 | Информационная система | |
ГОСТ 22780-93
(ИСО 1005-9-86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСИ ДЛЯ ВАГОНОВ ЖЕЛЕЗНЫХ
ДОРОГ КОЛЕИ 1520 (1524) мм
ТИПЫ, ПАРАМЕТРЫ И РАЗМЕРЫ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали
|
Наименование национального органа стандартизация |
|
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосударственный стандарт ГОСТ 22780-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВВЕДЕН ВЗАМЕН ГОСТ Р 50334-92
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ОСИ ДЛЯ ВАГОНОВ ЖЕЛЕЗНЫХ
ДОРОГ Типы, параметры и размеры Car axles for 1520 (1524) mm gauge
main-line Railways. |
ГОСТ (ИСО 1005-9-86) |
Дата введения 01.01.95
Настоящий стандарт распространяется на оси колесных пар грузовых и пассажирских вагонов, вагонов электропоездов и немоторных вагонов дизель-поездов магистральных железных дорог колеи 1520 (1524) мм.
Стандарт не распространяется на оси, предназначенные для ремонта колесных пар.
Допускается по согласованию между изготовителем и потребителем изготовлять оси в соответствии с требованиями приложения, подготовленного методом прямого введения ИСО 1005-9-86.
1. Оси должны изготовляться следующих типов: РМ3, РМ5, РУ1, РУ1Ш (табл. 1).
Буквы, принятые в наименованиях типов осей, обозначают: Р - роликовая, М - моторная, У - унифицированная; Ш - крепление подшипников при помощи шайбы.
Крепление роликовых подшипников на осях типов РМ3, РМ5 и РУ1 осуществляется гайкой, а на оси типа РУ1Ш - шайбой.
Пример условного обозначения оси типа РУ1:
Ось РУ1 ГОСТ 22780-93
2. Максимальные расчетные статические нагрузки от колесной пары на рельсы и применяемость осей в зависимости от типа вагона приведены в табл. 1.
Указанные в табл. 1 значения максимальных нагрузок установлены без учета отклонений в распределении фактической массы брутто вагонов по осям от проектной.
3. Основные размеры осей, допуски формы и расположения поверхностей и шероховатость обработанных поверхностей должны соответствовать указанным на черт. 1, 2, 3 и в табл. 2. Неуказанные размеры и шероховатость - по рабочим чертежам, утвержденным в установленном порядке. При контроле отклонений от округлости и профиля продольного сечения проверяются соответственно овальность и конусообразность.
4. Допускается изготовлять:
оси типов РУ1 и РУ1Ш с цилиндрическим участком на средней части оси длиной 130 - 150 мм и диаметром, равным d4 с отклонением от середины оси не более 10 мм,
оси типов РМ3, РМ5 и РУ1 с вариантами паза для стопорной планки по чертежам, согласованным с заказчиком,
оси типа РУ1Ш с удлиненными галтелями шеек по нормативно-технической документации, согласованной с заказчиком.
Таблица 1
|
Тип вагона |
Максимальная расчетная статическая нагрузка от колесной пары на рельсы, кН (тс) |
|
|
РМ3 |
Моторный |
196,0 (20,0) |
|
РМ5 |
электропоезда |
216,0 (22,0) |
|
РУ1 |
Немоторный электро- и дизель-поезда |
186,0 (19,0) |
|
РУ1, РУ1Ш |
Грузовой |
230,0 (23,5) |
|
РУ1, РУ1Ш |
Пассажирский |
176,5 (18,0) |
Примечание. При эксплуатации грузовых вагонов допускается по согласованию с разработчиком (изготовителем) повышение расчетных статических нагрузок от колесной пары на рельсы не более 235,0 (24,0) кН (тс) при соблюдении требований ГОСТ 22235 и скорости движения до 80 км/ч, при этом показатели надежности и гарантийные сроки эксплуатации сборочных единиц и вагонов для повышения статических нагрузок устанавливаются разработчиком (изготовителем) в нормативно-технической документации на конкретные модели вагонов.
5. Размеры и формы средней части осей типов РУ1 и РУ1Ш с дисковым тормозом или с карданным приводом от нее следует выполнять по чертежам, согласованным с заказчиком.
Ось типов РМ3 и РМ5
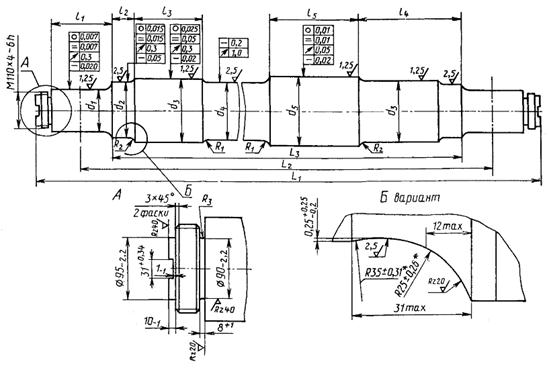
* Размеры обеспечиваются инструментом.
Ось типа РУ1
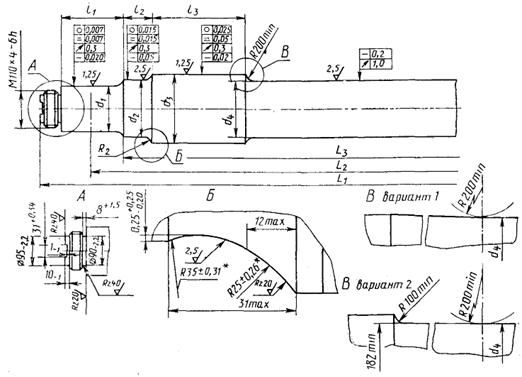
* Размеры обеспечиваются инструментом.
Ось типа РУ1Ш
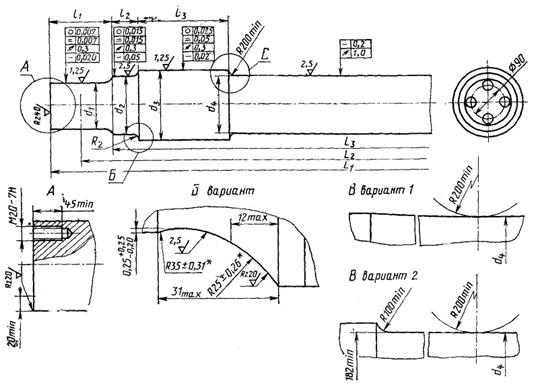
* Размеры обеспечиваются инструментом.
Таблица 2
Размеры в мм
|
d1 +0,052 +0,025 |
d2 +0,20 +0,12 |
d3 +2,0 -0,5 |
d4 |
d5 |
R1 |
R2 |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
РМ3 |
130 |
165 |
197 |
180 |
-1,0 |
200 |
+0,045 +0,015 |
100 |
25 |
|
РМ5 |
140 |
175 |
205 |
184 |
208 |
+2,0 -0,5 |
100 |
25 |
|
|
РУ1 РУ1Ш |
130 |
1651) |
1942) |
1723) |
+3,0 |
- |
- |
- |
25 |
Размеры в мм
|
l1 +1,0 -0,5 |
l2 ± 1,0 |
l3 |
l4 +1,5 |
l5 +1,5 |
L1 +1,0 -3,0 |
L2 |
L3 ± 1,0 |
||
|
Номин. |
Пред. откл. |
||||||||
|
РМ3 |
196 |
70 |
226 |
+1,5 |
318 |
290 |
2414 |
2130 |
1912 |
|
РМ5 |
188 |
46 |
224 |
275 |
2204) |
2406 |
1920 |
||
|
РУ1 |
176 |
76 |
250 min |
- |
- |
- |
2294 |
2036 |
1836 |
|
РУ1Ш |
1905) |
2216 |
|||||||
1) Допускается
предельное отклонение ![]()
2) Допускается
предельное отклонение ![]()
3) При исполнении узла В по вариантам 1 или 2 (черт. 2, черт. 3) d4 = 165+5,0 мм.
4) Допускается устанавливать иной размер по чертежам, согласованным с заказчиком.
5) Размер для справок.
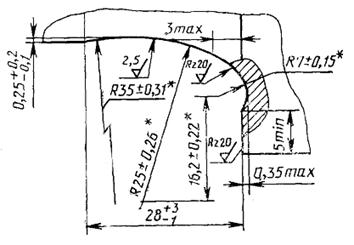
6. Профили галтелей шеек осей следует выполнять по черт. 4 или черт. 5. Правильность выполнения профилей галтелей должна контролироваться шаблонами.
Зазор между профилем галтели и шаблоном не должен быть более 0,4 мм.
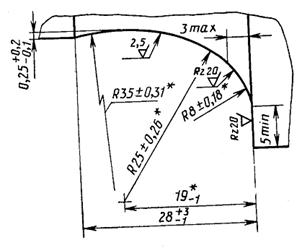
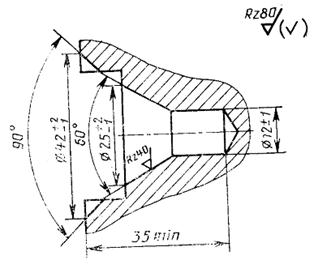
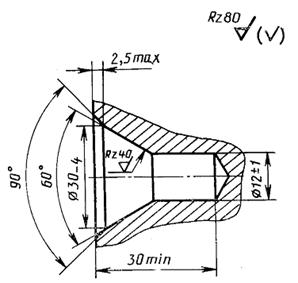
7. Центровые отверстия с торцевым креплением подшипников гайкой следует выполнять по черт. 6, с торцевым креплением шайбой - по черт. 7.
8. Для обеспечения плавного захода оси в ступицу колеса при запрессовке наружный конец подступичной части оси должен иметь заходный конус длиной 7 - 15 мм с разностью наибольшего и наименьшего диаметров не более 1 мм. Параметр шероховатости по ГОСТ 2789 должен быть Ra £ 1,25 мкм на длине не менее 5 мм от места перехода в цилиндрическую часть.
9. Допуск профиля продольного сечения (конусообразность) относится ко всей длине поверхности шейки, предподступичной и подступичной частей, а для подступичной части осей типов РУ1 и РУ1Ш - на длине 250 мм.
При наличии конусообразности подступичных и предподступичных частей оси больший диаметр должен находиться со стороны середины оси.
Конусообразность и овальность предподступичных частей оси должны контролироваться на длине до 28 мм от их начала со стороны наружных концов.
Радиальное биение поверхностей проверяют относительно оси центровых отверстий на технологическом оборудовании у одной оси не реже одного раза в месяц с каждого станка, выполняющего технологическую операцию.
10. Технические условия на оси вагонов и заготовки осевые - по ГОСТ 4008 и ГОСТ 4728.
* Размеры обеспечиваются инструментом.
* Размеры обеспечиваются инструментом.
ПРИЛОЖЕНИЕ
Обязательное
ПОДВИЖНОЙ СОСТАВ ЖЕЛЕЗНЫХ ДОРОГ. ЧАСТЬ 9. ОСИ ДЛЯ ПОДВИЖНОГО СОСТАВА. ТРЕБОВАНИЯ К РАЗМЕРАМ
ИСО 1005-9-86
1. Назначение и область применения
1.1. Настоящая часть стандарта устанавливает требования к осям подвижного состава, касающиеся допусков на размеры, допусков на предельные отклонения формы и расположения поверхностей (черт. 8а, табл. 3), а также шероховатости поверхности (черт. 8в, табл. 4).
1.2. Технические условия и требования к качеству осей приведены в ГОСТ 4008.
1.3. В дополнение к требованиям данной части стандарта должны учитываться технические условия на заготовки осевые, изложенные в ГОСТ 4728.
1.4. Требования к допускам на размеры и требования к шероховатости осей грузовых вагонов большой грузоподъемности (то есть с нагрузкой на ось выше 22000 кг) или предназначенных для скоростей более 100 км/ч должны согласовываться между потребителем и поставщиком при оформлении заказа.
2. Ссылки1)
ГОСТ 2789 «Шероховатость поверхности. Параметры и характеристики».
ГОСТ 2.309 «ЕСКД. Обозначения шероховатости поверхностей».
ГОСТ 4008 «Оси вагонов магистральных железных дорог колеи 1520 мм. Технические условия».
ГОСТ 4728 «Заготовки осевые для подвижного состава железных дорог колеи 1520 мм. Технические условия».
ГОСТ 4835 «Колесные пары для вагонов магистральных железных дорог колеи 1520 (1524) мм. Технические условия».
ГОСТ 25346 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений».
ГОСТ 2.308 «ЕСКД. Указание на чертежах допусков форм и расположения поверхностей».
1) В приложении стандарты применены, как удовлетворяющие потребностям народного хозяйства.
3. Обязательная информация, даваемая потребителем
Потребитель должен дать в заказе следующую информацию, касающуюся требований к допускам на размеры и шероховатости:
а) номер стандарта;
б) чертеж с указанием размеров;
в) диапазон скоростей, для которых предназначена ось;
г) степень чистоты обработки по п. 4;
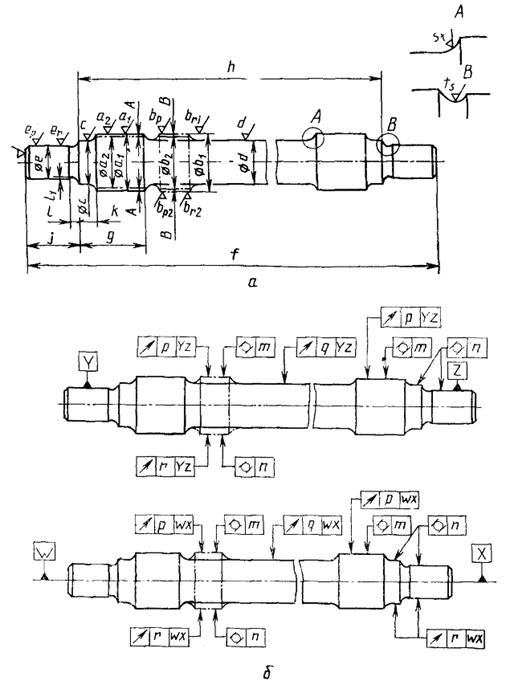
а) Обозначения размерных характеристик и шероховатости поверхности для обработанных вчистую и готовых к сборке осей
б) Геометрические допуски относительно базы WX и YX для обработанных вчистую и готовых к сборке осей
д) требования к характеристикам обработки поверхностей, величины шероховатостей, если оси предназначены для эксплуатации в условиях, оговоренных п. 1.4;
е) значения шероховатости, если необходимо использовать параметр Rу (см. табл. 4, сноска 2);
ж) необходимость в особых геометрических допусках (см. пп. 5.1; 3.2 и 6.1);
з) обоснованность потребности в контроле параметров с индексом «о» (п. 6.1 и табл. 3).
4. Терминология для обозначения степени чистовой обработки
4.1. Обработанные вчистую
Термин «обработанные вчистую» означает состояние осей, при котором все участки оси, подлежащие обработке в соответствии с заказом или по чертежу, полностью подвергнуты необходимым операциям механической обработки, кроме тех операций, которые обычно выполняются изготовителем колесных пар непосредственно перед установкой колеса на ось, например, чистовая обработка подступичной части.
4.2. Готовые к сборке
«Готовые к сборке» означает состояние оси, при котором выполнены все необходимые операции по механической обработке.
5. Технические требования
5.1. Требования к допускам на размеры
5.1.1. Для «обработанных вчистую» участков осей (см. п. 4.1) и для осей в состоянии «готовые к оборке» (см. п. 4.2) требования к допускам на размеры должны быть такими, как указано в табл. 3 и в пп. 5.1.2 и 5.1.3.
5.1.2. Изготовитель должен обеспечить, чтобы для всех рассматриваемых геометрических параметров выдерживались такие допуски, при которых после установки колес на оси, значения допустимых отклонений размеров для колесной пары, установленные ГОСТ 4835, достигались бы без дополнительной обработки.
5.1.3. Если в особых случаях, несмотря на трудности, упомянутые в п. 6.1, вместо требований по п. 5.1.2 для оси задаются особые допуски на геометрию, то это должно быть согласовано при оформлении заказа. В этом случае применяются допуски на геометрию по табл. 3, если другого не оговорено.
5.2. Шероховатость поверхности
Если не оговорено особо, среднеарифметическое отклонение профиля Ra для обработанных поверхностей осей в состоянии «обработанные вчистую» и «готовые к сборке» должно быть таким, как указано на черт. 8 и в табл. 4.
5.3. Центры вращения
Оси в состоянии «обработанные вчистую» и «готовые к сборке» должны иметь центры вращения, обработанные в соответствии с заказом или приложенным к нему чертежом.
Таблица 3
|
Обозначение (см. черт. 8) |
Допуски осей, мм |
Контроль1 |
||||
|
Оси, обработанные вчистую |
Оси, готовые к сборке |
|||||
|
Нормальная скорость |
Высокая скорость |
Нормальная скорость |
Высокая скорость |
|||
|
Диаметр подступичной части |
а1 |
+2 |
+2 |
- |
- |
m |
|
0 |
0 |
|||||
|
а2 |
- |
- |
-2) |
-2) |
m |
|
|
Диаметр места посадки шестерни |
b1 |
+2 |
+2 |
- |
- |
m |
|
0 |
0 |
|||||
|
диаметр места посадки моторно-осевого подшипника |
b2 |
- |
- |
-3) |
-3) |
m |
|
Диаметр предподступичной части оси |
с |
± 0,253) |
± 0,253) |
± 0,253) |
± 0,253) |
m |
|
Диаметр средней части оси |
d |
+2 |
+2 |
+2 |
+2 |
m |
|
0 |
0 |
0 |
0 |
|||
|
Диаметр шейки оси (по окружности) |
еt |
-3) |
-3) |
-3) |
-3) |
m |
|
Диаметр шейки оси (по образующей) |
ej |
± 0,1 |
- |
± 0,1 |
- |
m |
|
Длина оси |
f |
± 1 |
± 1 |
± 1 |
± 1 |
m |
|
Длина подступичной части (включая предподступичную часть, а также другие посадочные места, например, для шестерни) |
K |
0 |
0 |
0 |
0 |
m |
|
-1 |
-1 |
-1 |
-1 |
|||
|
Длина оси по шейкам |
h |
± 0,5 |
± 0,5 |
± 0,5 |
± 0,5 |
m |
|
Длина шейки оси |
j |
± 0,53) |
± 0,53) |
± 0,53) |
± 0,53) |
m |
|
Длина предподступичной части оси |
k |
+1 |
+1 |
+1 |
+1 |
m |
|
0 |
0 |
0 |
0 |
|||
|
Длина канавки на переходе от шейки к предподступичной части оси |
1 |
-2) |
-2) |
2) |
-2) |
m |
|
11 |
-2) |
-2) |
2) |
-2) |
m |
|
|
Цилиндричность подступичной части, (а также мест посадки моторно-осевых подшипников) |
m |
- |
- |
0,0154) |
0,0154) |
m |
|
Цилиндричность предподступичной части и шейки (а также мест посадки моторно-осевых подшипников) |
п |
0,015 |
0,015 |
0,015 |
0,015 |
m |
|
Биение подступичной части и места посадки шестерни относительно базы WX и YZ |
р |
1,5 |
1,5 |
0,05 |
0,03 |
о |
|
Биение средней части оси относительно базы WX или YZ |
q |
0,5 |
0,3 |
0,5 |
0,3 |
о |
|
Биение предподступичной части и шейки относительно базы WX (а также мест посадки моторно-осевых подшипников относительно базы WX или YZ) |
r |
0,05 |
0,03 |
0,05 |
0,03 |
о |
|
1) m - проверка обязательная; о - проверка необязательная. 2) В соответствии с чертежом или другими документами. 3) В соответствии со спецификацией поставщика подшипников или требованием заказчика. 4) Допустимая небольшая конусность в пределах разрешенного допуска должна быть такой, чтобы меньший диаметр находился у внешнего края, т.е. со стороны входа в отверстие ступицы колеса при сборке. |
||||||
Таблица 4
|
Обозначение (см. черт. 8а) |
Среднеарифметическое отклонение профиля, мкм2) |
||
|
Оси, обработанные вчистую1) |
Оси, готовые к сборке1) |
||
|
Диаметр подступичной части |
a1 |
£ 12,53) |
- |
|
a2 |
- |
От 0,8 до 1,63) |
|
|
Места посадки шестерни и моторно-осевых подшипников (по окружности) |
br1 |
От 0,8 до 1,6 |
- |
|
br2 |
- |
От 0,8 до 1,63) |
|
|
Места посадки моторно-осевых подшипников (по образующей) |
bp1 |
£ 0,83) |
- |
|
bр2 |
- |
£ 0,83) |
|
|
Диаметр предподступичной части оси |
c |
£ 1,63) |
<1,63) |
|
Диаметр средней части оси |
d |
£ 6,33) |
£ 6,33) |
|
Шейка оси (по окружности) |
er |
£ 0,83) |
£ 0,83) |
|
Шейка оси (по образующей) |
ер |
£ 0,83) |
£ 0,83) |
|
Торцевая поверхность оси и фаска |
f |
£ 6,34) |
£ 6,34) |
|
Радиус внутреннего перехода к месту посадки колеса |
st |
£ 1,63)5) |
£ 1,63)5) |
|
Канавки для снятия напряжений |
ts |
£ 0,83) |
£ 0,83) |
1) Определение терминов согласно пп. 4.1 и 4.3.
2) Если используется максимальная высота профиля Rу (см. ГОСТ 2789), то ее значения должны быть согласованы между заинтересованными сторонами.
3) При измерении по горизонтальной оси.
4) При измерении по вертикальной оси.
5) Для прицепных вагонов пассажирского подвижного состава можно применять среднеарифметическое отклонение профиля Ra £ 3,2 мкм по согласованию с заказчиком.
6. Технический контроль
6.1. Размерные характеристики
Если в последней графе табл. 3 указан индекс «m», то контроль соответствующего допуска на размер является обязательным. Вследствие практических трудностей контроля отдельных размерных параметров в производственных условиях, размерные параметры, для которых в последней графе табл. 3 указан индекс «о», контролируются только в том случае, если это оговорено при оформлении заказа. Определения терминов для геометрических допусков даны в ГОСТ 2.308.
6.2. Шероховатость поверхности
При необходимости контроля шероховатости поверхности следует оговорить количество осей подлежащих контролю и другие условия при оформлении заказа.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|