 | Информационная система | |
ГОСТ 14635-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ
СПЕЦИАЛЬНЫЕ ДЛЯ ВАГОНОСТРОЕНИЯ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3 от 17 сентября 1993 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Казглавстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменглавгосинспекция |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 19 июня 1996 г. № 379 межгосударственный стандарт ГОСТ 14635-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 14635-79
5 ПЕРЕИЗДАНИЕ
ГОСТ 14635-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ СПЕЦИАЛЬНЫЕ ДЛЯ ВАГОНОСТРОЕНИЯ
Сортамент
Steel cold-shaped special profiles for car
building.
Dimensions
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на стальные гнутые специальные профили для вагоностроения, изготовляемые на профилегибочных агрегатах из холоднокатаного и горячекатаного листового проката из углеродистой стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной.
2 Поперечное сечение профилей, размеры и предельные отклонения по размерам должны соответствовать указанным на рисунках 1 - 17.
3 Площадь поперечного сечения, координаты центра тяжести, справочные значения величин и масса 1 м профиля должны соответствовать указанным в таблицах 1 и 2.

Рисунок 1 - Профиль № 1
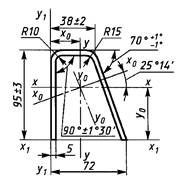
Рисунок 2 - Профиль № 2
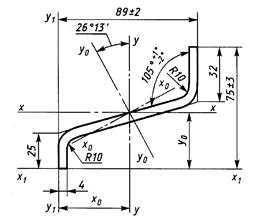
Рисунок 3 - Профиль № 3

Рисунок 4 - Профиль № 4
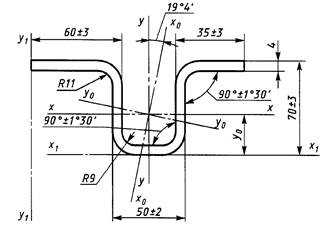
Рисунок 5 - Профиль № 5

Рисунок 6 - Профиль № 6
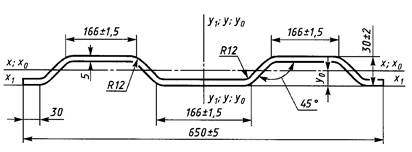
Рисунок 7- Профиль № 7
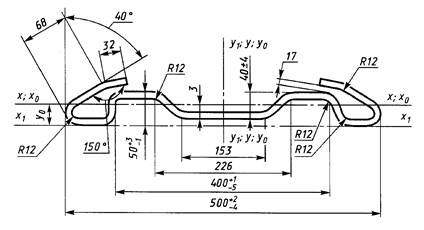
Рисунок 8 - Профиль № 8
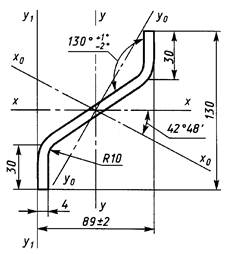
Рисунок 9 - Профиль № 9
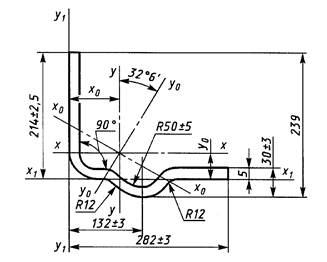
Рисунок 10 - Профиль № 10
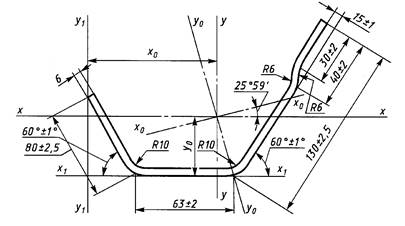
Рисунок 11 - Профиль № 11
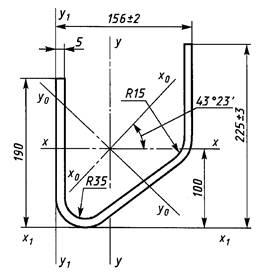
Рисунок 12 - Профиль № 12
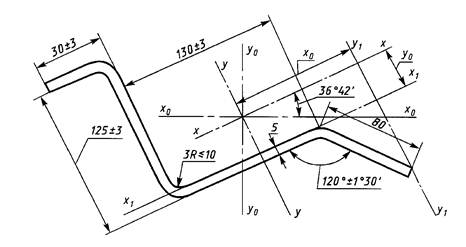
Рисунок 13 - Профиль № 13
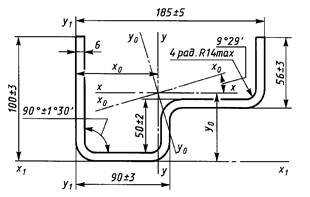
Рисунок 14 - Профиль № 14

Рисунок 15 - Профиль № 15
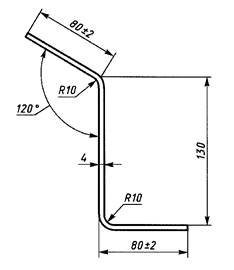
Рисунок 16 - Профиль № 16
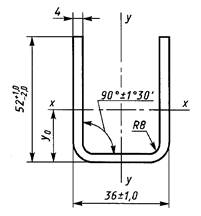
Рисунок 17 - Профиль № 17
Примечания
1 Размеры профилей и радиусы кривизны, на которые не установлены предельные отклонения, контролируют при расточке валков и обеспечивают технологией изготовления.
2 Размер 75 ± 3 профиля № 3 контролируют при расточке валков.
3 Для профиля № 4 радиусу Ra, равному 30 мм, должен соответствовать радиус Rб, равный 36 мм; радиусу Ra, равному 31 мм, - радиус Rб, равный 37 мм; радиусу Ra, равному 32 мм, - радиус Rб, равный 38 мм.
4 Для профиля № 17 разность ширины полок не должна превышать 2 мм, неплоскостность стенки - 1 мм.
Таблица 1
|
Площадь сечения, см2 |
Координаты центра тяжести, см |
Справочные значения величин для осей |
Момент инерции Ixy, см4 |
Масса 1 м, кг |
|||||||||||||||||||
|
х0 - х0 |
y0 - y0 |
x1 - x1 |
y1 - y1 |
x - x |
y - y |
||||||||||||||||||
|
х0 |
y0 |
Момент инерции Ix0, см4 |
Момент сопротивления Wx0, см3 |
Радиус инерции ix0, см |
Момент инерции Iy0, см4 |
Момент сопротивления Wy0, см3 |
Радиус инерции iy0, см |
Момент инерции Ix1, см4 |
Момент сопротивления Wx1, см3 |
Радиус инерции ix1, см |
Момент инерции Iy1, см4 |
Момент сопротивления Wy1, см3 |
Радиус инерции ix1, см |
Момент инерции Ix, см4 |
Момент сопротивления Wx, см3 |
Радиус инерции ix, см |
Момент инерции Iy, см4 |
Момент сопротивления Wy, см3 |
Радиус инерции iy, см |
||||
|
1 |
25,05 |
8,45 |
4,36 |
568,56 |
55,73 |
4,76 |
2697,51 |
141,60 |
10,38 |
1647,66 |
76,99 |
8,11 |
3882,29 |
137,67 |
12,45 |
1170,58 |
68,71 |
6,84 |
2095,49 |
106,08 |
9,15 |
-958,77 |
19,66 |
|
2 |
10,22 |
2,50 |
5,31 |
91,60 |
14,14 |
2,99 |
53,00 |
12,69 |
2,28 |
375,45 |
39,52 |
6,06 |
121,54 |
17,12 |
3,45 |
87,03 |
16,38 |
2,92 |
57,58 |
12,52 |
2,37 |
-12,48 |
8,45 |
|
3 |
6,22 |
4,79 |
3,64 |
2,24 |
1,20 |
0,60 |
72,47 |
12,29 |
3,41 |
97,72 |
13,03 |
3,96 |
202,25 |
22,73 |
5,70 |
15,46 |
4,00 |
1,58 |
59,25 |
12,36 |
3,09 |
27,45 |
4,88 |
|
4 |
7,92 |
8,94 |
0,97 |
7,00 |
1,55 |
0,94 |
204,71 |
22,86 |
5,08 |
14,92 |
3,73 |
1,37 |
837,09 |
46,85 |
10,28 |
7,52 |
1,51 |
0,97 |
204,19 |
22,87 |
5,08 |
-10,15 |
6,22 |
|
5 |
9,94 |
7,41 |
4,07 |
59,33 |
9,99 |
2,44 |
119,83 |
15,05 |
3,47 |
230,57 |
37,94 |
4,82 |
659,02 |
48,10 |
8,14 |
65,79 |
16,16 |
2,57 |
113,37 |
15,30 |
3,38 |
-18,68 |
7,80 |
|
6 |
25,14 |
0 |
3,22 |
67,94 |
21,12 |
1,64 |
4596,73 |
229,86 |
13,52 |
328,10 |
59,22 |
3,61 |
4596,73 |
229,86 |
13,52 |
67,94 |
21,12 |
1,64 |
4596,73 |
229,86 |
13,52 |
0 |
19,73 |
|
7 |
34,32 |
0 |
1,69 |
45,42 |
26,85 |
1,15 |
122256,21 |
377,11 |
18,90 |
143,74 |
47,91 |
2,05 |
12256,21 |
377,11 |
18,90 |
45,42 |
26,85 |
1,15 |
12256,21 |
377,11 |
18,90 |
0 |
26,94 |
|
8 |
23,68 |
0 |
3,10 |
95,33 |
30,80 |
2,01 |
6759,51 |
270,38 |
16,89 |
322,22 |
43,0 |
3,69 |
6759,51 |
270,38 |
16,90 |
322,22 |
43,0 |
3,69 |
6759,51 |
270,38 |
16,90 |
0 |
19,59 |
|
9 |
6,72 |
4,45 |
6,50 |
1,68 |
1,18 |
0,50 |
145,36 |
18,65 |
4,65 |
363,32 |
27,95 |
7,35 |
200,73 |
22,55 |
5,46 |
79,39 |
12,21 |
3,44 |
67,65 |
15,20 |
3,17 |
71,60 |
5,27 |
|
10 |
19,91 |
75,16 |
44,10 |
122,46 |
21,62 |
2,48 |
593,20 |
73,22 |
5,46 |
536,88 |
67,11 |
5,19 |
1691,05 |
110,53 |
9,22 |
149,60 |
33,92 |
2,74 |
566,06 |
72,72 |
5,33 |
109,71 |
15,63 |
|
11 |
16,12 |
88,19 |
41,90 |
120,56 |
18,93 |
2,73 |
496,49 |
47,13 |
5,55 |
3736,80 |
139,14 |
5,43 |
1678,79 |
99,91 |
10,20 |
192,76 |
24,19 |
3,85 |
424,30 |
48,11 |
5,03 |
148,08 |
12,66 |
|
12 |
24,22 |
72,86 |
94,23 |
637,58 |
53,29 |
7,39 |
1323,22 |
88,07 |
7,39 |
3539,40 |
138,36 |
11,34 |
2285,53 |
146,51 |
9,71 |
961,12 |
75,50 |
6,29 |
999,68. |
120,25 |
6,43 |
342,28 |
19,01 |
|
13 |
17,5 |
115,73 |
20,08 |
111,49 |
6,71 |
2,52 |
1057,62 |
148,91 |
7,77 |
539,58 |
53,16 |
5,55 |
3044,49 |
152,22 |
13,19 |
468,94 |
32,32 |
5,18 |
700,18 |
60,50 |
6,33 |
458,72 |
13,74 |
|
14 |
20,63 |
80,57 |
40,76 |
143,88 |
20,08 |
2,64 |
926,55 |
82,2 |
6,70 |
507,58 |
50,76 |
4,96 |
2244,87 |
121,34 |
10,43 |
164,88 |
27,83 |
2,83 |
905,55 |
86,72 |
6,23 |
126,47 |
16,19 |
|
15 |
15,38 |
6,79 |
5,88 |
175,73 |
22,57 |
3,38 |
594,32 |
51,20 |
6,21 |
329,34 |
31,03 |
4,63 |
440,72 |
64,87 |
5,35 |
862,07 |
52,25 |
7,49 |
1150,68 |
86,52 |
8,65 |
816,74 |
12,08 |
|
16 |
8,83 |
7,40 |
7,67 |
30,36 |
7,44 |
1,64 |
505,90 |
42,37 |
6,71 |
112,14 |
14,61 |
3,16 |
424,13 |
42,42 |
6,14 |
774,14 |
52,56 |
8,29 |
1040,54 |
59,80 |
9,62 |
818,25 |
8,83 |
Таблица 2
|
n |
n1 |
Площадь сечения, см3 |
Справочные значения величин осей |
Масса 1 м, кг |
||||||||
|
x - x |
y - y |
Расстояние до центра тяжести y0, см |
||||||||||
|
Момент инерции Ix, см4 |
Момент сопротивления Wx, см3 |
Радиус инерции ix, см |
Момент инерции Iy, см4 |
Момент сопротивления Wy, см3 |
Радиус инерции iy, см |
Статический момент полусечения Sy, см3 |
||||||
|
17 |
10 |
3 |
4,94 |
12,92 |
4,35 |
1,62 |
10,37 |
5,76 |
1,45 |
1,03 |
2,23 |
3,88 |
Примечания
1 Площадь поперечного сечения, масса 1 м длины профиля и справочные значения величин для осей вычислены по номинальным размерам. Плотность стали - 7,85 г/см3;
2 ![]() - отношение
расчетного веса полки к толщине профиля;
- отношение
расчетного веса полки к толщине профиля;
3 ![]() - отношение расчетной
высоты стенки к толщине профиля,
- отношение расчетной
высоты стенки к толщине профиля,
где b - ширина полки, мм;
h - высота стенки, мм;
S - толщина полки, мм;
R - радиус кривизны, мм.
4 Профили изготовляют длиной от 3 до 11,8 м:
мерной длины;
мерной длины с немерной в количестве не более 10 % массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 10 % массы партии;
немерной длины.
Длину профилей оговаривают в заказе.
5 Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
+ 40 мм - для профилей длиной до 6 м;
+ 80 мм - для профилей длиной свыше 6 м.
По требованию потребителя для профилей длиной до 7 м предельные отклонения по длине - + 40 мм, свыше 7 м - + 40 и + 5 мм - на каждый метр длины.
6 Скручивание профилей вокруг продольной оси не должно превышать произведения 1° на длину профиля в метрах и не может быть более 10°.
7 Волнистость полок профилей не должна превышать 2 мм на 1 м.
8 Кривизна симметричных профилей не должна превышать 0,1 % длины профиля, несимметричных - 0,15 %.
9 Коробоватость симметричных профилей № 5 - 8 не должна превышать 2 мм на 1 м.
10 Определение размеров поперечного сечения, а также скручивания, кривизны и коробоватости проводят на расстоянии не менее 500 мм от торцов при поштучном профилировании, не менее 300 мм - при непрерывном.
Ключевые слова: профили, поперечное сечение, размеры, предельные отклонения