 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРУТКИ КАТАНЫЕ ИЗ ТИТАНА
И ТИТАНОВЫХ СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26492-85
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРУТКИ КАТАНЫЕ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ Технические условия Titanium and titanium alloys rolled bars. Specifications |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 26 марта 1985 г. № 829 срок действия установлен
с 01.01.87
до 01.01.92
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на круглые горячекатаные необточенные прутки из титана и титановых сплавов.
1. Классификация
Прутки подразделяют:
по качеству:
обычного качества (обозначают маркой титана или титанового сплава);
повышенного качества - ПК;
по точности изготовления:
нормальной точности;
повышенной точности - П.
(Новая редакция, Изм. № 1).
2. СОРТАМЕНТ
2.1. Размеры прутков и предельные отклонения по ним должны соответствовать указанным в табл. 1.
Таблица 1
|
Предельные отклонения по диаметру прутка, мм |
Площадь поперечного сечения, см2 |
Теоретическая масса 1 м прутка, кг |
|||||
|
нормальной точности |
повышенной точности |
нормальной точности |
повышенной точности |
нормальной точности |
повышенной точности |
||
|
10 |
+0,4 |
- |
0,770 |
- |
0,346 |
- |
|
|
12 |
-0,6 |
-0,6 |
1,112 |
1,075 |
0,500 |
0,484 |
|
|
14 |
+0,6 |
-0,8 |
1,518 |
1,453 |
0,683 |
0,653 |
|
|
16 |
-0,8 |
-0,8 |
1,986 |
1,911 |
0,894 |
0,860 |
|
|
18 |
- |
2,517 |
- |
1,132 |
- |
||
|
20 |
3,064 |
3,079 |
1,379 |
1,386 |
|||
|
22 |
3,715 |
3,733 |
1,672 |
1,680 |
|||
|
25 |
4,811 |
4,831 |
2,165 |
2,174 |
|||
|
28 |
6,048 |
6,070 |
2,722 |
2,731 |
|||
|
30 |
6,951 |
6,975 |
3,128 |
3,139 |
|||
|
32 |
+1,0 |
+0,6 |
7,917 |
7,942 |
3,563 |
3,574 |
|
|
35 |
-1,5 |
-1,0 |
9,484 |
9,512 |
4,268 |
4,280 |
|
|
38 |
11,192 |
11,222 |
5,037 |
5,050 |
|||
|
40 |
12,410 |
12,441 |
5,584 |
5,599 |
|||
|
42 |
13,690 |
13,723 |
6,161 |
6,175 |
|||
|
45 |
15,728 |
15,763 |
7,078 |
7,094 |
|||
|
48 |
17,908 |
17,945 |
8,058 |
8,075 |
|||
|
50 |
19,244 |
19,322 |
8,660 |
8,695 |
|||
|
52 |
+1,0 |
+0,6 |
20,830 |
20,912 |
9,374 |
9,410 |
|
|
55 |
-2,0 |
-1,4 |
23,328 |
23,414 |
10,498 |
10,536 |
|
|
60 |
27,805 |
27,899 |
12,512 |
12,554 |
|||
|
65 |
32,675 |
32,928 |
14,704 |
14,818 |
|||
|
70 |
+1,5 |
+1,0 |
37,937 |
38,210 |
17,072 |
17,195 |
|
|
75 |
-2,5 |
-1,5 |
43,592 |
43,885 |
19,616 |
19,748 |
|
|
80 |
49,639 |
49,952 |
22,338 |
22,478 |
|||
|
85 |
56,745 |
56,745 |
25,535 |
25,535 |
|||
|
90 |
±2,0 |
±1,5 |
63,617 |
63,617 |
28,628 |
28,628 |
|
|
100 |
78,540 |
78,540 |
35,343 |
35,343 |
|||
|
110 |
- |
95,033 |
- |
42,765 |
- |
||
|
120 |
- |
113,098 |
- |
50,894 |
- |
||
|
130 |
±3,0 |
- |
132,733 |
- |
59,730 |
- |
|
|
140 |
- |
153,938 |
- |
69,272 |
- |
||
|
150 |
- |
176,715 |
- |
79,522 |
- |
||
Примечания:
1. Теоретическая масса 1 м прутка вычислена по среднему диаметру при плотности 4,5 г/см3, что соответствует плотности титана.
2. Переводные коэффициенты для вычисления приближенной теоретической массы 1 м прутка из титановых сплавов приведены в справочном приложении 1.
3. Прутки диаметром от 65 до 150 мм включительно из титанового сплава ВТ1-2 изготовляются только нормальной точности.
(Измененная редакция, Изм. № 1).
2.2. По длине прутки изготовляют:
немерной длины:
от 0,5 до 4 м - при диаметре прутков от 10 до 20 мм включительно,
от 0,5 до 6 м - при диаметре прутков св. 20 до 60 мм включительно,
от 0,5 до 2 м - при диаметре прутков св. 60 до 150 мм;
мерной и кратной мерной длины в пределах немерной с предельными отклонениями:
+30 мм - для прутков диаметром от 10 до 20 мм включительно,
+50 мм - для прутков диаметром св. 20 до 60 мм включительно,
+70 мм - для прутков диаметром св. 60 до 150 мм.
(Измененная редакция, Изм. № 2).
2.3. Прутки кратной мерной длины должны изготовляться с учетом припуска на каждый рез 10 мм.
2.4. При изготовлении прутков мерной длины диаметром от 20 до 60 мм допускается в партии 10 % прутков длиной не менее 500 мм, а при изготовлении прутков мерной длины диаметром св. 60 мм - 15 % прутков длиной не менее 300 мм.
2.5. Овальность прутков не должна выводить их размеры за предельные отклонения по диаметру.
2.6. Прутки должны быть прямыми. Допускаемая кривизна прутка на 1 м длины не должна превышать 5 мм для прутков диаметром от 10 до 60 мм включительно, 7 мм - для прутков диаметром свыше 60 до 150 мм включительно.
Общая кривизна прутка не должна превышать произведения допускаемой кривизны на 1 м длины прутка на длину прутка в метрах.
2.7. При отсутствии в заказе указания о точности изготовления и качестве поверхности, прутки изготовляются нормальной точности и обычного качества.
Примеры условных обозначений
Пруток из титанового сплава марки ОТ4 диаметром 65 мм обычного качества, нормальной точности, немерной длины:
Пруток ОТ4 65 ГОСТ 26492-85
То же, повышенной точности длиной 1500 мм:
Пруток ОТ4 65П´1500 ГОСТ 26492-85
То же, длиной кратной (КД) 1000 мм:
Пруток ОТ4 65П´1000 КД ГОСТ 26492-85
Пруток из титанового сплава марки ОТ4 диаметром 65 мм повышенного качества нормальной точности длиной 2000 мм:
Пруток ОТ4 ПК.65´2000 ГОСТ 26492-85
То же повышенной точности немерной длины:
Пруток ОТ4 ПК.65П ГОСТ 26492-85
То же, длиной, кратной (КД) 1000 мм:
Пруток ОТ4 ПК.65П´1000 КД ГОСТ 26492-85
2.6, 2.7. (Новая редакция, Изм. № 1).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
3.1.1. Прутки изготовляют из титана марок ВТ1-00, ВТ1-0 и титановых сплавов марок ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1, ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ20, ВТ22 с химическим составом по ГОСТ 19807-74, из титана марки ВТ1-2 и титановых сплавов марок ВТ6С, ВТ8 с химическим составом по нормативно-технической документации.
(Измененная редакция, Изм. № 1).
3.2. Прутки изготовляют без термической обработки (горячекатаными).
3.3. Механические свойства прутков обычного качества должны соответствовать требованиям, приведенным в табл. 2.
Таблица 2
|
Состояние испытываемых образцов |
Диаметр прутка, мм |
Временное сопротивление σв, МПа (кгс/мм2) |
Относительное удлинение δ, % |
Относительное сужение φ, % |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) |
|
|
не менее |
||||||
|
ВТ1-00 |
Отожженные |
От 10 до 12 включ. |
295 (30) |
50 |
- |
|
|
Св. 12 до 100 включ. |
295 (30) |
20 |
50 |
100 (10,0) |
||
|
Св. 100 до 150 включ. |
265 (27) |
40 |
60 (6,0) |
|||
|
ВТ1-0 |
Отожженные |
От 10 до 12 включ. |
40 |
- |
||
|
Св. 12 до 100 включ. |
345 (35) |
15 |
40 |
70 (7,0) |
||
|
Св. 100 до 150 включ. |
36 |
50 (5,0) |
||||
|
ВТ1-2 |
Отожженные |
От 65 до 150 включ. |
590 - 930 (60 - 95) |
8 |
17 |
25 (2,5) |
|
ОТ4-0 |
Отожженные |
От 10 до 12 включ. |
15 |
35 |
- |
|
|
Св. 12 до 100 включ. |
440 (45) |
15 |
35 |
50 (5,0) |
||
|
Св. 100 до 150 включ. |
13 |
30 |
40 (4,0) |
|||
|
ОТ4-1 |
Отожженные |
От 10 до 12 включ. |
12 |
30 |
- |
|
|
Св. 12 до 100 включ. |
540 (55) |
12 |
30 |
45 (4,5) |
||
|
Св. 100 до 150 включ. |
10 |
21 |
40 (4,0) |
|||
|
ОТ4 |
Отожженные |
От 10 до 12 включ. |
685 (70) |
8 |
25 |
- |
|
Св. 12 до 100 включ. |
685 (70) |
25 |
40 (4,0) |
|||
|
Св. 100 до 150 включ. |
635 (65) |
20 |
35 (3,5) |
|||
|
ВТ5 |
Отожженные |
От 10 до 12 включ. |
735 (75) |
8 |
20 |
- |
|
Св. 12 до 100 включ. |
735 (75) |
8 |
20 |
30 (3,0) |
||
|
Св. 100 до 150 включ. |
685 (70) |
6 |
15 |
30 (3,0) |
||
|
ВТ5-1 |
Отожженные |
От 10 до 12 включ. |
785 (80) |
8 |
20 |
- |
|
Св. 12 до 100 включ. |
785 (80) |
8 |
20 |
40 (4,0) |
||
|
Св. 100 до 150 включ. |
745 (76) |
6 |
15 |
40 (4,0) |
||
|
ВТ6 |
Отожженные |
От 10 до 12 включ. |
885 (90) |
8 |
20 |
- |
|
Св. 12 до 100 включ. |
885 (90) |
8 |
20 |
25 (2,5) |
||
|
Св. 100 до 150 включ. |
835 (85) |
6 |
15 |
25 (2,5) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
1080 (110) |
4 |
12 |
- |
|
|
Св. 12 до 100 включ. |
20 (2,0) |
|||||
|
ВТ6С |
Отожженные |
От 10 до 12 включ. |
835 (85) |
9 |
22 |
- |
|
Св. 12 до 100 включ. |
835 (85) |
9 |
22 |
30 (3,0) |
||
|
Св. 100 до 150 включ. |
755 (77) |
6 |
15 |
25 (2,5) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
1030 (105) |
4 |
14 |
- |
|
|
Св. 12 до 100 включ. |
25 (2,5) |
|||||
|
ВТ3-1 |
Отожженные |
От 10 до 12 включ. |
8 |
20 |
- |
|
|
Св. 12 до 100 включ. |
930 (95) |
8 |
20 |
30 (3,0) |
||
|
Св. 100 до 150 включ. |
6 |
15 |
25 (2,5) |
|||
|
ВТ8 |
Отожженные |
От 10 до 12 включ. |
980 (100) |
8 |
20 |
- |
|
Св. 12 до 100 включ. |
980 (100) |
8 |
20 |
30 (3,0) |
||
|
Св. 100 до 150 включ. |
930 (95) |
6 |
15 |
20 (2,0) |
||
|
ВТ9 |
Отожженные |
От 10 до 12 включ. |
980 (100) |
7 |
16 |
- |
|
Св. 12 до 100 включ. |
980 (100) |
7 |
16 |
25 (2,5) |
||
|
Св. 100 до 150 включ. |
930 (95) |
6 |
15 |
20 (2,0) |
||
|
ВТ14 |
Отожженные |
От 10 до 12 включ. |
885 (90) |
8 |
22 |
- |
|
Св. 12 до 100 включ. |
885 (90) |
8 |
22 |
30 (3,0) |
||
|
Св. 100 до 150 включ. |
865 (88) |
6 |
15 |
30 (3,0) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
1080 (110) |
4 |
8 |
- |
|
|
Св. 12 до 100 включ. |
20 (2,0) |
|||||
|
ВТ20 |
Отожженные |
От 10 до 12 включ. |
8 |
20 |
- |
|
|
Св. 12 до 100 включ. |
885 (90) |
7 |
30 (3,0) |
|||
|
Св. 100 до 150 включ. |
8 |
25 (2,5) |
||||
|
ВТ22 |
Отожженные |
От 10 до 12 включ. |
8 |
20 |
- |
|
|
Св. 12 до 100 включ. |
1030 (105) |
8 |
16 |
25 (2,5) |
||
|
Св. 100 до 150 включ. |
6 |
14 |
20 (2,0) |
|||
(Измененная редакция, Изм. № 1).
3.4. Механические свойства прутков повышенного качества должны соответствовать требованиям, приведенным в табл. 3.
Таблица 3
|
Состояние испытываемых образцов |
Диаметр прутка, мм |
Временное сопротивление σв, МПа (кгс/мм2) |
Относительное удлинение δ, % |
Относительное сужение φ, % |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) |
|
|
не менее |
||||||
|
ВТ1-00 |
Отожженные |
От 10 до 12 включ. |
295 - 440 (30 - 45) |
25 |
55 |
- |
|
Св. 12 до 100 включ. |
295 - 440 (30 - 45) |
25 |
55 |
120 (12) |
||
|
Св. 100 до 150 включ. |
265 - 440 (27 - 45) |
24 |
42 |
60 (6) |
||
|
ВТ1-0 |
Отожженные |
От 10 до 12 включ. |
390 - 540 (40 - 55) |
20 |
50 |
- |
|
Св. 12 до 100 включ. |
390 - 540 (40 - 55) |
20 |
50 |
100 (10) |
||
|
Св. 100 до 150 включ. |
355 - 540 (36 - 55) |
19 |
38 |
50 (5) |
||
|
ОТ4-0 |
Отожженные |
От 10 до 12 включ. |
490 - 635 (50 - 65) |
40 |
- |
|
|
Св. 12 до 100 включ. |
490 - 635 (50 - 65) |
20 |
40 |
70 (7) |
||
|
Св. 100 до 150 включ. |
440 - 635 (45 - 65) |
32 |
50 (5) |
|||
|
ОТ4-1 |
Отожженные |
От 10 до 12 включ. |
590 - 735 (60 - 75) |
15 |
35 |
- |
|
Св. 12 до 100 включ. |
590 - 735 (60 - 75) |
15 |
35 |
45 (4,5) |
||
|
Св. 100 до 150 включ. |
540 - 735 (55 - 75) |
13 |
24 |
40 (4) |
||
|
ОТ4 |
Отожженные |
От 10 до 12 включ. |
685 - 885 (70 - 90) |
11 |
30 |
- |
|
Св. 12 до 60 включ. |
685 - 885 (70 - 90) |
11 |
30 |
40 (4) |
||
|
Св. 60 до 100 включ. |
685 - 885 (70 - 90) |
10 |
30 |
40 (4) |
||
|
Св. 100 до 150 включ. |
635 - 885 (65 - 90) |
9 |
21 |
35 (3,5) |
||
|
ВТ5 |
Отожженные |
От 10 до 12 включ. |
735 - 930 (75 - 95) |
10 |
25 |
- |
|
Св. 12 до 60 включ. |
735 - 930 (75 - 95) |
10 |
25 |
50 (5) |
||
|
Св. 60 до 100 включ. |
735 - 930 (75 - 95) |
10 |
25 |
30 (3) |
||
|
Св. 100 до 150 включ. |
715 - 930 (73 - 95) |
6 |
18 |
50 (5) |
||
|
ВТ5-1 |
Отожженные |
От 10 до 12 включ. |
785 - 980 (80 - 100) |
10 |
25 |
- |
|
Св. 12 до 100 включ. |
785 - 980 (80 - 100) |
10 |
25 |
40 (4) |
||
|
Св. 100 до 150 включ. |
745 - 980 (76 - 100) |
6 |
18 |
45 (4,5) |
||
|
ВТ6 |
Отожженные |
От 10 до 12 включ. |
905 - 1050 (92 - 107) |
10 |
30 |
- |
|
Св. 12 до 60 включ. |
905 - 1050 (92 - 107) |
10 |
30 |
40 (4) |
||
|
Св. 60 до 100 включ. |
905 - 1050 (92 - 107) |
10 |
25 |
30 (3) |
||
|
Св. 100 до 150 включ. |
835 - 1050 (85 - 107) |
6 |
20 |
30 (3) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
- |
||||
|
Св. 12 до 60 включ. |
Не менее 1080 (110) |
6 |
20 |
30 (3) |
||
|
Св. 60 до 100 включ. |
25 (2,5) |
|||||
|
ВТ6С |
Отожженные |
От 10 до 12 включ. |
835 - 980 (85 - 100) |
10 |
30 |
- |
|
Св. 12 до 60 включ. |
835 - 980 (85 - 100) |
10 |
30 |
40 (4) |
||
|
Св. 60 до 100 включ. |
835 - 980 (85 - 100) |
10 |
25 |
40 (4) |
||
|
Св. 100 до 150 включ. |
755 - 980 (77 - 100) |
7 |
22 |
40 (4) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
Не менее 1030 (105) |
6 |
20 |
- |
|
|
Св. 12 до 100 включ. |
30 (3) |
|||||
|
ВТ3-1 |
Отожженные |
От 10 до 12 включ. |
980 - 1230 (100 - 125) |
10 |
30 |
- |
|
Св. 12 до 60 включ. |
980 - 1230 (100 - 125) |
10 |
30 |
30 (3) |
||
|
Св. 60 до 100 включ. |
980 - 1180 (100 - 120) |
10 |
25 |
30 (3) |
||
|
Св. 100 до 150 включ. |
930 - 1180 (95 - 120) |
8 |
20 |
30 (3) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
20 |
- |
|||
|
Св. 12 до 40 включ. |
Не менее 1180 (120) |
6 |
20 |
20 (2) |
||
|
Св. 40 до 60 включ. |
16 |
18 (1,8) |
||||
|
ВТ8 |
Отожженные |
От 10 до 12 включ. |
980 - 1230 (100 - 125) |
9 |
30 |
- |
|
Св. 12 до 60 включ. |
980 - 1230 (100 - 125) |
9 |
30 |
30 (3) |
||
|
Св. 60 до 100 включ. |
980 - 1180 (100 - 120) |
9 |
25 |
30 (3) |
||
|
Св. 100 до 150 включ. |
930 - 1180 (95 - 120) |
7 |
19 |
30 (3) |
||
|
ВТ9 |
Отожженные |
От 10 до 12 включ. |
1030 - 1230 (105 - 125) |
9 |
30 |
- |
|
Св. 12 до 50 включ. |
1030 - 1230 (105 - 125) |
9 |
30 |
30 (3) |
||
|
Св. 50 до 100 включ. |
1030 - 1230 (105 - 125) |
9 |
25 |
30 (3) |
||
|
Св. 100 до 150 включ. |
980 - 1230 (100 - 125) |
7 |
16 |
30 (3) |
||
|
ВТ14 |
Отожженные |
От 10 до 12 включ. |
885 - 1080 (90 - 110) |
10 |
35 |
- |
|
Св. 12 до 30 включ. |
885 - 1080 (90 - 110) |
10 |
35 |
50 (5) |
||
|
Св. 30 до 60 включ. |
885 - 1080 (90 - 110) |
10 |
35 |
50 (5) |
||
|
Св. 60 до 100 включ. |
885 - 1080 (90 - 110) |
9 |
30 |
50 (5) |
||
|
Св. 100 до 150 включ. |
865 - 1080 (88 - 110) |
8 |
25 |
45 (4,5) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
Не менее 1100 (112) |
6 |
12 |
- |
|
|
Св. 12 до 60 включ. |
Не менее 1100 (112) |
6 |
12 |
25 (2,5) |
||
|
Св. 60 до 100 включ. |
Не менее 1080 (110) |
4 |
8 |
20 (2) |
||
|
ВТ20 |
Отожженные |
От 10 до 12 включ. |
930 - 1130 (95 - 115) |
10 |
25 |
- |
|
Св. 12 до 25 включ. |
930 - 1130 (95 - 115) |
10 |
25 |
30 (3) |
||
|
Св. 25 до 100 включ. |
930 - 1130 (95 - 115) |
10 |
25 |
40 (4) |
||
|
Св. 100 до 150 включ. |
885 - 1130 (90 - 115) |
8 |
20 |
30 (3) |
||
|
ВТ22 |
Отожженные |
От 10 до 12 включ. |
1080 - 1230 (110 - 125) |
10 |
30 |
- |
|
Св. 12 до 35 включ. |
1080 - 1230 (110 - 125) |
10 |
30 |
30 (3) |
||
|
Св. 35 до 60 включ. |
1080 - 1230 (110 - 125) |
9 |
25 |
30 (3) |
||
|
Св. 60 до 100 включ. |
1080 - 1280 (110 - 130) |
8 |
18 |
25 (2,5) |
||
|
Св. 100 до 150 включ. |
1080 - 1280 (110 - 130) |
7 |
17 |
25 (2,5) |
||
|
Закаленные и состаренные |
От 10 до 12 включ. |
7 |
18 |
- |
||
|
Св. 12 до 40 включ. |
Не менее 1280 (130) |
7 |
18 |
20 (2) |
||
|
Св. 40 до 60 включ. |
6 |
16 |
18 (1,8) |
|||
(Измененная редакция, Изм. № 1).
3.5. Прутки должны быть ровно обрезаны с торцов. Косина реза не должна выводить пруток мерной или кратной мерной длины за пределы минимальной длины. Допускаются смятые концы и заусенцы.
3.6. Поверхность прутков не должна иметь трещин и закатов.
На поверхности прутков допускаются отдельные мелкие плены, рванины, чешуйчатость, морщины, отпечатки, подрезы, рябизна и царапины, если контрольная зачистка их не выводит пруток за предельные минусовые отклонения по диаметру.
На поверхности прутков допускается ус, не выводящий пруток за пределы плюсового предельного отклонения по диаметру.
Допускается зачистка и обточка поверхности прутков, не выводящие размеры за предельные отклонения по диаметру.
3.7. Макроструктура прутков не должна иметь трещин, расслоений, пустот, металлических и неметаллических включений, видимых невооруженным глазом.
На макроструктуре допускаются поверхностные дефекты, глубина которых не превышает установленных предельных минусовых отклонений.
3.7.1. Величина зерна для прутков повышенного качества не должна превышать:
4-го балла - для прутков из сплавов марок ВТ6, ВТ6С, ВТ3-1, ВТ8, ВТ9 и ВТ 14 диаметром до 60 мм включительно;
5-го балла - для прутков из сплава марки ВТ22 диаметром до 60 мм включительно;
6-го балла - для прутков из сплава марки ВТ22 диаметром 55, 60 мм, механические свойства которых определяются на отожженных образцах;
8-го балла - для прутков из сплавов марок ВТ6, ВТ6С, ВТ3-1, ВТ8, ВТ9, ВТ14 и ВТ22 диаметром свыше 60 до 100 мм включительно;
9-го балла - для прутков из сплавов марок ВТ6, ВТ6С, ВТ3-1, ВТ8, ВТ9, ВТ14 и ВТ22 диаметром свыше 100 мм.
Допускается в макроструктуре прутков наличие отдельных участков с величиной зерна, превышающей установленную на 2 балла для прутков диаметром до 60 мм включительно и на 1 балл для прутков диаметром свыше 60 мм, если суммарная площадь, занимаемая этими участками, не превышает 20 % площади макрошлифа.
3.8. Микроструктура прутков повышенного качества из сплавов марок ВТ6, ВТ6С, ВТ3-1, ВТ14 диаметром до 60 мм включительно, определяемая по 9-типной шкале, должна соответствовать 1 - 7-му типам, а из сплава марки ВТ22, определяемая по 8-типной шкале, должна соответствовать 1 - 6-му типам для прутков диаметром до 40 мм включительно, 1 - 7-му типам - для прутков диаметром свыше 40 до 60 мм включительно.
4. ПРАВИЛА ПРИЕМКИ
4.1. Прутки предъявляют к приемке партиями. Партия должна состоять из прутков одной марки титана или титанового сплава, одной плавки, одного качества, одной точности изготовления, одного диаметра и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
наименование потребителя;
марку титана или титанового сплава и группу качества;
размер прутков;
номер партии или плавки;
массу нетто партии;
результаты испытаний и режимы термообработки заготовок для образцов;
дату отгрузки;
обозначение настоящего стандарта.
Допускается составлять партию из прутков нескольких плавок, при этом каждая плавка должна быть проверена на соответствие требованиям настоящего стандарта.
(Измененная редакция, Изм. № 1).
4.2. Для определения химического состава - основных компонентов и регламентированных примесей - отбирают два прутка от партии.
Прочие примеси не определяют.
Допускается изготовителю определять химический состав основных компонентов на каждой плавке, а регламентированных примесей - на каждой десятой плавке или устанавливать его в соответствии с документом о качестве предприятия-изготовителя слитков.
4.3. Проверке качества поверхности и размеров подвергают каждый пруток.
4.4. Для проверки механических свойств отбирают 5 % прутков от партии, но не менее двух прутков диаметром до 60 мм, один пруток от партии диаметром свыше 60 мм.
Механические свойства прутков на закаленных и состаренных образцах проверяют по требованию потребителя, оговоренному в наряде, при этом проверку механических свойств на отожженных образцах не производят.
(Измененная редакция, Изм. № 2).
4.5. Для проверки макроструктуры отбирают 5 % прутков от партии, но не менее двух прутков диаметром до 60 мм включительно, один пруток от партии диаметром свыше 60 мм.
4.6. Для проверки микроструктуры прутков повышенного качества из сплавов марок ВТ6, ВТ6С, ВТ3-1, ВТ14 и ВТ22 отбирают 5 % прутков от партии, но не менее двух прутков диаметром до 60 мм, один пруток от партии диаметром свыше 60 мм.
Микроструктуру проверяют при контроле механических свойств на закаленных и состаренных образцах.
(Измененная редакция, Изм. № 2).
4.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
Допускается проводить поштучное испытание прутков.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор и подготовку проб для определения химического состава прутков проводят по ГОСТ 24231-80.
5.2. Химический состав титана и титановых сплавов определяют химическим методом по ГОСТ 25086-87, ГОСТ 19863.1-80 - ГОСТ 19863.13-80 или спектральным методом по ГОСТ 23902-79.
При наличии разногласий химический состав определяют по ГОСТ 19863.1-80 - ГОСТ 19863.13-80.
(Измененная редакция, Изм. № 1, 2).
5.3. Содержание водорода определяют методом вакуум-нагрева по ГОСТ 24956-81 или спектральным методом по ОСТ 1 90034-81.
При наличии разногласий содержание водорода определяют по ГОСТ 24956-81.
(Измененная редакция, Изм. № 2).
5.4. Содержание азота, углерода и кислорода определяют по нормативно-технической документации.
5.5. Диаметр прутков измеряют микрометром по ГОСТ 6507-90 или ГОСТ 4381-87, штангенциркулем по ГОСТ 166-80 или другим мерительным инструментом, обеспечивающим необходимую точность измерения.
Длину прутков проверяют рулеткой по ГОСТ 7502-89 или металлической линейкой по ГОСТ 427-75.
(Измененная редакция, Изм. № 1, 2).
5.6. Кривизну и косину реза прутков измеряют по ГОСТ 26877-86.
(Новая редакция, Изм. № 1).
(Измененная редакция, Изм. № 2).
5.7. Поверхность прутков осматривают без применения увеличительных приборов.
5.8. Испытание на растяжение (временное сопротивление, относительное удлинение, относительное сужение) проводят на образцах диаметром 5 мм по ГОСТ 1497-84.
Расчетную длину образца в миллиметрах устанавливают по формуле l = 5d.
Скорость передвижения захватов при растяжении образцов (при холостом ходе машины) должна быть 10 - 15 мм/мин.
(Измененная редакция, Изм. № 2).
5.9. Испытание на ударную вязкость проводят при комнатной температуре по ГОСТ 9454-78.
5.10. Для испытания механических свойств от каждого проверяемого прутка в продольном или поперечном направлении вырезают один разрывной и один ударный образец.
Образцы вырезают из заготовок, представляющих собой отрезок проверяемого прутка.
Заготовки для изготовления образцов перед механической обработкой подвергают термической обработке.
Образцы в продольном направлении вырезают:
прутков диаметром до 35 мм включительно - из центра сечения;
прутков диаметром свыше 35 мм - на расстоянии 1/2 радиуса от поверхности.
Образцы в поперечном направлении вырезают по диаметру. При этом допускается смещение оси образца не более чем на 20 мм.
При испытании механических свойств прутков диаметром свыше 60 до 150 мм включительно на образцах, вырезанных в поперечном направлении, относительное удлинение и сужение могут быть снижены до 20 % от значений, установленных при испытании механических свойств прутков на образцах, вырезанных в продольном направлении, по табл. 2, 3.
5.11. Макроструктуру прутков проверяют на поперечном макротемплете, вырезанном из того же прутка, что и образцы для испытания механических свойств.
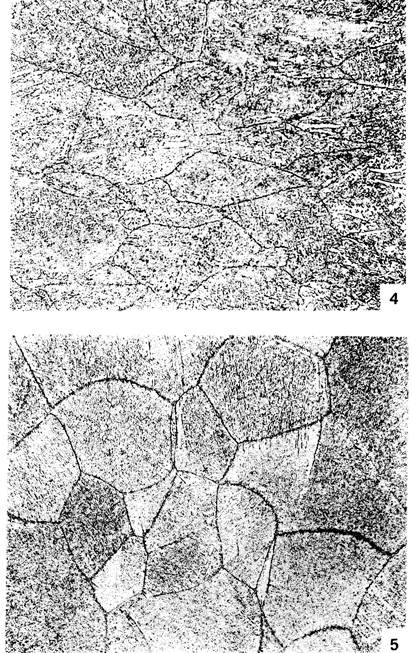
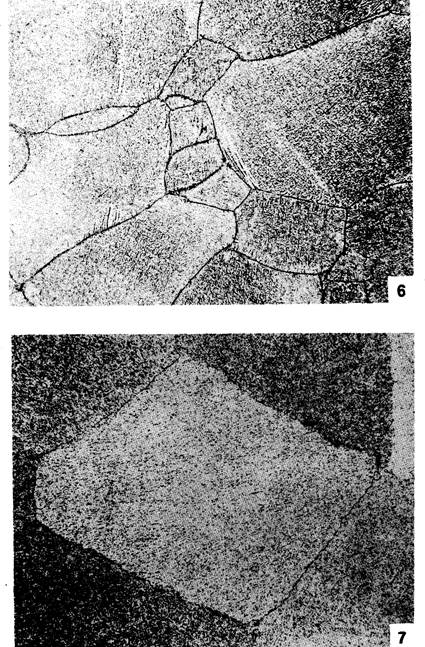
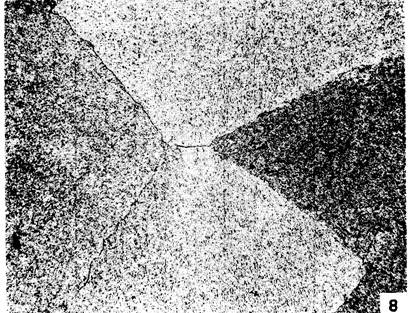
Величину зерна прутков определяют визуально по 10-балльной шкале макроструктуры, приведенной в обязательном приложении 2.
(Измененная редакция, Изм. № 1, 2).
5.12. Микроструктуру проверяют на разрушенных ударных образцах в количестве, установленном для контроля ударной вязкости. Микрошлиф изготовляют в поперечном сечении образца после проведения механических испытаний.
Допускается проверку микроструктуры проводить на макротемплетах.
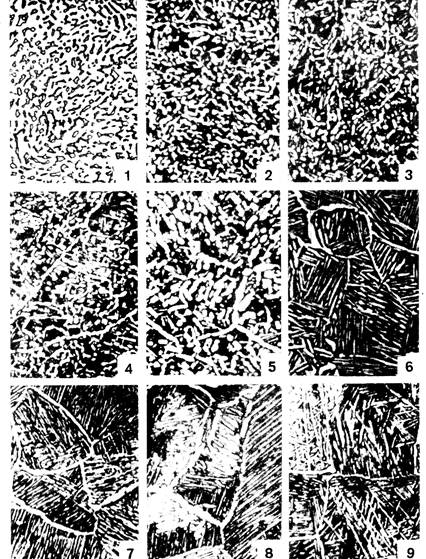
Микроструктуру прутков из сплавов марок ВТ6, ВТ6С, ВТ3-1 и ВТ14 определяют по 9-типной шкале при увеличении 450´, приведенной в обязательном приложении 3.
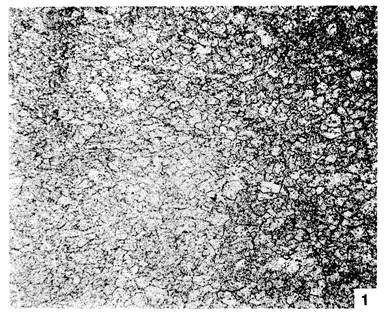
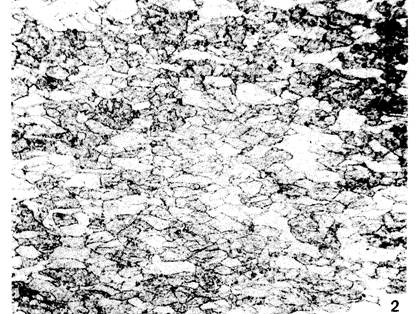
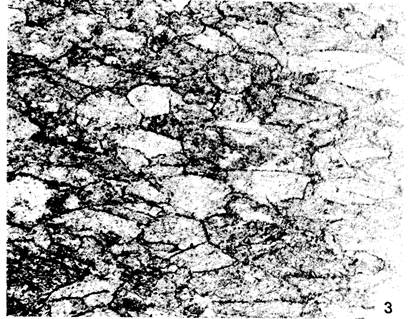
Микроструктуру прутков из сплава марки ВТ22 определяют по 8-типной шкале при увеличении 100´, приведенной в обязательном приложении 4.
(Измененная редакция, Изм. № 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Прутки одинакового размера и одной марки сплава укладывают в пучки.
Пучки связывают шпагатом по ГОСТ 16266-70 или ГОСТ 17308-71, мягкой стальной проволокой по ГОСТ 3282-74 или лентой по ГОСТ 3560-73, мягкой алюминиевой проволокой по ГОСТ 14838-78 или лентой по ГОСТ 13726-78, или прутком по ГОСТ 21488-76 не менее чем в двух местах при длине прутка до 4 м включительно и в трех-пяти местах при длине прутка более 4 м.
Допускается увязка пучков в связки.
Масса грузового места не должна быть более 3500 кг.
6.1.1. При отправке прутков в районы Крайнего Севера и труднодоступные районы упаковка должна соответствовать требованиям ГОСТ 15846-79.
6.2. К концу каждого связанного пучка прутков крепят два ярлыка с указанием марки титана или титанового сплава, номера партии или плавки и клейма отдела технического контроля предприятия-изготовителя.
Допускается маркировать реквизиты грузополучателя на деревянных рейках, увязанных вместе с пучками.
6.3. Каждый пруток в пучке диаметром до 60 мм с одного конца должен быть замаркирован краской. Маркировка краской должна состоять из основного цвета (желтого), характеризующего группу материала (титан) и дополнительного, определяющего конкретную марку титана или титанового сплава.
Основной цвет (желтый) наносится по образующей прутка полосой в виде кольца (полукольца) шириной не более 50 мм. Количество прутков, замаркированных основным цветом, определяет предприятие-изготовитель, но не менее трех прутков в пучке.
Дополнительный цвет наносится на торец или образующую каждого прутка в соответствии с табл. 4.
Таблица 4
|
Цвет маркировки |
Марка сплава |
Цвет маркировки |
|
|
ВТ1-00 |
Белый + черный |
ВТ6С |
Коричневый |
|
ВТ1-0 |
Белый |
ВТ3-1 |
Красный |
|
ОТ4-0 |
Зеленый + белый |
ВТ8 |
Синий |
|
ОТ4-1 |
Зеленый + черный |
ВТ9 |
Голубой |
|
ОТ4 |
Зеленый |
BT14 |
Черный + красный |
|
ВТ5 |
Коричневый + белый |
ВТ20 |
Черный + желтый |
|
ВТ5-1 |
Желтый |
ВТ22 |
Коричневый + зеленый |
|
ВТ6 |
Коричневый + синий |
ВТ1-2 |
Синий + красный |
(Новая редакция, Изм. № 2).
6.4. На каждом принятом прутке диаметром свыше 60 мм должны быть поставлены клейма с указанием марки сплава, номера плавки или номера партии, а также клейма отдела технического контроля предприятия-изготовителя.
Клеймо ставят на боковой поверхности на расстоянии не более 50 мм от торца одного конца прутка.
Допускается ставить клеймо несмываемой краской.
6.5. Прутки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и ГОСТ 12.3.009-76.
6.6. Грузовые места укрупняют в транспортные пакеты в соответствии с ГОСТ 24597-81 и ГОСТ 23238-78.
Пакетирование пучков и отдельных прутков, не связанных в пучки, проводят на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 2 мм в два оборота по ГОСТ 3282-74 или лентой размерами не менее 0,3 - 30 мм или по ГОСТ 3560-73.
(Измененная редакция, Изм. № 1, 2).
6.7. Размещение и крепление грузовых мест, в том числе пакетированных, а также неупакованных в железнодорожных средствах должны осуществляться в соответствии с условиями погрузки и крепления грузов.
6.8. Транспортная маркировка грузовых мест - по ГОСТ 14192-77 со следующими дополнительными надписями: наименование полуфабриката, марка сплава, номер партии.
6.9. Прутки должны храниться в крытых складских помещениях или складских помещениях открытого вида, защищенными от механических повреждений и действия активных химических реагентов.
При соблюдении указанных условий хранения прутки из титана и титановых сплавов потребительские свойства при хранении не изменяют.
(Измененная редакция, Изм. № 1).
7. Гарантии изготовителя
Изготовитель гарантирует соответствие прутков требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Гарантийный срок хранения прутков с момента изготовления в неотапливаемых складах не более 10 лет, на площадках под навесом 5 лет.
Периодичность осмотра 1 раз в год.
Количество осматриваемых прутков 3 - 5 % от партии.
(Введен дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Справочное
Переводные коэффициенты для вычисления приближенной теоретической массы 1 м прутка из титановых сплавов
|
Переводной коэффициент |
Марка сплава |
Переводной коэффициент |
|
|
ОТ4-0 |
1,002 |
ВТ3-1 |
1,000 |
|
ОТ4-1 |
1,011 |
ВТ8 |
1,004 |
|
ОТ4 |
1,011 |
ВТ9 |
1,002 |
|
ВТ5 |
0,977 |
ВТ14 |
1,004 |
|
ВТ5-1 |
0,982 |
ВТ20 |
0,989 |
|
ВТ6 |
0,989 |
ВТ22 |
1,027 |
|
ВТ6С |
0,989 |
ВТ1-2 |
1,000 |
ПРИЛОЖЕНИЕ 2
Обязательное
Шкала макроструктур (10-балльная)

ПРИЛОЖЕНИЕ 3
Обязательное
Шкала микроструктур (9-типная)
ПРИЛОЖЕНИЕ 4
Обязательное
Шкала микроструктур (8-типная)
СОДЕРЖАНИЕ