 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КОЛЬЦА
РЕЗИНОВЫЕ
УПЛОТНИТЕЛЬНЫЕ
ДЛЯ СОЕДИНИТЕЛЬНЫХ ГОЛОВОК
ТОРМОЗНЫХ РУКАВОВ
И КОНЦЕВЫХ КРАНОВ
АВТОТОРМОЗОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 38-72
ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОЛЬЦА
РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ ДЛЯ Технические условия Rubber packing rings for joining heads |
ГОСТ |
Дата введения 01.07.73
Настоящий стандарт распространяется на уплотнительные резиновые кольца, применяемые в соединительных головках тормозных рукавов и концевых кранах автотормозов, работоспособные в любых климатических районах при температуре от минус 60 до плюс 70 °C (при непрерывном воздействии температуры от минус 60 до минус 62 °С - в течение 48 ч).
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1, 4, 5).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Уплотнительные кольца для соединительных головок тормозных рукавов и концевых кранов автотормозов следует изготовлять двух типов: КУ и КП.
Кольца типа КП выпускают 1-й и 2-й групп.
(Измененная редакция, Изм. № 2).
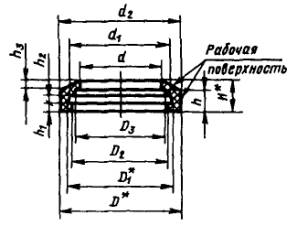
1.2. Размеры колец должны соответствовать указанным на черт. 1 - 2 и в табл. 1.
Уплотнительное резиновое кольцо типа КУ
___________
* Контролируемые размеры.
Черт. 1
Примечание. Для колец типа КУ допускаются закругления углов с радиусом 0,5 мм.
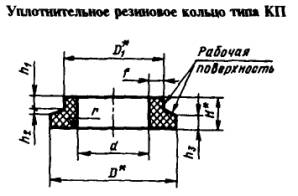
___________
* Контролируемые размеры.
Черт. 2
Таблица 1
мм
|
Код ОКП |
Группа |
D |
D1 |
D2 |
D3 |
d |
d1 |
d2 |
H |
h |
h1 |
h2 |
h3 |
r |
t |
Масса кольца, г (справочная) |
|||||||||||||
|
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
Номин. |
Пред. откл |
||||||
|
КУ |
25 3116 0101 |
- |
48 |
+0,5 |
42 |
- |
38 |
± 0,3 |
37 |
± 0,3 |
34 |
± 0,3 |
40 |
47 |
-0,3 |
12 |
+0,6 |
9 |
-0,2 |
3 |
- |
4 |
- |
3 |
+0,5 |
- |
- |
- |
8,2 |
|
-0,7 |
-0,4 |
||||||||||||||||||||||||||||
|
КП |
25 3116 0102 |
1 |
47,7 |
+0,3 |
39 |
-0,4 |
- |
- |
- |
- |
29,5 |
± 0,3 |
- |
- |
- |
9 |
-0,4 |
- |
- |
4,5 |
+0,1 |
1 |
± 0,2 |
3,5 |
+0,1 |
3 |
± 0,4 |
Не менее 4,4 |
8,3 |
|
-0,4 |
-0,4 |
-0,3 |
|||||||||||||||||||||||||||
|
25 3116 0103 |
2 |
47,7 |
+0,3 |
39 |
-0,4 |
- |
- |
- |
- |
29,5 |
± 0,3 |
- |
- |
- |
9,8 |
+0,2 |
- |
- |
5,3 |
+0,3 |
1 |
± 0,2 |
3,5 |
+0,1 |
3 |
± 0,4 |
Не менее 4,4 |
8,5 |
|
|
-0,4 |
-0,6 |
-0,9 |
-0,3 |
||||||||||||||||||||||||||
Примечание. По соглашению с потребителем допускается выпускать кольца других размеров при соответствии остальных показателей требованиям настоящего стандарта.
Пример условного обозначения уплотнительного резинового кольца типа КУ:
КУ ГОСТ 38-72
То же, типа КП 1-й группы:
КП 1 ГОСТ 38-72
(Измененная редакция, Изм. № 2, 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. По физико-механическим показателям резина, применяемая для изготовления колец, должна соответствовать нормам, указанным в табл. 2.
Таблица 2
|
Норма |
Метод испытания |
|
|
1. Твердость, единицы по Шору А, в пределах |
70 - 80 |
|
|
2. Коэффициент морозостойкости по эластическому восстановлению после сжатия на 20 % при температуре минус 60 °С, не менее |
0,15 |
|
|
3. Изменение массы после воздействия стандартной жидкости СЖР-3 в течение (24 ± 0,5) ч при (70 ± 2) °С, %: |
|
|
|
увеличение |
До 10 |
|
|
снижение |
До 1 |
|
(Измененная редакция, Изм. № 1, 2, 4, 5).
2.2. На рабочей поверхности колец не допускаются выпрессовки, втянутые кромки, пузыри, трещины и посторонние включения.
На рабочей поверхности колец допускаются возвышения и углубления не более 0,15 мм во всех измерениях.
На нерабочей поверхности колец допускаются посторонние включения и возвышения высотой не более 0,3 мм и диаметром не более 3 мм; недопрессовка и углубления глубиной не более 0,5 мм и длиной не более 3,0 мм; выпрессовки, втянутые кромки, обрывы и срезы не более 0,5 мм.
По всей поверхности колец допускаются разнотон, разноцвет, след течения резины.
На одном кольце допускаются не более трех из перечисленных дефектов.
Внешний вид уплотнительных колец допускается контролировать по образцам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 5).
Относительная остаточная деформация по высоте уплотнительного кольца должна быть не более 5 % первоначальной высоты.
(Измененная редакция, Изм. № 2, 4).
(Измененная редакция, Изм. № 2).
2.5. Кольца должны быть морозостойкими. После радиального сжатия при температуре (23 ± 5) °C до расстояния между диаметрально противоположными точками наружной окружности (38,00 - 0,02) мм, последующей выдержки в жидкой охлаждающей среде в течение (5,0 ± 0,5) мин при температуре минус (60 ± 1) °C, освобождения от деформирующей нагрузки и выдержки в охлаждающей среде в течение (3,00 ± 0,25) мин при температуре минус (60 ± 1) °C кольца должны восстановиться не менее чем на 0,4 мм.
(Измененная редакция, Изм. № 2, 3, 4).
2.6. Установленная безотказная наработка колец - 3 г. со дня изготовления.
(Введен дополнительно, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Кольца предъявляют к приемке партиями. Партией считают суточную выработку колец, но не более 30000 шт.
(Измененная редакция, Изм. № 2).
3.2. Изделия и резины подвергают приемо-сдаточным и периодическим испытаниям в соответствии с табл. 3.
Таблица 3
|
Объем выборки |
Вид испытания |
||
|
Приемо-сдаточные |
Периодические |
||
|
1. Внешний вид колец |
100 % |
+ |
- |
|
2. Контролируемые размеры |
1 % от партии, но не менее 10 шт. |
+ |
- |
|
3. Относительная остаточная деформация сжатия по п. 2.3 |
0,03 % от партии, но не менее 10 шт. |
+ |
- |
|
4. Относительная остаточная деформация после старения по п. 2.4 |
0,03 % от партии, но не менее 10 шт. |
+ |
- |
|
5. Морозостойкость колец по п. 2.5 |
0,05 % от партии, но не менее 10 шт. |
+ |
- |
|
6. Физико-механические показатели резин в соответствии с табл. 2 |
Каждая пятая закладка |
- |
+ |
|
7. (Исключен, Изм. № 4) |
|
|
|
Примечания:
1. Знак «+» обозначает проведение испытаний, знак «-» - отсутствие.
2. Размеры, обеспечиваемые инструментом, контролируются при приемке пресс-форм.
3. Допускается применение статистического метода контроля внешнего вида в соответствии с ГОСТ 18242 с показателями плана контроля по согласованию с потребителем.
(Измененная редакция, Изм. № 2, 4, 5).
3.3. Физико-механические показатели резин по п. 6 табл. 3 при изменении рецептуры смеси или режима вулканизации изделий определяют для каждой закладки до установления стабильности показателей.
3.4. При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному показателю проводят повторные испытания по этому показателю на удвоенном количестве образцов, взятых из той же партии. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3.5. При получении неудовлетворительных результатов периодических испытаний испытания по этому показателю проводят на удвоенном количестве образцов, взятых от той же закладки резины. Результаты испытаний являются окончательными.
3.3 - 3.5. (Измененная редакция, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Диаметр колец измеряют штангенциркулем типа ШЦ по ГОСТ 166 с ценой деления 0,1 мм не менее чем в двух взаимно перпендикулярных направлениях.
За результат измерения принимают среднее арифметическое всех измерений, округленное до первого десятичного знака.
Высоту колец измеряют толщиномером типа ТР по ГОСТ 11358 с ценой деления 0,1 мм, погрешностью ± 0,08 мм или штангенрейсмасом типа ШР по ГОСТ 164 с ценой деления 0,05 мм, погрешностью ± 0,05 мм, не менее чем в трех точках. Кольцо считается годным, если результаты всех измерений находятся в пределах допуска на параметр, указанный в табл. 1. При измерении высоты колец типа КУ их помещают между двумя металлическими пластинами толщиной (2,0 ± 0,05) мм, переносят на пятку толщиномера, опускают измерительный наконечник и производят отсчет показания отсчетного устройства. Высоту кольца (H) рассчитывают по формуле
H = Hобщ - (l1 + l2) мм,
где Hобщ - высота кольца и двух пластин, мм;
l1, l2 - высота пластин соответственно, мм.
(Измененная редакция, Изм. № 5).
4.2. Внешний вид колец проверяют визуально или сравнением с контрольным образцом.
(Измененная редакция, Изм. № 2).
4.3. Сжатие колец до 2/3 первоначальной высоты производят с помощью струбцин по ГОСТ 9.029. Струбцины должны обеспечивать деформацию сжатия (33,3 ± 3,0) %, что достигается ограничителями, изготовленными из того же материала, что и струбцина.
Высота ограничителей должна соответствовать следующим значениям:
(8,07 ± 0,01) мм - для колец типа КУ;
(5,87 ± 0,01) мм - для колец типа КП-1;
(6,40 ± 0,01) мм - для колец типа КП-Н.
Продолжительность
выдержки образцов в деформированном состоянии составляет (![]() ) мин, затем образцы извлекают из струбцины, оставляют в
свободном состоянии на время (1,0 ± 0,1) мин и измеряют высоту колец в
соответствии с п. 4.1. Время выдержки в деформированном состоянии и
время выдержки в свободном состоянии определяют секундомером класса точности 3.
) мин, затем образцы извлекают из струбцины, оставляют в
свободном состоянии на время (1,0 ± 0,1) мин и измеряют высоту колец в
соответствии с п. 4.1. Время выдержки в деформированном состоянии и
время выдержки в свободном состоянии определяют секундомером класса точности 3.
Механические повреждения кольца, появившиеся в результате испытаний, определяют визуально.
Относительную остаточную деформацию кольца (Eост) в процентах вычисляют по формуле
![]()
где H0 - первоначальная высота кольца, мм;
H1 - высота кольца после сжатия и выдержки в свободном состоянии.
(Измененная редакция, Изм. № 5).
4.4. Кольца после термического старения в воздухе в течение (24,0 ± 0,5) ч при (100 ± 1) °C (в соответствии с требованиями ГОСТ 9.024) вынимают из термостата и после выдержки в течение не менее 16 ч и не более 6 сут подвергают испытанию в соответствии с требованиями п. 4.3.
(Измененная редакция, Изм. № 2).
4.5. Для испытания колец на морозостойкость применяют прибор типа ВН 5303 с установленным на нем приспособлением для испытания колец.
Схема и описание приспособления к прибору типа ВН 5303 для проведения испытания колец на морозостойкость приведены в приложении.
Перед испытанием криостат прибора заполняют спиртом так, чтобы верхняя точка испытываемого кольца в крайнем нижнем положении была не менее чем на 50 мм ниже уровня спирта. Вводят в спирт твердую углекислоту (или другой охлаждающий агент, не агрессивный к резине) и устанавливают температуру охлаждающей смеси минус (60 ± 1) °C, поддерживая ее в течение всего времени испытания. Погрешность регулирования (вручную или автоматически) температуры среды в криостате не должна превышать ± 1,5 °С, погрешность средств измерения - не более ± 1,5 °С. Чувствительный элемент средств измерения должен располагаться на уровне образца.
Приспособление на подвижной части прибора опускают в криостат и выдерживают в охлаждающей смеси в течение (9 ± 1) мин.
Поднимают подвижную часть прибора с приспособлением из криостата, устанавливают в приспособление испытываемое кольцо и сжимают его по диаметру до расстояния между диаметрально противоположными точками наружной окружности (38,00 - 0,02) мм в соответствии с размерами шаблона, после чего опускают подвижную часть прибора с приспособлением в криостат и выдерживают в охлаждающей жидкости в течение (5,0 ± 0,5) мин при температуре минус (60 ± 1) °С.
Освобождают кольцо от деформирующего усилия. Не вынимая приспособления из охлаждающей жидкости, определяют по измерителю деформации значение эластического восстановления кольца через (3,00 ± 0,25) мин после освобождения.
(Измененная редакция, Изм. № 2, 3, 4, 5).
4.6. Установленная безотказная наработка колец определяется при испытании на надежность соединительных рукавов в сборе по ГОСТ 2593.
Критерием отказа (предельным состоянием) является несоответствие требованию по герметичности.
(Измененная редакция, Изм. № 5).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей поверхности кольца оттиском на резине должны быть нанесены следующие обозначения:
а) наименование или товарный знак предприятия-изготовителя;
б) условное обозначение кольца;
в) год изготовления (две последние цифры).
Каждый последующий год изготовления колец при использовании пресс-формы обозначается точкой.
(Измененная редакция, Изм. № 4).
5.2. Кольца комплектуют по типам и группам (для колец типа КП), связывают по 100 шт., затем 10 связок подбирают в пачку, а пачки по 3 шт. упаковывают в кули, мешки или ящики. Допускается кольца типа КУ упаковывать россыпью по 3000 шт. в мешки или ящики, выложенные бумагой по ГОСТ 8273.
По согласованию с потребителем допускается упаковывать кольца разного типа в одну тару, при этом кольца одного типа должны иметь внутри тары свою упаковку.
(Измененная редакция, Изм. № 5).
5.3. Мешки, кули и ящики маркируют по ГОСТ 14192 с нанесением следующих обозначений:
а) наименования, типа и группы (для колец типа КП) изделий;
б) количества изделий;
в) даты изготовления (месяца и года);
г) номера партии;
д) штампа технического контроля;
е) обозначения настоящего стандарта.
5.4. Каждая партия колец сопровождается документом, удостоверяющим их качество. Документ должен содержать данные, указанные в п. 5.3, а также подтверждение о соответствии колец требованиям настоящего стандарта.
5.5. Кольца транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте каждого вида.
(Измененная редакция, Изм. № 2).
5.6. Кольца должны храниться в помещении при температуре не выше 40 °C на расстоянии не менее 1 м от теплоизлучающих приборов, они должны быть защищены от действия прямых солнечных лучей и не должны подвергаться действию масел, бензина и других веществ, вредно действующих на резину.
После хранения колец при низкой температуре перед сборкой следует выдержать кольца при температуре (20 ± 5) °С не менее 2 ч.
(Измененная редакция, Изм. № 1, 2, 4).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель гарантирует соответствие колец требованиям настоящего стандарта при соблюдении условий хранения, установленных настоящим стандартом.
(Измененная редакция, Изм. № 2).
6.2. Гарантийный срок эксплуатации и хранения - 3 года с момента изготовления колец.
(Измененная редакция, Изм. № 1).
6.3. (Исключен, Изм. № 1).
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. При установке резиновые кольца необходимо предохранять от механических повреждений.
7.2. Перед установкой в посадочное место соединительной головки тормозного рукава или концевого крана кольца необходимо протереть безворсовой тканью.
7.3. Перед сборкой необходимо очистить сборочные единицы от стружки, следов масел и других загрязнений.
7.4. При работе уплотняемая полость должна быть предохранена от попадания грязи, стружек.
Раздел 7. (Введен дополнительно, Изм. № 5).
ПРИЛОЖЕНИЕ
Рекомендуемое
Приспособление к прибору типа ВН 5303
для проведения испытания колец на морозостойкость
Приспособление к прибору типа ВН 5303 для испытания колец на морозостойкость состоит из штока с жестко закрепленным на нем деформирующим упором, переходной втулки с подвижной планкой, скобы со сменными фиксаторами для колец разных типов, шаблонов для колец разных типов и кронштейна с хомутом для криостата.
Схема приспособления к прибору типа ВН 5303 приведена на чертеже.
Верхний конец штока соединен при помощи шарнира с измерителем деформации (индикатором часового типа с пределом измерения 10 мм и ценой деления шкалы 0,01 мм) прибора типа ВН 5303.
Суммарное усилие на испытываемое кольцо (измерительное усилие индикатора, вес шарнира, штока и деформирующего упора) должно быть не более 0,98 Н (0,1 кгс).
Переходную втулку с помощью винтов закрепляют на трубке прибора типа ВН 5303 и используют для передачи давления от трубки через деформирующий упор на испытываемое кольцо. При перемещении переходной втулки с трубкой подвижная планка скользит по направляющим стержням прибора типа ВН 5303. Во внутренний канал переходной втулки выходит закрепленный в ней штифт, входящий в продольный паз на боковой поверхности верхней части деформирующего упора и препятствующий вращению деформирующего упора со штоком вокруг продольной оси.
Скоба жестко закреплена гайками на направляющих стержнях прибора типа ВН 5303. В вырез нижней части скобы вставляют сменные фиксаторы для колец до упора торцевой стенки паза на нижней поверхности фиксатора в штифт скобы.
Цилиндрический (кольцевой) шаблон (на чертеже не показан) имеет наружный диаметр (38 - 0,02) мм.
Ширина гнезда фиксатора 6 и ширина шаблона для колец разных типов b1 приведены в таблице.
мм
|
Тип кольца |
b |
b1 |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
|
КУ |
12,5 |
+0,2 |
12 |
-0,2 |
|
КП |
10,2 |
10 |
||
Схема приспособления к прибору ВН 5303 для испытания колец на морозостойкость
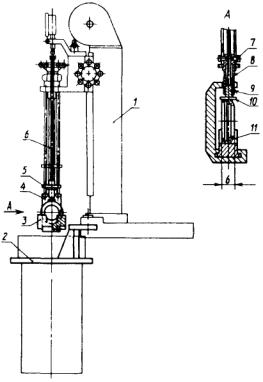
1 - прибор ВН 5303, 2 - кронштейн с хомутом для криостата, 3 - сменные фиксаторы для колеи разных типов, 4 - скоба, 5 - подвижная планка, 6 - шток, 7 - винт, 8 - переходная втулка, 9 - штифт, 10 - деформирующий упор, 11 - испытываемое кольцо
Перед началом испытаний в скобу вставляют фиксатор с помещенным в его гнездо шаблоном в зависимости от типа испытываемых колец и закрепляют в приборе типа ВН 5303 указатель деформации (индикатор) с соединенным с ним штоком и деформирующим упором так, чтобы при касании нижней поверхности деформирующего упора поверхности шаблона стрелка индикатора указывала на нулевое деление шкалы.
(Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической и нефтеперерабатывающей промышленности СССР
РАЗРАБОТЧИКИ
В.М. Прокофьев, А.С. Майорова, В.И. Киселева, А.В. Чернейкин, Т.А. Лукьянова, Н.В. Колодяжный, И.П. Ситковский, В.Г. Иноземцев, Б.Л. Бабицкий, Л.Е. Виницкий, В.Ф. Ясенцев, П.А. Сугак
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 23.05.72 № 1047
3. Срок проверки - 1993 г.
Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 38-52
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
6. Ограничение срока действия снято Постановлением Госстандарта СССР от 07.02.92 № 122
7. ПЕРЕИЗДАНИЕ (октябрь 1996 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в феврале 1980 г., июне 1985 г., марте 1987 г., сентябре 1989 г., феврале 1992 г. (ИУС 3-80, 9-85, 6-87, 12-89, 5-92)
СОДЕРЖАНИЕ
|
1. Типы и основные размеры.. 1 5. Маркировка, упаковка, транспортирование и хранение. 7 |