 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
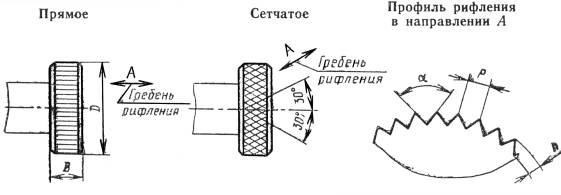
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ
ФОРМА И ОСНОВНЫЕ ПАРАМЕТРЫ
ГОСТ 21474-75
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИНМАШ)
И. о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Пивень В.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ Форма и основные размеры Straight and diamond knurl. Form and basic dimensions |
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571 срок действия установлен
с 01.01. 77
Несоблюдение стандарта преследуется по закону
1. Форма и основные размеры рифления должны соответствовать указанным на чертеже.
2. Фаска - по ГОСТ 10948-64.
3. Шаги рифлений Р, мм, следует выбирать из рядов:
прямых - 0,5; 0,6; 0,8; 1,0; 1,2; 1,6;
сетчатых - 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0.
Пример условного обозначения прямого рифления с шагом Р = 1,0 мм.
Рифление прямое 1,0 ГОСТ 21474-75
То же, для сетчатого рифления с шагом Р = 1,0 мм:
Рифление сетчатое 1,0 ГОСТ 21474-75
4. Высота h, угол a и зависимость шага рифлений от диаметра D и ширины В накатываемой поверхности приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ВЫСОТА h, УГОЛ a И ЗАВИСИМОСТЬ ШАГА РИФЛЕНИЙ Р ОТ ДИАМЕТРА D И ШИРИНЫ В НАКАТЫВАЕМОЙ ПОВЕРХНОСТИ
1. Высота рифления h:
для стали 0,25¸0,7 Р;
для цветных металлов и сплавов 0,25¸0,5 Р.
2. a = 70° для рифлений по стали, a = 90° для цветных металлов и сплавов.
3. Зависимость шага Р от диаметра и ширины накатываемой поверхности указана в табл. 1 и 2.
Таблица 1
Рифления прямые для всех материалов
мм
|
Ширина накатываемой поверхности В |
Диаметр накатываемой поверхности D |
|||||
|
до 8 |
св. 8 до 16 |
св. 16 до 32 |
св. 32 до 63 |
св. 63 до 125 |
св. 125 |
|
|
Шаг рифлений Р |
||||||
|
До 4 |
0,5 |
0,5 |
0,6 |
0,6 |
0,8 |
1,0 |
|
Св. 4 до 8 |
0,6 |
|||||
|
" 8 " 16 |
0,8 |
0,8 |
||||
|
" 16 " 32 |
1,0 |
1,0 |
1,2 |
|||
|
" 32 |
1,2 |
1,6 |
||||
Таблица 2
Рифления сетчатые
мм
|
Материал заготовки |
Ширина накатываемой поверхности В |
Диаметр накатываемой поверхности D |
|||||
|
до 8 |
св. 8 |
св. 16 |
св. 32 |
св. 63 |
св. 125 |
||
|
Шаг рифлений Р |
|||||||
|
Цветные металлы и сплавы |
До 8 |
0,5 |
0,6 |
0,6 |
0,6 |
0,8 |
- |
|
Св. 8 до 16 |
0,8 |
0,8 |
- |
||||
|
" 16 " 32 |
1,0 |
1,0 |
- |
||||
|
" 32 |
1,2 |
1,6 |
|||||
|
Сталь |
До 8 |
0,8 |
0,8 |
- |
|||
|
Св. 8 до 16 |
0,8 |
1,0 |
1,0 |
1,0 |
- |
||
|
" 16 " 32 |
1,2 |
1,2 |
- |
||||
|
" 32 |
1,6 |
2,0 |
|||||