 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ
ГАЗАХ. СОЕДИНЕНИЯ СВАРНЫЕ
ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ.
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 27580-88
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И Основные типы, конструктивные элементы и размеры Arc welding of aluminium and aluminium |
ГОСТ |
Срок действия с 01.01.89
до 01.01.94
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инертных газах.
Стандарт не распространяется на сварные соединения трубопроводов.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИНП - ручная неплавящимся электродом с присадочным металлом;
АИНП - автоматическая неплавящимся электродом с присадочным металлом;
АИНПЗ -автоматическая неплавящимся электродом с присадочным металлом - трехфазная;
АИП - автоматическая плавящимся электродом - однодуговая;
ПИП - полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 19.
Таблица 1
|
Форма |
Характер |
Форма поперечного сечения подготовленных |
Толщина свариваемых |
Угол |
Условное обозначение соединения |
|||||
|
РИНП |
АИНП |
АИНПЗ |
ПИП |
АИП |
||||||
|
Угловое |
Без скоса кромок |
Односторонний |
|
0,8 - 6,0 |
0,8 - 6,0 |
- |
4 - 12 |
4 - 12 |
179° - 122° |
У1 |
|
0,8 - 20,0 |
0,8 - 20,0 |
- |
4 - 12 |
4 - 12 |
121° - 91°; 89° - 31° |
|||||
|
0,8 - 12,0 |
0,8 - 12,0 |
- |
4 - 12 |
4 - 12 |
30° - 5° |
|||||
|
Односторонний на подкладке |
|
0,8 - 5,0 |
0,8 - 16,0 |
5 - 25 |
3 - 12 |
3 - 12 |
179° - 136° |
У2 |
||
|
Двусторонний |
|
2,0 - 6,0 |
2,0 - 10,0 |
10 - 30 |
4 - 8 |
4 - 12 |
179° - 91° |
У3 |
||
|
2,0 - 6,0 |
2,0 - 6,0 |
- |
4 - 12 |
4 - 12 |
89° - 60° |
|||||
|
Со скосом одной кромки |
Односторонний |
|
4,0 - 20,0 |
- |
- |
6,0 - 20,0 |
- |
179° - 122° |
У4 |
|
|
4,0 - 20,0 |
4,0 - 20,0 |
- |
4,0 - 20,0 |
4,0 - 20,0 |
89° - 32° |
|||||
|
Двусторонний |
|
4 - 20 |
- |
- |
6 - 20 |
- |
179° - 122° |
У5 |
||
|
4 - 20 |
4 - 20 |
- |
4 - 20 |
4 - 20 |
89° - 60° |
|||||
|
С двумя скосами одной кромки |
Двусторонний |
|
12 - 35 |
- |
- |
12 - 35 |
- |
179° - 165°; 89° - 75° |
У6 |
|
|
Со скосом одной кромки |
Односторонний на подкладке |
|
4 - 20 |
- |
- |
6 - 20 |
- |
179° - 136° |
У7 |
|
|
С двумя скосами одной кромки и одним скосом второй кромки |
Двусторонний |
|
12 - 30 |
12 - 30 |
32 - 60 |
12 - 30 |
12 - 30 |
179° - 136° |
У8 |
|
|
Со скосом двух кромок |
Односторонний |
|
4 - 20 |
8 - 20 |
- |
10 - 30 |
10 - 30 |
179° - 122° |
У9 |
|
|
12 - 30 |
12 - 30 |
- |
12 - 30 |
12 - 30 |
89° - 61° |
|||||
|
Двусторонний |
|
4 - 20 |
4 - 40 |
20 - 40 |
10 - 30 |
10 - 30 |
179° - 122° |
У10 |
||
|
12 - 30 |
12 - 30 |
- |
12 - 30 |
12 - 30 |
89° - 61° |
|||||
|
Тавровое |
Без скоса кромок |
Односторонний |
|
1 - 20 |
2 - 20 |
3 - 20 |
3 - 20 |
3 - 20 |
91° - 179° |
Т1 |
|
Двусторонний |
|
1 - 20 |
2 - 30 |
3 - 20 |
3 - 20 |
3 - 20 |
91° - 120° 89° - 60° |
Т2 |
||
|
Со скосом одной кромки |
Односторонний |
|
4 - 20 |
4 - 20 |
- |
4 - 20 |
4 - 20 |
91° - 149° |
Т3 |
|
|
Двусторонний |
|
4 - 20 |
4 - 20 |
- |
4 - 20 |
4 - 20 |
91° - 149° |
Т4 |
||
|
Односторонний |
|
4 - 20 |
4 - 20 |
- |
4 - 20 |
4 - 20 |
89° - 59° 91° - 121° |
Т5 |
||
|
Двусторонний |
|
4 - 20 |
4 - 20 |
- |
4 - 20 |
4 - 20 |
89° - 59° 91° - 121° |
Т6 |
||
|
С двумя скосами одной кромки |
|
12 - 35 |
12 - 35 |
- |
12 - 35 |
12 - 35 |
91° - 100° 89° - 80° |
Т7 |
||
|
С двумя криволинейными скосами одной кромки |
|
32 - 60 |
- |
- |
32 - 60 |
- |
91° - 105° 89° - 75° |
Т9 |
||
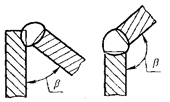
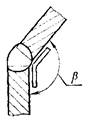

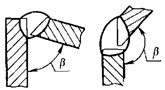

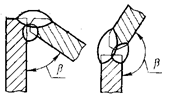

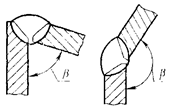



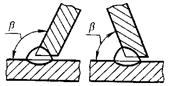
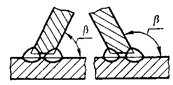

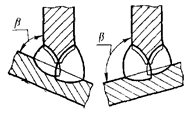
Таблица 2
Размеры, мм
|
Конструктивные элементы |
Способ |
s |
b |
е, не более |
п |
g |
|||||||
|
подготовленных |
сварного шва |
Номин. |
Пред. откл. |
при b |
Номин. |
Пред. |
|||||||
|
179° - 122° |
121° - 91° |
89° - 31° |
30° - 5° |
||||||||||
|
У1 |
|
|
РИНП; АИНП |
От 0,8 |
0 |
+ 0,5 |
2s + 5 |
2s + 6 |
2s + 5 |
2s + 4 |
- |
0,8 |
± 0,5 |
|
Св. 2,5 |
+ 1,0 |
1,0 |
|||||||||||
|
Св. 6,0 |
- |
2,0 |
± 1,0 |
||||||||||
|
Св. 10,0 |
+ 2,0 |
||||||||||||
|
Св. 12,0 |
- |
||||||||||||
|
АИП; ПИП |
От 4,0 |
+ 1,0 |
2s + 5 |
2s + 4 |
От 0 |
1 |
+ 2,0 |
||||||
|
Св. 10,0 |
+ 2,0 |
||||||||||||


Таблица 3
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ сварки |
s |
h, не менее |
b |
е, не более |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. |
при b |
Номин. |
Пред. |
|||||
|
179° - 160° |
159° - 136° |
||||||||||
|
У2 |
|
|
РИНП; АИНП |
От 0,8 до 1.0 |
1 |
0 |
± 1,5 |
2s + 5 |
2s + 7 |
1,8 |
± 0,5 |
|
Св. 1,0 до 2,0 |
|||||||||||
|
Св. 2,0 до 5,0 |
1 |
± 1,0 |
1,0 |
||||||||
|
АИНП; АИНпз |
От 5.0 до 16,0 |
3 |
1,5 |
± 1,5 |
s + 6 |
2,0 |
± 1,0 |
||||
|
АИНПЗ |
Св. 16,0 до 18,0 |
3,0 |
|||||||||
|
Св. 18,0 до 22.0 |
4,0 |
||||||||||
|
Св. 22,0 до 25,0 |
4,5 |
||||||||||
|
АИП; ПИП |
От 3,0 до 12,0 |
± 1,0 |
2,0 |
||||||||
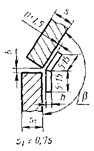

Таблица 4
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
e, на более |
e1 ± 2 |
b |
g |
||||||
|
подготовленных |
сварного шва |
при b |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
179° - 150° |
149° - 91° |
89°-60° |
179° - 91° |
89° - 60° |
|||||||||
|
У3 |
|
|
РИНП; АИНП |
От 2 до 3 |
s + 3 |
s + 4 |
s + 4 |
5 |
3 |
0 |
+ 1 |
1 |
± 0,5 |
|
Св. 3 до 6 |
s + 6 |
s + 7 |
10 |
||||||||||
|
АИНП |
Св. 6 до 8 |
s + 7 |
s + 8 |
- |
2 |
± 1,0 |
|||||||
|
Св. 8 до 10 |
s + 8 |
s + 10 |
4 |
||||||||||
|
АИНПЗ |
От 10 до 14 |
13 |
+ 2 |
||||||||||
|
Св. 14 до 18 |
s + 5 |
s + 6 |
|||||||||||
|
Св. 18 до 20 |
s + 3 |
s + 4 |
|||||||||||
|
Св. 30 до 24 |
5 |
||||||||||||
|
Св. 24 до 30 |
s |
s + 2 |
|||||||||||
|
АИП; ПИП |
От 4 до 6 |
s + 6 |
s + 8 |
s + 6 |
10 |
3 |
+ 1 |
1 |
± 0,5 |
||||
|
Св. 6 до 8 |
2 |
± 1,0 |
|||||||||||
|
АИП |
Св. 8 до 10 |
4 |
|||||||||||
|
Св. 10 до 12 |
|||||||||||||
|
ПИП |
От 8 до 12 |
- |
|||||||||||


Таблица 5
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
e, не более |
a1 |
с |
b |
g |
a ± 1° |
||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
при b |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
179° - 122° |
89° - 32° |
Св. 90° |
До 90° |
||||||||||||
|
У4 |
|
|
РИНП |
От 4 до 6 |
l,6s + 7 |
1,5s + 8 |
(a - (180 - b))° |
(a - 90 - b))° |
2 |
± 1 |
0 |
+1 |
2 |
± 1 |
60° |
|
Св. 6 до 10 |
3 |
||||||||||||||
|
Св. 10 до 14 |
1,6s + 10 |
l,6s + 5 |
+ 2 |
||||||||||||
|
Св. 14 до 20 |
3 |
||||||||||||||
|
ПИП |
От 4 до 6 |
- |
1,4s + 6 |
4 |
± 2 |
+ 1 |
2 |
||||||||
|
Св. 6 до 8 |
1,4s + 6 |
||||||||||||||
|
Св. 8 до 10 |
+ 2 |
||||||||||||||
|
Св. 10 до 12 |
1,6s + 7 |
1,6s + 7 |
5 |
||||||||||||
|
Св. 12 до 14 |
4 |
± 2 |
|||||||||||||
|
Св. 14 до 20 |
|||||||||||||||
|
АИНП; АИП |
От 4 до 10 |
- |
1,5s + 8 |
||||||||||||
|
Св. 10 до 20 |
1,6s + 5 |
||||||||||||||
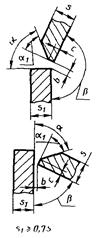
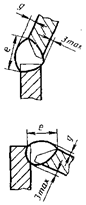
Таблица 6
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
e, не более |
e1 ± 2 |
a1 |
c |
b |
g - g1 |
a ± 1° |
|||||||
|
подготовленных |
сварного шва |
при b |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||
|
179° - 122° |
89° - 60° |
Св. 90° |
До 90° |
Св. 90° |
До 90° |
|
|||||||||||
|
У5 |
|
|
РИНП |
От 4 |
l,5s + 6 |
1,5s + 8 |
10 |
3 |
(a - (180 - b))° |
(a - (90 - b))° |
2 |
+ 1 |
0 |
+ 1 |
2 |
+ 1 |
60° |
|
Св. 6 |
1,5s + 8 |
4 |
|||||||||||||||
|
Св. 8 |
3 |
||||||||||||||||
|
Св. 10 |
1,6s + 10 |
1,6s + 5 |
+ 2 |
||||||||||||||
|
Св. 12 |
13 |
3 |
|||||||||||||||
|
ПИП |
От 4 |
- |
1,4s + 6 |
10 |
3 |
4 |
± 2 |
+ 1 |
2 |
||||||||
|
От 6 |
1,4s + 6 |
||||||||||||||||
|
Св. 10 |
1,6s + 7 |
1,6s + 7 |
4 |
5 |
± 2 |
+ 2 |
4 |
± 2 |
|||||||||
|
Св. 14 |
13 |
5 |
|||||||||||||||
|
АИНП; АИП |
От 4 |
- |
l,5s + 8 |
- |
3 |
2 |
± 1 |
+ 1 |
2 |
± 1 |
|||||||
|
Св. 8 |
4 |
3 |
+ 2 |
||||||||||||||
|
Св. 10 |
1,6s + 7 |
3 |
|||||||||||||||
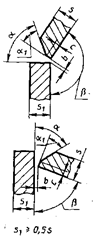
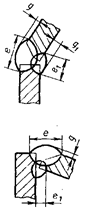
Таблица 7
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ сварки |
s |
e = e1 |
е |
e1 |
a1 |
a2 |
a1 |
a2 |
g = g1 |
g |
b |
c ± 1 |
h ± 1 |
a ± 1° |
||||||||||||
|
не более |
При b |
Номин. |
Пред. откл. |
|||||||||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
при b |
св. 90° |
до 90° |
||||||||||||||||||||||||
|
179° - 175° |
89° - 85° |
174° - 170° |
84° - 80° |
169° - 165° |
79° - 75° |
174° - 170° |
84° - 80° |
169° - 165° |
79° - 75° |
Св. 90° |
До 90° |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
У6 |
|
|
РИНп |
От 12 до 14 |
s + 2 |
1,1s + 5 |
0,9s + 6 |
0,8s + 5 |
0,9s + 10 |
1,2s + 8 |
(a-(180-b))° |
(a+(180-b))° |
(a-(90-b))° |
(a+(90-b))° |
2 |
± 1 |
5 |
± 2 |
0 |
+ 2 |
2 |
5 |
60° |
|||||
|
Св. 14 до 16 |
6 |
|||||||||||||||||||||||||||
|
Св. 16 до 18 |
3 |
7 |
||||||||||||||||||||||||||
|
Св. 18 до 20 |
8 |
|||||||||||||||||||||||||||
|
Св. 20 до 22 |
s + 3 |
9 |
||||||||||||||||||||||||||
|
Св. 22 до 24 |
4 |
10 |
± 3 |
10 |
||||||||||||||||||||||||
|
Св. 24 до 26 |
s + 3 |
1,1s + 5 |
0,9s + 6 |
0,8s + 5 |
0,8s + 5 |
0,9s + 10 |
1,2s + 8 |
(a-(180-b))° |
(a+(180-b))° |
(a-(90-b))° |
(a+(90-b))° |
4 |
± 1 |
10 |
± 3 |
0 |
+ 2 |
2 |
11 |
60° |
||||||||
|
Св. 26 до 28 |
12 |
|||||||||||||||||||||||||||
|
Св. 28 до 30 |
13 |
|||||||||||||||||||||||||||
|
Св. 30 до 32 |
s + 4 |
14 |
||||||||||||||||||||||||||
|
Св. 32 до 35 |
15 |
|||||||||||||||||||||||||||
|
ПИП |
От 12 до 14 |
s + 2 |
+ 1 - 2 |
6 |
4 |
4 |
||||||||||||||||||||||
|
Св. 14 до 16 |
s + 2 |
0,9s + 6 |
0,8s + 5 |
0,9s + 10 |
1,2s + 8 |
(a-(180-b))° |
(a+(180-b))° |
(a-(90-b))° |
(a+(90-b))° |
4 |
+ 1 - 2 |
6 |
± 3 |
0 |
+ 2 |
4 |
5 |
60° |
||||||||||
|
Св. 16 до 18 |
6 |
|||||||||||||||||||||||||||
|
Св. 18 до 20 |
s |
7 |
||||||||||||||||||||||||||
|
Св. 20 до 22 |
8 |
|||||||||||||||||||||||||||
|
Св. 22 до 24 |
5 |
9 |
||||||||||||||||||||||||||
|
Св. 24 до 26 |
10 |
± 4 |
10 |
|||||||||||||||||||||||||
|
Св.26 до 28 |
0,9s + 6 |
0,8s + 5 |
0,9s + 10 |
1,2s + 8 |
(a-(180-b))° |
(a+(180-b))° |
(a-(90-b))° |
(a+(90-b))° |
5 |
+ 1 - 2 |
10 |
± 4 |
0 |
+ 2 |
4 |
11 |
60° |
|||||||||||
|
Св. 28 до 30 |
12 |
|||||||||||||||||||||||||||
|
Св. 30 до 32 |
13 |
|||||||||||||||||||||||||||
|
Св. 32 до 35 |
14 |
|||||||||||||||||||||||||||
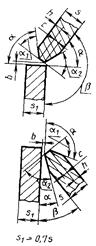
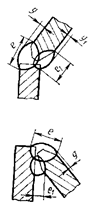
Таблица 8
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е, не более |
a1 |
с |
b |
g |
a±1° |
||||
|
подготовленных |
сварного шва |
при b 179° - 136° |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У7 |
|
|
РИНп |
От 4 до 10 |
1,6s + 7 |
(a-(180-b))° |
2 |
± 1 |
0 |
+ 1 |
2 |
± 1 |
60° |
|
Св. 10 до 12 |
1,6s + 10 |
3 |
+ 2 |
||||||||||
|
Св. 12 до 20 |
3 |
||||||||||||
|
ПИП |
От 6 до 10 |
l,4s + 6 |
4 |
± 2 |
+ 1 |
2 |
|||||||
|
Св. 10 до 14 |
1,6s + 7 |
5 |
+ 2 |
||||||||||
|
Св. 14 до 20 |
4 |
± 2 |
|||||||||||
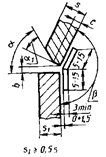
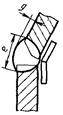
Таблица 9
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
h = h1 ± 1,5 |
е=е1 ± 3 |
a1 |
a2=a3 |
g=g1 |
с ± 1 |
a ± 1° |
||
|
подготовленных |
сварного шва |
при b 179° - 136° |
Номин. |
Пред.откл. |
||||||||
|
У8 |
|
|
РИНП; |
От 10 до 14 |
5 |
s + 5 |
(a-(180-b))° |
(a/2+(90-b/2))° |
3 |
± 1 |
3 |
70° |
|
Св. 14 до 17 |
7 |
|||||||||||
|
Св. 17 до 20 |
9 |
0,9s + 5 |
4 |
12 |
||||||||
|
Св. 20 до 23 |
10 |
|||||||||||
|
Св. 23 до 26 |
11 |
0,8s + 5 |
||||||||||
|
Св. 26 до 30 |
13 |
|||||||||||
|
АИНПЗ |
От 32 до 36 |
11 |
0,6s + 3 |
+ 1 - 2 |
||||||||
|
От 36 до 40 |
13 |
|||||||||||
|
Св. 40 до 44 |
15 |
0,6s + 3 |
(a-(180-b))° |
(a/2+(90-b/2))° |
4 |
+ 1 - 2 |
12 |
70° |
||||
|
Св. 44 до 48 |
17 |
0,6s + 5 |
||||||||||
|
Св. 48 до 52 |
19 |
|||||||||||
|
Св. 52 до 56 |
21 |
|||||||||||
|
Св. 56 до 60 |
23 |
|||||||||||
|
АИП; |
От 12 до 14 |
4 |
0,8s + 3 |
5 |
||||||||
|
Св. 14 до 17 |
6 |
8 |
||||||||||
|
Св. 17 до 20 |
8 |
|||||||||||
|
Св. 20 до 23 |
9 |
|||||||||||
|
Св. 23 до 26 |
10 |
0,7s + 4 |
5 |
|||||||||
|
Св. 26 до 30 |
12 |
|||||||||||
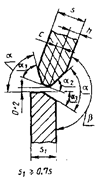

Таблица 10
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е, не более |
a1=a2 |
с ± 1 |
b |
g |
a ± 1° |
||||||
|
подготовленных |
сварного шва |
при b |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||
|
179° - 142° |
141° - 122° |
89° - 61° |
Св. 90° |
До 90° |
|||||||||||
|
У9 |
|
|
РИНП |
От 4 до 8 |
1,4s + 5 |
- |
|
|
2 |
0 |
+ 1 |
2 |
± 1 |
35° |
|
|
РИНП; АИНП |
Св. 8 до 12 |
1,5s + 7 |
+ 2 |
||||||||||||
|
Св. 12 до 14 |
1,5s + 6 |
3 |
|||||||||||||
|
Св. 14 до 20 |
l,5s + 5 |
||||||||||||||
|
От 20 до 30 |
- |
4 |
|||||||||||||
|
АИП; |
От 10 до 12 |
l,3s + 3 |
l,4s + 3 |
- |
4 |
+ 1 - 2 |
|||||||||
|
Св. 12 до 22 |
1,4s + 4 |
||||||||||||||
|
Св. 22 до 24 |
1,4s + 3 |
1,5s + 4 |
|||||||||||||
|
Св. 24 до 26 |
1,5s + 3 |
||||||||||||||
|
Св. 26 до 30 |
5 |
5 |
|||||||||||||
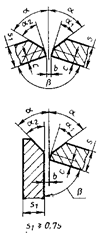


Таблица 11
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е. не более |
a1=a2 |
e1 ± 2 |
b |
c ± 1 |
g |
a ± 1° |
|||||||
|
при b |
|||||||||||||||||
|
подготовленных |
сварного шва |
179° - 142° |
141° - 122° |
89° - 61° |
Св. 90° |
До 90° |
Св. 90° |
До 90° |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У10 |
|
|
РИНП АИНп |
От 4 до 8 |
1,4s + 5 |
- |
|
|
10 |
5 |
0 |
+ 1 |
2 |
2 |
+ 1 |
35° |
|
|
Св. 8 до 10 |
1,5s + 7 |
||||||||||||||||
|
Св. 10 до 12 |
14 |
+ 2 |
3 |
||||||||||||||
|
Св. 12 до 14 |
1,5s + 6 |
3 |
|||||||||||||||
|
Св. 14 до 20 |
1,5s + 5 |
||||||||||||||||
|
Св. 20 до 30 |
- |
4 |
5 |
||||||||||||||
|
АИНП; |
От 20 до 24 |
1,5s + 4 |
- |
- |
15 |
12 |
|||||||||||
|
Св. 24 до 26 |
|||||||||||||||||
|
Св. 26 до 40 |
1,5s + 2 |
||||||||||||||||
|
АИП; |
От 10 до 12 |
1,5s + 2 |
3 |
4 |
|||||||||||||
|
Св. 12 до 14 |
1,4s + 2 |
1,5s + 4 |
5 |
||||||||||||||
|
Св. 14 до 24 |
1,5s + 2 |
8 |
|||||||||||||||
|
Св. 24 до 26 |
5 |
||||||||||||||||
|
Св. 26 до 30 |
1,5s + 3 |
||||||||||||||||


Таблица 12
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е, не более |
g, не менее |
b |
|||||||
|
подготовленных |
сварного шва |
при b |
Номин. |
Пред. откл. |
|||||||||
|
91° - 100° |
101° - 110° |
111° - 120° |
121° - 135° |
136° - 179° |
179° - 136° |
135° - 91° |
|||||||
|
Т1 |
s1 ³ 0,7s |
|
РИНП |
От 1 до 2 |
5 |
7 |
3 |
s + b |
0 |
+ 0,5 |
|||
|
РИНП; |
Св. 2 до 3 |
+ 1,0 |
|||||||||||
|
Св. 3 до 4 |
7 |
9 |
4 |
0,5s |
|||||||||
|
РИНП; |
Св. 3 до 8 |
||||||||||||
|
АИНП; |
Св. 8 до 12 |
10 |
6 |
+ 2,0 |
|||||||||
|
АИП; |
Св. 12 до 16 |
0,9s + b |
s + b |
1,1s + b |
1,2s + b |
||||||||
|
Св. 16 до 20 |
13 |
8 |
|||||||||||

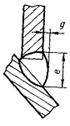
Таблица 13
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е, не более |
e1, |
g, не менее |
b |
||||||||
|
подготовленных |
сварного шва |
при b |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||
|
91° - 100° |
89° - 80° |
101° - 110° |
79° - 70° |
111° - 120° |
68° - 60° |
||||||||||
|
Т2 |
s1 ³ 0,7s |
|
РИНп |
От 1 до 2 |
5 |
7 |
3 |
3 |
+ 2 |
0 |
+ 0,5 |
||||
|
РИНП; |
Св. 2 до 3 |
+ 1,0 |
|||||||||||||
|
Св. 3 до 4 |
7 |
9 |
4 |
4 |
+ 3 |
||||||||||
|
РИНП; |
От 3 до 8 |
||||||||||||||
|
Св. 8 до 12 |
10 |
6 |
6 |
+ 4 |
+ 2,0 |
||||||||||
|
Св. 12 до 16 |
0,9s + b |
s + b |
|||||||||||||
|
Св. 16 до 20 |
13 |
8 |
8 |
+ 5 |
|||||||||||
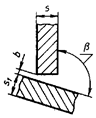

Таблица 14
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е. не более |
a1 |
b |
с ± 1 |
g |
a ± 1° |
||
|
подготовленных |
сварного шва |
при b 91° - 149° |
Номин. |
Пред. откл. |
|||||||
|
Т3 |
s1 ³ 0,7s |
|
РИНп |
От 4 до 10 |
1,5s + 6 |
(a-(b-90))° |
0 |
+ 1 |
2 |
5 ± 3 |
60° |
|
Св. 10 до 20 |
+ 2 |
3 |
|||||||||
|
АИП; |
От 4 до 10 |
1,5s + 4 |
+ 1 |
||||||||
|
Св. 10 до 14 |
+ 2 |
||||||||||
|
Св. 14 до 20 |
5 |
||||||||||


Таблица 15
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е, не более |
a1 |
e1 |
b |
c ± 1 |
g |
a ± 1° |
|||
|
подготовленных |
сварного шва |
при b 91° - 149° |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
Т4 |
s1 ³ 0,7s |
|
РИНП; |
От 4 до 6 |
1,5s + 6 |
(a-(b-90))° |
3 |
+ 3 |
0 |
+ 1 |
2 |
5 ± 3 |
60° |
|
Св. 6 до 8 |
4 |
||||||||||||
|
Св. 8 до 10 |
+ 4 |
||||||||||||
|
Св. 10 до 12 |
+ 2 |
3 |
|||||||||||
|
Св. 12 до 18 |
5 |
||||||||||||
|
Св. 18 до 20 |
+ 5 |
||||||||||||
|
АИП; |
От 4 до 6 |
1,5s + 4 |
3 |
+ 3 |
+ 1 |
||||||||
|
Св. 6 до 8 |
4 |
||||||||||||
|
Св. 8 до 10 |
+ 4 |
||||||||||||
|
Св. 10 до 12 |
+ 2 |
||||||||||||
|
Св. 12 до 14 |
5 |
||||||||||||
|
Св. 14 до 18 |
5 |
||||||||||||
|
Св. 18 до 20 |
+ 5 |
||||||||||||
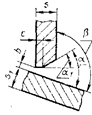

Таблица 16
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
е = g |
a1 |
b |
||||||
|
Номин. |
Пред. откл. |
|||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
при b |
Номин. |
Пред. откл. |
||||||||
|
89° - 59° |
91° - 121° |
89° - 59° |
91° - 121° |
Св. 90° |
До 90° |
|||||||
|
Т5 |
s1 ³ 0,7s |
|
РИНп; |
От 4 до 6 |
3 |
7 |
+ 3 |
± 2 |
(b-90)° |
(90-b)° |
0 |
+ 1 |
|
Св. 6 до 10 |
4 |
+ 4 |
||||||||||
|
Св. 10 до 12 |
10 |
± 3 |
+ 2 |
|||||||||
|
Св. 12 до 18 |
5 |
|||||||||||
|
Св. 18 до 20 |
13 |
+ 5 |
||||||||||
|
АИП; |
От 4 до 6 |
3 |
6 |
+ 3 |
± 2 |
+ 1 |
||||||
|
Св. 6 до 8 |
4 |
|||||||||||
|
Св. 8 до 10 |
+ 4 |
|||||||||||
|
Св. 10 до 12 |
8 |
± 3 |
+ 2 |
|||||||||
|
Св., 12 до 14 |
5 |
|||||||||||
|
Св. 14 до 18 |
||||||||||||
|
Св. 18 до 20 |
9 |
+ 5 |
||||||||||

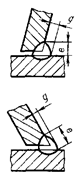
Таблица 17
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
e=g |
a1 |
b |
||||||
|
Номин. |
Пред. откл. |
|||||||||||
|
при b |
Номин. |
Пред. откл. |
||||||||||
|
подготовленных |
сварного шва |
89° - 59° |
91° - 121° |
89° - 59° |
91° - 121° |
Св. 90° |
До 90° |
|||||
|
Т6 |
s1 ³ 0,7s |
|
РИНП; АИНП |
От 4 до 6 |
3 |
7 |
+ 3 |
± 2 |
(b-90)° |
(90-b)° |
0 |
+ 1 |
|
Св. 4 до 10 |
4 |
+ 4 |
||||||||||
|
Св. 10 до 12 |
10 |
± 3 |
+ 2 |
|||||||||
|
Св. 12 до 18 |
5 |
|||||||||||
|
Св. 18 до 20 |
13 |
+ 5 |
||||||||||
|
АИП; |
От 4 до 6 |
3 |
6 |
+ 3 |
± 2 |
+ 1 |
||||||
|
От 6 до 8 |
4 |
|||||||||||
|
От 8 до 10 |
+ 4 |
+ 2 |
||||||||||
|
Св. 10 до 12 |
9 |
± 3 |
||||||||||
|
Св. 12 до 18 |
5 |
|||||||||||
|
Св. 18 до 20 |
10 |
+ 5 |
||||||||||
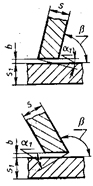
Таблица 18
Размеры, мм
|
Обозначение соединения |
Конструктивные элементы |
Способ |
s |
h |
е=е1 |
е |
е1 |
a1 |
a2 |
a1 |
a2 |
b |
c ± 1 |
g =g1 |
a ± 1° |
|||||
|
не более |
Номин. |
Пред. откл. |
||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
при b |
||||||||||||||||||
|
91° - 95° |
89° - 85° |
96° - 100° |
84° - 80° |
96° - 100° |
84° - 80° |
Св. 90° |
До 90° |
|||||||||||||
|
Т7 |
|
|
РИНП; АИПп |
От 12 |
5 |
1,4s + 5 |
1,1s + 5 |
1,2s + 4 |
(a-(b-90))° |
(a+(b-90))° |
(a-(90-b))° |
(a+(90-b))° |
0 |
+ 2 |
3 |
5 ± 3 |
60° |
|||
|
Св. 14 |
7 |
1,1s + 4 |
||||||||||||||||||
|
Св. 17 |
9 |
1,1s + 2 |
1,2s + 6 |
1,2s + 6 |
||||||||||||||||
|
Св. 20 |
11 |
|||||||||||||||||||
|
Св. 23 |
12 |
|||||||||||||||||||
|
Св. 26 |
13 |
|||||||||||||||||||
|
Св. 30 |
15 |
s + 3 |
||||||||||||||||||
|
АИП; |
От 12 |
4 |
1,4s + 3 |
1,2s + 3 |
s + 4 |
(a-(b-90))° |
(a+(b-90))° |
(a-(90-b))° |
(a+(90-b))° |
0 |
+ 2 |
4 |
5 ± 3 |
60° |
||||||
|
Св. 14 |
6 |
1,1s + 3 |
1,1s |
|||||||||||||||||
|
Св. 17 |
8 |
1,1s |
||||||||||||||||||
|
Св. 20 |
10 |
|||||||||||||||||||
|
Св. 23 |
12 |
|||||||||||||||||||
|
Св. 26 |
14 |
|||||||||||||||||||
|
Св. 30 |
16 |
s + 2 |
s |
|||||||||||||||||

Таблица 19
Размеры, мм
|
Конструктивные элементы |
Способ |
s |
h ± 1,5 |
e=e1 ± 3 |
a1 |
a2 |
a1 |
a2 |
b |
g=g1 |
c ± 1 |
a ± 1° |
|||||
|
при b |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
подготовленных |
сварного шва |
91° - 105° |
89° - 75° |
Св. 90° |
До 90° |
||||||||||||
|
Т9 |
s1 ³ 0,5s |
|
РИН |
От 32 |
15 |
0,7s |
(a-(b-90))° |
(a+(b-90))° |
(a-(90-b))° |
(a+(90-b))° |
0 |
+2 |
5 |
± 3 |
3 |
30° |
|
|
Св. 36 |
17 |
0,6s |
|||||||||||||||
|
Св. 40 |
19 |
||||||||||||||||
|
Св. 44 |
21 |
||||||||||||||||
|
Св. 48 |
23 |
||||||||||||||||
|
Св. 52 |
25 |
||||||||||||||||
|
Св. 56 |
27 |
||||||||||||||||
|
ПИП |
От 32 |
14 |
0,7s |
(a-(b-90))° |
(a+(b-90))° |
(a-(90-b))° |
(a+(90-b))° |
0 |
+ 2 |
5 |
± 3 |
4 |
30° |
||||
|
Св. 36 |
16 |
0,6s |
|||||||||||||||
|
Св. 40 |
18 |
||||||||||||||||
|
Св. 44 |
20 |
||||||||||||||||
|
Св. 48 |
22 |
||||||||||||||||
|
Св. 52 |
24 |
||||||||||||||||
|
Св. 56 |
26 |
||||||||||||||||
5. Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789-73.
6. Сварка соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 20, должна производиться так же, как для деталей одинаковой толщины. Конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 20
мм
|
Разность толщины деталей |
|
|
От 0,8 до 3,0 |
0,5 |
|
Св. 3,0 » 5,0 |
1,0 |
|
» 5,0 » 12,0 |
1,2 |
|
» 12,0 » 25,0 |
1,5 |
|
» 25,0 » 60,0 |
3,0 |
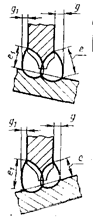
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 20 на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 1 и 2.

Черт. 1

Черт. 2
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. В соединениях с углом соединения 179° - 91° без скоса кромок деталей толщины свыше 6 мм при сварке неплавящимся электродом с присадочным металлом для обеспечения направленности его подачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером 1,0 - 1,5 мм ´ 45°.
8. При сварке в положениях, отличных от нижнего, допускается увеличение размеров шва, но не более 2 мм - для деталей толщиной до 25 мм, 3 мм - свыше 25 мм.
9. При сварке в гелии на постоянном токе размеры шва могут быть уменьшены до 15 %.
10. Для расчетных угловых швов значения катетов K; K1 должны быть установлены при проектировании сварного соединения.
11. Предельные отклонения значений катета расчетных швов должны соответствовать:
+ 2,0 мм при K < 5 мм;
+ 3,0 мм при 5 £ K £ 8 мм;
+4,0 мм при K > 8 мм.
12. Размеры выполненных швов на участке перекрытия для замкнутых соединений, а также в местах, исправленных подваркой, могут отличаться от установленных настоящим стандартом. В этом случае они должны соответствовать нормативно-технической документации.
13. При сварке технического алюминия допускается увеличение размеров швов до 20 %.
14. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Расчистка абразивными кругами не допускается.
15. При переменном угле сопряжения деталей b шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.01.88 № 67
2. Введен впервые
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
|
Обозначение НТД, |
Номер пункта |