программ, то КНУ определяется для каждой программы.
5.2.20. Составные части ресурсных испытаний:
предварительная;
основная;
заключительная.
5.2.20.1. Предварительная часть РИ включает функциональный и расчетно-конструкторский анализы.
Функциональный анализ проводится разработчиком и представляет собой определение ПР (модулей, частей, блоков) к той или иной функциональной группе (см. ГОСТ 23612-79). В зависимости от функционального назначения модуля, части, блока ПР выбирается критерий работоспособности и назначаются соответственно режим и нагрузочное воздействие при последующих испытаниях.
Расчетно-конструкторский анализ проводится после функционального анализа. Задача расчетно-конструкторского анализа - определение (прогнозирование) наиболее слабых элементов, которые могут в значительной степени повлиять на ресурс в целом.
5.2.20.2. Основная часть РИ состоит из испытаний в НР и УР, включающих:
контрольно-определительные испытания (КОИ);
испытания слабых элементов (ИСЭ).
КОИ проводятся с целью подтверждения правильности выбора слабых элементов, а также определения конструктивных и технологических дефектов изготовления, которые проявляются в первые 1,5 - 2 месяца КОИ. Этому способствует ускорение (ужесточение) режимов РИ. КОИ дают возможность уточнить коэффициенты ускорения оценки ресурса (испытаний слабых элементов). В результате КОИ определяются узлы, которые, в основном, влияют на функционирование.
ИСЭ проводят, как правило, ускоренными методами и подразделяют по испытаниям:
на функционирование;
на износ;
на усталость;
по оценке внезапных и внезапно-проявляющихся отказов;
на долговечность.
ИСЭ на функционирование с целью получения статистических данных проводится во всех случаях, когда к ПР предъявляются высокие требования по точности (повторяемости) позиционирования.
5.2.21. Объем выборок ПР для ресурсных испытаний в НР и УР устанавливается по ГОСТ 20699-75. Минимальный объем выборки как для НР, так и для УР - три ПР.
5.2.22. Порядок подготовки ПР к ресурсным испытаниям соответствует требованиям п. 5.2 настоящих рекомендаций. Для испытаний по оценке динамических свойств должны использоваться датчики ускорений (акселерометры), скорости, малых и больших линейных перемещений, позволяющие фиксировать мгновенные значения положений, скоростей и ускорений охвата руки манипулятора с основной погрешностью измерений не более 5,5 %.
5.2.23. Программы ресурсных испытаний.
Все РИ должны начинаться с проверки соответствия технических характеристик и конструктивных параметров требованиям ТУ на данный тип ПР в объеме приемо-сдаточных испытаний (ПСИ) или в объеме, обеспечивающем проверку правильности функционирования ПР в нормальных условиях по ГОСТ 13216-74.
5.2.24. Составные части программы РИ в нормальном режиме (НР):
Программа 1. представляющая КОИ с воздействием на ПР различных факторов;
Программа 2. представляющая ИСЭ с воздействием на ПР различных факторов.
Программа 1 должна состоять из следующих этапов испытаний.
Этап
1: испытания по определению фактических показателей
надежности ПР в нормальных условиях по ГОСТ 13216-74 в соответствии с ТУ на ПР
при суммарной наработке ![]() = 500 ч + ТПСИ,
где ТПСИ - продолжительность ПСИ.
= 500 ч + ТПСИ,
где ТПСИ - продолжительность ПСИ.
Этап 2: испытания по определению фактических показателей надежности ПР при различных комбинациях значений воздействующих на ПР внешних факторов.
5.2.25. Выбор комбинаций значений воздействующих на ПР факторов проводится на основе имеющейся априорной информации о математической модели влияния этих факторов на ПР и его показатели надежности. В качестве активно воздействующих факторов при испытаниях ПР по программам 1 и 2 рекомендуется принимать:
скорость схвата руки манипулятора, v;
величину перемещения руки манипулятора, l, φ;
грузоподъемность, m;
число изменений режимов работы в единицу времени (или число включений и выключений в единицу времени), nизм;
температуру окружающей среды, ТН;
напряжение питающей электросети, Vc;
напряжение внутренних источников электропитания, ViBH;
давление ρ и расход Ms рабочего тела во внешней и внутренней пневмо- и гидросети.
Наиболее активно воздействующими внешними факторами следует считать:
температуру окружающей среды;
напряжение питающей электросети;
вибрационные нагрузки;
давление рабочего тела во внешней пневмосети.
Значения перечисленных выше факторов при НР работы ПР должны соответствовать величинам, реализующимся при эксплуатации ПР на заводах-потребителях. При отсутствии этих данных в качестве нормальных режимов следует принять режимы, при которых скорость, перемещения и масса груза в схвате составляют 80 % максимально допустимых (предельных) значений, предусмотренных ТУ на соответствующие ПР.
5.2.26. При отклонении температуры окружающей среды (воздуха) и относительной влажности от величин, указанных в ТУ в качестве нормальных условий, необходимо учитывать влияние этих факторов на состояние ПР путем сокращения срока их испытаний на соответствующем этапе по формуле
tRдейст = tRрасч./KНУ.
При отклонении значений частот и амплитуд вынужденных колебаний (вибраций) при РИ от значений этих параметров, при которых проводится проверка ПР на вибростойкость согласно ТУ, необходимо вводить соответствующую поправку КВ (см. п. 5.2.18).
5.2.27.
Продолжительность этапа 2 без учета требований п. 5.2.25 определяется наработкой ![]() = 3000 - 3200 ч.
= 3000 - 3200 ч.
При суммарной наработке 3500 - 4000 ч проводится частичная дефектация с целью определения необходимости в среднем ремонте. После среднего ремонта проводится приработка в течение 200 ч (100 ч - без груза, 100 ч - с грузом массой m ≈ 0,8mном).
5.2.28. Программа 2 должна состоять из следующих этапов РИ:
Этап
3: испытания по определению фактических показателей
надежности ПР при различных комбинациях воздействующих на ПР внешних факторов.
Продолжительность этапа ![]() - 1150 - 1350 ч. При суммарной
наработке 5000 - 6000 ч проводится частичная дефектация с целью определения
необходимости в капитальном (среднем) ремонте.
- 1150 - 1350 ч. При суммарной
наработке 5000 - 6000 ч проводится частичная дефектация с целью определения
необходимости в капитальном (среднем) ремонте.
Этап
4: испытания по определению фактических показателей
надежности ПР при различных комбинациях значений воздействующих на ПР внешних
факторов. Режимы испытаний аналогичны режимам 2-го и 3-го этапов.
Продолжительность этапа ![]() = 4500 - 5000 ч. Если
после 3-го этапа проводился капитальный или средний ремонт, в начале этапа в
течение 200 ч проводится приработка (из них 100 ч без груза, 100 ч - с массой
груза m
≈ 0,8mном).
= 4500 - 5000 ч. Если
после 3-го этапа проводился капитальный или средний ремонт, в начале этапа в
течение 200 ч проводится приработка (из них 100 ч без груза, 100 ч - с массой
груза m
≈ 0,8mном).
5.2.29. Разрешается выявленные в процессе 1 - 3 этапов слабые элементы испытывать не в составе ПР, а автономно. В последнем случае этап 4 не проводится. В приложении 4 для примера представлен план-график ресурсных испытаний в НР ПР «Универсал-5.02».
5.2.30. Составные части программы испытаний ПР в ускоренном режиме (УР):
Программа 1: ускоренные КОИ с форсированием воздействия различных факторов на ПР.
Программа 2: ускоренные ИСЭ с форсированием воздействия различных факторов на ПР.
5.2.30.1. Программа 1 включает следующие этапы:
Этап
1: определение фактических показателей надежности в НР в
соответствии с ТУ на ПР. Коэффициент ускорения оценки ресурса ![]() = 1, суммарная наработка
= 1, суммарная наработка
![]() = 350 ч + ТПСИ,
где ТПСИ - продолжительность ПСИ (обычно ТПСИ ≈ 200
- 300 ч).
= 350 ч + ТПСИ,
где ТПСИ - продолжительность ПСИ (обычно ТПСИ ≈ 200
- 300 ч).
Этап 2: определение фактических показателей надежности при различных наиболее неблагоприятных комбинациях форсированных значений воздействующих внешних факторов. Режим испытаний ускоренный, для 50 % общего времени испытаний КНУ2,1 ³ 3,15.
Для
50 % общего (остального) времени испытаний КНУ2,2 ³
4,2. В последнем случае испытания проводятся при последовательной реализации
режимов 1 - 12. Общая продолжительность каждого из режимов 1 - 3 и 5 - 10, 12 -
40 - 50 ч, режимов 4, 11 - 80 - 100 ч. Общая продолжительность этапа ![]() = 1000 - 1200 ч.
= 1000 - 1200 ч.
Рекомендуется форсирование режимов проводить при следующих комбинациях указанных в п. 5.2.25 факторов:
режим 1: δТН = +1, δUc = +1, δfB = δAB = 0, δρ = 0;
режим 2: δТН = +1, δUc = -1, δfB = δAB = 0, δρ = 0;
режим 3: δТН = -1, δUc = +1, δfB = δAB = 0, δρ = 0;
режим 4: δТН = -1, δUc = -1, δfB = δAB = 0, δρ = 0;
режим 5: δТН = 0, δUc = 0, δfB = δAB = +1, δρ = 0;
режим 6: δТН = -1, δUc = 0, δfB = δAB = +1, δρ = 0;
режим 7: δТН = +1, δUc = 0, δfB = δAB = +1, δρ = 0;
режим 8: δТН = 0, δUc = +1, δfB = δAB = +1, δρ = 0;
режим 9: δТН = 0, δUc = -1, δfB = δAB = +1, δρ = 0;
режим 10: δТН = 0, δUc = +1, δfB = δAB = 0, δρ = +1;
режим 11: δТН = 0, δUc = -1, δfB = δAB = 0, δρ = -1;
режим 12: δТН = 0, δUc = +1, δfB = δAB = +1, δρ = +1.
Здесь: δТН, δUc, δfB, δAB, δρ - относительные отклонения (значения) соответствующих параметров. Если относительное отклонение равно +1, имеет место верхнее максимально допустимое по ТУ значение воздействующего фактора; если относительное отклонение равно -1, налицо минимально допустимое по ТУ значение воздействующего фактора.
Формула для расчета среднего значения коэффициента ускорения оценки ресурса (ускорения режимов работы) приведена в п. 5.2.19.
5.2.30.2. Программа 2 должна состоять из следующих этапов испытаний:
Этап
3: испытания в УР при различных комбинациях максимально
(минимально) допустимых по ТУ значений воздействующих внешних факторов. Для 50
% общего времени испытаний ![]() ³
4,2. При этом реализуются режимы 1 - 12. Общая продолжительность каждого из
режимов 1 - 3, 5 - 10 и 12 - 40 - 60 ч, режимов 4 и 11 - 60 - 120 ч. Нижний
предел продолжительности этапа
³
4,2. При этом реализуются режимы 1 - 12. Общая продолжительность каждого из
режимов 1 - 3, 5 - 10 и 12 - 40 - 60 ч, режимов 4 и 11 - 60 - 120 ч. Нижний
предел продолжительности этапа ![]() = 400 ч, верхний
предел
= 400 ч, верхний
предел ![]() = 500 ч. Для
остального (50 %) времени испытаний на этом этапе
= 500 ч. Для
остального (50 %) времени испытаний на этом этапе ![]() ³
3,15.
³
3,15.
Этап
4: испытания в УР при значениях воздействующих внешних
факторов, превышающих допустимые по ТУ. Для 50 % общего времени испытаний КНУ4,2
³
7,25. При этом реализуются режимы 1 - 12. Общая продолжительность каждого из
режимов 1 - 3, 5 - 10 и 12 - 30 - 50 ч, режимов 4 и 11 - 70 - 100 ч. Нижний
предел продолжительности этапа ![]() = 300 ч, верхний
предел
= 300 ч, верхний
предел ![]() = 400 ч. Для 50 %
(остального) времени испытаний КНУ4,1 ³
3,15. При реализации режимов 1 - 12 значения воздействующих факторов должны
быть на 20 % выше, чем указано в ТУ.
= 400 ч. Для 50 %
(остального) времени испытаний КНУ4,1 ³
3,15. При реализации режимов 1 - 12 значения воздействующих факторов должны
быть на 20 % выше, чем указано в ТУ.
Этап
5: испытания в УР до предельного состояния (вплоть до
разрушения) при наиболее неблагоприятных комбинациях воздействующих внешних
факторов, превышающих предельно допустимые по ТУ в 2 раза. Продолжительность
этапа ![]() = 300 - 400 ч. Для 50
% общего времени испытаний КНУ5,1 ³
3,15. Для остального времени испытаний на этом этапе КНУ5,2 ³
33,5. При этом реализуются режимы 1 - 12. Общая продолжительность каждого из
режимов 1 - 3, 5 - 10 и 12 не более 50 ч, режимов 4 и 11 не более 100 ч. Для
режимов 1 - 12 значения воздействующих внешних факторов должны на 100 %
превышать требования ТУ.
= 300 - 400 ч. Для 50
% общего времени испытаний КНУ5,1 ³
3,15. Для остального времени испытаний на этом этапе КНУ5,2 ³
33,5. При этом реализуются режимы 1 - 12. Общая продолжительность каждого из
режимов 1 - 3, 5 - 10 и 12 не более 50 ч, режимов 4 и 11 не более 100 ч. Для
режимов 1 - 12 значения воздействующих внешних факторов должны на 100 %
превышать требования ТУ.
5.2.31. Методика проведения ресурсных испытаний.
5.2.31.1. Последовательность проведения РИ:
проверка соответствия технических характеристик и конструктивных параметров ПР требованиям ТУ в объеме ПСИ или объеме, обеспечивающем проверку правильности функционирования ПР в нормальных условиях по ГОСТ 13216-74;
проведение КОИ по программе 1;
проведение ИСЭ по программе 2. Разрешается по согласованию с разработчиком проводить ИСЭ по программе 2, исключив испытываемые слабые элементы из состава всего изделия.
5.2.31.2. РИ в течение суток, как правило, проводятся в 2 смены с общей продолжительностью 16 ч. Разрешается проведение РИ в течение суток в три смены с обязательным перерывом после 16 ч испытаний не менее чем на один час. Продолжительность непрерывной работы на режимах 1 - 12 на этапах 2 - 5 в УР - не менее 6 ч и не более 8 ч.
5.2.31.3. РИ проводятся с восстановлением работоспособности отказавших ПР (модулей, частей, блоков). Разрешается замена устройства программного управления с последующим увеличением срока испытаний.
Для испытаний на безотказность следует принимать риск изготовителя, риск потребителя и отношение приемочного и браковочного уровней наработки между отказами в соответствии с ТУ на конкретный ПР (модуль, часть, блок).
5.2.31.4. Соответствие или несоответствие числа отказов на 1000 ч наработки (наработки между отказами) следует определять по ГОСТ 17331-71 и ТУ на конкретную модель ПР (модуль, часть, блок).
5.2.31.5. Проверка точности (повторяемости) позиционирования в процессе РИ проводится через каждые 100 - 150 ч испытаний продолжительностью при НР и УР не менее 6 ч.
5.2.31.6. Испытания
на ремонтопригодность проводятся согласно ГОСТ 20699-75 при следующих исходных
данных: приемочное значение среднего времени восстановления ![]() = 4 ч, браковочное
значение среднего времени восстановления 8 ч.
= 4 ч, браковочное
значение среднего времени восстановления 8 ч.
5.2.31.7. Методика проведения КОИ:
выявление в процессе наработки слабых элементов, а также определение конструкторских и технологических дефектов изготовления;
определение числа отказов на 1000 ч наработки (наработки между отказами);
сбор данных для определения среднего времени восстановления (вероятности восстановления за заданное время);
сбор данных для определения среднего ресурса (вероятности ненаступления предельного состояния);
сбор данных для оценки законов распределения показателей безотказности, ремонтопригодности, долговечности;
сбор данных для оценки динамических свойств ПР;
сбор данных для оценки соответствия ПР паспортным характеристикам (по ТУ);
сбор данных по оценке стабильности работы испытываемых ПР;
сбор данных по оценке контролепригодности и диагностируемости ПР;
сбор данных по оценке вибропрочности и вибростойкости ПР.
5.2.31.8. Методика ИСЭ ПР аналогична.
5.2.31.9. Методика ИСЭ ПР, у которых в качестве критерия работоспособности принята ошибка позиционирования (ОП) или свободный ход (люфт, СХ), сводится к следующему.
Формально процесс изменения ОП или СХ во времени рассматривается как некоторый случайный процесс, являющийся стационарным, то есть все испытываемые ПР считаются однородными по своим качествам, а их свойства практически не изменяемыми до тех пор, пока величина ОП (СХ) не достигнет предельного значения. На основании этого ОП (СХ) описывается уравнением
a(t) = a0bt + x0(t),
где a0 - начальная величина ОП (СХ);
b - коэффициент, учитывающий режим работы и износостойкостные свойства материала деталей слабых элементов;
x0(t) - случайная функция времени о
математическим ожиданием ![]() = 0.
= 0.
В первом приближении, если заменить приведенное выражение кусочно-линейной функцией, для каждого участка получаем зависимость
a(Dti) = γiDti,
где ![]() - скорость изменения
ОП (ОХ), мм/ч.
- скорость изменения
ОП (ОХ), мм/ч.
Наличие выражений, описывающих изменение ОП (ОХ) позволяет получить достаточно правдоподобные кривые a(t) как для НР, так и для УР. В общем случае достаточно получить несколько (минимум две, лучше три) точек, а затем провести экстраполяцию, определив a0 и b методом наименьших квадратов или (γi)ср.
5.2.31.10. Методика расчета наработки между отказами ПР по изменению величины ОП (СХ), когда значения коэффициентов a0 и b (или γi) подвержены случайным колебаниям, которые связаны как со случайными величинами нагрузок, действующих в процессе эксплуатации, так и со случайным характером изменений, протекающих в материалах и сопряженных деталях ПР, предусматривает следующую последовательность:
Наработка между параметрическими отказами для каждой j-ой серии испытаний на точность (повторяемость) позиционирования каждого i-го ПР
![]()
где, кроме известных величин, aПР - предельная величина ОП (СХ) по ТУ.
Средняя наработка между отказами
![]()
где l - число серий испытаний на точность (повторяемость) позиционирования.
Дисперсия, среднее квадратическое отклонение и коэффициент вариации соответственно равны:
![]()
![]()
Для нормального закона распределения наступления предельного состояния вероятность ненаступления этого состояния
P(t) = 1 - Q(t),
где Q (t1 < t < t2) - вероятность наступления предельного состояния в области от t1 до t2, то есть

где  и
и  - функции Лапласа. Доверительный
интервал определяется неравенством
- функции Лапласа. Доверительный
интервал определяется неравенством
![]()
где tb = a[P(t)] - коэффициент Стьюдента, который определяется величиной P(t).
5.2.31.11. Под отказом при РИ будем понимать:
систематически повторяющиеся автоколебания в точках позиционирования продолжительностью более 2 с;
систематически повторяющиеся перебеги точек позиционирования более 3 мм (за исключением упругих колебаний руки);
не предусмотренные программой длительные (более 2 с) простои в точках позиционирования;
нарушения программы: непрохождение команд на манипулятор, уход из точек позиционирования (непопадание валом (штырем) груза в отверстие втулки (матрицы), закрепленной неподвижно на стойке;
колебание времени цикла программы (времени обхода контрольных точек) от среднего значения более ± 10 %;
невыполнение точности позиционирования в любой контрольной точке.
5.2.33. После каждого этапа и в конце испытаний в УР необходимо провести проверку величины КНУ: соответствует ли фактическое значение КНУ его расчетному значению. Для этого (см. рис. 3) необходимо построить график, во втором квадранте которого построить кривую (теоретическую) или гистограмму (фактическую), представляющую плотность распределения числа отказом или средней наработки между отказами (линии 2 и 2´) для УР, а в четвертом квадранте - то же для НР (линии 1 и 1´). Геометрическое место точек, соответствующее равным квантилям (S1 = S2), дает кривую, тангенс угла наклона которой в любой точке является ни чем иным, как коэффициентом ускорения оценки ресурса КНУ.
Если распределение времени между отказами в НР и УР одинаково и подчиняется экспоненциальному закону, то линия равных квантилей трансформируется в прямую линию.
Примечание: теоретические кривые плотностей вероятностей распределения среднего числа отказов или наработке между отказами получаем в результате обработки гистограмм этих распределений, полученных на основании данных РИ.

5.2.33. Корректировка КНУ проводится на основании результатов проверки КНУ после каждого этапа по формуле, приведенной в п. 5.2.19.
5.2.34. Межремонтное обслуживание и ремонт.
5.2.34.1. Табельное межремонтное техническое обслуживание (часто называют межремонтным обслуживанием) является составной частью профилактического технического обслуживания и проводится на основании руководств и инструкций по эксплуатации для ПР, манипулятора, устройства программного управления и привода.
При эксплуатации ПР в УР сроки проведения табельного межремонтного обслуживания сокращаются в КНУ раз (КНУ - коэффициент ускорения оценки ресурса).
5.2.34.2. Кроме межремонтного технического обслуживания проводятся работы, включающие межремонтное обслуживание и текущий ремонт, с целью устранения причин отказов, выявленных при ежедневных (ежесменных) осмотрах.
5.2.34.3. Содержание и результаты межремонтного технического обслуживания и текущего ремонта заносятся в журнал РИ указанием расхода запасных частей и материалов, а также трудозатрат.
5.2.34.4. Средний и капитальный ремонты проводятся при необходимости после дефектации, проведенной членами комиссии, назначенной для проведения РИ.
5.2.34.5. На выполненные работы по ремонту ПР (модулей, частей, блоков) составляются калькуляции, сводная ведомость трудозатрат и ведомость материалов и комплектующих, технологические карты ремонта. При необходимости проведения лабораторных и других исследований для определения причин выхода деталей (узлов) из строя в журнале испытаний производятся соответствующие записи. Данные лабораторных и других испытаний прилагаются к протоколу испытаний.
5.2.35. Оформление результатов испытаний.
5.2.35.1. Во время испытаний ведется журнал в котором фиксируются:
тип испытываемых частей ПР;
дата и время начала испытаний ПР;
продолжительность испытаний (ежедневно по каждому этапу);
время и результаты измерений контролируемых параметров;
условия проведения испытаний (температура, напряжение питающей электросети, относительная влажность, давление окружающей среды, запыленность, вибрации, давление во внешней пневмо- и гидросети);
число испытываемых ПР;
режим испытаний;
дата и время проявления отказов, сбоев и неисправностей;
наименование отказавшего элемента или узла;
меры, принятые для ликвидации отказов, сбоев, неисправностей;
время, содержание и другие данные о ремонте;
время, содержание и другие данные о межремонтном обслуживании;
расход запасных частей и материалов на ликвидацию отказов, сбоев и неисправностей.
5.2.35.2. По результатам ресурсных испытаний составляется отчет, в котором приводятся:
результаты обработки данных испытаний каждого ПР из выборок на соответствие паспортным характеристикам;
результаты обработки и расчета данных динамических испытаний (см. п. 1.2 настоящих Р);
сводные
итоги по отказам, сбоям и неисправностям (включают сводную таблицу данных
испытаний на безотказность всех ПР, подвергнутых ресурсным испытаниям - табл. 4 и
расчет показателей точности (повторяемости) позиционирования ![]() ПР и скорости ее
изменения γср).
ПР и скорости ее
изменения γср).
сводные данные о фактических показателях безотказности, долговечности и ремонтопригодности;
законы распределения индивидуальных показателей безотказности долговечности и ремонтопригодности и плотностей их распределений;
оценка соответствия испытанных ПР паспортным характеристикам;
укрупненная структура и состав внезапных и внезапно проявляющихся отказов (см. табл. 6);
обобщенная номенклатура отказов для каждого ПР (см. табл. 5);
сводные данные по времени и трудозатратам, необходимым для межремонтного обслуживания и текущего ремонта (см. табл. 7);
сводные данные для каждого ПР по ремонту после отказов (см. табл. 8);
сводные данные по табельному техническому обслуживанию (регламенту (см. табл. 9);
рекомендации по повышению показателей надежности (безотказности, долговечности, ремонтопригодности).
Сводная таблица данных испытаний на безотказность ПР... №...
|
Внешнее проявление отказа, отказавший узел, элементх) |
|
|
|
Данные с учетом всех отказов или, например, данные без учета отказа пружин пантографа манипулятора и т.д. |
1. Количество отказов (или №№ отказов по порядку) |
|
|
2. Наработка между текущими отказами, ti, ч. мин |
|
|
|
3. Средняя наработка между отказами, |
|
|
|
4. Ср. квадратическое отклонение наработки между соседними отказами, Si, ч. мин |
|
|
|
5. Общее время наработки, tR, ч. мин |
|
х) например: разрыв правой пружины пантографа
Обобщенная номенклатура отказов ПР... №...
|
Количество отказов (время появления отказа, ч. мин) |
||
|
Манипулятор |
система управлен. |
|
|
№№ координат |
устройство ввода программы |
|
|
1 2 3 4 |
пульт управления |
|
|
Условное наименование отказавшей детали (элемента, узла) |
||
|
ЭД1х) ... ТГ2хх) ... |
||
|
от 0 до 1000 ч |
X X |
|
|
... ... |
||
х) ЭД1 - условное обозначение электродвигателя № 1
хх) ТГ2 - условное обозначение тахогенератора № 2
Укрупненная структура и состав внезапных и внезапно проявляющихся отказов
|
|
||||||
|
Основной показатель |
Количество отказов (ед., %) |
|||||
|
№№ ПР |
1 |
2 |
... |
Для всего кол. ПР |
Примечания |
|
|
Условное обозначение части ПР |
Условное обозначение узла, сборки |
Условия испытаний: |
|
|||
|
М |
МП |
х |
х |
... |
х |
|
|
эд |
х |
х |
... |
х |
|
|
|
... |
х |
х |
... |
х |
|
|
|
СУ |
ПУ |
х |
х |
... |
х |
|
|
... |
х |
х |
... |
х |
|
|
|
... |
... |
... |
... |
... |
... |
|
Примечания: приняты обозначения: М - манипулятор, СУ - система управления, МП - механизм привода, ЭД - электродвигатели, ПУ - пульт управления
Сводные данные времени и трудозатрат, чел.-ч, необходимых для МО и ТР ПР ..... №.....
|
Условное обозначение части ПР |
Общая наработка, ч |
|||||
|
1000 |
2000 |
... |
Ср. арифмет. (мат. ожидание) |
Ср. квадратическое отклонение ср. арифметического |
||
|
1 |
М |
х/х |
х/х |
х/х |
х/х |
х/х |
|
СУ |
х/х |
х/х |
х/х |
х/х |
х/х |
|
|
... |
... |
... |
... |
... |
... |
|
|
... |
... |
... |
... |
... |
... |
|
Примечание: введены условные обозначения: М - манипулятор, СУ - система управления, МО - межремонтное обслуживание, ТР - текущий ремонт
Сводные данные по ремонту ПР... №...
|
1 |
2 |
3 |
... |
|
|
Время, затраченное на ремонт, ч. мин. |
X |
XX |
X |
... |
|
Общее время, затраченное на восстановление, ч. мин. |
X |
X |
X |
... |
|
Ср. время восстановления, ч. мин. |
X |
X |
X |
... |
|
Общая наработка (наработка до рассматриваемого отказа), ч. мин. |
X |
X |
X |
... |
Сводные данные по табельному техническому обслуживанию (регламенту)
|
Наименование (или назначение) технического обслуживания (ТО) |
Наработка, при которой планируется проведение ТО (ч) |
||
|
Наработка, при которой фактически проведено ТО (ч) |
|||
|
Порядковые №№ ТО |
|||
|
Например: 60-часовые регламентные работы на манипуляторе |
60/64 1 |
124/126 2 |
... |
|
... |
... |
... |
... |
Литература
1. Испытание промышленных роботов: Методические рекомендации. - М., Изд. НИИМАШ, 1983. - 100 с.
2. Нахапетян Е.Г. Экспериментальное исследование динамики механизмов промышленных роботов // Механика машин. - 1978. - Вып. 53.
3. Bernert I. Festlegung von Prüfgröben eine von aussetzung für die Abnah-mebprüfungvon Indusnrierobotern // Maschinenbouteehnik. - 1982 - В. 31, № 11. - S. 499 - 502.
4. Warnecke H.I., Schraft R.D. Industrieroboten. - Mainz: Krausskopf verlag, 1980.
5. Калпашников С.Н., Конюхов А.Г., Корытко И.Б., Челпанов И.Б. Требования к аттестационным испытаниям промышленных роботов // Экспериментальное исследование и диагностирование роботов. - М., Наука, 1981. - 180 c.
6. Колиcкор А.Ш., Коченов М.И., Правоторов Е.А. Контроль точности функционирования промышленных роботов // Исследование задач машиноведения на ЭВМ. - М., Наука, 1977.
7. Warnecke H.I., Schraft R.D. Analysis of industrial robots on a test stand // The Industrial Robot. - 1977. - Desember.
8. Колискор А.Ш. Разработка и исследование промышленных роботов на основе l-координат // Станки и инструмент, - 1982. - № 12.
9. Зайдель А.И. Элементарные оценки ошибок измерения. - Л.: Наука, 1968.
10. Артоболевский И.И. Теория механизмов. - М.: Наука, 1967.
11. Ананьева Е.Г., Добрынин С.А., Фельдман М.С. Определение динамических характеристик робота-манипулятора с помощью ЭВМ // Исследование динамических систем на ЭВМ. - М.. Наука, 1981.
12. Бухгольц Н.И. Основной курс теоретической механики. 4.1, - М.: Физматгиз, 1969.
13. Градецкий В.Г., Вешников В.Б., Гукасян А.А. Влияние упругих свойств механизмов пневматического робота на статическую точность позиционирования // Диагностирование оборудования комплексно-автоматизированного производства. - М. Наука, 1984. - С. 88.
РАЗРАБОТАНЫ: Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
ИСПОЛНИТЕЛИ: Гринфельдт А.Г., Дашевский А.Е., Крупнов В.В., Крюков С.В., Козлова Т.А., Александровская Л.Н., Нахапетян Е.Г., Векилов Р.В., Шушко Д.А., Манзон М.М.
УТВЕРЖДЕНЫ Приказом ВНИИНМАШ № 249 от 19.08.87 г.
СОДЕРЖАНИЕ
|
2. Методика проведения статических испытаний. 3 3. Методика проведения сокращенных динамических испытаний. 12 4. Особенности проведения расширенных динамических испытаний. 19 |