 | Информационная система | |
|
СТАНДАРТ СЭВ |
СТ СЭВ 2575-80 |
|
|
|
Оборудование молочной и пищевой промышленности АРМАТУРА |
|||
|
|
|
||
|
Группа 172 |
|
Утвержден Постоянной Комиссией по сотрудничеству
в области стандартизации
Берлин, декабрь, 1980 г.
Настоящий стандарт СЭВ устанавливает требования к арматуре и резьбовым соединениям, которые применяют в оборудовании, предназначенном для переработки молока, а также при производстве напитков в других отраслях пищевой промышленности.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Конструкция одинаковых деталей и узлов арматуры должна обеспечивать взаимозаменяемость, за исключением корпуса и пробки кранов.
1.2. Управление арматурой должно обеспечивать ее открытие и закрытие, причем положение органа затвора арматуры должно быть указано на арматуре.
1.3. Детали резьбовых соединений должны соответствовать требованиям СТ СЭВ 307-76.
Условные проходы должны соответствовать требованиям СТ СЭВ 254-76.
1.4. Максимальные отклонения от соосности резьбы и проходного канала арматуры с резьбовым или коническим соединением - ±1°. Уплотнительные поверхности угловой арматуры и угловых фитингов должны быть расположены перпендикулярно друг к другу и к оси проходного канала. Максимальное отклонение от перпендикулярности ±1°.
1.5. Рабочие условия:
1.5.1. Рабочие среды и рабочие температуры - в соответствии с табл. 1.
Таблица 1
|
Диапазон рабочих температур, °С |
Величина Рн |
Время действия |
||
|
ступень 1 |
ступень 2 |
|||
|
Молоко, молочные продукты, питьевая вода (при условии исключения замораживания) |
От -5 до +100 |
До +15 |
От 3,5 до 8 |
Не ограничено |
|
Пиво, шампанское, вино |
От +1 до +100 |
До +150 |
От 3,5 до 8 |
Не ограничено |
|
Фруктовые и овощные соки и их концентраты |
От +1 до +100 |
До +150 |
От 3,5 до 8 |
Не ограничено |
|
Водяной пар |
До +120 |
До +150 |
- |
30 min |
|
Спиртные напитки с максимальным содержанием алкоголя 55 % по объему |
От +1 до +40 |
- |
- |
Не ограничено |
|
Моющие растворы: 3 %-ный раствор натриевой щелочи NaOH |
От +1 до +85 |
- |
- |
Не ограничено |
|
2 %-ный раствор азотной кислоты HNО3 |
От +1 до +85 |
- |
- |
Не ограничено |
|
Моющие средства, допустимые для молочных напитков и не влияющие на качество оборудования |
От +1 до + 85 |
- |
От 3,5 до 8 |
Не ограничено |
Примечание. Проходные и трехходовые краны могут применяться в диапазоне температур от плюс 5 °С до плюс 100 °С.
1.5.2. Условное рабочее давление на краны до 0,4 МРа на арматуру и резьбовые соединения до 1 МРа. Допустимое минимальное абсолютное давление на арматуру и резьбовые соединения 0,01 МРа.
1.6. Материалы, из которых изготовлены детали (хромо-никелевые стали, эластомеры, пластмассы), соприкасающиеся с рабочей средой, должны соответствовать требованиям, предъявляемым к материалам оборудования для молочной промышленности, а также должны быть стойкими в средах и при температурах, приведенных в табл. 1. Материалы деталей, не соприкасающихся с рабочей средой должны быть стойкими к внешним средам, в которых они эксплуатируются.
1.7. Наличие повреждений не допускается. Поверхности, соприкасающиеся со средой, должны быть чистыми. Раковины, риски, царапины не допускаются.
Шероховатость внутренних поверхностей Rz £ 6 mm (Ra < 2 mm) согласно СТ СЭВ 638-77.
Сварные швы должны быть ровными. Поры и цвета побежалости не допускаются.
1.8. Указания по проектированию и эксплуатации. Во избежание контактной коррозии арматура и резьбовые соединения из кислотостойкой и нержавеющей стали не должны соприкасаться с изделиями из черных металлов. В целях исключения коррозии не должна использоваться вода, содержащая ржавчину.
2. МЕТОДЫ ИСПЫТАНИЯ
2.1. Все изделия подлежат приемочному испытанию;
2.2. Контроль качества поверхностей - по методу контрольных прорезов.
2.3. Испытания под давлением
2.3.1. Испытание на прочность и плотность. При испытании на стенде арматура должна быть прочной и плотной к окружающей среде. В случае наличия металлических уплотнительных поверхностей арматуры допускается протечка в объеме одной капли в течение основного времени испытания (не менее 30 s). Испытание на прочность и плотность проводится водой с давлением Рпр = 1,5´Ру и температурой (20 ± 15) °С. Допускается применение других испытательных сред при условии, что качество испытания не снизится.
2.3.2. Испытание на герметичность затвора проводится водой с постоянным пробным давлением, равным условному давлению Ру. Выдержка - не менее 30 s. Затвор арматуры должен быть закрыт. Воздействие на испытуемое изделие нагрузок от испытательного оборудования, которые могут влиять на результат испытания, не допускается.
2.4. Испытание на работоспособность проводится путем открывания и закрывания затвора арматуры при постоянном пробном давлении, равном условному давлению Ру.
3. МАРКИРОВКА
На каждое изделие наносится четкая и прочная маркировка с указанием условного давления, условного прохода, направления движения потока среды в зависимости от конструктивного принципа, знака изготовителя. Условное давление маркируется буквами РN и соответствующими цифрами, условный проход - буквами DN и соответствующими цифрами. Номер стандарта на изделие должен быть указан в документации.
4. УПАКОВКА, ТРАНСПОРТИРОВАНИЕ, ХРАНЕНИЕ, ПОСТАВКА
Упаковка, транспортирование, хранение и поставка - в соответствии с СТ СЭВ ...*.
* См. информационное приложение.
5. ПРИСОЕДИНИТЕЛЬНЫЕ РАЗМЕРЫ
Присоединительные размеры должны соответствовать указанным на черт. 1 - 10 и в табл. 2 и 3.
Сварные резьбовые патрубки
Dy от 25 до 65 Dy 80 и 100
Сварные конические патрубки
Развальцованные резьбовые патрубки
Dy от 25 до 65
Dy 80 и 100
Развальцованные конические патрубки
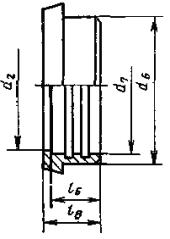
Примечание. Патрубки Dу 80 и 100 без канавок для развальцовки.
Уплотнительное кольцо
Dy от 25 до 65 Dy 80 и 100
Шлицевая гайка Корончатая гайка
Резьбовое соединение для приварки
Резьбовое соединение для развальцовки
Тройник
Колено

Таблица 2
|
d1h11 |
d2H11 |
d3 |
d4 |
d5 - 0,2 |
d6 - 0,2 |
D7B11 |
d8 |
d9 max |
d10 |
d11: |
d12 max |
d13 max |
Наружный диаметр трубы |
|
|
25 |
29 |
26 |
40 |
Rd 52´1/6² |
44 |
34 |
28 |
28,5 |
41,5 |
- |
36 |
28+0,2 |
29+0,2 |
28 |
|
32 |
35 |
32 |
46 |
Rd 58´1/6² |
50 |
40 |
35 |
35,0 |
47,0 |
- |
42 |
35+0,2 |
35+0,2 |
35 |
|
34 |
34+0,2 |
34 |
||||||||||||
|
40 |
41 |
38 |
52 |
Rd 65´1/6² |
56 |
47 |
40 |
41,5 |
53,5 |
- |
49 |
40+0,2 |
41+0,2 |
40 |
|
50 |
53 |
50 |
64 |
Rd 78´1/6² |
68 |
60 |
52 |
53,5 |
65,6 |
- |
62 |
52+0,2 |
53+0,2 |
52 |
|
53 |
53+0,2 |
53 |
||||||||||||
|
65 |
70 |
66 |
81 |
Rd 95´1/6² |
85 |
78 |
70 |
69,3 |
82,8 |
- |
80 |
70+0,3 |
69+0,3 |
70 |
|
80 |
85 |
81 |
95 |
Rd 110´1/6² |
100 |
93 |
85 |
83,5 |
96,5 |
93,3 |
95 |
85+0,3 |
85+0,3 |
85 |
|
100 |
104 |
100 |
114 |
Rd 130´1/6² |
121 |
114 |
104 |
102 |
114,5 |
111,3 |
116 |
104+0,3 |
104+0,3 |
104 |
Таблица 3
|
l1 |
l2 |
l3 |
l4 |
l5 |
l6 |
l7 |
l8 |
l9 |
l10 |
l11 |
l12 |
l13 |
l14 |
l15 |
s1 |
s2 |
|
|
25 |
6 |
12 |
20 |
8,5 |
16 |
18 |
27 |
21 |
5 |
- |
19 |
22 |
- |
35 |
47 |
1 |
1,5 |
|
32 |
- |
1,5 |
|||||||||||||||
|
1,0 |
|||||||||||||||||
|
40 |
23 |
19 |
30 |
41 |
1 |
||||||||||||
|
50 |
1,0 |
||||||||||||||||
|
1,5 |
|||||||||||||||||
|
65 |
21 |
30 |
24 |
24 |
53 |
2 |
|||||||||||
|
80 |
8 |
16 |
30 |
10 |
25 |
23 |
34 |
26 |
4,5 |
6,15-0,25 |
22 |
26 |
35 |
51 |
58 |
2 |
|
|
100 |
15 |
23 |
28 |
39 |
31 |
27 |
32 |
- |
68 |
6. СТРОИТЕЛЬНЫЕ ДЛИНЫ
6.1. Строительные длины, отличающиеся от приведенных в настоящем стандарте СЭВ значений, должны быть включены в соответствующие стандарты на конкретные изделия.
6.2. Под строительной длиной понимается расстояние от одного присоединительного патрубка до другого для изделий проходного исполнения, или от одного присоединительного патрубка до оси проходного канала другого патрубка, расположенной под углом 90°.
Проходное исполнение
Трехходовое исполнение
Угловое исполнение
Таблица 4
Строительные длины
|
Dу |
Краны |
Тройники |
Колена |
|||
|
l1 |
l2 ± 0,3 |
l1 |
l2 ± 0,3 |
l1 |
l2 ± 0,3 |
|
|
25 |
61 ± 0,3 |
57 |
61 ± 0,3 |
57 |
61 ± 0,3 |
57 |
|
32 |
67 ± 0,3 |
63 |
67 ± 0,3 |
63 |
67 ± 0,3 |
63 |
|
40 |
77 ± 0,3 |
73 |
77 ± 0,3 |
73 |
77 ± 0,3 |
73 |
|
50 |
82 ± 0,3 |
78 |
82 ± 0,3 |
78 |
82 ± 0,3 |
78 |
|
65 |
100 ± 0,3 |
93 |
97 ± 0,3 |
93 |
97 ± 0,3 |
93 |
|
80 |
115 ± 0,3 |
107 |
112 ± 0,3 |
107 |
112 ± 0,3 |
107 |
|
100 |
127 ± 0,5 |
120 |
127 ± 0,5 |
120 |
127 ± 0,5 |
120 |
ИНФОРМАЦИОННОЕ ПРИЛОЖЕНИЕ
До утверждения соответствующего стандарта СЭВ требования п. 4 выполняются в соответствии с PC 2767-70, раздел 4.
1. Автор - делегация ГДР в Постоянной Комиссии СЭВ по сотрудничеству в области машиностроения.
2. Тема - 17.141.04-78.
3. Стандарт СЭВ утвержден на 48-м заседании ПКС.
4. Сроки начала применения стандарта СЭВ:
|
Срок начала применения стандарта СЭВ в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству |
Срок начала применения стандарта СЭВ в народном хозяйстве |
|
|
НРБ |
Январь 1984 г. |
Январь 1984 г. |
|
ВНР |
Январь 1983 г. |
Январь 1983 г. |
|
ГДР |
Январь 1982 г. |
Январь 1982 г. |
|
Республика Куба |
|
|
|
МНР |
|
|
|
ПНР |
|
|
|
СРР |
- |
- |
|
СССР |
Январь 1982 г. |
Январь 1982 г. |
|
ЧССР |
|
|
5. Срок первой проверки - 1990 г., периодичность проверки - 10 лет.
СОДЕРЖАНИЕ