 | Информационная система | |
|
СТАНДАРТ СЭВ |
СТ СЭВ 3962-83 |
||
|
Основные нормы взаимозаменяемости РЕЗЬБА КРУГЛАЯ Допуски |
|||
|
Взамен СТ СЭВ 307-76, разд. 2 и 3; PC 3950-73, разд. 2 |
|||
|
|
Утвержден Постоянной Комиссией по сотрудничеству в области стандартизации Прага, июль 1983 г.
Настоящий стандарт СЭВ распространяется на круглую резьбу с профилем, диаметрами, шагами и основными размерами по СТ СЭВ 3293-81.
1. ОБОЗНАЧЕНИЯ
В настоящем стандарте СЭВ применяются следующие обозначения параметров, допусков и отклонений резьбы:
d - наружный диаметр наружной резьбы;
d2 - средний диаметр наружной резьбы;
d3 - внутренний диаметр наружной резьбы;
D1 - внутренний диаметр внутренней резьбы;
D2 - средний диаметр внутренней резьбы;
D4 - наружный диаметр внутренней резьбы;
Р - шаг резьбы;
N - группа нормальных длин свинчивания;
L - группа длинных длин свинчивания;
Td;Td2;T d3 - допуски диаметров d, d2, d3, D1, D2, D4; TD1; Td2; TD4
es - верхнее отклонение диаметров, наружной резьбы;
ES - верхнее отклонение диаметров внутренней резьбы;
ei - нижнее отклонение диаметров наружной резьбы;
EI - нижнее отклонение диаметров внутренней резьбы.
2. ДОПУСКИ
2.1. Устанавливаются степени точности допусков диаметров резьбы, указанные в табл. 1.
Таблица 1
|
Диаметр резьбы |
Степень точности |
|
|
Наружная резьба |
d |
4; 5; 6; 7; 8* |
|
d2 |
6; 7; 8; 9* |
|
|
d3 |
6; 7; 8; 9* |
|
|
Внутренняя резьба |
D4 |
5; 6; 7; 8; 9* |
|
D2 |
5; 6; 7; 8; 9* |
|
|
D1 |
3; 5; 6; 7; 8* |
* Только для резьб на деталях из пластмасс.
2.2. Числовые значения допусков диаметров d и D1 должны соответствовать указанным в табл. 2, диаметров. d2 и D2 - в табл. 3, а диаметров d3 и D4 - в табл. 4.
Примечания:
1. Допуски среднего диаметра резьбы являются суммарными.
2. Допуски диаметров d3 и D4 используются при проектировании резьбообразующего инструмента и обязательной проверке не подлежат, если это особо не оговорено.
2.3. Степень точности допуска диаметра d3 должна соответствовать степени точности допуска диаметра d2, а степень точности допуска диаметра D4 - степени точности допуска диаметра D2.
Допуски диаметров d и D1
|
Шаг Р, mm |
Тd, mm |
ТD1, mm |
|||||||||
|
Степень точности |
|||||||||||
|
4 |
5 |
6 |
7 |
8 |
3 |
5 |
6 |
7 |
8 |
||
|
Св. 7 до 12 |
2,540 |
212 |
265 |
335 |
425 |
530 |
224 |
355 |
450 |
560 |
710 |
|
Св. 12 до 38 |
3,175 |
236 |
300 |
375 |
475 |
600 |
265 |
425 |
530 |
670 |
850 |
|
Св. 38 до 100 |
4,233 |
- |
375 |
475 |
600 |
750 |
- |
500 |
630 |
800 |
1000 |
|
Св. 100 до 200 |
6,350 |
- |
500 |
630 |
800 |
1000 |
- |
670 |
850 |
1060 |
1320 |
Таблица 3
Допуски диаметров d2 и D2
|
Шаг Р, mm |
Тd2, mm |
ТD2, mm |
||||||||
|
Степень точности |
||||||||||
|
6 |
7 |
8 |
9 |
5 |
6 |
7 |
8 |
9 |
||
|
Св. 7 до 12 |
2,540 |
160 |
200 |
250 |
315 |
170 |
212 |
265 |
335 |
425 |
|
Св. 12 до 38 |
3,175 |
190 |
236 |
300 |
375 |
200 |
250 |
315 |
400 |
500 |
|
Св. 38 до 100 |
4,233 |
236 |
300 |
375 |
475 |
- |
315 |
400 |
500 |
630 |
|
Св. 100 до 200 |
6,350 |
315 |
400 |
500 |
630 |
- |
425 |
530 |
670 |
850 |
Таблица 4
Допуски диаметров d3 и D4
|
Шаг Р, mm |
Тd3, mm |
ТD4, mm |
||||||||
|
Степень точности |
||||||||||
|
6 |
7 |
8 |
9 |
5 |
6 |
7 |
8 |
9 |
||
|
Св. 7 до 12 |
2,540 |
200 |
250 |
315 |
400 |
212 |
265 |
335 |
425 |
530 |
|
Св. 12 до 38 |
3,175 |
236 |
300 |
375 |
475 |
250 |
315 |
400 |
500 |
630 |
|
Св. 38 до 100 |
4,233 |
300 |
375 |
475 |
600 |
- |
400 |
500 |
630 |
800 |
|
Св. 100 до 200 |
6,350 |
400 |
500 |
630 |
800 |
- |
530 |
670 |
850 |
1060 |
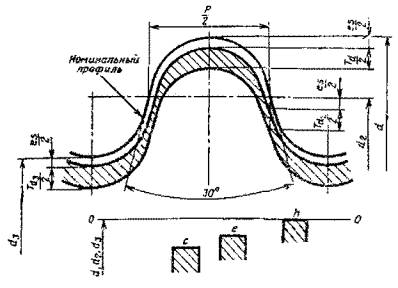
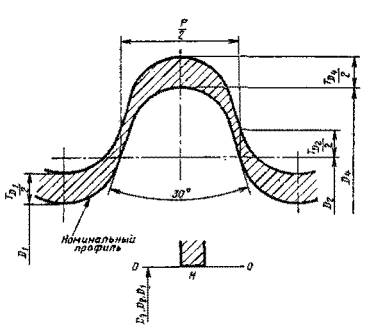
3. ОСНОВНЫЕ ОТКЛОНЕНИЯ
3.1. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
3.2. Устанавливаются основные отклонения диаметров резьбы, указанные в табл. 5 и на чертеже. Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном к оси резьбы.
|
Диаметр резьбы |
Основное отклонение |
|
|
Наружная резьба |
d |
с*; е; h |
|
d2 |
с*; е; h |
|
|
d3 |
c*; e; h |
|
|
Внутренняя резьба |
D4 |
H |
|
D2 |
H |
|
|
D1 |
H |
* Только при значительных толщинах слоя защитного покрытия и для резьб на деталях из пластмасс
3.3. Числовые значения основных отклонений диаметров наружной и внутренней резьб должны соответствовать указанным в табл. 6.
|
Шаг Р, mm |
Основные отклонения, mm |
|||
|
с |
е |
h |
H |
|
|
es |
EI |
|||
|
d, d2, d3 |
D4, D2, D1 |
|||
|
2,540 |
-153 |
-78 |
0 |
0 |
|
3,175 |
-160 |
-85 |
0 |
0 |
|
4,233 |
-172 |
-97 |
0 |
0 |
|
6,350 |
-195 |
-120 |
0 |
0 |
3.4. Основное отклонение диаметра d3 должно соответствовать основному отклонению диаметра d2.
Положения полей допусков наружной резьбы
Положение поля допуска внутренней резьбы
4. ДЛИНЫ СВИНЧИВАНИЯ
Длины свинчивания подразделяются на нормальные N и длинные L согласно табл. 7.
mm
|
Шаг Р |
Длина свинчивания |
||
|
N |
L |
||
|
Св. 7 до 12 |
2,540 |
Св. 8 до 25 |
Св. 25 |
|
Св. 12 до 38 |
3,175 |
Св. 12 до 35 |
Св. 35 |
|
Св. 38 до 100 |
4,233 |
Св. 20 до 59 |
Св. 59 |
|
Св. 100 до 200 |
6,350 |
Св. 36 до 107 |
Св. 107 |
5. ОБОЗНАЧЕНИЯ ПОЛЕЙ ДОПУСКОВ И ПОСАДОК РЕЗЬБЫ
5.1. Обозначение поля допуска диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение, например:
7е, 7Н.
5.2. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов, например:
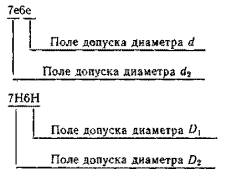
Если обозначение поля допуска диаметра, выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется, например:
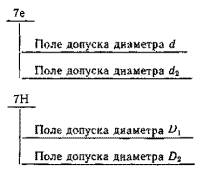
5.3. В обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы, например:
1) для правой резьбы - Rd16 - 7е6е
Rd16 - 7H6H;
2) для левой резьбы - Rd40LH - 7е6е
Rd40LH - 7H6H
5.4. Длины свинчивания N в обозначении резьбы не указываются. Длины свинчивания L при необходимости указываются в обозначении резьбы в миллиметрах, например:

5.5. Посадка обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы, например:
Rd16-7Н6Н/7е6е
Rd40LH-8H7H/8e7e-80.
6. ПОЛЯ ДОПУСКОВ
6.1. Устанавливаются поля допусков, указанные в табл. 8.
|
Поле допуска при длине свинчивания |
||||
|
N |
L |
N |
L |
|
|
Наружная резьба |
Внутренняя резьба |
|||
|
Точный |
6h4h |
- |
5Н3Н; 6Н5Н |
- |
|
Средний |
7е6е; 7h6h |
8е7е; 8h7h |
7Н6Н |
8Н7Н |
|
Грубый |
8е7е |
- |
8Н7Н |
- |
6.2. При длинах свинчивания менее N и длинах свинчивания L допускается применять поля допусков, установленные для длин свинчивания N.
6.3. В технически и экономически обоснованных случаях допускается применять поля допусков, не указанные в табл. 8. Эти поля допусков должны быть получены сочетанием допусков степеней точности из табл. 1 и основных отклонений из табл. 5.
6.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьб, указанных в табл. 8. Сочетания полей допусков, отнесенных в табл. 8 к одному классу точности, предпочтительны.
7. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
7.1. Предельные отклонения диаметров наружной резьбы, соответствующие полям допусков, установленным в табл. 8, приведены в табл. 9.
7.2. Предельные отклонения диаметров внутренней резьбы, соответствующие полям допусков, установленным в табл. 8, приведены в табл. 10.
|
Шаг Р, mm |
Поле допуска |
Предельные отклонения, mm |
||||||
|
es |
ei |
es |
ei |
es |
ei |
|||
|
d1 |
d2 |
d3 |
||||||
|
Св. 7 до 12 |
2,540 |
6h 4h |
0 |
-212 |
0 |
-160 |
0 |
-200 |
|
7е 6е |
-78 |
-413 |
-78 |
-278 |
-78 |
-328 |
||
|
7h 6h |
0 |
-335 |
0 |
-200 |
0 |
-250 |
||
|
8е 7е |
-78 |
-503 |
-78 |
-328 |
-78 |
-393 |
||
|
8h 7h |
0 |
-425 |
0 |
-250 |
0 |
-315 |
||
|
Св. 12 до 38 |
3,175 |
6h 4h |
0 |
-236 |
0 |
-190 |
0 |
-236 |
|
7e 6e |
-85 |
-460 |
-85 |
-321 |
-85 |
-385 |
||
|
7h 6h |
0 |
-375 |
0 |
-236 |
0 |
-300 |
||
|
8e 7e |
-85 |
-560 |
-85 |
-385 |
-85 |
-460 |
||
|
8h 7h |
0 |
-475 |
0 |
-300 |
0 |
-375 |
||
|
Св. 38 до 100 |
4,233 |
7e 6e |
-97 |
-572 |
-97 |
-397 |
-97 |
-472 |
|
7h 6h |
0 |
-475 |
0 |
-300 |
0 |
-375 |
||
|
8e 7e |
-97 |
-697 |
-97 |
-472 |
-97 |
-572 |
||
|
8h 7h |
0 |
-600 |
0 |
-375 |
0 |
-475 |
||
|
Св. 100 до 200 |
6,350 |
7e 6e |
-120 |
-750 |
-120 |
-520 |
-120 |
-620 |
|
7h 6h |
0 |
-630 |
0 |
-400 |
0 |
-500 |
||
|
8e 7e |
-120 |
-920 |
-120 |
-620 |
-120 |
-750 |
||
|
8h 7h |
0 |
-800 |
0 |
-500 |
0 |
-630 |
||
|
Шаг Р, mm |
Поле допуска |
Предельные отклонения, mm |
||||||
|
ES |
EI |
ES |
EI |
ES |
EI |
|||
|
D4 |
D2 |
D1 |
||||||
|
Св. 7 до 12 |
2,540 |
5Н3Н |
+212 |
0 |
+170 |
0 |
+224 |
0 |
|
6Н5Н |
+265 |
0 |
+212 |
0 |
+355 |
0 |
||
|
7Н6Н |
+335 |
0 |
+265 |
0 |
+450 |
0 |
||
|
8Н7Н |
+425 |
0 |
+335 |
0 |
+560 |
0 |
||
|
Св. 12 до 38 |
3,175 |
5Н3Н |
+250 |
0 |
+200 |
0 |
+265 |
0 |
|
6Н5Н |
+315 |
0 |
+250 |
0 |
+425 |
0 |
||
|
7Н6Н |
+400 |
0 |
+315 |
0 |
+530 |
0 |
||
|
8Н7Н |
+500 |
0 |
+400 |
0 |
+670 |
0 |
||
|
Св. 38 до 100 |
4,233 |
6Н5Н |
+400 |
0 |
+315 |
0 |
+500 |
0 |
|
7Н6Н |
+500 |
0 |
+400 |
0 |
+630 |
0 |
||
|
8Н7Н |
+630 |
0 |
+500 |
0 |
+800 |
0 |
||
|
Св. 100 до 200 |
6,350 |
6Н5Н |
+530 |
0 |
+425 |
0 |
+670 |
0 |
|
7Н6Н |
+670 |
0 |
+530 |
0 |
+850 |
0 |
||
|
8Н7Н |
+850 |
0 |
+670 |
0 |
+1060 |
0 |
||
ИНФОРМАЦИОННОЕ ПРИЛОЖЕНИЕ
РАСЧЕТНЫЕ ФОРМУЛЫ, ПРИНЯТЫЕ В СИСТЕМЕ ДОПУСКОВ КРУГЛОЙ РЕЗЬБЫ
1. Исходными для расчета допусков диаметров наружной и внутренней резьб являются допуски 6-й степени точности, которые рассчитаны по следующим формулам:
где d - среднее геометрическое крайних значений интервалов номинальных диаметров по табл. 3, mm;
Р - в mm;
T - в mm.
2. Допуски остальных степеней точности определены умножением допусков 6-й степени точности на коэффициенты, приведенные в табл. 11.
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
коэффициент |
0,5 |
0,63 |
0,8 |
1 |
1,25 |
1,6 |
2 |
3. Допуски диаметров d3 и D4 рассчитаны по следующим формулам:
4. Основные отклонения диаметров наружной и внутренней резьб рассчитаны по следующим формулам:
1) для наружной резьбы:
esc = -(125 + 11P); (7)
ese = -(50 + 11P); (8)
где es - в mm;
P - в mm.
2) для внутренней резьбы
5. Длины свинчивания группы N рассчитаны по следующим формулам:
где d - меньшее крайнее значение интервалов номинальных диаметров по табл. 7, mm;
Р - в mm;
lN - в mm.
6. Допуски, рассчитанные по формулам (1) - (6), округлены до ближайшего предпочтительного числа по ряду R40.
7. Основные отклонения, рассчитанные по формулам (7) и (8), округлены до целых микрометров, а длины свинчивания, рассчитанные по формулам (11) и (12), округлены до целых миллиметров.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. Автор - делегация ГДР в Постоянной Комиссии по сотрудничеству в области стандартизации.
2. Тема - 01.403.24-82.
3. Стандарт СЭВ утвержден на 53-м заседании ПКС.
4. Сроки начала применения стандарта СЭВ:
|
Сроки начала применения стандарта СЭВ |
||
|
в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству |
в народном хозяйстве |
|
|
НРБ |
Июль 1985 г. |
Июль 1985 г. |
|
ВНР |
Январь 1985 г. |
Январь 1985 г. |
|
СРВ |
|
|
|
ГДР |
Январь 1986 г. |
Январь 1986 г. |
|
Республика Куба |
|
- |
|
МНР |
|
|
|
ПНР |
Январь 1985 г. |
Январь 1985 г. |
|
СРР |
- |
- |
|
СССР |
Июль 1985 г. |
Июль 1985 г. |
|
ЧССР |
|
|
5. Срок первой проверки - 1990 г., периодичность проверки - 10 лет.
СОДЕРЖАНИЕ
|
5. Обозначения полей допусков и посадок резьбы.. 4 Информационное приложение. Расчетные формулы, принятые в системе допусков круглой резьбы.. 6 |