 | Информационная система | |
ГОСТ Р 52151-2003
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Молоты сваебойные дизельные трубчатые
НАГОЛОВНИКИ
Общие технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 267 «Строительно-дорожные машины и оборудование»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 9 декабря 2003 г. № 352-ст
3 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Молоты сваебойные дизельные трубчатые
НАГОЛОВНИКИ
Общие технические условия
Pile driving diesel hammers. Covers. General specifications
Дата введения 2005-01-01
1 Область применения
Настоящий стандарт распространяется на наголовники трубчатых дизельных молотов, предназначенные для координации воздействия ударной части молота на забиваемую сваю, трубу и т.п.
(Поправка, ИУС № 12 2004 г.).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 6465-76 Эмали ПФ-115. Технические условия
ГОСТ 25129-82 Грунтовка ГФ-021. Технические условия
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ Р 51041-97 Молоты сваебойные. Общие технические условия
3 Основные размеры
3.1 Размеры наголовников представлены на рисунке 1 и в таблице 1.
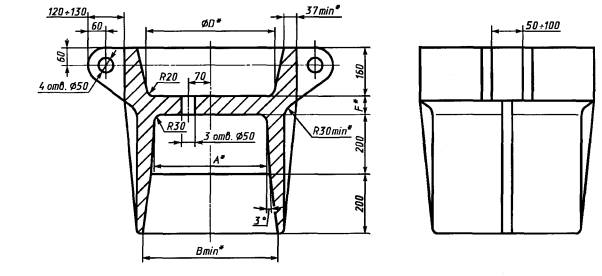
* Обязательные размеры.
Таблица 1 - Размеры наголовников
В миллиметрах
|
Размер сваи |
Размер наголовника |
||||||
|
Исполнение 1, квадрат |
Исполнение 2, диаметр |
D |
F, не менее |
||||
|
А |
В |
А |
В |
||||
|
МСДТ-1250 |
250´250 |
270 |
345 |
370 |
445 |
510 |
60 |
|
300´300 |
320 |
395 |
450 |
525 |
|||
|
МСДТ-1800 |
300´300 |
320 |
395 |
450 |
525 |
560 |
|
|
350´350 |
370 |
445 |
520 |
595 |
|||
|
МСДТ-2500 |
300´300 |
320 |
395 |
450 |
525 |
650 |
|
|
350´350 |
370 |
445 |
520 |
595 |
|||
|
400´400 |
420 |
495 |
600 |
675 |
|||
|
МСДТ-3500 |
350´350 |
370 |
445 |
520 |
595 |
700 |
75 |
|
400´400 |
420 |
495 |
600 |
675 |
|||
|
МСДТ-5000 |
350´350 |
370 |
445 |
520 |
595 |
700 |
|
|
400´400 |
420 |
495 |
600 |
675 |
|||
3.2 Схема условного обозначения (индексация) наголовников, проектируемых после введения в действие настоящего стандарта:

Пример условного обозначения наголовника для молота МСДТ-1250 под сваю 300´300, размером D = 510 мм, исполнения 1:
НС-300/510-1
4 Технические требования
4.1 Наголовники изготавливают в соответствии с требованиями настоящего стандарта по рабочим чертежам.
4.2 Материал для изготовления наголовников - отливки в части требований к ударной вязкости не хуже стали 25Л - по ГОСТ 977. Точность отливки 12-7-0-10 по ГОСТ 26645.
4.3 Формовочные уклоны - по ГОСТ 3212, неуказанные литейные радиусы - 3 ... 5 мм.
4.4 Технические требования к доработке отливок - по ГОСТ 977.
4.5 После доработки наголовники подвергают стабилизирующему отжигу.
4.6 Поверхности наголовника окрашивают эмалью по качеству не хуже ПФ-115 по ГОСТ 6465. Перед окраской поверхности наголовника загрунтовывают грунтом по качеству не хуже ГФ-021 по ГОСТ 25129.
4.7 На каждый наголовник наносят клеймо технического контроля и маркировку с обозначением наголовника по 3.2 и обозначением настоящего стандарта.
5 Правила приемки и методы испытаний
5.1 Приемка и методы испытаний наголовников - по ГОСТ 977.
5.2 Испытаниям подвергают каждый десятый наголовник из партии. При этом проверяют внешний вид и размеры, указанные на рисунке 1 и в таблице 1.
Ключевые слова: молот, свая, наголовник