 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОКЛАВЫ ВУЛКАНИЗАЦИОННЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 14106-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Общие технические условия Autoclave vulcanizing. General specifications |
ГОСТ Взамен |
* Переиздание апрель 1982 г. с Изменением № 1, утвержденным в марте 1982 г. (ИУС 7-1982 г.).
Постановлением Государственного комитета СССР по стандартам от 6 июня 1980 г. № 2628 срок действия установлен
с 01.07 1981 г.
до 01.07 1991 г.
в части п. 2.15
с 01.01 1985 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на вулканизационные автоклавы (далее - автоклавы) с байонетными затворами внутренним диаметром от 800 до 2800 мм, максимальным рабочим давлением в автоклаве и в трубном пространстве 1,25 МПа (12,5 кгс/см2), в рубашке 0,6 МПа (6 кгс/см2), предназначенные для вулканизации в паровой, водяной или воздушных средах резиновых, резинотканевых и других изделий в процессах, при ведении которых исключено повышение температуры и давления выше расчетных для резинотехнической, химической и других отраслей промышленности.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Автоклавы должны изготовляться следующих типов:
АВТМ - тупиковые, без паровой рубашки, механизированные*, горизонтальные (черт. 1);
АВТА - тупиковые, без паровой рубашки, автоматизированные**, горизонтальные (черт. 1);
* Механизированные - с механизированным процессом открывания-закрывания байонетного затвора, механизированным процессом загрузки-выгрузки автоклавов и автоматизированным управлением процессом вулканизации.
** Автоматизированные - с автоматизированными процессами открывания-закрывания байонетного затвора, загрузки-выгрузки автоклавов и управлением процессом вулканизации.
АВПМ - проходные без паровой рубашки, механизированные, горизонтальные (черт. 2);
АВПА - проходные, без паровой рубашки, автоматизированные, горизонтальные (черт. 2);
АВТРМ - тупиковые, с паровой рубашкой, механизированные, горизонтальные (черт. 3);
АВТРА - тупиковые, с паровой рубашкой, автоматизированные, горизонтальные (черт. 3);
АВПРМ - проходные, с паровой рубашкой, механизированные, горизонтальные (черт. 4);
АВПРА - проходные, с паровой рубашкой, автоматизированные, горизонтальные (черт. 4);
АВТЗМ - тупиковые, со змеевиками, механизированные, горизонтальные (черт. 5);
АВТЗА - тупиковые, со змеевиками, автоматизированные, горизонтальные (черт. 5);
АВПЗМ - проходные, со змеевиками, механизированные горизонтальные (черт. 6);
АВПЗА - проходные, со змеевиками, автоматизированные, горизонтальные (черт. 6);
АВТМ-В - тупиковые, без паровой рубашки, механизированные, вертикальные (черт. 7);
АВТА-В - тупиковые, без паровой рубашки, автоматизированные, вертикальные (черт. 7);
АВТРМ-В - тупиковые, с рубашкой, механизированные, вертикальные (черт. 8);
АВТРА-В - тупиковые, с рубашкой, автоматизированные, вертикальные (черт. 8);
АВТЗ-Л - тупиковые, со змеевиками, лабораторные (черт. 9).

Примечание. Черт. 1 - 9 не определяют конструкцию автоклавов.


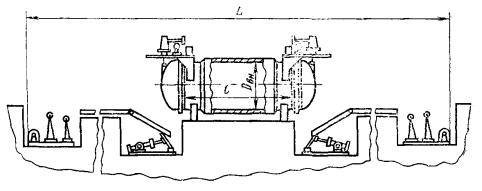
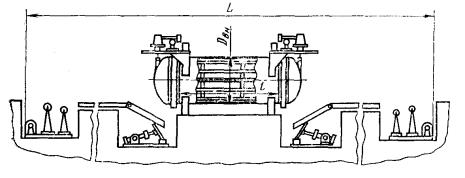
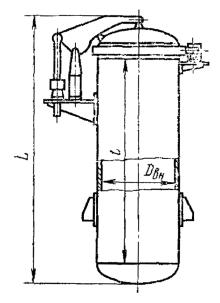
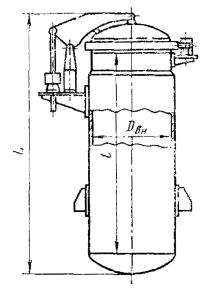

1.2. Основные параметры и размеры автоклавов должны соответствовать указанным на черт. 1 - 9 и в табл. 1.
Размеры в мм
|
Внутренний диаметр Dвн |
Длина цилиндрической части без фланца l |
Общая длина L, не более |
Объем, м3 |
Масса, кг, не более |
|
|
АВТЗ-Л |
800 |
950 |
1600 |
0,68 |
2000 |
|
АВТМ, АВТА, АВТРМ; АВТРА |
1200 |
1500 |
2l + 6000 |
2,5 |
7500 |
|
3000 |
3,39 |
9508 |
|||
|
5000 |
6,5 |
12000 |
|||
|
11000 |
13,2 |
18000 |
|||
|
2200* |
25,7 |
32000 |
|||
|
АВПМ; АВПА АВПРМ; АВПРА |
5000 |
3l + 10000 |
6,7 |
14000 |
|
|
6000 |
7,8 |
16009 |
|||
|
11000 |
13,5 |
22000 |
|||
|
22000 |
26,1 |
38000 |
|||
|
АВТМ-В; АВТА-В; АВТРМ-В; АВТРА-В |
1500 |
3000 |
2,5 |
9000 |
|
|
АВТЗМ |
1600 |
3000 |
2l + 6000 |
7,8 |
11000 |
|
АВТМ; АВТА АВТРМ АВТРА |
3000 |
7,8 |
11000 |
||
|
5000 |
11,8 |
14500 |
|||
|
АВПМ; АВПА; АВПРМ; АВПРА |
5000 |
28000 |
12,4 |
20500 |
|
|
АВТМ-В; АВТА-В; АВТРМ-В; АВТРА-В |
3000 |
4500 |
7,8 |
8000 |
|
|
АВТМ |
11000 |
28500 |
24 |
16000 |
|
|
АВПМ |
11000 |
45000 |
24,2 |
20000 |
|
|
АВТМ, АВТА, |
2000 |
4000 |
2l + 6500 |
15,9 |
16000 |
|
АВТРМ, АВТРА |
6000 |
22,2 |
20000 |
||
|
АВПМ, АВПА, АВПРМ, АВПРА |
6000 |
29000 |
23,2 |
23000 |
|
|
АВТМ-В, АВТА-В, АВТРМ-В, АВТРА-В |
4000 |
5500 |
15,9 |
12000 |
|
|
АВТЗМ, АВТЗА |
2808 |
4000 |
2l + 8500 |
33,3 |
28000 |
|
6000 |
45,6 |
34000 |
|||
|
8000 |
57,9 |
40000 |
|||
|
10000 |
72,4 |
46000 |
|||
|
16000 |
107,1 |
65000 |
|||
|
24000 |
156,4 |
90000 |
|||
|
АВПЗМ, АВПЗА |
8000 |
3l + 13000 |
60,1 |
50000 |
|
|
10000 |
74,2 |
55000 |
|||
|
16000 |
109,1 |
75000 |
|||
|
24000 |
158,4 |
100000 |
|||
|
АВТМ, АВТА |
4000 |
2l + 8500 |
33,3 |
20000 |
|
|
8000 |
57,9 |
35000 |
|||
|
16000 |
107,1 |
50000 |
|||
|
АВПМ, АВПА |
8000 |
3l + 13000 |
60,1 |
45000 |
|
|
10000 |
74,2 |
50000 |
|||
|
16000 |
109,1 |
65000 |
Примечание. В зависимости от размеров вулканизуемых изделии допускается изготовление автоклавов большей длины.
(Измененная редакция, Изм. № 1).
1.3. Структурная схема условного обозначения автоклавов приведена в обязательном приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Автоклавы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке, и должны соответствовать требованиями «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР.
2.2. Поворот байонетного кольца и открывание-закрывание крышки автоклавов должно осуществляться при помощи механического устройства.
Конструкция байонетных затворов должна предусматривать возможность открывания-закрывания байонетных затворов вручную.
2.3. Управление байонетным затвором механизированных автоклавов должно осуществляться дистанционно с пульта управления, а остановка байонетного кольца и крышки в конечных положениях при закрывании-открывании должна осуществляться автоматически.
Управление работой автоматизированных автоклавов должно осуществляться автоматически с пульта управления, при этом должна быть предусмотрена возможность перехода на дистанционное управление.
2.4. Автоклавы должны иметь устройства, обеспечивающие автоматическое регулирование температуры* и давления в автоклаве при заданном технологическом режиме на весь цикл вулканизации.
* В части автоматического регулирования температур - с 1 января 1983 г.
Для горизонтальных автоклавов с трубными обогревателями (змеевиками) и циркуляторами разница температур между верхней и нижней зонами не должна превышать 4 °С, а между днищем и крышкой - 8 °С.
Для горизонтальных автоклавов без циркуляторов разница температур между верхней и нижней зонами внутренней полости автоклава не должна превышать 10 °С.
Для вертикальных автоклавов разница температуры между днищем и крышкой не должна превышать 10 °С.
(Измененная редакция, Изм. № 1).
2.5. Автоклавы должны быть снабжены регистрирующими приборами для определения скорости повышения и снижения температуры стенки.
2.6. Автоклавы внутренним диаметром 2800 мм со змеевиками должны иметь дополнительный обогрев днища и крышки автоклавов.
2.7. Конструкция змеевиков должна предусматривать возможность монтажа и демонтажа при ремонте, замене их и осмотре сварных швов, а также проведения измерения эллипсности обечаек.
2.8. Автоклавы должны иметь устройства ввода (штуцера, бобышки) для возможности установки датчиков для измерения температуры стенки автоклава и рабочей среды.
2.9. Автоклавы должны изготовляться в климатическом исполнении УХЛ для условий эксплуатации категории 4 по ГОСТ 15150-69.
2.10. Категория производства В согласно СНиП II-М.2-72, утвержденных Госстроем СССР, класс помещения П-IIа согласно «Правилам устройства электроустановок» (ПУЭ), утвержденных Госэнергонадзором СССР.
2.9, 2.10. (Измененная редакция, Изм. № 1).
2.11. Автоклавы должны изготовляться из углеродистой стали по ГОСТ 5520-79 и ГОСТ 380-71.
Автоклавы, предназначенные для изделий, при вулканизации которых внутри корпуса автоклава создается агрессивная среда и возможно протекание коррозионных процессов, должны изготовляться из стали 12Х18Н10Т по ГОСТ 5632-72 или других материалов, стойких к этой среде. Материал выбирается по требованию потребителя из «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР, по согласованию с межведомственной комиссией при Госснабе СССР.
2.12. Наработка на отказ - не менее 400 ч.
2.13. Коэффициент готовности автоклавов - 0,98.
2.14. Установленный ресурс безопасной эксплуатации автоклавов, работающих в условиях малоциклового нагружения при давлении 1,25 МПа (12,5 кгс/см2) (без учета воздействия агрессивной среды), должен быть не менее значений, указанных в табл. 2.
|
Внутренний диаметр автоклава, Dвн, мм |
Установленный ресурс безопасной эксплуатации (циклов нагружения), не менее |
|
800 |
32000 |
|
1200 |
25000 |
|
1600 |
20000 |
|
2000 |
17000 |
|
2800 |
15000 |
Установленный ресурс безопасной эксплуатации для конкретных конструкций автоклавов должен определяться проектной организацией с учетом рабочих параметров и допустимой скорости нагрева (остывания) автоклавов.
Ресурс безопасной эксплуатации автоклавов должен быть указан в паспорте автоклава.
По истечении установленного ресурса автоклавы должны быть подвергнуты специальному техническому обследованию для определения возможности дальнейшей эксплуатации.
(Измененная редакция, Изм. № 1).
2.15. Автоклавы должны быть снабжены прибором, регистрирующим число циклов нагружения.
2.16. В комплект автоклава в сборе с запорной, предохранительной, регулирующей и другой арматурой, необходимой для ведения технологического процесса, должны входить:
приводы поворота байонетного кольца и крышки автоклава;
станция насосная (для автоклавов внутренним диаметром 1200 и 1600 мм);
пульт управления;
щит управления;
комплект запасных быстроизнашивающихся частей (на срок гарантии и пусконаладочных работ) по ведомости ЗИП ГОСТ 2.601-69;
комплект нестандартного инструмента и принадлежностей;
регулировочные винты, реперное устройство, конденсатоотводчик.
По требованию заказчика в комплект автоклавов со змеевиками должен входить вентилятор.
В комплект горизонтальных автоклавов, кроме того, должны входить:
тележка;
соединительный мостик;
рельсовый путь;
привод тележки.
2.17. К автоклаву должна прилагаться следующая документация:
паспорт по СТ СЭВ 289-76;
монтажный чертеж автоклава;
сборочный чертеж автоклава;
сборочные чертежи механизмов открывания крышки и поворота кольца и соединительного мостика;
расчет на прочность;
расчет пропускной способности предохранительных клапанов;
инструкция по монтажу и эксплуатации автоклава;
электросхемы, пневмогидравлические схемы и схемы автоматизации;
техническая документация и паспорта на комплектующие покупные изделия;
чертежи основных быстроизнашивающихся сборочных единиц и деталей;
упаковочный лист.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Эксплуатация автоклавов должна производиться в соответствии с требованиями «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР.
3.2. Все электрооборудование механизмов и арматуры, а также корпус автоклавов должны быть заземлены в соответствии с «Правилами устройства электроустановок», утвержденными Госэнергонадзором СССР, и в соответствии с ГОСТ 12.2.007.0-75.
3.3. Автоклавы должны иметь предохранительные устройства, исключающие возможность включения автоклава под давлением при неполностью закрытой крышке и открывание ее при наличии в автоклаве избыточного давления.
Блокировочное устройство не должно допускать открывания байонетного затвора при избыточном остаточном давлении в автоклаве выше 0,0013 МПа (0,013 кгс/см2).
Включение привода механизма открывания крышки должно производиться только при полностью открытом байонетном кольце.
Включение привода механизма поворота байонетного кольца не должно производиться при наличии избыточного давления в автоклаве и в уплотнительном устройстве затвора.
(Измененная редакция, Изм. № 1).
3.4. Автоклавы должны иметь устройства для принудительной продувки перед открыванием крышки автоклава.
Каждый автоклав должен быть снабжен ключом-маркой и замком.
3.5. На автоклавах должна быть предусмотрена аварийная сигнализация в случае:
повышения давления в автоклаве выше допустимого*;
повышения температуры внутри автоклава выше допустимой;
отклонения давления в системе уплотнительного устройства ниже минимального и выше максимальных значений*.
* с 1 января 1983 г.
На автоклавах должна быть световая сигнализация, сигнализирующая об отсутствии или наличии давления в автоклаве.
3.6. Степень защиты электрооборудования - не менее IP44 по ГОСТ 14254-80.
3.7. Вся аппаратура управления автоклавом должна быть сосредоточена на пультах и щитах управления, устанавливаемых в удобном для обслуживания месте, вне опасной зоны.
3.8. Скорость разогрева и охлаждения стенки корпуса автоклава при пуске его и останове не должна превышать 5 °С в минуту.
3.9. Корпус и крышки автоклавов должны быть снабжены устройствами для крепления теплоизоляции.
Корпус и крышки автоклавов после монтажа должны быть теплоизолированы с обеспечением температуры на поверхности изоляции не выше 45 °С.
3.10. Уровень звукового давления не должен превышать 85 дБ со среднегеометрической частотой 1000 Гц по ГОСТ 12.1.003-76.
4. ПРАВИЛА ПРИЕМКИ
4.1. Автоклавы должны подвергаться приемо-сдаточным и периодическим испытаниям.
4.2. Приемо-сдаточным испытаниям на соответствие требованиям пп. 1.2 (за исключением объема и массы); 2.4 (первый абзац); 2.5; 2.8; 2.15; 2.16; 2.17 должен подвергаться каждый автоклав.
4.3. Периодическим испытаниям на соответствие требованиям пп. 2.4 (второй - четвертый абзацы), 3.10 подвергают один автоклав не реже одного раза в 4 года. Испытание проводит предприятие-изготовитель автоклавов.
4.2, 4.3. (Измененная редакция, Изм. № 1).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Контроль качества сварных соединений автоклавов и их элементов должен производиться:
визуально и измерением;
ультразвуковой дефектоскопией, просвечиванием рентгеновскими или гамма-лучами или этими методами в сочетании;
механическим испытанием;
гидравлическим испытанием;
другими методами, если они предусмотрены техническими условиями на изготовление данного изделия.
5.2. Объем и нормы оценки качества сварных соединений должны соответствовать «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР, при этом контроль ультразвуковой дефектоскопией или просвечиванием должен выполняться в объеме 100 %.
5.3. На предприятии-изготовителе при стендовых испытаниях в каждом автоклаве должны быть проверены в работе механизмы поворота байонетного кольца и открывания-закрывания крышки, надежность действия блокирующих устройств: при ручном управлении - не менее 5 циклов, при управлении при помощи механизированного привода - не менее 10 циклов.
(Измененная редакция, Изм. № 1).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На корпусе автоклава на видном месте должна быть прикреплена металлическая пластинка по ГОСТ 12971-67 с нанесенными клеймением следующих паспортных данных:
наименование предприятия-изготовителя или его товарный знак (при наличии);
условное обозначение автоклава в соответствии с настоящим стандартом;
номер автоклава по системе нумерации предприятия-изготовителя;
год изготовления;
рабочее давление, кгс/см2;
пробное давление, кгс/см2;
допустимая температура стенок автоклава, °С.
Кроме того, паспортные данные предприятие-изготовитель должно наносить ударным или безударным способом на байонетном кольце. Нанесение паспортных данных краской не допускается.
6.2. Маркировка сменных и запасных деталей, а также принадлежностей должна соответствовать рабочим чертежам.
6.3. Автоклавы длиной до 11000 мм должны транспортироваться цельносварными. Автоклавы большей длины могут транспортироваться разъемными.
6.4. Автоклавы транспортируют без упаковки.
Шкафы, пульты управления и электродвигатели должны транспортироваться вместе с автоклавом в упаковке, обеспечивающей их сохранность при транспортировании и хранении.
Все приборы контроля и регулирования, которые должны сниматься со шкафа и пульта управления при транспортировании согласно инструкциям предприятия-изготовителя, упаковывают в тару, обеспечивающую сохранность изделий. Маркировка тары - по ГОСТ 14192-77.
6.5. Сопроводительная документация должна быть помещена в пакет из влагонепроницаемого материала и вложена в первый упаковочный ящик. На ящике должна быть надпись: «Здесь документы».
Допускается техническую документацию отправлять почтой.
(Измененная редакция, Изм. № 1).
6.6. Все механически обработанные неокрашенные поверхности автоклава, кроме коррозионностойких, должны быть покрыты антикоррозионной смазкой по ГОСТ 9.014-78, а штуцера и бобышки должны быть защищены от повреждений заглушками.
Срок действия консервации - не менее 2 лет.
6.7. Условия транспортирования - по группе Ж1, условия хранения корпуса автоклавов (с закрытыми крышками) - по группе ОЖ3, комплектующих изделий - по Ж2 ГОСТ 15150-69.
(Измененная редакция, Изм. № 1).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Предприятие-изготовитель гарантирует соответствие автоклавов требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
7.2. Гарантийный срок эксплуатации автоклавов - 18 мес со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ
Обязательное
Структурная схема условного обозначения автоклавов
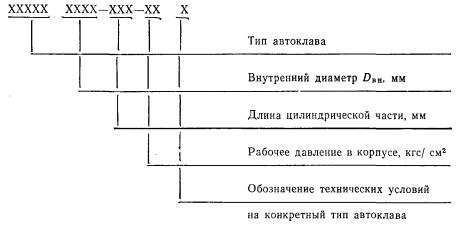
Пример условного обозначения автоклава вулканизиционного тупикового без паровой рубашки механизированного горизонтального (типа АВТМ) с внутренним диаметром 1200 мм, длиной цилиндрической части 5000 мм, рабочим давлением 12,5 кгс/см2 (1,25 МПа)
Автоклав АВТМ 1200-5000-12,5 ТУ ...
Пример условного обозначения автоклава вулканизационного тупикового с рубашкой механизированного вертикального (типа АВТРМ-В) с внутренним диаметром 1600 мм, длиной цилиндрической части 3000 мм, рабочим давлением в корпусе 12,5 кгс/см2 (1,25 МПа), в рубашке - 6 кгс/см2 (0,6 МПа).
Автоклав АВТРМ-В 1600-3000-12,5 ТУ ...
Пример записи автоклава при заказе указывается в технических условиях на конкретные типы автоклавов.
СОДЕРЖАНИЕ
|
1. Типы, основные параметры и размеры.. 1 6. Маркировка, упаковка, транспортирование и хранение. 9 Приложение. Структурная схема условного обозначения автоклавов. 10 |