 | Информационная система | |
ГОСТ Р 50065-92
(ИСО 7087-84)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕРРОСПЛАВЫ
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ОЦЕНКИ ВАРИАЦИИ
КАЧЕСТВА И МЕТОДЫ КОНТРОЛЯ ТОЧНОСТИ
ОТБОРА ПРОБ
ГОССТАНДАРТ РОССИИ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ФЕРРОСПЛАВЫ Экспериментальные методы оценки вариации качества Ferroalloys. Experimental methods for the
evaluation |
ГОСТ P (ИСО 7087-84) |
Дата введения 01.07.93
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает экспериментальные методы оценки вариации качества ферросплавов для определения параметров произвольного и двустадийного методов отбора проб, соответствующих государственным стандартам, а также устанавливает методы контроля точности произвольного и двустадийного методов отбора проб.
Дополнительные требования, отражающие потребности народного хозяйства, набраны курсивом.
2. ОБЩИЕ ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ЭКСПЕРИМЕНТА
2.1. Вариация качества
Вариация качества - это мера неоднородности ферросплава, которая выражается средним квадратическим отклонением, обозначенным s. Для произвольного пробоотбора - это среднее квадратическое отклонение между точечными пробами (si), для двустадийного пробоотбора - это средние квадратические отклонения между упаковочными единицами (sм.у) и внутри упаковочных единиц (sв.у).
Примечания:
1. Произвольный пробоотбор применим к партиям легко- или труднодробимых ферросплавов, поставляемых навалом.
2. Двустадийный пробоотбор применим к партиям, поставляемым в упаковочных единицах.
Показатель качества для определения вариации качества указывается в стандартах на методы опробования ферросплавов ГОСТ 17260, ГОСТ 20515, ГОСТ 23916, ГОСТ 24991, ГОСТ 25207, ГОСТ 26201, ГОСТ 26999, ГОСТ 28782.
По взаимной договоренности заинтересованных сторон массовая доля любого другого элемента может быть взята в качестве показателя качества.
2.3. Оценка вариации качества ферросплавов
Вариация качества каждого вида ферросплава определяется по договоренности между заинтересованными сторонами.
Величина вариации качества партии ферросплава зависит от метода составления партии.
При поплавочном методе величина вариации качества имеет тенденцию к уменьшению и зависит от степени дробления и тщательности перемешивания материала. Если эксперимент проводят на партиях, составленных этим методом, то величина вариации качества может быть недооценена.
При помарочном методе разница между плавками, составляющими партию, должна соответствовать стандартам на технические условия поставки ферросплавов ГОСТ 1415, ГОСТ 4755, ГОСТ 4756, ГОСТ 4757, ГОСТ 4759, ГОСТ 4761, ГОСТ 4762, ГОСТ 5905, ГОСТ 6008, ГОСТ 11861, ГОСТ 14848, ГОСТ 16773, ГОСТ 17293, ГОСТ 27130. По взаимному согласованию заинтересованных сторон может быть определена вариация качества партии, имеющей: другую разницу между плавками.
Для того, чтобы получить наиболее надежную оценку вариации качества, эксперименты по определению вариации качества желательно проводить на партиях, составленных помарочным методом.
Примечание. Допускается проведение экспериментов на плавках. Полученная величина вариации качества характеризует только внутриплавочную неоднородность (si). В этом случае для оценки вариации качества (si) партии, составленной помарочным методом, используют соотношение:
![]()
где sм.п - среднее квадратическое отклонение, характеризующее неоднородность распределения контролируемых элементов между плавками, входящими в партию.
Величина sм.п оценивается по статистическим данным результатов формирования партии на заводе-изготовителе.
2.5. Методы опробования и химического анализа
Отбор, подготовка проб и химический анализ в процессе эксперимента проводятся в соответствии с действующими стандартами или другими методами в случае разработки новых методик пробоотбора.
2.6. Количество экспериментов
Эксперимент проводят на одной партии. При произвольном пробоотборе эксперимент проводят на всей партии или на части партии. При двустадийном пробоотборе эксперимент проводят на m упаковочных единицах, отобранных от М упаковочных единиц данной партии.
Эксперимент повторяют не менее 10 раз.
2.7. Порядок проведения химических определений
Последовательность проведения химических определений экспериментальных лабораторных проб произвольна.
3. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ
3.1. Виды эксперимента
3.1.1. Вид I - для ферросплавов, опробуемых произвольным методом; применим к ферросплавам, поставляемым навалом.
3.1.2. Вид II - для ферросплавов, опробуемых двустадийным методом; применим к ферросплавам, находящимся в упаковочных единицах.
3.2. Вид I
3.2.1. Метод для легкодробимых ферросплавов (черт. 1).
Схема, применяемая к легкодробимым ферросплавам (вид 1)

Черт. 1
Метод применим к ферросплавам, точечные пробы от которых берут при помощи пробоотборного устройства, например совка для взятия точечных проб.
Количество точечных проб, отбираемых от партии ферросплава, должно быть 10 или более. Из каждой точечной пробы готовят дубликатные лабораторные пробы. На каждой из лабораторных проб в произвольном порядке проводят по одному определению показателя качества.
Данные эксперимента записывают по форме, приведенной в табл. 1 в качестве примера.
Схема, применяемая для труднодробимых ферросплавов (вид I)

Черт. 2
3.2.2. Метод для труднодробимых ферросплавов (черт. 2).
Метод применим к ферросплавам, точечные пробы от которых готовят в виде стружки при помощи сверлильного устройства от каждого из отобранных кусков. Количество кусков, отбираемых от партии, поставляемой навалом, должно быть 10 или более. Точечную пробу готовят в виде стружки от каждого из отобранных кусков. Из каждой точечной пробы готовят дубликатные лабораторные пробы. На каждой из лабораторных проб в произвольном порядке проводят по одному определению показателя качества.
Данные эксперимента записывают по форме, приведенной в табл. 1 в качестве примера.
Примечание. Другой вид эксперимента для ферросплавов, поставляемых навалом, приведен в приложении 2.
3.3. Вид II
Метод применим к партиям ферросплавов, легко- или труднодробимым, поставляемым в упаковочных единицах (черт. 3).
На первой стадии двустадийного пробоотбора отбирают m упаковочных единиц.
Примечание. Для удобства обработки данных рекомендуется, чтобы число m было четным.
На второй стадии двустадийного пробоотбора от каждой из отобранных упаковочных единиц берут по четыре точечные пробы в виде частиц или стружки.
Таблица 1
Данные, полученные при проведении эксперимента (вид I)
(пример для k = 10)
|
Данные о партии: Вид и наименование ферросплава: Метод формирования партии: Обозначение и масса партии: Другие данные: |
Наименование фирмы и заводов: Данные об эксперименте: Дата проведения эксперимента: Масса и количество точечных проб или кусков: Показатели качества (например % Mn в ферромарганце): |
Таблица 1
|
Количество точечных проб |
Дубликатные измерения xij (например, % Mn) |
Средняя
арифметическая |
Диапазоны Ri |
|
|
j = 1 |
j = 2 |
|||
|
1 |
х11 |
х12 |
x1. = (x11 + x12)/2 |
|
|
2 |
х21 |
х22 |
x2. = (x21 + x22)/2 |
|
|
3 |
х31 |
х32 |
x3. = (x31 + x32)/2 |
|
|
4 |
х41 |
х42 |
x4. = (x41 + x42)/2 |
|
|
5 |
х51 |
х52 |
x5. = (x51 + x52)/2 |
|
|
6 |
х61 |
х62 |
x6. = (x61 + x62)/2 |
|
|
7 |
х71 |
х72 |
x7. = (x71 + x72)/2 |
|
|
8 |
х81 |
х82 |
x8. = (x81 + x82)/2 |
|
|
9 |
х91 |
х92 |
x9. = (x91 + x92)/2 |
|
|
10 |
х101 |
х102 |
x10. = (x101 + x102)/2 |
|
k
= 10 V = S/(10 - 1) ![]()
![]()
![]()
Две различные двойные подпробы, обозначаемые А, В и С, D, каждая из которых состоит из четырех точечных проб, получают следующим образом: А и В содержат по одной точечной пробе, взятой от каждой из четырех отобранных упаковочных единиц; С содержит две точечные пробы, взятые из двух четных отобранных упаковочных единиц; D содержит две точечные пробы, взятые из двух отобранных нечетных упаковочных единиц.
Схема, применяемая к ферросплавам, поставляемым в упаковочных единицах (вид II)
(пример для случая m = 4)
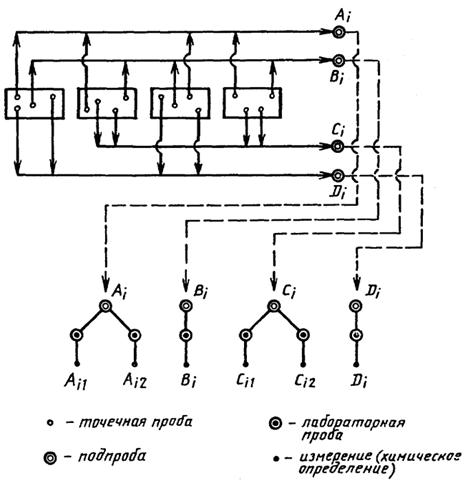
Черт. 3
Лабораторные пробы готовят из этих подпроб следующим образом: из подпроб А и С - по две лабораторные пробы; из подпроб В и D - по одной лабораторной пробе.
На каждой из лабораторных проб в произвольном порядке проводят по одному определению показателя качества.
Данные эксперимента записывают по форме, приведенной в табл. 2 в качестве примера.
4. МЕТОДЫ АНАЛИЗА ЭКСПЕРИМЕНТАЛЬНЫХ ДАННЫХ
4.1. Выбор метода
Если эксперимент проводится в соответствии с п. 3.2, относящемуся к ферросплавам, поставляемым навалом, легко- или труднодробимым (пп. 3.2.1 и 3.2.2 соответственно), то используют метод анализа данных, применяемый при произвольном пробоотборе (п. 4.2). Если эксперимент проводится согласно п. 3.3, относящемуся к ферросплавам, поставляемым в упаковочных единицах, то используют метод анализа данных, применяемый при двустадийном пробоотборе (п. 4.3).
Примечание. В процессе анализа данных, если вычисленная величина дисперсии оказывается отрицательной, она считается равной нулю (s2 = 0) при условии, что в процессе эксперимента не наблюдалось каких-либо отклонений.
Таблица 2
Данные, полученные при проведении эксперимента (вид II) (пример для р = 10)
|
Данные о партии: Вид и наименование ферросплава: Метод формирования поставки: Другие данные: |
Наименование фирмы и заводов: Данные об эксперименте: Дата проведения эксперимента: Масса и количество точечных проб или кусков Показатели качества (например, % марганца в ферромарганце) |
|
Измерение пар AB |
Измерение пар C |
|||||
|
Aij |
RAi |
Bi |
RABi |
Cij |
RCi |
|
|
1 |
A11, A12 |
|
B1 |
|
C11, C12 |
|
|
2 |
A21, A22 |
|
B2 |
|
C21, C22 |
|
|
3 |
A31, A32 |
|
B3 |
|
C31, C32 |
|
|
4 |
A41, A42 |
|
B4 |
|
C41, C42 |
|
|
5 |
A51, A52 |
|
B5 |
|
C51, C52 |
|
|
6 |
A61, A62 |
|
B6 |
|
C61, C62 |
|
|
7 |
A71, A72 |
|
B7 |
|
C71, C72 |
|
|
8 |
A81, A82 |
|
B8 |
|
C81, C82 |
|
|
9 |
A91, A92 |
|
B9 |
|
C91, C92 |
|
|
10 |
A101, A102 |
|
B10 |
|
C101, C102 |
|
Продолжение табл. 2
|
Номер эксперимента |
Среднее арифметическое |
||
|
Di |
RCDi |
|
|
|
1 |
D1 |
|
|
|
2 |
D2 |
|
|
|
3 |
D3 |
|
|
|
4 |
D4 |
|
|
|
5 |
D5 |
|
|
|
6 |
D6 |
|
|
|
7 |
D7 |
|
|
|
8 |
D8 |
|
|
|
9 |
D9 |
|
|
|
10 |
D10 |
|
|
![]()

4.2. Метод анализа данных для произвольного пробоотбора
Порядок оценки вариации качества между точечными пробами
4.2.1. Определяют размах парных измерений
![]() (1)
(1)
где xi1 и xi2 - измерения каждой из дубликатных лабораторных проб i-й точечной пробы.
4.2.2. Определяют средний размах
![]() (2)
(2)
где k - количество размахов в эксперименте.
4.2.3. Определяют оцениваемую величину объединенной дисперсии подготовки и метода анализа:
 (3)
(3)
где d2 - коэффициент для получения среднего квадратического отклонения по размаху, равный 1,128 для парных измерений.
4.2.4. Определяют оцениваемую величину несмещенной дисперсии:
![]() (4)
(4)
 (5)
(5)
где S - сумма квадратов, выраженная рабочей формулой;
![]() - средняя арифметическая
величина парных измерений i-й точечной пробы.
- средняя арифметическая
величина парных измерений i-й точечной пробы.
4.2.5. Определяют оцениваемую величину вариации качества между точечными пробами для одного эксперимента, используя результаты, полученные по формулам (3) - (5):
![]() (6)
(6)
4.3. Метод анализа для двустадийного пробоотбора
Процедура оценки вариации качества между упаковочными единицами и вариации качества внутри упаковочных единиц следующая.
4.3.1. Определяют размахи измерений дубликатных лабораторных проб, полученных из подпроб Ai и Сi:
![]() (7)
(7)
![]() (8)
(8)
4.3.2. Определяют среднее арифметическое значение двух различных размахов
![]() (9)
(9)
где р - количество экспериментов.
4.3.3. Определяют оцениваемую величину объединенной дисперсии подготовки и метода анализа
 (10)
(10)
* Другие способы расчета приведены в приложении 1.
4.3.4. Определяют размахи различных двойных подпроб:
![]() (11)
(11)
![]() (12)
(12)
где RABi, RCDi - размахи соответствующих парных измерений двойных подпроб А, В, С, D i-го эксперимента;
Ai, Bt, Ci, Di - соответствующие измерения лабораторной пробы двух двойных подпроб i-го эксперимента.
4.3.5. Определяют оцениваемые величины вариации качества между упаковочными единицами и вариации качества внутри упаковочных единиц
 (13)
(13)
 (14)
(14)
где
![]() ,
,
![]() - соответствующие
средние k размахов
- соответствующие
средние k размахов ![]() и
и ![]() ;
;
m - количество упаковочных единиц, выбранных на первой стадии двустадийного пробоотбора.
5. ВЫРАЖЕНИЕ РЕЗУЛЬТАТОВ ЭКСПЕРИМЕНТА
5.1. Произвольный пробоотбор
Среднее арифметическое значение 10 и более определяемых значений среднего квадратического отклонения между точечными пробами рассчитывают по формуле
 (15)
(15)
где
![]() -
величина, полученная по формуле (6) для i-го
эксперимента;
-
величина, полученная по формуле (6) для i-го
эксперимента;
h
- количество значении ![]() .
.
5.2. Двустадийный пробоотбор
Соответствующие определяемые значения среднего квадратического отклонения между упаковочными единицами и среднего квадратического отклонения внутри упаковочных единиц должны быть положительными квадратными корнями величин, полученных по соответствующим формулам (13) и (14).
6. ОЦЕНКА ТОЧНОСТИ ОТБОРА ПРОБ
6.1. Метод для произвольного пробоотбора
6.1.1. Теоретическое обоснование:
а) формула, используемая для определения количества точечных проб (п), взятых от партии при произвольном пробоотборе, основана на статистической теории произвольного пробоотбора с параметром si;
б) если берется п точечных проб для составления объединенной пробы, то 2s точность отбора проб выражается формулой
 (16)
(16)
6.1.2. Оценка погрешности отбора проб
Определяют оцениваемую величину bот (обозначаемую bот) по формуле
 (16¢)
(16¢)
где
![]() -
величина, полученная по формуле (15);
-
величина, полученная по формуле (15);
п - количество точечных проб, взятых от партии, bот которой оценивается.
6.2. Метод для двустадийного пробоотбора
6.2.1. Теоретическое обоснование:
а) практика выбора упаковочных единиц и отбора точечных проб от выбранных упаковочных единиц основана на статистической теории многостадийной выборки;
б) если на первой стадии от партии, состоящей из М
упаковочных единиц, выбирают т упаковочных единиц, а на второй стадии ![]() точечных проб
берется от каждой из выбранных упаковочных единиц, то 2s точность отбора проб определяют по формуле
точечных проб
берется от каждой из выбранных упаковочных единиц, то 2s точность отбора проб определяют по формуле
 (17)
(17)
в) при m/М £ 0,1 множитель (М - т)/(М - 1) считается равным единице, а формула (17) упрощается до
![]() (18)
(18)
г) при т = М первый член под квадратным корнем в формуле (17) становится равным нулю, а формула упрощается до
![]() (19)
(19)
6.2.2. Оценка погрешности отбора проб
Последовательность вычисления:
а) определяют bот по формуле
 (20)
(20)
где
![]() и
и ![]() - значения,
полученные по формулам (13) и (14) соответственно;
- значения,
полученные по формулам (13) и (14) соответственно;
М - количество упаковочных единиц в партии, bот которой рассматривается;
т - количество отобранных упаковочных единиц;
![]() - количество точечных проб, отобранных от каждой
упаковочной единицы;
- количество точечных проб, отобранных от каждой
упаковочной единицы;
б) при т/М £ 0,1 множитель (М - т)/(М - 1) считается равным единице, и bот определяют по формуле
![]() (21)
(21)
в) при т = М первый член под квадратным корнем в формуле (20) становится равным нулю, тогда формула приобретает вид:
![]() (22)
(22)
6.3. Действия, предпринимаемые после анализа результатов эксперимента
Если выясняется, что точность отбора проб не соответствует величине, указанной в соответствующих стандартах, то кроме соблюдения последовательности обычных операции отбора проб должны быть предприняты следующие действия:
а) при подтверждении значительного изменения вариации качества получают разрешение у администрации на изменение количества точечных проб при произвольном пробоотборе и изменяют количество отбираемых упаковочных единиц;
б) при возможности берут большее количество точечных проб, увеличив п или т по сравнению с установленным количеством.
Примечание. Это действие с точки зрения улучшения отбора проб
пропорционально ![]() где п1 > n;
где п1 > n;
в) при возможности рекомендуется увеличить массу точечной пробы.
Примечание. Увеличение массы точечной пробы намного выше требуемой несущественно повлияет на улучшение отбора проб.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРИМЕР ДЛЯ ДВУХ ВАРИАНТОВ РАСЧЕТА ВЕЛИЧИНЫ ВАРИАЦИИ КАЧЕСТВА (ДЛЯ ДВУСТАДИЙНОГО ПРОБООТБОРА) ДЛЯ ЭКСПЕРИМЕНТА НА 10 ПАРТИЯХ
1. Расчет величины вариации качества внутри
упаковочных единиц ![]() может быть осуществлен методом дисперсионного
анализа:
может быть осуществлен методом дисперсионного
анализа:
Определяют сумму квадратов для вариаций качества внутри упаковочных единиц (Sв.у):
![]() (23)
(23)
Определяют сумму квадратов дисперсии подготовки и химического анализа проб (SПМ):
![]() (24)
(24)
Таблица дисперсионного анализа в этом случае будет иметь вид:
|
Фактор |
Сумма квадратов |
Степени свободы |
Дисперсия |
Выражение дисперсии через составляющие |
|
Внутри упаковок (в.у) |
Sв.у |
10 |
|
|
|
Подготовка и анализ (ПМ) |
SПМ |
10 |
|
|
Тогда оценка величины объединенной дисперсии сокращения и измерения будет равна:
![]() (25)
(25)
а оценка величины вариации качества внутри единиц упаковок будет равна:
![]() (26)
(26)
2. Расчет величины вариации качества внутри
упаковочных единиц (![]() ) может быть осуществлен корректировкой
расчета первого члена правой части формулы (14) п. 5.3.5.
) может быть осуществлен корректировкой
расчета первого члена правой части формулы (14) п. 5.3.5.
Для этого определяют размахи двойных подпроб (А, В):
![]() (27)
(27)
![]() (28)
(28)
Отсюда:
 (29)
(29)
 (30)
(30)
где d2 = 1,128 для парных данных.
Далее получают:
![]() (31)
(31)
Тогда окончательно формула (14) имеет вид:
![]() (32)
(32)
Примечание. Необходимо отметить, что при этом методе расчета величина Bi использована дважды.
3. Метод расчета величины вариации качества принимается по взаимному соглашению, достигнутому между поставщиком и потребителем.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ОЦЕНКА ВАРИАЦИИ КАЧЕСТВА МЕТОДОМ ДУБЛИКАТНЫХ ПРОБ
1. Применение метода
1.1. Метод применяется в случае, если по предварительным данным известно число и масса точечных проб, которые необходимо отбирать от партии для достижения приемлемой точности пробоотбора для данного вида ферросплава и способа его поставки.
1.2. Партии для исследования методов отбора, подготовки проб и химического анализа, количество экспериментов и порядок проведения химических определений должны соответствовать эксперименту вида I (для ферросплавов, поставляемых навалом).
2. Отбор исследовательских проб
2.1. От каждой партии, выбранной для исследования, отбирают 2п точечных проб, где п - количество точечных проб, выбранное предварительно для данного вида ферросплава и массы партии.
2.2. Все четные (по ходу отбора) точечные пробы используют для формирования объединенной пробы А, а нечетные - объединенной пробы В (см. черт. 4).
3. Подготовка и анализ проб
3.1. Каждую объединенную пробу делят пополам и готовят из нее две лабораторные пробы. Перед делением всю массу пробы дробят до размера частиц менее 10 мм (если в соответствующих стандартах на пробоотбор не указана другая крупность).
3.2. В каждой лабораторной пробе определяют величину контролируемого показателя качества.
Данный эксперимент записывают по определенной форме, приведенной в табл. 3 в качестве примера.
4. Анализ экспериментальных данных
4.1. Для
каждой объединенной пробы устанавливают средние
значения ![]()
![]()
![]() (33)
(33)
где Ai1, Аi2, Вi1, Вi2 - результаты определения показателя качества в парных лабораторных пробах А и В соответственно,
i - индекс эксперимента.
4.2. Определяют размахи по парным пробам RA, RB:
![]()
![]() (34)
(34)
4.3. Для каждой партии определяют размах Ri между дубликатными пробами А и В:
![]() (35)
(35)
4.4. По данным всех экспериментов определяют средние значения раз махов:
![]() (36)
(36)
![]() (37)
(37)
Схема для дубликатного метода оценки вариации качества и общей погрешности

Черт. 4
где ![]() - размах,
характеризующий общую погрешность подготовки и
метода анализа проб.
- размах,
характеризующий общую погрешность подготовки и
метода анализа проб.
4.5. Производят
оценку величин средних квадратических отклонений,
характеризующих общую погрешность подготовки и
метода анализа ![]() и
отбора объединенной пробы
и
отбора объединенной пробы ![]() :
:
![]() (38)
(38)
 (39)
(39)
4.6. Производят оценку величины среднего квадратического отклонения
![]() (40)
(40)
Таблица 3
Данные, полученные при проведении эксперимента (вид I - оценка вариации качества методом дубликатных проб)
|
Данные о партии: Вид и наименование ферросплава: Метод формирования партии: Обозначение и масса партии: Другие данные: |
Наименование фирмы и завода: Данные об эксперименте: Дата проведения эксперимента: Масса и количество точечных проб или кусков: Показатель качества: |
|
Номер эксперимента |
Объединенная проба |
||||||||
|
Ai1 |
Ai2 |
RiA |
|
Bi1 |
Bi2 |
RiB |
|
Ri |
|
|
1 |
A11 |
A12 |
|
|
B11 |
B12 |
|
|
|
|
2 |
A21 |
A22 |
|
|
B21 |
B22 |
|
|
|
|
3 |
A31 |
A32 |
|
|
B31 |
B32 |
|
|
|
|
4 |
A41 |
A42 |
|
|
B41 |
B42 |
|
|
|
|
5 |
A51 |
A52 |
|
|
B51 |
B52 |
|
|
|
|
6 |
A61 |
A62 |
|
|
B61 |
B61 |
|
|
|
|
7 |
A71 |
A72 |
|
|
B71 |
B72 |
|
|
|
|
8 |
A81 |
A82 |
|
|
B81 |
B82 |
|
|
|
|
9 |
A91 |
A92 |
|
|
B91 |
B92 |
|
|
|
|
10 |
A101 |
A102 |
|
|
B101 |
B102 |
|
|
|
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом ТК 8 «ФЕРРОСПЛАВЫ»
РАЗРАБОТЧИКИ:
В.Г. Мизин, д-р техн. наук, Р.Б. Кричевец, Л.Ф. Первов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 29.07.92 № 809
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 7087-84 «Ферросплавы. Экспериментальные методы оценки вариации качества и методы контроля точности пробоотбора» с дополнительными требованиями, отражающими потребности народного хозяйства
3. ВВЕДЕН ВПЕРВЫЕ
4. Периодичность проверки - 10 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 4755-80 |
|
|
ГОСТ 4756-77 |
|
|
ГОСТ 4757-89 |
|
|
ГОСТ 4759-79 |
|
|
ГОСТ 4761-80 |
|
|
ГОСТ 4762-71 |
|
|
ГОСТ 6008-90 |
|
|
ГОСТ 11861-77 |
|
|
ГОСТ 17293-82 |
|
|
ГОСТ 23916-79 |
|
|
ГОСТ 24991-81 |
|
|
ГОСТ 26999-86 |
|
|
ГОСТ 27130-86 |
|
|
ГОСТ 28782-90 |
СОДЕРЖАНИЕ