 | Информационная система | |
ГОСТ Р 51190-98
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБОПРОВОДЫ ТОРМОЗНОГО
ПНЕВМАТИЧЕСКОГО ПРИВОДА
АВТОТРАНСПОРТНЫХ СРЕДСТВ
С ПРИМЕНЕНИЕМ
ПОЛИАМИДНЫХ ТРУБ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническими комитетами по стандартизации ТК 56 «Дорожный транспорт» и ТК 241 «Пленка, трубы, фитинги, листы и другие изделия из пластмасс»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 20 июля 1998 г. № 297
3 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
|
9. Транспортирование и хранение. 12 10. Указания по эксплуатации. 12 Приложение а. Наконечники соединительной арматуры для испытаний трубопроводов. 13 |
ГОСТ Р 51190-98
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ТРУБОПРОВОДЫ ТОРМОЗНОГО ПНЕВМАТИЧЕСКОГО ПРИВОДА Общие технические требования Tubings for
air brake systems of road vehicles with the use of polyamide tubes |
Дата введения 1999-01-01
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на трубопроводы пневматических тормозных приводов автотранспортных средств (далее - АТС), изготовленные с применением пластмассовых труб на основе пластифицированного (Пл) или модифицированного (Мд) полиамидов (ПА) 11 или 12*.
* Цифры 11 и 12 означают тип полимера и указывают количество атомов углерода в основной цепи макромолекулы вещества.
Стандарт устанавливает общие технические требования к эксплуатационным свойствам трубопроводов, а также методы их испытаний.
Обязательные требования к качеству продукции, обеспечивающие безопасность для здоровья, жизни и имущества людей, изложены в разделах 5 и 6.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты.
ГОСТ 12.3.030-83 ССБТ. Переработка пластических масс. Требования безопасности.
ГОСТ 4364-81 Приводы пневматические тормозных систем автотранспортных средств Общие технические требования.
ГОСТ 6507-90 Микрометры. Технические условия.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
3. ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующие термины с соответствующими определениями:
Труба - гибкий элемент пневматического тормозного привода АТС, представляющий собой одностенную цилиндрическую оболочку из полиамида, предназначенный для передачи энергии сжатого воздуха от источника энергии к исполнительным органам, не имеющий приспособления для присоединения к другим элементам пневмопривода.
Соединительная арматура - приспособление для соединения труб с другими элементами пневмопривода.
Трубопровод - гибкий элемент пневматического тормозного привода АТС, представляющий собой трубу из полиамида, предназначенную для передачи энергии сжатого воздуха от источника энергии к исполнительным органам, имеющий соединительную арматуру для присоединения к другим элементам пневмопривода.
4. ОСНОВНЫЕ ПАРАМЕТРЫ
4.1. Типоразмеры и основные геометрические параметры труб должны соответствовать приведенным на рисунке 1 и в таблице 1.
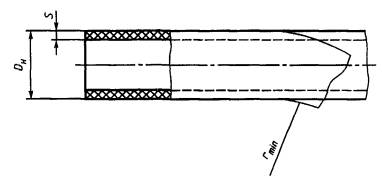
Рисунок 1 - Геометрические параметры труб
Таблица 1
В миллиметрах
|
Средний наружный диаметр* Dн |
Толщина стенки s |
Минимальный радиус гибки rmin |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
6´1 |
6 |
±0,10 |
1,0 |
±0,10 |
30 |
|
8´1 |
8 |
40 |
|||
|
8´1,5 |
1,5 |
40 |
|||
|
10´1 |
10 |
1,0 |
60 |
||
|
10´1,5 |
1,5 |
60 |
|||
|
12´1,5 |
12 |
±0,15 |
±0,15 |
60 |
|
|
14´1,5 |
14 |
70 |
|||
|
15´1,5 |
15 |
90 |
|||
|
* Средний наружный диаметр рассчитывают как среднее арифметическое двух взаимно перпендикулярных измерений наружного диаметра трубы. |
|||||
4.2. Трубопроводы должны быть рассчитаны на эксплуатацию в диапазоне температур от минус 50 до плюс 100 °С.
Примечание - Максимальное рабочее давление для автотранспортных средств отечественного производства устанавливают 0,8 МПа (8,0 кгс/см2) по ГОСТ 4364.
Для автотранспортных средств зарубежного производства, находящихся в эксплуатации, допускается максимальное рабочее давление 1,0 МПа (10,0 кгс/см2) и 1,25 МПа (12,5 кгс/см2) по соответствующим нормативным документам.
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1. Климатическое исполнение трубопроводов - У, ХЛ, Т по ГОСТ 15150.
5.2. Окрашивание материала труб обязательно. Цвет труб должен быть согласован с потребителем.
5.4. Физико-механические свойства трубопроводов должны соответствовать следующим показателям.
5.4.1. Трубопровод должен быть герметичным при испытательном давлении, равном 150 % максимального рабочего давления в пневмосистеме, для которой он предназначен (см. 4.3).
5.4.3. Труба должна сохранять гибкость при температуре минус 50 °С. При этом не допускаются складки, трещины, заломы. После проведения испытаний при указанной температуре труба должна выдерживать разрушающее давление, равное 80 % минимального разрушающего давления по 5.4.2.
5.4.4. Труба должна сохранять прочность при температуре минус 50 °С. При этом не допускаются трещины. После проведения испытаний при указанной температуре труба должна выдерживать разрушающее давление, равное 80 % минимального разрушающего давления по 5.4.2.
5.4.6. Трубопровод должен быть стойким к осевым нагрузкам.
5.4.7. Трубопровод должен иметь низкую деформацию под воздействием испытательного давления.
5.4.8. Труба должна сохранять прочность при воздействии удара после теплового старения.
5.4.9. Труба должна иметь низкую гигроскопичность.
5.4.10. Труба должна сохранять гибкость при высоких температурах.
5.4.11. Трубопровод должен быть стойким к воздействию солей.
5.4.12. Труба должна быть стойкой к воздействию спиртов.
5.4.13. Трубопровод должен быть стойким к воздействию аккумуляторной кислоты.
5.4.14. Труба должна быть стойкой к воздействию масел.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. Трубы в условиях транспортирования, хранения и эксплуатации не должны быть токсичными и взрывоопасными. В качестве средств пожаротушения следует применять воду, пенные и углекислотные огнетушители.
6.2. При производстве труб следует соблюдать требования безопасности по ГОСТ 12.3.030.
7. ПРАВИЛА ПРИЕМКИ
7.1. Правила приемки трубопроводов - по технической документации предприятия-изготовителя.
7.2. Испытания по параметрам, изложенным в 5.4.6 - 5.4.14, проводят только при постановке на производство новых материалов на основе ПА 11 и 12 или по согласованию между потребителем и изготовителем серийной продукции.
8. МЕТОДЫ ИСПЫТАНИЙ
8.1. Внешний вид труб на соответствие требованиям 5.3 контролируют визуально.
8.2. Средний наружный диаметр труб по 4.1 (рисунок 1, таблица 1) контролируют на 10 образцах длиной (100 ± 10) мм с применением микрометра с ценой деления 0,01 мм по ГОСТ 6507. На расстоянии 30 - 35 мм от концов образца проводят по два измерения в двух взаимно перпендикулярных направлениях. Ни одно измерение не должно выходить за пределы норм, установленных в таблице 2.
8.3. Толщину стенок труб по 4.1 (рисунок 1, таблица 1) контролируют на 10 образцах длиной (100 ± 10) мм с применением индикаторного стенкомера типа С-2 по нормативным документам. На каждом конце образца проводят по два измерения в двух взаимно перпендикулярных направлениях. Ни одно измерение не должно выходить за пределы норм, установленных в таблице 1.
8.4. Герметичность трубопроводов (5.4.1) испытывают на установке, схема которой приведена на рисунке 2. Испытаниям подвергают пять образцов трубопроводов длиной (300 ± 20) мм, которые монтируют в аппарате, конструкция которого должна соответствовать приведенной на рисунке 3. К нагнетательному патрубку аппарата подают масло, которым заполняют испытательную камеру под небольшим избыточным давлением, достаточным для прокачки системы с целью исключить нахождение пузырьков воздуха в камере. К свободному штуцеру испытываемого трубопровода подают инертный газ или сжатый воздух. Давление в трубопроводе должно повышаться от 0 до испытательного давления постепенно в течение не менее 30 с. Условия проведения испытаний должны быть следующими.
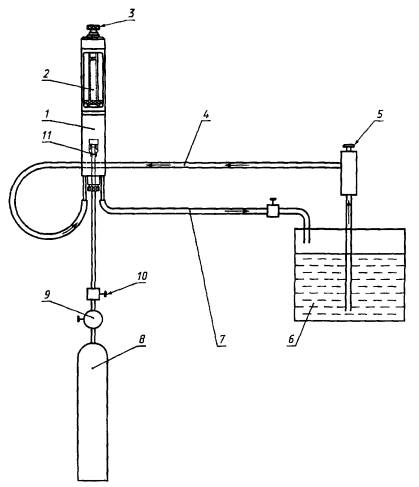
1 - испытательная камера, 2 - прозрачная трубка, 3 - клапан прокачки, 4 - нагнетательный трубопровод, 5 - ручной насос, 6 - масляный бак, 7 - сливной трубопровод, 8 - баллон со сжатым воздухом или инертным газом, 9 - редуктор, 10 - кран пневматический, 11 - испытываемый трубопровод
Рисунок 2 - Схема установки для проведения испытаний трубопровода на герметичность
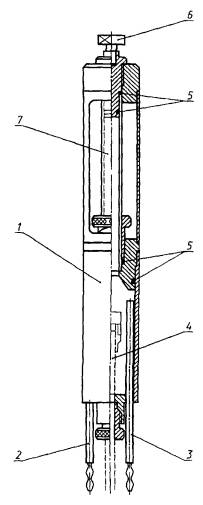
1 - испытательная камера, 2 - нагнетательный патрубок, 3 - сливной патрубок, 4 - испытываемый трубопровод; 5 - уплотнения, 6 - клапан прокачки, 7 - прозрачная трубка
Рисунок 3 - Аппарат для проведения испытаний трубопровода на герметичность
Сначала трубопровод выдерживают при температуре (100 ± 2) °С в течение 1 ч. При этой температуре в трубопровод подают давление, равное 150 % максимального рабочего давления в пневмосистеме, для которой он предназначен, и поддерживают его в течение 1 мин. После этого давление понижают до атмосферного и охлаждают трубопровод естественным путем до температуры (23 ± 2) °С.
Затем выдерживают трубопровод при температуре минус (50 ± 2) °С в течение 4 ч, после чего подают в него инертный газ или сжатый воздух под давлением, равным 150 % максимального рабочего давления в пневмосистеме, для которой он предназначен, и поддерживают его в течение 1 мин. Затем давление сбрасывают до атмосферного и поднимают температуру трубопровода естественным путем до (23 ± 2) °С, после чего вновь подают в него инертный газ или сжатый воздух под тем же давлением и поддерживают его в течение 1 мин. После этого давление снижают до атмосферного.
Негерметичность испытываемого трубопровода фиксируют по появлению пузырьков воздуха в прозрачной трубке аппарата для проверки герметичности (см. рисунок 3). Ни в одном из приведенных выше испытаний в прозрачной трубке аппарата не должно быть пузырьков воздуха.
8.4.1. Допускается испытание трубопровода на герметичность по 5.4.1 проводить на гидравлическом стенде, схема которого приведена на рисунке 4, обеспечивающем рабочее давление не менее 2,0 МПа (20 кгс/см2) и скорость повышения давления 0,05 - 0,2 МПа/с (0,5 - 2,0 кгс · см-2/с). Давление измеряют манометром со шкалой 0 - 2,5 МПа (0 - 25 кгс/см2) и класса точности не ниже 1,5.
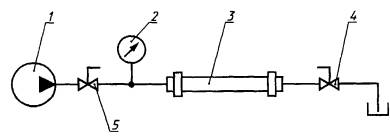
1 - источник давления; 2 - манометр; 3 - испытываемый трубопровод; 4 - клапан прокачки; 5 - запорный клапан
Рисунок 4 - Схема гидравлической установки для испытаний прочности трубопровода
Перед проведением испытаний подсоединяют один конец трубопровода к источнику давления и заполняют трубопровод испытательной жидкостью до полного удаления воздуха через клапан прокачки. Затем повышают давление испытательной жидкости в образце до значения, равного 150 % максимального рабочего давления в пневмосистеме, для которой данный трубопровод предназначен, и поддерживают его в течение 1 мин.
8.5. Минимальное разрушающее давление (5.4.2) контролируют на 5 образцах трубопроводов длиной (300 ± 20) мм при температуре (23 ± 2) °С на гидравлическом стенде (см. рисунок 4), обеспечивающем рабочее давление не менее 10 МПа (100 кгс/см2) и скорость повышения давления 0,05 - 0,2 МПа/с (0,5 - 2,0 кгс · см-2/с).
Давление контролируют манометром со шкалой 0 - 16 МПа (0 - 160 кгс/см2) и класса точности не ниже 1,5. Допускается использование стендов и манометров с другими режимами нагружения и пределами измерения, обеспечивающими проведение контроля при заданных параметрах.
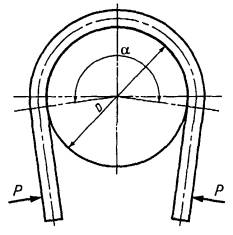
a = 180° ± 20°
Р - направление приложения усилия;
D = 2 · rmin (rmin - см. рисунок 1)
Рисунок 5 - Схема испытаний гибкости трубы
Перед проведением испытаний один конец трубопровода подсоединяют к источнику давления, заполняют испытательной жидкостью до полного удаления воздуха через клапан прокачки. Затем плавно и бесступенчато повышают давление, фиксируя по манометру его значение в момент разрушения образца. Под разрушением образца подразумевается нарушение его целостности, сопровождающееся резким снижением показания давления на контрольном манометре при продолжающейся подаче испытательной жидкости. Время от начала нагружения образца до его разрушения должно составлять 30 - 120 с. При проведении испытаний не допускается повторное нагружение образцов, если при первом нагружении давление в образце превысило 2,0 МПа (20 кгс/см2).
8.6. Гибкость при низких температурах (5.4.3) контролируют на 5 образцах труб длиной (300 ± 20) мм следующим образом. Образцы и оправки помещают в морозильную камеру при температуре минус (50 ± 2) °С и выдерживают там не мене 4 ч. Затем образец и оправку извлекают из морозильной камеры и в течение 4 - 8 с изгибают образец вокруг оправки на 180° ± 20°, как указано на рисунке 5. На образцах не должны наблюдаться складки, трещины, заломы.
После изгиба образец выдерживают не менее 30 мин при температуре (23 ± 2) °С и подвергают испытанию на разрушающее давление по 8.5.
8.7. Прочность труб при низких температурах (5.4.4) контролируют следующим образом. Пять образцов длиной (150 ± 20) мм выдерживают в морозильной камере при температуре минус (50 ± 2) °С не менее 4 ч. После выдерживания образцов в морозильной камере немедленно проводят испытания на удар на установке, приведенной на рисунке 6. Середину образца трубы испытывают на удар свободно падающим грузом со сферическим основанием радиусом 16 мм, массой (450 ± 10) г с высоты (300 ± 5) мм. При отсутствии после удара трещин образцы выдерживают не менее 30 мин при температуре (23 ± 2) °С и подвергают испытаниям на разрушающее давление по 8.5.

Рисунок 6 - Универсальная установка для испытаний на удар
8.8. Испытания трубопроводов на усталостную прочность при пульсирующем давлении (5.4.5) проводят на установке, принципиальная схема которой приведена на рисунке 7. Испытаниям подвергают три образца трубопроводов. Длина трубы между присоединительной арматурой должна составлять (300 ± 20) мм в свободном состоянии. Образцы не должны иметь признаков повреждения. Давление в испытываемом трубопроводе должно изменяться от 0 до 133 % максимального рабочего давления в приводе при температуре окружающей среды (100 ± 2) °С. Длительность испытаний должна составлять 1 ´ 106 циклов. Режим нагружения образцов показан на рисунке 8. После окончания испытаний по 5.4.5 образцы должны быть подвергнуты испытаниям на минимальное разрушающее давление по 8.5.

1 - источник давления; 2 - запорный клапан; 3 - манометр
Рисунок 7 - Принципиальная схема установки для испытаний трубопроводов при циклическом изменении давления
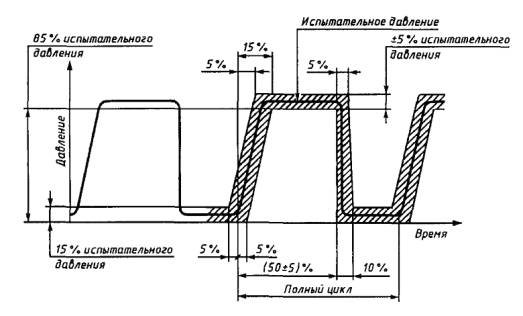
Рисунок 8 - Циклограмма изменения давления в испытываемом трубопроводе
8.9. Испытания на сопротивление осевым нагрузкам (5.4.6) проводят на трех образцах трубопроводов длиной (200 ± 20) мм. Один конец трубопровода закрепляют неподвижно на станине, а к другому вдоль оси трубопровода прикладывают растягивающее усилие, постепенно, в течение 30 с, нарастающее от нуля до максимального значения, зависящего от диаметра трубы Dн, как указано в таблице 2.
Таблица 2
|
Значение |
||||||
|
Средний наружный диаметр трубы Dн, мм |
6 |
8 |
10 |
12 |
14 |
15 |
|
Максимальное растягивающее усилие, Н |
300 |
450 |
900 |
1000 |
1150 |
1200 |
После снятия усилия на поверхности трубы не должно быть следов разрушения, текучести материала, изменения его цвета. Смещение соединительной арматуры вдоль оси трубы не допускается.
8.10. Испытания на деформацию под давлением (5.4.7) проводят на установке, приведенной на рисунке 4. Испытания проводят на трех образцах трубопроводов длиной (300 ± 20) мм. Один конец трубопровода закрепляют неподвижно на станине, другой оставляют свободным. К штуцеру закрепленного конца подводят трубопровод, соединенный с источником давления. Измеряют длину трубопровода и его наружный диаметр. Образцы в течение 1 ч выдерживают при температуре (100 ± 2) °С, после чего не позднее чем через 5 мин нагружают давлением, равным 125 % максимального рабочего давления в пневмосистеме, для которой предназначен трубопровод. Повышение давления проводят постепенно в течение 1 мин. Затем охлаждают трубопровод до (23 ± 2) °С. Спустя 1 ч проводят повторное измерение длины трубопровода и наружного диаметра. Изменение длины не должно превышать плюс 3 %, а увеличение внешнего диаметра 10 % первоначального значения.
8.11. Прочность после теплового старения (5.4.8) проверяют на трех образцах труб длиной (150 ± 20) мм. Образцы выдерживают при температуре (150 ± 2) °С в течение 72 ч, затем в течение 4 ч температуру снижают до (23 ± 2) °С, после чего проводят испытания на удар по 8.7. При отсутствии после удара трещин образцы подвергают испытаниям на разрушающее давление по 8.5.
8.12. Гигроскопичность (5.4.9) проверяют на трех образцах длиной (40 ± 5) мм, которые выдерживают сначала в течение 24 ч в потоке циркулирующего воздуха при температуре (100 ± 2) °С, затем, измерив массу каждого образца, помещают их на 100 ч в камеру, где поддерживается влажность воздуха 100 % при температуре (23 ± 2) °С. После извлечения образцов, не более чем через 5 мин их повторно взвешивают. Увеличение массы не должно превышать 2 % первоначального значения.
8.13. Гибкость при высоких температурах (5.4.10) контролируют на трех образцах труб длиной (300 ± 20) мм следующим образом. Образцы помещают в термошкаф с циркулирующим воздухом при температуре (100 ± 5) °С и выдерживают в нем в течение (70 ± 1) ч. Затем образцы выдерживают при температуре (23 ± 2) °С не менее 4 ч. После этого образцы изгибают вокруг оправки на (180 ± 20)° (см. рисунок 5). На образцах не должны наблюдаться складки, трещины, заломы.
После изгиба образцы выдерживают не менее 30 мин при температуре (23 ± 2) °С и подвергают испытанию на разрушающее давление по 8.5.
8.14. Стойкость к воздействию солей (5.4.1) проверяют на шести образцах трубопроводов длиной (350 ± 50) мм. Трубопроводы располагают неподвижно на станине так, как это показано на схеме, приведенной на рисунке 9. Образцы выдерживают в течение 200 ч в камере, в которой поддерживают температуру 60 °С при влажности не ниже 90 %. Каждые 24 ч трубопроводы на 30 с погружают в ванну с 50 %-ным раствором смеси солей, состоящей из 30 % хлористой меди, 20 % хлористого натрия, 20 % хлористого калия и 30 % хлористого цинка, при температуре 60 °С, затем возвращают в камеру. По истечении указанного времени образцы подвергают испытанию на разрушающее давление по 8.5.
Допускается заменять раствор смеси солей на 50 %-ный раствор хлористого цинка.
8.15. Стойкость к воздействию спиртов (5.4.12) проверяют на трех образцах труб длиной (300 ± 20) мм, которые фиксируют на оправках (см. рисунок 5), после чего в течение 200 ч выдерживают в 95 %-ном растворе этилового спирта при температуре (23 ± 2) °С. По истечении указанного времени образцы вынимают из раствора и выпрямляют. Поверхность труб не должна иметь следов повреждений.
8.16. Стойкость к аккумуляторной кислоте (5.4.13) проверяют на трех образцах труб длиной (300 ± 20) мм, которые фиксируют на оправках (см. рисунок 5), предварительно измерив массу образцов, их длину и наружный диаметр. После этого образцы погружают на 70 ч в ванну с раствором серной кислоты плотностью 1,275 г/см3 при температуре (23 ± 2) °С. По истечении указанного времени образцы извлекают из ванны, тщательно промывают от раствора, высушивают, затем повторно измеряют их массу, длину и внешний диаметр.
Размеры образцов не должны измениться более чем на плюс 2 %, а масса не должна увеличиться более чем на 2 %. После этого образцы подвергают испытаниям по 8.9, причем испытательное усилие должно составлять 80 % усилия, указанного в таблице 2.
8.17. Стойкость к воздействию масел (5.4.14) проверяют на трех образцах труб длиной 40 мм.
Сначала измеряют исходный объем образцов, например, методом вытеснения воды. Температура воды должна быть (23 ± 2) °С. После измерения образцы должны быть тщательно высушены и помещены в контейнер с маслом, имеющим следующие физические характеристики:
- анилиновая точка - (69,5 ± 1) °С;
- кинематическая вязкость - (32 ± 2) ´ 10-6 м2/с при 37,8 °С;
- температура воспламенения - 165 °С.
Затем контейнер помещают в термошкаф с температурой (70 ± 2) °С на 70 ч. По окончании указанного периода образцы извлекают из термошкафа и контейнера, охлаждают до температуры (23 ± 2) °С естественным путем, тщательно промывают до полного удаления масла с поверхности, тщательно высушивают, после чего проводят повторное измерение объема образцов. Увеличение объема не должно превышать 5 %.
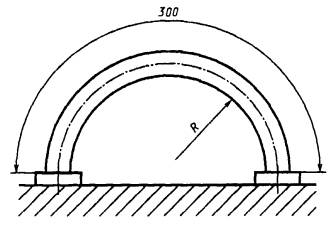
R = 5Dн (где Dн - по таблице 2)
Рисунок 9 - Схема испытаний стойкости трубопроводов к воздействию солей
8.18. Если при испытаниях по 8.4 и 8.5 на образце будут обнаружены дефекты (разрывы, просачивание жидкости, вздутия) на расстоянии менее 1,5Dн от соединительной арматуры, проводят испытания новых образцов, а результаты испытанных дефектных образцов не учитывают.
8.19. Во всех испытаниях, где требуется применение соединительной арматуры, должна быть использована единая соединительная арматура, представленная в приложении А.
9. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по технической документации предприятия-изготовителя.
10. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
10.1. При монтаже труб рекомендуется:
10.1.1. Трубопроводы устанавливать так, чтобы прямой участок у каждой соединительной арматуры составлял не менее 25 мм.
10.1.2. Применять угловые соединительные части и переходники во избежание изломов труб.
10.1.3. Соблюдать условия установки труб, указанные изготовителем соединительных частей.
10.2. Для обеспечения безопасной эксплуатации труб необходимо:
10.2.1. Соблюдать нормы давления, температуры и радиуса изгиба, установленные настоящим стандартом.
10.2.2. Не допускать соприкосновения труб с острыми краями и движущимися деталями, вызывающими разрушение стенки трубы.
10.2.3. Не допускать воздействия на трубу крутящих моментов, циклических нагрузок растяжения-сжатия вдоль оси трубы.
10.2.4. Не допускать соприкосновения труб с деталями, температура которых может превышать 80 °С.
10.2.5. Не допускать провисания труб.
10.2.6. Не допускать эксплуатации трубопроводов с местными потертостями, изломами, вмятинами.
11. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие качества труб требованиям настоящего стандарта при соблюдении потребителем правил транспортирования, хранения, монтажа и эксплуатации.
ПРИЛОЖЕНИЕ А
(обязательное)
НАКОНЕЧНИКИ СОЕДИНИТЕЛЬНОЙ АРМАТУРЫ ДЛЯ ИСПЫТАНИЙ ТРУБОПРОВОДОВ
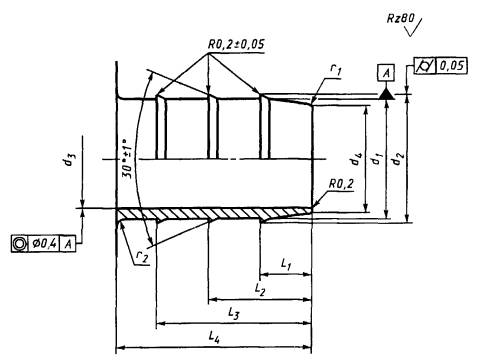
Рисунок А.1 - Конструкция наконечника соединительной арматуры для испытаний трубопроводов из ПА 11 и 12
Таблица А.1
В миллиметрах
|
Типоразмер |
d1 |
d2 |
d3 |
d4 |
L1 |
L2 |
L3 |
L4 |
r1 |
r1 |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
6´1 |
4,6 |
0 -0,1 |
5,2 |
0 -0,1 |
2,9 |
+0,2 -0,03 |
3,8 |
0 -0,1 |
5 |
8,5 |
12 |
16 |
0,3 |
1,0 |
|
8´1,5 |
||||||||||||||
|
8´1 |
6,9 |
0 -0,13 |
7,5 |
0 -0,13 |
4,9 |
+0,2 -0,05 |
5,8 |
0 -0,13 |
7 |
12 |
17 |
22 |
||
|
10´1,5 |
8,2 |
9,1 |
5,8 |
6,8 |
1,2 |
|||||||||
|
10´1 |
9,2 |
10,1 |
6,8 |
7,8 |
||||||||||
|
12´1,5 |
10,3 |
11,3 |
7,8 |
8,8 |
||||||||||
|
14´1,5 |
12,6 |
0 -0,18 |
13,9 |
9,5 |
10,9 |
8 |
14 |
20 |
32 |
0,5 |
||||
|
15´1,5 |
13,6 |
14,9 |
10,5 |
Н.9 |
||||||||||
Ключевые слова: автотранспортные средства, тормозные системы, пневматические приводы, полиамидные трубы, трубопроводы, испытания, прочность, гибкость, пластичность, термостойкость