 | Информационная система | |
|
СТАНДАРТ СЭВ |
СТ СЭВ 4694-84 |
||
|
ЛЕБЕДКИ ЗАБОРТНЫХ ТРАПОВ |
|||
|
|
|||
|
|
Утвержден Постоянной Комиссией по сотрудничеству в области стандартизации Берлин, июль 1984 г.
Настоящий стандарт СЭВ распространяется на лебедки забортных трапов с электрическим, пневматическим или гидравлическим приводом, предназначенные для морских судов и судов внутреннего плавания всех типов и назначений.
1. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1.1. Траповая лебедка - по СТ СЭВ 3818-82.
1.2. Номинальное тяговое усилие на барабане лебедки забортных трапов - значение тягового усилия в канате на первом слое навивки на барабан при подъеме ненагруженного забортного трапа q номинальной скоростью.
1.3. Лебедка забортного трапа правого исполнения - лебедка с редуктором или приводом с правой стороны от наблюдателя, находящегося со стороны электродвигателя или источника энергии (черт. 1 и 3).
1.4. Лебедка забортного трапа левого исполнения - зеркальное отображение правого исполнения (черт. 2 и 4).
Лебедка правого исполнения с одним односекционным барабаном R-D
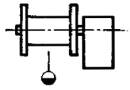
Наблюдатель
Лебедка левого исполнения с одним односекционным барабаном L-D
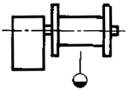
Наблюдатель
Лебедка правого исполнения с одним двухсекционным барабаном R-DD

Наблюдатель
Лебедка левого исполнения с одним двухсекционным барабаном L-DD

Наблюдатель
2. КЛАССИФИКАЦИЯ
Лебедки забортных трапов подразделяются:
1) по виду привода:
электрические - Е;
гидравлические - Н;
пневматические - П;
ручные - U;
2) по виду исполнения механизма:
левого исполнения - L;
правого исполнения - R;
3) по конструкции механизма:
с одним односекционным барабаном - D;
с одним двухсекционным барабаном - D D;
с двумя односекционными барабанами, расположенными с обеих сторон редуктора - 2DS (черт. 5).
Лебедка с двумя односекционными барабанами, расположенными с обеих сторон редуктора 2DS
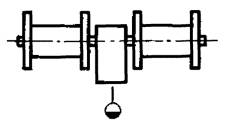
Наблюдатель
3. ОСНОВНЫЕ ПАРАМЕТРЫ
Лебедки забортных трапов в зависимости от тягового усилия на барабане изготовляются шести типоразмеров. Основные параметры лебедок должны соответствовать указанным в таблице.
|
Номинальное тяговое усилие на барабане, kN |
Держащее усилие, kN, не менее |
Минимальное разрывное усилие каната не менее 5-кратного держащего усилия, kN |
Диаметр стального каната, mm |
|
|
5 |
5 |
15 |
75 |
12 |
|
6 |
6,3 |
18 |
90 |
13 |
|
8 |
8 |
25 |
125 |
16 |
|
10 |
10 |
30 |
150 |
18 |
|
12 |
12,5 |
37,5 |
188 |
20 |
|
16 |
16 |
48 |
240 |
22 |
Примечания:
1. Для лебедок, работающих с двумя канатами, приведенные величины являются суммой усилий в каждом канате.
2. Указанные диаметры действительны для канатов с временным сопротивлением разрыву 1770 МРа.
Пример обозначения лебедки забортного трапа с электрическим приводом, типоразмером 12, правого исполнения, с одним двухсекционным барабаном:
Лебедка забортного трапа Е-12 R-DD СТ СЭВ 4694-84
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1. Длина барабана должна допускать укладку каната не более чем в четыре слоя.
4.2. Диаметр барабана должен быть не менее 14-кратного значения диаметра каната.
4.3. Реборды барабана должны возвышаться над верхним слоем навивки каната не менее чем на 2,5 диаметра каната.
4.4. Лебедки забортных трапов должны быть снабжены стопорным и тормозным устройствами, обеспечивающими при прекращении питания удержание барабана от разворота при действии на него 1,5-кратного держащего усилия.
4.5. Лебедки забортных трапов должны быть снабжены местным аварийным выключателем для прекращения питания.
4.6. Лебедка забортного трапа должна быть оснащена тормозом.
4.7. Лебедка забортного трапа должна быть оснащена аварийным ручным приводом, снабженным блокировкой, исключающей возможность включения механического привода при надетой рукоятке на вал ручного привода.
4.8. Усилие на рукоятке ручного привода при подъеме забортного трапа с номинальной нагрузкой не должно превышать 160 N.
4.9. Лебедки забортных трапов с электрическим приводом должны надежно работать при температуре от минус 30 до плюс 45 °С, а с ручным приводом - при температуре от минус 30 до плюс 65 °С.
4.10. Для лебедок забортных трапов, приводимых в действие от двигателя, номинальная скорость подъема забортных трапов должна быть не менее 0,1 m/s.
При подъеме трапа с помощью ручного привода скорость подъема не регламентируется.
4.11. Привод лебедки забортного трапа должен выдерживать перегрузку при подъеме трапа, равную 1,5-кратному номинальному тяговому усилию в течение 1 min.
4.12. Напряжения в деталях лебедки не должны превышать 0,4 значения предела текучести материала.
4.13. Двухбарабанные лебедки, предназначенные для забортных трапов с двумя маршами, должны быть оборудованы устройством, обеспечивающим подъем, спуск и удержание каждого марша.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Каждая лебедка забортного трапа должна быть испытана в сборе на стенде завода-изготовителя.
5.1.1. Испытание лебедки забортного трапа без нагрузки проводится в течение 10 min по 5 min в каждом направлении. Во время этого испытания должна быть проверена температура подшипников.
5.1.2. Испытание лебедки нагрузкой, соответствующей номинальному тяговому усилию на первом слое навивки каната на барабан, проводится путем подъема и опускания груза в течение 6 min (по 3 min в каждом направлении).
5.1.3. Тормоз лебедки и стопорное устройство должны быть испытаны статической нагрузкой, эквивалентной 1,5-кратному держащему усилию в течение 5 min при канате, намотанном на барабан в один слой. При этом проворачивание барабана не допускается.
5.2. Проверка работы ручного привода лебедки проводится при опускании и подъеме забортного трапа.
5.3. Лебедка должна быть испытана на судне при установленном трапе. При этом должно быть проведено не менее двух опусканий и двух подъемов забортного трапа до крайних положений.
5.4. Проверка лебедки статической нагрузкой должна осуществляться в течение 5 min.
5.5. Лебедки считают выдержавшими испытания, если после их проведения не будут обнаружены:
1) остаточные деформации, износы или трещины в узлах;
2) неисправности электрической, гидравлической или пневматической установки;
3) утечки масла.
5.6. В случае обнаружения указанных дефектов, они должны быть устранены, и испытания следует повторить в полном объеме.
5.7. Для каждой лебедки забортного трапа составляют протокол испытаний.
6. МАРКИРОВКА И ХРАНЕНИЕ
6.1. Каждая лебедка забортного трапа должна быть снабжена фирменной табличкой, на которой следует указать:
наименование завода-изготовителя;
условное обозначение лебедки;
номер наряда-заказа завода;
массу, kg.
6.2. При хранении все обработанные поверхности лебедок забортных трапов должны быть покрыты антикоррозионной консистентной смазкой, которая должна обеспечивать защиту в течение не менее 6 месяцев со дня поставки.
6.3. При поставке каждая лебедка забортного трапа должна сопровождаться сертификатом.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. Автор - делегация СРР в Постоянной Комиссии по сотрудничеству в области машиностроения.
2. Тема - 17.045.40-82.
3. Стандарт СЭВ утвержден на 55-м заседании ПКС.
4. Сроки начала применения стандарта СЭВ:
|
Сроки начала применения стандарта СЭВ |
||
|
в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству |
в народном хозяйстве |
|
|
НРБ |
Июль 1987 г. |
Июль 1987 г. |
|
ВНР |
- |
- |
|
СРВ |
|
|
|
ГДР |
Июль 1987 г. |
Июль 1987 г. |
|
Республика Куба |
|
|
|
МНР |
|
|
|
ПНР |
Июль 1987 г. |
Июль 1987 г. |
|
СРР |
Июль 1987 г. |
- |
|
СССР |
Июль 1987 г. |
- |
|
ЧССР |
Июль 1987 г. |
Июль 1987 г. |
5. Срок проверки - 1991 г.
СОДЕРЖАНИЕ