 | Информационная система | |
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
и конструкторский институт
СРЕДСТВ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
(ВНИИизмерения)
РЕКОМЕНДАЦИЯ
ПРИЗМЫ
ПОВЕРОЧНЫЕ И РАЗМЕТОЧНЫЕ
С ОДНОЙ ПРИЗМАТИЧЕСКОЙ ВЫЕМКОЙ
И НАКЛАДКОЙ
МЕТОДИКА КОНТРОЛЯ
МИ 2029-89
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
Дата введения 01.07.90
Настоящая рекомендация распространяется на призмы поверочные и разметочные с одной призматической выемкой и накладкой, выпускаемые по ТУ 2.034.439, и устанавливает методику их первичного и периодического (при эксплуатации) контроля.
1. ОПЕРАЦИИ КОНТРОЛЯ
1.1. При проведении контроля выполняют операции, приведенные в табл. 1.
|
Номер пункта рекомендации |
Проведение операции при |
||
|
первичном контроле |
периодическом контроле |
||
|
Внешний осмотр |
Да |
Да |
|
|
Контроль шероховатости рабочих поверхностей призм |
Да |
Да |
|
|
Контроль размагниченности |
Да |
Нет* |
|
|
Контроль отклонений от параллельности призматической выемки основанию |
Да |
Да |
|
|
Контроль отклонения от параллельности призматической выемки боковым граням |
Да |
Да |
|
|
Контроль отклонения от симметричности расположения призматической выемки относительно плоскости, перпендикулярной к основанию и проходящей через его середину |
Да |
Нет |
|
|
Контроль отклонения от перпендикулярности боковых граней к основанию призм |
Да |
Нет |
|
|
Контроль отклонения от перпендикулярности призматической выемки к торцам |
Да |
Нет |
|
|
Контроль разности расстояний призматических выемок двух призм одного комплекта от основания |
Да |
Нет |
|
* После нахождения призм в магнитных полях их подвергают контролю.
2. СРЕДСТВА КОНТРОЛЯ
2.1. При проведении контроля следует применять средства контроля:
образцы шероховатости поверхности по ГОСТ 9378 или профилометр типа A по ГОСТ 19300;
частицы из низкоуглеродистой стали массой не более 0,1 г;
индикатор многооборотный с ценой деления 0,001 мм, типа 1МИГ по ГОСТ 9696 или рычажно-зубчатая головка типа ИГ по ГОСТ 18833, или другие отсчетные устройства с ценой деления не более 0,001 мм;
поверочная плита класса точности 0 по ГОСТ 10905;
штатив типа Ш-1 по ГОСТ 10197;
контрольный цилиндрический валик (см. приложение);
поверочный угольник типа УЛЦ класса точности 0 по ГОСТ 3749.
2.2. Допускается применение средств контроля, не приведенных в п. 2.1, но удовлетворяющих по точности требованиям настоящей рекомендации.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. При подготовке к проведению контроля должны быть соблюдены требования пожарной безопасности при работе с легковоспламеняющимися жидкостями, используемыми для промыва поверхности от смазки.
3.2. При проведении контроля должны быть соблюдены следующие требования безопасности:
безопасность производственного оборудования - по ГОСТ 12.2.003;
пожарная безопасность - по ГОСТ 12.1.004.
4. УСЛОВИЯ КОНТРОЛЯ И ПОДГОТОВКА К НЕМУ
4.1. Контроль призм проводят в помещении при температуре окружающего воздуха (20 ± 5) °С.
4.2. Перед проведением контроля призмы и принадлежности к ним промывают бензином-растворителем по ГОСТ 443, или моющими растворами с пассиватором, или растворителем нефрасом С50/170 по ГОСТ 8505, протирают чистой салфеткой и выдерживают на плите не менее 3 ч.
5. ПРОВЕДЕНИЕ КОНТРОЛЯ
5.1. При проведении внешнего осмотра устанавливают соответствие призм, винтов и накладок требованиям к рабочим и нерабочим поверхностям, креплению зажимов, а также к комплектности, маркировке и упаковке, установленным в ТУ 2.034.439.
5.2. Шероховатость рабочих поверхностей призм контролируют визуально сличением их с образцами шероховатости поверхности. Шероховатость должна соответствовать требованиям ТУ 2.034.439. При возникновении спорных вопросов шероховатость определяют на профилометре.
5.3. Размагниченность призм контролируют при помощи мелких частиц из низкоуглеродистой стали. Частицы не должны прилипать к призмам.
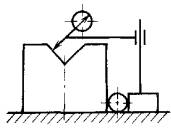
5.4. Отклонение от параллельности призматической выемки основанию контролируют при помощи отсчетного устройства измерительного прибора и контрольного цилиндрического валика (см. приложение).
На поверочную плиту устанавливают призму и штатив, вкладывают валик в выемку призмы, а наконечник отсчетного устройства приводят в контакт с верхней образующей валика. Определяют максимальное показание по отсчетному устройству в направлении, перпендикулярном к образующей (см. черт. 1). Показания снимают у торцев призмы (~ 5 мм от краев). Отклонение от параллельности определяют по разности показаний. Отклонение от параллельности не должно превышать допуска параллельности по ТУ 2.034.439.

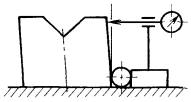
5.5. Отклонение от параллельности призматической выемки боковым граням контролируют следующим образом. Призму устанавливают на плиту боковой гранью, а контрольный цилиндрический валик закрепляют в призматической выемке при помощи накладки (см. черт. 2).

На расстоянии 5 мм от торцев призмы снимают показания. Отклонение от параллельности призматической выемки по отношению к боковым граням определяют как разность показаний. Контроль проводят относительно обеих боковых граней.
Отклонение от параллельности призматической выемки относительно обеих боковых граней не должно превышать допуска по ТУ 2.034.439.
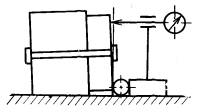
5.6. Отклонение от симметричности расположения призматической выемки относительно плоскости, перпендикулярной к основанию и проходящей через его середину, контролируют на приспособлении по черт. 3. Через контрольный валик призму прижимают к штативу, а наконечник устанавливают перпендикулярно к грани призматической выемки. Контроль проводят по двум сечениям каждой грани.
Отклонение от симметричности расположения призматической выемки относительно плоскости, перпендикулярной к основанию, равно 0,7 наибольшей разности показаний отсчетного устройства по противоположным граням в одном сечении и не должно превышать допуска по ТУ 2.034.439.
5.7. Отклонение от перпендикулярности боковых граней относительно основания контролируют при помощи отсчетного устройства, предварительно установленного на нуль по поверочному угольнику соответствующей высоты и контрольного валика. При установке отсчетного устройства на нуль и контроле перпендикулярности призм используют контрольный цилиндрический валик (черт. 4).
Отклонение от перпендикулярности боковых граней относительно основания равно разности показаний отсчетного устройства при установке нуля по поверочному угольнику и при контроле боковой грани призмы и не должно превышать допуска по ТУ 2.034.439, при этом поверочный угольник должен быть аттестован и поправка учтена.
5.8. Отклонение от перпендикулярности призматической выемки относительно торцев контролируют следующим образом. Призму устанавливают на торец. В выемку помещают контрольный цилиндрический валик и закрепляют накладкой. Валик не должен выступать за торцы призмы (см. черт. 5). Контроль проводят по отсчетному устройству, предварительно установленному на нуль по поверочному угольнику.
Отклонение от перпендикулярности призматической выемки относительно торцев равно разности показаний по отсчетному устройству при установке его на нуль по поверочному угольнику с использованием контрольного валика, установленного на торец, и не должно превышать допуска по ТУ 2.034.439.
5.9. Разность расстояний выемок двух призм одного комплекта от основания контролируют в соответствии с методикой по п. 5.4. Контроль проводят в середине валика.
Разность расстояний выемок двух призм одного комплекта равна разности показаний по отсчетному устройству при контроле двух призм и не должна превышать допускаемой разности расстояний по ТУ 2.034.439.
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
6.1. Положительные результаты первичного контроля призм изготовитель оформляет записью в паспорте.
6.2. Положительные результаты ведомственного периодического контроля призм оформляют в порядке, установленном ведомственной службой.
6.3. Призмы, не удовлетворяющие требованиям настоящей рекомендации, к выпуску и применению не допускают. Свидетельства о контроле аннулируют.
ПРИЛОЖЕНИЕ
Справочное
КОНТРОЛЬНЫЙ ЦИЛИНДРИЧЕСКИЙ ВАЛИК
Рекомендуемые размеры валиков приведены на черт. 6 и в табл. 2.
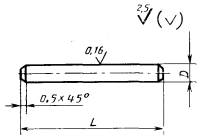
Технические характеристики
Материал: сталь марок X и ХВГ по ГОСТ 5950.
Твердость 59 HRC3
|
Допуск диаметра D и геометрической формы валиков для призм классов точности, мкм |
||||
|
D |
L |
0 |
1 |
2 |
|
10 |
100 |
1 |
1,5 |
2 |
|
20 |
150 |
1 |
2 |
3 |
|
40 |
200 |
1 |
2 |
3 |
|
80 |
200 |
1 |
2 |
3 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНА Всесоюзным научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ВНИИизмерения)
РАЗРАБОТЧИК
Н.Г. Анфимова
2. ПОДГОТОВЛЕНА К УТВЕРЖДЕНИЮ ВНИИизмерения
УТВЕРЖДЕНА ВНИИизмерения
3. ВЗАМЕН ГОСТ 8.282-78 в части поверки призм типа П1
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ГОСТ 5950-73 |
Приложение |
|
ГОСТ 9378-75 |
|
|
ТУ 2.034.439-88 |
СОДЕРЖАНИЕ