 | Информационная система | |
ГОСТ 22310-93
(ИСО 4551-86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЕРРОСПЛАВЫ
МЕТОД ОПРЕДЕЛЕНИЯ
ГРАНУЛОМЕТРИЧЕСКОГО СОСТАВА
межгосударственный совет
по стандартизации, метрологии и сертификации
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией Техническим комитетом ТК 8 «Ферросплавы»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата № 2)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 4551-86 «Ферросплавы. Отбор проб, ситовый анализ» с дополнительными требованиями, отражающими потребности экономики страны
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 26.03.96 № 203 межгосударственный стандарт ГОСТ 22310-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 22310-84
Содержание
ГОСТ 22310-93
(ИСО 4551-86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ФЕРРОСПЛАВЫ Метод определения гранулометрического состава Ferroalloys. |
Дата введения 1997-01-01
1 НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает методы отбора, подготовки проб и ситового анализа для определения гранулометрического состава партии всех видов ферросплавов, с размером частиц, равным или более 40 мкм.
Требования, отражающие потребности экономики страны, выделены курсивом.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 3306-88 Сетки с квадратными ячейками из стальной рифленой проволоки
ГОСТ 3826-82 Сетки проволочные тканые с квадратными ячейками
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками
ГОСТ 17260-87 Ферросплавы, хром и марганец металлические. Общие требования к отбору и подготовке проб для химического анализа
3 ОБЩАЯ ПОГРЕШНОСТЬ
Общая погрешность определения контролируемых классов крупности, надрешетного и подрешетного продуктов складывается из погрешности отбора проб, сокращения проб и измерения. Она выражена удвоенным средним квадратическим отклонением (приложение А).
Гранулометрический состав определяют как группы процентных содержаний по массам материала, которые остались на ситах, между ситами или прошли через выбранный для испытания набор сит. Все эти процентные содержания имеют разную погрешность.
Настоящий стандарт устанавливает значения общей погрешности bо6щ в зависимости от массы опробуемой партии при уровне доверительной вероятности Р = 0,95 (таблицы 1, 2).
Таблица 1 - Общая погрешность определения количества надрешетного и подрешетного продуктов в партиях феррохрома, ферросиликохрома, ферросилиция, ферросиликомарганца, ферромарганца, ферросиликокальция*)
________
*) По ферросиликокальцию для массы партии менее 250 т.
|
Общая погрешность bо6щ, % |
|||||
|
св. |
до и включ. |
Надрешетный продукт, % |
Подрешетный продукт, % |
||
|
св. 5 до 10 включ. |
до 5 включ. |
св. 5 до 10 включ. |
св. 10 до 20 включ. |
||
|
5000 |
10000 |
3,1 |
1,2 |
2,0 |
2,6 |
|
2000 |
5000 |
3,2 |
1,2 |
2,1 |
2,7 |
|
1000 |
2500 |
3,3 |
1,2 |
2,1 |
2,7 |
|
500 |
1000 |
3,4 |
1,3 |
2,1 |
2,8 |
|
250 |
500 |
3,5 |
1,3 |
2,2 |
2,9 |
|
100 |
250 |
3,7 |
1,3 |
2,3 |
3,0 |
|
50 |
100 |
3,8 |
1,4 |
2,3 |
3,0 |
|
25 |
50 |
4,1 |
1,5 |
2,5 |
3,3 |
|
10 |
25 |
4,8 |
1,7 |
2,8 |
3,9 |
|
5 |
10 |
5,3 |
1,8 |
3,1 |
4,3 |
|
5 |
6,1 |
2,0 |
3,4 |
4,8 |
|
Таблица 2 - Общая погрешность определения количества надрешетного и подрешетного продуктов в партиях ферровольфрама, ферромолибдена, феррониобия, ферротитана, феррованадия, ферробора, хрома металлического, марганца металлического и азотированного
|
Общая погрешность bо6щ, % |
|||||
|
св. |
до и включ. |
Надрешетный продукт, % |
Подрешетный продукт, % |
||
|
св. 5 до 10 включ. |
до 5 включ. |
св. 5 до 10 включ. |
св. 10 до 20 включ. |
||
|
40 |
64 |
3,3 |
1,2 |
2,1 |
2,7 |
|
25 |
40 |
3,5 |
1,3 |
2,2 |
2,9 |
|
16 |
25 |
3,7 |
1,3 |
2,3 |
3,0 |
|
10 |
16 |
3,9 |
1,4 |
2,4 |
3,2 |
|
5 |
10 |
4,2 |
1,5 |
2,5 |
3,4 |
|
3 |
5 |
4,7 |
1,6 |
2,7 |
3,7 |
|
1 |
3 |
5,1 |
1,7 |
2,9 |
4,1 |
|
0,5 |
1 |
5,7 |
1,9 |
3,2 |
4,5 |
|
0,5 |
6,6 |
2,2 |
3,7 |
5,2 |
|
По договоренности между заинтересованными сторонами могут быть рассчитаны иные значения общей погрешности по формуле и данным, приведенным в приложении А.
4 ОТБОР ПРОБ
4.1 Общие правила
Общие правила - по ГОСТ 17260 с дополнениями.
4.1.1. Массу точечной пробы определяют в зависимости от кажущейся плотности и номинального верхнего размера частиц (куска*) ферросплава в партии, таким образом, чтобы избежать систематической погрешности при составлении объединенной пробы для ситового анализа.
_________
*) Термин «кусок» используют в тексте настоящего стандарта для ферросплавов с размером частиц более 100 мм.
4.1.2 Количество точечных проб определяют в зависимости от неоднородности ферросплава в соответствии с процентным содержанием контролируемых фракций и требуемой погрешности опробования.
4.1.3 Во время всех операций отбора и подготовки объединенная проба для ситового анализа не должна подвергаться каким-либо изменениям.
4.2 Масса точечной пробы
4.2.1 Масса точечной пробы в зависимости от номинального верхнего размера частицы (куска) в партии и значения кажущейся плотности должна быть не менее указанной в таблице 3.
Таблица 3 - Масса точечной пробы в зависимости от максимального размера частицы (куска) в партии
|
Масса точечной пробы, кг, для ферросплавов группы |
|||
|
1 |
2 |
3 |
|
|
315 |
- |
337 |
81 |
|
200 |
- |
164 |
46 |
|
150 |
- |
104 |
32 |
|
100 |
79 |
55 |
19 |
|
75 |
48 |
35 |
13 |
|
50 |
24 |
18 |
8 |
|
35 |
13 |
10 |
5 |
|
25 |
7 |
6 |
3 |
|
10 |
1,5 |
1,4 |
1,1 |
|
6,3 |
0,7 |
0,7 |
0,6 |
|
3,15 |
0,3 |
0,3 |
0,3 |
|
2 |
0,3 |
0,3 |
0,3 |
Примечание - К 1-й группе ферросплавов относят: ферровольфрам, ферромолибден, феррониобий;
ко 2-й группе - феррохром, ферросиликохром, ферромарганец, ферросиликомарганец, ферротитан, феррованадий, ферросилиций (с массовой долей кремния менее 45 %), ферробор низкопроцентный, хром металлический, марганец металлический и азотированный;
к 3-й группе - ферросиликокальций, ферросилиций (с массовой долей кремния 45 % и более) и ферробор высокопроцентный.
Критерием принадлежности ферросплавов к одной из упомянутых выше групп должна быть кажущаяся плотность. Коэффициент вариации по массе точечных проб, отбираемых от одной поставки или партии, не должен превышать 20 %.
4.2.2 Масса точечной пробы должна быть не менее 0,3 кг.
4.2.3 Точечные пробы массой, больше указанной в таблице 3, целесообразно брать в тех случаях, когда взятие пробы может быть удобно произведено за одну операцию по сечению потока ферросплава, например:
а) берут весь ферросплав с определенного участка остановленной ленты, по длине превышающей номинальный верхний размер движущегося ферросплава не менее чем в три раза;
б) берут все содержимое одной или нескольких упаковочных единиц.
4.3 Количество точечных проб
Минимальное количество точечных проб, необходимое для достижения заданной погрешности отбора проб, в зависимости от массы партии должно соответствовать указанному в таблицах 4 и 5.
Таблица 4 - Минимальное количество точечных проб и погрешность отбора проб феррохрома, ферросиликохрома, ферросилиция, ферросиликомарганца, ферромарганца, ферросиликокальция
|
Минимальное количество точечных проб |
Погрешность отбора проб bот, % |
|
|||||
|
св. |
до и включ. |
||||||
|
Надрешетный продукт, % |
Подрешетный продукт, % |
|
|||||
|
св. 5 до 10 включ. |
до 5 включ. |
св. 5 до 10 включ. |
св. 10 до 20 включ. |
|
|||
|
5000 |
10000 |
33 |
2,5 |
0,8 |
1,3 |
1,9 |
|
|
2500 |
5000 |
30 |
2,6 |
0,8 |
1,4 |
2,0 |
|
|
1000 |
2500 |
28 |
2,7 |
0,8 |
1,4 |
2,1 |
|
|
500 |
1000 |
25 |
2,8 |
0,9 |
1,5 |
2,2 |
|
|
250 |
500 |
23 |
2,9 |
0,9 |
1,6 |
2,3 |
|
|
100 |
250 |
20 |
3,2 |
1,0 |
1,7 |
2,4 |
|
|
50 |
100 |
18 |
3,3 |
1,1 |
1,8 |
2,6 |
|
|
25 |
50 |
15 |
3,7 |
1,2 |
1,9 |
2,8 |
|
|
10 |
25 |
10 |
4,5 |
1,4 |
2,4 |
3,5 |
|
|
5 |
10 |
8 |
5,0 |
1,6 |
2,6 |
3,9 |
|
|
5 |
6 |
5,8 |
1,8 |
3,1 |
4,5 |
|
|
Таблица 5 - Минимальное количество точечных проб и погрешность отбора проб ферровольфрама, ферромолибдена, феррониобия, ферротитана, феррованадия, ферробора, хрома металлического; марганца металлического и азотированного
|
Минимальное количество точечных проб |
Погрешность отбора проб bот, % |
|||||
|
св. |
до и включ. |
Надрешетный продукт, % |
Подрешетный продукт, % |
|||
|
св. 5 до 10 включ. |
до 5 включ. |
св. 5 до 10 включ. |
св. 10 до 20 включ. |
|||
|
40 |
64 |
28 |
2,7 |
0,8 |
1,4 |
2,1 |
|
25 |
40 |
24 |
2,9 |
0,9 |
1,5 |
2,2 |
|
16 |
25 |
20 |
3,2 |
1,0 |
1,7 |
2,4 |
|
10 |
16 |
17 |
3,4 |
1,1 |
1,8 |
2,7 |
|
5 |
10 |
14 |
3,8 |
1,2 |
2,0 |
2,9 |
|
3 |
5 |
11 |
4,3 |
1,3 |
2,3 |
3,3 |
|
1 |
3 |
9 |
4,7 |
1,5 |
2,5 |
3,6 |
|
0,5 |
1 |
7 |
5,3 |
1.7 |
2,8 |
4,1 |
|
0,5 |
5 |
6,3 |
2,0 |
3,3 |
4,9 |
|
4.4 Оборудование для отбора точечных проб
4.4.1 Оборудование, используемое для отбора точечных проб, должно быть выбрано с учетом физико-механических свойств ферросплава таким образом, чтобы его гранулометрический состав не изменился. Может быть использовано следующее оборудование:
а) механические пробоотборники для отбора точечных проб от потока ферросплава;
б) стальная лопата или совок;
в) емкость для отбора проб;
г) щуп.
4.4.2 Оборудование для отбора точечных проб должно удовлетворять требованиям, описанным в ГОСТ 17260.
4.5 Подготовка к отбору точечных проб
Подготовка к отбору точечных проб - по ГОСТ 17260.
4.6 Методы отбора точечных проб
Методы отбора точечных проб - по ГОСТ 17260, кроме 3.3.6, 3.3.8.
5 АНАЛИЗ СИТОВЫЙ
5.1 Общие требования
5.1.1 Ситовый анализ ферросплавов, склонных к измельчению в процессе перемещения, должен быть произведен вблизи места отбора проб.
а) свыше 100 мм;
б) свыше 25 до 100 мм включительно;
в) свыше 10 до 25 мм включительно;
г) свыше 3,15 до 10 мм включительно;
д) свыше 1 до 3,15 мм включительно;
е) 1 мм и менее.
5.1.3 Ситовый анализ ферросплавов с размерами частиц свыше 25 мм должен быть выполнен на всей объединенной пробе.
5.1.4 Если масса объединенной пробы для ситового анализа ферросплава с размерами частиц 25 мм и менее более чем в 2 раза превышает значения, указанные в таблице 6, то она может быть сокращена с целью сведения до минимума работы по просеиванию ферросплава.
Таблица 6 - Минимальная масса пробы для ситового анализа
|
Минимальная масса пробы для ситового анализа, кг |
||
|
группы 1 и 2 |
группа 3 |
|
|
25,0 мм |
50 |
25 |
|
10,0 мм |
25 |
15 |
|
3,15 мм |
1,0 |
0,7 |
|
710 мкм |
0,5 |
0,3 |
|
125 мкм |
0,15 |
0,05 |
|
71 мкм |
0,10 |
0,05 |
5.1.4.1 Сокращение массы пробы для ситового анализа ферросплава должно быть произведено методами, описанными в ГОСТ 17260.
5.1.5 Для разделения ферросплавов по фракциям могут быть применены:
а) механическое, непрерывное и порционное просеивание;
б) ручное просеивание;
в) ручное размещение на отдельные сита; размер минимального отверстия, при котором возможно применение этого метода, равен 25 мм.
Ручное просеивание всей пробы для ситового анализа в контролируемых условиях является наиболее точным методом определения гранулометрического состава ферросплава.
5.1.6 Для ферросплавов с размерами частиц более 25 мм:
а) при просеивании порциями масса загрузки должна образовывать слой, толщина которого не более 2d (где d - максимальный размер частиц, в миллиметрах);
б) при непрерывном просеивании верхнее сито должно загружаться таким образом, чтобы ферросплав образовал слой, толщина которого равна максимальному размеру частиц.
5.1.7 Для ферросплавов с размером частиц менее 25 мм объем загрузки для просеивания через круглые сита диаметром 200 мм должен соответствовать значению, указанному в таблице 7 для сита, соответствующего большему классу крупности пробы.
Значения, приведенные в таблице 7, в равной степени действительны как для одного сита, так и для устройства, состоящего из нескольких сит, а также для ручного и механического просеивания.
Остаток на сите после просеивания не должен превышать значений, приведенных в таблице 7.
Таблица 7 - Объем загрузки для просеивания ферросплавов с размерами частиц 25 мм и менее
|
Объем загрузки, см3 |
Остаток на сите после просеивания, см3, не более |
Номинальный размер отверстия сита |
Объем загрузки, см3 |
Остаток на сите после просеивания, см3, не более |
|
|
22,4 мм |
1600 |
800 |
1 мм |
140 |
70 |
|
16 мм |
1000 |
500 |
710 мкм |
120 |
60 |
|
11,2 мм |
800 |
400 |
500 мкм |
100 |
50 |
|
8 мм |
500 |
250 |
355 мкм |
8O |
40 |
|
5,6 мм |
400 |
200 |
250 мкм |
70 |
35 |
|
4 мм |
350 |
150 |
180 мкм |
60 |
30 |
|
2,8 мм |
240 |
120 |
125 мкм |
50 |
25 |
|
2 мм |
200 |
100 |
90 мкм |
40 |
20 |
|
1,4 мм |
160 |
80 |
63 мкм |
35 |
17 |
|
45 мкм |
30 |
15 |
Примечание - Масса ферросплава может быть получена умножением величин объема загрузки и остатка на сите после просеивания на объемную плотность ферросплава, подлежащего просеиванию.
Допускается пробу для ситового анализа просеивать двумя или более загрузками для устранения избыточного объема. Результаты должны быть записаны в совокупности.
5.1.8 Размер максимальной частицы d в загрузке, не должен превышать значения, вычисленного по формуле
d = 10W0,7, (1)
где W - номинальный размер отверстия сита, мм.
Расчетные данные о размерах максимальных частиц в загрузке для сит с отверстиями до 25 мм приведены в приложении А (таблица A.3).
5.1.9 Длительность просеивания должна быть определена в зависимости от размера фракции методом подбора. Для ферросплавов с размерами частиц менее 20 и 10 мм длительность просеивания 2 - 3 мин.
Для ферросплавов с размером частиц менее 3,15 мм время просеивания может быть 10 мин и более.
Для большинства трудноизмельчающихся ферросплавов окончанием ситового анализа считают момент, когда количество прошедшего через сито ферросплава за 1 мин составляет менее 0,1 % загрузки.
5.2 Подготовка объединенной пробы к ситовому анализу
5.2.1 Пробу ферросплава подвергают контрольному просеиванию в том физическом состоянии, в котором она получена.
Если объединенная проба для ситового анализа влажная, то ее необходимо высушить до такой степени, когда разделение материала станет эффективным. Пробу ферросплава после рассева на ситах следует подвергать сушке до постоянной массы.
5.2.2 Объединенную пробу подготавливают для ситового анализа по схеме, приведенной на рисунке 1.
5.2.3 Перед просеиванием должно быть установлено (см. 5.1.2):
а) количество и порядок расположения используемых сит;
б) вид необходимого оборудования (для ручного и механического просеивания).
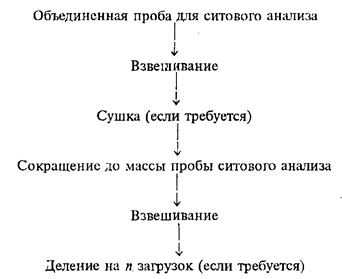
Рисунок 1 - Схема подготовки объединенной пробы к ситовому анализу
Рекомендуется иметь в наборе количество сит больше, чем требуется для определения контролируемых фракций во избежание перегрузки нижнего сита. При этом желательно, чтобы на верхнем сите оставалось не более 5 % ферросплава, а между любой парой сит - не более 25 % ферросплава.
Количество и порядок расположения сит могут быть изменены по согласованию между поставщиком и потребителем.
5.3 Аппаратура для ситового анализа
5.3.1 Сита контрольные:
сита круглые контрольные с сетками по ГОСТ 6613, 3826;
сита прямоугольные контрольные с перфорированными листами с квадратными отверстиями от 2 до 150 мм.
Допускается применять:
сита любой формы и размеров рам с перфорированными листами с квадратными отверстиями свыше 125 мм, соответствующими размеру кусков в партии, нормированных в стандартах на конкретный вид ферросплава.
5.3.1.1 Рамы для сит
Рамы для сит должны плотно входить друг в друга и иметь плотно прилегающие крышку и поддон одного типа. Рамы должны быть гладкими, а места соединения сит не должны давать возможности скапливаться материалу.
5.3.1.2 Выбор и применение сит
Выбор контрольных сит по размерам ячеек или отверстий проводят в зависимости от цели испытания, по возможности придерживаются постоянной децимально-геометрической прогрессии в отношении размеров соседних сит.
Контрольные сита должны быть установлены с максимальным размером ячеек в начале просеивания с последующим постепенным уменьшением их к концу просеивания.
5.3.2 Устройства для просеивания
Приемлем любой вид устройства при условии, что полученные результаты отличаются в пределах 2 % от результатов ручного просеивания, осуществляемого в контролируемых условиях.
5.3.3 Вспомогательные устройства
5.3.3.1 Оборудование для определения массы
Каждое устройство для определения массы должно иметь чувствительность, по крайней мере, 0,1 % от его предельной нагрузки и уровень точности, позволяющий определить массу пробы для ситового анализа и каждой фракции с погрешностью 0,15 % или лучше.
5.3.3.2. Принадлежности для сбора материала и чистки сит
Для сбора материала и чистки сит могут быть использованы поддоны, совки, щетки, бруски из твердого дерева и т.п.
5.4 Процедура ситового анализа
Пробу для ситового анализа полностью или в виде нескольких загрузок помещают на сито или на набор сит и встряхивают, соблюдая установленные правила, до конечной точки. Фракции, оставшиеся на каждом сите и поддоне, взвешивают по отдельности. Для определения фракционного состава партии вычисляют массу каждой фракции в процентах от первоначальной массы пробы для испытания.
5.4.1 Куски размером более 100 мм
Для классификации кусков более 100 мм могут быть применены следующие методы:
а) ручное размещение;
б) порционно-механическое просеивание.
Все куски, размеры которых превышают установленный предел, извлекают и взвешивают. Отдельные фракции получают при использовании сит с отверстиями различных размеров.
5.4.2 Частицы свыше 25 до 100 мм включ.
От ферросплава с размером частиц 100 мм и менее отделяют фракции - 25 мм.
Для выделений фракций в диапазоне - 100 - 25 мм могут быть применены следующие методы просеивания:
а) ручное порционное просеивание;
б) механическое порционное просеивание;
в) непрерывное просеивание.
5.4.3 Частицы от 1 до 25 мм включ.
Частицы размером 4 до 25 мм включ. просеивают, как правило, через одно сито, частицы размером свыше 1 до 4 мм - с помощью набора нескольких сит.
Для проведения анализа свежую загрузку просеивают через каждое сито по очереди (таблица 7) или помещают свежую загрузку только на сито с отверстиями наибольшего номинального размера. Ферросплав, который проходит через вышеуказанное сито, применяют в качестве загрузки для следующего сита с отверстиями меньшего номинального размера и т.д. (данный процесс аналогичен процессу просеивания с использованием набора из нескольких сит).
Сито или набор из нескольких сит (сита с размером отверстий свыше 1 до 4 мм) берут обеими руками и подвергают возвратно-поступательному перемещению около 120 раз в 1 мин. (при амплитуде около 70 мм).
Если ферросплав трудно поддается просеиванию, особенно при размерах частиц свыше 1 до 4 мм, возвратно-поступательное перемещение следует три раза в 1 мин прерывать круговыми движениями.
5.4.4 Частицы менее 1 мм
Частицы размером менее 1 мм просеивают через набор сит, если необходимо, то ситовый анализ проводят при использовании сит в отдельности.
Сито или набор сит берут одной рукой или, если оно слишком тяжелое, свободно подвешивают на крюк держателя и слегка ударяют по нему другой рукой приблизительно 120 раз в 1 мин при наклоне сита от 10 до 20°; при этом точка удара должна иметь наиболее низкое расположение. Через каждые 30 ударов (при частоте ударов четыре раза в 1 мин) ситу придают горизонтальное положение, поворачивают на 90° и сильно ударяют по рамке сита рукой. Кроме того, также периодически встряхивают сито в вертикальном направлении. Если частицы трудно просеять (или при использовании сит с мелкими отверстиями), полотно сита может быть очищено с наружной стороны с помощью мягкой кисточки. Полученная в результате этого пыль добавляется к просеянному материалу.
5.5 Оценка результатов
Процентное содержание каждой фракции в загрузке F вычисляют с точностью до первого десятичного знака по формуле
![]()
где mF - масса фракции загрузки, кг;
m - масса загрузки, кг.
Результаты просеивания каждой загрузки рассчитывают отдельно и округляют до первого десятичного знака. При окончательном расчете эти классы крупности должны быть переведены в проценты от общей суммы всех масс классов крупности.
Допускаемое расхождение между соответствующими массами классов крупности двух анализов проб (X) в процентах (при максимальной величине 2,0 %) вычисляют по формуле
![]() (3)
(3)
где K - коэффициент, характеризующий погрешность при различных методах просеивания. Для сухого просеивания вручную частиц размером более 1 мм K ≈ 0,2, а размером менее 1 мм K ≈ 0,5;
Fmin - наименьший из двух соответствующих фракций (классов крупности), % по массе.
5.6 Представление результатов
Результаты контрольного просеивания должны быть представлены в виде отчета об испытаниях, приведенного в приложении Б.
ПРИЛОЖЕНИЕ А
(обязательное)
ДАННЫЕ ДЛЯ РАСЧЕТА ОБЩЕЙ ПОГРЕШНОСТИ
А.1 Масса точечной пробы
Диапазон колебаний масс точечных проб в зависимости от кажущейся плотности ферросплавов приведен на рисунке А.1.
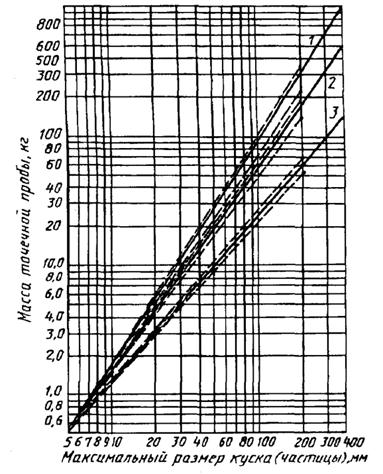
1, 2, 3 - обозначение групп ферросплавов (см. 4.2.1)
Рисунок А.1 - Масса точечной пробы в зависимости от
номинального верхнего размера частиц ферросплавов
А.2 Дисперсия пробоотбора
Дисперсия пробоотбора для каждого интервала процентных содержаний контролируемых размеров фракций не должна превышать значений, приведенных в таблице А1.
Таблица А1 - Дисперсия пробоотбора
|
Процентное содержание между двумя ситами или подрешетного продукта |
|||||
|
Массовая доля надрешетного продукта, % |
Дисперсия |
Массовая доля подрешетного продукта, % |
Дисперсия |
||
|
св. |
до и включ. |
св. |
до и включ. |
||
|
5 |
10 |
5 |
5 |
||
|
5 |
10 |
50 |
5 |
10 |
14 |
|
10 |
20 |
100 |
10 |
20 |
30 |
|
20 |
60 |
120 |
20 |
30 |
50 |
|
30 |
70 |
150 |
30 |
50 |
80 |
|
70 |
80 |
80 |
|||
|
80 |
90 |
50 |
|||
|
90 |
95 |
20 |
|||
|
95 |
10 |
||||
А.3 Дисперсия сокращения и просеивания проб
Дисперсия сокращения и просеивания проб не должна превышать величин, приведенных в таблице А2.
Таблица А2 - Дисперсия сокращения и просеивания пробы
|
Процентное содержание между двумя ситами или подрешетного продукта |
|||||
|
Массовая доля надрешетного продукта, % |
Дисперсия |
Массовая доля подрешетного продукта, % |
Дисперсия |
||
|
св. |
до и включ. |
св. |
до и включ. |
||
|
5 |
0,3 |
5 |
0,2 |
||
|
5 |
10 |
0,9 |
5 |
10 |
0,6 |
|
10 |
20 |
1,1 |
10 |
20 |
0,8 |
|
20 |
30 |
2,1 |
20 |
30 |
1,4 |
|
30 |
70 |
2,4 |
30 |
50 |
1,4 |
|
70 |
80 |
1,3 |
|||
|
80 |
90 |
0,8 |
|||
|
90 |
95 |
0,3 |
|||
|
95 |
0,1 |
||||
А.4 Количество точечных проб
Количество точечных проб, необходимое для достижения заданной общей погрешности, может быть рассчитано по формуле
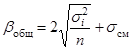 (А.1)
(А.1)
где
![]() -
дисперсия единичных точечных проб для группы процентных содержаний (таблица А1);
-
дисперсия единичных точечных проб для группы процентных содержаний (таблица А1);
![]() - дисперсия
сокращения и просеивания пробы для группы процентных содержаний (таблица А2);
- дисперсия
сокращения и просеивания пробы для группы процентных содержаний (таблица А2);
п - количество точечных проб.
Таблица A3 - Расчетные данные о размерах максимальных частиц в загрузке
|
Номинальный размер отверстия сита |
Размер максимальных частиц, мм |
|
25 мм |
95 |
|
11,2 мм |
55 |
|
4 мм |
26 |
|
1 мм |
10 |
|
250 мкм |
8,8 |
|
48 мкм |
1,2 |
ПРИЛОЖЕНИЕ Б
(обязательное)
|
Наименование
|
Обозначение НТД на технические требования поставки, наименование и марка ферросплава, вид поставки (навалом, в упаковочных единицах) |
Номер поставки, оператор подпись дата |
1 Характеристика пробоотбора
Масса партии, т;
номинальный верхний размер, мм;
кажущаяся плотность, г/см3;
масса точечной пробы, кг(г);
количество точечных проб;
масса пробы для ситового анализа, кг(г);
метод отбора (ручной, механический, из потока, из неподвижного ферросплава, с движущегося конвейера или с остановленной ленты)*.
2 Характеристика ситового анализа
Масса пробы для ситового анализа, кг(г);
метод просеивания (непрерывный, порционно-механический, порционно-ручной)*;
сито с маркировкой;
размер и форма сита;
полотно сита: перфорированная пластина, проволочная сетка*.
________
* Ненужное зачеркнуть.
|
Диапазон размеров сит, мм |
Длительность просеивания, мин. |
Масса фракций |
Номинальный размер отверстий сита, мм |
Общее количество материала, не прошедшего через сито |
|
|
кг(г) |
% |
||||
Итого ... ...
Первоначальные массы проб для ситового анализа ... кг (г)
Общая масса фракций ... кг (г)
Потери ... кг (г)
... %
Ключевые слова: ферросплавы, отбор проб, анализ