 | Информационная система | |
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ
СССР
ГЛАВНОЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ ПО ЭКСПЛУАТАЦИИ ЭНЕРГОСИСТЕМ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ХИМИЧЕСКОЙ ОЧИСТКЕ
ПИТАТЕЛЬНОГО
И ПАРОВОДЯНОГО ТРАКТОВ
ЭНЕРГОБЛОКОВ
МОЩНОСТЬЮ 300 МВт
ОТ МЕДНЫХ ОТЛОЖЕНИЙ
ПЕРЕД ПЕРЕВОДОМ ИХ
НА НЕЙТРАЛЬНО-КИСЛОРОДНЫЙ
ВОДНЫЙ РЕЖИМ
МУ 34-70-071-84
РАЗРАБОТАНО заводом ''Котлоочистка" и ЭНИН имени Г.М.Кржижановского
ИСПОЛНИТЕЛИ Н.И.ШАДРИНА (завод "Котлоочистка"), М.Е.ШИЦМАН (ЭНИН)
УТВЕРЖДЕНО Главным техническим, управлением по эксплуатации энергосистем Минэнерго СССР 03.04.84 г.
Главный инженер В.В.НЕЧАЕВ
|
МЕТОДИЧЕСКИЕ
УКАЗАНИЯ ПО |
МУ 34-70-071-84 |
Срок действия установлен
с 01.02.85 г.
до 01.02.90 г.
Настоящие Методические указания составлены на основе лабораторных исследований и опыта завода "Котлоочистка" по отмывке железомедистых отложений и предназначены для персонала энергосистем, электростанций и наладочных организаций.
В Методических указаниях приведены рекомендации и способы удаления меди и ее соединений из питательного и пароводяного тракта энергоблоков 300 МВт, работающих на гидразинно-аммиачном водном режиме с ПНД с латунным трубным пучком, перед переводом энергоблоков на нейтрально-кислородный водный режим (НКВР).
1. ОБЩАЯ ЧАСТЬ
1.1. Согласно "Временным указаниям по организации нейтрально-кислородного водного режима на энергоблоках сверхкритического давления" (М.: СПО Союзтехэнерго, 1978) на действующих энергоблоках СКД первого поколения до их перевода на НКВР производится замена ПНД с латунными трубными пучками на ПНД со стальными трубными пучками и выполняется химическая очистка деаэраторов, питательного и пароводяного трактов от меди и ее соединений, накопившихся в предшествующей эксплуатации.
1.2. Опыт эксплуатации энергоблоков СКД первого поколения на НКВР показал, что реализация эффективных отмывок меди из пароводяного тракта и проточной части турбины оказалась сложной задачей. В ряде случаев принятые технологии отмывок не достигали цели. В результате на некоторых энергоблоках до сих пор наблюдается повышенный занос проточной части ЦВД медью.
1.3. Для расширения масштабов использования НКВР путем перевода на этот режим энергоблоков первого поколения (приблизительно 70 энергоблоков СКД единичной мощностью 300 МВт) разработана технология химической очистки питательного и пароводяного трактов от меди и ее соединений. Опыт применения такой технологии (Каширская ГРЭС) свидетельствует о возможности достижения высоких показателей отмывки меди, исключающих необходимость проведения промывок турбин между капитальными ремонтами.
2. ОСНОВНЫЕ ПОЛОЖЕНИЯ
2.1. Выбор моющего реагента, технологического режима и схемы очистки зависят от количества, состава и мест локализации продуктов коррозии по питательному и пароводяному тракту энергоблоков 300 МВт.
2.2. Фазовым анализом установлено, что медь в отложениях присутствует в виде меди Cu и тенорита CuO , значительно реже встречаются куприт Cu2O и феррит меди CuFeO2.
2.3. Металлическая медь хорошо растворяется в аммиачных растворах, содержащих окислители, тенорит - в растворах кислот с низким значением рН (соляной, серной, сульфаминовой и др.). С достаточно высокой скоростью Cu и CuO одновременно растворяются в аммиачных растворах оксикислот (лимонной, винной и др.), содержащих окислители.
2.4. Удаление железоокисных отложений, содержащих более 8-15 % меди, осложняется следующим:
а) в кислых средах протекает окислительно-восстановительная реакция Cu2++Fe→Cu0+Fe2+ сопровождающаяся повторным высаждением восстановленной меди на очищенной от отложений поверхности стали и усилением коррозионных процессов вследствие появления катодных участков при дальнейшей эксплуатации;
б) число моющих растворов, способных одновременно удалять соединения меди и железа с поверхности труб, ограничено.
2.5. Для удаления железоокисных отложений, содержащих медь в металлической форме и в виде CuO, можно использовать два принципиально различных способа:
2.5.1. Добавление в растворы кислот (в основном соляной и серной) веществ, образующих прочные комплексы с ионами Cu2+, например, тиомочевины, что предотвращает восстановление меди на поверхности стали в процессе очистки благодаря резкому снижению концентрации ионов Cu2+ в растворе и смещению окислительно-восстановительного потенциала. Самым эффективным раствором для удаления железоокисных отложений, содержащих повышенное (10-15 %) количество соединений меди, является 4-5 %-ный раствор ингибированной соляной кислоты с добавлением 0,3-0,4 % тиомочевины. Этому раствору надо отдать предпочтение, когда высока загрязненность труб (более 300-350 г/м2). Этот раствор не может быть применен, когда в промывочный контур включаются участки из аустенитных сталей и когда отложения состоят в основном из металлической формы меди.
2.5.2. Применение технологии, предусматривающей раздельное удаление соединений железа и тенорита растворами кислот и металлической меди аммиачными растворами, содержащими окислители.
2.6. Для удаления относительно небольшого слоя отложений, состоящих на 80-100 % из меди, можно ограничиваться только обработками аммиачными растворами с окислителями. Следует учитывать, что даже при небольшом слое восстановленной на поверхности меди (до 30-100 г/м2), характерном для поверхности деаэраторов, их насадок, питательных трубопроводов, пробоотборников, обеспечить эффективность очистки довольно сложно из-за относительно низкой скорости растворения меди в большинстве растворов.
2.7. Наибольшую скорость растворения металлической формы меди можно получить, производя обработку поверхности при температуре 30-50 °С следующими растворами:
а) 0,3-1,0 %-ными растворами перекиси водорода с аммиаком концентрации 0,3-0,5 % или при значении рН раствора, равном 10,5;
б) 0,5-1,0 %-ными растворами винной (лимонной)кислот с аммиаком при значении рН, равном 9,5-10,0, с добавлением в качестве окислителя О2 (воздуха) или 0,5 %-ного нитрита натрия, или 0,1-0,3 %-ной перекиси водорода.
С меньшим эффектом для этих же целей вместо лимонной и винной кислот можно использовать этилендиаминтетрауксусную кислоту (ЭДТК) с теми же окислителями.
3. ВЫБОР ТЕХНОЛОГИИ И СХЕМЫ ОЧИСТКИ
ЭНЕРГОБЛОКОВ МОЩНОСТЬЮ 300 МВт
ОТ ОТЛОЖЕНИЙ, СОДЕРЖАЩИХ МЕДЬ
3.1. Для определения количества и места нахождения соединений меди в питательном и пароводяном трактах энергоблоков мощностью 300 МВт необходимо ориентироваться на результаты осмотра деаэраторов, химических и физико-химических анализов отложений труб, вырезанных из пароводяного тракта котла, и данные химического контроля среды во время эксплуатации в различных точках отбора по тракту энергоблока.
3.2. Наиболее часто медь и ее соединения в отложениях обнаруживаются:
а) на трубопроводах питательного тракта, насадках деаэраторов, в охладителях пара в металлической форме (до 80-100 % общей массы отложений) в количестве от 30 до 100 г/м2;
б) на внутренней поверхности трубок ПВД в виде Cu и CuO (до 20-30 % общей массы) в составе железоокисных отложений, количество которых достигает от 100-150 до 300-500 г/м2;
в) в экономайзерных, испарительных и пароперегревательных трубах пароводяного тракта котла в виде CuO и Cu (от 2 до 10 % общей массы) при общем количестве отложений железоокисного характера в НРЧ от 150-180 до 250-350 г/м2, в секциях пароперегревателей из перлитной стали - 1000-1500 г/м2.
3.3. В зависимости от загрязненности питательного и пароводяного трактов энергоблоков 300 МВт и места размещения меди перед переводом энергоблоков на НКВР рекомендуются следующие основные варианты химической очистки:
3.3.1. Наиболее проста схема очистки, когда медь и ее соединения сосредоточены в основном в питательном тракте, на насадках деаэраторов, в ПВД, а в пароводяном тракте котла практически отсутствуют. Можно использовать штатное оборудование (рис. 1). Циркуляция промывочных растворов организуется по контуру: деаэраторы - бустерные питательные насосы (БПН) - байпас ПЭН и ПТН - ПВД - линия аварийного сброса с узла впрысков или временная линия, соединяющая участок после ПВД и линию основного конденсата перед деаэраторами - деаэраторы. Циркуляция осуществляется БПН.
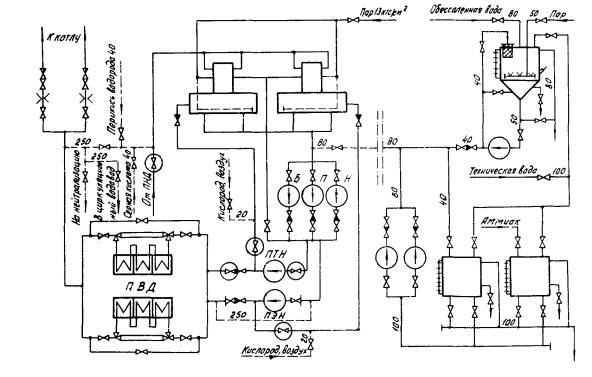
Рис. 1. Схема очистки питательного тракта (вариант I)
Технология очистки в этом случае включает в себя: стадию удаления металлической формы меди аммиачными растворами перекиси водорода или оксикислот в соответствии с п. 2.6. При наличии железо-окисных отложений в ПВД эта стадия сочетается с последующей обработкой поверхностей питательного тракта и ПВД раствором композиции трилона Б или аммонийной соли ЭДТК с серной или другой кислотой при значении рН 3,0-3,5 и повторной стадией удаления меди. Еcли из пароводяного тракта энергоблока при этом необходимо удалить железоокисные отложения в количестве до 100-150 г/м2, то параллельно можно провести микроочистку в соответствии с "Руководящими указаниями по локальным химическим очисткам отдельных участков пароводяного тракта энергоблоков 300 МВт по разомкнутой схеме" (М.: СЦНТИ ОГГРЭС, 1974).
3.3.2. Второй вариант применим в более типичном случае, когда наличие меди и ее соединений установлено в питательном тракте и на внутренней поверхности труб пароводяного тракта до встроенной задвижки (ВЗ) и загрязненность испарительных труб не превышает 200-250 г/м2. При этом схема должна предусматривать включение в контур очистки поверхностей нагрева котла до ВЗ и возможность отдельной очистки питательного тракта (рис. 2). Для циркуляции промывочных растворов в этом случае также используются БПН, очистка производится в такой последовательности: сначала очистка питательного тракта от меди аммиачными растворами оксикислот с окислителем или аммиачными растворами перекиси водорода, затем очистка от железоокисных отложений композицией трилона Б с кислотой (при значении рН 3,0-3,5) всего тракта до ВЗ и последующее удаление меди тем же раствором, что в первой стадии из всего тракта до ВЗ.
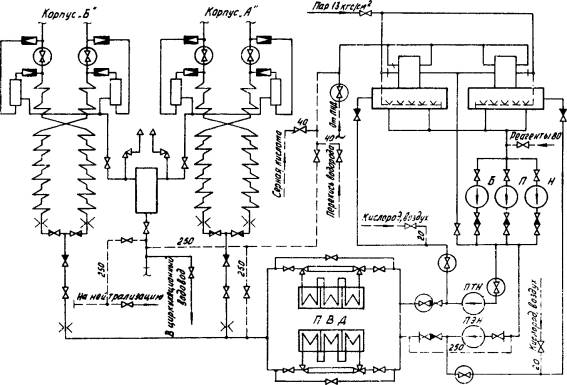
Рис. 2. Схема очистки питательного и пароводяного тракта до встроенной задвижки вариант II)
3.3.3. Третий вариант применяется в том случае, когда медь и ее соединения находятся в питательном и пароводяном тракте, а общая загрязненность труб превышает 300-350 г/м2. При этом необходимо производить эксплуатационную очистку с использованием насосов кислотной промывки (НКП) и предусматривать очистку не только испарительных, но и перегревательных поверхностей нагрева котла (рис. 3). Включение в контур очистки пароперегревателей свежего пара и пара промперегрева становится обязательным, если в окалине, образующейся в процессе эксплуатации энергоблока, обнаруживается медь или ее соединения.
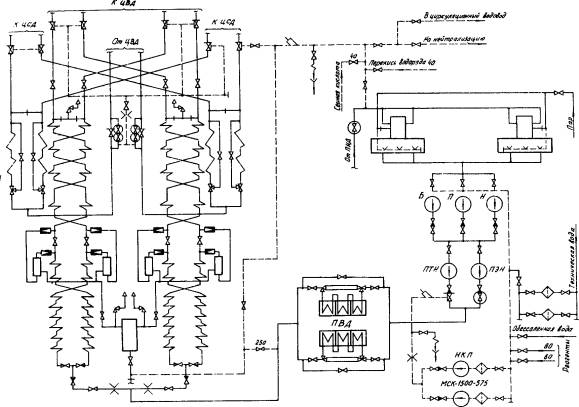
Рис. 3. Схема эксплуатационной очистки энергоблока 300 МВт с включением питательного тракта, испарительных и перегревательных поверхностей нагрева (вариант III)
Схема очистки в этом случае должна предусматривать возможность индивидуальной очистки питательного тракта, тракта до ВЗ и всего пароводяного тракта котла до главной паровой задвижки (ГПЗ). Технологический режим должен включать предварительную очистку питательного тракта от меди и удаление основной части железоокисных отложений композициями на основе комплексонов в две стадии с добавлением бифторида аммония и повышением концентрации составляющих в композиции (трилона Б, ЭДТК, кислот) до 10-15 г/л.
После кислотных обработок необходимо произвести повторную обработку всего тракта для удаления меди тем же раствором, каким отмывался питательный тракт.
4. ТЕХНОЛОГИЧЕСКИЙ РЕЖИМ И СХЕМА ОЧИСТКИ
ПИТАТЕЛЬНОГО ТРАКТА (ВАРИАНТ I)
4.1. Очистке подвергается питательный тракт энергоблока от деаэратора до узла питания (до регулирующих питательных клапанов - РПК). Для этого организуется контур циркуляции: деаэраторы – БПН - байпас ПЭН и ПТН - ПВД - временная линия, соединяющая питательный трубопровод после ПВД с линией подачи основного конденсата перед деаэраторами (см. рис. 1). При очистке в основном используется штатное оборудование; циркуляция растворов осуществляется с помощью БПН. Для возврата промывочного раствора в деаэраторы можно использовать штатную линию аварийного сброса с узла впрысков диаметром 100 мм. Это допустимо в том случае, когда основная часть металлической формы меди находится на насадках деаэраторов и расход промывочного раствора через ПВД может быть небольшим.
Приготовление концентрированных растворов и подача их в контур очистки производятся с реагентного узла в химическом цехе или с реагентных узлов, используемых для эксплуатационных очисток НРЧ. Для очистки необходимы два бака вместимостью не менее 20 м3, бак-мешалка на 3 - 5 м3 с насосом подачей 20 м3/ч и напором 0,53 МПа и насосы, дозирующие растворы в промывочный контур (например, насосы 3Х-6А-1 подачей 45 м3/ч и напором 0,54 МПа). Дозировку серной кислоты целесообразно осуществлять с БОУ во временную линию перед деаэраторами. Подогрев растворов производится паром в деаэраторе.
4.2. Отработанные промывочные растворы удаляются из контура по временному трубопроводу на узел нейтрализации, а обессоленная вода, используемая при водных отмывках, - в циркуляционный водовод.
4.3. К эксплуатационному оборудованию и трубопроводам дополнительно монтируются:
а) временный трубопровод диаметром 250 мм, соединяющий линию питательного тракта после ПВД с линией основного конденсата;
б) линия подачи реагентов на сторону всасывания БПН диаметром 80 мм;
в) линия диаметром 20 мм от коллектора для подключения баллонов с кислородом до линии рециркуляции питательных насосов;
г) линия диаметром 250 мм для сброса на узел нейтрализации и в циркуляционный водовод;
д) байпас ПЭН диаметром 250 мм.
4.4. Технологическая последовательность операций:
4.4.1. Проверка схемы, обкатка оборудования.
4.4.2. Организация циркуляции обессоленной воды по контуру с расходом 400 - 500 м3/ч и подогрев ее паром в деаэраторе до 40 - 60 °С.
4.4.3. Подача раствора оксикислоты или перекиси водорода в контур в количестве, необходимом для получения заданной концентрации (1 % для оксикислот, 0,5 % для перекиси водорода), и аммиака до значения рН 10 - 10,5.
4.4.4. Циркуляция аммиачного раствора в контуре с подачей окислителя (кислорода, воздуха) в течение 3 - 4 ч при температуре 40 - 60 °С до стабилизации концентрации меди в растворе. При использовании раствора перекиси водорода окислитель не подается.
4.4.5. Вытеснение промывочного раствора обессоленной водой в узел нейтрализации до получения нейтральной реакции раствора.
4.4.6. Организация циркуляции обессоленной воды по замкнутому контуру с расходом 400 - 500 м3/ч и нагрев ее в деаэраторах до 100 - 120 °C.
4.4.7. Введение в контур заранее приготовленной смеси ингибиторов из расчета получения в контуре концентрации ОП-7 (ОП-10) или КИ-1-0,1 %-ной, каптакса - 0,02 %-ной.
4.4.8. Перемешивание ингибиторов в контуре в течение 20 - 30 мин и введение раствора трилона Б (аммонийной соли ЭДТК) в количестве, необходимом для получения концентрации 7 - 10 г/л. При использовании композиции с органическими кислотами (лимонной и др.) одновременно в контур дозируется раствор кислоты в количестве, необходимом для получения соотношения по массе комплексона и кислоты (от 1 : 1 до 1 : 1,2 для обеспечения значения рН раствора 3 - 3,5). При использовании композиции трилона Б с серной кислотой последняя подается в контур после окончания дозировки комплексона. Серная кислота закачивается в контур очистки в количестве, необходимом для получения соотношения масс - на 1 т трилона Б 1,2 т серной кислоты в пересчете на 100 %-ную концентрацию. По мере увеличения значения рН раствора выше 4,5 в процессе очистки в контур дополнительно дозируется серная кислота для снижения значения рН раствора до 3 - 3,5.
4.4.9. Обработка композицией трилона Б с кислотами с расходом по контуру 400 - 500 м3/ч при температуре 100 - 120 °С в течение 4 - 6 ч до стабилизации концентрации железа в растворе.
4.4.10. Вытеснение промывочного раствора и водная отмывка обессоленной водой до ее осветления со сбросом на узел нейтрализации; через 15 - 20 мин после начала вытеснения в воду добавляется аммиак до значения рН 9,5 - 10,0.
4.4.11. Организация циркуляции воды с аммиаком по замкнутому контуру и ее нагрев в деаэраторах до 40 - 60 °С.
4.4.12. Повторные операции по пп. 4.4.3 - 4.4.5 для удаления остаточной меди.
4.5. В том случае, когда необходима консервация тракта, в обессоленную воду вводится аммиак до значения рН 9,5 - 10,0, а перед растопкой котла производится тщательная отмывка питательного тракта и тракта котла обессоленной водой от аммиака.
5. ТЕХНОЛОГИЧЕСКИЙ РЕЖИМ И СХЕМА ОЧИСТКИ
ПИТАТЕЛЬНОГО И ПАРОВОДЯНОГО ТРАКТА
ДО ВСТРОЕННОЙ ЗАДВИЖКИ (ВАРИАНТ II)
5.1. При очистке по второму варианту предусматривается возможность отдельной очистки питательного и пароводяного тракта энергоблока до ВЗ. Вариант предусматривает организации циркуляцию по контуру I (аналогично варианту I): деаэраторы - всасывающий трубопровод БПН - байпас ПЭН и ПТН - ПВД - линия основного конденсата - деаэраторы (см. рис. 2) и по контуру II: деаэраторы - БПН - байпас ПЭН и ПТН - ПВД - пароводяной тракт до ВЗ - расширитель - деаэраторы (см. рис. 2).
5.2. Циркуляция растворов осуществляется с помощью БПН. Для организации замкнутых контуров циркуляции монтируются те же временные трубопроводы, что и в варианте I (см. п. 4.3). Дополнительно монтируется трубопровод диаметром 250 мм от расширителя РУ-20 к линии основного конденсата перед деаэраторами.
5.3. Вытеснение растворов по окончании промывок производится по временным трубопроводам диаметром 250 мм на узел нейтрализации, а вытеснение обессоленной воды при водных отмывках - в циркуляционный водовод. Через пароперегреватель высокого давления организуется прокачка обессоленной воды с давлением 1,2 - 1,5 МПа.
5.4. Промывочные растворы приготавливаются на реагентном узле в химическом цехе. Для приготовления и дозировки промывочных растворов необходимо оборудование, указанное в п. 4.1 (см. рис. 1). Подогрев растворов производится паром в деаэраторах. Дозировку серной кислоты целесообразно осуществлять из узла регенерации БОУ во временную линию перед деаэраторами или в линию байпасирования БПН. Перекись водорода дозируется специальным насосом-дозатором из бака хранения перекиси водорода.
5.5. Технологическая последовательность операций принимается такой же, как при очистке питательного тракта (см. п. 4.4). При этом первая обработка для удаления меди из питательного тракта производится по контуру I (см. рис 1). Кислотная обработка и последующая отмывка от меди аммиачными растворами с окислителями производятся по контуру II до ВЗ (см. рис. 2).
5.6. При повышенной загрязненности пароводяного тракта продуктами коррозии (более 250 г/м2) промывки по варианту II целесообразно производить специальными насосами кислотной промывки типа МСК с двумя кислотными стадиями композицией трилона Б с серной кислотой. Концентрация трилона Б в каждой стадии должна быть 10 г/л.
6. ТЕХНОЛОГИЧЕСКИЙ РЕЖИМ И СХЕМА ОЧИСТКИ
ПИТАТЕЛЬНОГО И ПАРОВОДЯНОГО ТРАКТА
ДО ГЛАВНОЙ ПАРОВОЙ ЗАДВИЖКИ (ВАРИАНТ III)
6.1. При большой загрязненности испарительных поверхностей нагрева энергоблока 300 МВт (свыше 300 - 350 г/м2) и наличии меди в отложениях целесообразно перед переводом блока на нейтрально-кислородный водный режим провести эксплуатационную химическую очистку всего пароводяного тракта по одноконтурной схеме с использованием НКП.
6.2. Циркуляция растворов организуется по контуру: деаэраторы - всасывающий трубопровод БПН (обвод БПН) - НКП - временный трубопровод - ПВД по водяной стороне - пароводяной тракт котла - промежуточный пароперегреватель, включенный последовательно - временный трубопровод линии возврата в деаэратор - линия основного конденсата (см. рис. 3) - деаэраторы. Для проведения очистки энергоблока 300 МВт необходимо иметь два специальных кислотных насоса типа МСК 1500/575: один насос находится в работе, другой - в резерве. Подача обессоленной воды осуществляется во всасывающую магистраль НКП по специально монтируемому трубопроводу. Подогрев воды и промывочных растворов производится паром в деаэраторах.
6.3. Для отмывки от меди отдельно питательного тракта, как и в предыдущих вариантах, предусматривается монтаж временного трубопровода диаметром 250 мм перед узлом питания для возврата растворов в деаэраторы и сброса промывочного раствора в узел нейтрализации.
6.4. Для растворения и приготовления химических реагентов используется реагентный узел для химических очисток, представленный на рис. 4 и включающий 3 бака вместимостью по 50 м3 каждый, бак-мешалку вместимостью 10 м3, специальный узел дозировки и подачи в контур концентрированной серной кислоты (бак вместимостью 10 м3, два насоса-дозатора НД-2500/10К). При применении для удаления меди растворов перекиси водорода с аммиаком целесообразно также иметь узел для хранения и дозирования концентрированной перекиси водорода (рис. 5).
Для дозировки концентрированных растворов химических реагентов в контур устанавливаются два центробежных насоса подачей 50 - 90 м3/ч и напором 0,6 - 0,8 МПа (например, насосы типа 4X-6A-1). Для перемешивания и приготовления раствора реагентов в баке-мешалке устанавливается специальный насос (например, 2X-4A-1) подачей 20 м3/ч и напором 0,53 МПа.
Дозировка всех растворов предусматривается во всасывающую магистраль промывочных насосов, для чего монтируется два трубопровода диаметром 80 - 100 мм для обеспечения одновременной дозировки реагентов и два трубопровода диаметром 40 мм из нержавеющей стали для дозирования серной кислоты и перекиси водорода.

Рис. 4. Схема реагентного узла для
эксплуатационной очистки
энергоблока 300 МВт для варианта III:
1 - бак винной (лимонной) кислоты
вместимостью 50 м3;
2 - бак трилона Б вместимостью 50 м3;
3 - бак аммиака вместимостью 50 м3; 4 - бак-мешалка вместимостью 10
м3;
5 - бак серной кислоты вместимостью 10 м3;
6 - насосы химические подачей 90 м3/ч и напором 0,85 МПа;
7 - насос бака-мешалки подачей 20 м3/ч и напором 0,53 МПа;
8 - насос-дозатор НД-2500/10К подачей 2,5 м3/ч и напором 1 МПа
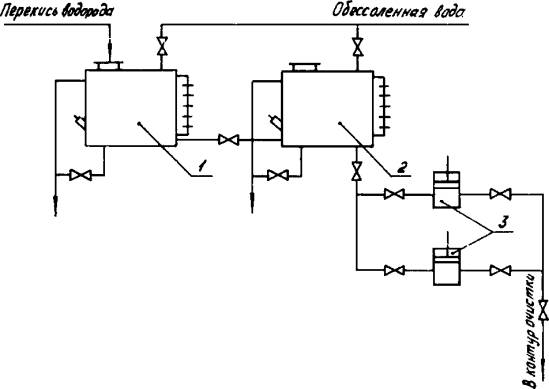
Рис. 5. Узел приготовления и дозировки
растворов перекиси водорода:
1 - бак концентрированной перекиси водорода
вместимостью 10 м3;
2 - бак для приготовления раствора перекиси водорода,
дозируемого в контур очистки вместимостью 15 м3;
3 -насосы-дозаторы НД-2500/10К подачей 2,5 м3/ч и напором 1 МПа
6.5. Сброс промывочных растворов должен производиться в узел нейтрализации, рассчитанный на 10 - 12 объемов контуров; сброс отмывочной обессоленной воды без аммиака можно осуществлять в циркуляционный водовод.
6.6. Технологическая последовательность операций:
6.6.1. Заполнение контура обессоленной водой, ее нагрев и опробование промывочной схемы.
6.6.2. Нагрев обессоленной воды до 40 - 50 °С при организации циркуляции воды по контуру: деаэраторы - всасывающий трубопровод ПЭН (обвод БПН) - временный трубопровод - напорный трубопровод ПЭН - линия основного конденсата - ПВД - временная линия - деаэраторы (см. рис. 3). Основной пароводяной тракт котла отключается арматурой на узле питания. Устанавливается расход воды по контуру 400 - 500 м3/ч.
6.6.3. В контур вводятся аммиачные растворы оксикислот (винной или лимонной) или раствор перекиси водорода; в первом случае организуется подача окислителя воздуха (кислорода) в деаэраторы. Отмывка питательного тракта от меди продолжается до стабилизации концентрации Cu2+ в растворе (ориентировочно - 2 - 3 ч).
6.6.4. Отмывка питательного тракта обессоленной водой на сброс в узел нейтрализации до получения нейтральной реакции среды. Расход воды на отмывку составляет 1000 - 1500 м3/ч.
6.6.5. Циркуляция обессоленной воды по контуру: деаэратор - всасывающий трубопровод ПЭН - обвод БПН - насосы НКП - временный трубопровод - напорный трубопровод ПЭН - ПВД - весь пароводяной тракт с последовательным включением ниток промежуточного пароперегревателя - временная линия возврата в деаэраторы (см. рис. 3). Устанавливается расход 1500 м3/ч и осуществляется подогрев воды в контуре до 100 - 120 °С.
6.6.6. В нагретую воду вводится смесь ингибиторов из расчета получения концентрации ОП-7 (ОП-10) 0,1 %, каптакса - 0,02 %.
В течение 20 - 30 мин производится перемешивание ингибиторов в контуре.
6.6.7. Введение концентрированного раствора трилона Б или аммонийной соли ЭДТК из расчета получения концентрации комплексона в контуре 10 - 12 г/л. По окончании ввода комплексона на сторону всасывания НКП дозируется серная кислота из узла регенерации БОУ в количестве, необходимом для получения значения рН раствора 2,8 - 3,5. Дозировка серной кислоты может периодически возобновляться во время кислотной обработки для поддержания значения рН раствора композиции в указанных выше пределах. После введения серной кислоты в контур добавляется бифторид аммония в количестве, необходимом для получения его концентрации 0,5 - 1,0 %.
6.6.8. Обработка композицией производится при температуре 100 - 120 °С и продолжается в течение 4 - 6 ч до стабилизации концентрации железа в промывочном растворе. Расход раствора при очистке должен составлять 1000 - 1500 м3/ч. При значительной загрязненности промежуточного пароперегревателя целесообразно организовать подачу новых порций растворов комплексонов непосредственно перед ним.
6.6.9. Вытеснение обессоленной водой промывочного раствора и отмывка до нейтральной реакции среды.
6.6.10. Повторение операций по пп. 6.6.5 - 6.6.9.
6.6.11. Отмывка обессоленной водой с добавками аммиака (до значения рН 9,5 - 10,0) до осветления.
6.6.12. Организация циркуляции раствора по общему контуру и нагрев обессоленной воды до температуры 40 - 50 °С.
6.6.13. Проведение обработки в соответствии с пп. 6.6.3 - 6.6.4 при циркуляции промывочных растворов по общему контуру с расходом 1500 м3/ч.
6.6.14. Вытеснение аммиачного раствора обессоленной водой в узел нейтрализации. При простое энергоблока более пяти суток производится пассивация известными способами.
7. РАСЧЕТ НЕОБХОДИМОГО КОЛИЧЕСТВА
РЕАГЕНТОВ ДЛЯ ОЧИСТКИ
7.1. Расход реагентов на очистку необходимо определять исходя из задаваемой концентрации раствора, объема промывочного контура с некоторым запасом на потери реагентов при приготовлении за счет промывок баков, утечек и т.д.
Расчет основных реагентов и ингибиторов: лимонной, винной, ЭДТК, бифторида аммония, ОП-7 (ОП-10), каптакса, катапина (КИ-1) необходимо проводить по формуле
![]()
где Q - количество реагентов, т;
α - коэффициент запаса, равный 1,2;
V - объем промывочного контура, м3;
С - заданная концентрация реагента в исходном объеме, %;
γ - удельная масса данного раствора, т/м3 (принимаемая для большинства разбавленных растворов равной 1 т/м3);
К - содержание данного реагента в исходном продукте, %.
7.2. Расход серной кислоты для получения композиции с рН, равным 3 - 3,5, рассчитывается исходя из соотношения компонентов в композиции: на 1 т трилона Б (двухзамещенной аммонийной соли ЭДТК) - 1,2 т серной кислоты в расчете на 100 %-ную концентрацию.
7.3. Расход аммиака (в пересчете на 25 %-ную концентрацию) определяется в зависимости от того, на какой стадии он используется, следующим образом:
а) при проведении водной отмывки обессоленной водой для подщелачивания ее до значения рН 10 - 10,5 исходят из практического соотношения 0,003 т аммиачной воды на 1 м3 воды;
б) для получения раствора моноцитрата аммония из лимонной кислоты на 1 т лимонной кислоты необходимо 0,35 т аммиака;
в) для получения двухзамещенной соли ЭДТК на 1 т ЭДТК требуется 0,465 т аммиака;
г) для нейтрализации кислот до значения рН 7,0 на 1 т лимонной кислоты, 1 т винной и 1 т ЭДТК соответственно расходуется 0,97 т, 0,91 и 0,93 т аммиака;
д) для получения значения рН воды, равного 10,0, достаточна 0,04 - 0,05 %-ная концентрация аммиака; для обеспечения эффективного удаления меди необходима избыточная концентрация аммиака 0,5 %.
7.4. В табл. 1 сведены результаты расчета расхода реагентов в соответствии с рассматриваемыми вариантами очисток на основе усредненных объемов контуров: для варианта I - 100 м3, варианта II -200 м3 и варианта III - 400 м3.
Количество реагентов, необходимых для проведения очисток
|
Реагент применяемый для очистки (концентрация) |
Количество реагента (кг) для очистки по варианту |
||
|
I |
II |
III |
|
|
Винная кислота (100 %) |
2000 |
3000 |
5000 |
|
Лимонная кислота (100 %) |
2000 |
3000 |
5000 |
|
3000 * |
5000 * |
9000 * |
|
|
Перекись водорода (35 %) |
2900 |
4300 |
7200 |
|
Водный технический аммиак (25 %) |
10000 |
12000 |
25000 |
|
5000 ** |
7200 ** |
11000 ** |
|
|
Трилон Б или ЭДТК (100 %) |
1000 |
2000 |
8000 |
|
Серная кислота в пересчете на 100 % |
1500 |
2650 |
10000 |
|
ОП-7 (ОП-10) или КИ-1 |
120 |
240 |
1000 |
|
Каптакс |
35 |
70 |
140 |
|
Бифторид аммония (100 %) |
- |
- |
4000 |
|
* Количество лимонной кислоты, используемое и для подкисления в композиции. |
|||
|
** Расход аммиака при применении перекиси водорода для удаления меди. |
|||
8. ПРИГОТОВЛЕНИЕ АММИАЧНЫХ РАСТВОРОВ ОКСИКИСЛОТ
(ЛИМОННОЙ, ВИННОЙ), ЭДТК И ПЕРЕКИСИ ВОДОРОДА
ДЛЯ СТАДИЙ УДАЛЕНИЯ МЕДИ
8.1. Аммиачные растворы лимонной и винной кислот приготавливаются в баках вместимостью не менее 20 м3. Баки могут быть изготовлены из углеродистой стали и должны оборудоваться уровнемерным стеклом, площадкой и лестницей, люком со специальной сеткой с ячейками 3 - 5 мм, линией рециркуляции. В связи с хорошей растворимостью и большой коррозионной активностью растворов оксикислот при повышенных температурах подогрев раствора в баках не производится. В баках целесообразно приготавливать 10 - 20 %-ные растворы реагентов и доводить значение рН раствора до 9,5 - 10. После закачивания концентрированных растворов кислот в промывочный контур производится дополнительная корректировка рН.
8.2. При приготовлении аммиачного раствора ЭДТК необходимо учитывать, что для достижения достаточной растворимости самой кислоты необходимо в бак предварительно ввести аммиак в количестве, необходимом для получения значения рН более 5 (получить двухзамещенную соль ЭДТК). Так же, как и для растворов лимонной и винной кислот, целесообразно уже в баке довести значение рН раствора до 9,5 - 10, а затем закачивать раствор в промывочный контур. Для повышения растворимости аммонийных солей ЭДТК раствор в баке необходимо нагреть до 50 - 70 °С.
8.3. Приготовление аммиачного раствора перекиси водорода должно производиться с учетом физических и химических свойств растворов перекиси водорода и условий техники безопасности при работе с этим реагентом (приложение 1). Поставляемый 35 - 45 %-ный раствор перекиси водорода целесообразно разводить водой до 10 - 15 %-ного в баках, изготовленных из нержавеющей стали или листового алюминия, и хранить ее до очистки, не допуская повышения температуры и попадания загрязнений.
8.3.1. Приготовление аммиачного раствора перекиси водорода необходимо осуществлять непосредственно в промывочном контуре, вводя в него раствор концентрированной (10 - 15 %-ной) перекиси водорода из расчета получения в контуре ее 0,5 %-ной концентрации и аммиак для получения его концентрации 0,3 - 0,5 %. Непосредственно перед дозировкой перекиси водорода в контур в баке необходимо проверить концентрацию перекиси водорода по методике, представленной в приложении 2. В процессе очистки контроль за концентрацией перекиси водорода не проводится, так как при контакте с оксидами железа и сталью перекись водорода практически полностью разлагается на кислород и воду. Не допускается смешивание концентрированных растворов перекиси водорода и аммиака, так как оно сопровождается интенсивной реакцией разложения перекиси водорода, протекающей со взрывом.
8.3.2. Для приготовления и дозирования в контур очистки раствора перекиси водорода должна быть смонтирована специальная установка, состоящая из двух баков для хранения перекиси водорода вместимостью 10 и 15 м3, изготовленных из нержавеющей стали или листового алюминия; насосов-дозаторов из нержавеющей стали НД-2500/10, обеспечивающих подачу необходимого количества реагента или промывочных растворов на сторону всасывания бустерных насосов (см. рис. 5). Баки хранения раствора перекиси водорода должны быть оборудованы водомерными стеклами, дренажами, переливами и люками для залива H2O2, а также для осмотра и очистки баков от загрязнений. Сварные швы в баках должны зачищаться шлифовальной машинкой. К обоим бакам подводится обессоленная вода. Все трубопроводы обвязки баков и арматура выполняются из нержавеющей стали.
9. КОНТРОЛЬ ЗА ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ОЧИСТКИ
9.1. Для осуществления контроля за технологическим процессом очистки необходимо использовать станционные контрольно-измерительные приборы и эксплуатационные точки отбора проб, которые должны быть проверены и подготовлены к работе перед началом очистки.
9.2. Контролируются в процессе очистки следующие основные показатели:
а) расход промывочных растворов и обессоленной воды;
б) давление в контуре по манометрам на напорных и всасывающих трубопроводах насосов, на трубопроводах перед сбросом в деаэраторы или котлован-нейтрализатор. Контроль за работой насосов осуществляется также по температурам подшипников;
в) уровень в деаэраторных баках, баках реагентов и запаса конденсата по указателям уровня и приборам, расположенным на блочном щите;
г) температура раствора по термометрам, установленным в контуре и показаниям регистрирующих приборов на щите.
9.3. Предусматривается следующий объем химического контроля за отдельными операциями:
а) на стадии удаления меди аммиачными растворами оксикислот с окислителями или растворами перекиси водорода определяются концентрация меди и значение рН раствора 1 раз в 1 ч;
б) на кислотных стадиях удаления железоокисных отложений концентрация железа и значение рН раствора определяются 1 раз в 0,5 ч, концентрация меди и взвешенные вещества - 1 раз в 2 ч и непосредственно перед вытеснением раствора;
в) на водных отмывках определяются осветленность и значение рН 1 раз в 15 - 20 мин.
Анализы выполняются в соответствии с "Инструкцией по аналитическому контролю при химической очистке теплоэнергетического оборудования" (М.: СПО Союзтехэнерго, 1981).
Концентрацию ионов меди в аммиачных растворах с окислителями целесообразно определять с помощью бумаги РИБ или трилонометрическим методом после разрушения комплексов меди; в аммиачных растворах перекиси водорода можно использовать для этих целей и йодометрический метод.
Приложение 1
ХАРАКТЕРИСТИКА ИСПОЛЬЗУЕМЫХ РЕАГЕНТОВ
И МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С НИМИ
При проведении химических очисток в соответствии с данными Методическими указаниями необходимо строго придерживаться "Правил техники безопасности при обслуживании оборудования химических цехов электростанций и сетей" (М.: Атомиздат, 1973), в которых подробно рассмотрены характеристики и меры безопасности при работе с аммиаком, соляной и серной кислотами, плавиковой кислотой и ее солями, нитритом натрия и трилоном Б, а также приводятся меры безопасности при работе с винной и лимонной кислотами, ЭДТК, перекисью водорода и ингибиторами (каптаксом, ОП-7, ОП-10 и катапином КИ-1), рекомендуемыми для очисток настоящими Методическими указаниями.
Винная кислота
Винная кислота представляет собой белый кристаллический порошок без запаха, хорошо растворима в воде (в 100 г при температуре 20 °С растворяется 139 г винной кислоты, при 60 °С - 218,5 г). Токсического действия на человеческий организм не оказывает. Концентрированные водные растворы винной кислоты действуют как кислоты и могут вызывать химический ожог, особенно при повышенной температуре, поэтому спецодежда и меры первой помощи такие же, как и при работе с кислотами.
Лимонная кислота
Лимонная кислота - бесцветные кристаллы или белый порошок без запаха. Токсического воздействия на человеческий организм не оказывает, легко растворяется в воде (растворимость при температуре 20 °С - 146 г лимонной кислоты на 100 г раствора). Концентрированные водные растворы требуют тех же мер предосторожности, что и растворы кислот.
Лимонная кислота поставляется в деревянных ящиках, бумажных, матерчатых и полиэтиленовых мешках, которые необходимо хранить в сухом закрытом помещении. Можно при очистках использовать маточный раствор лимонной кислоты, который транспортируется и хранится в емкостях из нержавеющей стали или гуммированных емкостях.
Этилендиаминтетрауксусная кислота
Этилендиаминтетрауксусная кислота и ее двухзамещенная натриевая соль (трилон Б) - порошкообразные вещества белого цвета без запаха. Трилон Б - хорошо растворимое в воде вещество, существенно в меньшей степени растворяется в воде ЭДТК. В табл. 2 представлена растворимость солей ЭДТК в натриевой форме в зависимости от температуры и степени замещения.
Растворимость ЭДТК и ее натриевых солей
|
Вещество |
Растворимость (г/л) при температуре, °С |
Значение рН |
||
|
20 |
40 |
80 |
||
|
ЭДТК |
2 |
2 |
5 |
1,0 |
|
Однозамещенная соль ЭДТК |
14 |
14 |
21 |
3,5 |
|
Двухзамещенная соль ЭДТК |
108 |
137 |
236 |
5,5 |
|
Трехзамещенная соль ЭДТК |
465 |
465 |
465 |
8,0 |
|
Четырехзамещенная соль ЭДТК |
600 |
590 |
610 |
10,5 |
Растворы трилона Б и ЭДТК устойчивы, не оказывают вредного физиологического действия на организм человека. Концентрированные растворы имеют значение рН от 5 до 8.
Этилендиаминтетрауксусная кислота и трилон Б поставляются и хранятся в бумажных мешках с полиэтиленовыми вкладышами, хранение их должно производиться в закрытом и сухом помещении. При загрузке реагентов необходимо применять респиратор, рукавицы и защитные очки.
Каптакс
Каптакс - горький желтый порошок с неприятным запахом с удельной массой 1,4 г/см3, практически не растворяется в воде, растворим в спирте, ацетоне, щелочах и концентрированном аммиаке. Растворение каптакса производится в ОП-7 (ОП-10) или катапине при разбавлении их водой в 2 - 3 раза. Каптакс относится к среднетоксичным веществам, длительное воздействие его (в виде мелкодисперсной пыли) вызывает головную боль, ухудшение сна и аппетита, одышку при ходьбе, ощущение горечи во рту, боли в подложечной области. Попадание на кожу может вызвать дерматиты.
При работе с каптаксом необходимы следующие индивидуальные средства защиты; респиратор, защитные очки, прорезиненный фартук, резиновые перчатки и силиконовый крем для защиты кожи. По окончании работы рекомендуется тщательно вымыть руки и тело, прополоскать рот, вытрясти спецодежду.
Каптакс поступает на электростанции в резиновых мешках с бумажными или полиэтиленовыми вкладышами, которые должны храниться в сухом, хорошо проветриваемом помещении.
Катапин КИ-1
Ингибитор катапин - сложное органическое соединение, обладающее поверхностно-активными свойствами. Он представляет собой прозрачную их слегка мутную жидкость от желтого до коричневого цвета с небольшим количеством осадка, плотностью 1,4 г/см3. Катапин хорошо растворяется в растворах органических и минеральных кислот и воде при нагревании.
Ингибитор малотоксичен, горюч, не взрывоопасен. При попадании на кожу и слизистую оболочку вызывает раздражение из-за присутствия кислоты в самом ингибиторе, поэтому его необходимо смыть 2 %-ным раствором бикарбоната натрия, а затем водой. Индивидуальные средства зашиты: защитные очки, резиновые перчатки, прорезиненный фартук.
Ингибитор КИ-1 поставляется в бочках вместимостью 100 и 200 л любым видом транспорта, хранить его необходимо в закрытом помещении в условиях, исключающих попадание влаги в продукт; срок хранения ингибитора 1 год.
Смачиватель ОП-7 или ОП-10
Смачиватели ОП-7 и ОП-10 представляют собой вязкие жидкости, затвердевающие на холоде, желтого или светло-коричневого цвета, хорошо растворимые в воде. Вещества, обладающие высокой поверхностной активностью, в растворах этих веществ образуется устойчивая пена. Смачиватели ОП-7 и ОП-10 относятся к биологически жестким веществам, что затрудняет их обезвреживание. Водные растворы смачивателей имеют значение рН от 6 до 8, однако оказывают слабое раздражающее действие на кожу и слизистые оболочки человека, вызывают дерматиты. При попадании в рот они вызывают резкое жжение. Индивидуальные средства защиты при работе с ОП-7 и ОП-10 должны включать защитные очки, резиновые перчатки и прорезиненный фартук. При попадании на кожу смачиватели смываются большим количеством воды.
Смачиватели поставляются на электростанции в стальных бочках вместимостью 100 - 200 л, которые могут храниться на открытом воздухе.
Перекись водорода (пергидроль) H2O2
Перекись водорода - бесцветная сиропообразная жидкость с удельной массой 1,45 г/см3, которая может проявлять как окислительные, так и восстановительные свойства, однако окислительные свойства выражены более сильно. Перекись водорода относится к сильным окислителям, легко окисляющим органические вещества; вещество очень непрочное, способное разлагаться со взрывом на воду и кислород с выделением большого количества тепла. Разложение ускоряется в присутствии примесей, при освещении и нагревании, поэтому водные растворы перекиси водорода должны храниться в темноте и прохладном месте. Катализаторами разложения H2O2 являются металлы Fе, Cu, Cr, Mn и их оксиды, органические соединения, пыль и т.д.
При концентрации H2O2 45 % и выше существует возможность образования детонирующих смесей. Бумага, опилки и другие горючие вещества возгораются при попадании на них концентрированных растворов перекиси водорода. Скорость разложения перекиси водорода увеличивается в кислотах и щелочах. С некоторыми основаниями, в том числе с концентрированным аммиаком, H2O2 реагирует со взрывом.
Водные растворы перекиси водорода - слабые кислоты (при концентрации 40 % значение рН составляет 3,5, при 10 % - 5,5).
Физические и химические свойства растворов перекиси водорода предопределяют меры безопасности при работе с нею и конструкционные материалы, применяемые для хранения и дозировки реагента при очистках.
Емкости для хранения и перевозки перекиси водорода изготавливаются из алюминия, а для небольших количеств - из стекла и полиэтилена. Для перевозки применяются алюминиевые бочки и цистерны, которые транспортируются железнодорожным или автомобильным транспортом. Алюминий становится непригодным для хранения щелочных растворов Н2О2 даже при сильном их разбавлении. Нержавеющие стали, устойчивые к коррозионному воздействию растворов H2O2 в широком интервале значений рН, могут использоваться для хранения пергидроля с концентрацией 30 - 35 %. Важно, чтобы поверхность нержавеющей стали была тщательно очищена.
Все емкости для хранения H2O2 должны иметь воздушники для выделения О2. Крупные емкости для хранения перекиси водорода обычно снабжаются указателями температуры и приспособлениями для быстрого выливания или разбавления содержимого на случай аномально быстрого разложения. Для перекачивания разбавленных растворов перекиси водорода следует использовать насосы из нержавеющей стали. Переливание концентрированных растворов перекиси водорода должно осуществляться так, чтобы в них не попадали посторонние загрязнения и сама перекись водорода не попадала на одежду рабочих, занимающихся загрузкой реагента. Предельная концентрация перекиси водорода в воздухе - 1,4 мг/м3, в воде при сливе в водоемы - 40 мг/л. Для обезвреживания перекиси водорода можно организовать ее взаимодействие с известью (до значения рН, равного 11) и добавить MnCl2 в количестве, необходимом для получения концентрации менее 4 мг/л.
Перекись водорода не является ядовитой, но концентрированные растворы (27 % и выше) являются первичными раздражителями кожи и дыхательных путей человека, при соприкосновении растворов перекиси водорода с кожей наблюдается ее побеление, сопровождаемое зудом и жжением, пары перекиси водорода вызывают слезотечение и раздражение слизистых оболочек носа и горла. При попадании перекиси водорода в глаза необходимо быстро промыть их чистой водой и немедленно обратиться к врачу. При работе с концентрированной перекисью водорода рекомендуется носить спецодежду, защитные очки, спецобувь и перчатки из полихлорвинила, полиэтилена и принимать меры предосторожности, чтобы перекись водорода не попадала на какую-либо часть тела.
Приложение 2
ОПРЕДЕЛЕНИЕ КОНЦЕНТРАЦИИ ПЕРЕКИСИ ВОДОРОДА
МЕТОДОМ ПЕРМАНГАНАТОМЕТРИИ
Перманганатный метод является наиболее точным и надежным способом определения концентрации перекиси водорода. Он применим как для разбавленных, так и для концентрированных растворов перекиси водорода. Предельная чувствительность этого метода 0,1 мг/л. Однако определению концентрации перекиси водорода этим методом мешают органические и неорганические восстановители, способные реагировать с перманганатом.
Определение основано на реакции
![]()
Перекись водорода в этой реакции играет роль восстановителя.
Реактивы: перманганат калия, ч.д.а. - 0,1 н. раствор; серная кислота, х.ч. концентрированная, 94 %-ная.
Выполнение определения
В колбу вместимостью 100 мл отбирается 1 - 5 мл пробы (при анализе концентрированного раствора перекиси водорода - 1 мл, а при анализе промывочных растворов - 5 мл). В пробу добавляется 50 мл дистиллированной воды и 5 мл концентрированной серной кислоты и титруется 0,1 н. раствором перманганата калия при постоянном перемешивании до появления светло-розовой окраски, устойчивой в течение 1 мин.
Концентрация перекиси водорода (г/л) рассчитывается по формуле
![]()
где a - объем раствора перманганата, пошедшего на титрование, мл;
N - нормальность раствора перманганата калия;
17,01 - грамм-эквивалент Н2О2;
V - объем пробы, мл.
ОГЛАВЛЕНИЕ