 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРУТКИ ИЗ СПЛАВА МОНЕЛЬ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1525-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРУТКИ ИЗ СПЛАВА МОНЕЛЬ Технические условия Rods of Monel. |
ГОСТ |
Дата введения 01.07.92
Настоящий стандарт распространяется на тянутые и горячекатаные прутки круглого сечения из никелевого сплава монель.
Требования пп. 1.1, 1.2, 1.3.1, 1.4, 1.5 и разд. 2, 3, 4 настоящего стандарта являются обязательными. Другие требования настоящего стандарта являются рекомендуемыми.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.2. Основные параметры и размеры
1.2.1. Размеры тянутых прутков и предельные отклонения по ним должны соответствовать указанным в табл. 1.
Таблица 1
|
Номинальный диаметр, мм |
Предельные отклонения, по диаметру, мм |
Площадь поперечного сечения, мм2 |
Расчетное значение линейной плотности, кг/м |
||
|
высокой точности |
повышенной точности |
нормальной точности |
|||
|
5,0 |
-0,05 |
-0,08 |
-0,16 |
19,6 |
0,17 |
|
5,5 |
-0,05 |
-0,08 |
-0,16 |
23,8 |
0,21 |
|
6,0 |
-0,05 |
-0,08 |
-0,16 |
28,3 |
0,25 |
|
7,0 |
-0,06 |
-0,10 |
-0,20 |
38,5 |
0,34 |
|
8,0 |
-0,06 |
-0,10 |
-0,20 |
50,3 |
0,45 |
|
9,0 |
-0,06 |
-0,10 |
-0,20 |
63,6 |
0,57 |
|
10,0 |
-0,06 |
-0,10 |
-0,20 |
78,5 |
0,70 |
|
11,0 |
-0,07 |
-0,12 |
-0,24 |
95,0 |
0,85 |
|
12,0 |
-0,07 |
-0,12 |
-0,24 |
113,1 |
1,01 |
|
14,0 |
-0,07 |
-0,12 |
-0,24 |
153,9 |
1,37 |
|
16,0 |
-0,07 |
-0,12 |
-0,24 |
201,0 |
1,79 |
|
18,0 |
-0,07 |
-0,12 |
-0,24 |
254,3 |
2,26 |
|
20,0 |
-0,08 |
-0,14 |
-0,28 |
314,0 |
2,80 |
|
22,0 |
-0,08 |
-0,14 |
-0,28 |
380,0 |
3,38 |
|
25,0 |
-0,08 |
-0,14 |
-0,28 |
490,6 |
4,37 |
|
28,0 |
-0,08 |
-0,14 |
-0,28 |
615,4 |
5,48 |
|
30,0 |
-0,08 |
-0,14 |
-0,28 |
706,5 |
6,29 |
|
35,0 |
-0,10 |
-0,17 |
-0,34 |
961,6 |
8,56 |
|
40,0 |
-0,10 |
-0,17 |
-0,34 |
1256,0 |
11,18 |
Примечание. Расчетное значение линейной плотности вычислено по номинальному диаметру прутков. Плотность монель принята равной 8,9 г/см3.
1.2.2. Диаметры горячекатаных прутков и предельные отклонения по ним должны соответствовать указанным в табл. 2.
Таблица 2
|
Номинальный диаметр, мм |
Предельные отклонения по диаметру, мм |
Площадь поперечного сечения, мм2 |
Расчетное значение линейной плотности, кг/м |
|
35 |
-1,6 |
961,6 |
8,5 |
|
40 |
-1,6 |
1256,0 |
11,18 |
|
45 |
-1,6 |
1589,6 |
14,15 |
|
50 |
-1,6 |
1962,5 |
17,47 |
|
60 |
-1,9 |
2826,0 |
25,15 |
|
70 |
-1,9 |
3846,5 |
34,23 |
Условное обозначение прутков проставляется по схеме:
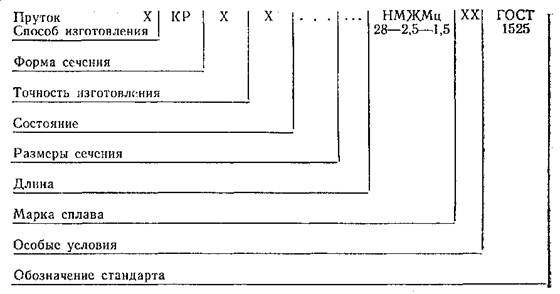
при следующих сокращениях
Способ изготовления:
холоднодеформируемые (тянутые) - Д;
горячедеформируемые (катаные) - Г.
Форма сечения:
круглые - КР.
Точность изготовления:
нормальная - Н;
повышенная - П;
высокая - В.
Состояние:
мягкое - М;
твердое - Т.
Длина:
немерная - НД;
кратная мерной - КД.
Особые условия:
для обработки на автоматах - АВ.
Примечание. Знак «X» ставится вместо отсутствующих данных, кроме обозначения особых условий.
Примеры условных обозначений:
Пруток тянутый, круглый, высокой точности изготовления, мягкий, диаметром 10 мм, немерной длины, из монеля марки НМЖМц 28-2,5-1,5:
Пруток ДКРВМ 10 НД НМЖМц 28-2,5-1,5 ГОСТ 1525-91
То же, тянутый, круглый, повышенной точности изготовления, твердый, диаметром 12 мм, длиной, кратной 1000 мм, из монеля марки НМЖМц 28-2,5-1,5:
Пруток ДКРПТ 12 КД 1000 НМЖМц 28-2,5-1,5 ГОСТ 1525-91
То же, тянутый, круглый, нормальной точности изготовления, твердый, диаметром 10 мм, длиной 4000 мм, для обработки на автоматах, из монеля марки НМЖМц 28-2,5-1,5:
Пруток ДКРНТ 10´4000 НМЖМц 28-2,5-1,5 АВ ГОСТ 1525-91
То же, горячекатаный, круглый, диаметром 60 мм, немерной длины, из монеля марки НМЖМц 28-2,5-1,5:
Пруток ГКРХХ 60 НД НМЖМц 28-2,5-1,5 ГОСТ 1525-91
1.3. Характеристики
1.3.1. Характеристики обязательного исполнения
1.3.1.1. Прутки изготовляют из сплава монель марки НМЖМц 28-2,5-1,5 с химическим составом по ГОСТ 492.
1.3.1.2. По состоянию материала тянутые прутки изготовляют мягкими (М) и твердыми (Т).
Горячекатаные прутки изготовляют нетравлеными.
1.3.1.3. Поверхность прутков должна быть чистой без трещин и расслоений. На поверхности прутков допускаются малозначительные плены, риски, царапины, забоины, раковины, следы протяжки и правки глубиной не более предельного отклонения по диаметру.
Допускаются потемнения поверхности на тянутых прутках и цвета побежалости.
1.3.1.4. В изломе прутков не должно быть посторонних включений, расслоений, пустот.
Число и размер волосовин, допускаемых внутри прутков, устанавливаются по согласованию изготовителя с потребителем.
На прутках, предназначенных для сварки, допускаются волосовины.
1.3.1.5. Прутки должны быть ровно обрезаны с торцов. Прутки диаметром 25 мм и менее допускается изготовлять с обрубленными концами.
1.3.1.6. Овальность прутков не должна выводить их размеры за пределы допускаемых отклонений по диаметру.
1.3.1.7. Прутки изготовляют нормальной точности по диаметру. Диаметры тянутых прутков нормальной точности изготовления и горячекатаных прутков и предельные отклонения по ним должны соответствовать указанным в табл. 1 и 2.
1.3.1.8. Прутки изготовляют немерной длины:
длиной от 2 до 4 м - диаметром от 5 до 40 мм включ.;
длиной от 1 до 3 м - диаметром св. 40 до 60 мм включ.;
длиной от 0,7 до 2,5 м - диаметром св. 60 мм.
В партии прутков немерной длины допускаются прутки меньшей 1 м длины, но не менее 0,5 м, в количестве не более 10 % от массы партии.
1.3.1.9. Кривизна прутков на 1 м длины не должна превышать величин, указанных в табл. 3.
Таблица 3
мм
|
Способ изготовления прутков |
Кривизна на 1 м длины прутка при диаметре |
||
|
от 5 до 18 |
от 18 до 40 |
св. 40 |
|
|
Тянутые для обработки на автоматах |
1,25 |
1,0 |
- |
|
Тянутые |
2,0 |
2,0 |
- |
|
Горячекатаные |
- |
6,0 |
6,0 |
Общая кривизна прутка не должна превышать произведения местной кривизны на l м на длину прутка в метрах.
1.3.1.10. Механические свойства прутков должны соответствовать нормам, указанным в табл. 4.
Таблица 4
|
Способ изготовления прутков |
Состояние материала |
Временное сопротивление Rm, МПа (кгс/мм2) |
Относительное удлинение, % |
|
|
А10 |
А5 |
|||
|
не менее |
||||
|
Тянутые |
Мягкое |
440 (45) |
25 |
35 |
|
Твердое |
590 (60) |
10 |
18 |
|
|
Горячекатаные |
- |
490 (50) |
18 |
20 |
(Поправка).
1.3.2. Характеристики исполнения, устанавливаемые по требованию потребителя
1.3.2.1. Тянутые прутки изготовляют повышенной и высокой точности по диаметру.
Диаметры тянутых прутков повышенной и высокой точности изготовления и предельные отклонения по ним должны соответствовать указанным в табл. 1.
1.3.2.2. Катаные прутки изготовляют с двусторонними отклонениями по диаметру, не превышающими в сумме отклонений, указанных в табл. 2.
1.3.2.3. Прутки изготовляют мерной длины или кратной мерной длины в пределах указанных в п. 1.3.1.8 немерных длин с допускаемым отклонением +10 мм.
Прутки мерной или кратной мерной длины изготовляют без ограничения нижнего предела по длине.
1.3.3. Характеристики исполнения, устанавливаемые по согласованию потребителя с изготовителем
1.3.3.1. Прутки изготовляют промежуточных диаметров с предельными отклонениями для следующего большего размера, указанными в табл. 1, 2.
1.3.3.2. Прутки изготовляют других размеров по диаметру, при этом предельные отклонения, требования к качеству поверхности, кривизне, косине реза устанавливаются по согласованию потребителя с изготовителем.
1.4. Маркировка
1.4.1. К каждому пучку прутков должен быть прикреплен металлический или фанерный ярлык по ГОСТ 14192 с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения прутков;
номера партии;
обозначения настоящего стандарта;
штампа технического контроля.
1.4.2. На торце каждого прутка, поставляемого без упаковки и не в связке, должны быть выбиты:
марка сплава;
номер партии;
клеймо технического контроля.
Марку сплава допускается указывать сокращенно - НМЖМц.
1.5. Упаковка
1.5.1. Прутки диаметром до 35 мм включительно связывают в пучки массой не более 80 кг.
Каждый пучок должен состоять не менее чем из трех прутков и должен быть перевязан проволокой в два оборота диаметром не менее 1,2 мм по ГОСТ 3282 не менее чем в двух местах, а при длине прутков свыше 3 м не менее чем в трех местах равномерно по длине прутка, исключая взаимное перемещение прутков в пучках.
Концы проволоки соединяют скруткой не менее пяти витков.
Прутки диаметром более 35 мм в пучки не связывают.
1.5.2. Тянутые прутки диаметром до 10 мм включительно высокой и повышенной точности упаковывают в 1 - 2 слоя в синтетические или нетканые материалы по нормативно-технической документации, обеспечивающие сохранность качества прутков, и перевязывают поверх упаковочного материала проволокой любого диаметра по ГОСТ 3282 не менее чем в двух местах.
В качестве упаковки и упаковочных материалов допускается применять другие виды упаковки и упаковочных материалов по нормативно-технической документации, по прочности не уступающие указанным в стандарте и обеспечивающие сохранность качества продукции.
1.5.3. Грузовые места должны быть сформированы в транспортные пакеты на поддонах по ГОСТ 9557. Габаритные размеры пакетов по ГОСТ 24597, ГОСТ 23238 и нормативно-технической документации. Масса пакета должна быть не более 1250 кг. Средства скрепления в транспортные пакеты по ГОСТ 21650.
Формирование пакетов допускается осуществлять с применением брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 2 мм в два оборота по ГОСТ 3282 или лентой размерами не менее 0,3´30 мм по ГОСТ 3560 или с использованием пакетируемых строп из проволоки по ГОСТ 3282 диаметром не менее 5 мм со скруткой не менее трех витков. Концы проволоки соединяют скруткой не менее пяти витков, ленты - в замок.
1.5.4. Упаковка грузов, отправляемых в районы Крайнего Севера и труднодоступные районы, должна соответствовать требованиям ГОСТ 15846.
2. ПРИЕМКА
2.1. Прутки принимают партиями. Партия должна состоять из прутков одного способа изготовления, одной точности изготовления, одного состояния материала, одного размера и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение прутка;
результаты испытаний (по требованию потребителя);
номер партии;
массу партии.
Массе партии не должна быть более 1000 кг.
2.2. Для контроля размеров и качества поверхности прутков применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242, с приемочным уровнем дефектности 4,0 %. План выборочного контроля приведен в табл. 6. Отбор прутков в выборку осуществляют «вслепую» (методом наибольшей объективности) по ГОСТ 18321.
Партия считается не соответствующей требованиям табл. 1 и 2 и п. 1.3.1.3, если количество дефектных прутков в выборке больше или равно браковочному числу, приведенному в табл. 6.
Таблица 6
шт.
|
Количество прутков (бухт) в партии |
Количество контролируемых прутков (бухт) |
Браковочное число |
|
4 - 25 |
3 |
1 |
|
20 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
|
1201 - 3200 |
325 |
11 |
Примечание. Если объем партии не превышает три прутка, проверке подвергают каждый пруток.
По требованию потребителя проверке качества поверхности подвергают каждый пруток.
Допускается изготовителю проводить сплошной контроль качества поверхности и размеров прутков.
2.3. Допускается изготовителю контролировать качество поверхности и размеры прутков в процессе производства.
2.4. Для проверки кривизны прутков отбирают 10 % прутков или пучков от партии.
2.5. Для проверки на излом отбирают два прутка или два пучка от партии.
2.6. Для проверки прутков на отсутствие волосовин отбирают от партии по три прутка или три пучка, а от каждого пучка - по одному прутку. Испытания проводят по требованию потребителя.
2.7. Для проверки механических свойств отбирают от партии по два прутка или два пучка, а от каждого пучка - по одному прутку на каждый вид испытания.
2.8. Для проверки химического состава отбирают от партии по два прутка или два пучка, а от каждого пучка - по одному прутку по ГОСТ 24231.
Изготовителю разрешается проводить проверку на пробах, отобранных от расплавленного металла.
2.9. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по пп. 2.4 - 2.7 по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
2.10. Допускается по согласованию изготовителя с потребителем применять статистические методы контроля механических свойств и кривизны.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Наружный осмотр прутков проводят без применения увеличительных приборов.
3.2. Измерение диаметра и овальности прутков проводят не менее чем в двух взаимно перпендикулярных направлениях микрометром по ГОСТ 6507, горячекатаных прутков - штангенциркулем по ГОСТ 166.
Длину прутков измеряют металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502.
3.3. Кривизну прутков проверяют по ГОСТ 26877 с использованием поверочной линейки по ГОСТ 8026 и щупов по ТУ 2-034-225.
3.4. Проверке на излом подвергают оба конца прутка.
Для проверки прутка на излом прутки надрезают, после чего их ломают. Надрез должен быть сделан таким образом, чтобы излом проходил через центральную часть прутка и имел ширину:
не менее 60 % диаметра - для прутков диаметром до 16 мм;
не менее 10 мм - для прутков диаметром более 16 мм.
Обломанный конец прутка при отправке потребителю не обрезают. Осмотр излома проводят без применения увеличительных приборов.
3.5. Для проверки прутков на отсутствие волосовин от каждого из взятых по п. 2.6 прутков берут по одному образцу.
Наличие волосовин внутри прутков определяют по методике, приведенной в приложении.
3.6. Испытание на растяжение прутков проводят по ГОСТ 1497.
Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
3.7. Химический состав определяют по ГОСТ 6689.1 - ГОСТ 6689.3, ГОСТ 6689.5 - ГОСТ 6689.7, ГОСТ 6689.10 - ГОСТ 6689.19 или другими методами, не уступающими по точности указанным в стандарте.
При возникновении разногласий в оценке качества химический состав прутков определяют по ГОСТ 6689.1 - ГОСТ 6689.3, ГОСТ 6689.5 - ГОСТ 6689.7, ГОСТ 6689.10 - ГОСТ 6689.19.
3.8. Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте. При возникновении разногласий в определении показателя контроль проводят методом, указанным в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование прутков проводят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Транспортные средства для прутков длиной более 3 м определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Подготовку грузов к перевозке морским путем проводят в соответствии с ГОСТ 26653.
4.2. Транспортная маркировка грузовых мест - по ГОСТ 14192 с нанесением манипуляционного знака «Боится сырости» и дополнительной надписи номера партии в свободном от транспортной маркировки месте.
4.3. Прутки должны храниться в крытых помещениях в условиях, исключающих механические повреждения, воздействие влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства прутков не меняются.
ПРИЛОЖЕНИЕ
Рекомендуемое
МЕТОДИКА ОПРЕДЕЛЕНИЯ ВОЛОСОВИН НА ПРУТКАХ ИЗ СПЛАВА МОНЕЛЬ
Методика предназначена для выявления и определения количества волосовин внутри прутков, предназначенных для сварки. Метод основан на травлении свежеизготовленных прутков концентрированной азотной кислотой.
1. РЕАКТИВЫ И КОНТРОЛИРУЕМЫЕ ОБРАЗЦЫ
1.1. Кислота азотная концентрированная по ГОСТ 701.
1.2. Контролируемые образцы изготовляют ступенчатой обточкой. Длина образца, на котором определяют наличие волосовин (150 ± 2) мм. Форма образца указана на чертеже.

2. ПОДГОТОВКА К КОНТРОЛЮ
2.1. Обточку ступеней на образцах производят острым резцом при глубине резания не более 0,5 мм и подаче не более 0,25 мм.
2.2. Диаметры ступеней устанавливают в зависимости от диаметра прутков и они должны соответствовать указанным в табл. 7.
Таблица 7
мм
|
Диаметры ступеней |
Предельные отклонения по диаметрам ступеней |
||
|
D2 |
D1 |
||
|
9 - 10 |
8,0 |
5,5 |
|
|
12 - 13 |
10,0 |
6,0 |
|
|
14 |
12,0 |
8,0 |
|
|
15 - 16 |
13,0 |
9,0 |
|
|
18 - 20 |
15,0 |
12,0 |
±0,2 |
|
22 - 25 |
18,0 |
15,0 |
|
|
28 - 30 |
23,0 |
18,0 |
|
|
35 - 38 |
28,0 |
22,0 |
|
|
40 - 50 |
39,0 |
28,0 |
|
|
60 |
48,0 |
32,0 |
|
3.1. Свежеизготовленные образцы травят в концентрированной азотной кислоте в течение 1 - 2 мин.
4.1. Наличие и количество волосовин определяют в результате осмотра образцов, после травления без применения увеличительных приборов.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н. Федоров, д-р техн. наук; Ю.М. Лейбов, канд. техн. наук; Н.В. Сифорова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 10.09.91 № 1440
3. ВЗАМЕН ГОСТ 1525-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 166-80 |
|
|
ГОСТ 6689.1-80 - ГОСТ 6689.3-80 |
|
|
ГОСТ 6689.5-80 - ГОСТ 6689.7-80 |
|
|
ГОСТ 6689.10-80 - ГОСТ 6689.19-80 |
|
|
ГОСТ 8026-75 |
|
|
ГОСТ 23238-78 |
|
|
ГОСТ 26653-85 |
|
|
ТУ 2-034-225-87 |