 | Информационная система | |
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО СТАНДАРТАМ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ОПТИМИЗАЦИЯ ОФОРМЛЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ,
РАЗРАБАТЫВАЕМЫХ В СООТВЕТСТВИИ
С ТРЕБОВАНИЯМИ СТАНДАРТОВ ЕСТД
РД 50-362-82
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1983
Отменен с 01.06.88 ИУС 8-88, с. 18
РАЗРАБОТАНЫ Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
В.Ф. Курочкин;
Ю.Я. Венгеровский;
Б.С. Мендриков (руководитель темы); К.Н. Ничков; Е.А. Лобода; А.Н. Смирнов; О.С. Аракчеева
ВНЕСЕНЫ Государственным комитетом СССР по стандартам
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11 ноября 1982 г. № 4275
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
|
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ЕСТД. Оптимизация оформления
технологических |
PД 50-362-82 Введены впервые |
Утверждены Постановлением Госстандарта от 11 ноября 1982 г. № 4275, срок введения установлен с 1 июля 1983 г.
Настоящие методические указания распространяются на технологическую документацию (в дальнейшем «документацию»), разрабатываемую машиностроительными и приборостроительными предприятиями и организациями промышленности.
Допускается распространение положений методических указаний на документацию, разрабатываемую и применяемую в других отраслях промышленности.
Методические указания устанавливают положения, направленные на упрощение правил разработки, оформления и снижения объема документации.
1. ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ ПО ОПТИМАЛЬНОЙ ПОДГОТОВКЕ К ПЕЧАТИ БЛАНКОВ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
1.1. Требования к типографскому изданию бланков документации должны соответствовать ГОСТ 3.1104-81.
1.2. В целях повышения коэффициента заполняемости бланков технологических документов (в дальнейшем «документов») допускается:
применять взамен текстового наименования отдельных граф допускаемые сокращения или их условные обозначения;
размещать информацию «код по технологическому классификатору» в верхней части поля графы 2 «Основной надписи», применяемой по ГОСТ 3.1103-74;
применять взамен сплошных вертикальных разделительных линий граф документов несплошные линии, выполненные специальными разделительными знаками, с применением способа «плавающих граф»;
использовать свободные зоны в основных надписях в верхней и нижней частях бланков для ссылки на обозначение инструкций по охране труда, в случае описания на данном листе документа последовательно повторяющихся операций (переходов) одного метода формообразования, механической обработки, сборки и т.п.;
изменять размеры ширины форматов документов, в основном, за счет графы «Наименование и содержание операций (переходов)» при их автоматизированном проектировании и применении максимальной значности печатаемых символов.
|
Наименование графы по требованиям стандартов ЕСТД |
Допускаемое сокращение или условное обозначение наименования графы |
|
Зона материала («Материал») |
м |
|
Зона исходной заготовки («Заготовка») |
З |
|
Код единицы величины |
ЕВ |
|
Масса детали |
мд |
|
Единица нормирования |
ЕН |
|
Норма расхода |
Н.расх. |
|
Коэффициент использования материала |
КИМ |
|
Количество деталей |
КД |
|
Масса заготовки |
МЗ |
|
Номер цеха |
Цех |
|
Номер участка |
Уч. |
|
Номер рабочего места |
РМ |
|
Номер операции |
Опер. |
|
Оборудование и оснастка |
СТО |
|
Коэффициент штучного времени |
Кшт. |
|
Количество рабочих |
КР |
|
Количество одновременно обрабатываемых деталей |
коод |
|
Условия труда |
УТ |
|
Объем производственной партии |
оп |
|
Код профессии |
Проф. |
|
Код тарифной сетки |
тс |
|
Разряд работы |
р |
|
Код вида нормы |
вн |
Примечания:
1. В таблице представлена только основная часть наименований отдельных граф и допускаемые их сокращения и обозначения.
2. В дальнейшем, в соответствия с общесоюзным классификатором профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР), при разработке новых форм технологических документов взамен граф «Код тарифной сетки» и «Код вида нормы» будет введена одна графа «Условия труда».
1.2.1.1. Допускаемые условные обозначения следует применять в целях сокращения размеров, устанавливающих зоны для указания наименования заголовков или подзаголовков граф, а также при невозможности размещения в них соответствующих наименований.
1.2.1.2. Запись условных обозначений наименований граф следует выполнять с прописной буквы в виде начальных букв по соответствующему тексту.
1.2.1.3. Изменение размеров заголовков или подзаголовков граф при применении условных обозначений их наименований допускается только по высоте, но при этом минимальный размер должен быть не менее 4,25 или 4,23 мм.
1.2.1.4. При комплексном введении сокращений или условных обозначений в формы технологических документов взамен соответствующих наименований граф, предусмотренных стандартами ЕСТД, и при условии уменьшения их размеров по высоте, допускается пропорциональное увеличение размеров зоны, расположенной ниже заголовков или подзаголовков и предназначенной для записи соответствующей текстовой или графической технологической информации.
Примечание. Дополнительно вводимые сокращения или условные обозначения наименований граф заголовков или подзаголовков должны быть согласованы с головной организацией отрасли по ЕСТД.
1.2.2. При разработке типовых (групповых) технологических процессов в основной надписи для основных технологических документов (МК, КТТП, ВТП), выполненной по ГОСТ 3.1103-74 (форма 1) необходимо указывать два обозначения:
обозначение кода ступени классификации на группу изделий (деталей, сборочных единиц) по конструкторскому классификатору;
обозначение кода классификационных группировок технологических признаков, общих для группы изделий (деталей, сборочных единиц), характеризующих методы изготовления или ремонта, по «Технологическому классификатору деталей машиностроения и приборостроения» или по соответствующим отраслевым классификаторам, разработанным в развитии общесоюзного классификатора.
В целях разделения записи указанной информации допускается обозначение по технологическому классификатору указывать в графе 2 основных надписей по ГОСТ 3.1103-74 с соответствующим графическим ее изменением (черт. 1).
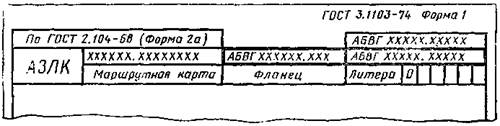
Черт. 1
1.2.3.1. Способ разделения информации с применением «плавающих граф» заключается в том, что вместо сплошной разделительной вертикальной линии допускается применять специальные знаки разделения информации, например:
« . » - точка;
« : » - двоеточие;
«![]() »- отрезками линии длиной
не более 2 мм (черт. 2)
»- отрезками линии длиной
не более 2 мм (черт. 2)

Черт. 2
1.2.3.2. Выбор соответствующих разделительных знаков устанавливает предприятие (организация), издающая типографские бланки исходя из полиграфических возможностей.
1.2.3.3. Нанесение разделительных знаков следует выполнять непосредственно на верхней разделительной линии строки (или немного отступя от нее) через интервал, соответствующий размеру высоты строки.
Размер граф по ширине должен быть выдержан и соответствовать требованиям стандартов ЕСТД.
1.2.3.4. «Плавающие графы» следует применять взамен сплошных разделительных линий только при условии их рациональности и удобства записи и восприятия информации исполнителями.
1.2.3.5. Применение «плавающих граф» в бланках технологических документов позволяет значительно расширить зону для текстовой записи описания содержания операций или особых указаний к выполнению технологического процесса (операции), при условии отсутствия необходимости внесения информации в соседние графы.
Так, например, при необходимости выполнения «особых указаний» ко всему технологическому процессу (операции), при условии комплексного применения «плавающих граф», в бланке документа запись текстовой информации может производиться не в графе «Наименование и содержание операции», а по всей ширине бланка, начиная от первой графы.
Расширение зоны для описания содержания технологических операций (переходов) может быть рассмотрено на примере применения принципа «плавающих граф» в форме 1 операционной карты слесарных, слесарно-сборочных и электромонтажных работ по ГОСТ 3.1407-74 (см. рекомендуемое приложение 1):
а) на уровне первой строки, при отсутствии записи необходимой информации в графах «Технологический режим», «Приспособление (код, наименование)» - текст содержания перехода может полностью занимать указанные графы;
б) на уровне второй строки, при условии продолжения записи содержания перехода, начатой «а первой строке, - текст содержания перехода пишется от начала графы «Номер перехода»;
в) на уровне третьей и последующих строк при отсутствии необходимости внесения информации в графы «Инструмент (код, наименование)» и «Т0» - текст содержания перехода пишется по всей ширине бланка.
1.2.3.6. Применение «плавающих граф» в бланках документов может носить комплексный или выборочный характер; право выбора и применения «плавающих граф» устанавливается на отраслевом уровне или уровне предприятия (организации) с регламентацией соответствующих требований и правил заполнения в руководящих нормативных документах.
1.2.4. В условиях проектирования документов без применения средств механизации и автоматизации и отсутствия внедрения автоматизированных систем управления предприятиями, допускается:
применять взамен имеющихся граф с наименованием «Оборудование, приспособление и вспомогательный инструмент, режущий инструмент, измерительный инструмент (код, наименование)» - общее название всего заголовка - «Средства технологического оснащения (код, наименование) - СТО»;
применять взамен имеющихся граф с наименованием «Приспособление и вспомогательный инструмент, режущий инструмент, измерительный инструмент (код, наименование)», - общее название всего заголовка «Технологическая оснастка (ТО)».
Применение допускаемых изменений позволяет более рационально разместить указанную информацию в формах документов и значительно повысить их коэффициент заполняемости. Это особенно эффективно применять в условиях нового способа разделения граф в бланках форм документов, указанного в п. 1.2.3 настоящей методики (например, для ВО, МК, КТП и др.). Однако, несмотря на принятое название для граф, запись соответствующей информации в них должна выполняться в следующей последовательности:
оборудование (код, наименование);
приспособление (код, наименование);
вспомогательный инструмент (код, наименование);
режущий инструмент (код, наименование);
измерительный инструмент (код, наименование).
При отсутствии соответствующей по порядку записи информации в графы должна вноситься только последующая по значимости информация о средствах технологического оснащения.
Например, при отсутствии оборудования, в первую графу вносится информация о приспособлениях; при отсутствии приспособлений указывается вспомогательный инструмент и т.д. При этом первая, вторая и т.п. графы, по усмотрению разработчика, могут быть заняты для указания следующей по значимости (или по порядку) соответствующей информации или описанием содержания операции.
Примечание. Допускается применение указанного порядка записи информации в бланках документов и для предприятий (организаций), занимающихся внедрением средств механизации или автоматизации для проектирования технологических процессов (операций) и внедряющих АСУП, при условии разработки соответствующих руководящих нормативных документов.
1.2.5. Ссылки на обозначения инструкций по охране труда (ИОТ) в бланках документов допускается указывать в незаполненных графах основной надписи, применяемой по ГОСТ 3.1103-74: в графе 1 - при ее незаполнении на основании требований соответствующего отраслевого стандарта, или в графе «Для особых указаний», расположенной в левой нижней части основной надписи. При этом типографским способом указывается сокращенное название инструкции по охране труда и номер (черт. 3 и 4).
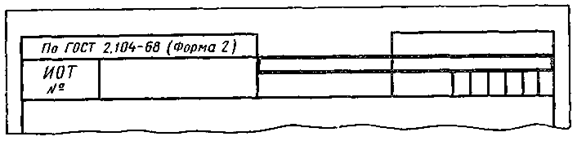
Черт. 3
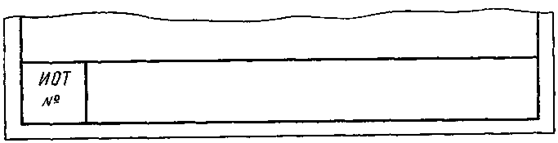
Черт. 4
1.2.6. В условиях автоматизированного проектирования технологических процессов и операций, при использовании максимальной значности печатаемых символов алфавитно-цифровых устройств (128 символов в строке), допускается изменение ширины формата документов до 325,12 мм (при шаге печатающего устройства 2,54 мм) или 332,8 мм (при шаге - 2,6 мм). Изменение ширины формата форм документов следует производить за счет графы «Наименование и содержание операций», особенно для документов, имеющих размеры формата 297´210 мм.
2. УКАЗАНИЯ ПО ОПТИМИЗАЦИИ ВЫБОРА И УСТАНОВЛЕНИЮ КОМПЛЕКТНОСТИ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
2.1. Выбор и установление комплектности документов, применительно к условиям предприятия (организации), следует производить в соответствии с требованиями РДМУ 75-76.
2.2. Выбор ограничительного комплекта форм документов должен иметь комплексный характер и отвечать на все вопросы, связанные с подготовкой, разработкой, оформлением, внедрением и функционированием технологической документации, в зависимости от типа и организации производства, состава производственных процессов и комплекса решаемых задач.
2.3. В целях установления оптимального и ограничительного комплекта форм документов рекомендуется разрабатывать графические информационные модели применения технологической документации в соответствии с ГОСТ 14.104-74.
2.4. Построение информационных моделей применения форм технологических документов зависит в основном от типа производства, внедрения АСУП и состава решаемых инженерно-технических, планово-экономических и организационных задач.
2.5. Разработка информационных моделей применения форм технологических документов обеспечивает:
установление оптимальных условий обращения документов;
установление четкой организации выполняемых работ;
уточнение обязанностей и функций подразделений предприятий, (организаций), принимающих участие в разработке, внедрении технологической документации;
установление оптимального порядка в разработке, оформлении и внедрении технологической документации;
установление оптимального состава решаемых задач;
установление оптимального и ограничительного комплекта применяемых форм технологической документации на предприятии (в организации).
2.6. Информационная модель применения технологических документов должна охватывать все этапы, связанные с разработкой документации, начиная от организации технологической подготовки производства (ТПП) и заканчивая внедрением, функционированием и совершенствованием.
2.7. Разработку информационной модели следует выполнять по отдельным блокам (моделям) в логической их последовательности с указанием:
наименований или условных обозначений подразделений, участвующих в решении данной технологической задачи;
наименования решаемой задачи (комплекса задач);
наименования или условного обозначения применяемого вида документа (видов документов);
линий информационных связей.
2.8. Разработанная информационная модель применения технологической документации в условиях функционирования конкретного предприятия является составной частью информационной модели ТПП.
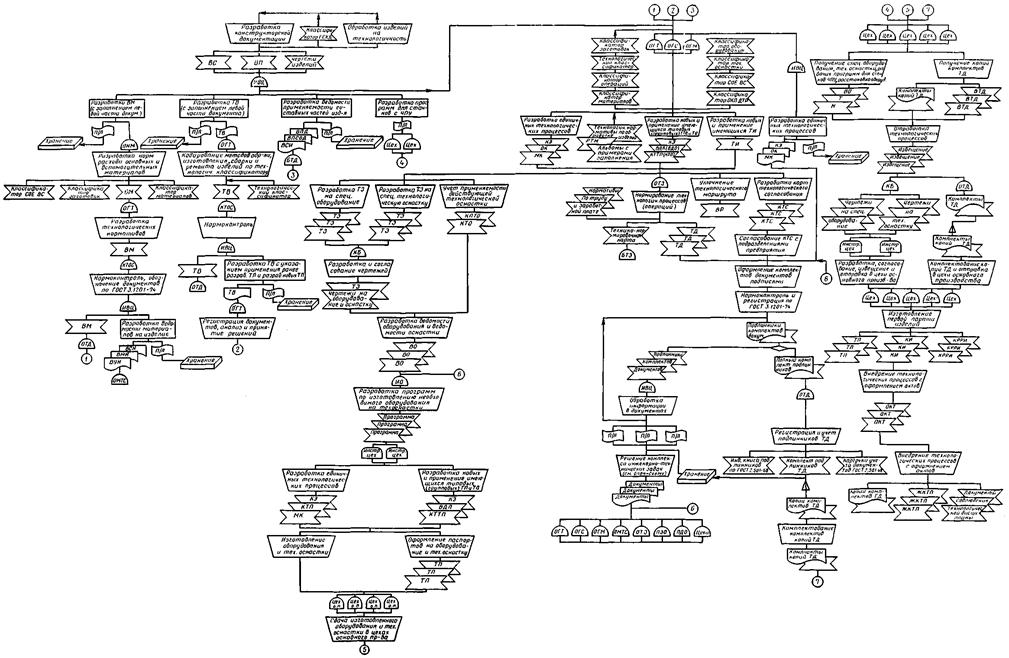
Пример типовой информационной модели применения технологической документации в условиях АСУ для предприятий серийного производства (на основе ЕСТД) показан на черт. 5.
Сокращения ряда слов и словосочетаний, указанных в типовой информационной модели, приведены в перечне:
БТД - бюро технологической документации;
БТЗ - бюро труда и заработной платы;
ВМИ - ведомость материалов на изделие;
ВПД - ведомость применяемости деталей и сборочных единиц в изделии;
ВПСОД - ведомость применяемости стандартных и оригинальных покупных деталей и сборочных единиц;
ВС - ведомость спецификаций;
ЖКТП - журнал контроля технологического процесса;
ИО - инструментальный отдел;
КИ - карта измерений;
КПТО - карта применяемости технологической оснастки;
КРРИ - карта регистрации результатов испытаний;
КТОС - конструкторско-технологический отдел стандартизации;
КТС - карта технологического согласования;
Н - накладная;
ОГМ - отдел главного металлурга;
ОГС - отдел главного сварщика;
ОГТ - отдел главного технолога;
ОКПДТР - «Общесоюзный классификатор профессий рабочих, должностей служащих и тарифных разрядов»;
ОКТ - отдел конструкторско-технологический;
ОМТС - отдел материально-технического снабжения;
OHM - отдел нормирования материалов;
ОТД - отдел технологической документации;
ОТЗ - отдел труда и заработной платы;
п/л - перфолента;
ПДО - планово-диспетчерский отдел;
ПЭО - планово-экономический отдел;
СОЕВС - «Система обозначений единиц величин и счета»;
Т - требование;
ТВ - технологическая ведомость;
ТД - технологические документы;
ТП - технологический паспорт;
цех о.п. - цех основного производства.
Условные сокращения документов (например, ВСИ, ВДО, ВТМ и т.д.), приведенные в составе типовой информационной модели, установлены ГОСТ 3.1102-81.
2.9. При установлении ограничительной комплектности форм документов на предприятии (в организации) следует исходить из их минимального количества в комплектах документов технологических процессов и удобства применения.
При современной тенденции развития ЕСТД основным направлением будет создание универсальных форм документов, к числу которых следует отнести новые формы маршрутных карт (МК), карт технологической информации (КТИ).
Рациональное применение требований, указанных в пп. 1.2.1 и 1.2.3 данных методических указаний, показано на примере МК (форма 2), установленной по ГОСТ 3.1105-74 (см. рекомендуемое приложение 2).
Применение МК с введением допускаемых условных обозначений наименований заголовков граф и выполнения способа «плавающих граф» обеспечивает высвобождение до пяти строк на каждом листе и повышает коэффициент заполняемости документов.
Универсальность МК состоит не только в том, что они могут применяться для разработки единичных, типовых и групповых технологических процессов маршрутного описания, но также и в том, что при разработке соответствующих карт технологической информации (КТИ) они могут быть использованы для разработки комплектов документов технологических процессов операционного описания, взамен имеющихся форм КТП или ВТП (ВТО), что позволит перевести документы с формата листов A3 на документы формата А4.
В дальнейшем новые виды КТИ будут представлены в различных стандартах 4-й и 5-й классификационных групп ЕСТД при проведении работ по их пересмотру и совершенствованию, выполняемых в соответствии с долгосрочной программой развития и совершенствования стандартов ЕСТД на период 1981 - 1990 гг.
В настоящее время, до выполнения указанной программы, разработку КТИ рекомендуется выполнять на отраслевом уровне.
В целях лучшего понимания роли и назначения КТИ, рассмотрим несколько возможных вариантов ее применения.
Формы КТИ могут применяться:
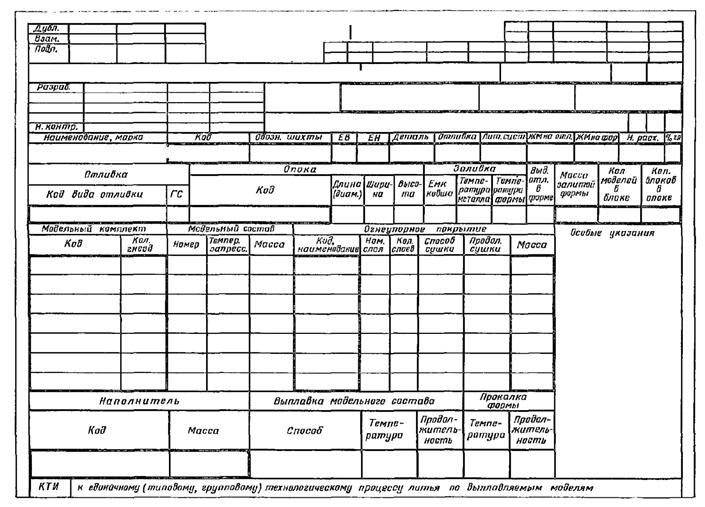
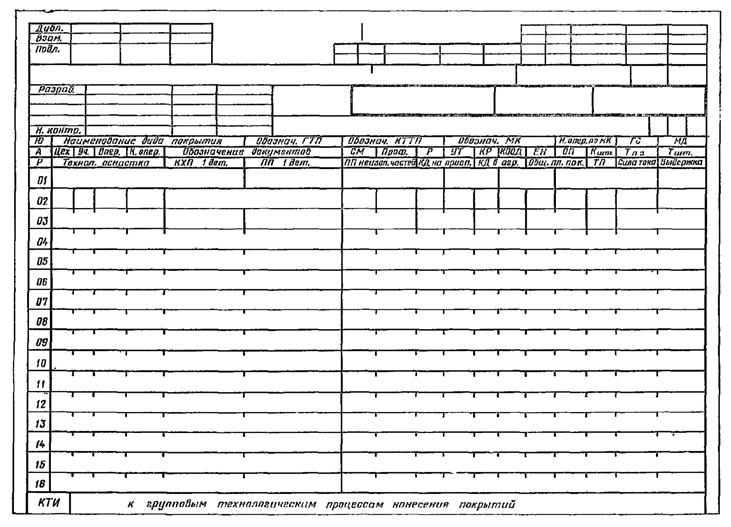
взамен КТП, выполненных на формате листов A3 и содержащих значительный объем постоянной информации, относящейся ко всему технологическому процессу изготовления или ремонта изделий. Например, процессы литья, нанесения покрытий, раскроя и отрезки заготовок и т.д. В этом случае, применяя форму КТИ для соответствующего вида обработки, следует описание технологического процесса выполнять на формах МК, раскрывая содержание операций в технологической последовательности;
взамен соответствующих ВТП (ВТО), выполненных на форматах листов A3. Разработка специальной формы КТИ обеспечивает указание постоянной части информации для отдельной детали или сборочной единицы, обрабатываемой или ремонтируемой по типовому (групповому) технологическому процессу (операции).
Примеры оформления ряда КТИ даны в рекомендуемых приложениях 3, 4, 5.
3. УКАЗАНИЯ ПО РАЦИОНАЛЬНОМУ ЗАПОЛНЕНИЮ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
3.1. При разработке текстовых и графических технологических документов следует руководствоваться требованиями по их заполнению в соответствии с ГОСТ 3.1104-81 и стандартами седьмой классификационной группы ЕСТД.
3.2. При разработке документов следует исходить из условий оптимального отражения необходимого состава информации, обеспечивающей качественное и безопасное изготовление или ремонт изделий и их составных частей.
3.3. При разработке документов применяют следующие методы проектирования:
неавтоматизированное;
с применением средств механизации и оргтехники;
с применением средств автоматизации.
В зависимости от методов проектирования применяются различные правила заполнения документов.
3.4. При неавтоматизированном проектировании для заполнения бланков документов следует использовать средства оргтехники и печатающие машинки.
Допускается применение типографского способа заполнения для указания постоянной информации в документах, разрабатываемых на основе типовых (групповых) технологических процессов, с последующим заполнением переменной информации с применением средств оргтехники.
Правила заполнения технологических документов при применении неавтоматизированного метода проектирования выполняются в соответствии с требованиями РДМУ 75-76.
3.4.1. В дополнение к пункту 3.5.3.6 РДМУ 75-76 необходимо отметить, что запись кода операций по «Классификатору технологических операций в машиностроении и приборостроении» должна проставляться в документах только при решении определенных инженерно-технических задач с помощью данного кода.
3.5. При применении средств механизации и оргтехники для проектирования технологических процессов (операций) следует руководствоваться правилами заполнения и оформления технологических документов по РДМУ 125-78.
В целях сокращения разновидностей применяемых бланков и видов документов допускается использование в качестве универсальной формы - форму МК с применением операционного описания по всем технологическим методам обработки, формообразования, сборки или ремонта изделий и их составных частей, с указанием в графе «Наименование и содержание операции» полного состава данных по технологическим режимам и другой информации, соответствующей имеющейся в формах документов (КТП, ОК и др.), установленных стандартами ЕСТД.
В данном случае номера переходов следует указывать в левой части графы «Наименование и содержание операции». Нумеровать переходы следует в соответствии с требованиями ГОСТ 3.1104-81.
Выбор МК для определенного метода обработки, формообразования, сборки или ремонта изделий должен определяться рациональным применением технологического процесса для данного типа производства.
3.6. При применении средств автоматизации для проектирования технологических процессов и операций следует руководствоваться правилами оформления документов, установленными на государственном и отраслевом уровнях.
3.7. При заполнении текстовых документов следует применять допускаемые сокращения слов и словосочетаний, условные обозначения различных характеристик, параметров и т.д., обеспечивающие сокращение сроков их разработки и правильное восприятие содержания описания исполнителем.
3.8. При разработке типовых и групповых технологических процессов (операций) и применении ВТП (ВТО) допускаются графы, предусматривающие внесение обозначения изделия по конструкторскому документу и информации по нормам расхода материала, после их заполнения, использовать для другой технологической информации: особых указаний, требований по выполнению технологического процесса (операции), эскизов и т.п.
3.9. При применении ВТП (ВТО) формы 11 по ГОСТ 3.1105-74 допускается вносить дополнительную информацию в следующие графы:
«Код и наименование материала» - массу детали;
«Код заготовки» - массу заготовки, размеры исходной заготовки;
«Норма расхода» - количество деталей из заготовки.
Аналогично, в графу «Код заготовки» ВТП (ВТО) - форма 12 по ГОСТ 3.1105-74 - допускается записывать размеры исходной заготовки.
Дополнительную информацию следует записывать на последующих строках после полной записи необходимой информации в соответствии с наименованием граф.
3.10. В дополнение к п. 3.8.2 ГОСТ 3.1104-81 допускается при разработке документов на технологические процессы (операции) приводить в них ссылки на стандарты предприятия и другие руководящие документы, определяющие порядок выполнения технологических процессов и регламентирующие правила эксплуатации средств технологического оснащения и требования по охране труда и т.п.
Ссылку на указанные документы, следует записывать в графах «Обозначение документов» или «Наименование и содержание операции (перехода)».
3.11. При разработке основных технологических документов, например, МК, КТП, КТТП, ВТП, ВТО в мелкосерийном и опытном производствах, допускается взамен информации, указанной в графах «Тп.з» и «Тшт», вносить другую информацию: «Тшт.к (штучно-калькуляционное время)» и «Расценка».
4. УКАЗАНИЯ ПО ОПТИМАЛЬНОМУ ОФОРМЛЕНИЮ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
4.1. Оформление технологических документов следует выполнять в соответствии с требованиями нормативно-технических руководящих документов ЕСТД, выполненных на государственном и отраслевом уровнях.
4.2. Под оптимальным оформлением документов следует понимать выполнение исполнителем (исполнителями) соответствующих правил, обеспечивающих упрощение и рационализацию процедур по подготовке, согласованию, нормоконтролю и утверждению документов.
4.3. Следует различать правила оформления:
отдельного вида технологического документа;
комплекта документов на технологический процесс (операцию);
комплекта технологической документации на изделие.
4.5. Оформление комплекта документов на технологический процесс (операцию) следует производить по отдельным видам входящих документов в соответствии с требованиями п. 4.4 данной методики.
Комплект документов может оформляться с титульным листом (ТЛ). В этом случае в ТЛ указывают только подписи тех лиц, которые не указаны во входящих документах. Порядок оформления ТЛ должен быть установлен отраслевым стандартом или стандартом предприятия.
4.6. Оформление комплекта технологической документации на изделие следует производить с ТЛ.
ПРИЛОЖЕНИЕ
1
Рекомендуемое
ПРИМЕР ЗАПОЛНЕНИЯ ОПЕРАЦИОННОЙ КАРТЫ

ПРИЛОЖЕНИЕ
2
Рекомендуемое

ПРИЛОЖЕНИЕ
3
Рекомендуемое
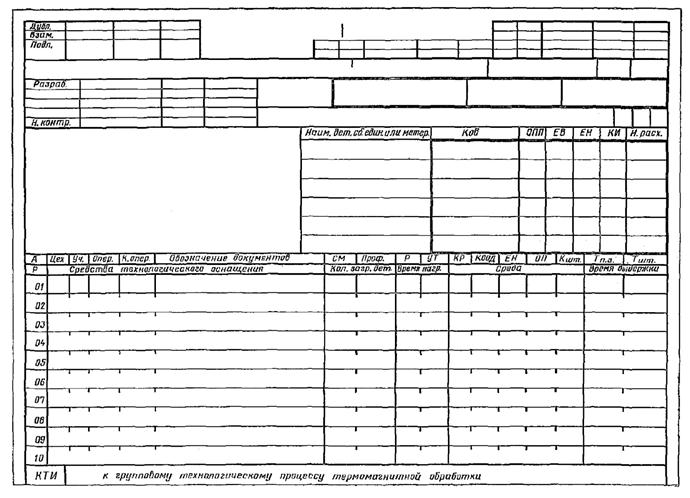
ПРИМЕР ФОРМЫ КАРТЫ ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ
ПРИЛОЖЕНИЕ
4
Рекомендуемое
ПРИМЕР ФОРМЫ КАРТЫ ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ
ПРИЛОЖЕНИЕ
5
Рекомендуемое
ПРИМЕР ФОРМЫ КАРТЫ ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ
Черт. 5
СОДЕРЖАНИЕ